STROJÍRENSKÁ TECHNOLOGIE
|
|
|
- Jaroslava Matoušková
- před 9 lety
- Počet zobrazení:
Transkript

1 Kód modulu: STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 3

2 Obrábění Základní pojmy Ruční obrábění, strojní obrábění Soustružení Vrtání a vyvrtávání Frézování Hoblování a obrážení Broušení

3 Základní pojmy OBRÁBĚNÍ technologický proces, kterým vytváříme povrchy obrobku určitého tvaru, rozměrů a jakostí. A to odebíráním částic materiálu pomocí účinků mechanických, elektrických, chemických, případně jejich kombinací. POLOTOVAR předmět, který se teprve bude obrábět; OBROBEK obráběný nebo již obrobený předmět;

4 Obrábění se uskutečňuje v soustavě Obráběcí stroj; Řezný nástroj; Obrobek; ŘEZÁNÍ obrábění, při kterém dochází k odbírání části materiálu ve tvaru třísky břitem řezného nástroje. PŘÍDAVEK část materiálu obrobku, kterou je potřeba odstranit obráběním. ODEBÍRANÁ VRSTVA část přídavku, odřezávaná ve formě třísky. TŘÍSKA - odříznutá a deformovaná vrstva materiálu obrobku.

5 Rozdělení metod obrábění Podle charakteru práce: ruční; strojní; Podle charakteristických znaků: Obrábění pomocí nástrojů s definovanou geometrií (soustružení, frézování, vrtání, obrážení, ); Obrábění pomocí nástrojů s nedefinovanou geometrií (broušení, honování, lapování a jiné dokončovací operace); Nekonvenční metody obrábění (elektro-erozivní, chemické, ultrazvuk, laser, soustředěným paprskem ); Úpravy obrobených ploch (válečkování, leštění, hlazení, );
; Úpravy obrobených ploch (válečkování,")
6 Rozdělení obrábění podle hlavního řezného pohybu rotační pohyb obrobek soustružení rotační pohyb nástroj vrtání, vyhrubování, vystružování, zahlubování, frézování, broušení, řezání kotoučovou pilou přímočarý vratný obrobek hoblování přímočarý vratný nástroj obrážení, protlačování, protahování, řezání rámovou pilou, řezání pásovou pilou, pilování

