TECHNOLOGIE SOUSTRUŽENÍ
|
|
|
- Zdeňka Julie Pešková
- před 6 lety
- Počet zobrazení:
Transkript
1 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího procesu pro základní způsoby soustružení je uvedena na obr.1. Obr.1 Kinematika obráběcího procesu při soustružení a - válcová plocha, b - čelní plocha v c - řezná rychlost, v f - posuvová rychlost, v e - rychlost řezného pohybu Hlavní pohyb je rotační, koná ho obrobek, posuvový pohyb je přímočarý a koná ho nástroj. Řezný pohyb se při soustružení válcové plochy realizuje po šroubovici a při soustružení čelní plochy po Archimedově spirále. Hodnoty řezné rychlosti v c, posuvové rychlosti v f a rychlosti řezného pohybu v e se vyjádří na základě vztahů: v c =. D. n [m min -1 ] v f = f. n [mm min -1 ] v e v 2 c v 2 f 10 3.n. (.D) 2 f 2 [m min -1 ] D - průměr obráběné plochy [mm] n - otáčky obrobku [min -1 ] f - posuv na otáčku obrobku [mm] Pro standardní podmínky soustružení je v f v c a f D, takže v e v c.
2 2 Identifikace rozměrů průřezu třísky pro základní případy soustružení je naznačena na obr.2. Obr.2 Identifikace průřezu třísky při soustružení a - válcová plocha, b - čelní plocha, a p - šířka záběru ostří, b D - jmenovitá šířka třísky, h D - jmenovitá tloušťka třísky, r - nástrojový úhel nastavení hlavního ostří, D - průměr obráběné plochy, d - průměr obrobené plochy, L - délka obráběné plochy, l - délka obrobené plochy Šířka záběru ostří a p [mm] se může formálně vyjádřit ve tvaru: a p = 0,5 (D - d) a p = L - l Jmenovitá šířka třísky b D [mm] a jmenovitá tloušťka třísky h D [mm] se vyčíslí: ap b D = sin r h D = f. sin r Jmenovitý průřez třísky A D [mm 2 ] se stanoví dle závislosti: A D = b D. h D = a p. f 2. SOUSTRUŽNICKÉ NOŽE Z technologického hlediska se rozlišují soustružnické nože radiální, prizmatické, kotoučové a tangenciální. Radiální nože představují nejfrekventovanější skupinu soustružnických nožů a třídí se podle konstrukce, směru posuvového pohybu, způsobu obrábění a tvaru tělesa nože.
, s pájenými břitovými destičkami")
, s vyměnitelnými břitovými destičkami (břitová")
. Obr.")



3 3 V závislosti na konstrukci jsou radiální nože: celistvé (těleso i řezná část nože je z nástrojového materiálu), s pájenými břitovými destičkami (břitová destička z řezného materiálu je pájená tvrdou pájkou na těleso nože z konstrukční oceli), s vyměnitelnými břitovými destičkami (břitová destička z řezného materiálu je mechanicky upnuta v nožovém držáku - systémy upínání ISO jsou na obr.3). Obr.3 Základní systémy upínání vyměnitelných břitových destiček Podle směru posuvového pohybu se rozlišují radiální nože: pravé (směr posuvu od koníku ke vřetenu), levé (směr posuvu od vřetene ke koníku). Podle způsobu obrábění jsou radiální nože pro: obrábění vnějších ploch, pro obrábění vnitřních ploch. V každé této skupině se dále nože mohou členit na uběrací, zapichovací, upichovací, kopírovací, závitové a tvarové. Podle tvaru tělesa nože existují radiální nože: přímé, ohnuté.
 a obr. 6 (vnitřní nože).")

4 4 Základní druhy radiálních nožů s mechanicky upínanými vyměnitelnými břitovými destičkami jsou na obr.4, příklady radiálních nožů s pájenými břitovými destičkami ze slinutých karbidů jsou na obr.5 (vnější nože) a obr. 6 (vnitřní nože). Obr.4. Základní druhy radiálních nožů s VBD a - uběrací nůž čelní, b,c - uběrací nože přímé, d - uběrací nůž ohnutý, e - uběrací nůž oboustranný, f,g - rohové nože, h - uběrací nůž stranový, i - hladicí nůž, j - rádiusový nůž, 1,4,5 - vnitřní uběrací nože, 2,6 - vnitřní rohové nože, 3 - vnitřní kopirovací nůž







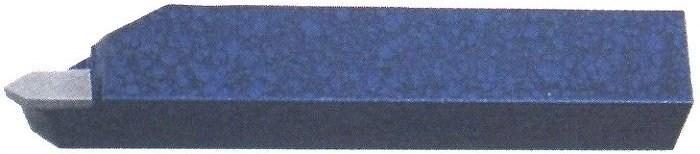
5 Obr.5 Vnější radiální nože s pájenými břitovými destičkami - příklady 5





6 6 Obr.6 Vnitřní radiální nože s pájenými břitovými destičkami - příklady Obr.7 Radiální nože s vyměnitelnými břitovými destičkami firmy Pramet Tools (ČR)


 Obr.")



