Rychlovýměnný systém pro CNC soustruhy UŽIVATELSKÁ PŘÍRUČKA
|
|
|
- Daniel Tábor
- před 5 lety
- Počet zobrazení:
Transkript

1 Rychlovýměnný systém pro CNC soustruhy UŽIVATELSKÁ PŘÍRUČKA
2 Obsah Rychlá výměna nástrojů 3 Hlavní výhody 6 Vyšší využití stroje Zlepšení podmínek pro obsluhu stroje Charakteristika rychlovýměnného systému Coromant Capto 10 Zvýšení efektivity obrábění kovů díky spojce Coromant Capto 18 Práce s rychlovýměnným systémem od plánování až po výrobu 22 Volitelné vybavení stroje 24 Typy a verze upínacích jednotek 29 Poháněné nástrojové držáky 32 Příslušenství k rychlovýměnnému systému 34 2

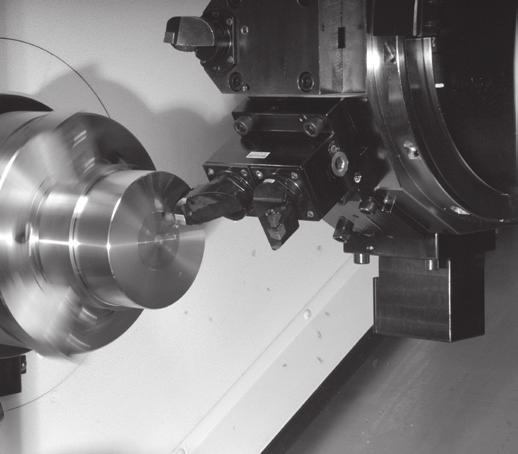
3 Efektivita obrábění kovů Rychlovýměnný systém Zvýšení efektivity soustruhů Použití rychlovýměnného systému na CNC soustruzích vede ke zkrácení časů potřebných na měření, seřizování a výměny nástrojů, což se projevuje zvýšením produkce při obrábění kovů. K další maximalizaci produktivity přispívá vnitřní přívod řezné kapaliny. Plná optimalizace efektivity obrábění kovů vyžaduje, aby byla věnována stejná pozornost výběru nástroje i stroje. Vysokotlaký přívod řezné kapaliny! Vysokotlaký přívod řezné kapaliny Rychlovýměnný systém Běžná výroba Využití obráběcího stroje 3



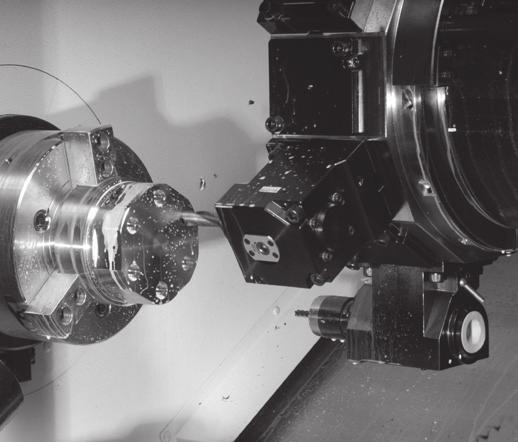
4 Rychlovýměnný systém Zvýšení efektivity soustruhů Soustružnická centra Soustružnická centra umožňují rychlé pootočení nástrojů do pracovní polohy, ale zpravidla je u nich dosahováno nižšího využití než u obráběcích center, což je způsobeno dobou výměny a seřízení nástrojů. Rychlovýměnné nástrojové držáky zaručují, že zelené světlo na vašem stroji bude svítit déle. Volitelné vybavení stroje, jako např. protivřeteno, osa Y nebo částečné pootočení revolverové hlavy, umožňuje zvýšení počtu nástrojových pozic v jednotlivých polohách revolverové hlavy. Díky tomu se zvyšuje počet nástrojových pozic pro sesterské nástroje a klesá počet výměn nástrojů. Vertikální soustruhy Vertikální soustruhy jsou v širokém měřítku dostupné se zařízením pro automatickou výměnu nástrojů (ATC). U vertikálních soustruhů, které nejsou způsobilé pro ATC, umožňují značné zkrácení časů na výměnu a seřízení nástrojů nástrojové bloky přizpůsobené pro jejich rychlou výměnu. Speciální nástrojové bloky se zabudovanými upínacími jednotkami mohou být dodány se strojem, nebo jimi lze stávající stroje snadno vybavit dodatečně. 4
5 Těžké soustruhy a soustruhy s plochým ložem Bez ATC dosahují tyto soustruhy extrémně vysoké stability, ale pootočení nástrojů do pracovní polohy a jejich výměna je pomalá. Stopkové nástroje jsou velmi těžké a často vyžadují použití jeřábu. Na soustruzích s plochým ložem je rychlovýměnný systém široce využíván u nástrojových držáků VDI dle DIN (s rybinovou drážkou) a na těžkých soustruzích u speciálních bloků s upínací jednotkou. Vzhledem k omezenému počtu nástrojových pozic má rychlovýměnný systém u těchto strojů naprosto zásadní vliv na jejich efektivitu. 5


6 Hlavní výhody Použití rychlovýměnného systému, který je mnohem efektivnější volbou než stopkové nástroje nebo konvenční poháněné jednotky s kleštinou, může zkrátit dobu výměny nástroje o téměř 10 minut minut 30 sekund Vyšší využití stroje 1. Využijte rychlovýměnný systém pro zkrácení doby přechodu mezi výrobními dávkami. Přečtěte si, jaký to má vliv u jednotlivých typů operací: Soustružení vnějších ploch Rychlovýměnný systém šetří přibližně 5 až 10 minut Při použití stopkových nástrojů s vysokotlakým přívodem řezné kapaliny je potřebný čas delší. Soustružení vnitřních ploch Rychlovýměnný systém šetří přibližně 5 až 10 minut Potřebný čas je u vyvrtávacích tyčí delší než u stopkových nástrojů, protože je nutné nastavení výšky do osy hrotů a seřízení vnitřního přívodu řezné kapaliny Poháněné nástrojové držáky Rychlovýměnný systém šetří přibližně 5 až 20 minut Standardní poháněné nástroje jsou dvojího typu buď s kleštinami typu ER, nebo s upínáním na trn Průměr nástroje je u kleštin typu ER omezený, což umožňuje pouze frézování stopkovými frézami (maximální průměr 25 u ER40). To může být příčinou nízké produktivity, nebo jsou zapotřebí dvě samostatné poháněné jednotky, což vede k prodloužení času na seřízení a vyšším investicím. 6



7 2. Jestliže má stroj jednu nebo více níže uvedených součástí volitelného vybavení, využijte pro zvýšení počtu nástrojových pozic zdvojené nástrojové držáky: - Osa Y - Částečné pootočení revolverové hlavy - Protivřeteno U soustružnických center s poháněnými nástrojovými držáky je častým problémem nedostatek místa. Použití zdvojených upínacích jednotek umožňuje buď využití náhradních sesterských nástrojů, nebo většího množství různého nástrojového vybavení, což vede ke snížení požadavků na výměny nástrojů u široké škály obráběných součástí. 30 sekund 3. Omezení prostojů při výměnách opotřebených nástrojů. Podívejte se, jaký vliv má použití rychlovýměnného systému u jednotlivých typů nástrojových držáků: Poháněné nástrojové držáky Monolitní karbidové nástroje (vyžaduje pět minut) Při každé výměně monolitních karbidových nástrojů je třeba znovu provést nastavení korekcí. Vrták/fréza s vyměnitelnými břitovými destičkami (vyžaduje pět minut) Při větším počtu břitových destiček je rychlejší použít náhradní sesterský nástroj a výměnu frézy provést nezávisle, zatímco stroj je v chodu. Statické nástrojové držáky U jednotlivých břitových destiček s dobrým přístupem může být nejrychlejší provedení výměny přímo na stroji. Je-li však možné nástroj vyjmout, přinese to: Zlepšení údržby nástrojů Správné upnutí Nedochází k prostojům, je-li nutný nákup náhradních dílů (ztracený šroub, poškozená podložka) 5 10 minut 1 minuta 7


8 4. Omezení nutnosti seřízení trubiček pro přívod řezné kapaliny Závisí to především na aplikaci, ale když obsluha stroje provádí seřízení směru trubiček pro přívod řezné kapaliny, dosažení správného výsledku obvykle vyžaduje dva až tři pokusy a na stroji po celou dobu svítí červené světlo. V důsledku špatné kontroly pak často dochází ke srážkám třísek s přívodním potrubím a ze seřizování se tak stává pravidelný jev. 5. Rychlejší náběh výroby Je-li eliminována výroba prvních zkušebních součástí nebo provádění měřicích řezů, snižuje se počet znehodnocených součástí a zvyšuje se rychlost výroby. Lze to srovnat se zastávkou v boxech během automobilových závodů. V průběhu celého roku přinese použití rychlovýměnného systému výrazné zvýšení výroby součástí a snížení zmetkovitosti. První zkušební součást vyšší objem výroby. Po každé výměně nástroje bývá první součást často znehodnocena a do doby výměny nástroje je třeba započítat: výměnu nástroje (se zachováním původních korekcí) obrobení celé součásti kontrolní měření hotové součásti úpravu korekcí Měřicí řezy malé/střední výrobní dávky. Provedení měřicího řezu se zmenšenými korekcemi zaručuje, že nedojde ke znehodnocení součásti, může však trvat delší dobu. Do doby výměny nástroje je třeba započítat: výměnu nástroje zmenšení korekcí provedení řezu kontrolní měření úpravu korekcí 8

 Viz CAD výkresy (.dxf) a 3D modely (.")

