ŽÁROVÉ NÁSTŘIKY. Jaroslav Kubíček VUT FSI Brno 2018
|
|
|
- Antonín Dostál
- před 5 lety
- Počet zobrazení:
Transkript

1 ŽÁROVÉ NÁSTŘIKY Jaroslav Kubíček VUT FSI Brno 2018
2 Význam ţárových nástřiků Ţárové nástřiky jsou jako významný proces zahrnuty do nomenklatury Evropské svářečské federace EWF (European Welding Federation) EOTC Agrement Group for Welding, Joining, Cutting and Surfacing. Dnes také pod IIW. Vyuţití ţárových nástřiků v oboru ochrany ocelových konstrukcí, aplikace v oblasti odolnosti proti různým druhům opotřebení ve strojírenské prvovýrobě i renovacích. Aplikace ţárových povlaků můţeme najít v těţkém i textilním průmyslu, automobilismu, letecké i kosmické technice stejně jako v elektrotechnice a medicíně.



3 Otec termického nástřiku Max Schoop patent foto roku 1922 Dr. Max Ulrick Schoop z Zurichu


4 Princip vzniku povlaku

5 Jednotlivá kapička po dopadu na podklad

6 Počáteční fáze nástřiku

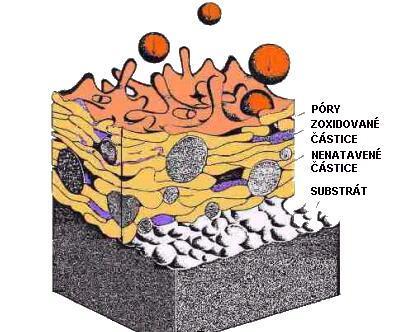
7 Druhy splatu

8 A deformovaná částice přídavného materiálu B nedeformovaná částice přídavného materiálu C pórovitost v povlaku žárového nástřiku D zakotvená částice tryskacího média E prachová frakce materiálu povlaku F tvrdá fáze v povlaku žárového nástřiku G pórovitost na hranici mezi deformovanými částicemi H pórovitost na hranici povlak podložka I otevřená pórovitost v povlaku

9

10

11 Mezivrstvy se aplikují mezi tvrdé povlaky, většinou keramiku a ZM. Samotná keramika má velmi slabou vazbu na substrát, ale na nástřik plastického materiálu je vazba dobrá. Materiály mezivrstev: NiCr 80/20 NiAl 95/5 až 80/20 NiTi 93/7 až 60/40 NiCrAlY Mo, Cu. Funkce mezivrstvy: Zakotvení tvrdých povlaků. Vyrovnání tepelné roztažnosti keramiky a substrátu při teplotních cyklech součásti např. lopatky leteckých motorů. Zvýšení korozní odolnosti při vysokých teplotách
12 ZÁKLADNÍ TECHNOLOGIE ŽÁROVÝCH NÁSTŘIKŮ Proces Teplota zdroje C Rychlost dopadu části m.s -1 Pórovitost % Přilnavost MPa Plamen do 15 Elektrický oblouk Plazma Vysoko rychlostní nástřiky ,
13 Porovnání procesů termického nástřiku a jejich charakteristiky Rychlost částic m.s -1 Adheze MPa Obsah oxidů % Porosita % Výkon nástřiku kg.h -1 Typická tloušťka nástřiku mm Plamen 40 < El.oblouk Plazma HVOF >
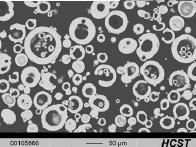
14 Druhy přídavných materiálů Plné dráty kovové materiály s dostatečnou tažností. Ni,NiAl, Mo, Al, AlZn, Cu a slitiny, oceli atd. Trubičkové dráty kovové trubičky plněné nejčastěji karbidy např.wc + Co 8 12%. Plastové trubičky s náplní oxidické keramiky nebo karbidů např. Al 2 O % TiO 2. Keramické tyčinky oxidické keramiky např. Zr O 2 + 8%Y 2 O 3, Cr 2 O 3. Prášky na bázi kovů, keramiky, cermetů a plastů. Skupina s nejširším sortimentem různých druhů materiálů včetně biokeramiky. Rozmezí velikostí prášků je mezi 5 až 120 m, Rozdělení prášků, jejich granulometrie,velikost a klasifikace je zahrnuta v normě ČSN EN 1274 Žárové stříkání-prášky- Složení-Technické dodací podmínky


15 Výroba prášků pro nástřik Vakuum MnCrAlY Inertní plyn Ni-Mo Voda CrNi, Al 2 O 3








16 Část sortimentu prášků pro nástřik

")
17 Cr-Ni 80/20 (voda + plyn)