7 7 Obr.8 Ukázka zapichovacích operací pomocí nožů firmy Sandvik Coromant (Švédsko) Obr.9 Ukázky soustružnických operací a - podélné soustružení, b - soustružení závitu, c - upichování, d - podélné soustružení mezi mezi dvěma čely, e - soustružení čelního vybrání.
8 Obr.10 Značení radiálních soustružnických nožů 8

9 Obr.11 Značení vyměnitelných břitových destiček ze slinutého karbidu - 1. část 9

10 Obr.11 Značení vyměnitelných břitových destiček ze slinutého karbidu - 2. část 10

11 11 Prizmatické, kotoučové a tangenciální nože se využívají vesměs jako nože tvarové - obr.12. Konstrukční řešení těchto nožů umožňuje relativně vysoký počet přeostření, aniž by došlo ke změně soustruženého tvaru. Prizmatické a kotoučové nože se posouvají do záběru radiálně vzhledem k obrobku, tangenciální nože tangenciálně. Obr.12 Tvarové soustružnické nože a - prizmatické; b - kotoučové; c - tangenciální 3. SOUSTRUŽNICKÉ STROJE Z konstrukčně technologického hlediska se specifikují soustruhy hrotové, revolverové, svislé (obr.17d) a speciální. Obr.13 Univerzální hrotový soustruh 1 - lože 2 - vřeteník 3 - suport 4 - suportová skříň 5 - koník 6 - posuvová převodovka 7 - vodicí šroub 8 - vodicí tyč 9 - vodicí plochy 10 - hrotová objímka 11 - sklíčidlo 12 - otočná nožová hlava 13 - zadní nožová hlava
12 Obr.14 Přehled základních soustružnických prací 12
13 13 Hrotové soustruhy se využívají především v kusové a malosériové výrobě hřídelovitých a přírubovitých součástí. Vyrábějí se a dodávají jako hrotové soustruhy univerzální a hrotové soustruhy produkční. Univerzální hrotové soustruhy (obr.13, 17a-17c) mají široký rozsah technologických možností. Lze na nich obrábět vnější a vnitřní rotační plochy, rovinné plochy čelní a kuželové plochy. Jsou vybaveny velkým rozsahem otáček a posuvů a vodicí šroub umožňuje řezat závity závitovým nožem. Přehled základních soustružnických prací prováděných na univerzálních soustruzích je na obr.14. Produkční hrotové soustruhy bývají, ve srovnání s univerzálními soustruhy, vybaveny náhonovým elektromotorem většího výkonu, mají hrubší odstupňování otáček i posuvů a nemají vodicí šroub pro řezání závitů. 4. UPÍNÁNÍ NOŽŮ A OBROBKŮ Soustružnické nože se na hrotových soustruzích upínají nejčastěji do různých upínek, nebo do otočných nožových hlav, kde je možné upnout až čtyři nástroje současně. Pro upínání obrobků se používají různé upínací prvky buď jednotlivě nebo ve vzájemné kombinaci - obr.15. a - univerzální sklíčidlo b - univerzální upinací deska c - pevný hrot d - otočný hrot e - unášecí deska se srdcem f - odpružený hrot g - čelní unašeč s odpruženým hrotem h - pevná luneta i - posuvná luneta Obr. 15 Základní upínací elementy pro upnutí obrobku při soustružení