9 Zlepšení provozních podmínek Uživatelský komfort Výměna břitových destiček mimo stroj přináší snížení počtu nepředvídatelných událostí a chyb, jako např. hledání dílů v případě jejich vypadnutí Díky pevné poloze trysek je eliminováno seřizování přívodu řezné kapaliny Abyste se vyhnuli použití dvou maticových klíčů, použijte namísto ER poháněných nástrojových držáků spojku Coromant Capto. Velikost vyosení v kódovém označení nástroje konzistentní pro každou velikost Snížení počtu chyb díky pouze jediné verzi spojky (ISO 26623) Viz CAD výkresy (.dxf) a 3D modely (.stp) upínacích a řezných jednotek pro simulaci na Univerzálnost Modulární řešení umožňuje vytvoření různých nástrojových kombinací Široký program nástrojů Dodávky objednaného zboží do druhého dne Snadná standardizace na všech typech strojů Ergonomické provedení Odlehčené řezné jednotky zejména v případě vertikálních a těžkých soustruhů kde je manipulace s velkými stopkovými nástroji (5050, 8080) extrémně obtížná, což značně prodlužuje dobu výměny nástroje Manipulace s jednotkami je snadná a lze je snadno uskladnit buď na stroji, nebo centrálně 9
10 Historie a charakteristika rychlovýměnného systému Coromant Capto Systém Coromant Capto byl představen v roce 1990 a od té doby konstrukce spojky neprošla jakoukoli úpravou. Od roku 2008 je systém Coromant Capto standardem dle ISO a je pokládán za průmyslový vzor rychlovýměnného systému pro soustružnická centra. V průběhu let se program obráběcích nástrojů postupně rozšiřoval. V roce 2010 byla doplněna velikost C10 pro náročné aplikace. Tento systém je zárukou maximálního využití stroje a efektivity obrábění kovů a nabízí řadu klíčových výhod. Upínání za segmenty Pro aretaci spojky s upínáním za segmenty i pro vysunutí řezné hlavy slouží vačkou ovládané táhlo. Pro aretaci a uvolnění ručně ovládaných upínacích jednotek je zapotřebí pouze jedna polovina otáčky. Vačkový mechanismus má samosvorný úhel a během obrábění se nemůže otevřít. 10

11 Opakovatelnost a přesnost Vysoká přesnost a samostředící konstrukce spojky jsou zárukou, že u jedné a téže řezné jednotky v kombinaci s jednou a toutéž upínací objímkou je opakovatelná přesnost v osách X, Y i Z lepší než ± dva mikrometry. Ve velkosériové výrobě nebo při přechodech mezi výrobními dávkami lze díky této přesnosti a opakovatelnosti provádět přednastavení nástrojových sad mimo stroj. Obojí umožňuje eliminovat měřicí řezy a zkrátit dobu náběhu výroby, jakož i snížit míru zmetkovitosti. 11


12 Vyšší stabilita Stabilita se posuzuje z hlediska ohybové tuhosti a přenosu kroutícího momentu. Mezi nejdůležitější vlastnosti rychlovýměnného systému Coromant Capto patří: Kontakt na čelní i kuželové dosedací ploše spojky brání ohybu a zaručuje polohovou přesnost Polygonální spojka, která poskytuje velkou opěrnou plochu umožňující přenos kroutícího momentu bez jakýchkoli nestabilních součástí, jako jsou kolíky nebo klínky. Díky samostředícímu polygonálnímu tvaru umožňujícímu přesné nastavení výšky do osy hrotů je torzní namáhání bez ohledu na směr symetricky rozloženo bez vzniku lokálních špiček. Vysoká upínací síla segmentů zaručuje naprosto těsné dosednutí a kontakt na dvou dosedacích plochách spojky, která díky tomu odolává ohybovým momentům vznikajícím v průběhu obrábění. Působením vnější síly vzniká jako reakce ohybový moment, který způsobuje prohnutí nástroje. 12
![Ohybová stabilita 1.5 1.0 Průhyb [mm/m] 0.5 0 Ohybový moment [Nm] 0 1000 2000 C6-45kN HSK-A 63-22kN 12 10 Průhyb [mm/m] Torzní stabilita 5.](/docs-images/93/112952375/images/13-1.jpg "0 0 Kroutící moment [Nm] 0 500 1000 C8-46kN HSK-A 63-22kN Uvedený příklad nabízí srovnání výsledků zkoušek ohybové a torzní stability spojky HSK-A 63 a Coromant Capto C6, provedených renomovanou")
13 Ohybová stabilita Průhyb [mm/m] Ohybový moment [Nm] C6-45kN HSK-A 63-22kN Průhyb [mm/m] Torzní stabilita Kroutící moment [Nm] C8-46kN HSK-A 63-22kN Uvedený příklad nabízí srovnání výsledků zkoušek ohybové a torzní stability spojky HSK-A 63 a Coromant Capto C6, provedených renomovanou univerzitou RWTH Aachen University v Německu. Z výsledků vyplývá, že C6 má 2,88krát lepší odolnost proti ztrátě kontaktu čelních ploch (od okamžiku, kdy začne docházet k průhybu) a 2,3krát vyšší torzní pevnost než HSK

 Soustruh s plochým ložem s VDI 's rybinovou drážkou' (DIN 69881) Vertikální soustruh Velikost nástrojového suportu C3 32 30 2020 40-55 C4 40 40 2525 40-55-60-65-68 68 C5 50 40-50-60")

14 Sortiment upínacích jednotek Na CNC soustruzích lze s rychlovýměnným systémem využívat všechny velikosti spojky Coromant Capto, od C3 až po C10. Velikost závisí na velikosti stroje a na hodnotách řezných parametrů. Pro různé typy strojů a revolverových hlav jsou k dispozici následující upínací jednotky. Coromant Velikost spojky Capto Průměr příruby DCSFMS Soustružnické centrum provedení s revolverovou hlavou VDI (DIN 69880) Stopka CBI Upínání šroubem (prům. díry) CDI (prům. díry) Soustruh s plochým ložem s VDI 's rybinovou drážkou' (DIN 69881) Vertikální soustruh Velikost nástrojového suportu C C C C x250 C x250 C x350 Rozhraní nástrojových suportů vertikálních soustruhů mohou být různá a blok s ručně ovládanými upínacími jednotkami Coromant Capto je dodáván buď přímo výrobcem obráběcího stroje společně se strojem, nebo se objednává samostatně jako speciální blok. Mnoho vertikálních soustruhů je dnes vybaveno zařízením pro automatickou výměnu nástrojů (ATC) a hydraulickými upínacími jednotkami. 14


")






15 VDI-DIN Stopka CBI (upínání šroubem) CDI VDI-DIN s rybinovou drážkou Vertikální soustruhy 15
 CMZ (MS) Doosan (DO, BT¹) Mazak (MZ) EMAG (EM) EMCO (BT) FUJI (FJ) Goodway (MS) Haas (BT, OK) Hardinger")
16 Upínací jednotky Coromant Capto pro rozhraní s upínáním pomocí šroubů (CBI) Jako standardní produkty jsou k dispozici obráběcím strojům přizpůsobené upínací jednotky (MACU) s vlastním konstrukčním provedením rozhraní revolverové hlavy pro obráběcí stroje následujících výrobců: Biglia (BI) CMZ (MS) Doosan (DO, BT¹) Mazak (MZ) EMAG (EM) EMCO (BT) FUJI (FJ) Goodway (MS) Haas (BT, OK) Hardinger (BT) Hwacheon (BT) Hyundai Wia (BT) DMG MORI (MS, GM) Romi (BT) Mori-Seiki (MS) Nakamura-Tome (NA) Muratec Murata (MA) Okuma (OK) ¹) BT je rozhraní často používané ostatními výrobci obráběcích strojů. Coromant Capto Disc Interface (CDI) CDI bylo vyvinuto jako rozhraní revolverové hlavy, které je bez ohledu na typ stroje možné standardizovat jako náhradu za VDI. Revolverové hlavy v provedení CDI jsou dodávány následujícími výrobci obráběcích strojů: Boehringer Emag Emco Famar Gildemeister Hessapp Index J.G Weisser Monforts Niles Pittler Takisawa 16



17 Nestandardní upínací jednotky sady upínacích jednotek Sady upínacích jednotek se používají pro výrobu upínacích jednotek podle speciálních požadavků. Ty jsou běžně využívány u nástrojových bloků pro vertikální soustruhy, zdvojených jednotek nebo pro dodatečné vybavení stávajících revolverových hlav rychlovýměnným systémem. V závislosti na aplikaci jsou k dispozici různé druhy sad upínacích objímek. Podrobnější informace vám sdělí místní obchodní zastoupení. Standardní Se čtvercovou přírubou Pro aplikace s vyosenou vyvrtávací tyčí Otočení objímky Objímku je možné otočit o 180 stupňů a změnit tak konfiguraci z pravostranné na levostrannou a naopak. 17