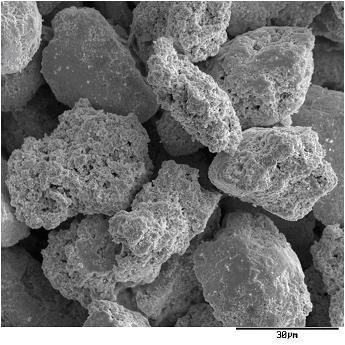
18 Al2O3 drcený, WC-12%Co sintrovaný

19 Vytváření vrstev zvláštních vlastností Keramika Cr 3 O 2 Metalokeramika Al 2 O 3 /TiO 2 Chrom +Nikl Bronz cermety Molybden Hliníkový bronz Plast
20 Vlastnosti povlaků Oxidické vměstky v kovových povlacích vznikají buď interakcí letící horké částice s kyslíkem z okolní atmosféry nebo na povrchu povlaku vlivem vysoké teploty. Pórovitost je charakteristická vlastnost všech povlaků. Výrazný vliv na velikost pórovitosti má především dopadová rychlost a velký dopadový úhel částic. Povlak AlZn může dosáhnout hustoty až 95%. Pokud je obsah pórů nad 10 % může u protikorozních povlaků tvořit průchozí kanály pro průnik kyslíku a vlhkosti způsobující korozi či oxidaci základního materiálu.
21 Přilnavost povlaku k základnímu materiálu jedna z nejdůležitější vlastností povlaků. Je dána výsledkem působení sil mechanického zakotvení, slabých sil vzájemného působení (Van der Waalse), sil chemické vazby kovalentního a kovového druhu a metalurgickými procesy probíhajícími v těsné blízkosti mikrosvarů. V závislosti na technologii nástřiku a použitém materiálu se přilnavost pohybuje od 10 MPa u nástřiku plamenem do 90 MPa u supersonických metod typu HVOF. Měření přilnavosti povlaků je předmětem normy ČSN EN 582 Žárové stříkání- stanovení přilnavosti v tahu
22 Druhy mechanického zakotvení a.) b.) c.) a) klínové spojení b) kotvové spojení c) smíšené spojení
23 Kohezní pevnost povlaku - je závislá na technologii nástřiku a vlastním přídavném materiálu. Obecně mají kovové povlaky vyšší hodnoty kohezní pevnosti než keramické materiály. Tloušťka povlaku obecná vlastnost, která je vztažená na typ materiálu a druhu aplikace. S rostoucí tloušťkou obecně klesá přilnavost, poněvadž roste tahové napětí v povlaku. Pro plazmový nástřik hydroxyapatitu na dentální implantáty stačí 0,05mm tl povlaku, keramické povlaky odolné proti opotřebení se nanášejí v rozsahu 0,15 až 0,4 mm. Naopak tepelné bariéry tvořené oxidem zirkonu můžeme nanášet do tl. 3 mm a kovové povlaky typu 12% Cr oceli při renovaci odlitků turbínových lopatek a savky dosahují v závislostí na kavitačním opotřebení až 8 mm.
24 Drsnost povlaku souvisí s velikostí nanášených částic, jejich dopadovou rychlostí a druhem materiálu povlaku. Řada aplikací je charakteristická neopracovaným povrchem povlaku ( trubkové systémy kotlů, elektroizolační povlaky, renovační povlaky vodních turbín ), ale většina povlaků především v oblasti strojírenství, automobilního a leteckého průmyslu se opracovávají především broušením.
25 Teplotní a tepelná roztažnost je vlastnost, která má dominantní vliv na výběr materiálů pro tepelné aplikace. Optimální stav představují stejné koeficienty tepelné roztažnosti u základního materiálu i povlaku. Především u keramických materiálů jsou však rozdíly koeficientů značné a částečné vyrovnání napětí se řeší kovovou mezivrstvou NiCr 80/20, NiAl 93/7, NiCrAlY. Na zjišťování těchto základních vlastností povlaků existuje celá řada norem a metodik, které se však liší dle pracoviště původu postupu zkoušení vlastností.

26 Schéma nástřiku plamen - drát Hořlavý plyn Drát Ústí hubice Nástřik Kyslík Hořlavá směs Stlačený vzduch Podklad
27 Technologie nástřiku - nástřik plamenem V ČR jsou pro nástřik při tavení drátu plamenem nejvíce využívány metalizační pistole AD3 a v současnosti nejmodernější LIGHTJET 2001 firmy EST+ Ledeč n. Sázavou. Jsou určené především pro antikorozní nástřiky zinkem a hliníkem pro průměr drátu 2,5; 3; 3,15 a 4 mm.

28 LIGHTJET 2001 firmy EST+ Ledeč n. Sázavou

29

30 Povlak ZnAl 85/15 tl. 380µm
31 Princip katodické ochrany V elektrickém článku vzniklém například při poškození vrstvy Zn nebo Al působí povlak jako anoda. Ta vysílá do prostředí elektrolytu více iontů, než sama přijímá a rozpouští se. U katody jsou poměry obrácené a katoda zůstává prakticky nedotčena nebo nabývá. Hliník je ovšem pokrytý kompaktním oxidem hlinitým a je korozně odolný. Zinek se pokrývá korozními zplodinami, oxidem zinečnatým, který brání další korozi povlaku.

32 Princip katodické ochrany

33 Pistole firmy Sulzer Metco (USA)

34



35 Příklady konstrukcí

36

37 PROFICOLOR, s.r.o. Radiová 1, Praha 10 Praha Hostivař

38 Eti Energetická strojírna s.r.o. Elektrárna Tisová



39

40

41 Nástřik plamenem z drátu Ochrana před atmosférickou korozí Především Al, Zn,

42 Nástřik hlavy motoru motocyklu plamenem z drátu

43 NÁSTŘIK PLAMENEM - PRÁŠEK

44


45 Renovace nástřikem prášku plamenem

46 NÁSTŘIK PLAMENEM- PLAST

47 Schéma nástřiku el. oblouk - drát El. proud Stlačený vzduch Nástřik Řízené podávání drátu Vedení drátu Podklad
48

49 Detail tavení drátu el. obloukem
50 Technologie nástřiku - nástřik obloukem Oblouková metalizační metoda je nejvýkonnější z metod žárových nástřiků. Při nástřiku je elektricky vodivá dvojice drátů napájená stejnosměrným proudem a tavená v místě křížení drátů. Roztavený drát je urychlován stačeným vzduchem.. Nejvýkonnější metalizační zařízení na světě Precision ARC 4.8 společnosti Thermion inc. pracuje s drátem o průměru 4,8 mm, s proudem až 650 A při 100% zatěžovateli a je schopno dosáhnout výkonu až m2 hod-1.