7 Ruční obrábění, strojní obrábění Ruční obrábění nelze z výrobního procesu vyloučit; vyžaduje celkovou manuální zručnost a fyzickou sílu; (řezání, pilování, vrtání, řezání závitů, stříhání, ohýbání atd.) Strojní obrábění patří mezi nejužívanější způsoby výroby přesných součástí;
 Strojní obrábění patří mezi nejužívanější způsoby výroby přesných")
.")
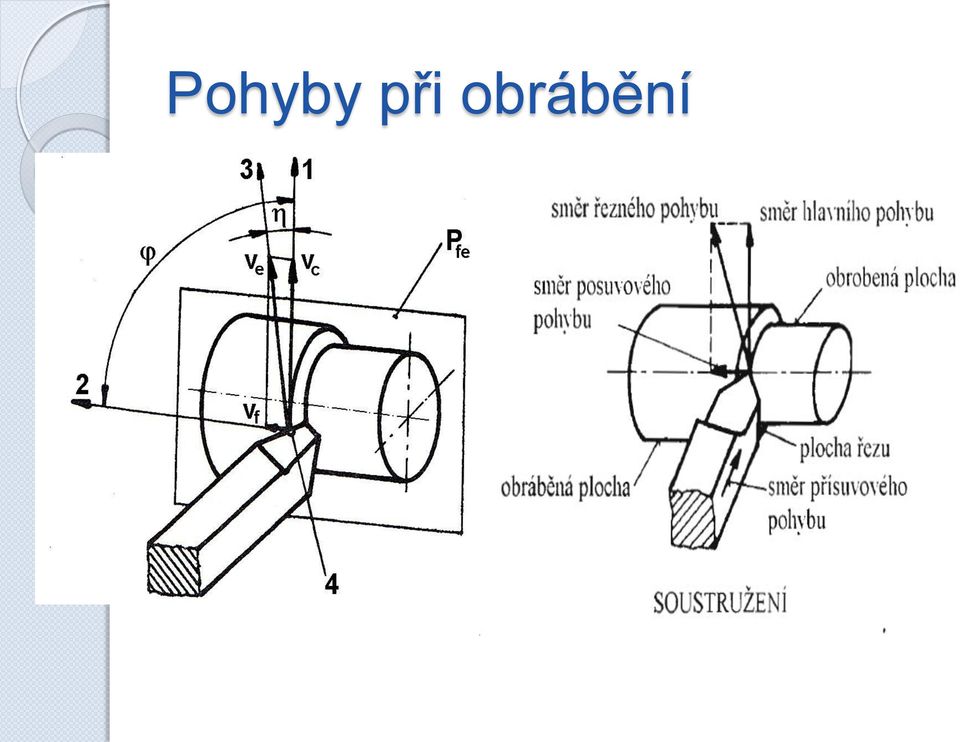
8 Obrábění pomocí nástrojů s definovanou geometrii - soustružení Nejčastější způsoby obrábění (většina součástek rotačního tvaru kruhového průřezu; lze však také obrábět rovinné plochy tzv. čelní soustružení). Obrobek upnutý ve skličidle nebo mezi hroty vykonává hlavní (řezný) pohyb rotační a nástroj (soustružnický nůž), upnutý v nožové hlavě, vykonává vedlejší pohyb přímočarý (posuv a přísuv). Rychlost hlavního (řezného) pohybu, tzv. řezná rychlost: v = (π. D. n)/1 000 (m/min) Kde v je řezná rychlost v (m/min), π - Ludolfovo číslo, D průměr obrobku (který právě obrábíme) v (mm), n počet otáček obrobku za minutu;
. Rychlost hlavního (řezného) pohybu, tzv. řezná rychlost: v = (π. D.")
9 Pohyby při obrábění
10 Nástroj - předmět, kterým se obrábění uskutečňuje; 1 - řezná část (břit); 2 upínací část (stopka); 3 - plocha čela (čelo); 4 plocha hlavního hřbetu; 5 plocha vedlejšího hřbetu; 6 - hlavní ostří; 7 vedlejší ostří; 8 ustavovací plocha nože;

11 Upínací část (stopka) podle druhu nástroje má různý tvar; Řezná část (břit) má většinou tvar klínu, který je ohraničený plochou čela (po které odchází třísky) a plochou hlavního a vedlejšího hřbetu; Průsečnice čela a hřbetu je ostří, které vniká do materiálu a odděluje z něho třísku; Nástroj spolu s obrobkem vytváří tzv. geometrii břitu; vhodnou volbou úhlů ovlivňujeme obrábění, tj. velikost řezných sil, drsnost a přesnost obrobené plochy, trvanlivost ostří a ekonomii obrábění;

12 Obráběcí stroje Obráběcím strojem je soustruh, nejčastěji hrotový. Používá se zejména v kusové a malosériové výrobě. Obrobek se upíná mezi dva hroty. Má široké uplatnění vzhledem k univerzálnosti příslušenství. Velikost hrotových soustruhů je dána jejich největší vzdáleností hrotů, tzv. točnou délkou a největším možným průměrem, který se dá na soustruhu obrábět, tzv. oběžným, točným průměrem. Základní práce, které se na soustruhu provádějí jsou soustružení válcových ploch (podélné), soustružení rovinných ploch (příčné) a upichování. 1 hlavní (řezný) pohyb, 2 vedlejší pohyb (posuv), 3 vedlejší pohyb (přísuv); sklíčidlo pinola s upínacím hrotem
, soustružení rovinných ploch (příčné) a upichování.")
13

14 K výrobě většího počtu rotačních součástí, u kterých výrobní postup umožňuje provedení více úkonů na jedno upnutí (tj. soustružení, vrtání, řezání atd.) používáme revolverové soustruhy. Tzv. revolverová hlava umožňuje upnutí více nástrojů. Podle polohy r. hlavy: revolverový soustruh s vodorovnou osou r. hlavy; revolverový soustruh se svislou osou r. hlavy; 1 vodorovná (svislá) osa, 2 tělo hlavy, 3 držáky s nástroji;

15
16 Pro velkosériovou a hromadnou výrobu poloautomaty a automaty. Kromě těchto obráběcích strojů se používá ještě zvláštních obráběcích strojů (karusel, soustruh na klikové hřídele atd.).