18 Zvýšení efektivity obrábění kovů díky spojce Coromant Capto Systém CoroTurn HP pro vysokotlaký přívod řezné kapaliny Většina nových strojů má ve standardním vybavení vyvrtávací tyče s úhlem špičky 35 až 80 stupňů. Kombinace optimalizovaných obráběcích nástrojů s vysokotlakým přívodem řezné kapaliny a rychlovýměnného systému výrazně zrychluje návratnost investic díky: Pevné poloze trysek obsluha nemusí provádět seřízení a díky tomu jsou eliminovány prostoje a výrobní proměnné Zlepšení kontroly utváření třísek když na stroji svítí červené světlo, eliminujte dvě nejvýznamnější příčiny mrhání výrobním časem - Méně prostojů stroje dlouhé třísky se hromadí kolem nástroje nebo součásti - Neustálá údržba třísky blokující dopravník třísek vyřadí stroj z provozu na několik hodin nebo dní Zvýšení řezné rychlosti vyšší produktivita Jednorázová investice do rychlovýměnného a vysokotlakého systému se zaplatí v řádu měsíců a zvýší ziskovost po dobu životnosti stroje. 18


19 Vyvrtávací tyče a nástroje Silent Tools U vyvrtávacích tyčí dochází k problémům s delší dobou seřízení (seřízení výšky do osy hrotů/délka a přívodu řezné kapaliny) a vibracemi při dlouhém vyložení nástrojů. Ve srovnání s běžnými nástroji pro vnější soustružení lze díky rychlovýměnnému systémem uspořit u vyvrtávacích tyčí větší množství výrobního času. Při zahájení implementace rychlovýměnného systému není neobvyklé začít pouze u vnitřního soustružení. Dlouhé vyvrtávací tyče způsobují navíc i problémy s vibracemi a také rizikem kolizí spojených s použitím ostatních nástrojů. Antivibrační vyvrtávací tyče Coromant Capto Silent Tools s činnou délkou až 10 D mohou změnit potenciální problém na konkurenční výhodu. UŽITEČNÁ RADA: U dlouhých vyvrtávacích tyčí zvolte největší možnou velikost spojky Coromant Capto, čímž zajistíte, že příruba spojky bude poskytovat maximální stabilitu. (Upínací jednotky pro vnější obrábění v žádném případě nemusí mít stejnou velikost, protože jsou to různé nástroje). Modulární systém SL - Serration Lock Modulární řešení je výhodné ze dvou hlavních důvodů: Kombinace relativně malý počet řezných hlav a adaptérů umožňuje vytvoření velkého množství kombinací. V důsledku toho je eliminována nutnost použití většiny speciálních nástrojů, přičemž u standardních nástrojů je záruka, že budou vždy k dispozici i pro některé nestandardní aplikace. Snížení nákladů Rychlovýměnné nástrojové držáky jsou dražší než stopkové nástroje a vyvrtávací tyče. Použití řezných hlav SL pro některé rizikovější aplikace pomáhá dlouhodobě udržet výdaje na nástroje na stejné úrovni jako u stopkových nástrojů. 19


20 Krátký adaptér Coromant Capto U každého obráběcího stroje je stanoven maximální oběžný průměr revolverové hlavy. Aby se revolverová hlava mohla otáčet, aniž by došlo ke kolizi, nesmí průmět jakéhokoli nástroje pro vnější obrábění přesahovat tento průměr. Řezné jednotky pro soustružení mají pro každou velikost spojky Coromant Capto jednotnou délku velikost vyosení. Upínací jednotky pro jednotlivá rozhraní obráběcích strojů jsou navržené tak, aby standardní řezné jednotky nepřesahovaly oběžný průměr revolverové hlavy. Při použití nástrojových držáků pro čelní frézování v poháněných nástrojích je rovněž doporučeno dodržovat pravidlo, že nástroj má být co nejkratší. To je však hlavně z důvodu stability, spíše než kvůli oběžnému průměru. Ložiska poháněného držáku jsou mnohem blíže u sebe než u obráběcího centra. Krátká vzdálenost měřicího bodu přináší snížení sklonů ke vzniku vibrací a díky vyšší bezpečnosti i zvýšení produktivity. Coromant Velikost spojky Capto Průměr příruby DCSFMS Délka LF Vyosení WF C C C C C C Poznámka: Upínací jednotky pro vnější obrábění mohou mít u revolverových hlav maximální velikost C6. Tolerance rozměrů LF a WF je ±0,15 mm. 20



, umožňuje to využití vysokotlakého systému přívodu")

 Jeden nástroj pro soustružení a vyvrtávání se dvěma břity umožňuje: Zkrácení výměn řezných hran úspora tří sekund na")
21 U nástrojů pro vnější obrábění, u kterých je rozměr LF překročen, může často oběžný průměr revolverové hlavy představovat omezení. Pro aplikace, které vyžadují penetraci nástroje, jsou k dispozici krátké nástroje Coromant Capto umožňující dosažení nejkratší vzdálenosti měřicího bodu a dodržení oběžného průměru revolverové hlavy, které nemají drážky pro ruku manipulátoru a jsou určené pouze pro ruční výměnu nástrojů. Mezi ně patří: Vrtání kleštinová sklíčidla typu ER Frézování stopkovými frézami systém CoroMill EH a kleštinová sklíčidla typu ER Upichování/zapichování adaptéry CoroTurn SL Při větších hloubkách řezu je důležitým hlediskem velikost a stabilita spojky. Působící radiální síly jsou značné, jako např. při použití rohových a čelních fréz, především u nástrojů s velkou vzdáleností měřicího bodu. Systém Coromant Capto umožňuje použití společné nástrojové platformy bez ohledu na typ rozhraní obráběcího stroje. Jelikož u mnoha strojů jsou standardně k dispozici tlaky řezné kapaliny barů (přibližně psi), umožňuje to využití vysokotlakého systému přívodu řezné kapaliny, což je důležité při obrábění titanu. Kromě toho spojka zajišťuje stabilitu, minimalizuje průhyb všech typů fréz a přispívá ke zvýšení produktivity, což vede ke snížení celkových nákladů na vyrobenou dutinu. Vyvrtávací tyče TURBO (TURning and BOring) Jeden nástroj pro soustružení a vyvrtávání se dvěma břity umožňuje: Zkrácení výměn řezných hran úspora tří sekund na výměnu Zkrácení údržby Vytvoření místa pro sesterské nástroje umožňující prodloužení doby provozu K dispozici jako standardní produkty jako: C4, C5, C6 se dvěma břitovými destičkami CNM* 12 C5, C6, C8 se dvěma spojkami SL umožňujícími využití celé šíře sortimentu řezných hlav SL určených pro soustružení, řezání závitů a zapichování. Je použito stejné identifikační číslo nástroje, ale se dvěma různými hodnotami vyosení, například: T soustružení vnějších ploch T soustružení vnitřních ploch 21


22 Práce s rychlovýměnným systémem od plánování až po výrobu Zavedení rychlovýměnného systému je rozhodnutí umožňující optimalizovat využití stroje a zajistit tak, že maximální výrobní výkon je tak vysoký, jak jen je to možné. Kombinace rychlovýměnného systému a efektivního obrábění kovů je zárukou, že stroj dosáhne maximální možné produktivity výroby. S ohledem na úspěšnou implementaci je důležité zvážit nejvhodnější způsob práce uvnitř i vně stroje. Přednastavení a nástrojové sady Rychlou výměnu nástrojů lze přirovnat k zastávce v boxech při závodech Formule jedna. Je-li stroj zastaven z důvodu výměny nástrojů, měly by být všechny přípravy ukončené a použitelné v souladu s 5 zásadami štíhlé výroby: Vytřídění, Uspořádání, Vyčištění, Standardizace, Dodržování V zásobníku by měly být náhradní nástroje s příslušnými korekcemi K dispozici jsou potřebné momentové klíče a klíče pro výměnu břitových destiček Příprava na korekce nástroje se obvykle provádí během přednastavení mimo stroj nebo s pomocí nástrojových sad. 22



23 Jednotka pro přednastavení Umožňuje přednastavení řezných jednotek Coromant Capto pomocí seřizovacích přístrojů se strmým kuželem velikosti 50. Rozhraní Coromant Capto: C4, C5, C6 a C8 Rychlou kalibraci na seřizovacích přístrojích umožňuje referenční bod definovaný dvěma kuličkami. Nové (patentované) rychlovýměnné konstrukční řešení s integrovaným polygonálním členem pro čelní upínání za segmenty umožňuje dosažení vyšší přesnosti než řešení s objímkou. Nástrojové sady Nástrojové sady jsou využívány hlavně pro sériovou výrobu, kde se v závislosti na vyráběné součásti mění typy nástrojů. Na konci výroby každého typu součásti jsou nástroje vyjmuty z nástrojové polohy a korekce jsou zaznamenány a uloženy společně s nástrojovou sadou a upínacími přípravky. Má-li se příslušná součást obrábět znovu, nástroje se vrátí do stejných upínacích jednotek a první součást je v nejkratším možném čase přesně obrobena s opakovatelností ± dva mikrometry. 23