51 Oblouková metalizace

52 AVD 650


53

54

55 Povrchová úprava potrubí nástřikem obloukem z drátu

56


57 Nástřik el. obloukem - dvojdrát

58 Obloukový nástřik čela trubkovnice


59 Zařízení pro nástřik el. obloukem - dvojdrát Kontaktní průvlaky Hubice Stlačený vzduch Dráty



60 Nástřik vrstev na nekovové materiály Překližka


61 Výroba trubičkového přídavného materiálu Ocelový plášť Náplň Pomědění Pasovina Stáčení pásu Plnění Švové svařování (ERW) Svaření 接 Navíjení Pomědění Sušení & žíhání Tažení Tažení

62 Princip plazmového nástřiku Plazmový plyn a el. proud Katoda Vodou chlazená hubice Nástřik Tantal Izolace Externí přívod prášku Podklad


63 Plazmový nástřik

64 Plazmové nanášecí zařízení na zápěstí průmyslového robota

65 Nástřik tepelné clony spalovací komory tryskového motoru Lopatka rotoru po nástřiku


66 Fyzikální poměry v tryskovém motoru Kompresor Spalovací komora Výstupní tryska Vzduch C bar 0 Teplota Tlak Hřídel Turbina

67 Požadavky k zvýšení odolnosti částí tryskového motoru Otěruvzdornost Odolnost proti Korozi Odolnost proti erozi Těsnění podléhající otěru Tepelná bariera Odolnost proti korozi Oxidace za vysokých teplot

68 Nástřik ochranné vrstvy na lopatky tryskového motoru


69 Těsnící povlaky na leteckém motoru



70 Protetika Kyčelní implantát Kolenový implantát



71 Artrotické poškození Nové kolení spojení Stehenní kost Lýtkové kosti Totální kolení náhrada Částečná kolení náhrada






72 Kyčel Koleno Loket Rameno Prsty Zápěstí


73 Biokompatibilitou rozumíme přijetí cizího tělesa organismem tak, že nedochází k jakýmkoli zdravotním či fyzickým újmám oproti původnímu stavu tkáně, orgánu, či organismu. Dentální implantát 18 tisíc Kč/kus

74 Princip hořáku na nástřik prášku HVOF Kyslík Hořlavý plyn Lavalova tryska Nástřik Proud nataveného prášku Diamantové šokové vlny Prášek unášený dusíkem Stlačený vzduch Podklad

75 Průběh rychlosti proudících částic z hořáku HVOF

76 Nástřik povrchu sklářské formy

77 Nástřik hořákem HVOF

78 List rotoru z tryskového motoru HVOF nástřik práškovým karbidem wolframu na kobaltu. Houževnatý povrch odolný za vysokých teplot


79 Nástřik dosedacích ploch pístních kroužků. Píst do lodního motoru f 1000 mm

80 HVOF Hliník a křemík aplikovaný převodové skříně na interiér 80

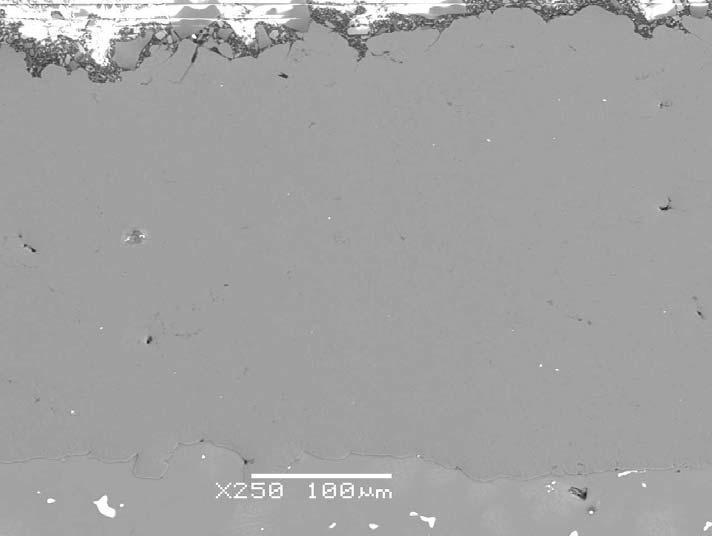
81 Makrostruktura nástřiku HVOF hořák nástřik Wolfram karbid / Chrom-niklová ocel (WC/20Cr7Ni )

82 Nástřik hliníku na různé druhy plastu Polyester plexisklo teflon


83 Detonační nástřik Prášek Zapalovací svíčka Spalovací komora Proud prášku Dusík Hořlavý plyn Kyslík Oxidy Díra Nenatavené částice Podklad


84 Teflonová trubka s různými nástřiky Detonační nástřik Al 100 m TiO m Měď 300 m WC/Co 300 m



85 Detonační nástřik D- Gun TM Srdce kulového uzávěru


86 Kulový ventil Js 1400 mm


87 WC/Co Nástřik hřídele podvozku vrtulníku

88 Díl podvozku po nástřiku

89 Nástřik povrchu papírenského válce

90 Nástřik povrchu uzavíracího elementu kulového uzávěru - detonační hořák

91 NÁSTŘIK STUDENÝM PLYNEM

92 System Kinetiks 4000 Cold Spray Gun

93 Impact Cold Gas Spray System 5/11

94
95 Výkonová charakteristika pistole - maximální provozní teplota: 1100 C - provozní tlak: 50 bar - tepelný výkon: 40 kw Charakteristika podavače 5/11 : - provozní tlak: až 50 bar - podávací výkon: 1,8 dm 3 /h - (např. měď: 16,13 kg/h, nikl: 16,02 kg/h ) Čisté kovy: např. hořčík, hliník, titan, niklu, měď, tantalu, niobu, stříbro, zlato, atd. Slitiny: nikl-chrom, bronz, hliníkové slitiny, mosaz, titanové slitiny atd.