17 Vrtání a vyvrtávání Vrtání vyhotovování díry do plného materiálu. Vyvrtávání rozšiřování již předvrtané, předlité nebo předkované díry. 1 hlavní (řezný) otáčivý pohyb, 2 vedlejší pohyb (posuv), 3 nástroj (šroubovitý vrták), 4 obrobek.

18 Měřítkem hlavního (řezného) pohybu je řezná rychlost. Posuv nástroje se udává v mm za jednu otáčku a odpovídá tloušťce třísky. Řezná rychlost nástroje je na jeho obvodě nejvyšší a směrem k ose klesá až k nule. Velikost vrtaček se určuje max. průměrem vrtáku, kterým lez na vrtačce vrtat do plné oceli. Řezný pohyb u vyvrtávaček koná nástroj vyvrtávací nůž upnutý ve vyvrtávací tyči. Orýsované obrobky (označené středy děr) se zpravidla upínají do strojních svěráků, nebo upínkami a šrouby na stůl nebo základovou desku stroje (křížový stůl, doplněn otočným stolem umožňuje obrábět obrobek při jednom upnutí ze čtyř stran). Při sériové a hromadné výrobě lze rychle a přesně vyvrtat díry bez předchozího orýsování tak, že obrobek upínáme do přípravků. Posuv koná buď nástroj vysouváním pinoly s vrtacím vřetenem nebo obrobek upnutý na pracovním stole. Obráběcím strojem je vrtačka nebo vyvrtávačka (např. vrtačky stolní, stojanové, sloupové, radiální, vyvrtávačky vodorovné horizontálky aj.). Pro obrábění nerotačních, velkých, obtížně přemístitelných obrobků, součástí s větším počtem rovnoběžných, ne sebe kolmých děr (průměr nad 40 mm).
 se zpravidla upínají do strojních svěráků, nebo upínkami a šrouby na stůl nebo základovou desku stroje (křížový stůl, doplněn otočným stolem umožňuje obrábět")

19 Základními pracemi na vrtačkách je výroba neprůchozích a průchozích děr atd. vrtání do plného materiálu vyvrtávání do předvrtaného, předlitého materiálu zahlubování pro šroub s válcovou hlavou zahlubování pro šroub s kuželovou hlavou 1 obrobek, 2 šroubovitý vrták, 3 válcový záhlubník, 4 kuželový záhlubník.