24 Volitelné vybavení stroje Existuje široká škála volitelného vybavení stroje, které má vliv na to, jaké upínací jednotky budou nejlepší. Požadavky pochopitelně vyplývají z typu obráběné součásti. Zárukou optimálního procesu je pečlivé posouzení stroje i volitelného vybavení. Funkce korekce nástrojových držáků Soustružnická centra mají často volitelnou funkci korekce nástrojových držáků. Ta obsluze stroje umožňuje nastavit hodnoty korekcí pro jednotlivé nástrojové držáky tak, aby bylo možné použít správné hodnoty pro samotný obráběcí nástroj. S pomocí zvláštního softwaru lze tyto výpočty provádět také na některých seřizovacích přístrojích. Volitelné vybavení revolverové hlavy Dva tradiční typy revolverových hlav, pro stopkové nástroje a s rozhraním VDI, byly vyvinuty v době, když obráběcí centra umožňovala pouze soustružnické a v ose otáčení hrotů prováděné vrtací operace. Vývoj poháněných nástrojových držáků vedl k omezení jejich použitelnosti pro multifunkční soustružnická centra, avšak u náročnějších aplikací na strojích s plochým ložem stále vykazuje nejvyšší stabilitu VDI s rybinovou drážkou. Stopka VDI (DIN 69880) VDI (DIN 69881) Revolverové hlavy s upínáním pomocí šroubů jsou velice vhodné pro multifunkční soustružnická centra, protože uvnitř revolverové hlavy zbývá více místa pro ložiska poháněných nástrojových držáků. To přináší maximální stabilitu a nejkratší možnou vzdálenost měřícího bodu. 24
 jsou určené pro konkrétní typ stroje.")


25 CBI - rozhraní s upínáním pomocí šroubů CDI Každý výrobce obráběcích strojů využívá své unikátní rozhraní s upínáním pomocí šroubů. Obráběcímu stroji přizpůsobené upínací jednotky (MACU) jsou určené pro konkrétní typ stroje. CDI (Coromant Capto disc Interface) bylo vyvinuto jako rozhraní revolverové hlavy, které umožňuje provést standardizaci bez ohledu na typ stroje. Evropští výrobci obráběcích strojů nejčastěji dodávají CDI jako náhradu za VDI. Protivřeteno Dokončení součásti často vyžaduje obrábění z obou stran. Často je proto využíváno protivřeteno v kombinaci s podavačem tyčí, což umožňuje bezobslužnou výrobu celé součásti. Spodní revolverová hlava Ve srovnání s jednoduchou revolverovou hlavou může spodní revolverová hlava při výrobě větších výrobních dávek zkrátit dobu cyklu na polovinu. Typické aplikace představují dlouhé štíhlé součásti, jako jsou hřídele, a stroje s protivřetenem. Nedostatkem spodní revolverové hlavy je, že omezuje průměr součásti a prodlužuje čas na programování a seřízení. Díky tomu jsou vhodné zejména pro soustružnická centra zakoupená pro výrobu specifických součástí. 25


26 Poháněné nástroje Poháněné nástroje umožňují provádění frézovacích a vrtacích operací. Bez osy Y lze provádět pouze operace ve dvou osách, např. výrobu drážek pro pero nebo děr v ose otáčení hrotů. Aby bylo možné frézovat dutiny nebo vrtat díry mimo osu hrotů, je zapotřebí, aby byla k dispozici osa Y. Aby bylo zajištěno co nejlepší odvádění třísek a bezpečnost obráběcího procesu, je pro vrtací operace nejvhodnější použít poháněné nástrojové držáky (DTH) s vnitřním vysokotlakým přívodem řezné kapaliny tělem nástroje. Osa Y Výbava s osou Y umožňuje použití poháněných nástrojů pro tříosé frézování a vrtání mimo osu hrotů. Pro většinu tvarů, u kterých je nutné použití frézovacích operací, je osa Y přínosem. Další výhodou je, že lze přidat dvojité soustružnické nástrojové pozice a tímto způsobem zvýšit celkový počet nástrojů, což umožňuje použití náhradních sesterských nástrojů nebo použití většího počtu různých nástrojových držáků a omezení nutnosti měnit typy nástrojových držáků. Částečné pootočení revolverové hlavy Částečné pootočení revolverové hlavy umožňuje využití dvojitých soustružnických nástrojových pozic a zvýšení počtu nástrojů. Toto volitelné vybavení není potřebné, je-li k dispozici osa Y, takže obecně představuje volbu pro soustružnická centra bez poháněných nástrojů. 26


27 Vysokotlaký přívod řezné kapaliny (HPC) Většina strojů v současnosti nabízí možnost využití vysokotlakého přívodu řezné kapaliny (HPC) o tlaku přibližně 70 barů. To přináší značné výhody jak u soustružnických, tak i u vrtacích operací a umožňuje rychlou návratnost investic díky vyššímu využití stroje a vyšší efektivitě obrábění kovů. Častými příčinami prostojů strojů je namotávání klubek třísek kolem nástrojů a třísky blokující dopravník. Mezi požadavky, které je třeba uvážit, patří: Filtr filtrační schopnost 20 mikrometrů. Tlak požadavky na tlak potřebný pro dělení třísek se v závislosti na materiálu a hodnotách řezných parametrů liší, avšak pro většinu aplikací je tlak 70 barů dostatečný. Průtok požadovaný průtok vyplývá z počtu a průměru výstupů přívodu řezné kapaliny. Soustružení požadovaný průtok při použití systému CoroTurn HP je 20 litrů/min. Vrtání s vnitřním přívodem řezné kapaliny tělem nástroje Přívod řezné kapaliny tělem nástroje zlepšuje odvádění třísek a brání jejich hromadění v drážce vrtáku. Průměr kanálků pro přívod řezné kapaliny se s průměrem vrtáku zvětšuje, což znamená, že u vrtáků s větším průměrem je zapotřebí větší průtok. Doporučeno je použití čerpadla s nastavitelným tlakem. 27

28 Automatická zařízení pro výměnu nástrojů (ATC) Soustružnická centra se vyvíjela různými směry a mohou mít osu Y, více revolverových hlav, protivřeteno, atd. Avšak výměna nástrojových držáků a opotřebených břitových destiček již tradičně představuje ručně prováděný zásah. U větších vertikálních soustružnických center je volitelně k dispozici automatická výměna nástrojů s využitím systému Coromant Capto a kotoučového zásobníku. To přináší výhody při použití dlouhých vyvrtávacích tyčí a umožňuje bezobslužnou výrobu. Tento trend bude pravděpodobně pokračovat u horizontálních soustružnických center využitím portálového podávacího systému, který zvýší efektivitu stroje, zejména v případě bezobslužné výroby. 28
29 Typy a verze upínacích jednotek O tom, jaké upínací jednotky lze použít pro jednotlivé stroje, rozhoduje zvolené nebo dostupné vybavení stroje. U revolverových hlav s upínáním pomocí šroubů umožňuje široký sortiment obráběcímu stroji přizpůsobených upínacích jednotek (MACU), aby v rámci možností výbavy stroje jeho obsluha skutečně přizpůsobila a optimalizovala revolverovou hlavu podle typu obráběné součásti. 29










30 Vnější soustružení vnějších ploch Cx-TRE-xxxxA Jednoduchá pro vnější obrábění Cx-TRE-xxxxA-DT Dvojitá pro protivřeteno Cx-TRE-xxxxA-YT Pro osu Y Cx-TRE-xxxxA-TT Pro revolverové hlavy s možností částečného pootočení Cx-TRE-xxxxA-ET Jednoduchá prodloužená Cx-TRE-xxxxA-DE Dvojitá prodloužená Cx-TRE-xxxxA-SP Se zkráceným bočním průmětem Cx-TRE-xxxxA-DY Dvojitá pro osu Y Vnitřní soustružení vnitřních ploch/vrtání Cx-TLI-xxxxA Jednoduchá pro vnitřní obrábění Cx-TRI-xxxxA-SS Pro protivřeteno Cx-TLI-xxxxA-DT Dvojitá pro protivřeteno Cx-TRI-xxxxA-YT Pro osu Y Cx-TRI-xxxxA-TT Revolverové hlavy s možností částečného pootočení Cx-TRI-xxxxA-DY Dvojitá pro osu Y Cx-TRI-xxxxA-XT Dvojitá pro osu X E = Vnější přívod řezné kapaliny I = Vnitřní přívod řezné kapaliny 30


31 Poháněné nástrojové držáky Cx-DNE-xxxxA-E/I Pro frézování vnějších Cx-DNI-xxxxA-E/I Pro frézování ploch/vrtání vnitřních ploch/vrtání Cx-DNI-xxxxA-DTE Pro frézování vnitřních ploch/vrtání dvojitá Držáky nožových planžet pro CoroCut QD APBR /L-xxxxA- 25-HP Adaptér pro upichovací nožové planžety E = Vnější přívod řezné kapaliny I = Vnitřní přívod řezné kapaliny 31