96 Nástřik studeným plynem Max. teplota 950 C Přívod předehřátého plynu Ohřev plynu Zásobník prášku Hliník, Titan, Zinek, Měď, Stříbro, Hořčík, Nikl, Inconel Tantal, Zlato, Plasty Prášek Předkomora Lavalova tryska Plocha nástřiku

97 Tlakové a teplotní poměry při nástřiku cold spray.

98 Rozsah optimálních depozičních parametrů

99

100





101


102 Cu, Al a WC + 20%Co

103 Niklový povlak

104




105 Jeden typ prášku ( Cu ) Složený nástřik Horký plyn Druhý typ prášku ( Al )

106 NÁSTŘIK LASEREM
107 Příklady aplikací a materiálů Adhezní opotřebení Kluzná loţiska, vymačkané plochy čepů válců, vedení Bronz, kompozice, Mo, Cr 3 C 2 /NiCr Kavitační opotřebení Vodní turbíny, rozváděcí lopatky, komory čerpadel, válce spalovacích motorů Chromuhlíková martenzitická ocel, hliníkový bronz, NiCrBSi, Abrazivní a erozivní opotřebení Šneky, plunţry, pístní tyče,části sklářských forem WC/Co,Cr 2 O 3, Al 2 O 3, NiCrBSi
108 Tepelné bariéry spalovací a proudové motory, Povlaky sklářských forem ZrO 2 /CaO/MgO/ - Y 2 O 3, ZrSiO 4, NiCrBSi Atmosférická koroze Ocelové konstrukce, případně jiné díly vystavené atmosférické korozi Al, Zn, Zn/Al, nerezavějící ocel Vysokoteplotní koroze Rozváděcí a oběţné lopatky plynových turbín, pecní systémy Systémy MCrAlY, NiCr, Chemická koroze Těsnící a ucpávkové plochy chemických zařízení Cr 2 O 3,Al 2 O 3,



109 Al2O3 Mo WC + NiCr



110



111
112 ČSN EN Žárové stříkání-požadavky na jakost při žárové stříkání konstrukcí Část 1: Směrnice pro jejich volbu a použití. Předmět normy stanovuje směrnice popisující poţadavky na jakost ţárového stříkání vhodné pro pouţití u výrobců, kteří pro nanesení povlaků na nové výrobky, při opravách a údrţbě vyuţívají procesy ţárových nástřiků. část 2 Komplexní požadavky na jakost část 3 Standardní požadavky na jakost část 4 Základní požadavky na jakost
113 ČSN EN Zkoušení způsobilosti pracovníků provádějící žárové stříkání Norma podává návod jak postupovat při zkouškách způsobilosti pracovníků provádějící nástřiky pro technologii plamene, elektrického oblouku, plazmy a vysokorychlostních nástřiků včetně dostatečných praktických zkušeností. Norma definuje tvary zkušebních kusů. Osvědčení způsobilosti má platnost 3 roky s šestiměsíčních intervalech potvrzovaných zaměstnavatelem.
114 ČSN EN Ochrana železných a ocelových konstrukcí proti korozi Povlaky zinku a hliníku- Směrnice. Norma zahrnuje kromě nástřiku i ţárové pokovení ponorem v roztavených kovech a definuje materiály ve vztahu ke korozní napadení konstrukcí. Tabulková část udává kategorizaci korozního prostředí a doporučení pro povlakové systémy ve specifických prostředích vztaţených k ţivotnosti povlaku a jeho provedení. Obrazová část s popisem je věnována konstrukčním zásadám a doporučením pro nástřik i ţárové pokovení ponorem.
115 Zásady konstrukčního řešení pro ţárově stříkané součásti: Zohlednit povrchovou úpravu od počátku návrhu konstrukce zajistit úplné a stejnoměrné nanesení stříkaných povlaků Nepouţívat konstrukční prvky které vytvářejí stín pro tryskací medium i vlastní nástřik Zohlednit poţadavek dopadu tryskacího media i částic nástřiku v úhlu kolem 90, mezní úhel dopadu je 45 Minimální prostor před upravovanou plochou je hloubky 300 mm pro manipulaci tryskací a stříkací pistole Nepouţívat úzké štěrbiny, spáry, kapsy, hluboké dutiny a ostré vnitřní úhly, které neumoţňují stejnoměrnou přípravu i provedení nástřiku, coţ můţe způsobit místní sníţení korozní odolnosti Pouţívat zaoblené rohy a hrany Pouţívat tupé spoje Pokud se pouţijí přeplátované spoje je zapotřebí je zcela uzavřít celoobvodovým svarem, aby se zabránilo vnikání vlhkosti na neupravené plochy Vyvarovat se tvarům, v kterých se hromadí vlhkost a nečistoty
116 Příprava povrchu pro nástřik - tryskání Dle ČSN ,2 ČSN EN ISO ČSN EN ISO a ČSN EN Ţárové stříkání. Příprava povrchů kovových dílů před ţárovým stříkáním. Před tryskáním vţdy řádné odmaštění! Typy předúprav tryskáním : Dle ČSN ISO 8501, DIN Sa 3 - Čištění tryskáním na čistý kov. Odstraní se veškeré viditelné stopy okují, rzi a jiných nečistot. Povrch vykazuje jednotný kovový vzhled. Sa 2,5 - Čištění tryskáním na téměř čistý kov. Odstraní se viditelné okuje, rez a jiné nečistoty. Jakékoliv zbývající stopy znečištění se budou jevit pouze jako lehké skvrny ve formě ploch nebo pásů. Sa 2 - Čištění tryskáním. Odstraní se viditelné nepřilnavé okuje, rez a jiné nečistoty. Všechny zbytky musí pevně ulpívat na podkladu. Význam tryskání: odstranění oxidů, zdrsnění plochy pro zakotvení povlaku, zvětšení plochy, aktivace povrchu nenasycené vazebné směry atomů. Nástřik provést ihned po tryskání, nejpozději do 4 hodin výrazná oxidace vzdušnou vlhkostí sniţuje přilnavost.
117 Nástřik povlaků proti atmosférické korozi Norma ČSN EN Kovové a jiné anorganické povlaky. Ţárové stříkání. Zinek, hliník a jejich slitiny. Otryskat kovový povrch na Sa 2,5, lépe na Sa 3 dle ČSN EN ISO a ČSN ISO ,2. Jako přídavný materiál se pouţívá zinek o čistotě 99,95 %, hliník o čistotě 99,98 % a kombinace Zn a Al pod obchodním označením Zinacor 850 s obsahem 85 % Zn a 15 % Al s výše uvedenými čistotami. Jedná se o plnohodnotnou náhradu ţárového zinkování v případech, kdy není moţné na jiţ stávající díly nanést tyto ochranné povlaky např. konstrukce má uzavřené dutiny nebo je příliš velký rozměr výrobku.
118 Hliník chrání kov bariérově více odolává kyselému prostředí. Je vhodný do vyšších teplot do 600 C (např. výfuky), výjimečně aţ 900 C díky oxidaci při nástřiku, kdy se tvoří oxid hlinitý s tavící teplotou 2050 C.. Zinek chrání kov katodicky a je pouţíván na běţnou ochranu ocelových povrchů, ale při uţití v chemickém průmyslu je doporučen vrchní nátěry. Zinacor 850 je slitina zinku (85%) + hliníku (15%) pouţívaná pro mimořádně vhodnou kombinaci zinku a hliníku a spojení dobrých vlastností obou kovů. Mírné mapování po aplikaci není funkční závada