20 Postup výroby přesné válcové díry: vrtání, vyhrubování, vystružování. 2 šroubovitý vrták, 6 výhrubník, 7 výstružník.


21 Postup při řezání vnitřního závitu: vrtání díry, zkosení, řezání závitu prvním, druhým a třetím závitníkem. 1 obrobek, 2 šroubovitý vrták, 4 kuželový záhlubník, 5 sadový závitník.
22
 vykonává obrobek upnutý na stole frézky.")
23 Frézování Způsob obrábění různých tvarů drážky, závity, ozubená kola atd., jak vnitřní, tak vnější. Řezný (hlavní) pohyb vykonává nástroj tzv. fréza, vedlejší pohyb (posuv) vykonává obrobek upnutý na stole frézky. Frézka je nástroj s mnoha břity (zuby), které jsou vytvořeny drážkami buď na jejich obvodě (válcová fréza), nebo na obvodě a čele (čelní fréza). Podle toho známe frézování obvodem válcové frézy a čelem čelní frézy. 1 hlavní (řezný) pohyb, 2 vedlejší pohyb (posuv), 3 vedlejší pohyb (přísuv), 4 obrobek, 5 fréza.
24 Frézování je proces přerušovaný, jednotlivé zuby frézy postupně vcházejí a vycházejí z materiálu a odebírají třísku proměnlivého průměru. Podle smyslu otáčení nástroje vůči směru posuvu známe frézování nesousledné a sousledné. 1 řezný pohyb, 2 posuv, 3 obrobek, 4 fréza. Obráběcím strojem je frézka, která podle tvaru a velikosti obrobku a druhu práce má různou konstrukci. Frézky vertikální a horizontální. Frézováním obrábíme hlavně rovinné a tvarové plochy ozubená kola, závity. Složité tvary frézujeme skládanými frézami tzv. soupravami fréz.
25
26 Hoblování a obrážení Těmito metodami se obrábějí rovinné nebo tvarové přímkové plochy. Nástrojem jsou hoblovací a obrážecí nože, podobné nožům soustružnickým. hoblování obrážení 1 přímočarý (vratný) hlavní (řezný) pohyb, 2 posuv (přerušovaný), 3 přísuv, 4 obrobek, 5 nástroj (nůž).
27 Hoblováním se vyrábějí dlouhé, většinou úzké, plochy. Hlavní (řezný) pohyb přímočarý vratný, koná jej obrobek a je rovnoměrný. Posuv koná nástroj upnutý v nožovém držáku suportu (je to pohyb nástroje v úvrati vratného pohybu stolu na konci jeho zpětného pohybu) a je přerušovaný. Obrážením se vyrábějí krátké plochy, většinou širší. Hlavní (řezný) pohyb je přímočarý vratný, koná ho nástroj upnutý ve smýkadle stroje a je nerovnoměrný. Posuv koná obrobek upevněný na pracovním stole a je přerušovaný. Obrážení může být vodorovné nebo svislé. Stůl hoblovky (nebo smýkadlo obrážečky) koná tzv. dvojzdvih, který se skládá ze zdvihu do řezu (pracovního obrábí) a ze zdvihu zpětného (naprázdno neobrábí) tím je snížena produktivita obrábění zpětná rychlost bývá 1,5 až 4 krát větší než rychlost pracovní. U hoblování i obrážení přebíhá nástroj přes okraje obrobku na obě strany. Posuv se koná právě v okamžiku, kdy nástroj není v záběru s obrobkem. Hlavně v kusové a malosériové výrobě. Obráběcím strojem je hoblovací stroj (hoblovka) a obrážecí stroj (obrážčka). Charakteristickým rozměrem u hoblovek je šířka pracovního stolu, u obrážeček maximální zdvih smýkadla.
28 Hoblování drážek 3 řezný pohyb, 6 podložka. Hoblování ploch (vodorovné, svislé, šikmé) 1 obrobek, 2 nůž, 4 posuv, 5 pracovní stůl.

29 Obrábění pomocí nástrojů s nedefinovanou geometrii broušení Broušením se dokončují součásti, které byly vyrobeny některými předchozími způsoby obrábění. Součásti tak dostanou velmi přesné rozměry a hladký povrch. Broušení se též používá k ostření otupených nástrojů. Nástrojem je brousicí kotouč, jehož brusná zrna jsou stmelena pojivem v pevný celek. Zrna mohou být přírodní (korund, smirek, diamant), ale nejčastěji umělá (umělý oxid hlinitý umělý korund, karbid křemíku karborundum, diamant). Brousicí kotouče jsou normalizovány v rozmanitých tvarech. Hlavní (řezný) pohyb koná brousicí kotouč, vedlejší obrobek, upevněný na brusce (mezi hroty, ve sklíčidle, pracovním stole atd.) Brusná (obvodová) rychlost brousicího kotouče se volí podle způsobu broušení a podle druhu pojiva 30 až 35 m/s (až 100 m/s). Rychlost obrobku se volí podle druhu broušeného materiálu 20 až 40 m/min. Broušením vzniká veliké teplo chladící kapalina při broušení (emulze, řezné oleje).
.")
30 Podle toho, za brousíme plochy rotační, rovinné nebo speciální, zda brousíme plochy vnější nebo vnitřní, rozeznáváme obráběcí brusky na brusky hrotové, na díry, bezhroté, rovinné; k ostření nástrojů používáme dovukotoučových brusek, univerzálních nástrojařských brusek a speciálních brusek pro určité druhy nástrojů (brusky na šroubovité vrtáky, frézy atd.). Princip rovinného broušení čelem kotouče