32 Výběr vhodné konfigurace upínacích jednotek Jednoduchá verze také v levostranném provedení R L TR TL Pravostranná řezná jednotka Levostranná řezná jednotka Pravostranná upínací jednotka Levostranná upínací jednotka Otáčení vřetena ve směru hodinových ručiček (M04) Otáčení vřetena proti směru hodinových ručiček (M03) Jednoduchá verze také v pravostranném provedení Levostranné pro otáčení vřetena ve směru hodinových ručiček Pravostranné pro otáčení vřetena proti směru hodinových ručiček 32

33 Poháněné nástrojové držáky (DTH) Provozní pokyny Požadavky na systém přívodu řezné kapaliny Filtr řezné kapaliny s filtrační schopností max. 50 μm (0.002 in). Poháněné nástrojové držáky s vnitřním přívodem řezné kapaliny se bez ní nesmí používat přívod řezné kapaliny musí být otevřený a kapalina musí procházet nástrojem před jeho roztočením. Při provozu za sucha dojde k poškození vnitřních těsnění. Na poškození těsnění se nevztahují záruky. Pro obrábění litin by mělo být použito pouze provedení s vnějším přívodem řezné kapaliny. Všechny poháněné nástrojové držáky s vnitřním přívodem řezné kapaliny jsou určené pro maximální tlak 80 barů až do příslušné maximální hodnoty n (6000 ot/min). Pro vrtací operace je nejvhodnější použít poháněné nástrojové držáky s vnitřním vysokotlakým přívodem řezné kapaliny tělem nástroje. Doba záběhu Doba záběhu je u poháněných nástrojových držáků naprosto zásadní pro jejich dlouhou životnost. Provoz poháněných nástrojových držáků po dobu záběhu eliminuje intenzivní tření mezi všemi vnitřními součástmi a pomáhá distribuovat mazivo použité při montáži. Pozor: Poháněný nástrojový držák ponechte bez zatížení v chodu při 50 % maximálních provozních otáček po dobu jedné hodiny. Maximální otáčky jsou uvedeny na poháněném nástrojovém držáku. U poháněných nástrojových držáků s vnitřním přívodem řezné kapaliny jej uveďte do provozu i po dobu záběhu. 33


34 Servisní interval Předpokládaná životnost poháněných nástrojových držáků závisí na aplikaci. Je třeba provádět pravidelnou výměnu součástí, které se rychleji opotřebují, jako jsou ložiska nebo těsnění. Ve dvousměnném provozu je za normálních podmínek doporučeno odeslat poháněný nástrojový držák na servisní prohlídku po jednom roce. V případě trojsměnného provozu, práce v náročných podmínkách nebo při vysokých otáčkách je doporučeno provádět servisní prohlídky častěji. Je doporučeno, aby údržbu zajišťovala společnost Sandvik Coromant. Servisní prohlídka může trvat až tři týdny je třeba zajistit zálohu nebo službu naplánovat. Z tohoto důvodu je dobré zajistit sjednocení na stejné velikostí jednotky (velikost Cx a vnitřní nebo vnější přívod řezné kapaliny) pro: OD/Vnější často slouží pouze pro frézovací operace a vnitřní přívod řezné kapaliny není zapotřebí. ID/Vnitřní často se používají pro některé vrtací operace a je proto doporučeno použití vnitřního přívodu řezné kapaliny. OD/vnější ID/vnitřní 34
35 Příslušenství, které je zapotřebí pro rychlovýměnný systém Momentový klíč Je vždy zapotřebí pro upnutí a uvolnění upínacích jednotek ve stroji a seřizovacím přípravku. Důvodem tohoto doporučení je předejít jakémukoli poškození vačkového hřídele, ale i velikost upínací síly, aby byla zajištěna konzistentní opakovatelnost. Správný upínací moment je vyznačen na všech upínacích jednotkách. Momentový klíč Coromant Velikost spojky Capto Velikost klíče mm Nástavec klíče C3* 5 C-TK-01M C C-TK-01M C C-TK-01M C C C-TK-02 C C-TK-03 C * C3 pouze poháněné nástroje Krycí zátka Jsou-li upínací jednotky v revolverové hlavě a nepoužívají-li se, vždy v nich musí být upnut nástroj nebo krycí zátka, aby byl chráněn broušený povrch polygonální objímky před nečistotami a poškozením. K dispozici jsou následující zátky: Cx-CP01 Cx-CP01 - jednotky pro ruční výměnu s upínáním za segmenty Cx-CP11 - jednotky NC3000 s upínáním pomocí středového šroubu Cx-CPA-01 - automatická výměna nástrojů (ATC) Cx-CP11 Mají-li být upínací jednotky uskladněny, je třeba také mírně dotáhnout zátku. Ujistěte se, že jsou vyčištěné a namazané, aby byly chráněny před korozí. Cx-CPA-01 35
36 Seřizovací měřidlo Cx-MAS-01 - Pro stanovení referenčního bodu na všech upínacích jednotkách a jednotkách pro přednastavení Cx-MAS-11 - Pro seřízení souososti upínacích jednotek, které je důležité při vrtání Cx-MAS-01 Cx-MAS-11 36

37 Zjednodušení přenosu dat a výrazné zkrácení doby výměny nástrojů umožňují štítky Coromant Capto s údaji pro přednastavení. K dispozici pro velikosti Coromant Capto C3-C8. 37