119 Vlastní nástřik plamenem
120 ČSN EN ISO ( ) Ţárové stříkání Postup nanášení ţárově stříkaných povlaků na strojírenské součásti ČSN EN ISO ( ) Ţárové stříkání Povlaky na ochranu proti korozi a oxidaci za zvýšených teplot ČSN EN ISO ( ) Ţárové stříkání - Dodatečné úpravy a konečná úprava ţárově stříkaných součástí
121 Zásady konstrukčního řešení pro ţárově stříkané součásti:
122 Zásady konstrukčního řešení pro ţárově stříkané součásti:
123 Zásady konstrukčního řešení pro ţárově stříkané součásti:
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném
 odstraňování korozních produktů odstraňování okují po tepelném") J. Kubíček FSI 2018 příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném tváření a tepelném zpracování odstraňování
J. Kubíček FSI 2018 příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném tváření a tepelném zpracování odstraňování
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV
 STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Plazmové depozice povlaků. Plazmový nástřik Plasma Spraying
 Plazmové depozice povlaků Plazmový nástřik Plasma Spraying Plazmový nástřik patří do kategorie žárových nástřiků. Žárový nástřik je částicový proces vytváření povlaků o tloušťce obvykle větší než 50 µm,
Plazmové depozice povlaků Plazmový nástřik Plasma Spraying Plazmový nástřik patří do kategorie žárových nástřiků. Žárový nástřik je částicový proces vytváření povlaků o tloušťce obvykle větší než 50 µm,
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
Identifikace zkušebního postupu/metody PP 621 1.01 (ČSN ISO 9556, ČSN ISO 4935) PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)
 PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)") List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip
 Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
Tryskací materiál Tryskací materiál pro Shot Peening Ventily Magna Valve Almen Gage Almen Strip Tryskací materiály Mnohostranný materiál, mnohostranné použití Ocelový granulát -Steel shot Ocelová drť -Steel
J.Kubíček 2018 FSI Brno
 J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
Úpravy povrchu. Pozinkovaný materiál. Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16
 Úpravy povrchu Pozinkovaný materiál Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16 Aplikace žárově zinkovaných předmětů Běžnou metodou ochrany oceli proti korozi jsou ochranné povlaky,
Úpravy povrchu Pozinkovaný materiál Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16 Aplikace žárově zinkovaných předmětů Běžnou metodou ochrany oceli proti korozi jsou ochranné povlaky,
OPTIMALIZACE PARAMETRŮ NÁSTŘIKU ELEKTRICKÝM OBLOUKEM OPTIMALIZATION OF ARC SPRAYING PARAMETERS TITULNÍ LIST
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OPTIMALIZACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OPTIMALIZACE
Inženýrské výzvy v oblasti žárového stříkání
 Inženýrské výzvy v oblasti žárového stříkání Radek Mušálek 1,2 musalek@ipp.cas.cz 1 Ústav fyziky plazmatu AV ČR, v.v.i. 2 Katedra materiálů FJFI Oddělení materiálového inženýrství ČVUT v Praze Praha Praha
Inženýrské výzvy v oblasti žárového stříkání Radek Mušálek 1,2 musalek@ipp.cas.cz 1 Ústav fyziky plazmatu AV ČR, v.v.i. 2 Katedra materiálů FJFI Oddělení materiálového inženýrství ČVUT v Praze Praha Praha
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Povrchová úprava bez chromu Cr VI
 Povrchová úprava bez chromu Cr VI Základem této povrchové úpravy jsou materiály Delta Tone 9000 a Delta Protect KL 100, takzvané basecoaty, což jsou anorganické povlaky plněné ZN a Al mikrolamelami rozptýlenými
Povrchová úprava bez chromu Cr VI Základem této povrchové úpravy jsou materiály Delta Tone 9000 a Delta Protect KL 100, takzvané basecoaty, což jsou anorganické povlaky plněné ZN a Al mikrolamelami rozptýlenými
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
HODNOCENÍ VYBRANÝCH FUNKČNÍCH VLASTNOSTÍ POVLAKŮ NANESENÝCH ŽÁROVÝMI NÁSTŘIKY