31 Princip vnitřního broušení Princip vnějšího broušení
32 Dokončovací metody Konečné přesnosti rozměrů, tvarů a polohy (kruhovitost, rovinnost, kolmost atd.), Mikrogeometrie povrchu (různé parametry drsnosti a vlnitosti povrchu), Vlastnosti povrchové vrstvy mechanických a fyzikálních (tvrdost, zpevnění, odolnost proti korozi a otěru, únavové vlastnosti, přestup tepla, třecí vlastnosti, odraz záření atd.), Konečnou kvalitu povrchové vrstvy (struktura, zbytkové pnutí, poruchy, vady atd.), Vzhled povrchu morfologie (lesk, matný reliéf atd.). žádná z metoda nesplňuje tyto požadavky v plné míře, proto je nutno volit takovou kombinaci metod, která ovlivní povrchovou vrstvu s ohledem na předpokládanou funkci a provozní spolehlivost součásti; Odebírání přídavku na dokončovací operaci; Plastickou deformací (přetvářením materiálu povrchové vrstvy);
33 Metody s úběrem materiálu hlazení, honování, superfinišování, lapování, leštění, tryskání, omílání; Metody bez úběru materiálu - vyhlazování, válečkování, kalibrování, tryskání, vibrační zpevňování;
34 Nekonvenční obrábění Nepoužívá se standardní řezný nástroj, u kterého lze definovat pracovní části. Netvoří se tříska v pravém slova smyslu, protože k úběru dochází účinky tepelnými, chemickými nebo abrazivními, či jejich kombinací. Základní charakteristiky nekonvenčních technologií: Rychlost a výkonnost nezávisí na mechanických vlastnostech obráběného materiálu; Materiál nástroje nemusí být tvrdší a pevnější než obráběný materiál; Možnost obrábění složitých tvarů; Možnost zavedení plné automatizace; Možnost zvýšení technologičnosti konstrukce, sériovosti výroby a snížení pracnosti výroby; Současně s výrobou dochází někdy k cílené změně vlastností povrchové vrstvy (odolnost proti korozi, pevnosti, apod.)

35 Dělení nekonvenčních metod podle převládajících účinků oddělování materiálu: Oddělování materiálu tepelným účinkem elekroerozivní obrábění, obrábění paprskem plazmy, obrábění paprskem laseru, obrábění paprskem elektronů; Oddělování materiálu elktrochemickým nebo chemickým účinkem elektrochemické obrábění, chemické obrábění; Oddělování materiálu mechanickým účinkem ultrazvukové obrábění, obrábění paprskem vody; Pro tyto technologie se používají CNC řízené stroje, které výrazně rozšiřují možnosti aplikace.
.")
36 Elektroerozivní obrábění Úběr materiálu je vyvolán periodicky se opakujícími elektrickými výboji mezi nástrojem a obrobkem. Z obráběného materiálu jsou tavením a odpařováním oddělovány velmi malé částice ve tvaru dutých kuliček a jsou odplavovány dielektrickou kapalinou (petrolej, vodní sklo, solné roztoky, atd.). Obrábění je založeno na principu dvou elektrod (z vodivého materiálu), oddělených jiskrovou mezerou (0,01 0,5 mm) a ponořených v dielektrické kapalině. Celkový proces se skládá ze střídavých výbojů rozložených po celé aktivní ploše nástroje.
37 Elektrojiskrové hloubení Tvar nástroje je negativem obráběné plochy. Je vyrobený z materiálu odolného vůči erozi např. měď, mosaz, grafit atd. Nástrojová katoda vykonává vertikální pohyb a současně vibruje. Připojením obou elektrod na zdroj nastává mezi nimi elektrický výboj ve formě jisker. Jejich tepelnou a tlakovou energií se materiál obrobku v místě napadení zahřívá na tavicí teplotu a je vystřelen do mezielektrodového prostoru. Každá jiskra zanechává na obráběném povrchu kráter, jehož šířka i hloubka je závislá na energii výboje.
38 Elektrojiskrové řezání Vyřezávání profilu střižnic, střižníků, různých trysek atd. pomocí drátkové metody s minimální šířkou řezu drátkovou vyřezávačkou. Drát tvoří katodu nástroj se odvíjí z jedné cívky na druhou a prochází pomocí vodícího ústrojí místem řezu v obrobku anodě. Obrobek, vykonávající posuv kolmo na drátek, se může pohybovat v obou osách v kladném i záporném smyslu. přesnost vřezávání ± 0,01 mm při dosažené drsnosti R a = 0,8 µm.
39 Obrábění paprskem plazmy Materiál je odtavován, odpařován a rozprašován paprskem plazmy, která vystupuje z hořáku vysokou rychlostí. Plazma je vodivý stav plynu, který obsahuje směs volných elektronů a má vysokou teplotu (až o C). Proces obrábění je tak intenzivní, že se částice obráběného materiálu odtavují velmi rychle a tepelně ovlivněná vrstva nepřesáhne 1 mm.
40
41 Obrábění laserem Laserové světlo vzniká v prostředí elektromagnetického záření potlačením spontánní emise na úkor emise stimulované. Laserový paprsek lze využít: úběr materiálu (řezání, obrábění, popisování, rytí atd.), pájení a svařování, tepelné zpracování (kalení, žíhání, povlakování atd.), nové procesy (barvení, dělení skla a keramiky, tažení atd.).