38 Uskladnění nástrojů Práce s nástrojovými sadami a sesterským nástrojovým vybavením umožňuje úsporu času při výměnách nástrojů a přechodech mezi výrobními dávkami. Je důležité, aby náhradní nástroje nebo nástrojové sady byly vždy připravené k okamžitému použití. Především pro nástrojové sady v sériové výrobě a pro přepravu nástrojů, jsou-li pro jejich přednastavení využívány centrálně poskytované služby, slouží vozík pro přepravu a uskladnění nástrojů. Souprava vozíku pro přepravu a uskladnění nástrojů (CCW-KIT) je dodávána se čtyřmi kazetami pro uložení nástrojů. Stolní stojan slouží pro sesterské nástrojové vybavení nebo pro přednastavení, provádí-li se přímo na stroj s pomocí měřícího přístroje. Souprava stolního stojanu (BS-KIT) je dodávána se třemi kazetami pro uložení nástrojů. Vozík pro přepravu a uskladnění nástrojů Stolní stojan Držáky nástrojů Lisované držáky nástrojů pro všechny velikosti spojky Coromant Capto se objednávají samostatně. Tyto univerzální držáky jsou vhodné jak pro kazety pro ukládání nástrojů určené pro vozík pro přepravu a uskladnění nástrojů, tak i pro stolní stojan. Vyrábějí se z ABS, plastu s vysokou odolností proti nárazům a působení olejů. Objednávání Kód CCW-KIT BS-KIT Popis Souprava vozíku pro přepravu a uskladnění nástrojů mm Souprava stolního stojanu mm Nástrojové držáky # držáků/kazeta C3-IC-1 C4-IC-1 C5-IC-1 C6-IC-1 C3 C4 C5 C C8-IC-1 C8 5 C10-IC-1 C10 4 Příslušenství TC-0 Kazeta pro ukládání nástrojů TCC-2 Pár závěsů kazety pro ukládání nástrojů 38
39 39
40 Podrobnější informace vám sdělí místní obchodní zastoupení společnosti Sandvik Coromant nebo navštivte Centrální zastoupení: AB Sandvik Coromant SE Sandviken, Švédsko C-2929:081 Update CSY/01 AB Sandvik Coromant
Modularita nástrojového vybavení. se systémy Coromant Capto, Coromant EH a CoroTurn SL
 Modularita nástrojového vybavení se systémy Coromant Capto, Coromant EH a CoroTurn SL Nástrojové sestavy optimalizované s využitím standardních položek Proč utrácet peníze za samostatné nástroje pro každý
Modularita nástrojového vybavení se systémy Coromant Capto, Coromant EH a CoroTurn SL Nástrojové sestavy optimalizované s využitím standardních položek Proč utrácet peníze za samostatné nástroje pro každý
Modulární systém Coromant EH
 Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí
 CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroBore Hrubovací vyvrtávání
 CoroBore Hrubovací vyvrtávání Vyvrtávání zpředu, stupňovité vyvrtávání a zpětné vyvrtávání Koncepce CoroBore nové generace, určená pro hrubovací vyvrtávání, řeší problémy se vznikem vibrací, dělením třísek
CoroBore Hrubovací vyvrtávání Vyvrtávání zpředu, stupňovité vyvrtávání a zpětné vyvrtávání Koncepce CoroBore nové generace, určená pro hrubovací vyvrtávání, řeší problémy se vznikem vibrací, dělením třísek
Obráběcí nástroje Sandvik Coromant. Rotační nástroje FRÉZOVÁNÍ VRTÁNÍ VYVRTÁVÁNÍ NÁSTROJOVÉ SYSTÉMY
 Obráběcí nástroje Sandvik Coromant Rotační nástroje RÉZOVÁNÍ VRTÁNÍ VYVRTÁVÁNÍ NÁSTROOVÉ SYSTÉMY 2012 SYSTÉMY PRO UPÍNÁNÍ NÁSTROŮ ak zvolit systém upínání nástrojů ak zvolit systém upínání nástrojů 1 Zvolte
Obráběcí nástroje Sandvik Coromant Rotační nástroje RÉZOVÁNÍ VRTÁNÍ VYVRTÁVÁNÍ NÁSTROOVÉ SYSTÉMY 2012 SYSTÉMY PRO UPÍNÁNÍ NÁSTROŮ ak zvolit systém upínání nástrojů ak zvolit systém upínání nástrojů 1 Zvolte
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
Vysoká spolehlivost při upichování velkých průměrů
 Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
BND BNJ BND-51SY2 BNJ 42SY/51SY. CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou
 BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
BND BNJ BND-51SY2 CNC soustružnické centrum s 2 vřeteny, 1 nástrojovou hlavou s poháněnými nástroji a Y osou BNJ 42SY/51SY CNC soustružnické centrum s 2 vřeteny, 2 nástrojovými hlavami s poháněnými nástroji
Soustružnické nástroje a řešení společnosti Sandvik Coromant. Rychlá cesta k produktivnímu soustružení
 Soustružnické nástroje a řešení společnosti Sandvik Coromant Rychlá cesta k produktivnímu soustružení Řešení, která vám umožní zůstat na čele S našimi rozsáhlými znalostmi o obrábění kovů a porozuměním
Soustružnické nástroje a řešení společnosti Sandvik Coromant Rychlá cesta k produktivnímu soustružení Řešení, která vám umožní zůstat na čele S našimi rozsáhlými znalostmi o obrábění kovů a porozuměním
Nástroje Silent Tools TM Produktivita při použití štíhlých nástrojů
 Nástroje Silent Tools TM Produktivita při použití štíhlých nástrojů Prioritou je omezení vzniku vibrací Operace se sklony ke vzniku vibrací představují neustálou hrozbu pro produktivitu a bezpečnost obráběcího
Nástroje Silent Tools TM Produktivita při použití štíhlých nástrojů Prioritou je omezení vzniku vibrací Operace se sklony ke vzniku vibrací představují neustálou hrozbu pro produktivitu a bezpečnost obráběcího
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
TB-25Y CNC soustružnické centrum
 TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
Nástroje pro efektivní upichování a zapichování
 Nástroje pro efektivní upichování a zapichování Potenciál pro upichování CoroCut QD je nejodolnější a nejvyspělejší koncepce pro upichování a zapichování na trhu. Je ideální pro bezpečné upichování nebo
Nástroje pro efektivní upichování a zapichování Potenciál pro upichování CoroCut QD je nejodolnější a nejvyspělejší koncepce pro upichování a zapichování na trhu. Je ideální pro bezpečné upichování nebo
Nejdůležitější novinky
 T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
Jak zvolit systém upínání nástrojů
 TOOLN SYSTEMS ow to select tool holding 40 Jak zvolit systém upínání nástrojů Jak zvolit systém upínání nástrojů 1 Zvolte velikost spojky - Na stránce s údaji pro objednání vyberte požadovanou velikost
TOOLN SYSTEMS ow to select tool holding 40 Jak zvolit systém upínání nástrojů Jak zvolit systém upínání nástrojů 1 Zvolte velikost spojky - Na stránce s údaji pro objednání vyberte požadovanou velikost
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Soustružnické nástroje
 Obráběcí nástroje Sandvik oromant Soustružnické nástroje VŠEOENÉ SOUSTRUŽENÍ UPOVÁNÍ A ZAPOVÁNÍ ŘEZÁNÍ ZÁVTŮ NÁSTROOVÉ SYSTÉMY 2012 TURN - ZE Obsah Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější
Obráběcí nástroje Sandvik oromant Soustružnické nástroje VŠEOENÉ SOUSTRUŽENÍ UPOVÁNÍ A ZAPOVÁNÍ ŘEZÁNÍ ZÁVTŮ NÁSTROOVÉ SYSTÉMY 2012 TURN - ZE Obsah Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější
REQ /A CNC vertikální frézovací centrum musí splňovat následující parametry definované v tabulce č. 1.
 Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
Rychlovýměnný systém CoroTurn SL s velikostí spojky 32. Rychlovýměnný systém CoroTurn SL s velikostí spojky 80
 Content CoroTurn SL Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější obrábění Vyvrtávací tyče a řezné hlavy Vnitřní obrábění Vyvrtávací tyče a řezné hlavy Výměnné nožové vložky CoroCut SL Přehled
Content CoroTurn SL Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější obrábění Vyvrtávací tyče a řezné hlavy Vnitřní obrábění Vyvrtávací tyče a řezné hlavy Výměnné nožové vložky CoroCut SL Přehled
Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem
 CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
VTB (C) 85R/100R Svislý CNC soustruh
 85R/100R Svislý CNC soustruh") VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
NOVINKY SECO NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH
 NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
CNC soustruhy SF... STANDARDNÍ PŘÍSLUŠENSTVÍ STROJE VOLITELNÉ PŘÍSLUŠENSTVÍ STROJE SF 43 CNC WWW.FERMATMACHINERY.COM
 CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
VC-608/ VC-610/711 CNC vertikální obráběcí centrum
 VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
TC 1500 CNC soustruh. Typ TC-1500 TC-1500M Max. oběžný průměr nad suportem
 TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
CNC SOUSTRUHY ROVNÉ LOŽE. Řada R
 CNC SOUSTRUHY ROVNÉ LOŽE Řada R CNC SOUSTRUHY ROVNÉ LOŽE Charakteristika Tyto univerzální soustruhy lze využívat jako CNC soustruhy nebo konvenční obráběcí stroje s digitálním odměřováním. Celková koncepce
CNC SOUSTRUHY ROVNÉ LOŽE Řada R CNC SOUSTRUHY ROVNÉ LOŽE Charakteristika Tyto univerzální soustruhy lze využívat jako CNC soustruhy nebo konvenční obráběcí stroje s digitálním odměřováním. Celková koncepce
Nejdůležitější novinky
 CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
TA-25 CNC soustruh. Typ TA 25 (B) TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění
 TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění") TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
CNC soustruh CKE 6156Z /1500
 CZ MOOS TRADING s.r.o Svatopluka Čecha 519/28, 751 31 Lipník nad Bečvou CZECH REPUBLIC Tel.:+420 581 701 605 www. moostrading.cz E-mail:info@moostrading.cz CNC soustruh CKE 6156Z /1500 Skladem: únor 2015
CZ MOOS TRADING s.r.o Svatopluka Čecha 519/28, 751 31 Lipník nad Bečvou CZECH REPUBLIC Tel.:+420 581 701 605 www. moostrading.cz E-mail:info@moostrading.cz CNC soustruh CKE 6156Z /1500 Skladem: únor 2015
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
strany 09-94 SKLÍČIDLA A LíCNÍ DESKY strany 95-146 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 147-194 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 195-214
 OBSAH SKLÍČIDLA A LíCNÍ DESKY strany 09-94 1 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 95-146 2 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 147-194 3 FRÉZAŘSKÉ PŘÍSTROJE strany 195-214 4 VDI - NÁSTROJOVÉ DRŽÁKY
OBSAH SKLÍČIDLA A LíCNÍ DESKY strany 09-94 1 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 95-146 2 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 147-194 3 FRÉZAŘSKÉ PŘÍSTROJE strany 195-214 4 VDI - NÁSTROJOVÉ DRŽÁKY
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
SPECIÁLNĚ URČENO PRO VÝROBU FOREM A ZÁPUSTEK
 ANTIVIBRAČNÍ FRÉZOVACÍ TRNY pro frézy s příčnou unášecí drážkou DIN 138 SPECIÁLNĚ URČENO PRO VÝROBU FOREM A ZÁPUSTEK Vibrace jsou redukovány až o 60% ve srovnání se standardním držákem oproti držáku vyrobeného
ANTIVIBRAČNÍ FRÉZOVACÍ TRNY pro frézy s příčnou unášecí drážkou DIN 138 SPECIÁLNĚ URČENO PRO VÝROBU FOREM A ZÁPUSTEK Vibrace jsou redukovány až o 60% ve srovnání se standardním držákem oproti držáku vyrobeného
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum
 TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje
 CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Upínače BT-FC Face Contact
 New Květen 2017 Nové produkty pro obráběcí techniky Upínače BT-FC Face Contact Vyšší procesní spolehlivost a stabilita díky dodatečné čelní styčné ploše mezi vřetenem a nástrojovým držákem TOTL TOOLING=KVLIT
New Květen 2017 Nové produkty pro obráběcí techniky Upínače BT-FC Face Contact Vyšší procesní spolehlivost a stabilita díky dodatečné čelní styčné ploše mezi vřetenem a nástrojovým držákem TOTL TOOLING=KVLIT
Mimořádná nabídka PŘESNÉ. MODULÁRNÍ SVĚRÁKY Kalená a broušená ocel HRC 60 Přesnost 0,02 mm. Končí 31. 7. 2009 Ušetříte až 35%!!!
 Mimořádná nabídka PŘESNÉ MODULÁRNÍ SVĚRÁKY Kalená a broušená ocel HRC 60 Přesnost 0,02 Končí 31. 7. 2009 Ušetříte až 35%!!! Přesné modulární svěráky VÍCEÚČELOVÉ MANUÁLNÍ řízení a MECHANICKÉ upínání UPÍNACÍ
Mimořádná nabídka PŘESNÉ MODULÁRNÍ SVĚRÁKY Kalená a broušená ocel HRC 60 Přesnost 0,02 Končí 31. 7. 2009 Ušetříte až 35%!!! Přesné modulární svěráky VÍCEÚČELOVÉ MANUÁLNÍ řízení a MECHANICKÉ upínání UPÍNACÍ
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
Akce trvá do 31. července SPECIÁLNÍ NABÍDKA 2015 SLEVA AŽ ÚHLOVÉ HLAVY. PEVNÁ, TEPELNĚ OŠETŘENÁ LITINA GJL300 Ručně zaškrabávané pracovní plochy
 Akce trvá do 31. července SPECIÁLNÍ NABÍDKA 2015 AŽ ÚHLOVÉ HLAVY PEVNÁ, TEPELNĚ OŠETŘENÁ LITINA GJL300 Ručně zaškrabávané pracovní plochy Standardní svěrák 45.780 Inovativní combi systém pro rychlou výměnu
Akce trvá do 31. července SPECIÁLNÍ NABÍDKA 2015 AŽ ÚHLOVÉ HLAVY PEVNÁ, TEPELNĚ OŠETŘENÁ LITINA GJL300 Ručně zaškrabávané pracovní plochy Standardní svěrák 45.780 Inovativní combi systém pro rychlou výměnu
Bílé stránky. Využití výhod přívodu řezné kapaliny při upichování a zapichování
 Bílé stránky Využití výhod přívodu řezné kapaliny při upichování a zapichování Obecně řečeno, upichování a zapichování nepatří mezi oblíbené obráběcí úlohy pracovníků strojních dílen. Kombinace tenkých
Bílé stránky Využití výhod přívodu řezné kapaliny při upichování a zapichování Obecně řečeno, upichování a zapichování nepatří mezi oblíbené obráběcí úlohy pracovníků strojních dílen. Kombinace tenkých
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
TMT-2000 Multifunkční CNC soustružnické centrum
 TMT-2000 Multifunkční CNC soustružnické centrum - Třetí spodní nožová hlava přináší až 50% úsporu času - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa,
TMT-2000 Multifunkční CNC soustružnické centrum - Třetí spodní nožová hlava přináší až 50% úsporu času - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa,
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
COMBI U7 CNC frézovací centrum
 COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Výhoda: Snadná přeměna na označovací nástroj Možnost rýhování bez ponoru Levné rýhování Poznámky: Výška hrotu je integrována v nástroji!
 Držák rýhovacího lisu s rýhovacím kolečkem DIN 82 RAA, RBL, RBR, RGE, RGV, RKE a RKV v oceli, nerezové oceli a neželezných (NF) ech s pevností do 1700 N/mm 2 (se 4% roztažností). Držák nástroje z kalené
Držák rýhovacího lisu s rýhovacím kolečkem DIN 82 RAA, RBL, RBR, RGE, RGV, RKE a RKV v oceli, nerezové oceli a neželezných (NF) ech s pevností do 1700 N/mm 2 (se 4% roztažností). Držák nástroje z kalené
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Hospodářský růst namísto recese
 New Červenec 2016 Nové produkty pro obráběcí techniky Hospodářský růst namísto recese Maximální kroutící momenty a extrémně štíhlé provedení další generace hydroupínačů TOTL TOOLING=KVLIT x SERVIS 2 WNT
New Červenec 2016 Nové produkty pro obráběcí techniky Hospodářský růst namísto recese Maximální kroutící momenty a extrémně štíhlé provedení další generace hydroupínačů TOTL TOOLING=KVLIT x SERVIS 2 WNT
Technická a cenová nabídka - skladový stroj
 Technická a cenová nabídka skladový stroj Pro firmu: č. CNC soustružnické centrum DOOSAN, typ PUMA MX2100ST s horní naklápěcí hlavou vybavenou výměnou nástrojů a osou Y, spodní poháněnou hlavou, dvěma
Technická a cenová nabídka skladový stroj Pro firmu: č. CNC soustružnické centrum DOOSAN, typ PUMA MX2100ST s horní naklápěcí hlavou vybavenou výměnou nástrojů a osou Y, spodní poháněnou hlavou, dvěma
Tornado Series 2osé CNC produkční soustruhy & 3osá CNC soustružnická centra
 Tornado Series 2osé CNC produkční soustruhy & 3osá CNC soustružnická centra BRITSKÁ KONSTRUKCE A VÝTEČNÉ ZPRACOVÁNÍ V Colchesteru píšeme příběh úplného odevzdání se technické inovaci, kvalitě a podpoře
Tornado Series 2osé CNC produkční soustruhy & 3osá CNC soustružnická centra BRITSKÁ KONSTRUKCE A VÝTEČNÉ ZPRACOVÁNÍ V Colchesteru píšeme příběh úplného odevzdání se technické inovaci, kvalitě a podpoře
VDI - SOUSTRUŽNICKÉ NÁSTROJOVÉ DRŽÁKY
 VDI - SOUSTRUŽNICKÉ NÁSTROJOVÉ DRŽÁKY VDI - SOUSTRUŽNICKÉ NÁSTROJOVÉ DRŽÁKY KULIČKOVÉ LOŽISKO MATICE KROUŽEK UCPÁVKA TYP 0 KLEŠTINA O-KROUŽEK TYP L TĚLO STAVĚCÍ ŠROUB BISON nabízí více jako dvacet různých
VDI - SOUSTRUŽNICKÉ NÁSTROJOVÉ DRŽÁKY VDI - SOUSTRUŽNICKÉ NÁSTROJOVÉ DRŽÁKY KULIČKOVÉ LOŽISKO MATICE KROUŽEK UCPÁVKA TYP 0 KLEŠTINA O-KROUŽEK TYP L TĚLO STAVĚCÍ ŠROUB BISON nabízí více jako dvacet různých
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum
 TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
KVALITNÍ NĚMECKÉ UPÍNAČE VDI DIN69880-VDI
 KVALITNÍ NĚMECKÉ UPÍNAČE VDI TVAR B1-PRAVÝ, KRÁTKÝ TVAR B2-LEVÝ, KRÁTKÝ B1-16-12-24 1115 B2-16-12-24 1115 B1-20-16-30 1115 B2-20-16-30 1115 B1-30-20-40 1239 B2-30-20-40 1239 B1-40-25-44 1449 B2-40-25-44
KVALITNÍ NĚMECKÉ UPÍNAČE VDI TVAR B1-PRAVÝ, KRÁTKÝ TVAR B2-LEVÝ, KRÁTKÝ B1-16-12-24 1115 B2-16-12-24 1115 B1-20-16-30 1115 B2-20-16-30 1115 B1-30-20-40 1239 B2-30-20-40 1239 B1-40-25-44 1449 B2-40-25-44
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
CNC soustružnická centra se šikmým ložem
 CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
THL-620. CNC soustruh. překračujeme běžné standardy přesnosti a služeb
 THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
G - série obrábění gra tu. hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby
 G série obrábění gra tu hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby Obráběcí centra řady G jsou speciálně zkonstruována pro přesné, čisté a bezpečné
G série obrábění gra tu hermeticky uzavřený pracovní prostor vysoký výkon a přesnost lineární posuvy & kuličkové šrouby Obráběcí centra řady G jsou speciálně zkonstruována pro přesné, čisté a bezpečné
HYPERTURN 65 Powermill pro vyšší produktivitu kompletních obráběcích operací pro komplexní obrobky