 HODNOCENÍ VYBRANÝCH FUNKČNÍCH VLASTNOSTÍ POVLAKŮ NANESENÝCH ŽÁROVÝMI NÁSTŘIKY Václav Kovář a Josef Trčka a Jaroslav Fiala b a) Vojenský technický ústav ochrany Brno, Rybkova 2a, 625 00 Brno, ČR, kovarva@volny.cz
HODNOCENÍ VYBRANÝCH FUNKČNÍCH VLASTNOSTÍ POVLAKŮ NANESENÝCH ŽÁROVÝMI NÁSTŘIKY Václav Kovář a Josef Trčka a Jaroslav Fiala b a) Vojenský technický ústav ochrany Brno, Rybkova 2a, 625 00 Brno, ČR, kovarva@volny.cz
VY_32_INOVACE_F 18 16
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
J. Kubíček FSI Brno 2018
 J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
KAPITOLA 9: KOVY Vysoká škola technická a ekonomická v Českých Budějovicích
 KAPITOLA 9: KOVY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
KAPITOLA 9: KOVY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
MATERIÁLY NA TVÁŘENÍ KOVŮ
 MATERIÁLY NA TVÁŘENÍ KOVŮ Nejrozšířenější technické materiály železné kovy - OCELI V současné době nahrazení NEŽELEZNÉ KOVY Al, Mg, Ti PLASTY KOMPOZITNÍ MATERIÁLY Vysokopevnostní oceli Hlubokotažné oceli
MATERIÁLY NA TVÁŘENÍ KOVŮ Nejrozšířenější technické materiály železné kovy - OCELI V současné době nahrazení NEŽELEZNÉ KOVY Al, Mg, Ti PLASTY KOMPOZITNÍ MATERIÁLY Vysokopevnostní oceli Hlubokotažné oceli
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
VLIV PŘEDÚPRAVY POVRCHU NA VÝSLEDNOU KVALITU PRÁŠKOVÉHO POVLAKU
 VLIV PŘEDÚPRAVY POVRCHU NA VÝSLEDNOU KVALITU PRÁŠKOVÉHO POVLAKU Jaroslava SVOBODOVÁ, Sylvia KUŚMIERCZAK Katedra technologií a materiálového inženýrství, Fakulta výrobních technologií a managementu, Univerzita
VLIV PŘEDÚPRAVY POVRCHU NA VÝSLEDNOU KVALITU PRÁŠKOVÉHO POVLAKU Jaroslava SVOBODOVÁ, Sylvia KUŚMIERCZAK Katedra technologií a materiálového inženýrství, Fakulta výrobních technologií a managementu, Univerzita
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE BAKALÁŘSKÁ PRÁCE
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie BAKALÁŘSKÁ PRÁCE Praha 2015 Kristýna Petelová ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie BAKALÁŘSKÁ PRÁCE Praha 2015 Kristýna Petelová ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské
Aweld E71T-1. Aweld 5356 (AlMg5) Hořáky
 Hořáky") Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Vulmproepox R RH. Vulmproepox R RH je dvousložková nátěrová hmota založená na bázi vody, která se skládá ze. Popis výrobku: Použití: Výhody:
 Technický list Datum vydání 04/2014 Vulmproepox R RH ROPOVODY, PLYNOVODY Nátěr na železné konstrukce, antikorozní základní i vrchní nátěr. Popis výrobku: Vulmproepox R RH je dvousložková nátěrová hmota
Technický list Datum vydání 04/2014 Vulmproepox R RH ROPOVODY, PLYNOVODY Nátěr na železné konstrukce, antikorozní základní i vrchní nátěr. Popis výrobku: Vulmproepox R RH je dvousložková nátěrová hmota
Metody depozice povlaků - CVD
 Procesy CVD, PA CVD, PE CVD Chemická metoda depozice vrstev CVD využívá pro depozici směs chemicky reaktivních plynů (např. CH 4, C 2 H 2, apod.) zahřátou na poměrně vysokou teplotu 900 1100 C. Reakční
Procesy CVD, PA CVD, PE CVD Chemická metoda depozice vrstev CVD využívá pro depozici směs chemicky reaktivních plynů (např. CH 4, C 2 H 2, apod.) zahřátou na poměrně vysokou teplotu 900 1100 C. Reakční
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
produkty pro nejnáročnější klienty NÁTĚRY A STĚRKY
 produkty pro nejnáročnější klienty NÁTĚRY A STĚRKY OCHRANA POVRCHŮ PROTI KOROZI, OTĚRU A EROZI Ceramic F/FSL Metal Tekutý epoxidový, otěru odolný tmel s keramicko - křemičitými plniči. V nabídce i varianta
produkty pro nejnáročnější klienty NÁTĚRY A STĚRKY OCHRANA POVRCHŮ PROTI KOROZI, OTĚRU A EROZI Ceramic F/FSL Metal Tekutý epoxidový, otěru odolný tmel s keramicko - křemičitými plniči. V nabídce i varianta
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Poškození strojních součástí
 Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
Fyzikální a chemické vlastnosti. K fyzikálním vlastnostem patří hustota a vlastnosti tepelné, elektrické, magnetické a optické.