42 K úběru materiálu dochází účinkem úzkého paprsku silného monochromatického světla na velmi malou plošku. Dochází k místnímu ohřevu na vysokou teplotu 10 4 o C, která způsobí jeho roztavení. Mohou se obrábět různé materiály od dřeva, přes plasty až po těžkoobrobitelné materiály. Výhodou je vysoká přesnost a úzké řezy.
 a obrábí se materiály s vysokou tvrdostí a pevností, ale také málo tuhé součásti. Metodou lze frézovat, vrtat, řezat a brousit.")
43 Elektrochemické obrábění Oddělování materiálu prostřednictvím anodického rozpouštění v elektrolytu, který proudí mezerou mezi elektrodami (anoda obrobek, katoda nástroj). Vyrábí se tvarově složité součásti (zápustky, lisovací formy atd.) a obrábí se materiály s vysokou tvrdostí a pevností, ale také málo tuhé součásti. Metodou lze frézovat, vrtat, řezat a brousit. Nástroj má tvar negativu vyráběné součásti a jsou vyráběny z mosazi, bronzů, titanů, slinutých karbidů atd. Způsoby obrábění: v proudícím elektrolytu, rotující elektrodou, leštění, odstraňování ostřin.
44 Elektrochemické broušení diamantovým kotoučem je kombinací anodického rozpouštění a mechanického broušení. Pracovní katodou je elektrický vodivý rotující brusný kotouč s velkou odolností proti opotřebení, do jehož povrchu je zaválcovaný diamantový bort. Anodou je převážně ostřený nástroj, Destičkou ze slinutých karbidů a přitlačovaný tlakem na čelo DIA brusného kotouče. Mezi obě elektrody přivádíme elektrolyt. Anodické rozpouštění probíhá jen na místech, kde se poruší anodický film na obrobku brusnými zrny.

45 Chemické obrábění Jedná se o řízené odleptávání vrstev materiálu o tloušťce od několika setin mm do několika mm z povrchu obrobku. Je založené na chemické reakci obráběného povrchu s pracovním prostředím. Místa, která nemají být obráběny jsou chráněna speciálním povlakem. Metody chemické prostřihování (umožňuje zhotovovat tenké a složité výlisky z tenkého plechu nebo fólie bez otřepů), chemické rozměrové leptání (je označováno jako chemické frézování, tvar se na obrobek přenáší pomocí šablon).
46 Obrábění ultrazvukem Společný účinek abrazivních zrn, které se nacházejí mezi obrobkem a nástrojem, kmitajícím s ultrazvukovou frekvencí (20-30 khz) a chemického a kavitačního účinku kapaliny. Obrábí se tvrdé materiály (nad 40 HRC) a křehké materiály jako sklo, křemík, keramika atd., (především elektricky nevodivé materiály). Používá se při obrábění vrtáním průchozích nebo neprůchozích děr malých průměrů, dutin k řezání tenkých destiček, pro hloubící práce. Nevýhodou je, že abrazivní účinek zrn působí nejen na obrobek, ale i na nástroj.
47 Podstata metody řízené rozrušování materiálu účinkem úderů abrazivních zrn (elektrokorund, karbid boru, karbid křemíku), která jsou přiváděna v kapalině (voda, petrolej atd.) mezi kmitající nástroj a obrobek. Úběr materiálu je společným důsledkem mechanického účinku abraziva a kavitačního účinku. Velká kinetická energie zrn abraziva způsobuje narušování celistvosti obráběného povrchu, kavitační účinky umožňují rychlou výměnu opotřebovaných zrn za nové. Kapalné prostředí umožňuje lepší pronikání ultrazvukové energie do místa obrábění. Rozměrová přesnost při obrábění tvrdých a křehkých materiálů je 0,02 až 0,1 mm. Při obrábění jemným brusivem je možné dosáhnout R a = 0,4 až 1,6 µm. Drsnost povrchu je nejvíce ovlivněna velikostí abrazivních zrn, velikosti amplitudy a vlastnosti obráběného materiálu.
, kombinovanou s kinetickou energií abrazivních částic.")
48 Obrábění vodním paprskem Využívá k oddělování materiálu kinetickou energii vysokotlakého a vysokorychlostního vodního proudění (rychlost m.s -1 ), kombinovanou s kinetickou energií abrazivních částic. K úběru materiálu dochází erozivním procesem v důsledku působení řezného média (částic) usměrněného do úzkého paprsku, který prochází přes trysku do obrobku.
49
50
51 R a - drsnost povrchu Pálení plamenem - 25 až 50μm Řezání pilou - 12,5 až 50μm Frézování - 1,6 až 50μm Soustružení - 1,6 až 25μm Broušení - 0,2 až 12,5μm Leštění - 0,025 až 0,1μm Lapování - 0,012 až 0,2μm Konkrétní hodnoty jsou velmi závislé na volbě řezné rychlosti posuvu, stavu nástroje a podobně. Drsnost je souhrn nerovností povrchu s relativně malou vzdáleností, které nevyhnutelně vznikají při výrobě nebo jejím vlivem. Do drsnosti se nepočítají vady povrchu, tj. náhodné nepravidelné nerovnosti, které se vyskytují jen ojediněle (rysky, trhlinky, důlky apod.) a které vznikají vadami materiálu, poškozením aj.
. Kulička má průměr 1,5875 mm (HRB).")
52 HRC tvrdost podle Rockwella se zjišťuje na Rockwellově tvrdoměru jako rozdíl hloubky vtisku vnikacího tělesa (ocelová kulička, diamantový kužel) mezi dvěma stupni zatížení (předběžného a celkového). Účelem předběžného zatížení je vyloučit z měřené hloubky nepřesnosti povrchových ploch. Kužel má vrcholový úhel 120 a poloměr kulové části 0,2 mm (HRA, HRC). Kulička má průměr 1,5875 mm (HRB). HRB Tvrdost určená ocelovou kuličkou (B = ball) při celkovém zatížení 1000 N. Pro měkčí kovy ( HRB). HRC Tvrdost určená diamantovým kuželem (C = cone) při celkovém zatížení 1500 N. Doporučuje se používat pro rozsah HRC =
53 Doporučená literatura: NĚMEC, M., SUCHÁNEK, J., ŠANOVEC, J., Základy technologie I, 2. přepracované vydání, Vydavatelství ČVUT Praha s. ISBN KOUKAL, J., ZMYDLENÝ, T., Svařování I, 1. vydání, VŠB TECHNICKÁ UNIVERZITA OSTRAVA s. ISBN KARAFIÁTOVÁ, S., LANGER, I., Nekonvenční technologie,1. vydání, FRAGMENT, Havlíčkův Brod s. ISBN Fischer, U. a kol. Základy strojnictví. Praha:Europa-Sobotáles cz, s. ISBN
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Dokončovací metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK
 MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Dokončovací metody obrábění. Metody s úběrem materiálu. Jemné obrábění, hlazení. Honování
 Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
7. Dělení materiálu. Obr. č. 44: Dělení materiálu pásovou pilou - pilový kotouč - diamantový kotouč.
 7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Obráběcí stroje Rozdělení obráběcích strojů
 Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Prezentace společnosti AMEKAN s.r.o.
 Prezentace společnosti AMEKAN s.r.o. Společnost AMEKAN s.r.o. je výrobně-obchodní společnost, která zabezpečuje dodávky výrobků a služeb v oblasti strojírenství. Jsme schopni pružně reagovat na potřeby
Prezentace společnosti AMEKAN s.r.o. Společnost AMEKAN s.r.o. je výrobně-obchodní společnost, která zabezpečuje dodávky výrobků a služeb v oblasti strojírenství. Jsme schopni pružně reagovat na potřeby
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Řezání závitů na soustruhu
 Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
15.Brusky,pily a pilovací stroje
 15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Upínání obrobků na soustruhu
 Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
11. Vrtání a vyvrtávání
 11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
Broušení rovinných ploch a úkosů 1.část
 Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Trochu teorie o obrábění
 Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Dokončovací operace obrábění - leštění
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Dokončovací operace obrábění - leštění Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010 Obsah 1 Dokončovací
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Dokončovací operace obrábění - leštění Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010 Obsah 1 Dokončovací
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Dokončovací metody obrábění 2. Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 1 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá obráběcími procesy, při kterých se realizuje změna tvaru obráběné součásti odebíráním materiálu ve formě třísek. Potřebná energie
1 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá obráběcími procesy, při kterých se realizuje změna tvaru obráběné součásti odebíráním materiálu ve formě třísek. Potřebná energie
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Vrtání,vyvrtávání,vyhrubování,vystružování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
J e m n á m e c h a n i k a
 automobilová technika inženýrství hydraulické součásti upínací technika optika hodinářský průmysl zkušební a měřicí nástroje J e m n á m e c h a n i k a Představení Společnost Herbrig & Co GmbH Naše společnost
automobilová technika inženýrství hydraulické součásti upínací technika optika hodinářský průmysl zkušební a měřicí nástroje J e m n á m e c h a n i k a Představení Společnost Herbrig & Co GmbH Naše společnost
Způsoby dělení materiálu
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách.
 Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Kapitola 01 lekce 01 - Úvod, význam předmětu, seznam kapitol
 Kurz MS Technologie I. + II. ročník Strojní obrábění kovů Kapitola 01 lekce 01 - Úvod, význam předmětu, seznam kapitol Školitelé: Svoboda Jaroslav, Ulej Milan Technologie je obor, který se zabývá praktickým
Kurz MS Technologie I. + II. ročník Strojní obrábění kovů Kapitola 01 lekce 01 - Úvod, význam předmětu, seznam kapitol Školitelé: Svoboda Jaroslav, Ulej Milan Technologie je obor, který se zabývá praktickým
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Dodatek č. 1 ke školnímu vzdělávacímu programu. Strojírenství. (platné znění k 1. 9. 2009)
") Střední průmyslová škola Jihlava tř. Legionářů 1572/3, Jihlava Dodatek č. 1 ke školnímu vzdělávacímu programu Strojírenství (platné znění k 1. 9. 2009) Tento dodatek nabývá platnosti dne 1. 9. 2011 počínaje
Střední průmyslová škola Jihlava tř. Legionářů 1572/3, Jihlava Dodatek č. 1 ke školnímu vzdělávacímu programu Strojírenství (platné znění k 1. 9. 2009) Tento dodatek nabývá platnosti dne 1. 9. 2011 počínaje