")
14 14 Obr.16 Univerzální sklíčidla Obr.17 Soustruhy a - univerzální hrotový SN50C, b - univerzální hrotový SN400NA, c - univerzální hrotový Weiler DA260, d - svislý (karusel) SKG40
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Základní konvenční technologie obrábění SOUSTRUŽENÍ. Technologie III - OBRÁBĚNÍ
 Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
4.SOUSTRUŽENÍ. Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je určena vztahem:
 1 4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové
1 4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové
Soustružení. 1.1.1 Charakteristika výrobní metody
 Soustružení Soustružení jako výrobní metoda vzniklo již před našim letopočtem. Soustruh velmi podobný dnešnímu zkonstruoval Leonardo da Vinci kolem roku 1500. Jak již bylo řečeno, z technologického hlediska
Soustružení Soustružení jako výrobní metoda vzniklo již před našim letopočtem. Soustruh velmi podobný dnešnímu zkonstruoval Leonardo da Vinci kolem roku 1500. Jak již bylo řečeno, z technologického hlediska
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SOUSTRUŽNICKÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SOUSTRUŽNICKÉ
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je určena vztahem:
 4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové
4.SOUSTRUŽENÍ Soustružení je nejrozšířenější způsob obrábění a představuje 30 až 40 % celkové pracnosti strojního obrábění. Soustružením lze obrábět vnější a vnitřní válcové i kuželové plochy, tvarové
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ SEMINÁRNÍ PRÁCE AUTOR PRÁCE Neznámý dobrák ;) BRNO 2014 FSI VUT SEMINÁRNÍ PRÁCE List 2 1. ZÁKLADY TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ SEMINÁRNÍ PRÁCE AUTOR PRÁCE Neznámý dobrák ;) BRNO 2014 FSI VUT SEMINÁRNÍ PRÁCE List 2 1. ZÁKLADY TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
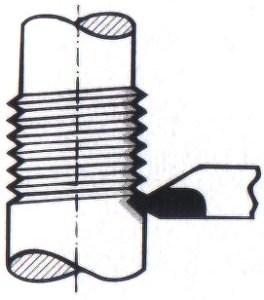
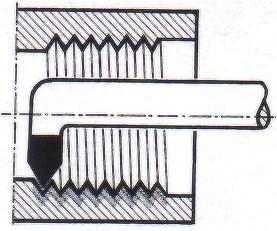
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Upínání obrobků na soustruhu
 Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ...
 OBSAH: 1. TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ... 3 1.1 SOUSTRUŽENÍ... 3 1.1.1 Řezné podmínky... 4 1.1.2 Síly při soustružení... 5 1.1.3 Jednotkový strojní čas... 6 1.1.4 Základní práce na soustruhu... 7 1.1.5
OBSAH: 1. TECHNOLOGIE TŘÍSKOVÉHO OBRÁBĚNÍ... 3 1.1 SOUSTRUŽENÍ... 3 1.1.1 Řezné podmínky... 4 1.1.2 Síly při soustružení... 5 1.1.3 Jednotkový strojní čas... 6 1.1.4 Základní práce na soustruhu... 7 1.1.5
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty SOUSTRUŽNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce na soustružně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty SOUSTRUŽNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce na soustružně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Závitové nože na vnější metrické závity
 1 Ubírací nůž přímý - 45 2 Ubírací nůž přímý - 60 3 Ubírací nůž ohnutý 4 Ubírací nůž stranový P pravý, L levý, V vnitřní 223514 P 223515 L 223516 P 223517 L 223520 P 223521 L 223524 P 223525 L 5 Nabírací
1 Ubírací nůž přímý - 45 2 Ubírací nůž přímý - 60 3 Ubírací nůž ohnutý 4 Ubírací nůž stranový P pravý, L levý, V vnitřní 223514 P 223515 L 223516 P 223517 L 223520 P 223521 L 223524 P 223525 L 5 Nabírací
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Máte problém? Obraťte se na nás.
 SOUSTRUŽENÍ Jsme osvědčeným dodavatelem nástrojů pro třískové obrábění kovů a CNC obráběcích strojů. Snažíme se maximálně uspokojit potřeby všech svých zákazníků bez rozdílu toho, o jak velkého zákazníka
SOUSTRUŽENÍ Jsme osvědčeným dodavatelem nástrojů pro třískové obrábění kovů a CNC obráběcích strojů. Snažíme se maximálně uspokojit potřeby všech svých zákazníků bez rozdílu toho, o jak velkého zákazníka
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Nejdůležitější novinky
 T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
Soustružení tvarových ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
11. Vrtání a vyvrtávání
 11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
Trochu teorie o obrábění
 Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
Trochu teorie o obrábění Základní pojmy: 1.VRTÁNÍ-Patří mezi nejstarší a nejpoužívanější technologické operace.provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Broušení válcových ploch - 2. část
 Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou
 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou") Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
Podle konstrukčního uspořádání a kinematiky 1. Stroje se sériovou strukturou (kinematikou) 2. Stroje se smíšenou kinematikou 3. Stroje s paralelní kinematikou VSZ -1.př. 1 2. Výrobní stroj jako základní
Obráběcí stroje Rozdělení obráběcích strojů
 Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Obráběcí stroje Rozdělení obráběcích strojů Obráběcí stroje jsou důležitou skupinou strojů výrobních. Z energetického hlediska patří obráběcí stroje ke strojům pracovním, to jest strojům, ve kterých se
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206
 Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
Výrobní program. TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA.
 Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Moderní způsoby strojního obrábění na CNC soustruzích
 Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
TECHNICKÁ SPECIFIKACE KONVENČNÍ STROJE
 NÁSTROJAŘSKÁ FRÉZKA 2500 W 400 V Max.doporučený Ø vrtání 45 mm Max.doporučený Ø frézy 60 mm Max.doporučený Ø fréz.hlavy 100 mm Kužel vřetene ISO40 Otáčky vřetene 65-4500 min. plynulé Počet převodových
NÁSTROJAŘSKÁ FRÉZKA 2500 W 400 V Max.doporučený Ø vrtání 45 mm Max.doporučený Ø frézy 60 mm Max.doporučený Ø fréz.hlavy 100 mm Kužel vřetene ISO40 Otáčky vřetene 65-4500 min. plynulé Počet převodových
Obráběcí stroje SIEG 2012 / 04
 2012 / 04 Frézky Soustruhy Kombinované stroje Sloupové a převodové vrtačky Příslušenství ve světě Výrobce SIEG Industrial Group je významnou společností, která se zabývá vlastním vývojem a výrobou obráběcích
2012 / 04 Frézky Soustruhy Kombinované stroje Sloupové a převodové vrtačky Příslušenství ve světě Výrobce SIEG Industrial Group je významnou společností, která se zabývá vlastním vývojem a výrobou obráběcích
Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D
 [ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
[ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
SOUSTRUHY TT 75, SUA, SU. SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA
 SOUSTRUHY TT 75, SUA, SU SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA VYSOKÁ PŘESNOST Multifunkční soustružnické centrum TT 75 TT 75 Multifunkční soustružnické centrum Tos Turn je produkční stroj pro plně
SOUSTRUHY TT 75, SUA, SU SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA VYSOKÁ PŘESNOST Multifunkční soustružnické centrum TT 75 TT 75 Multifunkční soustružnické centrum Tos Turn je produkční stroj pro plně
Soustružnické nástroje
 Obráběcí nástroje Sandvik oromant Soustružnické nástroje VŠEOENÉ SOUSTRUŽENÍ UPOVÁNÍ A ZAPOVÁNÍ ŘEZÁNÍ ZÁVTŮ NÁSTROOVÉ SYSTÉMY 2012 TURN - ZE Obsah Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější
Obráběcí nástroje Sandvik oromant Soustružnické nástroje VŠEOENÉ SOUSTRUŽENÍ UPOVÁNÍ A ZAPOVÁNÍ ŘEZÁNÍ ZÁVTŮ NÁSTROOVÉ SYSTÉMY 2012 TURN - ZE Obsah Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Stroje na obrábění kulových čepů
 Stroje na obrábění kulových čepů TOS KUŘIM OS, a.s. vyrábí a dodává do technologických linek na výrobu kulových čepů o průměrech 19-35 (alternativně 32-100) mm dva typy speciálních strojů. Součástí dodávky
Stroje na obrábění kulových čepů TOS KUŘIM OS, a.s. vyrábí a dodává do technologických linek na výrobu kulových čepů o průměrech 19-35 (alternativně 32-100) mm dva typy speciálních strojů. Součástí dodávky
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
3 590,- 6 990,- 14 900,- 48 900,- 490,-
 Soustruhy na dřevo Soustruhy na dřevo jsou určeny pro běžné soustružení rotačních válcových, kuželových a tvarových ploch z měkkého i tvrdého dřeva. Pomocí příslušenství, např. kopírovacího zařízení, je
Soustruhy na dřevo Soustruhy na dřevo jsou určeny pro běžné soustružení rotačních válcových, kuželových a tvarových ploch z měkkého i tvrdého dřeva. Pomocí příslušenství, např. kopírovacího zařízení, je
Zvláštní příslušenství: příruba brusného kotouče (PBP-200A) obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.
 obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.") Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
HLM a HLC série. Manuálně ovládané a CNC řízené horizontální soustruhy
 HLM a HLC série Manuálně ovládané a CNC řízené horizontální soustruhy TDZ Turn s.r.o. TDZ Turn s.r.o. je strojírenskou společností, která vznikla v roce 2006. Specializuje se na nabídku, prodej a servis
HLM a HLC série Manuálně ovládané a CNC řízené horizontální soustruhy TDZ Turn s.r.o. TDZ Turn s.r.o. je strojírenskou společností, která vznikla v roce 2006. Specializuje se na nabídku, prodej a servis