 1 Fyzikální vlastnosti K fyzikálním vlastnostem patří hustota a vlastnosti tepelné, elektrické, magnetické a optické. 1.1 Hustota je hmotnost jednotkového objemu. = m/v [kg/m 3 ], je závislá na teplotě.
1 Fyzikální vlastnosti K fyzikálním vlastnostem patří hustota a vlastnosti tepelné, elektrické, magnetické a optické. 1.1 Hustota je hmotnost jednotkového objemu. = m/v [kg/m 3 ], je závislá na teplotě.
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Koroze kovů. Koroze lat. corode = rozhlodávat
 Koroze kovů Koroze lat. corode = rozhlodávat Koroze kovů Koroze kovů, plastů, silikátových materiálů Principy korozních procesů = korozní inženýrství Strojírenství Mechanická pevnost Vzhled Elektotechnika
Koroze kovů Koroze lat. corode = rozhlodávat Koroze kovů Koroze kovů, plastů, silikátových materiálů Principy korozních procesů = korozní inženýrství Strojírenství Mechanická pevnost Vzhled Elektotechnika
HISTORIE - 200 LET OCELOVÝCH KONSTRUKCI - NEJDŘÍVE LITINA POZDĚJI OCEL VE DRUHÉ POLOVINĚ 20.STOLETI PŘIBYLY LEHKÉ HLINÍKOVÉ SLITINY
 OCELOVÉ KONSTRUKCE HISTORIE - 200 LET OCELOVÝCH KONSTRUKCI - NEJDŘÍVE LITINA POZDĚJI OCEL VE DRUHÉ POLOVINĚ 20.STOLETI PŘIBYLY LEHKÉ HLINÍKOVÉ SLITINY VÝHODY PRUŽNOST, OHEBNOST, SUBTILNOST VYSOCE ZATÍŽENÝCH
OCELOVÉ KONSTRUKCE HISTORIE - 200 LET OCELOVÝCH KONSTRUKCI - NEJDŘÍVE LITINA POZDĚJI OCEL VE DRUHÉ POLOVINĚ 20.STOLETI PŘIBYLY LEHKÉ HLINÍKOVÉ SLITINY VÝHODY PRUŽNOST, OHEBNOST, SUBTILNOST VYSOCE ZATÍŽENÝCH
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Seznam technických norem pro oblast svařování 3/2016
 Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
POVRCHY A JEJICH DEGRADACE
 POVRCHY A JEJICH DEGRADACE Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 Povrch Rozhraní dvou prostředí (není pouze plochou) Skoková změna sil ovlivní: povrchovou vrstvu materiálu (relaxace, rekonstrukce)
POVRCHY A JEJICH DEGRADACE Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 Povrch Rozhraní dvou prostředí (není pouze plochou) Skoková změna sil ovlivní: povrchovou vrstvu materiálu (relaxace, rekonstrukce)
A10 - Kapaliny v kanystrech
 UVOLŇOVAČ RZI 5l obj. číslo: 94000238 Weicon Uvolňovač rzi a je svoji vícenásobnou funkcí nepostradatelný při opravách a údržbě. Z důvodu dobrého kapilárního působení a přilnavosti vnikne i do nejmenších
UVOLŇOVAČ RZI 5l obj. číslo: 94000238 Weicon Uvolňovač rzi a je svoji vícenásobnou funkcí nepostradatelný při opravách a údržbě. Z důvodu dobrého kapilárního působení a přilnavosti vnikne i do nejmenších
RENOVACE STROJNÍCH DÍLŮ
 do do s. r. o. RENOVACE STROJNÍCH DÍLŮ RENOVACE Komplexní naplnění smluvních požadavků zákazníků maximální nasazení zdrojů společnosti při realizaci oprav strojů a technologického zařízení Kvalitu, cenu
do do s. r. o. RENOVACE STROJNÍCH DÍLŮ RENOVACE Komplexní naplnění smluvních požadavků zákazníků maximální nasazení zdrojů společnosti při realizaci oprav strojů a technologického zařízení Kvalitu, cenu
05 Technické materiály - litina, neželezné kovy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, 430 01 Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
KOROZNÍ ODOLNOST ŽÁROVÝCH NÁSTŘIKŮ.
 KOROZNÍ ODOLNOST ŽÁROVÝCH NÁSTŘIKŮ. Petr Duchek a, Olga Bláhová, Miroslav Dvořák b, Šárka Houdková a, Josef Kasl c, Radek Enžl c a Západočeská univerzita v Plzni, Ústav mezioborových studií, Husova 11,
KOROZNÍ ODOLNOST ŽÁROVÝCH NÁSTŘIKŮ. Petr Duchek a, Olga Bláhová, Miroslav Dvořák b, Šárka Houdková a, Josef Kasl c, Radek Enžl c a Západočeská univerzita v Plzni, Ústav mezioborových studií, Husova 11,
KOROZNÍ ODOLNOST POVLAKŮ VYTVÁŘENÝCH METODOU HVOF. Olga Bláhová a, Šárka Houdková a, Miroslav Dvořák b, Martin Vizina b, Radek Enžl c
 KOROZNÍ ODOLNOST POVLAKŮ VYTVÁŘENÝCH METODOU HVOF. Olga Bláhová a, Šárka Houdková a, Miroslav Dvořák b, Martin Vizina b, Radek Enžl c a Západočeská univerzita v Plzni, Ústav mezioborových studií, Husova
KOROZNÍ ODOLNOST POVLAKŮ VYTVÁŘENÝCH METODOU HVOF. Olga Bláhová a, Šárka Houdková a, Miroslav Dvořák b, Martin Vizina b, Radek Enžl c a Západočeská univerzita v Plzni, Ústav mezioborových studií, Husova