 Tisková zpráva, říjen 2013 HYPERTURN 65 Powermill pro vyšší produktivitu kompletních obráběcích operací pro komplexní obrobky Více prostoru, více výkonu, více možností: se vzdáleností vřeten 1300 mm, výkonným
Tisková zpráva, říjen 2013 HYPERTURN 65 Powermill pro vyšší produktivitu kompletních obráběcích operací pro komplexní obrobky Více prostoru, více výkonu, více možností: se vzdáleností vřeten 1300 mm, výkonným
Upínače rotačních nástrojů
 Upínače rotačních nástrojů Pouze ve velmi málo případech je nástroj upínán bezprostředně do dutiny obráběcího stroje. Takové řešení je sice velmi jednoduché, ale nástroj je nutné vybavit rozměrnou a drahou
Upínače rotačních nástrojů Pouze ve velmi málo případech je nástroj upínán bezprostředně do dutiny obráběcího stroje. Takové řešení je sice velmi jednoduché, ale nástroj je nutné vybavit rozměrnou a drahou
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
Zkonstruováno pro výuku
 Zkonstruováno pro výuku Sortiment soustruhů 600 UK pro výuku a jejich vybavení pro upínání obrobků zaručuje mimořádně nenáročnou obsluhu a veliký výběr volitelného a pomocného příslušenství. Tím je zaručeno
Zkonstruováno pro výuku Sortiment soustruhů 600 UK pro výuku a jejich vybavení pro upínání obrobků zaručuje mimořádně nenáročnou obsluhu a veliký výběr volitelného a pomocného příslušenství. Tím je zaručeno
Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D
 [ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
[ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
Objednávejte až do 18:30 hod. Dodáme druhý den. Objednávejte snadno a bez byrokracie Zákaznický servis WNT Bezplatné telefonování
 PLTNOST DO: 28.02.2018 Upínače Objednávejte až do 18:30 hod. Dodáme druhý den. Typy upínačů: - SK 40 - BT 40 - HSK 63 19:00 Díky nejlepší logistice v oboru jsme stále rychlejší. Pro Vás to znamená, že
PLTNOST DO: 28.02.2018 Upínače Objednávejte až do 18:30 hod. Dodáme druhý den. Typy upínačů: - SK 40 - BT 40 - HSK 63 19:00 Díky nejlepší logistice v oboru jsme stále rychlejší. Pro Vás to znamená, že
Nové obráběcí nástroje a řešení 2015.1
 Nové obráběcí nástroje a řešení 2015.1 Vítejte! V tomto vydání vám s hrdostí představujeme dvě zbrusu nové koncepce pro frézování: stopkové frézy CoroMill Plura pro těžké frézování, které nastavily nový
Nové obráběcí nástroje a řešení 2015.1 Vítejte! V tomto vydání vám s hrdostí představujeme dvě zbrusu nové koncepce pro frézování: stopkové frézy CoroMill Plura pro těžké frézování, které nastavily nový
Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c) zákona č. 137/2006 Sb., o veřejných zakázkách
 zákona č. 137/2006 Sb., o veřejných zakázkách") Název veřejné zakázky: Multifunkční obráběcí soustružnické centrum II Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c) zákona č. 137/2006 Sb., o veřejných zakázkách Technická podmínka:
Název veřejné zakázky: Multifunkční obráběcí soustružnické centrum II Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c) zákona č. 137/2006 Sb., o veřejných zakázkách Technická podmínka:
ASM 5osé univerzální centrum
 5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
Metoda rýhování. Informace o produktu. metoda rýhování 18/294. Frézování: Tváření: třískové obrábění. beztřískové obrábění
 Metoda rýhování Informace o produktu Techniku rýhování lze rozdělit do dvou postupů: tváření a frézování. Oba postupy mají svou speciální oblast použití, možnosti využití a omezení. Zatímco předností tváření
Metoda rýhování Informace o produktu Techniku rýhování lze rozdělit do dvou postupů: tváření a frézování. Oba postupy mají svou speciální oblast použití, možnosti využití a omezení. Zatímco předností tváření
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
KVALITNÍ NĚMECKÉ UPÍNAČE VDI DIN69880-VDI
 KVALITNÍ NĚMECKÉ UPÍNAČE VDI TVAR B1-PRAVÝ, KRÁTKÝ TVAR B2-LEVÝ, KRÁTKÝ B1-16-12-24 1175 B2-16-12-24 1175 B1-20-16-30 1175 B2-20-16-30 1175 B1-25-16-30 1575 B2-25-16-30 1575 B1-30-20-40 1299 B2-30-20-40
KVALITNÍ NĚMECKÉ UPÍNAČE VDI TVAR B1-PRAVÝ, KRÁTKÝ TVAR B2-LEVÝ, KRÁTKÝ B1-16-12-24 1175 B2-16-12-24 1175 B1-20-16-30 1175 B2-20-16-30 1175 B1-25-16-30 1575 B2-25-16-30 1575 B1-30-20-40 1299 B2-30-20-40
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Obsah naši mimořádné nabídky
 Vážený zákazníku, Na veletrhu TMTS došlo k dohodě o zastoupení firmy TONGTAI, která tím získává silného partnera na českém trhu s jedinečným servisním zázemím. Co to pro Vás jako koncového uživatele znamená?
Vážený zákazníku, Na veletrhu TMTS došlo k dohodě o zastoupení firmy TONGTAI, která tím získává silného partnera na českém trhu s jedinečným servisním zázemím. Co to pro Vás jako koncového uživatele znamená?
H - série vysokorychlostní obráběcí centra. tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby
 H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
J e m n á m e c h a n i k a
 automobilová technika inženýrství hydraulické součásti upínací technika optika hodinářský průmysl zkušební a měřicí nástroje J e m n á m e c h a n i k a Představení Společnost Herbrig & Co GmbH Naše společnost
automobilová technika inženýrství hydraulické součásti upínací technika optika hodinářský průmysl zkušební a měřicí nástroje J e m n á m e c h a n i k a Představení Společnost Herbrig & Co GmbH Naše společnost
Obsah. Frézování. karbidové frézy. Monolitní. Soustružení. Závitování. Obrábění otvorů. Nástrojový systém
 UPDATE 2016-2 ŘEŠENÍ A PODPORA Výběrem společnosti Seco získáte více než jen široké portfolio řešení pro obrábění kovů a expertních služeb. Získáte i partnerství založené na důvěře, respektu a komunikaci
UPDATE 2016-2 ŘEŠENÍ A PODPORA Výběrem společnosti Seco získáte více než jen široké portfolio řešení pro obrábění kovů a expertních služeb. Získáte i partnerství založené na důvěře, respektu a komunikaci
Efektivní výukou CNC systémů ke snadnému uplatně ní na trhu práce
 Efektivní výukou CNC systémů ke snadnému uplatně ní na trhu práce Tento projekt byl spolufinancován Evropskou unií z Evropského fondu pro regionální rozvoj. Díky projektu zakoupila Střední škola Podorlické
Efektivní výukou CNC systémů ke snadnému uplatně ní na trhu práce Tento projekt byl spolufinancován Evropskou unií z Evropského fondu pro regionální rozvoj. Díky projektu zakoupila Střední škola Podorlické
NÁSTROJOVÉ DRŽÁKY VDI - TOOLHOLDERS VDI - NÁSTROJOVÉ DRŽÁKY. tel , fax
 VDI - NÁSTROJOVÉ DRŽÁKY VDI - TOOLHOLDERS NÁSTROJOVÉ DRŽÁKY 215 VDI - NÁSTROJOVÉ DRŽÁKY BISON-BIAL nabízí více jak dvacet různých typů držáků VDI určených pro CNC obráběcí centra. Každý držák je důkladně
VDI - NÁSTROJOVÉ DRŽÁKY VDI - TOOLHOLDERS NÁSTROJOVÉ DRŽÁKY 215 VDI - NÁSTROJOVÉ DRŽÁKY BISON-BIAL nabízí více jak dvacet různých typů držáků VDI určených pro CNC obráběcí centra. Každý držák je důkladně
Karbidové technické frézy
 autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
13010 Ruční výstružníky DIN 206
 Obrábění 3 Ruční výstružníky DIN 26 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7-8, náběh cca /4 délky břitu ( ), přesnost H7.. Na díry se dnem (slepé díry) nevhodné. 3 d 2 d 2 3 2, 25
Obrábění 3 Ruční výstružníky DIN 26 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7-8, náběh cca /4 délky břitu ( ), přesnost H7.. Na díry se dnem (slepé díry) nevhodné. 3 d 2 d 2 3 2, 25
VYSOCE KVALITNÍ NĚMECKÉ UPÍNAČE HSK-A DIN G6,3; ot/min.
 VYSOCE KVALITNÍ NĚMECKÉ UPÍNAČE HSK-A DIN69893 - G6,3; 15.000 ot/min. KLEŠTINOVÝ UPÍNAČ DIN 6499 ER UPÍNAČ NÁSTRČNÝCH FRÉZ DIN6357 HSK63-1/10-75 ER16 1935 HSK63-2/13-75 ER20 1935 HSK63-2/16-75 ER25 1935
VYSOCE KVALITNÍ NĚMECKÉ UPÍNAČE HSK-A DIN69893 - G6,3; 15.000 ot/min. KLEŠTINOVÝ UPÍNAČ DIN 6499 ER UPÍNAČ NÁSTRČNÝCH FRÉZ DIN6357 HSK63-1/10-75 ER16 1935 HSK63-2/13-75 ER20 1935 HSK63-2/16-75 ER25 1935
CNC soustruhy. Soustruhy. Nástrojářské. Vertikální. 5osá. frézky. s šikmým ložem. s rovným ložem. obráběcí centra. obráběcí centra
 Produktový katalog 5osá Vertikální Nástrojářské CNC soustruhy Soustruhy obráběcí centra obráběcí centra frézky s šikmým ložem s rovným ložem Fabryka Obrabiarek Precyzyjnych AVIA S.A. O nás Fabryka Obrabiarek
Produktový katalog 5osá Vertikální Nástrojářské CNC soustruhy Soustruhy obráběcí centra obráběcí centra frézky s šikmým ložem s rovným ložem Fabryka Obrabiarek Precyzyjnych AVIA S.A. O nás Fabryka Obrabiarek
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FMO-1 FMO-2 FMO-3 FMO-4 FMO-6 FMO-7 FMO-8
 Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Vertikální a horizontální dělící přístroje typ VT W
 f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206
 Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105