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
FDA kompatibilní iglidur A180
 FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
zařízení 2. přednáška Fakulta elektrotechniky a informatiky prof.ing. Petr Chlebiš, CSc.
 Konstrukce elektronických zařízení 2. přednáška prof.ing. Petr Chlebiš, CSc. Pasivní a konstrukční prvky - Rezistory - Kondenzátory - Vinuté díly, cívky, transformátory - Konektory - Kontaktní prvky, spínače,
Konstrukce elektronických zařízení 2. přednáška prof.ing. Petr Chlebiš, CSc. Pasivní a konstrukční prvky - Rezistory - Kondenzátory - Vinuté díly, cívky, transformátory - Konektory - Kontaktní prvky, spínače,
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
Česká svářečská společnost ANB Czech Welding Society ANB (Autorised National Body for Welding Personnel and Company Certification) IČO: 68380704
 IČO: 68380704") Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Sloupek Bekafix. Obr. 1
 1 Popis je vyroben z oceli Sendzimir (1) metodou profilového válcování. Sloupek je následně potažen vrstvou polyesteru. Sloupky Bekafix lze použít v kombinaci s panely Nylofor 3D, Nylofor 3-M, Nylofor
1 Popis je vyroben z oceli Sendzimir (1) metodou profilového válcování. Sloupek je následně potažen vrstvou polyesteru. Sloupky Bekafix lze použít v kombinaci s panely Nylofor 3D, Nylofor 3-M, Nylofor
Nové trendy v konstrukci pístů spalovacích motorů z hlediska tribologie
 Tribologie Nové trendy v konstrukci pístů spalovacích motorů z hlediska tribologie (Prezentace přehledového článku) Autor práce: Vedoucí práce: Pavel Chlup prof. Ing. Martin Hartl, Ph.D. Obsah 1. Tření
Tribologie Nové trendy v konstrukci pístů spalovacích motorů z hlediska tribologie (Prezentace přehledového článku) Autor práce: Vedoucí práce: Pavel Chlup prof. Ing. Martin Hartl, Ph.D. Obsah 1. Tření
VÚHŽ a.s. Laboratoře a zkušebny č.p. 240, Dobrá
 Pracoviště zkušební laboratoře: 1. 621 - Laboratoř chemická 2. 622 - Laboratoř metalografická 3. 623 - Laboratoř mechanických vlastností 4. 624 - Laboratoř korozní Laboratoř je způsobilá aktualizovat normy
Pracoviště zkušební laboratoře: 1. 621 - Laboratoř chemická 2. 622 - Laboratoř metalografická 3. 623 - Laboratoř mechanických vlastností 4. 624 - Laboratoř korozní Laboratoř je způsobilá aktualizovat normy
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Ročník: 1. Mgr. Jan Zmátlík Zpracováno dne: 18.10.2012
 Označení materiálu: VY_32_INOVACE_ZMAJA_VODARENSTVI_19 Název materiálu: Chemické vlastnosti materiálů, koroze Tematická oblast: Vodárenství 1. ročník instalatér Anotace: Prezentace uvádí chemické vlastnosti
Označení materiálu: VY_32_INOVACE_ZMAJA_VODARENSTVI_19 Název materiálu: Chemické vlastnosti materiálů, koroze Tematická oblast: Vodárenství 1. ročník instalatér Anotace: Prezentace uvádí chemické vlastnosti
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 2. Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta strojní
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta strojní Ústav materiálového inženýrství DIPLOMOVÁ PRÁCE Master s thesis OPTIMALIZACE ŽÁROVÉHO NÁSTŘIKU ELEKTRICKÝM OBLOUKEM Electric arc wire spray optimization
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta strojní Ústav materiálového inženýrství DIPLOMOVÁ PRÁCE Master s thesis OPTIMALIZACE ŽÁROVÉHO NÁSTŘIKU ELEKTRICKÝM OBLOUKEM Electric arc wire spray optimization
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV
 KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
Neželezné kovy a jejich slitiny. Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny
 Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Neželezné kovy a jejich slitiny Al, Cu, Ti, Mg, Ni, Mo, Sn, Pb a jejich slitiny Neželezné kovy - definice Ze všech chem. prvků tvoří asi tři čtvrtiny kovy. Kromě Fe se ostatní technické kovy nazývají neželezné.
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro