VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
|
|
|
- Bedřich Pravec
- před 4 lety
- Počet zobrazení:
Transkript
1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY INSTITUTE OF PRODUCTION MACHINES, SYSTEMS AND ROBOTICS VYUŽITÍ SOUŘADNICOVÉHO MĚŘICÍHO STROJE PRO HODNOCENÍ KVALITY POVRCHU USE OF A COORDIANTE MEASURING MACHINE FOR SURFACE QUALITY EVALUATION DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. Martina Vančurová VEDOUCÍ PRÁCE SUPERVISOR Ing. Matej Harčarík BRNO 2018
2
3 Zadání diplomové práce Ústav: Ústav výrobních strojů, systémů a robotiky Studentka: Bc. Martina Vančurová Studijní program: Strojní inženýrství Studijní obor: Kvalita, spolehlivost a bezpečnost Vedoucí práce: Ing. Matej Harčarík Akademický rok: 2017/18 Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním a zkušebním řádem VUT v Brně určuje následující téma diplomové práce: Využití souřadnicového měřicího stroje pro hodnocení kvality povrchu Stručná charakteristika problematiky úkolu: Práce se zabývá možnosti využití SMS pro vyhodnocování parametrů drsnosti v průmyslové praxi. Cíle diplomové práce: Popis zařízení pro hodnocení textury povrchu pomocí SMS Analýza systému měření parametrů drsnosti na SMS Srovnání výsledku analýzy s analýzou systému měření profilometru Praktická demonstrace měření na zvolených výrobcích Analýza výsledků měření Doporučení pro praxi Seznam doporučené literatury: BUMBÁLEK, Bohumil, Vladimír ODVODY a Bohuslav OŠŤÁDAL. Drsnost povrchu. Praha: SNTL, 1989, 340 s. ISBN nepříděleno. HOCKEN, Robert J., ed., Coordinate measuring machines and systems. 2nd ed. Boca Raton, Fla: CRC Press, ISBN WHITEHOUSE, D., J., Handbook of surface and nanometrology. 2nd ed. Boca Raton: CRC Press, ISBN Fakulta strojního inženýrství, Vysoké učení technické v Brně / Technická 2896/2 / / Brno
4
5 ABSTRAKT Diplomová práce se zabývá využitím sondy souřadnicového měřicího stroje pro hodnocení textury povrchu. Cíle práce spočívaly v popisu sondy SFP2 firmy Renishaw, analýzy systému měření sondy a běžného profilometru, provedení demonstračního měření, analýzy výsledků měření a vytvoření doporučení pro praxi. Analýza systému měření SFP2 byla provedena formou výpočtu minimálních hodnot tolerančních mezí vybraných parametrů drsnosti, pro které lze doložit způsobilost měřidla. Výsledky této analýzy jsou v práci porovnány s výsledky analýzy systému měření profilometru Surtronic 25. Rozdíly v měřicím procesu při použití zmíněných přístrojů jsou demonstrovány kontrolou textury povrchu těla převodníku krouticího momentu. V rámci analýzy výsledků měření jsou pro zvolené parametry dvěma způsoby vypočteny nejistoty. V neposlední řadě je zpracováno doporučení pro výrobce sondy SFP2 a doporučení určené jejím uživatelům. Výsledky této práce mohou přispět k rozšíření používání souřadnicových měřicích strojů pro hodnocení kvality povrchu. ABSTRACT This master s thesis deals with the use of a coordinate measuring machine probe for surface texture evaluation. The thesis goals were to describe the Renishaw s SFP2 probe, to analyze the measurement system of the probe and a common stylus instrument, to carry out a demonstrative measurement, to analyze measurement results and to give practical recommendations. The measurement system analysis of the SFP2 consists in the evaluation of minimal specification limits of selected roughness parameters, for which gauge capability can be proven. The analysis results are compared with the results of the measurement system analysis of the Surtronic 25 profilometer. The differences in the measuring processes of mentioned devices are demonstrated by surface texture inspection of torque converter body. For the measurement result analysis, uncertainties in the selected surface texture parameters are calculated in two ways. Finally, recommendations for the producer of the probe and for its users are worked out. The results of this thesis may contribute to a wider use of a coordinate measuring machines for surface quality evaluation. KLÍČOVÁ SLOVA Souřadnicový měřicí stroj, textura povrchu, drsnost povrchu, způsobilost měřidla, nejistota parametrů textury povrchu. KEYWORDS Coordinate measuring machine, surface texture, surface roughness, gauge capability, uncertainty in the surface texture parameters.
6
7 BIBLIOGRAFICKÁ CITACE VANČUROVÁ, M. Využití souřadnicového měřicího stroje pro hodnocení kvality povrchu. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí diplomové práce Ing. Matej Harčarík.
8
9 PODĚKOVÁNÍ Tímto děkuji vedoucímu práce Ing. Mateji Harčaríkovi za jeho odborné vedení a věcné rady při vypracování diplomové práce a Tomáši Bauerovi a společnosti Renishaw s.r.o. za poskytnutou pomoc. Také bych ráda poděkovala za podporu svému příteli a rodině, zejména pak rodičům, kteří mi studium umožnili.
10
11 ČESTNÉ PROHLÁŠENÍ Prohlašuji, že tato práce je mým původním dílem, zpracovala jsem ji samostatně pod vedením Ing. Mateje Harčaríka a s použitím literatury uvedené v seznamu. V Brně dne Bc. Vančurová Martina
12
13 OBSAH ÚVOD HISTORIE METROLOGIE TEXTURY POVRCHU METROLOGIE TEXTURY POVRCHU DNES Profilová metoda Parametry profilové metody dle ČSN EN ISO Pravidla a postupy pro posuzování textury povrchu dle ČSN EN ISO Filtrování úplného profilu PŘÍSTROJE PRO MĚŘENÍ TEXTURY POVRCHU Optické přístroje pro měření textury povrchu Kontaktní přístroje pro měření textury povrchu Výhody a nevýhody kontaktních přístrojů Požadavky na jmenovité charakteristiky dotykových přístrojů dle ČSN EN ISO SOUŘANICOVÉ MĚŘICÍ STROJE Typy konstrukcí SMS Odměřovací systémy SMS Snímací systémy SMS POPIS A ANALÝZA SONDY SFP Sonda SFP Sonda SFP Analýza specifikace sondy SFP Splnění požadavků normy ČSN EN ISO ANALÝZA SYSTÉMU MĚŘENÍ SONDY SFP Analýza systému měření: způsobilost Popis měření sondou SFP Analýza výsledků měření pomocí sondy SFP Srovnání s měřením pomocí dílenského profilometru Popis měření pomocí profilometru Taylor Hobson Surtronic Analýza výsledků měření pomocí profilometru Taylor Hobson Surtronic Diskuze NEJISTOTY MĚŘENÍ Vyhodnocení složek nejistot: postup A Vyhodnocení složek nejistot: postup B Standardní, kombinovaná a rozšířená nejistota Výpočet nejistoty dle NPL Popis měření Analýza výsledků měření Výpočet nejistoty dle ČSN EN ISO Popis měření Analýza výsledků měření Diskuze PRAKTICKÁ DEMONSTRACE MĚŘENÍ NA TĚLE PŘEVODNÍKU KROUTICÍHO MOMENTU Měření součásti profilometrem Surtronic
14 8.2 Měření součásti sondou SFP Diskuze DOPORUČENÍ PRO PRAXI Doporučení pro výrobce Doporučení pro uživatele ZÁVĚR SEZNAM POUŽITÝCH ZDROJŮ SEZNAM ZKRATEK, SYMBOLŮ, OBRÁZKŮ A TABULEK Seznam zkratek a symbolů Seznam tabulek Seznam obrázků SEZNAM PŘÍLOH... 89
15 ÚVOD S ohledem na rostoucí konkurenci v oboru strojírenské výroby jsou podniky nuceny v rámci udržení ekonomické výhody snižovat výrobní časy a zvyšovat kvalitu výrobků. Neoddělitelnou součástí zabezpečování kvality výrobků je i kontrola textury povrchu. Závisí na ní například přesnost chodu, hlučnost, doba záběhu, ztráty třením, elektrická vodivost, přestup tepla, únavová pevnost, odolnost proti opotřebení, odolnost proti korozi strojních součástí apod. [1]. Textura povrchu, respektive hloubka prohlubní profilu drsnosti (viz obrázek 7) má také stěžejní vliv na mazání některých strojních součástí a v neposlední řadě může také ovlivňovat vzhled výrobku [2]. Je odhadováno, že 10 % vyrobených součástí selže kvůli stavu jeho povrchu [3]. Kromě strojírenství prosazují předpis a kontrolu textury povrchu také další obory výroby, jako je například slévárenství nebo dřevozpracující průmysl. [1] Textura povrchu 1 je popisována jako opakované či náhodné odchylky od geometrického povrchu, které tvoří třírozměrnou topografii povrchu. Tvoří ji drsnost, vlnitost, stopy po obrábění, nedokonalosti a úchylky tvaru na omezené ploše povrchu [4]. Metody hodnocení textury povrchu se posunuly od kvalitativních, kdy probíhalo posuzování stavu povrchu pomocí lidského zraku a hmatu, ke kvantitativním, ve kterých je snaha vliv člověka co nejvíce minimalizovat [1]. Mezi méně typické technologie pro tuto oblast patří měření textury povrchu pomocí souřadnicových měřicích strojů, které takto rozšiřují možnosti zařízení používaných zpravidla na měření rozměrů, tvaru či vzájemné polohy geometrických prvků na součásti. Jedním z přístrojů umožňujících měření textury povrchu pomocí souřadnicových měřicích strojů je sonda SFP2 od firmy Renishaw, která je určená k použití s pětiosým měřicím systémem REVO. Diplomová práce se zabývá analýzou systému měření pomocí sondy SFP2 a jeho porovnáním s konvenčními metodami hodnocení textury povrchu. Je zde určena nejistota zvolených parametrů drsnosti. V první kapitole je uvedeno stručné shrnutí historie metrologie textury povrchu s důrazem kladeným na měřicí techniku. Druhá kapitola pojednává o teoretickém základu současné metrologie textury povrchu. Definuje důležité termíny a zaměřuje se na profilovou metodu, některé její parametry a pravidla pro posuzování textury povrchu a filtrování profilu. Třetí kapitola popisuje soudobé přístroje pro měření textury povrchu. Dělí je do skupin a představuje principy, na kterých pracují vybraná měřidla. Podrobně se zabývá kontaktními přístroji pro měření textury povrchu a požadavky normy ČSN EN ISO 3274 na jejich jmenovité charakteristiky. Ve čtvrté kapitole je pojednáno o souřadnicových měřicích strojích, typech jejich konstrukcí a o jejich odměřovacích a snímacích systémech. 1 V normách ISO zabývajících se metrologií textury povrchu je anglický termín surface texture do češtiny překládán dvěma způsoby, a to pojmy textura povrchu nebo struktura povrchu. Dle pokynů vedoucího práce je v této práci využito prvního překladu (tedy textura povrchu ). 15
16 V kapitole pět je obsažen popis sondy SFP2 a analýza jejích specifikací spolu s vyhodnocením splnění požadavků normy ČSN EN ISO Kapitola šest analyzuje systém měření sondy SFP2. Na základě naměřených dat jsou pomocí indexů způsobilosti vypočteny minimální hodnoty tolerančních mezí vybraných parametrů drsnosti, pro které lze doložit způsobilost měřidla pro sondu SFP2 a dílenský profilometr Surtronic 25. Sedmá kapitola se zabývá teoretickým popisem základů nejistot měření (definováním důležitých termínů, vyhodnocením složek nejistot postupy A a B). Obsahuje také dva postupy vyhodnocení nejistot parametrů z naměřených dat (metoda dle NPL a ČSN EN ISO 12179) spolu s praktickým vyhodnocením nejistot vybraných parametrů na základě provedených měření. Předmětem osmé kapitoly je praktická demonstrace měření na zvolené součásti, kterou je tělo převodníku krouticího momentu. Je zde uvedeno porovnání kontroly textury povrchu této součásti pomocí sondy SFP2 a profilometru Surtronic 25. Devátá kapitola uvádí doporučení pro praxi jak doporučení určená pro výrobce sondy, tak doporučení pro potenciální uživatele. 16

17 1 HISTORIE METROLOGIE TEXTURY POVRCHU Mezi nejstarší metody hodnocení textury povrchu patří metody kvalitativní. K těmto patří zraková a hmatová kontrola, kdy se stav textury povrchu posuzuje lidskými smysly. Bumbálek [1] uvádí schopnost lidského oka rozlišit na vzdálenost 25 cm dva body, které jsou od sebe cca 70 µm daleko (rozlišovací schopnost optického mikroskopu je přibližně ¼ µm). Hmatovou kontrolou zkušeného pracovníka (často se pro zlepšení vjemu používalo nehtu prstu či hrany mince) lze rozlišit rozdíl v drsnosti až Ra = 0,1 µm [1], kde Ra je průměrná aritmetická úchylka profilu drsnosti [5] (viz obrázek 8). Metodou dodnes v praxi používanou je kvalitativní hodnocení textury povrchu pomocí porovnávacích vzorků. S těmito vzorovými plochami je kontrolovaný povrch srovnáván hmatem a zrakem (popřípadě s využitím lupy či komparačního mikroskopu). V českém strojírenství má používání vzorkovnic drsnosti povrchu dlouholetou tradici snad jako první na světě byla už roku 1918 v některých provozovnách Škodových závodů instalována tabule vzorků drsnosti povrchu (v roce 1924 v celém závodě ve světě se rozšířily tabule s porovnávacími vzorky až roku 1931). [1] Opakovatelnost kvalitativních metod posuzování textury povrchu ale není vysoká, ve třicátých letech se proto začala projevovat snaha o zavedení kvantitativního měření textury povrchu [1]. Vývoj zařízení pro měření textury povrchů začal kolem roku 1919 jednoduchým mechanickým hrotovým aparátem vyvinutým britským vědcem Tomlinsonem. První přístroj pro použití ve strojírenství je připisován Schmalzovi (1929, obrázek 1). Jeho stroj využíval hrotu posouvajícího se po povrchu, který přes raménko nahýbal zrcátko (podobný princip jako u zrcátkového galvanometru). Odražený paprsek mohl být zachycen na pohybující se fotografické desce, čímž byl vytvořen graf profilu povrchu dráhy hrotu. Zvětšení (závislé na velikosti reflektivní plochy) bylo limitováno maximální silou působení hrotu na povrch, tedy hmotností zrcátka. [6] Obr. 1) Schéma Schmalzova přístroje na měření profilu textury povrchu (upraveno z [7]) 17
18 Dalším významným pokrokem bylo elektrické zařízení, které v roce 1933 vytvořil Abbott (na obrázku 2). Výstup z cívky, spojené s hrotem a pohybující se v magnetickém poli, byl zesílen a vedl do voltmetru. Obvod byl zapojen tak, aby měřidlo zobrazovalo amplitudu výchylky cívky. Toto zařízení, registrováno jako profilometr, bylo prvním patentovaným přístrojem na měření povrchu (jeden z prvních kusů byl používán ve společnosti Chrysler). Profilometr, který vyrobila firma Brush v roce 1935, byl však oblíbenější díky možnosti zápisu profilu křivky. [6] 1 vzorek 2 hrot snímače 3 trubice 4 cívka 5 magnet 6 ramínko 7 držák 8 protiváha 9 vedení 10 ovládání zesílení Legenda součástí 11 zesilovač vakuové trubice 12 rezistor 13 kondenzátor 14 zesilovač v. t. 15 oscilograf 16 filtr 17 podpěra 18 transformátor Obr. 2) Schéma Abbottova profilometru doložené v patentu US A (upraveno z [8]) Kromě těchto dotykových metod měření textury povrchu probíhal také vývoj optických nástrojů (Linnikův interferometr, 1930, viz obrázek 3; dále Carl Zeiss, 1934) a kapacitních či pneumatických metod (Perthen v roce 1936; Von Weingraber, 1942). V dalších letech se vývoj v této oblasti zaměřoval na využití digitálního odečítání a vyhodnocování dat. [6] 18 Obr. 3) Linnikův interferometr (upraveno z [6])
19 Společně s vývojem měřicích přístrojů bylo třeba také popsat a sjednotit metodiku odebírání a zpracovávání dat, jakožto i stanovit mezinárodně srovnatelnou jednotku, kterou by se stav textury povrchu mohl vyjádřit. Do tohoto nového oboru významně přispěli svou prací zejména Schmalz, který se v roce 1936 pokusil svojí knihou tento obor definovat, dále Schlesinger, Abbott či Linnik. [1] Se schopností snímat texturu povrchu přišlo zjištění, že jakýkoliv sejmutý profil obsahuje mnoho různých frekvencí, které reflektují vlastnosti způsobené výrobním procesem. V průběhu dalších let probíhal vývoj v teoretické oblasti měření, který měl zodpovědět otázku, jak tato data rozdělit a analyzovat. V šedesátých letech dvacátého století tyto snahy vyústily ve vyvinutí RC filtrů (elektrický obvod složený z odporů a kondenzátorů), v rostoucí počet komerčních měřidel a ve zvýšenou popularitu některých parametrů profilu (Ra, Rq a Rz, viz kapitola 2.1.1). [9] Velký vliv na způsob měření textury povrchu měla digitalizace. Digitalizací analogového signálu hrotu měřicího přístroje došlo mimo jiné ke zpřesnění a zjednodušení následné analýzy dat. Vývoj výpočetní techniky posunul hodnocení měření textury povrchu dále a vložil větší důraz na optické metody, jelikož výkon mikroprocesorů umožnil zpracování velkého objemu dat. S rozmachem optických přístrojů došlo k rozvoji plošných metod posuzování textury povrchu. Práce na standardizaci a zdokonalení plošných metod stále pokračují. [9] 19
20 20
21 2 METROLOGIE TEXTURY POVRCHU DNES Textura povrchu je tvořena opakovanými či náhodnými úchylkami od geometrického povrchu [4]. Whitehouse [6] rozeznává tři hlavní typy těchto úchylek (viz obrázek 4): nepravidelnosti známé jako drsnost (například stopa po nástroji, která je zapříčiněna otáčením, nebo stopy po broušení či leštění); nepravidelnosti o delších vlnových délkách zvané vlnitost (příkladem příčiny vlnitosti může být působení vibrací mezi obrobkem a brusným kotoučem); velmi dlouhé vlny označované jako úchylky tvaru (způsobené například chybami v kluzném vedení, rotujících částech přístroje či tepelnou deformací). [6] Obr. 4) Textura povrchu a její složky V normě ČSN EN ISO 8785 [4] jsou ve výčtu úchylek tvořících texturu povrchu uvedeny kromě zmíněných také stopy po obrábění a nedokonalosti povrchu. Nedokonalostmi povrchu rozumíme skupiny prvků a nepravidelností skutečného povrchu, které jsou neúmyslně nebo náhodně způsobené během výroby, skladování nebo používání povrchu. Jsou to např. prohlubeniny, rýhy, škrábance atd. [4]. Pro hodnocení textury povrchu je využíváno několik metod. Nejvíce jsou používány dvě normované metody profilová a plošná. Obě metody popisují metodiku analýzy naměřených dat a definují parametry. Profilová metoda zpracovává data naměřená na profilu povrchu (vzniklém jako průsečnice skutečného povrchu a roviny, kolmé k rovině rovnoběžné se skutečným povrchem a ve vyhovujícím směru, viz obrázek 5) [5], tedy úplný profil [10]. Tato metoda je popsána mimo jiné v normách ČSN EN ISO 4287 a ČSN EN ISO Plošná metoda pracuje s daty, která byla získána na ploše povrchu vzorku (tj. model neideálního povrchu [11]) a popisují ji normy řady ČSN EN ISO Problematika vyhodnocování textury povrchu je popsána také v jiných normách, jako jsou například německé 21
22 VDA. Ve strojírenské praxi je dnes s velkou převahou využíváno metody profilové a jejích parametrů. 2.1 Profilová metoda Obr. 5) Profil povrchu (upraveno z [5]) Profilová metoda popisuje zpracování úplného profilu. Pro získání základního profilu musíme upravit úplný profil, který představuje číslicovou formu snímaného profilu [10] a vymezit tak pásmo vlnových délek tomuto profilu vlastní (viz obrázek 6). Docílíme toho aplikací krátkovlnného filtru omezujícího šum a odstraněním jmenovitého tvaru (obvykle s využitím metody nejmenších čtverců). Základní profil obsahuje profil drsnosti, jehož složky mají obecně nižší vlnové délky, a profil vlnitosti, který má složky o vyšší vlnové délce. Dlouhovlnné složky profilu vlnitosti jsou pak potlačeny filtrem λf. Rozhraním mezi profilem drsnosti a profilem vlnitosti je filtr λc. [5] 22 Obr. 6) Přenosová charakteristika profilu drsnosti a vlnitosti (upraveno z [5]) Střední čára základního profilu je čára nejmenších čtverců. Odpovídá jmenovitému tvaru základního profilu. Střední čára profilu drsnosti je čarou odpovídající dlouhovlnné složce profilu potlačené filtrem profilu λc, zatímco střední čára profilu vlnitosti odpovídá dlouhovlnné složce profilu, která je potlačena filtrem λf. [5] Dílčím elementem profilu je prvek profilu, který je definován jako výstupek profilu a k němu přilehlá prohlubeň (viz obrázek 7). Výstupek, resp. prohlubeň profilu jsou definovány jako kladná, resp. záporná část posuzovaného profilu spojující dva přilehlé body na průsečíku profilu s osou X. [5]
23 Z [µm] 0 Prohlubeň profilu Výstupek profilu X [mm] Obr. 7) Prvek profilu Prvek profilu Parametry profilové metody dle ČSN EN ISO 4287 Parametry, vypočtené ze základního profilu (profile), označujeme jako P-parametry. Z profilu drsnosti (roughness) jsou počítány R-parametry, z profilu vlnitosti (waviness) potom W-parametry. Parametry textury povrchu jsou obvykle definovány v pravoúhlém souřadnicovém systému, kde osy tvoří pravotočivou kartézskou soustavu. Osa X má směr totožný se směrem snímání a společně s osou Y leží na skutečném povrchu. Osa X je souběžná se střední čárou profilu. Osa Z míří z povrchu (směrem od materiálu) do okolního prostředí. [5] Mezi nejpoužívanější patří následující parametry profilu drsnosti. Výškové parametry (průměrné hodnoty pořadnic) Průměrná aritmetická úchylka profilu drsnosti Ra je aritmetický průměr absolutních hodnot pořadnic Z(x) (pořadnice je definována jako výška posuzovaného profilu v libovolné poloze x). Tento parametr, který je zobrazen na obrázku 8, je vyhodnocován v rozsahu základní délky lr, což je délka číselně rovna charakteristické vlnové délce filtru λc. Vztah mezi Ra, lr a Z(x) zní [5]: 1. (1) Průměrná kvadratická úchylka profilu drsnosti Rq (viz obrázek 8) je definována jako kvadratický průměr pořadnic Z(x) v rozsahu základní délky lr [5]: 1. (2) Z [µm] Rq Ra 0 X [mm] lr Obr. 8) Průměrná aritmetická úchylka profilu drsnosti Ra a průměrná kvadratická úchylka profilu drsnosti Rq na periodickém povrchu 23
24 Výškové parametry (výstupky a prohlubně) Největší výškou profilu drsnosti Rz rozumíme součet výšky Rp největšího výstupku profilu a hloubky Rv nejnižší prohlubně profilu v rozsahu základní délky lr. Největší výška profilu drsnosti (na obrázku 9) se tedy vypočte [5]: +. (3) Z [µm] Rp 0 Rv Rz X [mm] lr Obr. 9) Největší výška profilu drsnosti Rz na periodickém povrchu Celková výška profilu drsnosti Rt (znázorněna na obrázku 10) je součtem výšky Zp nejvyššího výstupku profilu a hloubky Zv nejnižší prohlubně profilu. Jako jediný z uvedených parametrů je tento hodnocen v rozsahu vyhodnocované délky ln. Tato délka může obsahovat jednu nebo více základních délek lr (standardní velikost ln je pět lr [12]). Vztah pro výpočet Rt zní [5]: = +. (4) Z [µm] Zp 0 Rt X [mm] Zv lr ln Délkové parametry 24 Obr. 10) Celková výška profilu drsnosti Rt na periodickém povrchu Průměrná šířka prvků profilu drsnosti RSm je aritmetický průměr šířek Xs prvků profilu v rozsahu základní délky lr, viz obrázek 11. Prvkem profilu se rozumí výstupek profilu a přilehlá prohlubeň. Parametr RSm je podmíněn minimální výškou prvku profilu 10 % Rz
25 a roztečí 1 % základní délky. V případě, že m je počet prvků profilu na základní délce lr, platí [5]: " = 1!. (5)!#$ Z [µm] Xs 1 Xs 2 Xs 3 Xs 4 Xs 5 0 X [mm] RSm lr Obr. 11) Průměrná šířka prvků profilu drsnosti RSm na periodickém povrchu Tato diplomová práce využívá také dva P-parametry Pq a Pt. Tyto jsou definovány analogicky k Rq a Rt, jediným rozdílem je, že jsou vyhodnocovány na základním profilu, ne na profilu drsnosti. Pq je vyhodnocováno v rozsahu základní délky pro základní profil lp a Pt v rozsahu vyhodnocované délky ln (ve standardním případě je lp číselně rovna ln, tzn. Pt je rovno Pz). [5] & % 1 (6) Pravidla a postupy pro posuzování textury povrchu dle ČSN EN ISO 4288 Měřený vzorek je polohován tak, aby směr řezu korespondoval s největšími hodnotami výšek parametrů drsnosti (Ra, Rz). Směr měření je kolmý na směr nerovností povrchu, pokud se zde vyskytují (izotropní povrchy mohou být měřeny v libovolném směru). [12] Pro měření je vybrána ta část povrchu, kde lze na základě vizuálního pozorování předpokládat kritické hodnoty. Zároveň je ale třeba se vyhnout místům výskytu vad (nedokonalostí) povrchu, mezi které patří například prohlubeniny, rýhy, škrábance [4]. Dílčí měření by měla být na vybrané části povrchu rozložena rovnoměrně, aby bylo dosaženo nezávislých výsledků. [12] Mezní vlnová délka filtru λc (tzv. cut-off) je číselně rovna základní délce drsnosti lr, která může být specifikována pomocí požadavku na výkrese či ve výrobní dokumentaci. Pokud tato hodnota předepsána není, cut-off je voleno na základě postupů uvedených v normě ČSN EN ISO [12] 25
26 Pro povrchy s neperiodickým profilem (tj. například broušený profil) se používá následujících vztažných parametrů: Ra, Rz, Rz1max a RSm. V tabulce 1 jsou uvedeny pravidla použití jednotlivých parametrů. Norma ČSN EN ISO 4288 doporučuje následující postup [12]: a) Libovolným způsobem (vizuální prohlídkou, srovnáním apod.) se odhadne hodnota neznámého vztažného parametru. K tomuto připadá v tabulce 2 určitá základní délka. b) S hodnotou základní délky určenou v předchozím kroku se provede reprezentativní měření. c) Naměřené hodnoty vztažného parametru se porovnají s rozsahem hodnot v tabulce 2. Nejsou-li měřené hodnoty v rozsahu pro odhadnutou základní délku, další měření je provedeno se změněnou základní délkou (větší či menší), dokud není dosaženo platné kombinace hodnot. d) Podle potřeby se provede měření s nastavenou menší hodnotou základní délky při více platných kombinacích hodnot je doporučena nižší hodnota základní délky. [12] Tab 1) Použití vztažných parametrů (upraveno z [12]) Měřené parametry Ra, Rq, Rsk, Rku, R q Rz, Rv, Rp, Rc, Rt Rz1max, Rv1max, Rp1max, Rc1max RSm Vztažný parametr Ra Rz Rz1max RSm Mezi periodické profily můžou patřit například povrchy soustružené či frézované. Jako vztažného parametru se u nich využívá pouze RSm. V normě ČSN EN ISO 4288 je pro periodický profil uveden postup [12]: a) Graficky se odhadne parametr RSm a k němu se přiřadí doporučená hodnota základní délky (viz tabulka 2). b) S touto hodnotou základní délky se provede měření. Pokud s ní naměřená hodnota RSm netvoří dle tabulky 2 platnou kombinaci, vybereme jinou, vhodnou hodnotu základní délky. [12] 26
27 Tab 2) Základní délky drsnosti pro měření R-parametrů (upraveno z [12]) Ra [µm] Rz, Rz1max [µm] RSm [mm] 0,006 < Ra 0,02 0,025 < Rz, Rz1max 0,1 0,013 < RSm 0,04 0,02 < Ra 0,1 0,1 < Rz, Rz1max 0,5 0,04 < RSm 0,13 0,1 < Ra 2 0,5 < Rz, Rz1max 10 0,13 < RSm 0,4 2 < Ra < Rz, Rz1max 50 0,4 < RSm 1,3 10 < Ra < Rz, Rz1max 200 1,3 < RSm 4 Základní délka drsnosti (cut-off) lr (λc) [mm] 0,08 0,25 0,8 2,5 8,00 Výsledná hodnota parametrů, které nejsou počítány v rozsahu vyhodnocované délky ln, ale v rozsahu základní délky lr, je vypočtena jako aritmetický průměr dílčích vypočtených hodnot na všech základních délkách. Vyhodnocovaná délka ln je typicky složena z pěti základních délek lr. Pokud tomu tak není, je parametr hodnocený na jiném počtu základních délek doplněn indexem tento počet uvádějícím (např. Rz1 či Ra4). [12] Délka skutečně měřená musí být (většinou o jeden cut-off) větší, než je vyhodnocovaná. Je tomu z toho důvodu, že z obou stran sejmutého profilu bývá typicky odebrána polovina délky cut-off za účelem omezení účinku hranového zkreslení. [2] Povrch kontrolovaných vzorků může být homogenní nebo na jednotlivých plochách různý. Pokud je vizuální zkouškou stanovena textura povrchu jako homogenní, pak s požadavky uvedenými na výkrese nebo ve výrobní dokumentaci budou porovnávány hodnoty parametrů určené z celého povrchu. V případech, kdy jsou na povrchu dílčí plochy s výrazně rozdílnou texturou, budou pro porovnání se specifikací použity parametry určené pro každou dílčí plochu odděleně. [12] Jedním pravidlem pro způsob porovnávání měřených hodnot s tolerančními mezemi je pravidlo 16 %. Jako přijatelné jsou pak označeny ty povrchy, u kterých ne více než 16 % všech naměřených hodnot vybraných parametrů (které jsou zjišťovány na vyhodnocované délce) přesahuje specifikaci (hodnotu uvedenou na výkrese nebo ve výrobní dokumentaci). Toto pravidlo platí pro požadavky, které jsou specifikovány horní mezí parametru. Pro požadavky specifikované dolní mezí parametru platí analogické pravidlo ne více než 16 % 27
28 všech naměřených hodnot je menších než hodnota uvedená na výkrese nebo v dokumentaci. [12] Za podmínky, že hodnoty R-parametrů zkoumaného povrchu vyhovují normálnímu rozdělení, odpovídá pravidlo 16 % tomu, že mez, která nesmí být překročena, je rovna hodnotě µ + s, kde µ je aritmetický průměr parametru profilu drsnosti a s je výběrová směrodatná odchylka hodnot (viz rovnice 11). [12] Dalším používaným pravidlem je tzv. pravidlo maxima. To stanovuje, že při kontrole nesmí dojít k tomu, aby jakákoliv z měřených hodnot parametru překročila specifikovanou hodnotu. Při použití pravidla maxima je ke značce parametru doplněn index max (např. Rz1max). [12] Filtrování úplného profilu Filtrace je operace prováděná za účelem vytvoření neideálního znaku z jiného neideálního znaku, nebo pro transformaci variační křivky na jinou snížením úrovně informací. Je to způsob oddělení dat s určitými vlastnostmi, které jsou předmětem zájmu, od dat ostatních. [13] Filtry profilu se dělí na lineární, morfologické a robustní. Mezi lineární filtry profilu patří Gaussův filtr nebo spline filtr [13]. Tyto jsou (společně s plošnými filtry) rozebrány v normách řady ČSN EN ISO Lineární filtr profilu je definován jako profilový filtr rozdělující profil do krátkovlnných a dlouhovlnných složek a je zároveň lineární funkcí [14]. Ideální hornopropustní filtr propouští 100 % vlnových délek za určenou hranicí a 0 % pod ní. Ve skutečnosti to není proveditelné, skutečné filtry jsou nedokonalé. Jedním z nejpoužívanějších je Gaussův filtr, který při hodnotě cut-off propouští 50 % amplitudy vlnové délky (viz obrázek 12) [2]. Základem Gaussovy filtrace je Fourierova transformace. Je to matematická operace, integrální transformace, která převádí signál (v tomto případě) z prostorové do frekvenční domény, ve které může proběhnout samotná filtrace [15]. Obr. 12) Přenosová charakteristika kvalitního, nekvalitního a ideálního filtru (upraveno z [2]) 28
29 3 PŘÍSTROJE PRO MĚŘENÍ TEXTURY POVRCHU Pro měření textury povrchu ploch vzorků bylo vyvinuto velké množství měřicích přístrojů, založených na různých fyzikálních principech. Klasifikaci metod měření textury povrchu lze nalézt v normě EN ISO (český překlad a úprava v [16], viz obrázek 13). Profilové výstup Z(X) Kontaktní profilometrie Interferometrie s fázovým posunem Interferometrie po kružnici Optická diferenciální profilometrie Plošné výstup Z(X, Y) Kontaktní profilometrie Interferometrie fázového posunu Koherenční rastrovací interferometrie Konfokální mikroskopie Konfokální chromatická mikroskopie Promítání strukturovaného světla Mikroskopie variace zaostření Digitální holografická mikroskopie SEM stereoskopie Úhlově rozlišená SEM Plošné integrační výstup P(X, Y, Z) Celkově integrovaný rozptyl Úhlově rozlišený rozptyl Kapacita rovnoběžných desek Pneumatické měření Rastrovací tunelovací mikroskopie (STM) Mikroskopie atomových sil (AFM) Optická diferenciální profilometrie Profilometrie automatickým ostřením bodu Legenda: Kontaktní Optické Neoptické Obr. 13) Rozdělení metod měření textury povrchu (upraveno z [16], [17]) Toto schéma (viz obrázek 13) dělí měřicí metody dle dvou hlavních hledisek. Jedním z nich je výstup měření odlišující metody profilové, plošné a plošné integrační. Profilová metoda byla rozebrána v kapitole 2.1. Tyto metody používají sondu s vysokým rozlišením na rozeznání výstupků a prohlubní textury povrchu a produkují kvantitativní profil Z(X) 29
30 topografie povrchu. Plošné metody rozšiřují profilovou metodu do třetího rozměru, většinou rastrováním série paralelních profilů nebo kvantitativním zobrazovacím procesem. Plošné integrační metody zkoumají celou plochu povrchu najednou tak, aby vytvořily hodnotu, která představuje statistický průměr výstupků a prohlubní povrchu. [18] Dále jsou na obrázku 13 metody děleny na kontaktní, optické a neoptické (neoptické měřicí metody využívají jiné fyzikální principy než optické). 3.1 Optické přístroje pro měření textury povrchu Optické přístroje využívají pro zkoumání textury povrchu optických metod, jako je například interferometrie či konfokální mikroskopie. Jejich výhodou je to, že jsou nekontaktní a tedy nedestruktivní. Metody, které jsou založené na zobrazování a mikroskopii jsou také rychlejší než metody kontaktní. Optické metody jsou ale citlivé na řadu vlastností povrchu jiných, než je jeho textura. Mezi ně patří optické konstanty, sklony povrchu, charakteristiky jemných povrchů, které mohou způsobit difrakci a hluboké prohlubně, kde může dojít k mnohonásobnému rozptylu. [18] V laboratoři přesné a experimentální metrologie ÚVSSR FSI VUT v Brně se nachází přístroj využívající koherenční rastrovací interferometrie bezkontaktní profilometr Taylor Hobson Talysurf CCI Lite, který byl v práci použit pro ilustraci etalonu Rubert 527 E (model povrchu etalonu je na obrázku 28). Interferometr v tomto přístroji je uspořádán takto (viz obrázek 14): přes čočku mikroskopu putuje světelný paprsek na polopropustné zrcadlo, kde se rozdělí do dvou samostatných svazků. Jeden z nich je veden na povrch měřeného vzorku a druhý je směřován na interní referenční zrcadlo. Oba paprsky se následně znovu setkají a smíšený svazek je orientován do detektoru, který měří intenzitu. Interference vzniká tehdy, když je referenční optická délka rovna optické délce ke vzorku. Základem pro vytvoření 3D obrazu povrchu zkoumaného vzorku je soubor map intenzity světla zaznamenaného detektorem. [19] Obr. 14) Schéma interferometru obsaženého v přístroji Taylor Hobson Talysurf CCI Lite (interferometr Mirau; upraveno z [20]) 30

![15) Schéma dotykového přístroje (upraveno z [10]) Elektronická část dotykového přístroje transformuje mechanický signál, který generuje snímací hrot, na signál elektrický [21].](/docs-images/101/151363926/images/31-3.jpg "Mezi elektronické části těchto přístrojů patří převodník, zesilovač a analogově-číslicový převodník [10].")
31 3.2 Kontaktní přístroje pro měření textury povrchu Dotykové (kontaktní, hrotové) přístroje jsou takové měřicí přístroje, které pomocí snímacího hrotu zkoumají povrchy a získávají informace o odchylkách ve formě profilu povrchu. Jsou schopny tento profil zaznamenat a vypočítávají z něho parametry. Schéma dotykového přístroje je uvedeno na obrázku 15. [10] Obr. 15) Schéma dotykového přístroje (upraveno z [10]) Elektronická část dotykového přístroje transformuje mechanický signál, který generuje snímací hrot, na signál elektrický [21]. Mezi elektronické části těchto přístrojů patří převodník, zesilovač a analogově-číslicový převodník [10]. Převodníky mohou dle typu přístroje pracovat na různých fyzikálních principech: piezoelektrický, magnetoelektrický či indukční [21]. Měřicí smyčka dotykového přístroje je uzavřený řetězec, který obsahuje všechny mechanické části, které propojují měřený objekt a snímací hrot. Mezi tyto části patří prostředky pro polohování a upínání, dále měřicí stojan, posuvová jednotka a snímací hlava (snímač) (viz schéma na obrázku 16). [10] Obr. 16) Příklad měřicí smyčky dotykového přístroje (upraveno z [10]) 31
32 Referenční vedení je díl, který generuje rovinu řezu a vede v ní měřicí hlavu po referenčním profilu. Posuvová jednotka je tou částí dotykového přístroje, která posunuje měřicí hlavu podél referenčního vedení. V měřicí hlavě (snímači) je uložen převodník a také snímací prvek obsahující snímací hrot. [10] Funkcí snímače je převod horizontální polohy snímacího hrotu na úměrné odchylky elektrického signálu (termín gauge může být překládán kromě slova snímač také jako měřicí hlava či měřicí systém ). Převodníky můžeme rozdělit na analogové, které mohou být citlivé na polohu nebo na pohyb, a digitální. [2] Analogové převodníky citlivé na polohu produkují signál úměrný posunutí i při nehybnosti hrotu. Výstup je závislý na vzdálenosti, o kterou je hrot posunut a je spojen pouze s pozicí hrotu v rámci jeho vertikálního rozsahu. Výhodou tohoto typu je věrný záznam vlnitosti a tvaru. Snímače využívající analogové převodníky citlivé na pohyb vytvářejí výstup pouze v případě, že se hrot hýbe. Mohou obsahovat piezoelektrický krystal. Výstup je potom spojen s rychlostí hrotu; pokud je posunutí velmi pomalé, například u široce rozložených změn vlnitosti či tvaru, výstup je extrémně malý, prakticky nulový. Proto je tento způsob snímání dat používán především u přístrojů s kluznou opěrkou (které jsou vhodné pouze pro vyhodnocování drsnosti). [2] U přístrojů s digitálním převodníkem dochází při pohybu hrotu k přivádění pulsů do elektronického počítadla, které zobrazuje posunutí snímače. Rozsah je určen fyzikálními omezeními snímače. [2] V mnoha modelech měřicích přístrojů je zabudován analogový snímač citlivý na polohu, který využívá indukčnosti (schéma je uvedeno na obrázku 17). Hrot je zabudován na jednom konci raménka, které je podepřeno v břitovém uložení. Druhý konec raménka nese kotvu (jádro), která se pohybuje uvnitř cívek, čímž mění indukčnost. Velikost indukčnosti je závislá na množství závitů, vlastnostech jádra a cívky (elektrických, magnetických) a na jejich geometrii [22]. Cívky jsou v elektrickém obvodu zapojeny tak, aby při poloze kotvy ve středu cívek byl obvod v rovnováze a neprodukoval žádný výstup. Pohyb kotvy vytváří výstup úměrný posunutí. Hrot je přidržován v kontaktu s povrchem; pružné připojení (vazy) zabraňují horizontálnímu pohybu raménka. V novějších typech měřicích přístrojů může být břitové uložení nahrazeno otočným ložiskem. [2] Pružné připojení Cívky Břitové uložení Kotva Raménko Hrot Obr. 17) Schéma indukčnostního měřicího systému (snímače; upraveno z [2]) 32

33 Mezi snímače s digitálním převodníkem patří snímače fungující na principu interferometrie. Jedním z těchto je laserový interferometrický snímač, zobrazený na obrázku 18, který má na jednom konci raménka hrot a na druhém reflektor. Podepřené raménko se pohybuje v důsledku hrotu přejíždějícího přes povrch a tím se mění i směr paprsku odraženého od reflektoru. Vlnová délka laseru je referenční délkou. Paprsek odražený od reflektoru v detektoru interferuje s referenčním paprskem laseru a interferenční obrazec je poté detekován fotodiodami. Výškový rozsah je limitován velikostí reflektoru. [2] Obr. 18) Zjednodušené zobrazení laserového interferenčního snímače v modulech sondy SFP2 firmy Renishaw (upraveno z [23]) Výhodou interferenčního snímání oproti indukčnímu je jemnější rozlišení ve vertikálním směru. Toto je zřejmé například při pohledu na obrázek 19. Lze zde shlédnout profil povrchu opticky hladkého skla sejmutý přístrojem se snímačem využívajícím interference (modul SFM-A2 sondy SFP2 od firmy Renishaw) a také profil stejného povrchu sejmutého přístrojem s indukčním snímáním (profilometr Surtronic 25, firma Taylor Hobson). (a) z [nm] 0,3 0,2 0,1 0-0,1-0, x [mm] z nm (b) mm x Obr. 19) Profil povrchu opticky hladkého skla sejmutý (a) modulem SFM-A2 sondy SFP2 od Renishaw (laserový interferenční snímač) a (b) profilometrem Surtronic 25 firmy Taylor Hobson (indukčnostní snímač; zobrazeno v TalyProfile Lite) Snímací hrot se skládá z kruhového kužele, který má definovaný vrcholový úhel, a kulové špičky s definovaným poloměrem [10]. Hrot je většinou vyroben z diamantu, který má výhodné mechanické vlastnosti (vysoká tvrdost a nízký součinitel tření); dalším používaným materiálem je safír [2]. 33
.")
 je snímač kloubově spojený s posuvovou jednotkou na jedné straně a na druhé je podepírán opěrkou, která se povrchu dotýká zakřivenou plochou o dostatečně")
34 Referenční vedení může být realizováno dvěma způsoby: absolutně nebo použitím kluzné opěry (opěrky). Absolutního snímání užívají sofistikovanější přístroje. Nezávislá základna je umístěna v posuvové jednotce (která musí vykazovat dostatečnou přímost). Hodnota výškové pořadnice je určena tím, že snímač měří rozdíl vzdálenosti mezi povrchem (hrotem) a referenčním bodem (základnou) (viz obrázek 20 vlevo). Při použití kluzné opěrky (obrázek 20 vpravo) je snímač kloubově spojený s posuvovou jednotkou na jedné straně a na druhé je podepírán opěrkou, která se povrchu dotýká zakřivenou plochou o dostatečně velkém poloměru. Za předpokladu, že rádius opěrky je znatelně větší než rozestup výstupků, bude mít referenční profil téměř tvar přímky [2]. Přístroje, které používají jako referenční vedení kluznou opěru, nemohou být použity pro měření parametrů jiných, než jsou parametry drsnosti (R-parametry). Je to z toho důvodu, že dráha opěrky není nezávislá na tvaru vzorku. Normy ČSN EN ISO 3274 doporučují použití přístroje s absolutním vedením [10]. Nezávislá základna Kluzná opěrka Hrot Snímač Snímač měří vzdálenost mezi základnou a povrchem Povrch Obr. 20) Absolutní snímání polohy, snímač s kluznou opěrkou (upraveno z [2]) Měřicí smyčka je exponována interním i externím poruchám, které pak přenáší do referenčního profilu. Referenční profil je teoreticky přesná geometrická dráha, obecně přímka. V normě ČSN EN ISO 3274 je definován také zbytkový profil, což je základní profil, který byl získán snímáním optické roviny (tj. ideálně hladký a rovný povrch). Zbytkový profil představuje odchylky od přesné geometrické dráhy (tj. od referenčního profilu). [10] Výhody a nevýhody kontaktních přístrojů Optické přístroje nabízí oproti kontaktním některé výhody, jako například eliminaci poškození povrchu a zvýšenou rychlost měření. Výhodou optických systémů je také to, že se kontrolovaný povrch může nacházet pod vrstvou průhledného materiálu. [2] Nekontaktní systémy jsou ale zřídkakdy přesnější než kvalitní hrotový dotykový přístroj. Nevýhody optických metod zahrnují také fakt, že nejsou schopny měřit v malých otvorech nebo měřit velmi proměnlivý profil povrchu tak lehce, jako standardní diamantový hrot [2]. Další pozitivní vlastností hrotového snímače je to, že nevyžaduje úplně čistý měřený povrch při měření může odsunout malé nečistoty (a také mu nevadí olejová vrstva). U optického měření může docházet ke ztrátě dat například kvůli přítomnosti nečistot. Ztracená data jsou softwarem přístroje zpravidla nahrazena interpolací dat okolních, čímž je snížena celková integrita výsledků. [24] Ve strojírenské praxi je přednostně užíváno přístrojů dotykových. Je tomu i proto, že na výkresech se používá převážně profilových parametrů (konkrétně zejména Ra) a standardy ISO zatím metodiku pro vyhodnocování parametrů plochy dostatečně nepokrývají (nepočítají například se ztracenými daty). [24] 34

35 3.2.2 Požadavky na jmenovité charakteristiky dotykových přístrojů dle ČSN EN ISO 3274 Snímací hrot je ta část dotykového přístroje, která je tvořena kruhovým kuželem s kulovou špičkou. Jmenovitý vrcholový úhel kužele je dle [10] 60 nebo 90 ; jmenovitý poloměr zaoblení špičky rtip může být 2 µm, 5 µm nebo 10 µm. Hrot působí na měřený povrch definovanou přítlačnou silou, která je superpozicí statické a dynamické měřicí síly. Jmenovitá hodnota statické měřicí síly, tedy síly, kterou špička snímacího hrotu působí na povrch ve své klidové poloze, je stanovena na 0,00075 N. Je nežádoucí, aby se tato síla při přemisťování hrotu měnila, jmenovitá rychlost změny měřicí síly je tedy stanovena na 0 N/m [10]. Mezní vlnová délka filtru profilu drsnosti λc (cut-off) udává hodnotu horního filtru odstraňujícího dlouhovlnné složky. Jmenovité hodnoty cut-off se vybírají z řady: ( ; 0,08; 0,25; 0,8; 2,5; 8; ) mm [10]. Vztah mezi mezní vlnovou délkou drsnosti λc, poloměrem zaoblení snímacího hrotu rtip a poměrem mezních vlnových délek drsnosti λc/λs, který udává norma [10], je uveden v tabulce 3. Tab 3) Vztah mezi λc, rtip a poměrem λc/λs (upraveno z [10]) λc λs λc/λs Největší hodnota rtip Největší rozteč bodů profilu [mm] [µm] [ ] [µm] [µm] 0,08 2, ,5 0,25 2, ,5 0,8 2, *) 0,5 2, , *) U povrchů, jejichž R-parametry jsou Ra > 0,5 µm nebo Rz > 3 µm, může být použito poloměru rtip = 5 µm bez patrných rozdílů ve výsledcích měření. Obrázek 21 ukazuje dráhu dvou snímacích hrotů o různých poloměrech zaoblení. Je zřejmé, že použití hrotu s poloměrem zaoblení 10 µm při měření by nevyústilo ve věrné zobrazení profilu povrchu. Dráha 2µm hrotu Dráha 10µm hrotu Obr. 21) Dráha dvou snímacích hrotů s rozdílným poloměrem zaoblení (upraveno z [2]) 35
36 Pokud přístroj užívá kluzné opěrky, je v normě ČSN EN ISO 3274 uveden i požadavek pro její poloměr ve směru snímání by tento neměl být menší, než padesátinásobek použitého filtru cut-off. Při využití dvou současně působících kluzných opěrek by jejich poloměry měly být nejméně osminásobkem délky cut-off. Přítlačná síla kluzné opěrky vůči měřenému povrchu by potom neměla přesahovat 0,5 N [10]. 36



37 4 SOUŘANICOVÉ MĚŘICÍ STROJE Souřadnicové měřicí stroje (dále SMS) jsou měřidla, která zhmotňují soustavu souřadnic (pravoúhlých, polárních či válcových). Dochází k transformaci souřadnic měřené součásti do souřadného systému SMS a přiřazení reálných hodnot k poloze bodu v prostoru. Konstrukce SMS se skládá z mechanického spojení několika na sebe kolmých přímkových vedení. [21] Primární funkcí SMS je změřit skutečný tvar součásti, porovnat ho s požadovaným tvarem a vyhodnotit metrologické informace, jako jsou velikost, tvar, poloha a orientace [25]. Principem souřadnicového měření je stanovení základního bodu v prostoru a následné měření bodů na kontrolované součásti ve formě souřadnicových rozměrů v osách X, Y a Z. Základní bod je možno určit kdekoliv v pracovním prostoru. Univerzálně vybavený SMS může být použit pro měření individuálních bodů na součásti (spínací dotykové snímání), pro kontinuální snímání neznámého tvaru nebo pro spojité měření úchylek tvaru křivek (skenování). Pro všechny případy mohou být zvoleny různé styly pohybu měřicí hlavy a rozdílné provedení samotného měření. [26] Méně obvyklým využitím SMS je měření textury povrchu, které je realizováno pomocí sondy zejména kontaktním způsobem. Mezi výrobce takových sond patří například Renishaw [27] či Mitutoyo [28]. Kombinací optického měření textury povrchu s SMS se zabývá například Bradley [29]. Měřením textury povrchu pomocí SMS lze do měřicího procesu zanést určitý stupeň automatizace. 4.1 Typy konstrukcí SMS SMS má vlastní příměrnou desku a měřicí mechanismus. Souřadné osy stroje jsou pravoúhlé a kolmé a rovnoběžné s příměrnou deskou. Konstrukční řešení velmi ovlivnila snaha o maximální přístupnost [26]. Koncepci SMS lze rozdělit do čtyř základních typů [21] (viz obrázek 22): mostové SMS, výložníkové SMS, portálové SMS, stojanové SMS [21]. Výložníkový SMS Mostový SMS Portálový SMS Stojanový SMS Obr. 22) Základní typy konstrukcí SMS (upraveno z [21]) 37

38 Jedním z možných uspořádání SMS je mostový typ. Mostové SMS nabízí velkou kapacitu měřicího prostoru a vyznačují se tuhou konstrukcí; také je umožněno měření vzorku na pěti stranách bez nutnosti změny ustavení. [21] Výložníková konstrukce má kapacitu měřicího prostoru nižší, oproti mostové je zde však k měřenému objektu lepší dostupnost [26] (hodí se hlavně pro měření dlouhých součástí [21]). Portálový typ bývá používán zejména pro velké a střední rozsahy. Je charakterizován dobrou tuhostí, to znamená relativně vysokou přesnost. Konstrukce stroje omezuje přístup k měřené součásti. [21] Stojanové stroje neboli SMS typu svislých souřadnicových vyvrtávaček mají tuhou konstrukci a v důsledku toho vynikají svou přesností [26] (obvykle jde o laboratorní SMS [21]). Podle hmotnosti kontrolovaných součástí jsou vyráběny SMS s pohyblivým či pevným stolem nebo s pevnou deskou na úrovni podlahy [26]. Hlavní mechanické prvky SMS zahrnují: stůl, rám, most/portál/stojan a pinolu. [21] 4.2 Odměřovací systémy SMS Odměřovací systémy obsahují obecně několik částí: měřítko, odečítací zařízení, čítač nebo převodník, zařízení pro posun vztažného bodu nebo pro nulování a displej (schéma odměřovacího systému je na obrázku 23). Mohou být děleny do dvou skupin: odměřovací systémy analogové a číslicové. [21] 38 Obr. 23) Obecné schéma odměřovacího systému (upraveno z [21]) Měřítko analogových systémů je realizováno proměnným odporem, kapacitou atp., jejichž výstupem je spojitý signál. U těchto zařízení je proto kvůli číslicovému odečítání nutný analogově číslicový převodník. [21] Číslicové systémy používají kódovaná nebo nekódovaná měřítka. Z kódovaných měřítek snímá odečítací zařízení souřadnici už ve formě číslice. V systému je potom zabudován převodník kódu (většinou z binárního na dekadický). Systémům s kódovaným měřítkem se říká také systémy absolutní. Nekódovaná měřítka vydávají v pravidelných intervalech délky impulsy, které jsou sčítány čítačem (tento je v systému místo převodníku). Suma impulsů odpovídá uražené vzdálenosti. Čítač začíná počítat impulsy v místě, kde je vynulován toto je vztažný bod, od kterého jsou souřadnice měřeny. Tyto systémy jsou nazývány relativní (také přírůstkové či inkrementální). [21]
. Princip optického relativního odměřovacího systému s hmotnou stupnicí firmy Renishaw je zobrazen na obrázku 24.")
39 Měřítka, která jsou nekódovaná, můžou mít hmotné či nehmotné stupnice. Hmotná stupnice jsou pravidelně umístěné značky fyzikálně odlišné od podkladu. Nehmotná stupnice se skládá ze stojatých vln (zařízení rozpoznává jejich uzly a kmity). Princip optického relativního odměřovacího systému s hmotnou stupnicí firmy Renishaw je zobrazen na obrázku 24. [21] 4.3 Snímací systémy SMS Obr. 24) Optický odměřovací systém (upraveno z [30]) Snímání souřadnic může být dvojího druhu: dotykové či bezdotykové. Bezdotykové snímání může být provedeno formou řádkové kamery či laserové měřicí hlavy. Většina SMS využívá snímačů dotykových; nejrozšířenějšími jsou elektrokontaktní snímací systémy. Tyto dále dělíme na systémy spínacího typu, které v okamžiku dotyku zastaví pohyb hrotu a proběhne odečtení souřadnic (není možné skenování spojité snímání souřadnic) a systémy měřicího typu, které jsou konstrukčně složitější, ale pracují jak ve statickém, tak v dynamickém režimu (dotyk je ve stálém kontaktu s měřeným objektem). [21] 39
40 40
41 5 POPIS A ANALÝZA SONDY SFP2 REVO SFP1 (surface finish probe) je sonda určená pro měření textury povrchu. Na trh byla uvedena v roce V nynější době je dostupná inovovaná verze této sondy, SFP2, jež byla představena na veletrhu EMO Hannover 2017 (obě sondy jsou zobrazeny na obrázku 26). Sondy byly vyvinuty pro použití se systémem pětiosého měření REVO na souřadnicových měřicích strojích. [27] Měřicí systém REVO využívá synchronizovaného pohybu pěti os pro maximalizování objemu změřených dat. Pět os systému umožňuje poměrně vysokou přesnost měření díky tomu, že rychlé rotační pohyby vykonává lehká hlavice REVO-2 se snímací sondou a těžší části měřicího stroje se pohybují pomaleji v osách lineárních. Tím se zmenšují dynamické chyby. [31] Na hlavici REVO-2 může být dle aktuální potřeby připevněno pět různých typů sond s výměnným nástavcem, umožňujících dotekové i optické snímání povrchu a také měření jeho textury (viz obrázek 25). Výměna sondy i nástavce je automatická díky systému výměnného zásobníku REVO. [31] RSP2 SFP1 RSP2 RSP3-1 až -4 RSP3-6 SFS1 SFS RSH VM10 VM RSH500 RSH3-6c-500-6c Obr. 25) Hlavice, sondy a nástavce systému REVO (na obrázku starší sonda měření textury povrchu SFP1, upraveno z [31]) Jednotlivé sondy se liší ve svých možnostech. V technikách měření rozměru a polohy prvku rozlišujeme spínací dotekové snímání (sejmutí menšího počtu bodů na předem definovaných místech v prostoru) a skenování (neustálé zaznamenávání dat, když je dotek v kontaktu s povrchem). V tabulce 4 jsou uvedeny hlavní typy sond a jejich funkce. [32] 41
42 Tab 4) Sondy kompatibilní se systémem REVO [31] Sonda RSP2 RSP3 (1 až 4) RSP3-6 RVP SFP2 Funkce 2D skenování (rovina XY), 3D dotekové spínací měření 3D skenování (rovina XYZ), použití lomených doteků přístup do hlubokých vývrtů, možnost měření uvnitř velkých dílců, použití lomených doteků bezdotyková optická kontrola kontrola drsnosti povrchu Integrováním měření textury povrchu do systému REVO odpadá nutnost ověřování drsnosti jednoúčelovým měřicím přístrojem a kontrola tohoto parametru se začleňuje do automatizovaného měřicího procesu. [27] 5.1 Sonda SFP1 Sonda SPF1 je první sondou firmy Renishaw určenou pro měření textury povrchu (viz obrázek 26 vlevo). Zavádí pasivní osu C, která umožňuje orientaci měřicího hrotu do všech požadovaných pozic kolem součásti. Systém sondy SPF1 se skládá ze samotné sondy SFP1, na kterou je možno připojit jeden ze dvou nástavců (rovný SFS-1 a zakřivený SFS-2). [33] Nástavec sondy (stylus holder) měří texturu povrchu kontaktní metodou využívaje při tom kluzné opěrky; jeho diamantový hrot má poloměr 2 µm. Opěrka působí na povrch regulovanou přítlačnou silou přibližně 0,2 N, zatímco přítlačná síla hrotu doteku je cca 0,005 N. S rovným nástavcem dovoluje sonda měření textury povrchu otvorů o průměru 10 mm do hloubky 100 mm. Pomocí zařízení je možno vyhodnocovat parametr Ra od 0,05 µm do 6,3 µm s přesností ±10 %. Pro justování stroje, které je automatizované, se používá kalibrační etalon SFA. [33] SFP2 SFH-1 SFH-2 SFM-A1 SFM-A2 Obr. 26) SFP1 (vlevo, [34]) a SFP2 (upraveno z [35]) 42
43 5.2 Sonda SFP2 Sonda SFP2, která je zobrazena na obrázku 26 vpravo, je významně inovovaná. Nově je sonda vybavena vyrovnávacím závažím. Hlavní změnou je pak rozdělení původního nástavce s měřicím hrotem na nástavec (holder) a modul, které jsou spojeny kloubem. Jsou k dispozici dva nástavce různé délky: SFH-1 a SFH-2. Nástavce a moduly jsou společně se sondou zobrazeny na obrázku 25. Tvar a integrovaný kloub modulu umožňují nastavení úhlu mezi nástavcem (SFH) a modulem (SFM) v rozsahu do 180. Pomocí SFP2 lze měřit texturu povrchu otvorů až do 5 mm v průměru. [36] Moduly sondy SFP2 obsahují laserové interferometrické snímače (viz obrázek 18) [23]. Všechny moduly měří texturu povrchu při použití kluzné opěrky. Přítlačné síly opěrky a hrotu doteku jsou stejné jako u sondy SFP1 (0,2 N, resp. 0,005 N). Parametr Ra může být stejně jako u předchozí sondy vyhodnocován od hodnoty 0,05 µm až do 6,3 µm. Další specifikace uvedené výrobcem jsou v tabulce 5 (všechny potom v příloze A). Pro automatické justování je použit jeden z kalibračních etalonů (SFA1-3.0 SIN, SFA2-0.5 SIN, SFA3-0.4 ST). Vyhodnocení parametrů textury povrchu probíhá v software MODUS. [36] Tab 5) Část specifikací sondy SFP2 uvedené výrobcem [37] Moduly SFM-A1 a SFM-A2 Vlastnosti systému Rozsah parametru Ra Správnost (nominálního Ra) 0,05 µm 6,3 µm Ra ± (5 % + 15 nm) Přítlačná síla Opěrka: 0,2 N Hrot doteku: 0,005 N Rozlišení enkodéru Rozsah měření Rychlost měření Kalibrační a ověřovací artefakty Vzorkovací frekvence 1 nm 1,0 mm Až 1 mm/s SFA1: 3,0 μm Ra sinusoida SFA2: 0,5 μm Ra sinusoida SFA3: 0,4 μm Ra pilovitý 4 khz 43
44 Přehled modulů a jejich typického použití je v tabulce 6. Moduly SFM-A1 a SFM-A2 lze shlédnout na obrázku 27 (ostatní jsou zobrazeny v příloze A). Tab 6) Typické aplikace modulů sondy SFP2 Modul SFM-A1 [38] SFM-A2 [39] SFM-B1 [40] SFM-C2 [41] SFM-D1 [42] SFM-E1 [43] SFM-E2 [44] Typická aplikace obecné použití, těsnění bloku motoru obecné použití, těsnění bloku motoru, boční snímání ložiskových čepů klikového hřídele snímání malých délek vedení ventilů automobilových motorů rotory, lopatky tělesa ventilů automatických převodovek, sedla ventilů tělesa ventilů automatických převodovek Obr. 27) Moduly SFM-A1 [38] a SFM-A2 [39] (zleva) 5.3 Analýza specifikace sondy SFP2 V dostupných materiálech sondy ani modulů není uvedeno, že snímání probíhá pomocí laserového interferometrického snímače. Vychýlení paprsku laseru využívají i snímače polohy špičky doteku obsažené v ostatních sondách systému REVO. Zatímco ve specifikacích sondy SFP2 je uvedena přítlačná síla hrotu modulů SFM-A1 a SFM-A2 o velikosti 0,005 N (viz tabulka 5), v katalogových listech modulů je údaj 0,004 N (jejich specifikace jsou v příloze A). Je tomu tak u všech modulů s výjimkou SFM-E2, jehož hrot působí na měřenou součást silou 0,01 N. 44
45 Dalším nedostatkem specifikací SFP2 v katalogovém listu je zadaná správnost (nominálního Ra) jako ± (5 % + 15 nm). Je to nevhodný formát a jedná se zřejmě o snahu vyjádřit nějakým způsobem nejistotu měření. Správnost (accuracy) je definována jako těsnost shody mezi výsledkem měření a skutečnou (pravou) hodnotou měřené veličiny [45] a je kvalitativní podstaty [46], proto by neměla být vyjadřována číselnou hodnotou. Základní dokument, který se zabývá problematikou nejistoty měření a jejím vyjadřováním, Pokyn pro vyjadřování nejistot měření [46] (Guide to the Expression of Uncertainty in Measurement, dále jen GUM), připouští více způsobů vyjádření nejistoty, podoba údaje uvedeného v katalogovém listu SFP2 do nich ale nepatří. Nedokonalostí je také fakt, že přesto, že je v katalogovém listě uveden parametr Rz jako jeden z těch, které dokáže přístroj vyhodnotit, ve skutečnosti je v softwaru možnost vyhodnotit pouze parametr RzDIN. RzDIN je výška profilu drsnosti, definovaná normou DIN 4768 jako aritmetický průměr součtů výšky největšího výstupku a hloubky nejnižší prohlubně pěti po sobě jdoucích základních délek [47]. Za předpokladu, že vyhodnocovaná délka Rz je rovna pěti základním délkám lr (což je při tomto označení normovaná vlastnost parametru Rz), můžeme parametry Rz a RzDIN považovat za zaměnitelné. Jedná se tedy pravděpodobně pouze o chybu značení v softwaru MODUS ze strany výrobce. V dalším textu práce je pro parametr, který byl sondou SFP2 označený jako RzDIN, použito označení Rz. Je tomu tak učiněno v rámci zřetelnější srovnatelnosti. Vertikální rozsah není uveden minimální a maximální rozlišitelnou výškou povrchu, nýbrž určením rozsahu parametru Ra (0,05 µm 6,3 µm; [37]). V případě periodického profilu je však při dostatečně malých vlnových délkách možno měřit i hodnoty menší i větší, než jsou uvedeny ve specifikacích. Je tomu z toho důvodu, že omezení výškového rozsahu určuje zejména geometrie kluzné opěrky. Z pravidel pro určení filtru cut-off pro periodické povrchy (viz tabulka 2) a jeho vztahu k poloměru kluzné opěrky (viz tabulka 3), které jsou uvedeny v normách ČSN EN ISO 4288 [12], respektive ČSN EN ISO 3274 [10], lze vyvodit závěr, že při splnění podmínky RSm < 0,13 mm je možno specifikovaný rozsah měření výrazně překročit (s poloměrem kluzné opěrky 12,5 mm a tedy s cut-off 0,25 mm). Při druhé variantě poloměru kluzné opěrky, která se u modulů sondy SFP2 vyskytuje (poloměr opěrky 40 mm a cut-off 0,8 mm), se maximální hodnota RSm ještě zvyšuje a podmínka zní RSm < 0,4 mm. Pro neperiodický povrch nastává poněkud složitější situace kvůli různým referenčním parametrům (uvedeným v tabulce 2). Tato tabulka byla sestavena z empirických znalostí o frekvenčních spektrech různých povrchů. Pro povrchy u nichž odpovídají drsnosti dostatečně nízké vlnové délky (orientačně RSm < 0,13 mm respektive RSm < 0,4 mm dle poloměru opěrky) by mělo být možné měřit Ra ve větším rozsahu, než je udáván ve specifikaci. Nicméně pro validování takového postupu je nutné podrobné prozkoumání frekvenčního spektra profilu Splnění požadavků normy ČSN EN ISO 3274 Geometrie hrotu je v tabulkových specifikacích v katalogových listech modulů SFM-A1 až SFM-D1 popsána pouze částečně, a to údajem o jmenovitém poloměru zaoblení špičky rtip, který činí vždy 2 µm [38], [39], [40], [41], [42]. V katalogových listech novějších modulů SFM-E1 a SFM-E2 už je uveden i vrcholový úhel kužele 90 [43], [44] (katalogové listy modulů řady E byly vydány v únoru 2018, oproti listům předchozích modulů, které byly vydány v září 2017). Uvedené hodnoty jsou v souladu s normou [10]. 45
46 Přítlačná síla hrotu činí u většiny modulů 0,004 N, u modulu SFM-E2 je to 0,01 N. I nižší z těchto hodnot, 0,004 N, je více než pětkrát větší než normou požadovaná jmenovitá hodnota (0,00075 N [10]). Rychlost změny měřicí síly (jmenovitá hodnota 0 N/m [10]) v katalogových listech uvedena není. Poloměry a přítlačné síly kluzných opěrek modulů sondy SFP2 jsou uvedeny v tabulce 7. Norma [10] vyžaduje poloměr kluzné opěrky ne menší, než padesátinásobek použitého cut-off. Z toho vyplývá maximální filtr cut-off, který může být použit při snímání v daném směru. V normě je uveden také vztah mezi λc, rtip a poměrem λc/λs [10]. V tabulce normy (viz tabulka 3) je uvedena vždy největší hodnota rtip; nejmenší poloměr v tabulce činí 2 µm, proto můžeme říci, že hroty modulů sondy SFP2 této podmínce vyhovují. Tab 7) Poloměry a přítlačné síly kluzných opěrek (KO) modulů sondy SFP2 (doplněno dle [10]) Modul Poloměr delší strany KO Maximální cut-off (poloměr/50) Poloměr kratší strany KO Maximální cut-off (poloměr/50) Přítlačná síla kluzné opěrky [mm] [mm] [mm] [mm] [N] SFM-A1 [38] 40 0,8 12,5 0,25 0,2 SFM-A2 [39] 40 0,8 12,5 0,25 0,2 SFM-B1 [40] 12,5 0,25 12,5 0,25 0,2 SFM-C2 [41] 40 0,8 0,15 SFM-D1 [42] 40 0,8 12,5 0,25 0,2 SFM-E1 [43] 40 0,8 0,15 SFM-E2 [44] 40 0,8 0,15 Rozteč ve specifikacích měřidel uvedena není. Při měření rychlostí 1 mm/s (což je dle specifikace maximální rychlost) a uvedené vzorkovací frekvenci 4 khz získáváme vypočtenou rozteč bodů 0,25 µm. Z tabulky 3 je zřejmé, že nejpřísnější hodnota požadavku Největší rozteč bodů profilu je 0,5 µm a vypočtená rozteč je tedy v souladu s normou. Největší neshodou systému sondy SFP2 s normou ČSN EN ISO 3274 je velikost přítlačné síly, která u všech modulů jmenovitou hodnotu několikanásobně převyšuje. To může vést ke zvýšené plastické deformaci a většímu riziku elastické deformace měřeného povrchu. Dalším problémem jsou některé údaje, které norma definuje, ale v katalogových listech produktů nejsou uvedeny (vrcholový úhel u většiny modulů, rychlost změny měřicí síly). 46
47 6 ANALÝZA SYSTÉMU MĚŘENÍ SONDY SFP2 6.1 Analýza systému měření: způsobilost Jsou zpracovány dvě hlavní metodiky pro analýzu procesu měření: Analýza systému měření, v překladu Measurement Systems Analysis (dále jen MSA) a norma VDA 5 Vhodnost kontrolních procesů. MSA je analytická technika, která je používána pro zhodnocení systémů měření. Vychází z posuzování kvality v automobilovém průmyslu a je také zahrnuta v normě QS 9000 (je jednou z jejích závazných příruček). Norma QS 9000 je norma oborová, vypracovaná seskupením firem Chrysler, Ford a General Motors a podle ní se do různé míry musí řídit všichni dodavatelé automobilového průmyslu [48]. MSA je univerzální metoda používaná k hodnocení jak samotného měřidla, tak celého měřicího systému. Je zaměřena na analyzování zdrojů nejistot v celém měřicím procesu a klade důraz na opakovatelnost a reprodukovatelnost měření. [49] Jako opakovatelnost označujeme variabilitu výsledků měření, které je opakovaně prováděno stejným měřitelem, vyprodukováno stejným přístrojem na stejném dílu [50]. Reprodukovatelnost je na druhou stranu variabilita v průměrech měření, které jsou provedeny různými měřiteli měřícími stejnou charakteristiku stejnými přístroji na stejném dílu [50]. Norma VDA 5 Vhodnost kontrolních procesů (resp. Způsobilost kontrolních procesů) obsahuje další metodický přístup k analýze systému měření. Standardy řady VDA (Verband der Automobilindustrie, tj. asociace automobilového průmyslu) popisují systém řízení managementu kvality v automobilovém průmyslu. VDA 5 se soustředí na popis základních oblastí procesu měření jako je použitelnost kontrolních prostředků či vhodnost kontrolních procesů a současně přihlíží k nejistotám měření [51]. V rámci této práce byly použity postupy VDA 5 pro vyhodnocení nejmenší možné hodnoty měřeného parametru v závislosti na dostatečné způsobilosti měřicího stroje sondy SFP2. Způsobilost systému měření je definována jako odhad zkombinované variability chyb měření (systematických a náhodných), je to tedy chyba, kterou očekáváme za daných podmínek měřicího systému (na základě krátkodobého zkoumání). Složkami způsobilosti jsou nekorigovaná strannost či linearita a opakovatelnost a reprodukovatelnost (GRR). V případě, že chyby měření jsou náhodné a nezávislé, může být způsobilost kombinované proměnlivosti vyjádřena jako složky směrodatné odchylky ' [50]: σ )&ů+,-!,+. = σ +./00,+.!01/!./ +σ 233. (7) V metodice MSA je uveden ukazatel způsobilosti měřicího procesu Cp, kdy je posuzována celá tolerance měřeného znaku [50]: :;9. (8) 6 σ 47
48 Pro způsobilost měřicího přístroje je využíván ukazatel způsobilosti měřidla Cg. Postup jeho výpočtu uvádí VDA 5. Postup kalkulace ukazatelů způsobilosti měřidla bývá označován jako analýza typu 1 (systémová chyba měření a opakovatelnost) [52]. Dle [53] je tento postup nejvhodnější pro hodnocení přístrojů, u kterých nehraje roli vliv obsluhy (absolutní měřidla, měřicí automaty). Provádí se opakovaným měřením kalibrovaného kusu (etalonu). Při této analýze je třeba se řídit následujícími požadavky [53]: minimální počet opakování je 30 (některé zdroje uvádí 25 [52]), měření je realizováno za stále stejných podmínek (měřidlo, postup, okolní podmínky) v relativně krátkém časovém intervalu, měřený znak má oboustranně omezenou specifikaci (popřípadě jednu přirozenou hranici), měřený kus je dlouhodobě stálý, se stejnými vlastnostmi jako výrobky, které budou systémem později měřeny. [53] Předpokladem také je, že se naměřené výsledky mohou být popsány normálním rozdělením [50], [53]. Ukazatel způsobilosti měřidla Cg uvažuje pouze opakovatelnost měření. Vztah pro jeho výpočet je modifikací vztahu pro Cp rozdílem je, že se počítá jen s částí tolerančního pásma. Cg může být vypočítán jako [54]: 4 = = > % 8 6, (9) kde P je procento tolerance měřeného znaku, kterou chce hodnotitel posoudit jako toleranci měřidla, T je tolerance měřeného znaku, která může být spočtena jako rozdíl horní (USL) a dolní specifikace (LSL) a po je počet výběrových směrodatných odchylek s, které si hodnotitel přeje zahrnout [54]. V praxi běžným tvarem výpočtu Cg je potom vztah [52]: 4 = = 0,2 8 6, (10) byť VDA 5 uvádí přednostně formu se jmenovatelem 4 s. V případě 6 s (viz vzorec 10) index Cg určuje, zda leží výsledek měření v pásmu tolerance měřidla s pravděpodobností 99,73 %, při použití 4 s je tato pravděpodobnost 95,45 % [52]. Kritérium způsobilosti je minimální hodnota, kterou je třeba dosáhnout pro označení měřidla za způsobilé: Cgkritická = 1,33 [55]. V některých zdrojích je jako mezní hodnota uváděno Cgkritická = 1 [53], pro účely této práce však byla použita přísnější hodnota 1,33 (většinou používaná například v automobilovém průmyslu). Výběrovou směrodatnou odchylku popisuje následující vztah [46]: 0 = C 1 : 1 (! E), (11)!#$ kde n je počet měření, xi jednotlivé naměřené hodnoty a E jejich aritmetický průměr [46]. Přidruženou veličinou je ukazatel kritické způsobilosti měřidla Cgk, který uvažuje i strannost. Strannost je definována jako rozdíl mezi referenční hodnotou, která byla přijata, 48
![a střední hodnotou výsledků testů; je mírou systematické chyby [53].](/docs-images/101/151363926/images/49-1.jpg "Výpočet Cgk korespondující s rovnicí 10 pro Cg je ve tvaru [52]: 4 =F = 0,1 8D E D \", (12) 3 kde xm značí referenční hodnotu měřeného kusu [52].")
 [52].")
49 a střední hodnotou výsledků testů; je mírou systematické chyby [53]. Výpočet Cgk korespondující s rovnicí 10 pro Cg je ve tvaru [52]: 4 =F = 0,1 8D E D ", (12) 3 kde xm značí referenční hodnotu měřeného kusu [52]. Tento vzorec se opět dle požadavků hodnotitele může částečně měnit, ve VDA 5 je uvedena v první řadě varianta se jmenovatelem 2 s (pravděpodobnost pokrytí 95,45 % oproti 99,73 % v případě uvedeném v rovnici 12) [52]. Analýza opakovatelnosti a reprodukovatelnosti měření vyžaduje použití minimálně 10 náhodně vybraných sériových dílů, jejichž hodnoty zkoumaného znaku by měly pokrývat celé toleranční pole [50]. Tato diplomová práce byla tvořena ve spolupráci s firmou Renishaw, která není podnikem se sériovou výrobou. I kdyby však sériové díly byly k dispozici, u zkoumání drsnosti je nereálná podmínka o pokrytí celého tolerančního pole přirozená dolní toleranční hranice je u parametrů drsnosti povrchu nulová, vyhodnocené hodnoty většiny zkoumaných dílů se v praxi pohybují spíše u horní hranice tolerance. Dalším důvodem pro nezahrnutí této analýzy do diplomové práce je fakt, že parametry drsnosti jsou obecně nestabilními znaky s velkou variabilitou; je proto namístě očekávat nesplnění podmínek z důvodů této nestejnorodosti. 6.2 Popis měření sondou SFP2 Měření probíhalo pomocí sondy SFP2 a systému REVO, který byl nainstalován na portálovém souřadnicovém měřicím stroji značky DEA (retrofit firmy Renishaw). Bylo provedeno 50 měření etalonu. Měřeným objektem byl niklový etalon drsnosti Rubert 527 E (model jeho povrchu je zobrazen na obrázku 28) umístěný na kalibračním artefaktu SFA1-3.0 SIN, který je používán pro justování stroje (zmapování rotace osy C sondy a justování nástavce SFH a modulu SFM). Profil etalonu Rubert 527 E je ve tvaru sinusové vlny s následujícími parametry: Ra = 3,0 µm; RSm = 100 µm a Pt = 10 µm [56]. Obr. 28) Model povrchu etalonu Rubert 527 E z přístroje Talysurf CCI Lite Měření probíhalo vždy ve středu etalonu, směrem kolmo k nerovnostem, v záporném směru osy Y stroje. Měření se konalo za různých podmínek: 2 různé moduly (SFM-A1, SFM-A2; ve výsledcích označeno jako A1 resp. A2), 49
, 3 pozice měřeného objektu (měřenou plochou nahoru, do strany a dolů; viz obrázek 30, značeno postupně jako P1, P2")
 R12,5 směr měření P2 P3 Pozice měřeného objektu (zleva: měřenou plochou nahoru, do strany a dolů) Z výše uvedených")




50 2 polohy osy modulu (rovnoběžná se směrem měření, kolmá na směr měření; zobrazeno na obrázku 29, označeno jako R40 a R12,5), 3 pozice měřeného objektu (měřenou plochou nahoru, do strany a dolů; viz obrázek 30, značeno postupně jako P1, P2 a P3). směr měření R40 Obr. 29) Poloha osy modulu (zleva: rovnoběžná se směrem měření, kolmá na směr měření) P1 Obr. 30) R12,5 směr měření P2 P3 Pozice měřeného objektu (zleva: měřenou plochou nahoru, do strany a dolů) Z výše uvedených podmínek nebylo fyzicky možné provést tuto kombinaci: měření objektu měřenou plochou dolů modulem SFM-A1 z důvodu úhlu mezi modulem a nástavcem. Prvním krokem měření bylo upnutí etalonu do upínače do příslušné pozice. Další příkazy byly stroji zadávány pomocí počítače se softwarem MODUS nebo prostřednictvím ovladače. Před prvním měřením a při každé výměně modulu bylo provedeno automatické justování stroje (v praxi nazývané nepřesně jako kalibrace ). Dále proběhlo vyrovnání součásti a nastavení počátku pomocí nasnímání několika bodů tak, aby byly odebrány potřebné stupně volnosti (sejmutí roviny, přímky, bodu). Střed etalonu v ose X byl posléze určen pomocí sejmutí bodů potřebných k určení obou rovin obsahujících příslušné protilehlé stěny kalibračního artefaktu a nalezení jejich roviny symetrie. V programu MODUS byly určeny požadované parametry, které měly být vyhodnoceny a také byl nastaven filtr cut-off. Na etalonu nebyl přepsán doporučený cut-off, proto byla první 50
51 volbou hodnota 0,8 mm dle hodnoty, se kterou probíhá automatické justování stroje. Cut-off 0,8 mm by při jiné příležitosti byl větší, než doporučuje norma pro hodnotu RSm etalonu, v jiných pracích ale bylo dokázáno, že zvyšování hodnoty filtru cut-off výslednou hodnotu parametru výrazně nezvyšuje [57]. Cut-off však závisel také na poloze osy modulu, poněvadž při měření s polohou osy modulu rovnoběžnou se směrem měření je kluzná opěrka natočena delší stranou s poloměrem 40 mm; v druhém případě stranou kratší s poloměrem 12,5 mm. Z toho dle normy ČSN EN ISO 3274 [10] vyplývá, že maximální cut-off pro opěrku s R40 je 0,8 mm a pro opěrku s R12,5 je to 0,25 mm (viz tabulka 7). Proto byl pro měření s poloměrem opěrky R12,5 vybrán cut-off 0,25 mm. Všechny filtry byly nastaveny jako Gaussovy filtry. V softwaru lze nastavit i hodnotu filtru λs, měření probíhalo s jeho defaultní hodnotou 2,5 µm (kterou pro dané λc doporučuje norma ČSN EN ISO 3274 [10], viz tabulka 3). Samotné snímání bodů pak proběhlo automaticky po určené dráze v nalezeném středu etalonu. Výše uvedeným postupem bylo provedeno měření. Při každém měření byl sejmut profil obsahující více než 2300 bodů (u měření s větším cut-off a tedy větší vyhodnocovanou délkou více než 7700 bodů), který byl softwarem upraven na profil drsnosti a z něho byly poté vypočteny zvolené parametry (Ra, Rz a RSm). Příklad sejmutého profilu povrchu jednoho z měření je uveden v grafu na obrázku 31. Výsledné parametry všech deseti sad měření (označené dle měřicích podmínek viz výše) jsou zařazeny v příloze B. 0,488 0,486 z [µm] 0,484 0,482 0,48 0,478 0, ,5 1 1,5 2 2,5 3 3,5 4 4,5 x [mm] Obr. 31) Profil sejmutý sondou SFP2 při desátém měření A1_R40_P1 Požadavky této analýzy byly do různé míry splněny. Počet opakování měření byl optimální, podmínky byly při měření stále stejné a samotné měření proběhlo v relativně krátkém časovém intervalu, konkrétně v rámci dvou dnů. Měřený znak parametry drsnosti povrchu jsou znakem s jednostranně omezenou specifikací, avšak mají přirozenou spodní hranici (hodnota těchto parametrů ze své podstaty nemůže vyjít méně než 0). Měřený kus byl dlouhodobě stálý kovový etalon s podobnými vlastnostmi, jaké budou mít výrobky posléze systémem měřené. 6.3 Analýza výsledků měření pomocí sondy SFP2 Jedním z požadavků metodiky byla normalita naměřených dat. Několik testů normality bylo provedeno v programu Matlab. Jako rozhodovací byl určen Shapirův-Wilkův test normality, který je doporučován pro sady dat o padesáti či méně vzorcích [58]. Tento test označil devět z padesáti souborů dat jako nenásledující normální rozdělení (na hladině významnosti 5 % byla zamítnuta nulová hypotéza o normálním rozdělení). Dalším krokem bylo 51
, proto byl v programu Minitab proveden Grubbsův test na odlehlé hodnoty (grafy na obrázcích v příloze B). Obr.")
52 vytvoření histogramů těchto dat (počet tříd byl určen Sturgesovým pravidlem; histogramy všech devíti sad dat v příloze B). Některé z nich naznačovaly výskyt odlehlých hodnot (viz obrázek 32), proto byl v programu Minitab proveden Grubbsův test na odlehlé hodnoty (grafy na obrázcích v příloze B). Obr. 32) Histogram souboru hodnot parametru Rz s odlehlou hodnotou, měření A2_R12,5_P2 Na hladině významnosti 5 % nalezl tento test odlehlé hodnoty ve čtyřech z devíti souborů dat, které nevykazovaly normální rozdělení. Po odstranění odlehlých hodnot (většinou jedna, jedenkrát dvě odlehlé hodnoty v jednom souboru dat) již u těchto čtyř souborů nebyla Shapirovým-Wilkovým testem zamítnuta nulová hypotéza o normálním rozdělení. V tabulce 8 je přehled normality jednotlivých sad dat. Tab 8) Přehled normality analyzovaných souborů dat Parametr A1_R40_P1 A1_R40_P2 A2_R40_P1 A2_R40_P2 A2_R40_P3 A1_R12,5_P1 A1_R12,5_P2 A2_R12,5_P1 A2_R12,5_P2 A2_R12,5_P3 52 Ra N N N NZ OH OH NZ N N N Rz N N NZ N N OH N N OH NZ RSm N N N N NZ N N N N N N normalita nezamítnuta, NZ normalita zamítnuta, OH normalita nezamítnuta po odstranění odlehlých hodnot V metodikách MSA pro výpočet způsobilosti měřicího procesu [50] je uvedeno, že výsledky analýzy způsobilosti provedené na datech, která nemají normální rozdělení, mohou nadhodnotit chybu měřicího systému. O drsnosti je známo, že má velkou variabilitu, přičemž výrobek (etalon) sám je jejím největším zdrojem. V analýze bylo proto dále pokračováno i přes 4 sady zbylých nenormálních dat. Protože při měření etalonu není známa jeho horní a dolní specifikace, tedy ani tolerance měřeného znaku, byl využit inverzní postup a pomocí kritických indexů Cg a Cgk (pro označení
53 měřidla za způsobilé musí být splněno Cg 1,33 a Cgk 1,33) byla vypočítána minimální hodnota parametru, kterou lze přístrojem měřit pro Cg i Cgk pro každou sadu měření (pro všechny kombinace podmínek). Vzorce 10 a 12 byly modifikovány na: 8 "!0HI = 6 4 =_FKLMLNFá, 0,2 (13) 8 "!0HIP = 3 4 =F QRSTSUQá + E D ", (14) 0,1 kde s značí směrodatnou odchylku vyhodnocených hodnot daného parametru drsnosti a Cg_kritická a Cgk_kritická = 1,33. Protože kalibrační list a tedy ani referenční hodnoty z kalibrace nebyly k dispozici, za xm byly dosazeny referenční hodnoty etalonu uvedené výrobcem s tím, že jako referenční Rz byla použita zadaná hodnota Pt. Toto bylo možné při předpokladu, že profil povrchu etalonu Rubert 527 E je speciálním případem, kdy základní profil periodického povrchu obsahuje pouze profil drsnosti a Rz je rovno Rt a zároveň také Pt. Tolerance měřeného znaku může být popsána jako rozdíl horní a dolní specifikace. Parametry drsnosti mají přirozenou nulovou dolní specifikaci, proto je tolerance měřeného znaku rovna horní specifikaci a při podmínce maxima také hodnotě specifikace na výkrese. Výsledky analýzy jsou v tabulce 9. Tab 9) Minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla (sonda SFP2) Vypočteno pomocí: Minimální Ramax Minimální Rzmax Minimální RSmmax [µm] [µm] [µm] Cg Cgk Cg Cgk Cg Cgk A1_R40_P1 0, , , , , ,59253 A1_R40_P2 0, , , , , ,45476 A2_R40_P1 0, , , , , ,22236 A2_R40_P2 0, , , , , ,70454 A2_R40_P3 0, , , , , ,30189 A1_R12,5_P1 0, , , , , ,45532 A1_R12,5_P2 0, , , , , ,81167 A2_R12,5_P1 0, , , , , ,98843 A2_R12,5_P2 0, , , , , ,19601 A2_R12,5_P3 0, , , , , ,

54 6.4 Srovnání s měřením pomocí dílenského profilometru Pro srovnání výsledků měření byl zvolen přenosný profilometr Taylor Hobson Surtronic 25, který je ve strojírenské praxi i v laboratořích běžně používaným kontaktním přístrojem Popis měření pomocí profilometru Taylor Hobson Surtronic 25 Přístroj Taylor Hobson Surtronic 25 (viz obrázek 33) se nachází i v laboratoři přesné a experimentální metrologie ÚVSSR FSI VUT v Brně. Výsledky měření mohou být zobrazeny ve formě parametru na displeji či převedeny do tiskárny nebo počítače. [59] Je to profilometr využívající indukčnostní měřicí systém (viz obrázek 17) s možností připojení různých snímačů s diamantovým měřicím hrotem (poloměr hrotu snímače použitého v diplomové práci byl 2 µm). Vertikální rozsah měření přístroje je 300 µm, rozlišení 0,01 µm; přítlačná síla hrotu se dle snímače liší od cca 0,0015 N do 0,003 N (ve specifikacích uvedeno mg). Filtr cut-off může být nastaven na 0,25 mm; 0,8 mm; 2,5 mm a 8 mm; délka posuvu je 0,25 25 mm a rychlost posuvu činí 1 mm/s. [59] Obr. 33) Profilometr Taylor Hobson Surtronic 25 [60] Samotné měření probíhalo na etalonu drsnosti Rubert 527 E, který je zobrazen na obrázku 28. Parametry jeho sinusového profilu jsou: Ra = 3,0 µm; RSm = 100 µm a Pt = 10 µm. Proběhlo 50 měření přibližně ve středu etalonu kolmo k nerovnostem. Raménko bylo třeba seřídit tak, aby bylo kolmé ke stěně těla přístroje. Měřicí přístroj byl nastaven takto: mód pro vyhodnocení profilu pomocí softwaru, vyhodnocovaná délka 8 mm a rozsah 100 µm. Výsledkem měření byl nevyrovnaný základní profil. Podmínky metodiky MSA byly splněny kromě jedné měřený etalon neměl platný kalibrační list Analýza výsledků měření pomocí profilometru Taylor Hobson Surtronic 25 Výrobce profilometru Surtronic 25, Taylor Hobson, poskytuje volně stažitelný program sloužící k úpravě profilu a vyhodnocení parametrů TalyProfile Lite. V tomto softwaru byly provedeny modifikace nevyrovnaného základního profilu. Nejprve byla změřená délka 8 mm ořezána na potřebnou vyhodnocovanou délku. Protože bylo zamýšleno vyhodnotit parametry s filtry cut-off 0,8 mm a 0,25 mm (dle filtrů použitých při vyhodnocování pomocí sondy SFP2), vyhodnocovaná délka je pětkrát více, tj. 4 mm a 1,25 mm. Správná realizace filtru λc v programu TalyProfile Lite vyžaduje na obou koncích profilu ořezání poloviny základní délky, proto byly profily ořezány na 4,8 mm resp. 1,5 mm. Dalším krokem bylo vyrovnání ořezaných profilů. Ořezaný a vyrovnaný sejmutý profil jednoho z měření lze vidět na obrázku 34. Dále byly vyhodnoceny parametry Ra, Rz a Rsm se zvoleným filtrem cut-off (0,8 mm a 0,25 mm; Gaussův filtr). Vyhodnocené parametry obou měření jsou uvedeny v příloze B. 54
55 z µm Length = 4.80 mm Pt = 11.6 µm Scale = 20.0 µm mm Obr. 34) Oříznutý a vyrovnaný profil (základní profil) prvního měření na profilometru Surtronic 25 zobrazený programem TalyProfile Lite (pro vyhodnocení s cut-off 0,8 mm) Testy normality proběhly stejným způsobem jako při analýze výsledků předchozího měření. Dle Shapirova-Wilkova testu jsou všechny soubory dat normální (resp. na hladině 5 % nelze zamítnout nulovou hypotézu o normálním rozdělení). Upraveným inverzním postupem, který byl popsán v kapitole 6.3 (tedy dle vzorců 13 a 14), byly určeny minimální hodnoty parametrů, které lze profilometrem měřit při zachování přijatelné způsobilosti měřidla. Tyto minimální hodnoty vypočtené pomocí Cg, resp. Cgk jsou uvedeny v tabulce 10. Tab 10) Minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla (profilometr Surtronic 25) x Vypočteno pomocí: Minimální Ramax Minimální Rzmax Minimální RSmmax [µm] [µm] [µm] Cg Cgk Cg Cgk Cg Cgk Cut-off 0,8 0, , , , , ,68994 Cut-off 0,25 0, , , , , , Diskuze Rozsah měření parametru Ra uvedený ve specifikacích sondy SFP2 (viz tabulka 5) je 0,05 µm až 6,3 µm. Výsledky analýzy ale dokázaly způsobilost až pro minimální hodnoty o mnoho větší. Důvodem této skutečnosti je zřejmě etalon použitý pro tuto analýzu hodnota Ra jeho povrchu je příliš velká (3 µm) pro dokázání nižších hodnot jako způsobilých. Pro analýzu za tímto účelem lze tedy doporučit etalon s jemnějším povrchem (například Ra = 0,1 µm). Výsledky, kterých bylo dosaženo v této práci, jsou však dostatečné pro většinu odvětví strojírenského průmyslu (mj. pro automobilový průmysl). Hodnoty výsledků vypočtených ze souborů dat, u kterých byla zamítnuta normalita (přehled je uveden v tabulce 8), mohou být nadhodnoceny z důvodu předpokladu normality při postupu analýzy systému měření. 55
56 Minimální hodnoty parametrů změřitelné s dostatečnou způsobilostí vycházely pro obě použitá měřidla obecně větší, když byly počítány z výpočtu pro ukazatel kritické způsobilosti měřidla Cgk než ze vzorce pro ukazatel způsobilosti měřidla Cg. Takto to obecně bývá kvůli strannosti měřidla. V tomto případě ale k vyšší hodnotě vypočtené pomocí Cgk velmi přispívá fakt, že jako referenčních hodnot bylo využito pouze parametrů etalonu zadaných výrobcem, a ne referenčních hodnot z kalibrace, které by věrněji popsaly skutečný stav parametrů drsnosti povrchu. Tab 11) Srovnání minimálních hodnot tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla sonda SFP2 a profilometr Surtronic 25 (ozn. jako S25) Sonda SFP2 S25 Vypočteno pomocí: Minimální Ramax Minimální Rzmax Minimázlní RSmmax [µm] [µm] [µm] Cg Cgk Cg Cgk Cg Cgk A1_R40_P1 0, , , , , ,59253 A1_R40_P2 0, , , , , ,45476 A2_R40_P1 0, , , , , ,22236 A2_R40_P2 0, , , , , ,70454 A2_R40_P3 0, , , , , ,30189 A1_R12,5_P1 0, , , , , ,45532 A1_R12,5_P2 0, , , , , ,81167 A2_R12,5_P1 0, , , , , ,98843 A2_R12,5_P2 0, , , , , ,19601 A2_R12,5_P3 0, , , , , ,96544 Cut-off 0,8 0, , , , , ,68994 Cut-off 0,25 0, , , , , ,95101 Pokud není uvažován vliv vzájemného působení jednotlivých faktorů, lze pro měření se sondou SFP2 z tabulky 11 vypozorovat následující poznatky. Výsledky, vyhodnocené z měření s modulem SFM-A2 dosahovaly převážně horších, tedy vyšších hodnot než ty změřené pomocí SFM-A1. Také poloha P3 vykazovala ve většině případů výsledky horší, než jsou ty, které byly vyhodnoceny z měření v polohách P1 a P2. Tyto odlišnosti mohou být zapříčiněny působením gravitace; rozdíly jsou však natolik malé, že působení tohoto faktoru lze zřejmě označit za nedůležité. Ve výsledcích z měření s různými polohami osy modulu nebyla nalezena závislost na použité poloze. Pro měření profilometru Surtronic 25 vyšly hodnoty minimálních parametrů Ra a Rz, pro které lze doložit způsobilost měřidla, porovnatelné s měřením sondou SFP2. Hodnoty minimálního RSm pro způsobilé měřidlo byly mnohokrát větší pro přístroj Surtronic
57 7 NEJISTOTY MĚŘENÍ Správné není v podstatě žádné měření. Objekt pozorování se mění již pozorováním například měřením samotným, pokud je však tento (spíše filozofický) problém opomenut, vyskytuje se tu záležitost jiná velká řada faktorů externích i interních, které způsobují existenci odchylky mezi hodnotou měřené veličiny, která byla naměřena a hodnotou pravou (skutečnou). [45] Vzdálenost výsledku měření od pravé hodnoty se mění na základě použitého měřidla, měřicí metody a dalších reálných faktorů (za předpokladu, že byly odstraněny všechny nejvýznamnější zdroje systematických chyb). Rozmezí kolem naměřené hodnoty, ve kterém může být předpokládána hodnota pravá, nazýváme nejistotou měření. Tento interval by měl být vázán na určitou pravděpodobnost zahrnutí skutečné hodnoty tímto rozmezím. 100% pravděpodobnost, že je pokryta pravá hodnota, má však pouze nekonečně velký interval (s jednou nebo oběma mezemi v nekonečnu). [45] Nejistota může být definována jako: Parametr přidružený k výsledku měření, který charakterizuje rozptýlení hodnot, jež by mohly být důvodně přisuzovány k měřené veličině. [45]. Další definice nejistoty měření vychází z normy ČSN EN ISO : Odhad přiřazený k výsledku zkoušky a charakterizující interval hodnot, o němž se tvrdí, že uvnitř něho leží správná hodnota. [61]. Na nejistotě se podílí řada vlivů, které ji způsobují; je složena z dílčích složek nejistoty měření. Jejich správné a objektivní vyhodnocení je omezeno mezemi současného stavu poznání daného měřicího procesu. Základními vlivy, které je třeba při analýze vzít do úvahy, jsou [45]: lidský faktor (provádění a zabezpečení měření), prostředí, ve kterém je měření prováděno, a jeho podmínky, použitá měřicí metoda (její výběr, znalost, validační parametry), použité měřicí vybavení (podrobné informace včetně metrologických konfirmací např. kalibračních nejistot, způsobu výběru měřených vzorků), manipulace a zacházení s měřicím vybavením. [45] Jednotlivé dílčí složky nejistoty měření mohou být odhadnuty; v literatuře je popsáno vícero metod. Klasickým přístupem k jejich odhadu je označován přístup dokumentu GUM [46]. Tento rozděluje složky nejistot na dvě skupiny podle příčiny jejich vzniku: složky nejistot typu A a typu B. Toto označení je poněkud zavádějící, lepším překladem dle [45] je: složky nejistot, které jsou vyhodnocovány postupem A (resp. B). [45] 7.1 Vyhodnocení složek nejistot: postup A Do skupiny složek nejistot vyhodnocovaných postupem A můžou být zařazeny ty, jejichž příčiny vzniku jsou místní zdroje a ty, které se přímo týkají realizace daného měření. Mezi jejich zdroje patří náhodné i systematické chyby (liší se tím, že působení systematických chyb může být korigováno). Složky nejistot vznikající na základě náhodných chyb mohou být rozděleny do třech kategorií [45]: nejistoty nezávislé na čase, nejistoty plynoucí ze specifických podmínek měření, nejistoty plynoucí z náhodné heterogenity materiálu. [45] 57
58 Tento postup je metodou vyhodnocení nejistoty pomocí statistické analýzy série pozorování [46]. 7.2 Vyhodnocení složek nejistot: postup B Do druhé skupiny složek nejistot (vyhodnocovaných postupem B) patří složky nejistot vznikající na základě náhodných chyb, o kterých není možnost získat informace v rámci místního provádění měření. Dále sem patří také složky vznikající v důsledku náhodných chyb zakládajících se na jiných procesech měření, které s daným měřením nějak souvisí. Tímto postupem mohou být také vyhodnocovány nejistoty vzniklé na základě náhodných i systematických chyb. Mezi nejběžnější zdroje nejistot vyhodnocovaných postupem B patří [45]: objekty (etalon, měřidlo), které byly kalibrovány v externích laboratořích, fyzikální konstanty použité pro výpočet, statisticky nevyšetřitelné působení prostředí, rozdílnosti v uspořádání měřicích přístrojů a provedení měřicího procesu, vady rozlišovacích schopností měřidel [45]. Postup B je metodou hodnocení nejistot prostředky jinými, než je statistická analýza série pozorování [46]. 7.3 Standardní, kombinovaná a rozšířená nejistota Standardní nejistotou rozumíme nejistotu výsledku měření vyjádřenou ve formě směrodatné odchylky. Výběrová směrodatná odchylka s (viz rovnice 11) je odhadem směrodatné odchylky σ. Směrodatné odchylky pro různá rozdělení jsou uvedeny v tabulce 12. Tab 12) Směrodatná odchylka pro různá rozdělení (upraveno z [46]) Normální rozdělení Rovnoměrné rozdělení Trojúhelníkové rozdělení Graf hustoty rozdělení pravděpodobnosti Směrodatná odchylka σ (odhadem je s) 3 6 Kombinovaná standardní nejistota je standardní nejistota výsledku měření, pokud je tento výsledek získán z více hodnot. Je rovna odmocnině součtu čtverců dílčích složek nejistot vyhodnocených postupem A a složek nejistot vyhodnocených postupem B za podmínek 58
59 zachování jejich vzájemných korelací [46]. Příkladem výpočtu kombinované standardní nejistoty uc je: W V N = V!, (15)!#$ přičemž ui jsou jednotlivé složky nejistot a N je jejich počet [46]. Rozšířená nejistota je hodnota určující interval obsahující výsledek měření, o kterém může být předpokládáno, že zahrnuje velkou část z rozdělení hodnot, které by mohly být odůvodněně přiřazovány k měřené veličině [46]. Rozšířenou nejistotu U vypočteme vynásobením kombinované standardní nejistoty uc koeficientem rozšíření k [46]: X = Y V N. (16) Hladinou spolehlivosti p rozumíme pravděpodobnost, že daný interval pokryje skutečnou hodnotu [46]. V tabulce 13 jsou uvedeny hodnoty koeficientů rozšíření k pro různé hladiny spolehlivosti p. Tab 13) Hodnota koeficientu rozšíření k, se kterým lze dosáhnout intervalu s danou hladinou spolehlivosti p (za předpokladu normálního rozdělení; upraveno z [46]) Hladina spolehlivosti p [%] Koeficient rozšíření k [ ] 68, , ,73 1 1,645 1, , Výpočet nejistoty dle NPL NPL (National Physical Laboratory, v překladu Národní fyzikální laboratoř) je britský národní metrologický institut. Patří mezi přední světová centra zabývající se zejména vývojem a aplikací měřicích standardů. NPL vydala mnoho příruček osvědčených měřicích postupů (Measurement Good Practice Guide, ke květnu 2018 celkem 149, [62]), jejichž cílem je vyšší úroveň měření nejen ve Velké Británii. Příručka osvědčených měřicích postupů č. 37 [63] se zabývá měřením textury povrchu pomocí kontaktních přístrojů. Informuje o současných mezinárodních normách, zavádí terminologii a metodiku měření. Také obsahuje popis kalibrace přístrojů pro měření textury povrchu a postup výpočtu nejistot měření. [63] Přístup k výpočtu nejistot dle NPL je konzervativní. Vychází z postupu v Pokynu pro vyjadřování nejistot měření [46] a rozšiřuje ho pro lepší aplikovatelnost na širší rozsah úloh. Výpočet nejistot v Příručce osvědčených měřicích postupů č. 37 je zjednodušená metoda s tendencí nadhodnocovat nejistotu měření. Popisuje výpočet nejistoty posunu v ose x a v ose z. Vysvětluje, že výpočet nejistoty některých parametrů drsnosti je velmi složitá záležitost a nejistotu například parametrů Ra a Rq lze pouze odhadnout, zatímco výpočet nejistoty RSm by měl být realizován pouze v laboratořích u vrcholu řetězce návaznosti. [63] 59
60 V [63] je doporučeno dvanáct měření určitého povrchu a pět měření na etalonu typu A (etalon výšky stupně). Pro zjištění některých veličin je třeba vyhodnotit měřicím přístrojem Pt a Pq na opticky hladkém povrchu [63]. Objektem zájmu této diplomové práce byly nejistoty parametrů Ra, Rz a RSm. Nejistotu parametru Ra ura lze dle NPL odhadnout jako výběrovou střední chybu průměru (standard error of the mean) sx [46]: Z = :, (17) kde s je výběrová směrodatná odchylka a n je počet měření [46]. Rozšířená nejistota Ra, tj. URa je při koeficientu rozšíření 2 dvojnásobkem této hodnoty. Spolu s touto hodnotou doporučuje Leach [63] uvádět nejen popis jejího výpočtu, ale také nejistotu v ose z. Nejistotu vertikálního posunu UZ lze vypočítat jako [63]: 60 X \ " X H +4 X \", (18) přičemž Zm je měřená výška, UC je standardní nejistota při kalibraci, C je kalibrační faktor, UZm je standardní nejistota při vlastním měření výšky a Zm je měřená výška. Standardní nejistota při kalibraci UC může být vypočtena dle [63]: X H = X ]^ X ]" +^ " ( " ), (19) kde dm je změřená výška stupně etalonu a dc je referenční výška stupně (uvedená na jeho kalibračním listu). Udc je kalibrační nejistota měřeného etalonu a Udm označuje přesnost měřicího přístroje (výběrová střední chyba průměru opakovaných měření pro určení dm). Kalibrační faktor C je podílem referenční a naměřené výšky stupně etalonu typu A [63]: 4 = ^ ". (20) Standardní nejistotu při vlastním měření výšky UZm vyjadřuje rovnice [63]: X \" = 1_ & 3, (21) přičemž Zref označuje vliv profilu kluzného vedení, což je největší odchylka od střední čáry (Zref = Pt vyhodnocené na opticky hladkém povrchu), faktor šumu nástroje je nazván jako Zn (lze jej považovat za rovný parametru Pq vyhodnoceném na opticky hladkém povrchu), Zpl je efekt plastické deformace [63]. V NPL [63] je uveden číselný odhad Zpl pro hrot s poloměrem 2 µm a přítlačnou silou 0,00075 N. Pro hrot s jinými vlastnostmi může být Zpl (za předpokladu, že poloměr zakřivení povrchu se blíží nekonečnu) vypočten jako velikost deformace δ [6]: $ j a 3c 4 e1 f $ + 1 f h e 2i h, (22) cg $ cg.!& kde ν je Poissonovo číslo, E je Youngův modul (modul pružnosti v tahu), přičemž indexy 1 a 2 značí materiál hrotu a materiál povrchu, W označuje přítlačnou sílu a rtip je poloměr hrotu [6].
![Nejistota parametru Rz urz je poté vypočtena dle vzorce [63]: V 3) = k l3) +X \, (23) kde sxrz je výběrová střední chyba průměru Rz a UZ vypočteme dle vzorce 18 nahrazením veličiny Zm za průměrnou](/docs-images/101/151363926/images/61-1.jpg "hodnotu parametru Rz. Rozšířená nejistota Rz URz je dvojnásobkem urz (koeficient rozšíření k = 2) [63].")
61 Nejistota parametru Rz urz je poté vypočtena dle vzorce [63]: V 3) = k l3) +X \, (23) kde sxrz je výběrová střední chyba průměru Rz a UZ vypočteme dle vzorce 18 nahrazením veličiny Zm za průměrnou hodnotu parametru Rz. Rozšířená nejistota Rz URz je dvojnásobkem urz (koeficient rozšíření k = 2) [63]. Jak již bylo řečeno, výpočet nejistoty parametru RSm by měl být dle [63] prováděn jen v kvalifikovaných laboratořích. Místo něho by měl být uveden odhad nejistoty v ose x, který se vypočítá jako dvojnásobek výběrové střední chyby průměru RSm (rovnice 17) [63] Popis měření Sondou SFP2 na souřadnicovém měřicím stroji DEA byl měřen etalon drsnosti Mahr PGN-3 (na obrázku 35) a skleněná opticky hladká čočka. Sinusový profil skleněného povrchu etalonu Mahr má následující jmenovité parametry: Ra = 0,90 µm, Rz = 3,2 µm a RSm = 0,12 mm. Referenční hodnoty parametrů z poslední kalibrace jsou Ra = 0,888 µm, Rz = 3,051 µm a RSm = 0,1198 mm. Bohužel, údaj o kalibrační nejistotě nebyl k dispozici. Tento etalon byl zvolen kvůli rozložení směru nerovností povrchu etalon Mahr PGN-3 je v tomto ohledu rovnoměrnější, než například Rubert 527 E. Obr. 35) Etalon Mahr PGN-3 [57] Měření probíhalo způsobem analogickým ke způsobu popsaném v kapitole 6.2 ve středu měřeného objektu, kolmo k nerovnostem, v záporném směru osy Y. Oba objekty byly měřeny dvěma různými moduly (SFM-A1 a SFM-A2) a dvěma polohami osy modulu (rovnoběžnou se směrem měření a kolmou na směr měření; zobrazeno na obrázku 29). Měřený objekt byl upnut zkoumaným profilem směrujícím vzhůru, podle potřeby probíhalo justování stroje, vyrovnání součásti a nastavení počátku. Pro měření s osou modulu rovnoběžnou se směrem měření (s opěrkou o poloměru 40 mm) byla nastavena hodnota cut-off 0,8 mm, pro měření s osou modulu kolmou ke směru měření (opěrka o poloměru 12,5 mm) 0,25 mm (důvody blíže popsány v kapitole 6.2). Etalon Mahr byl měřen s λs (tj. filtr odstraňující šum) rovným 2,5 µm; sklo s λs = 0 (všechny filtry nastaveny jako filtry Gaussova typu). Z měření etalonu byly vyhodnoceny parametry Ra, Rz a RSm, z měření skla parametry Rt a Rq. Proběhlo 4 10 měření etalonu a stejný počet měření skla. Sejmutý profil skla lze shlédnout na obrázku 36. Výsledné parametry všech měření jsou v příloze C. 61
62 0, ,4936 z [µm] 0, ,4935 0, ,5 1 1,5 2 2,5 3 x [mm] Obr. 36) Část sondou SFP2 sejmutého profilu opticky hladkého skla Analýza výsledků měření Rozšířená nejistota parametru Ra, tj. URa, byla odhadnuta jako dvojnásobek výběrové střední chyby průměru (viz rovnice 17) jednotlivých vyhodnocených hodnot Ra. Nejistota v ose z byla vypočtena dle vzorců 18 až 22 s určitými aproximacemi. Protože etalon výšky stupně nebyl k dispozici, byl měřen etalon drsnosti Mahr a za veličiny dc a dm (referenční a změřená výška stupně etalonu) byly dosazeny referenční Rzref a z měření vyhodnocená průměrná hodnota mmmm (největší výška profilu drsnosti) tohoto etalonu. Tak mohl být dle rovnice 20 spočten kalibrační faktor C: 4 = ^ 1_ " mmmm. (24) Kalibrační nejistota etalonu Udc byla dle pokynů vedoucího diplomové práce nahrazena pesimistickým odhadem: rozšířená kalibrační nejistota byla stanovena jako 5 % referenční hodnoty Rz (z poslední kalibrace etalonu). Udm byla určena jako výběrová střední chyba průměru opakovaných měření pro určení dm tj. sxrz (výběrová střední chyba průměru Rz; viz vzorec 17). Podle rovnice 19 byla vypočítána standardní nejistota při kalibraci UC: 0,05 1_ X H = X ]^ +^ X n ]" " ( " ) 2 mmmm p + 1_ l3) ( mmmm ). (25) Jako odhad vlivu profilu kluzného vedení Zref doporučuje Leach [63] Pt opticky hladkého povrchu. Protože z profilu naměřeného přístrojem s kluznou opěrkou nelze vyhodnotit Pt (těmito přístroji je možno vyhodnocovat pouze parametry drsnosti, viz kapitola 3.2), byla za tuto proměnnou dosazena mmm +P, průměrná hodnota Rt vyhodnocená z měření skla. Podobně je tomu u vlivu šumu nástroje Zn místo doporučovaného Pq je dosazena průměrná Rq skla mmmm +P,. Protože hroty všech modulů sondy SFP2 vykazují mnohem větší přítlačnou sílu, než pro kterou je v NPL [63] uvedena číselná hodnota efektu plastické deformace Zpl, bylo třeba ji spočíst jako velikost deformace δ dle rovnice 22. Při výpočtu je uvažováno rozhraní izotropních materiálů diamant sklo a Poissonovo číslo i Youngův modul pružnosti obou jsou tabelované hodnoty (viz tabulka 14). Přítlačná síla hrotu W a poloměr jeho špičky rtip jsou uvedeny ve specifikacích modulů a pro oba použité moduly jsou stejné (0,004 N a 2 µm). 62
63 Tab 14) Poissonovo číslo a Youngův modul pružnosti diamantu [64] a skla [65] Poissonovo číslo ν [ ] Youngův modul pružnosti E [GPa] Diamant ,2 Sklo 720 0,22 Výše uvedené veličiny můžeme potom dosadit do vzorce 21 pro výpočet standardní nejistoty při vlastním měření výšky UZm: X \" = 1_ & mmm +P, mmmm +P, a 3, (26) Nejistota v ose z se uvádí jako funkce s jednou proměnnou tou je Zm. Po vložení průměrné hodnoty Rz (vyhodnocené na etalonu) místo Zm a dosazení do rovnice 23 se získá nejistota parametru Rz urz. Rozšířená nejistota URz byla vypočtena vynásobením urz dvěma. Výpočet RSm dle [63] realizovat nelze, ale rozšířená nejistota v ose x byla vypočtena jako výběrová střední chyba průměru hodnot RSm, vyhodnocených z měření etalonu Mahr. Výsledné nejistoty pro všechny podmínky měření jsou uvedeny v tabulce 15. Tab 15) Nejistota dle NPL Hodnoty rozšířených nejistot vypočtených s 95% spolehlivostí dle NPL Rozšířená nejistota parametru Rozšířená nejistota v ose URa URz osa z osa x [µm] [µm] [nm] [µm] A1_R12,5 0, , k0,245+0, ,02961 A1_R40 0, , k11,010+0, ,01189 A2_R12,5 0, , k0,154+0, ,03511 A2_R40 0, , k0,406+0, , Výpočet nejistoty dle ČSN EN ISO Norma ČSN EN ISO se zabývá podmínkami použití měřicích etalonů při kalibraci metrologických znaků dotykových (hrotových) profilometrů pro měření textury povrchu. Mimo jiné uvádí i postup výpočtu nejistoty hodnot naměřených během kalibrace při použití měřicího etalonu [66]. Tento postup vychází z normy ČSN EN ISO , která obsahuje návod pro odhad nejistoty měření v GPS (geometrická specifikace produktu), při kalibraci měřicího vybavení a při ověřování výrobku. Obsahuje postup implementace koncepce uvedené v GUM a nejistotu výsledku procesu kalibrace a procesu měření zpracovává stejným způsobem, 63
64 přičemž jako kalibrace je označováno měření metrologických znaků měřicího vybavení či etalonu, zatímco měření je považováno za měření geometrických znaků obrobku [67]. Nejistota kalibrovaného metrologického znaku (či charakteristiky) se skládá ze dvou složek: odhad výběrové standardní nejistoty realizované veličiny a nejistota nastavení korekce systematických chyb metrologických znaků. Při výpočtu nejistoty dle návodu v [66] je náhodná složka nejistoty (která vyplývá z nedokonale jednotného povrchu měřicího etalonu drsnosti) zahrnuta do nejistoty měřicího etalonu, uvedené v jeho kalibračním listu, proto se do celkové rozšířené nejistoty již nepřidává. V postupu je využito úplné analýzy rozptylu ANOVA (doporučeno v GUM [46]). [66] Pro další analýzu je vhodné vyhodnotit parametry z profilů naměřených pětkrát ve dvanácti polohách na měřicím etalonu drsnosti. Náhodné vlivy, které přispívají k variabilitě měření jsou [66]: variace hodnoty parametru na měřicím etalonu, přiřazená k neznámé variaci s variace hodnoty parametru mezi hodnoceními, přiřazená k t opakovatelnost dotykového přístroje, přiřazená k u [66]. Do konečného výpočtu kombinované standardní nejistoty je zahrnuto pouze dvou uvedených variací (z důvodů obsažení s v kalibrační standardní nejistotě etalonu ucal) [66]: V^ = k t + v +V Nwx, (27) rozšířená nejistota je potom dvojnásobek uc (při koeficientu rozšíření 2). Odhady uvedených variací poskytuje analýza ANOVA (dvoufaktorová ANOVA bez opakování). Variace t a u jsou dány vztahy 2 [66]: t = y j y z, (28) 12 u = y z, (29) přičemž M3 a M4 jsou průměry čtverců různých zdrojů variability (index 3 značí zdroj variace mezi hodnoceními a index 4 zdroj opakovatelnosti přístroje). Průměr čtverců se vypočte dle vzorce [66], [68]: y ) = ) f ), (30) kde z značí zdroj variability (1 až 4), νz je počet stupňů volnosti a Sz je součet čtverců daného zdroje variability [66]. Počet stupňů volnosti pro zdroj 3 a 4 je dán vztahy [68]: f j = :! 1, (31) f z = (: { 1)(:! 1), (32) 64 2 Vztah pro variaci t je v normě ČSN EN ISO uveden chybně [66]. Oprava proběhla na základě odvození popsaného v téže normě.
![přičemž ni je počet hodnot a : { je počet hodnocení [68] (při doporučeném počtu měření je to 12 a 5). Součty čtverců S3 a S4 jsou vypočteny z výrazů 3 [66], [68]: 0 ~ j = :! } Dm, (33) 0 {#$ 0 ~ z =!](/docs-images/101/151363926/images/65-1.jpg "{ D} D } +m, (34)!#$ {#$ kde Xij označuje i-tou hodnotu j-tého hodnocení a X i, X j a X jsou příslušné aritmetické průměry [66], [68]: } = 1 :!{, (35)! 0!#$ 0 ~ } = 1 :!{, (36) { {#$ 0 ~ 0 m = 1 :! :!{. (37) { {#$!")
65 přičemž ni je počet hodnot a : { je počet hodnocení [68] (při doporučeném počtu měření je to 12 a 5). Součty čtverců S3 a S4 jsou vypočteny z výrazů 3 [66], [68]: 0 ~ j = :! } Dm, (33) 0 {#$ 0 ~ z =!{ D} D } +m, (34)!#$ {#$ kde Xij označuje i-tou hodnotu j-tého hodnocení a X i, X j a X jsou příslušné aritmetické průměry [66], [68]: } = 1 :!{, (35)! 0!#$ 0 ~ } = 1 :!{, (36) { {#$ 0 ~ 0 m = 1 :! :!{. (37) { {#$!#$ Popis měření Pomocí sondy SFP2 na SMS DEA bylo dle požadavků provedeno pět měření na dvanácti místech etalonu drsnosti Rubert 527 E (profil tvaru sinusoidy s parametry Ra = 3,0 µm; RSm = 100 µm a Pt = 10 µm) Schéma měření je na obrázku 37. Mezi měřeními byla dodržována konstantní vzdálenost. Kalibrační list, tudíž ani nejistota při kalibraci použitého etalonu drsnosti nebyly k dispozici. Obr. 37) Schéma pozic měření etalonu drsnosti Rubert 527 E v souřadnicovém systému stroje (upraveno z [69]) v [68]. 3 Vzorec pro výpočet součtu čtverců S 4 uvádí norma [66] nesprávně. Korekce proběhla po kontrole vzorce 65
66 Proces měření probíhal opět analogicky k postupu popsaném v kapitole 6.2. Pro měření byly použity dva moduly (SFM-A1; SFM-A2) a dvě polohy osy modulu (rovnoběžná se směrem měření a kolmá na směr měření; viz obrázek 29). Etalon byl upnut měřeným profilem vzhůru a dle podmínek probíhalo justování stroje a také vyrovnání součásti a nastavení počátku. Hodnoty cut-off (filtru λc) byly nastaveny na 0,8 mm a 0,25 mm dle polohy osy modulu (tj. pro měření s opěrkou s poloměrem 40 mm resp. 12,5 mm). Vyhodnocení zvolených parametrů, tedy Ra, Rz a RSm, proběhlo s filtrem λs o velikosti 2,5 µm. Pro oba filtry byl zvolen Gaussův typ filtru. Na začátku analýzy dat bylo zjištěno, že u jedné sady měření (modul SFM A2, směr měření souběžný s osou modulu) bylo nedopatřením změřeno pouze 11 ze 12 pozic. Dle pokynů vedoucího diplomové práce byla analýza prováděna i přes 15 chybějících hodnot s předpokladem, že výsledky tímto pravděpodobně nebudou příliš ovlivněny. Celkový počet měření byl tedy 225. Výsledné hodnoty parametrů vyhodnocených z těchto měření jsou uvedeny v příloze C Analýza výsledků měření Předpokladem mnoha parametrických testů, jakož i analýzy rozptylu, je normalita zkoumaných dat. Normalita analyzovaných souborů byla zkoumána stejným způsobem, který je popsán v kapitole 6.3. Shapirův-Wilkův test byl použit i přesto, že je doporučován většinou pro soubory menší, než 50 hodnot; studie však prokázaly jeho účinnost i pro sady dat o velikosti 60 vzorků [70]. Na základě tohoto testu byla zamítnuta nulová hypotéza o normálním rozdělení u 11 ze 12 sad dat na hladině významnosti 5 % (parametry drsnosti jsou obecně veličiny s velkou variabilitou, jejímž zdrojem je zejména etalon). Hayter ve své knize [68] doporučuje vytvoření histogramů, které byly pro všechny sady dat vykresleny v programu Matlab a jsou uvedeny v příloze C. Většina z nich se od tvaru normálního rozdělení výrazně neliší. ANOVA je analýzou dostatečně robustní a ne velmi citlivou na odchylky od normálního rozdělení, proto produkuje přijatelné výsledky i pro data, která normální rozdělení nemají [68]. Nejistota byla pro všechny sady dat parametrů Ra, Rz a RSm vypočtena dle rovnic 27 až 37. Chybějící údaj o kalibrační standardní nejistotě etalonu ucal byl substituován pesimistickým odhadem, tj. rozšířená kalibrační nejistota je rovna 5 % referenční hodnoty daného parametru (pro RSm bylo použito referenční Pt). Vypočtené nejistoty parametrů jsou uvedeny v tabulce 16. Tab 16) Hodnoty rozšířených nejistot vypočtených s 95% spolehlivostí dle ČSN EN ISO Nejistota dle ČSN EN ISO Rozšířená nejistota parametru URa URz URSm [µm] [µm] [µm] A1_R12,5 0, , ,00102 A1_R40 0, , ,00003 A2_R12,5 0, , ,00099 A2_R40 0, , ,
67 7.6 Diskuze Hodnoty nejistot parametrů vypočtené postupem uvedeným v NPL byly poměrně konzistentní a nevykazovaly větší variabilitu, stejně jako parametry vypočtené analýzou rozptylu. Z výsledků obou postupů není zřejmý žádný vliv rozdílných podmínek měření (modul SFM- A1 či SFM-A2, poloha osy modulu) na výslednou nejistotu. Na základě porovnání nejistot vypočtených dle NPL a dle ČSN EN ISO (viz tabulka 17) lze konstatovat, že metoda normy využívající analýzy rozptylu produkuje v tomto případě vždy větší hodnoty než metoda popsaná v NPL. Ačkoliv NPL označuje svůj postup jako takový, jehož výsledky budou vždy skutečnou nejistotu parametrů nadhodnocovat, metodu výpočtu dle ČSN EN ISO lze označit jako konzervativnější a více pesimistickou. Tab 17) Poměr hodnot rozšířených nejistot vypočtených s 95% spolehlivostí dle NPL a pomocí normy ČSN EN ISO (ozn. jako ČSN) s využitím analýzy rozptylu Poměr rozšířených nejistot daného parametru vypočtených dle NPL, resp. ČSN EN ISO URa_NPL/URa_ČSN URz_NPL/URz_ČSN Rozšířená nejistota v ose x dle NPL/URSm_ČSN [ ] [ ] [ ] A1_R12,5 0,0067 0,4353 0,0059 A1_R40 0,0060 0,6014 0,0024 A2_R12,5 0,0216 0,4344 0,0070 A2_R40 0,0059 0,4387 0,0017 Je třeba zdůraznit, že prezentované výsledky byly z důvodu nedostatku informací v obou případech vypočteny za použití aproximací a kvalifikovaných odhadů (zejména referenčních hodnot parametrů a kalibrační nejistoty). Těchto nahrazení proběhlo o mnoho více při výpočtu nejistot dle NPL. Z toho důvodu lze tento postup doporučit zejména pro případy, kdy je možnost zaručit celý zbytek metrologického řetězce návaznosti. Pro ostatní situace je potom pravděpodobně vhodnější metodika s použitím analýzy rozptylu uvedená v ČSN EN ISO
68 68

69 8 PRAKTICKÁ DEMONSTRACE MĚŘENÍ NA TĚLE PŘEVODNÍKU KROUTICÍHO MOMENTU Pro praktickou demonstraci měření bylo jako měřený objekt vybráno tělo převodníku krouticího momentu. Tento díl je používán jako součást automatických převodovek osobních automobilů. Model této součásti je zobrazen na obrázku 38. Obr. 38) Tělo převodníku krouticího momentu se zvýrazněnými kontrolovanými plochami vrcholů drážek Na výkrese těla převodníku krouticího momentu je předepsána textura povrchu většinou ve formě parametru Rz. Profilometrem Surtronic 25 firmy Taylor Hobson (jeho popis je v kapitole 6.4) a sondou SFP2 firmy Renishaw (viz kapitola 5) bylo provedeno demonstrační měření textury povrchu ploch vrcholů drážek (tj. ploch zvýrazněných modře na obrázku 38). Na těchto obrobených plochách byl předepsán požadavek Rz 10, celkový počet drážek je 40. Stav textury povrchu je zde důležitý, neboť ovlivňuje mimo jiné odolnost proti opotřebení a schopnost mazání. Pro měřicí proces s použitím obou přístrojů byl předpokládán požadavek 100% kontroly specifikace parametru drsnosti, tedy změření profilu povrchu na plochách vrcholů všech drážek. 8.1 Měření součásti profilometrem Surtronic 25 Před vlastním měřením dílenským profilometrem Surtronic 25 bylo třeba vyřešit ustavení součásti tak, aby měřená plocha byla polohována horizontálně, měřeným povrchem vzhůru. K tomu bylo použito prizmatické podložky, do které byla uložena válcová část měřené součásti. Dále bylo třeba postavit přístroj samotný na podložku tvaru kvádru tak, aby bylo raménko v podobné výšce jako měřená plocha; přesné seřízení výšky raménka a jeho kolmosti ke stěně těla přístroje proběhlo pomocí vestavěného šroubu. Raménko bylo nastaveno tak, aby měřená dráha byla kolmá na směr nerovností povrchu. Přístroj byl nastaven do módu umožňujícího vyhodnocení profilu softwarem a měřicí rozsah byl stanoven na 100 µm. Při předpokladu, že parametry budou vyhodnocovány s filtrem cut-off 0,8 mm; je nutné naměřit 4,8 mm (kvůli ořezání jedné základní délky pro správnou 69

70 realizaci filtru v programu TalyProfile Lite). Tento předpoklad byl později potvrzen pomocí postupu uvedeného v kapitole Proběhla dvě měření: s měřenou délkou 4 mm a 8 mm. Mezi každým měřením povrchů jednotlivých drážek bylo třeba pootočit měřenou součástí v prizmatické podložce o vhodný úhel tak, aby plocha vrcholu drážky, jejíž textura povrchu má být měřena následně, byla v horizontální poloze. Měření součásti profilometrem Surtronic 25 je zobrazeno na obrázku 39. Obr. 39) Měření profilu vrcholů drážek těla převodníku krouticího momentu pomocí profilometru Surtronic 25 Celkově byly změřeny 4 plochy vrcholů po sobě jdoucích drážek a čas tohoto měření byl sledován pomocí stopek. Časované měření sestávalo z několikrát se opakujících následujících úkonů: samotné měření, odsunutí přístroje, pootočení součásti, přistavení přístroje zpět a jeho seřízení do vhodné polohy vůči měřenému objektu. Na základě tohoto času byl odhadnut čas potřebný pro kontrolu všech ploch vrcholů drážek. Parametr Rz byl vyhodnocen v programu TalyProfile Lite. Výsledky jsou spolu s časovými údaji v souhrnné tabulce Měření součásti sondou SFP2 Pro ustavení součásti pro měření sondou SFP2 nebylo třeba upínacího přípravku ani podložky; měřený díl byl postaven na stůl souřadnicového měřicího stroje tak, že jeho osa byla kolmá na plochu stolu (viz obrázek 40). Měření bylo provedeno modulem SFM-A1 tak, že poloha jeho osy byla rovnoběžná se směrem měření (kladný směr osy Z stroje). Před prvním měřením proběhlo automatické justování stroje, vyrovnání součásti a nastavení počátku. Měřicí dráha sondy (včetně posunutí o určený úhel) byla naprogramována v softwaru MODUS. Cut-off pro vyhodnocení parametru Rz byl zvolen stejný, jako při vyhodnocování dat z profilometru, tedy 0,8 mm. Měřená délka byla poté určena strojem automaticky tak, aby pokryla vyhodnocovanou délku (tj. 4 mm). Stejně jako v předešlém případě byl měřen čas sejmutí profilů na 4 plochách vrcholů po sobě jdoucích drážek. Časově sledované měření obsahovalo automatický měřicí proces 70
 Měření profilu vrcholů drážek těla převodníku krouticího momentu pomocí sondy SFP2 8.")
71 sondy. Softwarem byl vyhodnocen zvolený parametr (Rz). Výsledky demonstračního měření sondou SFP2, obsahující i odhad délky trvání 100% kontroly, jsou uvedeny v tabulce 18. Obr. 40) Měření profilu vrcholů drážek těla převodníku krouticího momentu pomocí sondy SFP2 8.3 Diskuze Z tabulky 18 je zřejmé, že požadavek Rz 10 uvedený na výkrese byl splněn (bylo tomu tak i u všech dílčích vyhodnocených parametrů Rz). Protože pro tento povrch je (dle postupu v kapitole 2.1.2) nejvhodnější použít filtr cut-off o velikosti 0,8 mm; tedy vyhodnocovanou délku 4 mm, bylo Rz vyhodnoceno pouze pro jedno z měření profilometrem Surtronic 25 (pro měření o dostatečné naměřené délce). Rozdíl průměrných hodnot Rz vyhodnocených z měření různými přístroji spočívá zřejmě v tom, že nebyly změřeny plochy vrcholů totožných drážek. Automatický měřící proces sondy SFP2 trval kratší dobu než obě měření profilometrem Surtronic 25 (viz tabulka 18). Při 100% kontrole všech drážek představovala teoretická časová úspora na jednom díle 11 minut a 50,7 vteřin při měření pomocí sondy SFP2 oproti profilometru Surtronic 25 (měřená délka 8 mm). Tab 18) Výsledky demonstračního měření součásti profilometrem Surtronic 25 a sondou SFP2 (časová náročnost kontroly, splnění požadavku) Čas změření ploch vrcholů 4 drážek Čas změření ploch vrcholů 40 drážek Průměr Rz jednotlivých drážek Surtronic 25 4 mm 8 mm Sonda SFP2 [s] 120,01 147,40 76,33 [s] 1200, ,00 763,30 [µm] 6,80 8,24 71
72 Měření sondou SFP2 proběhlo v jednom ustavení a bez potřeby speciálních ustavovacích přípravků či podložek. Při měření profilometrem bylo naopak třeba nejprve vyřešit způsob upnutí měřeného objektu a zajistit vhodné podložky. Dále bylo nutné, aby obsluha ručně mezi dílčími měřeními jednotlivých drážek změnila polohu kontrolované součásti. Tento ruční úkon mohl do procesu zanést určitou míru chyby, jelikož při měření profilu má nastavení směru měření raménka značný vliv na výsledek. Schopnosti lidského faktoru také ovlivní celkový čas měřicí operace čas, uvedený v tabulce 18, lze považovat za orientační. Pro součásti podobného typu představuje schopnost sondy měřit texturu povrchu v mnoha polohách a směrech následující výhodu: v rámci jednoho ustavení lze na součásti měřit mnoho kontrolovaných parametrů a ušetřit tak několik desítek manipulačních operací. Při použití například další ze sond systému REVO lze kromě textury povrchu při stejném ustavení kontrolovat kupříkladu rozměr a polohu prvků. Tímto může u složitějších sériově vyráběných součástí dojít při poloautomatizovaném či automatizovaném procesu měření k velké časové úspoře. 72
73 9 DOPORUČENÍ PRO PRAXI Výrobci sondy SFP2 (tedy firmě Renishaw) i jejím uživatelům lze doporučit realizaci několika kroků popsaných níže. 9.1 Doporučení pro výrobce Výrobci sondy SFP2 je možné doporučit zejména opravu či doplnění specifikace v katalogových listech sondy a modulů. Jako nedostatek lze chápat neuvedení typu snímače v katalogových listech a propagačních materiálech, neboť laserový interferometrický snímač může být konkurenční výhodou. Je tomu tak, protože mnoho dílenských profilometrů používaných ve strojírenské praxi obsahuje indukčnostní snímač, který má oproti laserovému interferometrickému snímači horší rozlišení ve vertikálním směru (viz srovnání profilů povrchu skla sejmutých přístroji s těmito snímači na obrázku 19). Dalšími ve specifikacích neuvedenými údaji, které jsou požadovány normou ČSN EN ISO 3274, jsou vrcholový úhel kužele hrotu (chybí v katalogových listech modulů SFM-A1 až SFM-D1) a rychlost změny měřicí síly. Pro zákazníka jasnější formou by mohla být uvedena podmínka maximálního cut-off při snímání v různých směrech kluzné opěrky a rozteč bodů profilu. Dále by bylo vhodné sjednocení údajů o velikosti přítlačné síly hrotu modulů SFM-A1 a SFM-A2, který je odlišný v katalogových listech jednotlivých modulů a sondy SFP2. Ve specifikacích by také neměla být uváděna správnost, která je ve své podstatě kvalitativním znakem, nýbrž nejistota při vyhodnocování vybraných parametrů, vyjádřena některým z platných způsobů uvádění nejistoty dle GUM [46]. Nejistotu měření vybraných parametrů lze vypočítat dle množství dostupných informací buď podle NPL, či analýzou rozptylu dle normy ČSN EN ISO (viz kapitola 7). Postup dle NPL je možno doporučit v případě, že lze zaručit zbytek metrologického řetězce návaznosti, pro ostatní situace je vhodné použít konzervativnější pesimistický postup dle jmenované normy. Vertikální rozsah sondy by mohl být uveden minimální a maximální rozlišitelnou výškou povrchu. V případě stávajícího určení tohoto rozsahu, tedy dle doporučeného intervalu parametru Ra, lze dolní hranici tohoto intervalu doložit analýzou způsobilosti podobnou té, která je uvedena v kapitole 6, avšak s použitím etalonu drsnosti s jemnějším povrchem (například s Ra = 0,1 µm). Pro většinu oborů strojírenského průmyslu jsou však výsledky (minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla) vypočtené v kapitole 6 dostačující. Vhodnou opravou by byla také úprava uvedených vyhodnotitelných parametrů v softwaru MODUS, konkrétně doplnění parametru Rz, který je v typickém případě shodný s parametrem zde uvedeným jako RzDIN. 9.2 Doporučení pro uživatele Sonda SFP2 je vhodná zejména pro použití na složitých sériově vyráběných součástech, u kterých by kontrolované prvky byly tradičními metodami (kontaktní profilometr) obtížně 73
74 dosažitelné, nebo by jejich dosažení vyžadovalo mnoho manipulačních operací (případné přemístění, ustavení měřeného objektu), které by významně prodlužovaly čas měření. Z analýzy demonstračního měření, popsané v této práci (kapitola 8), bylo zřejmé, že čas, ušetřený oproti tradičnímu měření, může na jediné součásti při 100% kontrole jediného prvku (plochy vrcholů 40 drážek) činit obecně až desítky minut. Další časovou úsporou je potenciální měření textury povrchu, rozměrů a polohy prvků v rámci jednoho ustavení a vyhodnocení těchto měření pomocí jednoho softwaru. Pro měření sondou SFP2 je nutno vlastnit také systém REVO (nezbytná je hlavice REVO-2) a souřadnicový měřicí stroj. Protože cena systému sondy SFP2 je oproti běžnému kontaktnímu profilometru několikanásobná, lze jeho koupi doporučit zejména v případě, že kupující již vlastní SMS vybavený systémem REVO s některou z ostatních sond, nebo o jejich koupi uvažuje. Při dostatečně velkých sériích a součástech s obtížně dosažitelnými prvky může být úspora času kontroly (a tedy i nákladů na kontrolu) vysoká. 74
75 ZÁVĚR Tato diplomová práce se zabývá problematikou využití souřadnicového měřicího stroje a sondy SFP2 pro hodnocení kvality povrchu. Cíle práce spočívaly v popisu zařízení pro hodnocení textury povrchu pomocí SMS, analýze systému měření parametrů drsnosti na SMS, srovnání výsledků této analýzy s analýzou systému měření profilometru, praktické demonstraci měření na zvolených výrobcích, analýze výsledků měření a doporučení pro praxi. Zařízení pro hodnocení textury povrchu pomocí SMS (sonda SFP2) je popsáno v kapitole 5, čímž je naplněn první z cílů. Je zde uveden přehled systému REVO se zaměřením na sondu SFP2 a její součásti. Je provedena kritická analýza specifikací sondy, včetně vyhodnocení splnění požadavků normy ČSN EN ISO Mezi hlavní nedostatky specifikací patří neuvedení některých důležitých údajů (typ snímače, nejistota měřidla, vrcholový úhel kužele hrotu, maximální filtr cut-off) či odlišné hodnoty totožných charakteristik v různých katalogových listech (velikost přítlačné síly hrotu modulů SFM-A1 a SFM-A2). Největší neshodou s uvedenou normou je velikost přítlačné síly hrotu, která u všech modulů několikanásobně převyšuje normou požadovanou jmenovitou hodnotu. V rámci druhého cíle, tedy analýzy systému měření parametrů drsnosti na SMS, je v kapitole 6 zpracovávána způsobilost měřidla. Způsobilost je popsána z pohledu dvou hlavních metodik pro analýzu procesu měření: MSA a VDA 5. Dle druhé jmenované jsou modifikovaným postupem pomocí ukazatelů způsobilosti měřidla Cg a Cgk vypočteny minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla. V tomto vyhodnocení spočívá praktická doložitelnost vypočtených minimálních hodnot parametrů drsnosti. Tyto se pohybují v hodnotách, které jsou dostatečné pro většinu odvětví strojního průmyslu (mimo jiné pro automobilový průmysl). Výpočet pomocí ukazatele Cg například dokázal, že je měřicí sonda schopna dosáhnout způsobilosti při vyhodnocování parametru Ra v rozsahu od 0,35 µm (uvedené číslo je hodnota pro nejméně výhodné podmínky měření). Výsledky jsou vyhodnoceny z několika sad měření za různých podmínek (odlišné moduly, pozice měřeného povrchu, poloměry kluzné opěrky), díky čemuž lze částečně zhodnotit vliv těchto faktorů na způsobilost měřidla. Dle třetího cíle jsou v 6. kapitole výsledky analýzy systému měření sondou SFP2 porovnány s analýzou systému měření profilometru, konkrétně dílenského profilometru Surtronic 25. Srovnávaným znakem jsou minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla, které jsou vypočteny postupem použitým i u sondy SFP2. Výsledné hodnoty pro Surtronic 25 jsou u parametrů Ra a Rz porovnatelné s výsledky analýzy systému měření sondy SFP2, u parametru RSm jsou pro Surtronic 25 o mnoho vyšší. Čtvrtý cíl, praktická demonstrace měření na zvolených výrobcích, je obsahem kapitoly 8, která popisuje měření těla převodníku krouticího momentu sondou SFP2 a profilometrem Surtronic 25. Na základě provedení měření textury povrchu zmíněnými 75
76 přístroji na části kontrolovaného prvku (na plochách vrcholů 4 ze 40 drážek), kdy byla sledována délka trvání měřicí operace, je odhadnuta časová náročnost stoprocentní kontroly daného prvku při použití obou přístrojů. Stoprocentní kontrola textury povrchu daného prvku s použitím sondy SFP2 by trvala téměř dvakrát kratší dobu než kontrola provedená profilometrem SFP2. Úspora času při měření daného prvku sondou SFP2, způsobená zejména absencí nutnosti manipulace se součástí, je u tohoto jediného dílu bezmála 12 minut. Při měření více nebo všech kontrolovaných prvků v rámci jednoho ustavení dochází k dalšímu nárůstu časové úspory. Dalším cílem byla analýza výsledků měření. Z důvodu spolupráce s výrobcem sondy SFP2, tedy firmou Renishaw, jejíž česká pobočka není podnikem se sériovou výrobou, nebylo možné uskutečnit měření většího počtu sériových součástí. Proto je v rámci analýzy výsledků měření přistoupeno k obecnější studii nejistot vyhodnocovaných parametrů drsnosti. Uvedením nejistoty parametrů je poskytnut obecný údaj o výsledcích měření, které je přístroj schopen poskytovat. Nejistota Ra, Rz a RSm je (v souladu s cílem analyzovat výsledky měření) vypočtena dle dvou různých postupů v kapitole 7. Vyhodnocování nejistot probíhalo na základě čtyř sad měření o různých podmínkách (dva odlišné moduly a poloměry kluzné opěrky), jejich vliv na nejistotu se však neprokázal. Metodika vyhodnocení nejistot parametrů pomocí analýzy rozptylu (dle ČSN EN ISO 12179) se ukázala být konzervativnější a více pesimistickou, než postup uvedený v NPL. Rozšířená nejistota, vypočtená postupem dle uvedené normy, dosahuje u všech provedených měření následujících hodnot: pro parametr Ra je rovna 0,15 µm; pro Rz to je 0,50 µm a rozšířená nejistota parametru RSm se rovná 5,00 µm. Kvůli nedostatku informací (tj. zejména kvůli absenci kalibračních listů měřených etalonů) bylo třeba při obou analýzách nahradit některé veličiny kvalifikovanými odhady. Z důvodu většího množství aproximací při postupu dle NPL lze tento postup doporučit zvláště v případech, kdy je zbytek metrologického řetězce návaznosti zaručen; v opačném případě je zřejmě vhodnější použití postupu využívajícího analýzy rozptylu dle ČSN EN ISO Kapitola 9, Doporučení pro praxi, pokrývá poslední cíl. Uvádí doporučení pro výrobce, týkající se zejména opravy či doplnění specifikací sondy a modulů, a také doporučení pro uživatele sondy SFP2. Zkoumaná sonda je vhodná zvláště pro kontrolu textury povrchu sériově vyráběných, tvarově složitých součástí, u kterých je třeba kontrolovat prvky, které by byly s použitím tradičních kontaktních přístrojů (profilometrů) obtížně dosažitelné. Cena systému sondy několikanásobně převyšuje cenu dílenského profilometru. Nákup sondy SFP2 je ekonomicky výhodný pro ty, kteří potřebují s texturou povrchu kontrolovat také rozměry a polohu prvků a pořídí si tedy (nebo již vlastní) také jinou sondu systému REVO. Tento systém jim umožní automatizovaně kontrolovat texturu povrchu, rozměry a polohu prvků v rámci jednoho ustavení, což vyústí v další úsporu času měření, tedy i nákladů. Další výzkum v této oblasti by mohl zahrnout modifikovanou analýzu způsobilosti s použitím etalonu drsnosti o jemnějším povrchu. Toto by mělo vyústit v nižší minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla. Předmětem dalšího zkoumání může být také určení míry vlivu jednotlivých faktorů (modulu, pozice měřeného povrchu, použitého poloměru kluzné opěrky) na výsledky analýzy způsobilosti pomocí analýzy rozptylu. 76
77 SEZNAM POUŽITÝCH ZDROJŮ [1] BUMBÁLEK, Bohumil, Vladimír ODVODY a Bohuslav OŠŤÁDAL. Drsnost povrchu. Praha: SNTL, 1989, 340 s. ISBN nepřiděleno. [2] Exploring Surface Texture: A fundamental guide to the measurement of surface finish. 7. edice. Liecester: Taylor Hobson Limited, [3] LEACH, Richard K. Optical Measurement of Surface Topography. Berlin: Springer- Verlag Berlin Heidelberg, ISBN [4] ČSN EN ISO Geometrické požadavky na výrobky (GPS) - Nedokonalosti povrchu Termíny, definice a parametry. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [5] ČSN EN ISO Geometrické požadavky na výrobky (GPS) - Struktura povrchu: Profilová metoda Termíny, definice a parametry struktury povrchu. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [6] WHITEHOUSE, D. Handbook of surface metrology. Philadelphia: Institute of Physics Pub., c1994, xxvi, 988 p. ISBN [7] EATON, Peter Jonathan a Paul WEST. Atomic force microscopy. New York: Oxford University Press, ISBN [8] ABBOT, Ernest. Instrument for recording or measuring surface irregularities. US. US A. Uděleno [9] NUGENT, Patrick. 50 Years of Quality: A Superficial History of Surface Finish. Quality magazine [online]. BNP Media, 2011 [cit ]. Dostupné z: [10] ČSN EN ISO Geometrické požadavky na výrobky (GPS) - Struktura povrchu: Profilová metoda Jmenovité charakteristiky dotykových (hrotových) přístrojů. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [11] ČSN EN ISO Geometrické specifikace produktu (GPS) - Textura povrchu: Plocha Část 2: Termíny, definice a parametry textury povrchu. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [12] ČSN EN ISO Geometrické požadavky na výrobky (GPS) - Struktura povrchu: Profilová metoda Pravidla a postupy pro posuzování struktury povrchu. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [13] ČSN EN ISO Geometrické specifikace produktu (GPS) - Filtrace Část 1: Přehled a základní koncepce. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [14] ČSN EN ISO Geometrické specifikace produktu (GPS) - Filtrace Část 20: Lineární profilové filtry: Základní koncepce. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [15] ČSN EN ISO Geometrické specifikace produktu (GPS) - Zkouška obrobků a měřidel měřením Část 1: Pravidla rozhodování pro prokázání shody nebo neshody se specifikacemi. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [16] HARČARÍK, Matej. Charakteristiky textury povrchu a jejich využití pro hodnocení kvality výrobků. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, dosud nepublikováno. Dizertační práce. Školitel doc. Ing. Róbert Jankových, CSc. 77
78 [17] ČSN EN ISO Geometrické specifikace produktu (GPS) - Textura povrchu: Plocha - Část 6: Klasifikace metod měření textury povrchu. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [18] VORBURGER, T., H.-G. RHEE, T. RENEGAR, J.-F. SONG a A. ZHENG. Comparison of optical and stylus methods for measurement of surface texture. The International Journal of Advanced Manufacturing Technology [online]. London: Springer-Verlag, 2007, 33(1), [cit ]. DOI: /s ISSN [19] NOVÁK, Zdeněk. Interferometrická měření v nanometrologii. MM Průmyslové spektrum [online]. 2010, [cit ]. Dostupné z: [20] MIRAU, Andre Henri. Interferometer. US. US A. Uděleno [21] TICHÁ, Šárka. Strojírenská metrologie. Část 1. Ostrava: VŠB Technická univerzita, ISBN [22] ŠTĚTINA, Josef, Michal JAROŠ a Pavel RAMÍK. Indukčnostní snímače. Virtuální laboratoř Měření: Měření snímače, metody [online]. Brno: VUT, Fakulta strojního inženýrství, 2003 [cit ]. Dostupné z: [23] SFP2 animation (mp4). In: Renishaw [online]. United Kingdom, 2007 [cit ]. Dostupné z: [24] NOVÁK, Zdeněk. Dotykové, nebo bezdotykové měření struktury povrchu?. MM Průmyslové spektrum [online]. 2005, 2005(6) [cit ]. Dostupné z: [25] HOCKEN, Robert J., ed., Coordinate measuring machines and systems. 2nd ed. Boca Raton, Fla: CRC Press, ISBN [26] Katedra výrobních systémů a automatizace. Souřadnicové měřící stroje. Ksa-tul.cz [online] [cit ]. Dostuné z: [27] New SFP2 surface finish probe for the REVO system at EMO Hannover Renishaw [online]. United Kingdom, 2017 [cit ]. Dostupné z: [28] CMM Surface Roughness Measuring CMM Surftest Probe. Mitutoyo U.S.A. [online]. USA: Mitutoyo America Corporation, 2018 [cit ]. Dostupné z: Probe-C1836.aspx [29] BRADLEY, C. Automated Surface Roughness Measurement. The International Journal of Advanced Manufacturing Technology [online]. London: Springer-Verlag London Limited, 2000, 16(9), [cit ]. DOI: /s ISSN [30] How optical encoders work. Renishaw [online]. United Kingdom, 2018 [cit ]. Dostupné z: [31] Pětiosý měřicí systém REVO. Renishaw [online]. United Kingdom, 2018 [cit ]. Dostupné z: [32] Kapesní průvodce: Vysvětlení snímacích technologií souřadnicových měřicích strojů. Brno: Renishaw, [33] SFP1 surface finish probe for REVO-2. United Kingdom: Renishaw,
79 [34] Surface finish probe installation and user's guide. United Kingdom: Renishaw, [35] SFP2 surface finish probe installation and user's guide. United Kingdom: Renishaw, [36] Sonda SFP2 pro měření drsnosti povrchu pro systém REVO. Renishaw [online]. United Kingdom, 2018 [cit ]. Dostupné z: pro-mereni-drsnosti-povrchu-pro-system-revo [37] Flyer: SFP2 probe for REVO-2. United Kingdom: Renishaw, [38] Datasheet: Modules for SFP2 surface finish probe: SFM-A1. United Kingdom: Renishaw, [39] Datasheet: Modules for SFP2 surface finish probe: SFM-A2. United Kingdom: Renishaw, [40] Datasheet: Modules for SFP2 surface finish probe: SFM-B1. United Kingdom: Renishaw, [41] Datasheet: Modules for SFP2 surface finish probe: SFM-C2. United Kingdom: Renishaw, [42] Datasheet: Modules for SFP2 surface finish probe: SFM-D1. United Kingdom: Renishaw, [43] Datasheet: Modules for SFP2 surface finish probe: SFM-E1. United Kingdom: Renishaw, [44] Datasheet: Modules for SFP2 surface finish probe: SFM-E2. United Kingdom: Renishaw, [45] LUDVÍK, V. Nejistoty měření, přesnost měření, správnost měření a otázky spojené se vzájemnou porovnatelností výsledků měření a s prohlášením o shodě s technickými specifikacemi [online] Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [cit ] Dostupné z: [46] JCGM 100:2008. GUM 1995 with minor corrections: Evaluation of measurement data Guide to the expression of uncertainty in measurement. Paris: Joint Committee for Guides in Metrology, [47] DIN EN ISO 4288: Geometrical Product Specifications (GPS) - Surface texture: Profile method Rules and procedures for the assessment of surface texture. Berlin: German Institute for Standardization, [48] QS 9000: Specifické normy v automobilovém průmyslu. ISO.CZ [online] [cit ]. Dostupné z: [49] MSA (Measurement System Analysis): Analýza systému měření. Management mania [online] [cit ]. Dostupné z: [50] DAIMLERCHRYSLER CORPORATION. Measurement systems analysis: reference manual. 4th ed. Detroit, Mich: DaimlerChrysler, ISBN [51] PALÁN, Jaromír. Porovnání metod analýz měřícího systému a jeho hodnocení: Analýza systému měření VDA5/MSA. Vrchlabí: PALSTAT, [52] VDA 5. Quality Management in the Automotive Industry: Capability of Measurement Processes. 2nd edition. Berlin: VDA, ISSN [53] PERNIKÁŘ, Jiří. Hodnocení způsobilosti kontrolních prostředků. In: Kvalita a Geometrické specifikace produktů: Internetový časopis v oboru měření délek, 79
80 80 geometrických veličin a struktury povrchu [online]. Brno: Vysoké učení technické v Brně, 2010 [cit ]. Dostupné z: [54] STACEY, Jonathan. Mathematics of Measurement Systems Analysis. In: MEI: Mathematics, Education, Innovation[online]. United Kingdom: MEI, 2018 [cit ]. Dostupné z: [55] KOPŘIVA, František. Zkušenosti se stanovením způsobilosti měřidel ve Škoda Auto. MM Průmyslové spektrum [online]. 2004, 2004(6) [cit ]. Dostupné z: [56] Precision Reference Specimens. Rubert: The Home Of Surface Measurement [online]. United Kingdom: Rubert & Co [cit ]. Dostupné z: [57] HARČARÍK, Matej. Hodnocení textury povrchu kontaktní a bezkontaktní metodou. Brno, Dostupné z: Bakařská práce. FSI VUT. Vedoucí práce doc. Ing. Róbert Jankových, CSc. [58] ELLIOTT, Alan C. a Wayne A. WOODWARD. Statistical analysis quick reference guidebook: with SPSS examples. Thousand Oaks, Calif.: Sage Publications, c2007. ISBN [59] Surtronic 25: Roughness checker [online]. In:. England: Taylor Hobson Precision, 2004 [cit ]. Dostupné z: onic_25.pdf [60] [Surtronic 25]. In: TecnoQuality: Partner in Qualitá [online]. Italy, 2017 [cit ]. Dostupné z: [61] ČSN EN ISO Statistika Slovník a značky Část 1: Obecné statistické termíny a termíny používané v pravděpodobnosti. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [62] Publications: All Guides. NPL [online]. United Kingdom, 2018 [cit ]. Dostupné z: [63] LEACH, Richard. Measurement Good Practice Guide No. 37: The Measurement of Surface Texture using Stylus Instruments. Issue 2. United Kingdom: National Physical Laboratory, ISSN [64] MIYOSHI, Kazuhisa. Structures and Mechanical Properties of Natural and Synthetic Diamonds. NASA NTRS: Technical Reports Server[online]. Ohio, 1998 [cit ]. Dostupné z: [65] FANDERLÍK, Ivan. Vlastnosti skel. Praha: Informatorium, Sklářská knižnice. ISBN [66] ČSN EN ISO Geometrické požadavky na výrobky (GPS) - Struktura povrchu: Profilová metoda Kalibrace dotykových (hrotových) přístrojů. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [67] ČSN EN ISO Geometrické specifikace produktu (GPS) - Kontrola obrobků a měřicího vybavení měřením Část 2: Návod pro odhad nejistoty měření v GPS, při kalibraci měřicího vybavení a při ověřování výrobku. Praha: Úřad pro technickou normalizaci, metrologii a státní zkušebnictví, [68] HAYTER, Anthony J. Probability and statistics for engineers and scientists. 4th ed. Boston, MA: Brooks/Cole, Cengage Learning, c2012. ISBN
81 [69] EURAMET L-K8 Surface roughness comparison: Measuring instructions. In: Bureau Indernational des Poids et Mesures: The BIPM key comparison database [online]. France: BIPM, 2007 [cit ]. Dostupné z: [70] LE BOEDEC, Kevin. Sensitivity and specificity of normality tests and consequences on reference interval accuracy at small sample size: a computer simulation study. Veterinary Clinical Pathology [online]. 2016, 45(4), [cit ]. DOI: /vcp ISSN
82 82
83 SEZNAM ZKRATEK, SYMBOLŮ, OBRÁZKŮ A TABULEK Seznam zkratek a symbolů δ λc λf λs velikost deformace filtr oddělující profil drsnosti od složek s většími vlnovými délkami filtr oddělující profil vlnitosti od složek s většími vlnovými délkami krátkovlnný filtr, jehož aplikací na úplný profil vzniká základní profil µ aritmetický průměr parametru profilu drsnosti ν ν z ANOVA C C g C gk C p d c d m E GRR GUM k KO ln lp lr LSL m Poissonovo číslo počet stupňů volnosti směrodatná odchylka analýza rozptylu kalibrační faktor ukazatel způsobilosti měřidla ukazatel kritické způsobilosti měřidla ukazatel způsobilosti měřicího procesu referenční výška stupně změřená výška stupně etalonu Youngův modul (modul pružnosti v tahu) nekorigovaná strannost či linearita a opakovatelnost a reprodukovatelnost Guide to the Expression of Uncertainty in Measurement; Pokyn pro vyjadřování nejistot měření koeficient rozšíření kluzná opěrka vyhodnocovaná délka základní délka pro základní profil základní délka profilu drsnosti dolní specifikace počet prvků profilu 83
84 M 3, M 4 MSA n N NPL p P průměry čtverců různých zdrojů variability (index 3 značí zdroj variace mezi hodnoceními a index 4 zdroj opakovatelnosti přístroje) Measurement Systems Analysis; Analýza systému měření počet měření počet hodnocení (při výpočtu nejistoty pomocí analýzy rozptylu) počet jednotlivých složek nejistot National Physical Laboratory; Národní fyzikální laboratoř, UK hladina spolehlivosti procento tolerance měřeného znaku P1, P2, P3 pozice měřeného objektu po Pq Pt R40 a R12,5 Ra RC filtr Rp Rq RSm Rt r tip Rv Rz Rz DIN Rz ref s SFA SFH SFM SFP2 SFS počet výběrových směrodatných odchylek, které si hodnotitel přeje zahrnout průměrná kvadratická úchylka základního profilu celková výška základního profilu značení polohy osy modulu průměrná aritmetická úchylka profilu drsnosti elektrický obvod složený z odporů a kondenzátorů výška nejvyššího výstupku profilu v rozsahu základní délky lr průměrná kvadratická úchylka profilu drsnosti průměrná šířka prvků profilu drsnosti celková výška profilu drsnosti poloměr hrotu hloubka nejnižší prohlubně profilu v rozsahu základní délky lr největší výška profilu drsnosti výška profilu drsnosti, definovaná normou DIN 4768 jako aritmetický průměr součtů výšky největšího výstupku a hloubky nejnižší prohlubně pěti po sobě jdoucích základních délek referenční hodnota Rz výběrová směrodatná odchylka neznámá variace, k níž je přiřazena variace hodnoty parametru mezi hodnoceními surface finish artefact; kalibrační etalon systému SFP2 surface finish holder; držák systému SFP2 surface finish module; modul systému SFP2 surface finish probe 2; sonda pro měření textury povrchu surface finish stylus; nástavec systému SFP2 84
85 SMS s x S z T T mincg T mincgk U u c U C u cal U dc U dm u i u Ra, u Rz, u RSm U Ra, U Rz, U RSm USL U Z U Zm VDA W x i X ij x m Xs z Z(x) Z m Z n neznámá variace, k níž je přiřazena opakovatelnost dotykového přístroje souřadnicový měřicí stroj neznámá variace, k níž je přiřazena variace hodnoty parametru na měřicím etalonu výběrová střední chyba průměru součet čtverců daného zdroje variability tolerance měřeného znaku minimální hodnota tolerance parametru, pro kterou lze přístroj označit jako způsobilý dle C g minimální hodnota tolerance parametru, pro kterou lze přístroj označit jako způsobilý dle C gk rozšířená nejistota kombinované standardní nejistota standardní nejistota při kalibraci kalibrační standardní nejistota etalonu kalibrační nejistota měřeného etalonu přesnost měřicího přístroje jednotlivé složky nejistot nejistota parametru Ra, resp. Rz, RSm rozšířená nejistota parametru Ra, resp. Rz, RSm horní specifikace nejistota vertikálního posunu standardní nejistota při vlastním měření výšky Verband der Automobilindustrie; asociace automobilového průmyslu přítlačná síla aritmetický průměr jednotlivé naměřené hodnoty i-tá hodnota j-tého hodnocení referenční hodnota měřeného kusu šířka prvku profilu zdroj variability pořadnice, výška posuzovaného profilu v libovolné poloze x měřená výška faktor šumu nástroje 85
86 Zp Z pl Z ref Zv výška nejvyššího výstupku profilu v rozsahu vyhodnocované délky ln efekt plastické deformace vliv profilu kluzného vedení, tj. největší odchylka od střední čáry hloubka nejnižší prohlubně profilu v rozsahu vyhodnocované délky ln Seznam tabulek Tab 1) Použití vztažných parametrů (upraveno z [12]) Tab 2) Základní délky drsnosti pro měření R-parametrů (upraveno z [12]) Tab 3) Vztah mezi λc, r tip a poměrem λc/λs (upraveno z [10]) Tab 4) Sondy kompatibilní se systémem REVO [31] Tab 5) Část specifikací sondy SFP2 uvedené výrobcem [37] Tab 6) Typické aplikace modulů sondy SFP Tab 7) Poloměry a přítlačné síly kluzných opěrek (KO) modulů sondy SFP2 (doplněno dle [10]) Tab 8) Přehled normality analyzovaných souborů dat Tab 9) Minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla (sonda SFP2) Tab 10) Minimální hodnoty tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla (profilometr Surtronic 25) Tab 11) Srovnání minimálních hodnot tolerančních mezí parametrů drsnosti, pro které lze doložit způsobilost měřidla sonda SFP2 a profilometr Surtronic 25 (ozn. jako S25) Tab 12) Směrodatná odchylka pro různá rozdělení (upraveno z [46]) Tab 13) Hodnota koeficientu rozšíření k, se kterým lze dosáhnout intervalu s danou hladinou spolehlivosti p (za předpokladu normálního rozdělení; upraveno z [46]) Tab 14) Poissonovo číslo a Youngův modul pružnosti diamantu [64] a skla [65] Tab 15) Hodnoty rozšířených nejistot vypočtených s 95% spolehlivostí dle NPL Tab 16) Hodnoty rozšířených nejistot vypočtených s 95% spolehlivostí dle ČSN EN ISO Tab 17) Poměr hodnot rozšířených nejistot vypočtených s 95% spolehlivostí dle NPL a pomocí normy ČSN EN ISO (ozn. jako ČSN) s využitím analýzy rozptylu Tab 18) Výsledky demonstračního měření součásti profilometrem Surtronic 25 a sondou SFP2 (časová náročnost kontroly, splnění požadavku)
87 Seznam obrázků Obr. 1) Schéma Schmalzova přístroje na měření profilu textury povrchu (upraveno z [7]) Obr. 2) Schéma Abbottova profilometru doložené v patentu US A (upraveno z [8]) Obr. 3) Linnikův interferometr (upraveno z [6]) Obr. 4) Textura povrchu a její složky Obr. 5) Profil povrchu (upraveno z [5]) Obr. 6) Přenosová charakteristika profilu drsnosti a vlnitosti (upraveno z [5]) Obr. 7) Prvek profilu Obr. 8) Průměrná aritmetická úchylka profilu drsnosti Ra a průměrná kvadratická úchylka profilu drsnosti Rq na periodickém povrchu Obr. 9) Největší výška profilu drsnosti Rz na periodickém povrchu Obr. 10) Celková výška profilu drsnosti Rt na periodickém povrchu Obr. 11) Průměrná šířka prvků profilu drsnosti RSm na periodickém povrchu Obr. 12) Přenosová charakteristika kvalitního, nekvalitního a ideálního filtru (upraveno z [2]) Obr. 13) Rozdělení metod měření textury povrchu (upraveno z [16], [17]) Obr. 14) Schéma interferometru obsaženého v přístroji Taylor Hobson Talysurf CCI Lite (interferometr Mirau; upraveno z [20]) Obr. 15) Schéma dotykového přístroje (upraveno z [10]) Obr. 16) Příklad měřicí smyčky dotykového přístroje (upraveno z [10]) Obr. 17) Schéma indukčnostního měřicího systému (snímače; upraveno z [2]) Obr. 18) Zjednodušené zobrazení laserového interferenčního snímače v modulech sondy SFP2 firmy Renishaw (upraveno z [23]) Obr. 19) Profil povrchu opticky hladkého skla sejmutý (a) modulem SFM-A2 sondy SFP2 od Renishaw (laserový interferenční snímač) a (b) profilometrem Surtronic 25 firmy Taylor Hobson (indukčnostní snímač; zobrazeno v TalyProfile Lite) Obr. 20) Absolutní snímání polohy, snímač s kluznou opěrkou (upraveno z [2]) Obr. 21) Dráha dvou snímacích hrotů s rozdílným poloměrem zaoblení (upraveno z [2]) Obr. 22) Základní typy konstrukcí SMS (upraveno z [21]) Obr. 23) Obecné schéma odměřovacího systému (upraveno z [21]) Obr. 24) Optický odměřovací systém (upraveno z [30]) Obr. 25) Hlavice, sondy a nástavce systému REVO (na obrázku starší sonda měření textury povrchu SFP1, upraveno z [31]) Obr. 26) SFP1 (vlevo, [34]) a SFP2 (upraveno z [35])
88 Obr. 27) Moduly SFM-A1 [38] a SFM-A2 [39] (zleva) Obr. 28) Model povrchu etalonu Rubert 527 E z přístroje Talysurf CCI Lite Obr. 29) Poloha osy modulu (zleva: rovnoběžná se směrem měření, kolmá na směr měření) Obr. 30) Pozice měřeného objektu (zleva: měřenou plochou nahoru, do strany a dolů)50 Obr. 31) Profil sejmutý sondou SFP2 při desátém měření A1_R40_P Obr. 32) Histogram souboru hodnot parametru Rz s odlehlou hodnotou, měření A2_R12,5_P Obr. 33) Profilometr Taylor Hobson Surtronic 25 [60] Obr. 34) Oříznutý a vyrovnaný profil (základní profil) prvního měření na profilometru Surtronic 25 zobrazený programem TalyProfile Lite (pro vyhodnocení s cutoff 0,8 mm) Obr. 35) Etalon Mahr PGN-3 [57] Obr. 36) Část sondou SFP2 sejmutého profilu opticky hladkého skla Obr. 37) Schéma pozic měření etalonu drsnosti Rubert 527 E v souřadnicovém systému stroje (upraveno z [69]) Obr. 38) Tělo převodníku krouticího momentu se zvýrazněnými kontrolovanými plochami vrcholů drážek Obr. 39) Měření profilu vrcholů drážek těla převodníku krouticího momentu pomocí profilometru Surtronic Obr. 40) Měření profilu vrcholů drážek těla převodníku krouticího momentu pomocí sondy SFP
89 SEZNAM PŘÍLOH Příloha A Příloha B Příloha C Specifikace sondy SFP2 a jejích modulů Parametry, histogramy a testy na odlehlé hodnoty (způsobilost) Parametry, histogramy (vyhodnocení nejistoty) 89
90 90
91 A SPECIFIKACE SONDY SFP2 A JEJÍCH MODULŮ Tab P1) Specifikace sondy SFP2 uvedené výrobcem [37] Moduly SFM-A1 a SFM-A2 Sonda SFP2 Vlastnosti systému Rozsah parametru Ra Správnost (nominálního Ra) 0,05 µm 6,3 µm Ra ± (5 % + 15 nm) Přítlačná síla Opěrka: 0,2 N Hrot doteku: 0,005 N Rozlišení enkodéru Rozsah měření Rychlost měření Rozsah nastavení SFM 1 nm 1,0 mm Až 1 mm/s ± 90 v kloubu Přesnost polohování osy C ± 0,25 Rychlost rotace osy C Rotační schopnost Montáž (sonda a nástavec) Hlava sondy Výměnný zásobník Softwarová kompatibilita Hmotnost Rozsah provozních teplot Rozsah skladovacích teplot Provozní vlhkost Kalibrační a ověřovací artefakty Výstupy Vzorkovací frekvence Až 90 /s Osa A (REVO-2): /- 110 Osa B (REVO-2): Nekonečné polohování Osa C: ± 180 Magnetizované spojení Pouze REVO-2 MRS2 doporučen UCCsuite 5.2 dále; MODUS 1.8 dále Sonda SFP2: 330 g Nástavec SFH1: 33 g Modul SFM-A1: 12 g Modul SFM-A2: 12 g + 10 C až + 40 C - 25 C až + 70 C 0 % až 80 % (nekondenzující) SFA1: 3,0 μm Ra sinusoida SFA2: 0,5 μm Ra sinusoida SFA3: 0,4 μm Ra pilovitý TFP: Užívá modul LF TP20; rozhraní PICS na zesilovač SPA3 MODUS základní: Ra, Rms(Rq) MODUS standardní textura povrchu: Rt, R3z, Rz, Rz1max, RzDIN, RzJIS, Rseg, Rp, Rv Rpm, Rvm, Rc, Rsm MODUS pokročilá textura povrchu: Rk, Rpk, Rvk, Rmr, Rmr1, Rmr2, Rpq, Rvq, Rmq, Rvoid, Rvdd, Rvddl, Rcvx, Rcvxl 4 khz 91
92 Obr. P1) Moduly SFM-B1 [40], SFM-C2 [41] a SFM-D1 [42] (zleva) Obr. P2) Moduly SFM-E1 [43] a SFM-E2 [44] (zleva) 92
93 Tab P2) Specifikace modulů SFM-A1 a také SFM-A2 sondy SFP2 uvedené výrobcem [38], [39] (oba moduly mají shodné specifikace) Rozsah parametru Ra Správnost (nominálního Ra) Uspořádání opěrky a hrotu Materiál opěrky Nominální posunutí hrotu za opěrkou Délka opěrky/její poloměr Šířka opěrky/její poloměr Přítlačná síla opěrky Přítlačná síla hrotu Poloměr zaoblení špičky diamantového hrotu 0,05 µm 6,3 µm Ra ± (5 % + 15 nm) Vedle sebe Nerezová ocel s DLC povlakem 0,5 mm 4 mm/40 mm 2 mm/12,5 mm 0,2 N 0,004 N 2 µm Rozsah nastavení SFM/kloubu SFH ± 90 Hmotnost Rozlišení Rychlost měření Kompatibilita s nástavci 12 g 1 nm Až 1 mm/s SFH-1 a SFH-2 93
94 94
95 B PARAMETRY, HISTOGRAMY A TESTY NA ODLEHLÉ HODNOTY (ZPŮSOBILOST) Tab P3) Parametry vyhodnocené z 1. a 2. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti Číslo měření Sada měření A1_R40_P1 Sada měření A1_R40_P2 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 2,987 9,445 0, ,990 9,436 0, ,986 9,436 0, ,992 9,427 0, ,984 9,427 0, ,989 9,441 0, ,985 9,442 0, ,990 9,435 0, ,987 9,430 0, ,991 9,442 0, ,988 9,430 0, ,993 9,452 0, ,986 9,433 0, ,989 9,436 0, ,985 9,424 0, ,988 9,437 0, ,981 9,425 0, ,987 9,443 0, ,982 9,428 0, ,989 9,446 0, ,984 9,434 0, ,987 9,425 0, ,984 9,421 0, ,981 9,435 0, ,984 9,417 0, ,985 9,436 0, ,981 9,421 0, ,984 9,442 0, ,979 9,426 0, ,984 9,434 0, ,979 9,435 0, ,974 9,408 0, ,977 9,420 0, ,982 9,453 0, ,978 9,432 0, ,977 9,423 0, ,979 9,436 0, ,979 9,430 0, ,978 9,426 0, ,990 9,437 0, ,974 9,410 0, ,979 9,436 0, ,977 9,420 0, ,989 9,437 0, ,972 9,411 0, ,992 9,443 0, ,977 9,423 0, ,977 9,420 0, ,974 9,428 0, ,988 9,428 0, ,976 9,437 0, ,989 9,439 0,
96 Tab P3) Parametry vyhodnocené z 1. a 2. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (pokračování) Číslo měření Sada měření A1_R40_P1 Sada měření A1_R40_P2 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 27 2,976 9,427 0, ,986 9,429 0, ,973 9,407 0, ,985 9,434 0, ,971 9,429 0, ,987 9,439 0, ,973 9,412 0, ,987 9,423 0, ,978 9,418 0, ,986 9,427 0, ,974 9,425 0, ,982 9,420 0, ,974 9,426 0, ,983 9,434 0, ,980 9,433 0, ,984 9,434 0, ,971 9,418 0, ,982 9,441 0, ,975 9,433 0, ,979 9,409 0, ,972 9,418 0, ,980 9,424 0, ,972 9,417 0, ,978 9,434 0, ,973 9,425 0, ,981 9,433 0, ,971 9,423 0, ,982 9,422 0, ,970 9,423 0, ,980 9,424 0, ,972 9,426 0, ,977 9,420 0, ,966 9,419 0, ,980 9,430 0, ,965 9,424 0, ,980 9,430 0, ,971 9,422 0, ,977 9,432 0, ,966 9,424 0, ,977 9,425 0, ,969 9,418 0, ,974 9,416 0, ,969 9,414 0, ,983 9,448 0, ,969 9,424 0, ,979 9,434 0, ,971 9,421 0, ,977 9,421 0,
97 Tab P4) Parametry vyhodnocené ze 3. a 4. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti Číslo měření Sada měření A2_R40_P1 Sada měření A2_R40_P2 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 3,002 9,498 0, ,990 9,438 0, ,006 9,505 0, ,988 9,440 0, ,003 9,499 0, ,989 9,434 0, ,008 9,496 0, ,987 9,428 0, ,006 9,496 0, ,985 9,423 0, ,000 9,479 0, ,984 9,442 0, ,003 9,495 0, ,987 9,437 0, ,000 9,492 0, ,980 9,427 0, ,003 9,493 0, ,985 9,420 0, ,000 9,485 0, ,985 9,429 0, ,001 9,482 0, ,985 9,429 0, ,001 9,486 0, ,986 9,414 0, ,998 9,471 0, ,983 9,423 0, ,000 9,479 0, ,985 9,427 0, ,000 9,496 0, ,980 9,438 0, ,998 9,479 0, ,981 9,435 0, ,997 9,475 0, ,983 9,443 0, ,996 9,460 0, ,982 9,424 0, ,000 9,468 0, ,984 9,441 0, ,995 9,456 0, ,975 9,418 0, ,995 9,460 0, ,978 9,418 0, ,996 9,468 0, ,983 9,444 0, ,997 9,456 0, ,979 9,411 0, ,994 9,448 0, ,975 9,403 0, ,997 9,463 0, ,977 9,421 0, ,003 9,485 0, ,974 9,404 0, ,999 9,478 0, ,978 9,432 0, ,994 9,486 0, ,972 9,397 0, ,992 9,438 0, ,975 9,409 0,
98 Tab P4) Parametry vyhodnocené ze 3. a 4. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (pokračování) Číslo měření Sada měření A2_R40_P1 Sada měření A2_R40_P2 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 30 2,992 9,462 0, ,976 9,429 0, ,000 9,485 0, ,979 9,444 0, ,003 9,478 0, ,977 9,429 0, ,991 9,436 0, ,973 9,402 0, ,004 9,491 0, ,970 9,406 0, ,003 9,472 0, ,973 9,417 0, ,998 9,453 0, ,971 9,403 0, ,998 9,474 0, ,969 9,396 0, ,992 9,485 0, ,966 9,404 0, ,994 9,462 0, ,969 9,386 0, ,993 9,430 0, ,970 9,382 0, ,000 9,473 0, ,970 9,380 0, ,994 9,440 0, ,970 9,404 0, ,992 9,435 0, ,970 9,386 0, ,989 9,420 0, ,974 9,398 0, ,991 9,429 0, ,971 9,411 0, ,991 9,435 0, ,970 9,402 0, ,994 9,449 0, ,965 9,424 0, ,993 9,445 0, ,969 9,418 0, ,991 9,436 0, ,971 9,413 0, ,987 9,430 0, ,971 9,386 0,
99 Tab P5) Parametry vyhodnocené z 5. a 6. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (se zvýrazněnými odlehlými hodnotami) Číslo měření Sada měření A2_R40_P3 Sada měření A1_R12,5_P1 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 3,060 9,692 0, ,891 9,033 0, ,066 9,692 0, ,969 9,242 0, ,064 9,666 0, ,994 9,246 0, ,062 9,697 0, ,007 9,236 0, ,057 9,688 0, ,011 9,221 0, ,058 9,672 0, ,007 9,215 0, ,056 9,681 0, ,007 9,219 0, ,059 9,689 0, ,009 9,215 0, ,059 9,693 0, ,007 9,230 0, ,053 9,691 0, ,012 9,223 0, ,059 9,703 0, ,006 9,211 0, ,056 9,689 0, ,005 9,216 0, ,059 9,694 0, ,005 9,227 0, ,059 9,686 0, ,010 9,221 0, ,058 9,692 0, ,009 9,226 0, ,057 9,683 0, ,002 9,212 0, ,058 9,709 0, ,006 9,231 0, ,058 9,703 0, ,009 9,213 0, ,055 9,685 0, ,006 9,214 0, ,056 9,691 0, ,012 9,225 0, ,058 9,691 0, ,006 9,224 0, ,050 9,670 0, ,011 9,239 0, ,054 9,671 0, ,000 9,220 0, ,059 9,696 0, ,007 9,226 0, ,057 9,688 0, ,000 9,219 0, ,054 9,675 0, ,005 9,243 0, ,054 9,702 0, ,008 9,237 0, ,054 9,661 0, ,014 9,231 0, ,054 9,695 0, ,007 9,220 0,
100 Tab P5) Parametry vyhodnocené z 5. a 6. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (pokračování) Číslo měření Sada měření A2_R40_P3 Sada měření A1_R12,5_P1 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 30 3,053 9,693 0, ,013 9,247 0, ,060 9,699 0, ,002 9,215 0, ,058 9,680 0, ,011 9,227 0, ,057 9,673 0, ,006 9,228 0, ,059 9,711 0, ,009 9,222 0, ,057 9,696 0, ,005 9,222 0, ,059 9,667 0, ,000 9,224 0, ,057 9,697 0, ,997 9,229 0, ,052 9,673 0, ,000 9,238 0, ,055 9,670 0, ,003 9,224 0, ,057 9,666 0, ,003 9,228 0, ,056 9,667 0, ,002 9,225 0, ,053 9,658 0, ,007 9,233 0, ,056 9,695 0, ,003 9,230 0, ,054 9,672 0, ,003 9,211 0, ,057 9,672 0, ,998 9,218 0, ,057 9,677 0, ,998 9,219 0, ,054 9,674 0, ,996 9,212 0, ,057 9,667 0, ,007 9,223 0, ,055 9,672 0, ,998 9,211 0, ,058 9,683 0, ,999 9,228 0,
101 Tab P6) Parametry vyhodnocené ze 7. a 8. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti Číslo měření Sada měření A1_R12,5_P2 Sada měření A2_R12,5_P1 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 2,939 9,287 0, ,884 9,447 0, ,932 9,304 0, ,904 9,454 0, ,932 9,301 0, ,895 9,451 0, ,934 9,306 0, ,886 9,441 0, ,920 9,308 0, ,879 9,456 0, ,915 9,304 0, ,879 9,457 0, ,909 9,300 0, ,887 9,455 0, ,915 9,304 0, ,889 9,448 0, ,909 9,289 0, ,881 9,443 0, ,920 9,300 0, ,888 9,440 0, ,907 9,301 0, ,883 9,463 0, ,912 9,306 0, ,894 9,443 0, ,921 9,311 0, ,883 9,438 0, ,917 9,323 0, ,883 9,439 0, ,918 9,299 0, ,892 9,445 0, ,917 9,313 0, ,876 9,452 0, ,920 9,297 0, ,879 9,442 0, ,917 9,294 0, ,883 9,424 0, ,913 9,285 0, ,880 9,426 0, ,920 9,300 0, ,876 9,432 0, ,914 9,298 0, ,873 9,437 0, ,913 9,287 0, ,880 9,450 0, ,916 9,307 0, ,877 9,424 0, ,917 9,306 0, ,883 9,462 0, ,920 9,307 0, ,885 9,443 0, ,911 9,299 0, ,874 9,430 0, ,920 9,297 0, ,896 9,459 0, ,902 9,289 0, ,885 9,444 0, ,912 9,330 0, ,881 9,430 0,
102 Tab P6) Parametry vyhodnocené ze 7. a 8. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (pokračování) Číslo měření Sada měření A1_R12,5_P2 Sada měření A2_R12,5_P1 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 30 2,912 9,322 0, ,886 9,446 0, ,908 9,317 0, ,890 9,442 0, ,910 9,306 0, ,888 9,441 0, ,906 9,298 0, ,888 9,443 0, ,910 9,297 0, ,878 9,437 0, ,907 9,319 0, ,869 9,426 0, ,914 9,319 0, ,887 9,433 0, ,908 9,303 0, ,875 9,409 0, ,906 9,285 0, ,877 9,429 0, ,906 9,316 0, ,885 9,440 0, ,913 9,346 0, ,876 9,421 0, ,914 9,327 0, ,870 9,445 0, ,903 9,300 0, ,884 9,434 0, ,902 9,302 0, ,865 9,454 0, ,907 9,318 0, ,874 9,423 0, ,905 9,309 0, ,880 9,433 0, ,903 9,286 0, ,879 9,449 0, ,903 9,276 0, ,873 9,433 0, ,906 9,307 0, ,881 9,457 0, ,899 9,290 0, ,874 9,455 0, ,900 9,304 0, ,886 9,420 0,
103 Tab P7) Parametry vyhodnocené z 9. a 10. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (se zvýrazněnou odlehlou hodnotou) Číslo měření Sada měření A2_R12,5_P2 Sada měření A2_R12,5_P3 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 2,997 9,362 0, ,973 9,299 0, ,006 9,363 0, ,973 9,295 0, ,001 9,361 0, ,960 9,298 0, ,998 9,348 0, ,964 9,290 0, ,999 9,368 0, ,975 9,297 0, ,990 9,381 0, ,964 9,298 0, ,987 9,369 0, ,963 9,299 0, ,994 9,364 0, ,964 9,305 0, ,986 9,385 0, ,966 9,311 0, ,999 9,370 0, ,960 9,298 0, ,994 9,355 0, ,959 9,302 0, ,991 9,374 0, ,951 9,282 0, ,993 9,364 0, ,955 9,301 0, ,986 9,367 0, ,958 9,284 0, ,991 9,371 0, ,946 9,271 0, ,989 9,377 0, ,949 9,291 0, ,994 9,364 0, ,956 9,290 0, ,992 9,375 0, ,958 9,314 0, ,990 9,376 0, ,951 9,277 0, ,990 9,398 0, ,961 9,280 0, ,977 9,371 0, ,953 9,277 0, ,989 9,384 0, ,947 9,277 0, ,988 9,377 0, ,952 9,273 0, ,982 9,362 0, ,951 9,270 0, ,975 9,373 0, ,957 9,270 0, ,983 9,416 0, ,951 9,276 0, ,980 9,371 0, ,955 9,274 0, ,995 9,369 0, ,964 9,280 0, ,998 9,384 0, ,955 9,269 0,
104 Tab P7) Parametry vyhodnocené z 9. a 10. sady měření etalonu Rubert sondou SFP2 v rámci analýzy způsobilosti (pokračování) Číslo měření Sada měření A2_R12,5_P2 Sada měření A2_R12,5_P3 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 30 2,994 9,376 0, ,959 9,268 0, ,986 9,377 0, ,960 9,283 0, ,988 9,358 0, ,956 9,271 0, ,984 9,362 0, ,961 9,268 0, ,976 9,353 0, ,960 9,269 0, ,989 9,366 0, ,965 9,274 0, ,983 9,351 0, ,956 9,264 0, ,983 9,379 0, ,955 9,278 0, ,981 9,364 0, ,960 9,306 0, ,988 9,354 0, ,959 9,276 0, ,988 9,364 0, ,952 9,291 0, ,987 9,381 0, ,955 9,282 0, ,996 9,375 0, ,946 9,266 0, ,987 9,354 0, ,959 9,271 0, ,994 9,393 0, ,954 9,267 0, ,992 9,359 0, ,961 9,279 0, ,989 9,346 0, ,970 9,269 0, ,002 9,375 0, ,962 9,270 0, ,982 9,351 0, ,963 9,267 0, ,994 9,359 0, ,963 9,269 0, ,000 9,373 0, ,964 9,280 0,
; histogram souboru hodnot parametru Ra,")
 Histogram souboru hodnot parametru Ra s odl.")
 Obr.")
; histogram souboru")
105 Obr. P3) Histogram souboru hodnot parametru Rz, měření A2_R40_P1 (vlevo); histogram souboru hodnot parametru Ra, měření A2_R40_P2 (vpravo) Obr. P4) Histogram souboru hodnot parametru Ra s odl. hodnotou, měření A2_R40_P3 (vlevo); histogram souboru hodnot parametru RSm, měření A2_R40_P3 (vpravo) Obr. P5) Histogram souboru hodnot parametru Ra s odlehlou hodnotou, měření A1_R12,5_P1 (vlevo); histogram souboru hodnot parametru Rz s odlehlou hodnotou, měření A1_R12,5_P1 (vpravo) 105
 Obr.")

106 Obr. P6) Histogram souboru hodnot parametru Ra, měření A1_R12,5_P2 (vlevo); histogram souboru hodnot parametru Rz s odlehlou hodnotou, měření A2_R12,5_P2 (vpravo) Obr. P7) Histogram souboru hodnot parametru Rz, měření A2_R12,5_P3 Outlier Plot of Ra; A2_R40_P3 Grubbs' Test Min Max G P 3,05 3,07 3,14 0,048 3,050 3,052 3,054 3,056 3,058 3,060 3,062 3,064 3,066 3,068 Obr. P8) Grubbsův test odlehlých hodnot provedený v programu Minitab (parametr Ra [µm], měření A2_R40_P3) 106
107 Outlier Plot of Ra; A1_R12,5_P1 Grubbs' Test Min Max G P 2,89 3,01 6,36 0,000 2,90 2,92 2,94 2,96 2,98 3,00 3,02 Obr. P9) Grubbsův test odlehlých hodnot provedený v programu Minitab (parametr Ra [µm], měření A1_R12,5_P1) Outlier Plot of Rz; A1_R12,5_P1 Grubbs' Test Min Max G P 9,03 9,25 6,55 0,000 9,05 9,10 9,15 9,20 9,25 Obr. P10) Grubbsův test odlehlých hodnot provedený v programu Minitab (parametr Rz [µm], měření A1_R12,5_P1) Outlier Plot of Rz; A2_R12,5_P2 Grubbs' Test Min Max G P 9,35 9,42 3,56 0,007 9,34 9,35 9,36 9,37 9,38 9,39 9,40 9,41 9,42 Obr. P11) Grubbsův test odlehlých hodnot provedený v programu Minitab (parametr Rz [µm], měření A2_R12,5_P2) 107
108 Tab P8) Parametry vyhodnocené z měření etalonu Rubert profilometrem Surtronic 25 od Taylor Hobson v rámci analýzy způsobilosti Číslo měření Cut-off 0,8 Cut-off 0,25 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 3,055 9,679 0, ,016 9,453 0, ,061 9,660 0, ,005 9,418 0, ,057 9,655 0, ,004 9,442 0, ,054 9,718 0, ,988 9,406 0, ,056 9,725 0, ,998 9,492 0, ,062 9,669 0, ,004 9,423 0, ,060 9,679 0, ,020 9,415 0, ,063 9,674 0, ,016 9,478 0, ,061 9,715 0, ,990 9,447 0, ,058 9,646 0, ,014 9,429 0, ,061 9,669 0, ,013 9,485 0, ,055 9,631 0, ,013 9,381 0, ,051 9,672 0, ,019 9,468 0, ,049 9,667 0, ,011 9,470 0, ,049 9,677 0, ,016 9,430 0, ,051 9,674 0, ,008 9,459 0, ,049 9,639 0, ,015 9,434 0, ,054 9,684 0, ,017 9,470 0, ,059 9,665 0, ,023 9,470 0, ,049 9,651 0, ,008 9,396 0, ,051 9,735 0, ,005 9,449 0, ,056 9,670 0, ,010 9,521 0, ,051 9,639 0, ,008 9,456 0, ,050 9,663 0, ,015 9,415 0, ,053 9,681 0, ,009 9,408 0, ,052 9,684 0, ,011 9,430 0, ,053 9,705 0, ,013 9,473 0, ,052 9,691 0, ,012 9,471 0, ,050 9,641 0, ,000 9,399 0,
109 Tab P8) Parametry vyhodnocené z měření etalonu Rubert profilometrem Surtronic 25 od Taylor Hobson v rámci analýzy způsobilosti (pokračování) Číslo měření Cut-off 0,8 Cut-off 0,25 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 30 3,050 9,674 0, ,004 9,446 0, ,052 9,646 0, ,001 9,434 0, ,046 9,665 0, ,993 9,453 0, ,049 9,706 0, ,998 9,480 0, ,054 9,677 0, ,999 9,429 0, ,056 9,679 0, ,996 9,473 0, ,054 9,696 0, ,000 9,432 0, ,056 9,706 0, ,000 9,447 0, ,050 9,684 0, ,999 9,442 0, ,055 9,684 0, ,001 9,435 0, ,052 9,651 0, ,005 9,473 0, ,056 9,722 0, ,003 9,470 0, ,057 9,708 0, ,997 9,441 0, ,054 9,703 0, ,994 9,483 0, ,053 9,681 0, ,996 9,473 0, ,048 9,701 0, ,999 9,490 0, ,050 9,681 0, ,008 9,456 0, ,047 9,682 0, ,005 9,473 0, ,052 9,687 0, ,998 9,451 0, ,047 9,693 0, ,994 9,427 0, ,049 9,674 0, ,998 9,430 0,
110 110
111 C PARAMETRY, HISTOGRAMY (VYHODNOCENÍ NEJISTOTY) Tab P9) Parametry vyhodnocené z 1. a 2. sady měření etalonu Mahr PGN-3 sondou SFP2 v rámci výpočtu nejistoty dle NPL Číslo měření Sada měření A1_R12,5; Mahr Sada měření A1_R40; Mahr Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 0,868 2,937 0, ,871 3,049 0, ,868 2,933 0, ,87 3,034 0, ,868 2,941 0, ,873 3,048 0, ,871 2,934 0, ,871 3,037 0, ,870 2,930 0, ,871 3,032 0, ,873 2,942 0, ,874 3,041 0, ,871 2,940 0, ,871 3,033 0, ,870 2,940 0, ,871 3,033 0, ,869 2,937 0, ,871 3,029 0, ,870 2,937 0, ,874 3,044 0,11996 Tab P10) Parametry vyhodnocené ze 3. a 4. sady měření etalonu Mahr PGN-3 sondou SFP2 v rámci výpočtu nejistoty dle NPL Číslo měření Sada měření A2_R12,5; Mahr Sada měření A2_R40; Mahr Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] 1 0,875 3,010 0, ,884 3,087 0, ,885 3,034 0, ,881 3,080 0, ,882 3,032 0, ,882 3,077 0, ,883 3,041 0, ,881 3,070 0, ,878 3,051 0, ,882 3,076 0, ,889 3,071 0, ,884 3,085 0, ,889 3,037 0, ,884 3,083 0, ,887 3,039 0, ,885 3,084 0, ,889 3,016 0, ,884 3,076 0, ,878 2,991 0, ,883 3,077 0,
112 Tab P11) Parametry vyhodnocené z 1. a 2. sady měření skleněné čočky sondou SFP2 v rámci výpočtu nejistoty dle NPL Číslo měření Sada měření A1_R12,5; sklo Sada měření A1_R40; sklo Rt Rq Rt Rq [µm] [µm] [µm] [µm] 1 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,01294 Tab P12) Parametry vyhodnocené ze 3. a 4. sady měření skleněné čočky sondou SFP2 v rámci výpočtu nejistoty dle NPL Číslo měření Sada měření A2_R12,5; sklo Sada měření A2_R40; sklo Rt Rq Rt Rq [µm] [µm] [µm] [µm] 1 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
113 Tab P13) Parametry vyhodnocené z 1. a 2. sady měření etalonu Rubert sondou SFP2 v rámci výpočtu nejistoty dle NPL Pozice Opakování Sada měření A1_R12,5 Sada měření A1_R40 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] ,964 9,418 0, ,995 9,488 0, ,954 9,394 0, ,992 9,479 0, ,959 9,415 0, ,991 9,451 0, ,965 9,438 0, ,985 9,445 0, ,964 9,430 0, ,988 9,444 0, ,982 9,407 0, ,027 9,548 0, ,990 9,412 0, ,026 9,550 0, ,981 9,405 0, ,026 9,550 0, ,984 9,412 0, ,028 9,559 0, ,987 9,412 0, ,025 9,553 0, ,966 9,436 0, ,992 9,441 0, ,969 9,400 0, ,992 9,438 0, ,983 9,430 0, ,996 9,436 0, ,973 9,395 0, ,996 9,445 0, ,979 9,390 0, ,994 9,447 0, ,961 9,450 0, ,025 9,520 0, ,943 9,444 0, ,032 9,542 0, ,925 9,442 0, ,026 9,521 0, ,948 9,439 0, ,029 9,539 0, ,949 9,442 0, ,026 9,520 0, ,923 9,338 0, ,025 9,520 0, ,898 9,333 0, ,027 9,520 0, ,886 9,346 0, ,021 9,510 0, ,865 9,340 0, ,023 9,514 0, ,885 9,341 0, ,022 9,515 0, ,942 9,366 0, ,974 9,396 0, ,897 9,356 0, ,976 9,409 0, ,887 9,332 0, ,972 9,392 0, ,905 9,347 0, ,972 9,390 0, ,920 9,368 0, ,973 9,401 0,
114 Tab P13) Parametry vyhodnocené z 1. a 2. sady měření etalonu Rubert sondou SFP2 v rámci výpočtu nejistoty dle NPL (pokračování) Pozice Opakování Sada měření A1_R12,5 Sada měření A1_R40 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] ,967 9,440 0, ,020 9,520 0, ,961 9,407 0, ,022 9,520 0, ,951 9,418 0, ,020 9,509 0, ,959 9,413 0, ,020 9,520 0, ,964 9,441 0, ,021 9,520 0, ,886 9,442 0, ,999 9,421 0, ,900 9,473 0, ,997 9,476 0, ,912 9,447 0, ,994 9,456 0, ,938 9,436 0, ,996 9,471 0, ,938 9,450 0, ,996 9,450 0, ,001 9,427 0, ,991 9,481 0, ,010 9,390 0, ,990 9,496 0, ,017 9,396 0, ,994 9,453 0, ,019 9,402 0, ,990 9,481 0, ,023 9,392 0, ,986 9,475 0, ,989 9,422 0, ,004 9,492 0, ,979 9,431 0, ,002 9,492 0, ,983 9,419 0, ,999 9,482 0, ,990 9,424 0, ,998 9,488 0, ,989 9,444 0, ,998 9,499 0, ,992 9,439 0, ,981 9,441 0, ,982 9,443 0, ,988 9,460 0, ,981 9,448 0, ,985 9,448 0, ,972 9,454 0, ,988 9,465 0, ,968 9,464 0, ,988 9,466 0, ,981 9,436 0, ,012 9,489 0, ,986 9,458 0, ,012 9,487 0, ,992 9,462 0, ,013 9,501 0, ,007 9,493 0, ,010 9,490 0, ,987 9,457 0, ,010 9,486 0,
115 Tab P14) Parametry vyhodnocené ze 3. a 4. sady měření etalonu Rubert sondou SFP2 v rámci výpočtu nejistoty dle NPL Pozice Opakování Sada měření A2_R12,5 Sada měření A2_R40 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] ,966 9,249 0, ,996 9,483 0, ,940 9,259 0, ,995 9,466 0, ,969 9,255 0, ,991 9,472 0, ,966 9,251 0, ,995 9,480 0, ,958 9,250 0, ,991 9,475 0, ,896 9,261 0, ,958 9,317 0, ,873 9,261 0, ,957 9,318 0, ,851 9,245 0, ,957 9,312 0, ,858 9,244 0, ,960 9,315 0, ,860 9,251 0, ,956 9,306 0, ,858 9,211 0, ,012 9,516 0, ,821 9,205 0, ,009 9,504 0, ,838 9,206 0, ,012 9,516 0, ,839 9,197 0, ,009 9,514 0, ,839 9,221 0, ,007 9,490 0, ,904 9,405 0, ,956 9,335 0, ,880 9,402 0, ,964 9,348 0, ,865 9,414 0, ,967 9,362 0, ,883 9,421 0, ,966 9,339 0, ,870 9,396 0, ,968 9,366 0, ,911 9,430 0, ,023 9,504 0, ,912 9,461 0, ,024 9,500 0, ,889 9,471 0, ,022 9,487 0, ,891 9,432 0, ,021 9,491 0, ,889 9,470 0, ,024 9,499 0, ,994 9,499 0, ,970 9,370 0, ,995 9,497 0, ,968 9,370 0, ,005 9,486 0, ,972 9,389 0, ,006 9,500 0, ,968 9,386 0, ,009 9,506 0, ,974 9,378 0,
116 Tab P14) Parametry vyhodnocené ze 3. a 4. sady měření etalonu Rubert sondou SFP2 v rámci výpočtu nejistoty dle NPL (pokračování) Pozice Opakování Sada měření A2_R12,5 Sada měření A2_R40 Ra Rz RSm Ra Rz RSm [µm] [µm] [mm] [µm] [µm] [mm] ,931 9,367 0, ,978 9,396 0, ,922 9,389 0, ,980 9,403 0, ,924 9,392 0, ,977 9,407 0, ,918 9,377 0, ,980 9,415 0, ,918 9,371 0, ,981 9,414 0, ,961 9,333 0, ,966 9,392 0, ,972 9,319 0, ,965 9,399 0, ,974 9,323 0, ,967 9,409 0, ,974 9,354 0, ,965 9,402 0, ,971 9,316 0, ,967 9,399 0, ,031 9,433 0, ,977 9,412 0, ,041 9,450 0, ,974 9,406 0, ,039 9,450 0, ,975 9,405 0, ,038 9,441 0, ,975 9,419 0, ,027 9,442 0, ,969 9,383 0, ,910 9,132 0, ,976 9,379 0, ,901 9,143 0, ,971 9,385 0, ,899 9,142 0, ,972 9,371 0, ,898 9,147 0, ,970 9,379 0, ,891 9,139 0, ,970 9,374 0, ,899 8,768 0, ,954 9,342 0, ,917 8,816 0, ,957 9,349 0, ,906 8,859 0, ,957 9,335 0, ,910 8,872 0, ,956 9,339 0, ,902 8,849 0, ,955 9,334 0, ,908 9,176 0, ,918 9,181 0, ,893 9,170 0, ,881 9,170 0, ,888 9,180 0,

 Obr.")
 a A2_R40")
 Histogramy Rz, měření")
 117")
117 Obr. P12) Histogramy souborů hodnot parametru Ra, měření A1_R12,5 (vlevo) a A1_R40 (vpravo) Obr. P13) Histogramy souborů hodnot parametru Ra, měření A2_R12,5 (vlevo) a A2_R40 (vpravo) Obr. P14) Histogramy souborů hodnot parametru Rz, měření A1_R12,5 (vlevo) a A1_R40 (vpravo) 117

 a")
 Histogramy")
 a")
 Histogramy")
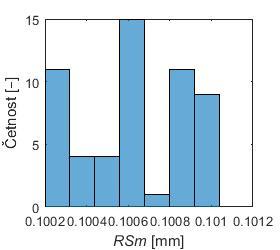
118 Obr. P15) Histogramy souborů hodnot parametru Rz, měření A2_R12,5 (vlevo) a A2_R40 (vpravo) Obr. P16) Histogramy souborů hodnot parametru RSm, měření A1_R12,5 (vlevo) a A1_R40 (vpravo) Obr. P17) Histogramy souborů hodnot parametru RSm, měření A2_R12,5 (vlevo) a A2_R40 (vpravo) 118
Souřadnicové měření je měření prostorových souřadnic prováděné pomocí CMM Souřadnicový měřicí stroj CMM je měřicí systém k měření prostorových souřadn
 Seminář z oboru GPS (Geometrické Specifikace Produktů) Současný stav v oblasti návaznosti souřadnicových měřicích strojů v systémech kvality Doc. Tykal Osnova: Úvod Zkoušení CMM: - typy zkoušek - podmínky
Seminář z oboru GPS (Geometrické Specifikace Produktů) Současný stav v oblasti návaznosti souřadnicových měřicích strojů v systémech kvality Doc. Tykal Osnova: Úvod Zkoušení CMM: - typy zkoušek - podmínky
ROZDĚLENÍ SNÍMAČŮ, POŽADAVKY KLADENÉ NA SNÍMAČE, VLASTNOSTI SNÍMAČŮ
 ROZDĚLENÍ SNÍMAČŮ, POŽADAVKY KLADENÉ NA SNÍMAČE, VLASTNOSTI SNÍMAČŮ (1.1, 1.2 a 1.3) Ing. Pavel VYLEGALA 2014 Rozdělení snímačů Snímače se dají rozdělit podle mnoha hledisek. Základním rozdělení: Snímače
ROZDĚLENÍ SNÍMAČŮ, POŽADAVKY KLADENÉ NA SNÍMAČE, VLASTNOSTI SNÍMAČŮ (1.1, 1.2 a 1.3) Ing. Pavel VYLEGALA 2014 Rozdělení snímačů Snímače se dají rozdělit podle mnoha hledisek. Základním rozdělení: Snímače
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ Ústav výrobních strojů, systémů a robotiky FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ Ústav výrobních strojů, systémů a robotiky FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
Střední průmyslová škola v Teplicích Předmět: Kontrola a měření ve strojírenství
 Střední průmyslová škola v Teplicích Předmět: Kontrola a měření ve strojírenství MĚŘENÍ DRSNOSTI POVRCHU Metody kontroly povrchu rozdělujeme na metody kvalitativní a kvantitativní. Metody kvalitativní
Střední průmyslová škola v Teplicích Předmět: Kontrola a měření ve strojírenství MĚŘENÍ DRSNOSTI POVRCHU Metody kontroly povrchu rozdělujeme na metody kvalitativní a kvantitativní. Metody kvalitativní
1.1 Povrchy povlaků - mikrogeometrie
 1.1 Povrchy povlaků - mikrogeometrie 1.1.1 Požadavky na povrchy povlaků [24] V případě ocelových plechů je kvalita povrchu povlaku určována zejména stavem povrchu hladících válců při finálních úpravách
1.1 Povrchy povlaků - mikrogeometrie 1.1.1 Požadavky na povrchy povlaků [24] V případě ocelových plechů je kvalita povrchu povlaku určována zejména stavem povrchu hladících válců při finálních úpravách
Členění podle 505 o metrologii
 Členění podle 505 o metrologii Měřidla slouží k určení hodnoty měřené veličiny. Spolu s nezbytnými měřícími zařízeními se podle zákona č.505/1990 Sb. ve znění č.l 19/2000 Sb. člení na : a. etalony, b.
Členění podle 505 o metrologii Měřidla slouží k určení hodnoty měřené veličiny. Spolu s nezbytnými měřícími zařízeními se podle zákona č.505/1990 Sb. ve znění č.l 19/2000 Sb. člení na : a. etalony, b.
HODNOCENÍ TEXTURY POVRCHU KONTAKTNÍ A BEZKONTAKTNÍ METODOU CONTACT AND NON-CONTACT METHOD OF SURFACE TEXTURE EVALUATION
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
Členění podle 505 o metrologii
 Členění podle 505 o metrologii a. etalony, b. pracovní měřidla stanovená (stanovená měřidla) c. pracovní měřidla nestanovená (pracovní měřidla) d. certifikované referenční materiály Etalon: je ztělesněná
Členění podle 505 o metrologii a. etalony, b. pracovní měřidla stanovená (stanovená měřidla) c. pracovní měřidla nestanovená (pracovní měřidla) d. certifikované referenční materiály Etalon: je ztělesněná
TECHNICKÁ DOKUMENTACE
 TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
Technická dokumentace
 Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI18 : Předepisování jakosti povrchu (drsnost, vlnitost) Datum vypracování: 27.01.2013 Vypracoval: Ing. Bohumil Freisleben
Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI18 : Předepisování jakosti povrchu (drsnost, vlnitost) Datum vypracování: 27.01.2013 Vypracoval: Ing. Bohumil Freisleben
Vývoj norem ISO pro geometrické specifikace produktů s praktickou ukázkou konkrétní normy. Ladislav Pešička, TNK č. 7
 Vývoj norem ISO pro geometrické specifikace produktů s praktickou ukázkou konkrétní normy Ladislav Pešička, TNK č. 7 2012 Problematika současných norem GPS především pro malé podniky: - značný rozsah podkladů
Vývoj norem ISO pro geometrické specifikace produktů s praktickou ukázkou konkrétní normy Ladislav Pešička, TNK č. 7 2012 Problematika současných norem GPS především pro malé podniky: - značný rozsah podkladů
Měřicí přístroje a měřicí metody
 Měřicí přístroje a měřicí metody Základní elektrické veličiny určují kvalitativně i kvantitativně stav elektrických obvodů a objektů. Neelektrické fyzikální veličiny lze převést na elektrické veličiny
Měřicí přístroje a měřicí metody Základní elektrické veličiny určují kvalitativně i kvantitativně stav elektrických obvodů a objektů. Neelektrické fyzikální veličiny lze převést na elektrické veličiny
Integrita povrchu a její význam v praktickém využití
 Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
Optika pro mikroskopii materiálů I
 Optika pro mikroskopii materiálů I Jan.Machacek@vscht.cz Ústav skla a keramiky VŠCHT Praha +42-0- 22044-4151 Osnova přednášky Základní pojmy optiky Odraz a lom světla Interference, ohyb a rozlišení optických
Optika pro mikroskopii materiálů I Jan.Machacek@vscht.cz Ústav skla a keramiky VŠCHT Praha +42-0- 22044-4151 Osnova přednášky Základní pojmy optiky Odraz a lom světla Interference, ohyb a rozlišení optických
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základním pojmům principu odměřovacích systémů (přírůstkový, absolutní) Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základním pojmům principu odměřovacích systémů (přírůstkový, absolutní) Autor: Doc. Ing. Josef Formánek, Ph.D.
» přenosné dílenské «drsnoměry. Surtronic
 » přenosné dílenské «drsnoměry Surtronic Surtronic Duo Univerzální přenosný přístroj pro kontrolu drsnosti povrchu. Jednoduše a rychle, bez seřizování a programování provede měření parametrů drsnosti.
» přenosné dílenské «drsnoměry Surtronic Surtronic Duo Univerzální přenosný přístroj pro kontrolu drsnosti povrchu. Jednoduše a rychle, bez seřizování a programování provede měření parametrů drsnosti.
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
EXPERIMENTÁLNÍ MECHANIKA 2 Přednáška 5 - Chyby a nejistoty měření. Jan Krystek
 EXPERIMENTÁLNÍ MECHANIKA 2 Přednáška 5 - Chyby a nejistoty měření Jan Krystek 9. května 2019 CHYBY A NEJISTOTY MĚŘENÍ Každé měření je zatíženo určitou nepřesností způsobenou nejrůznějšími negativními vlivy,
EXPERIMENTÁLNÍ MECHANIKA 2 Přednáška 5 - Chyby a nejistoty měření Jan Krystek 9. května 2019 CHYBY A NEJISTOTY MĚŘENÍ Každé měření je zatíženo určitou nepřesností způsobenou nejrůznějšími negativními vlivy,
Okruhy problémů k teoretické části zkoušky Téma 1: Základní pojmy Stavební statiky a soustavy sil
 Okruhy problémů k teoretické části zkoušky Téma 1: Základní pojmy Stavební statiky a soustavy sil Souřadný systém, v rovině i prostoru Síla bodová: vektorová veličina (kluzný, vázaný vektor - využití),
Okruhy problémů k teoretické části zkoušky Téma 1: Základní pojmy Stavební statiky a soustavy sil Souřadný systém, v rovině i prostoru Síla bodová: vektorová veličina (kluzný, vázaný vektor - využití),
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ÚVOD DO KONTROLY A MĚŘENÍ
 OBSAH PŘEDMUVA.......................................... 9 1 ÚVOD DO KONTROY A MĚŘENÍ (J. Pernikář)............ 11 1.1 Technická kontrola ve strojírenském podniku................... 11 1.2 Koncepce metrologického
OBSAH PŘEDMUVA.......................................... 9 1 ÚVOD DO KONTROY A MĚŘENÍ (J. Pernikář)............ 11 1.1 Technická kontrola ve strojírenském podniku................... 11 1.2 Koncepce metrologického
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Odměřovací zařízení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Odměřovací zařízení Odměřovací zařízení podávají informace o poloze nástroje vůči obrobku a o odjeté dráze.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Odměřovací zařízení Odměřovací zařízení podávají informace o poloze nástroje vůči obrobku a o odjeté dráze.
T- MaR. Ústav technologie, mechanizace a řízení staveb. Teorie měření a regulace. Podmínky názvy. 1.c-pod. ZS 2015/ Ing. Václav Rada, CSc.
 Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace Podmínky názvy 1.c-pod. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. MĚŘENÍ praktická část OBECNÝ ÚVOD Veškerá měření mohou probíhat
Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace Podmínky názvy 1.c-pod. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. MĚŘENÍ praktická část OBECNÝ ÚVOD Veškerá měření mohou probíhat
Chyby a neurčitosti měření
 Radioelektronická měření (MREM) Chyby a neurčitosti měření 10. přednáška Jiří Dřínovský Ústav radioelektroniky FEKT VUT v Brně Základní pojmy Měření je souhrn činností s cílem určit hodnotu měřené veličiny
Radioelektronická měření (MREM) Chyby a neurčitosti měření 10. přednáška Jiří Dřínovský Ústav radioelektroniky FEKT VUT v Brně Základní pojmy Měření je souhrn činností s cílem určit hodnotu měřené veličiny
Úvod do problematiky měření
 1/18 Lord Kelvin: "Když to, o čem mluvíte, můžete změřit, a vyjádřit to pomocí čísel, něco o tom víte. Ale když to nemůžete vyjádřit číselně, je vaše znalost hubená a nedostatečná. Může to být začátek
1/18 Lord Kelvin: "Když to, o čem mluvíte, můžete změřit, a vyjádřit to pomocí čísel, něco o tom víte. Ale když to nemůžete vyjádřit číselně, je vaše znalost hubená a nedostatečná. Může to být začátek
JIŘÍ HÁJEK, ANTONÍN KŘÍŽ
 SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
Česká metrologická společnost, z.s. Novotného lávka 5, Praha 1 tel/fax:
 Česká metrologická společnost, z.s. Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Kalibrační postup KP 1.1.5/01/16 KALIBRACE ETALONŮ DRSNOSTI POVRCHU Praha
Česká metrologická společnost, z.s. Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Kalibrační postup KP 1.1.5/01/16 KALIBRACE ETALONŮ DRSNOSTI POVRCHU Praha
Laboratorní úloha. Bezkontaktní 3D měření povrchu HDD
 Laboratorní úloha Bezkontaktní 3D měření povrchu HDD Ing. Petr Šperka 2009 Bezkontaktní 3D měření povrchu HDD OBSAH Úvod Metoda měření Postup měření Parametry povrchu Vyhodnocení Závěr 2/20 ÚVOD HDD disky»»»»»
Laboratorní úloha Bezkontaktní 3D měření povrchu HDD Ing. Petr Šperka 2009 Bezkontaktní 3D měření povrchu HDD OBSAH Úvod Metoda měření Postup měření Parametry povrchu Vyhodnocení Závěr 2/20 ÚVOD HDD disky»»»»»
FocusVariation Optické 3D měření
 FocusVariation Optické 3D měření Hannes Geidl-Strallhofer únor 2012 2 Společnost Alicona co děláme 3 Optické 3D měření s vysokým rozlišením Podpůrné systémy založené na Focus-Variation (změna zaostření)
FocusVariation Optické 3D měření Hannes Geidl-Strallhofer únor 2012 2 Společnost Alicona co děláme 3 Optické 3D měření s vysokým rozlišením Podpůrné systémy založené na Focus-Variation (změna zaostření)
Pracovní skupina pro MRA WG-MRA Klasifikace délkových služeb podle CCL (DimVIM) Schválené termíny pro český jazyk
 Schválené termíny pro český jazyk") Ver. 9 (3/2014) Poradní výbor pro délku CCL Pracovní skupina pro MRA WG-MRA Klasifikace délkových služeb podle CCL (DimVIM) CCL kategorie služeb Měřidlo nebo artefakt Schválené termíny pro český jazyk
Ver. 9 (3/2014) Poradní výbor pro délku CCL Pracovní skupina pro MRA WG-MRA Klasifikace délkových služeb podle CCL (DimVIM) CCL kategorie služeb Měřidlo nebo artefakt Schválené termíny pro český jazyk
2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná.
 1 Pracovní úkoly 1. Změřte tloušťku tenké vrstvy ve dvou různých místech. 2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná. 3. Okalibrujte
1 Pracovní úkoly 1. Změřte tloušťku tenké vrstvy ve dvou různých místech. 2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná. 3. Okalibrujte
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Protokol měření. Kontrola a měření závitů
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Tolerování závitů Kontrola a měření závitů Řetězec norem, které se zabývají závity, zahrnuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Tolerování závitů Kontrola a měření závitů Řetězec norem, které se zabývají závity, zahrnuje
Naše malé systémy pro velká zadání. Technické specifikace
 Měření kontur odklon od tradičních způsobů: Spojení měřicích os X a Z je možné jen do jistých mezí. Naše řešení: oddělení os X a Z. Osa X provádí posuv měřeného prvku, zatímco osa Z zajišt uje kontakt
Měření kontur odklon od tradičních způsobů: Spojení měřicích os X a Z je možné jen do jistých mezí. Naše řešení: oddělení os X a Z. Osa X provádí posuv měřeného prvku, zatímco osa Z zajišt uje kontakt
AVS / EPS. Pracovní verze část 3. Ing. Radomír Mendřický, Ph.D.
 AVS / EPS Pracovní verze část 3 Ing. Radomír Mendřický, Ph.D. AVS / EPS Odměřovací zařízení - Zpětnovazební prvky a čidla Odměřovací systémy Přímé a nepřímé odměřování Odměřování přírůstkové, cyklicky
AVS / EPS Pracovní verze část 3 Ing. Radomír Mendřický, Ph.D. AVS / EPS Odměřovací zařízení - Zpětnovazební prvky a čidla Odměřovací systémy Přímé a nepřímé odměřování Odměřování přírůstkové, cyklicky
11. Měření závitů. Profil metrického závitu je určen jmenovitými rozměry:
 11. Měření závitů Závit je geometricky určen závitovou plochou. Rozeznáváme závit matice (vnitřní) a závit šroubu (vnější). Závitová plocha vznikne pohybem profilu závitu tak, že každý jeho bod opisuje
11. Měření závitů Závit je geometricky určen závitovou plochou. Rozeznáváme závit matice (vnitřní) a závit šroubu (vnější). Závitová plocha vznikne pohybem profilu závitu tak, že každý jeho bod opisuje
Měření neelektrických veličin. Fakulta strojního inženýrství VUT v Brně Ústav konstruování
 Měření neelektrických veličin Fakulta strojního inženýrství VUT v Brně Ústav konstruování Obsah Struktura měřicího řetězce Senzory Technické parametry senzorů Obrazová příloha Měření neelektrických veličin
Měření neelektrických veličin Fakulta strojního inženýrství VUT v Brně Ústav konstruování Obsah Struktura měřicího řetězce Senzory Technické parametry senzorů Obrazová příloha Měření neelektrických veličin
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní.
 Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
Normalizace struktury povrchu, současný stav a trendy vývoje
 Normalizace struktury povrchu, současný stav a trendy vývoje Doc. Ing. Miroslav Tykal, CSc. Příspěvek obsahuje stručnou rekapitulaci normalizovaných způsobů hodnocení a měření struktury povrchu založených
Normalizace struktury povrchu, současný stav a trendy vývoje Doc. Ing. Miroslav Tykal, CSc. Příspěvek obsahuje stručnou rekapitulaci normalizovaných způsobů hodnocení a měření struktury povrchu založených
Interní norma č. 22-102-01/01 Průměr a chlupatost příze
 Předmluva Text vnitřní normy byl vypracován v rámci Výzkumného centra Textil LN00B090 a schválen oponentním řízením dne 7.12.2004. Předmět normy Tato norma stanoví postup měření průměru příze a celkové
Předmluva Text vnitřní normy byl vypracován v rámci Výzkumného centra Textil LN00B090 a schválen oponentním řízením dne 7.12.2004. Předmět normy Tato norma stanoví postup měření průměru příze a celkové
Automatizační technika Měření č. 6- Analogové snímače
 Automatizační technika Měření č. - Analogové snímače Datum:.. Vypracoval: Los Jaroslav Skupina: SB 7 Analogové snímače Zadání: 1. Seznamte se s technickými parametry indukčních snímačů INPOS. Změřte statické
Automatizační technika Měření č. - Analogové snímače Datum:.. Vypracoval: Los Jaroslav Skupina: SB 7 Analogové snímače Zadání: 1. Seznamte se s technickými parametry indukčních snímačů INPOS. Změřte statické
Vyjadřování přesnosti v metrologii
 Vyjadřování přesnosti v metrologii Měření soubor činností, jejichž cílem je stanovit hodnotu veličiny. Výsledek měření hodnota získaná měřením přisouzená měřené veličině. Chyba měření výsledek měření mínus
Vyjadřování přesnosti v metrologii Měření soubor činností, jejichž cílem je stanovit hodnotu veličiny. Výsledek měření hodnota získaná měřením přisouzená měřené veličině. Chyba měření výsledek měření mínus
Handysurf E-35A Malý přenosný drsnoměr
 Průmyslová měřicí technika Carl Zeiss Handysurf E-35A Malý přenosný drsnoměr Snadné ovládání Okamžité vyhodnocení a zobrazení dat Datová paměť Handysurf E-35A: Extrémně mobilní měření drsnosti Ve vstupní
Průmyslová měřicí technika Carl Zeiss Handysurf E-35A Malý přenosný drsnoměr Snadné ovládání Okamžité vyhodnocení a zobrazení dat Datová paměť Handysurf E-35A: Extrémně mobilní měření drsnosti Ve vstupní
Světlo jako elektromagnetické záření
 Světlo jako elektromagnetické záření Základní pojmy: Homogenní prostředí prostředí, jehož dané vlastnosti jsou ve všech místech v prostředí stejné. Izotropní prostředí prostředí, jehož dané vlastnosti
Světlo jako elektromagnetické záření Základní pojmy: Homogenní prostředí prostředí, jehož dané vlastnosti jsou ve všech místech v prostředí stejné. Izotropní prostředí prostředí, jehož dané vlastnosti
Grafika na počítači. Bc. Veronika Tomsová
 Grafika na počítači Bc. Veronika Tomsová Proces zpracování obrazu Proces zpracování obrazu 1. Snímání obrazu 2. Digitalizace obrazu převod spojitého signálu na matici čísel reprezentující obraz 3. Předzpracování
Grafika na počítači Bc. Veronika Tomsová Proces zpracování obrazu Proces zpracování obrazu 1. Snímání obrazu 2. Digitalizace obrazu převod spojitého signálu na matici čísel reprezentující obraz 3. Předzpracování
U Ústav technologie obrábění, projektování a metrologie
 U12134 - Ústav technologie obrábění, projektování a metrologie Cílem tohoto cvičení je seznámit studenty se základními pojmy v oblasti metrologie, s nutností kontroly a jejího zařazení ve výrobním postupu.
U12134 - Ústav technologie obrábění, projektování a metrologie Cílem tohoto cvičení je seznámit studenty se základními pojmy v oblasti metrologie, s nutností kontroly a jejího zařazení ve výrobním postupu.
Posouzení přesnosti měření
 Přesnost měření Posouzení přesnosti měření Hodnotu kvantitativně popsaného parametru jakéhokoliv objektu zjistíme jedině měřením. Reálné měření má vždy omezenou přesnost V minulosti sloužila k posouzení
Přesnost měření Posouzení přesnosti měření Hodnotu kvantitativně popsaného parametru jakéhokoliv objektu zjistíme jedině měřením. Reálné měření má vždy omezenou přesnost V minulosti sloužila k posouzení
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Geometrická přesnost Schlesingerova metoda
 TECHNIKU A TECHNOLOGII České vysoké učení technické v Praze, fakulta strojní Horská 3, 128 00 Praha 2, tel.: +420 221 990 900, fax: +420 221 990 999 www.rcmt.cvut.cz metoda Pavel Bach 2009 2 Příklad měření
TECHNIKU A TECHNOLOGII České vysoké učení technické v Praze, fakulta strojní Horská 3, 128 00 Praha 2, tel.: +420 221 990 900, fax: +420 221 990 999 www.rcmt.cvut.cz metoda Pavel Bach 2009 2 Příklad měření
Obecný funkční povrch součásti lze rozdělit na tři části, které odlišuje vlnová délka viz obr. 1. Obr. 1. Obecný povrch a jeho části
 Drsnost povrchu Na každý funkční povrch strojní součásti jsou kladeny nejen požadavky na rozměrovou a geometrickou přesnost, ale i na jakost povrchu. Správně předepsaná jakost povrchu zajišťuje dlouhou
Drsnost povrchu Na každý funkční povrch strojní součásti jsou kladeny nejen požadavky na rozměrovou a geometrickou přesnost, ale i na jakost povrchu. Správně předepsaná jakost povrchu zajišťuje dlouhou
Senzory - snímací systémy
 Senzory - snímací systémy Měřicí jednotky Strana 333 335 LSM 902 Strana 337 LSM 9506 Strana 336 Zobrazovací jednotky Strana 335 336 331 příklady použití Kontinuální měření skleněných vláken a tenkých drátů
Senzory - snímací systémy Měřicí jednotky Strana 333 335 LSM 902 Strana 337 LSM 9506 Strana 336 Zobrazovací jednotky Strana 335 336 331 příklady použití Kontinuální měření skleněných vláken a tenkých drátů
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základním pojmům principu řídicích systémů u výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základním pojmům principu řídicích systémů u výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady
OVMT Úchylky tvaru a polohy Kontrola polohy, směru a házení
 Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Zpětnovazební prvky a čidla odměřování. Princip a funkce fotoelektrických snímačů.
 Zpětnovazební prvky a čidla odměřování. Princip a funkce fotoelektrických snímačů. Radomír Mendřický Elektrické pohony a servomechanismy 14. 4. 2014 Obsah prezentace Úvod Princip a funkce fotoelektrických
Zpětnovazební prvky a čidla odměřování. Princip a funkce fotoelektrických snímačů. Radomír Mendřický Elektrické pohony a servomechanismy 14. 4. 2014 Obsah prezentace Úvod Princip a funkce fotoelektrických
Teorie měření a regulace
 Ústav technologie, mechanizace a řízení staveb CW01 Teorie měření a regulace Praxe názvy 1. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. OBECNÝ ÚVOD - praxe Elektrotechnická měření mohou probíhat pouze při
Ústav technologie, mechanizace a řízení staveb CW01 Teorie měření a regulace Praxe názvy 1. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. OBECNÝ ÚVOD - praxe Elektrotechnická měření mohou probíhat pouze při
Fyzikální sekce přírodovědecké fakulty Masarykovy univerzity v Brně FYZIKÁLNÍ PRAKTIKUM. Praktikum z pevných látek (F6390)
") Fyzikální sekce přírodovědecké fakulty Masarykovy univerzity v Brně FYZIKÁLNÍ PRAKTIKUM Praktikum z pevných látek (F6390) Zpracoval: Michal Truhlář Naměřeno: 13. března 2007 Obor: Fyzika Ročník: III Semestr:
Fyzikální sekce přírodovědecké fakulty Masarykovy univerzity v Brně FYZIKÁLNÍ PRAKTIKUM Praktikum z pevných látek (F6390) Zpracoval: Michal Truhlář Naměřeno: 13. března 2007 Obor: Fyzika Ročník: III Semestr:
Měření a analýza mechanických vlastností materiálů a konstrukcí. 1. Určete moduly pružnosti E z ohybu tyče pro 4 různé materiály
 FP 1 Měření a analýza mechanických vlastností materiálů a konstrukcí Úkoly : 1. Určete moduly pružnosti E z ohybu tyče pro 4 různé materiály 2. Určete moduly pružnosti vzorků nepřímo pomocí měření rychlosti
FP 1 Měření a analýza mechanických vlastností materiálů a konstrukcí Úkoly : 1. Určete moduly pružnosti E z ohybu tyče pro 4 různé materiály 2. Určete moduly pružnosti vzorků nepřímo pomocí měření rychlosti
Snímání a hodnocení jakosti broušeného povrchu kontaktním a bezkontaktním způsobem. Bc. Pavel Jurena
 Snímání a hodnocení jakosti broušeného povrchu kontaktním a bezkontaktním způsobem Bc. Pavel Jurena Diplomová práce 2011 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že
Snímání a hodnocení jakosti broušeného povrchu kontaktním a bezkontaktním způsobem Bc. Pavel Jurena Diplomová práce 2011 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N 2301 Strojní inženýrství Studijní zaměření: Strojírenská technologie - technologie obrábění DIPLOMOVÁ PRÁCE Filtrace dat při měření drsnosti
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N 2301 Strojní inženýrství Studijní zaměření: Strojírenská technologie - technologie obrábění DIPLOMOVÁ PRÁCE Filtrace dat při měření drsnosti
Kalibrační přístroje Strana 353
 Kalibrační přístroje Mikrometrické výškoměry Height Mastery Strana 344 Délkové měřicí přístroje - Check Mastery Strana 348 Kalibrační přístroje Strana 353 343 Digitální mikrometrické výškoměry Height Mastery
Kalibrační přístroje Mikrometrické výškoměry Height Mastery Strana 344 Délkové měřicí přístroje - Check Mastery Strana 348 Kalibrační přístroje Strana 353 343 Digitální mikrometrické výškoměry Height Mastery
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Manuální, technická a elektrozručnost
 Manuální, technická a elektrozručnost Realizace praktických úloh zaměřených na dovednosti v oblastech: Vybavení elektrolaboratoře Schématické značky, základy pájení Fyzikální principy činnosti základních
Manuální, technická a elektrozručnost Realizace praktických úloh zaměřených na dovednosti v oblastech: Vybavení elektrolaboratoře Schématické značky, základy pájení Fyzikální principy činnosti základních
popsat princip činnosti základních zapojení čidel napětí a proudu samostatně změřit zadanou úlohu
 9. Čidla napětí a proudu Čas ke studiu: 15 minut Cíl Po prostudování tohoto odstavce budete umět popsat princip činnosti základních zapojení čidel napětí a proudu samostatně změřit zadanou úlohu Výklad
9. Čidla napětí a proudu Čas ke studiu: 15 minut Cíl Po prostudování tohoto odstavce budete umět popsat princip činnosti základních zapojení čidel napětí a proudu samostatně změřit zadanou úlohu Výklad
Technická diagnostika, chyby měření
 Technická diagnostika, chyby měření Obsah přednášky Technická diagnostika Měřicí řetězec Typy chyb měření Příklad diagnostiky: termovize ložisko 95 C měření 2/21 Co to je? Technická diagnostika Obdoba
Technická diagnostika, chyby měření Obsah přednášky Technická diagnostika Měřicí řetězec Typy chyb měření Příklad diagnostiky: termovize ložisko 95 C měření 2/21 Co to je? Technická diagnostika Obdoba
OVMT Komparační měření Měření s převodem elektrickým
 Komparační měření Měření s převodem elektrickým Měření s převodem elektrickým patří mezi komparační metody měření (porovnávací měření). Rozdělení komparačních metod: 1. Měření s převodem pneumatickým 2.
Komparační měření Měření s převodem elektrickým Měření s převodem elektrickým patří mezi komparační metody měření (porovnávací měření). Rozdělení komparačních metod: 1. Měření s převodem pneumatickým 2.
Drsnoměry. Přenosný drsnoměr Marsurf PS1 Mahr
 Drsnoměry Zadat poptávku Přenosný drsnoměr Marsurf PS1 Mahr Technická specifikace: Měrná jednotka Princip měření Snímač Parametry (24 s tolerančními mezemi) metrická / palcová dotyková metoda indukční
Drsnoměry Zadat poptávku Přenosný drsnoměr Marsurf PS1 Mahr Technická specifikace: Měrná jednotka Princip měření Snímač Parametry (24 s tolerančními mezemi) metrická / palcová dotyková metoda indukční
Konstrukční varianty systému pro nekoherentní korelační zobrazení
 Konstrukční varianty systému pro nekoherentní korelační zobrazení Technický seminář Centra digitální optiky Vedoucí balíčku (PB4): prof. RNDr. Radim Chmelík, Ph.D. Zpracoval: Petr Bouchal Řešitelské organizace:
Konstrukční varianty systému pro nekoherentní korelační zobrazení Technický seminář Centra digitální optiky Vedoucí balíčku (PB4): prof. RNDr. Radim Chmelík, Ph.D. Zpracoval: Petr Bouchal Řešitelské organizace:
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
VYSOKONAPĚŤOVÉ ZKUŠEBNICTVÍ. #2 Nejistoty měření
 VYSOKONAPĚŤOVÉ ZKUŠEBNICTVÍ # Nejistoty měření Přesnost měření Klasický způsob vyjádření přesnosti měření chyba měření: Absolutní chyba X = X M X(S) Relativní chyba δ X = X(M) X(S) - X(M) je naměřená hodnota
VYSOKONAPĚŤOVÉ ZKUŠEBNICTVÍ # Nejistoty měření Přesnost měření Klasický způsob vyjádření přesnosti měření chyba měření: Absolutní chyba X = X M X(S) Relativní chyba δ X = X(M) X(S) - X(M) je naměřená hodnota
Geometrická optika. předmětu. Obrazový prostor prostor za optickou soustavou (většinou vpravo), v němž může ležet obraz - - - 1 -
, v němž může ležet obraz - - - 1 -") Geometrická optika Optika je část fyziky, která zkoumá podstatu světla a zákonitosti světelných jevů, které vznikají při šíření světla a při vzájemném působení světla a látky. Světlo je elektromagnetické
Geometrická optika Optika je část fyziky, která zkoumá podstatu světla a zákonitosti světelných jevů, které vznikají při šíření světla a při vzájemném působení světla a látky. Světlo je elektromagnetické
Chyby měření 210DPSM
 Chyby měření 210DPSM Jan Zatloukal Stručný přehled Zdroje a druhy chyb Systematické chyby měření Náhodné chyby měření Spojité a diskrétní náhodné veličiny Normální rozdělení a jeho vlastnosti Odhad parametrů
Chyby měření 210DPSM Jan Zatloukal Stručný přehled Zdroje a druhy chyb Systematické chyby měření Náhodné chyby měření Spojité a diskrétní náhodné veličiny Normální rozdělení a jeho vlastnosti Odhad parametrů
Nejistota měření. Thomas Hesse HBM Darmstadt
 Nejistota měření Thomas Hesse HBM Darmstadt Prof. Werner Richter: Výsledek měření bez určení nejistoty měření je nejistý, takový výsledek je lépe ignorovat" V podstatě je výsledek měření aproximací nebo
Nejistota měření Thomas Hesse HBM Darmstadt Prof. Werner Richter: Výsledek měření bez určení nejistoty měření je nejistý, takový výsledek je lépe ignorovat" V podstatě je výsledek měření aproximací nebo
4. Napjatost v bodě tělesa
 p04 1 4. Napjatost v bodě tělesa Předpokládejme, že bod C je nebezpečným bodem tělesa a pro zabránění vzniku mezních stavů je m.j. třeba zaručit, že napětí v tomto bodě nepřesáhne definované mezní hodnoty.
p04 1 4. Napjatost v bodě tělesa Předpokládejme, že bod C je nebezpečným bodem tělesa a pro zabránění vzniku mezních stavů je m.j. třeba zaručit, že napětí v tomto bodě nepřesáhne definované mezní hodnoty.
Nelineární obvody. V nelineárních obvodech však platí Kirchhoffovy zákony.
 Nelineární obvody Dosud jsme se zabývali analýzou lineárních elektrických obvodů, pasivní lineární prvky měly zpravidla konstantní parametr, v těchto obvodech platil princip superpozice a pro analýzu harmonického
Nelineární obvody Dosud jsme se zabývali analýzou lineárních elektrických obvodů, pasivní lineární prvky měly zpravidla konstantní parametr, v těchto obvodech platil princip superpozice a pro analýzu harmonického
Česká metrologická společnost, z.s. Novotného lávka 5, Praha 1 tel/fax:
 Česká metrologická společnost, z.s. Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Kalibrační postup KP 1.1.5/03/16 KALIBRACE DOTYKOVÝCH PŘÍSTROJŮ NA MĚŘENÍ
Česká metrologická společnost, z.s. Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Kalibrační postup KP 1.1.5/03/16 KALIBRACE DOTYKOVÝCH PŘÍSTROJŮ NA MĚŘENÍ
Rozměrové a geometrické specifikace produktu a jejich ověřování
 Rozměrové a geometrické specifikace produktu a jejich ověřování Cílem tohoto referátu je podat zpracovatelům návrhu a vývoje strojního zařízení základní informace o možnostech využívání technických norem
Rozměrové a geometrické specifikace produktu a jejich ověřování Cílem tohoto referátu je podat zpracovatelům návrhu a vývoje strojního zařízení základní informace o možnostech využívání technických norem
Zakázkové měření.
 Akreditovaná kalibrační laboratoř č. 2301, 2273 Zakázkové měření 3D měření 2D/3D optické měření na mikroskopu Micro-Vu 1D měření na lineárním výškoměru 1D měření na délkoměru Precimahr ULM 520S-E Měření
Akreditovaná kalibrační laboratoř č. 2301, 2273 Zakázkové měření 3D měření 2D/3D optické měření na mikroskopu Micro-Vu 1D měření na lineárním výškoměru 1D měření na délkoměru Precimahr ULM 520S-E Měření
Tvorba technická dokumentace
 Tvorba technická dokumentace Základy zobrazování na technických výkresech Zobrazování na technických výkresech se provádí dle normy ČSN 01 3121. Promítací metoda - je soubor pravidel, pro dvourozměrné
Tvorba technická dokumentace Základy zobrazování na technických výkresech Zobrazování na technických výkresech se provádí dle normy ČSN 01 3121. Promítací metoda - je soubor pravidel, pro dvourozměrné
Katedra geotechniky a podzemního stavitelství
 Katedra geotechniky a podzemního stavitelství Geotechnický monitoring učební texty, přednášky Způsoby monitoringu doc. RNDr. Eva Hrubešová, Ph.D. Inovace studijního oboru Geotechnika CZ.1.07/2.2.00/28.0009.
Katedra geotechniky a podzemního stavitelství Geotechnický monitoring učební texty, přednášky Způsoby monitoringu doc. RNDr. Eva Hrubešová, Ph.D. Inovace studijního oboru Geotechnika CZ.1.07/2.2.00/28.0009.
Hodnocení jakosti obrobeného povrchu dle ČSN EN ISO 4287 a ČSN EN ISO 4288. Libor Tomanec
 Hodnocení jakosti obrobeného povrchu dle ČSN EN ISO 4287 a ČSN EN ISO 4288 Libor Tomanec Bakalářská práce 2012 ABSTRAKT Bakalářská práce se zabývá měřením jakosti povrchu kontaktní, bezkontaktní metodou
Hodnocení jakosti obrobeného povrchu dle ČSN EN ISO 4287 a ČSN EN ISO 4288 Libor Tomanec Bakalářská práce 2012 ABSTRAKT Bakalářská práce se zabývá měřením jakosti povrchu kontaktní, bezkontaktní metodou
Senzor polohy rotoru vysokootáčkového elektromotoru
 Senzor polohy rotoru vysokootáčkového elektromotoru Vysokootáčkový elektromotor Jednou z cest, jak zvýšit užitné vlastnosti výrobků je intenzifikace jejich užitných vlastností. V oblasti elektromotorů
Senzor polohy rotoru vysokootáčkového elektromotoru Vysokootáčkový elektromotor Jednou z cest, jak zvýšit užitné vlastnosti výrobků je intenzifikace jejich užitných vlastností. V oblasti elektromotorů
9. ČIDLA A PŘEVODNÍKY
 Úvod do metrologie - 49-9. ČIDLA A PŘEVODNÍKY (V.LYSENKO) Čidlo (senzor, detektor, receptor) je em jedné fyzikální veličiny na jinou fyzikální veličinu. Snímač (senzor + obvod pro zpracování ) je to člen
Úvod do metrologie - 49-9. ČIDLA A PŘEVODNÍKY (V.LYSENKO) Čidlo (senzor, detektor, receptor) je em jedné fyzikální veličiny na jinou fyzikální veličinu. Snímač (senzor + obvod pro zpracování ) je to člen
ELT1 - Přednáška č. 6
 ELT1 - Přednáška č. 6 Elektrotechnická terminologie a odborné výrazy, měřicí jednotky a činitelé, které je ovlivňují. Rozdíl potenciálů, elektromotorická síla, napětí, el. napětí, proud, odpor, vodivost,
ELT1 - Přednáška č. 6 Elektrotechnická terminologie a odborné výrazy, měřicí jednotky a činitelé, které je ovlivňují. Rozdíl potenciálů, elektromotorická síla, napětí, el. napětí, proud, odpor, vodivost,
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 0 _ K O N T R N Í A M Ě Ř Í C Í T E C H N I
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 0 _ K O N T R N Í A M Ě Ř Í C Í T E C H N I K A _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 0 _ K O N T R N Í A M Ě Ř Í C Í T E C H N I K A _ P W P Název školy: Číslo a název projektu: Číslo
RESM. Úhlový snímač. Funkce systému
 Katalogový list L-9517-9324-02-D Úhlový snímač RESM Snímač RESM je tvořen kompaktní prstencovou stupnicí z nerezavějící oceli, jenž má na obvodu vyznačeno dělení s roztečí µm. Součástí stupnice je optická
Katalogový list L-9517-9324-02-D Úhlový snímač RESM Snímač RESM je tvořen kompaktní prstencovou stupnicí z nerezavějící oceli, jenž má na obvodu vyznačeno dělení s roztečí µm. Součástí stupnice je optická
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Akční sada drsnoměru Mitutoyo
 Akční sada drsnoměru Mitutoyo ( platnost akce do 31.1.2019 ) ------------------------------------------------------------- Drsnoměr Mitutoyo SJ-210, kat.č. 178-560-01D - hlavní přístroj + posuvová jednotka
Akční sada drsnoměru Mitutoyo ( platnost akce do 31.1.2019 ) ------------------------------------------------------------- Drsnoměr Mitutoyo SJ-210, kat.č. 178-560-01D - hlavní přístroj + posuvová jednotka
GEOMETRICKÉ TOLERANCE GEOMETRICKÁ PŘESNOST
 GEOMETRICKÉ TOLERANCE GEOMETRICKÁ PŘESNOST Přesnost Tvaru Orientace Umístění Házení Např.: n ěče h o v ů či n ě če m u Jeden prvek Dva a více prvků * základna nemusí být vždy požadována Toleranční pole
GEOMETRICKÉ TOLERANCE GEOMETRICKÁ PŘESNOST Přesnost Tvaru Orientace Umístění Házení Např.: n ěče h o v ů či n ě če m u Jeden prvek Dva a více prvků * základna nemusí být vždy požadována Toleranční pole
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Třísouřadnicový kontaktní stroj, laboratorní měření 2D a 3D, měření závitů a ozubení
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Třísouřadnicový kontaktní stroj, laboratorní měření 2D a 3D, měření závitů a ozubení Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Třísouřadnicový kontaktní stroj, laboratorní měření 2D a 3D, měření závitů a ozubení Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1 SENZORY V MECHATRONICKÝCH SOUSTAVÁCH
 1 V MECHATRONICKÝCH SOUSTAVÁCH Senzor - důležitá součást většiny moderních elektronických zařízení. Účel: Zjišťovat přítomnost různých fyzikálních, většinou neelektrických veličin, a umožnit další zpracování
1 V MECHATRONICKÝCH SOUSTAVÁCH Senzor - důležitá součást většiny moderních elektronických zařízení. Účel: Zjišťovat přítomnost různých fyzikálních, většinou neelektrických veličin, a umožnit další zpracování
MĚŘENÍ ABSOLUTNÍ VLHKOSTI VZDUCHU NA ZÁKLADĚ SPEKTRÁLNÍ ANALÝZY Measurement of Absolute Humidity on the Basis of Spectral Analysis
 MĚŘENÍ ABSOLUTNÍ VLHKOSTI VZDUCHU NA ZÁKLADĚ SPEKTRÁLNÍ ANALÝZY Measurement of Absolute Humidity on the Basis of Spectral Analysis Ivana Krestýnová, Josef Zicha Abstrakt: Absolutní vlhkost je hmotnost
MĚŘENÍ ABSOLUTNÍ VLHKOSTI VZDUCHU NA ZÁKLADĚ SPEKTRÁLNÍ ANALÝZY Measurement of Absolute Humidity on the Basis of Spectral Analysis Ivana Krestýnová, Josef Zicha Abstrakt: Absolutní vlhkost je hmotnost
Chyby měřidel a metody měření vybraných fyzikálních veličin
 Chyby měřidel a metody měření vybraných fyzikálních veličin Jaké měřidlo je vhodné zvolit? Pravidla: Přesnost měřidla má být pětkrát až desetkrát vyšší, než je požadovaná přesnost měření. Např. chceme-li
Chyby měřidel a metody měření vybraných fyzikálních veličin Jaké měřidlo je vhodné zvolit? Pravidla: Přesnost měřidla má být pětkrát až desetkrát vyšší, než je požadovaná přesnost měření. Např. chceme-li
1 Švédská proužková metoda (Pettersonova / Felleniova metoda; 1927)
") Teorie K sesuvu svahu dochází často podél tenké smykové plochy, která odděluje sesouvající se těleso sesuvu nad smykovou plochou od nepohybujícího se podkladu. Obecně lze říct, že v nesoudržných zeminách
Teorie K sesuvu svahu dochází často podél tenké smykové plochy, která odděluje sesouvající se těleso sesuvu nad smykovou plochou od nepohybujícího se podkladu. Obecně lze říct, že v nesoudržných zeminách
Výukové texty pro předmět Měřící technika (KKS/MT) na téma
 na téma") Výukové texty pro předmět Měřící technika (KKS/MT) na téma Podklady a tvorba grafické vizualizace k principu měření vzdálenosti u technických zařízení Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady a
Výukové texty pro předmět Měřící technika (KKS/MT) na téma Podklady a tvorba grafické vizualizace k principu měření vzdálenosti u technických zařízení Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady a
Tabulka I Měření tloušťky tenké vrstvy
 Pracovní úkol 1. Změřte tloušťku tenké vrstvy ve dvou různých místech. 2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná. 3. Okalibrujte
Pracovní úkol 1. Změřte tloušťku tenké vrstvy ve dvou různých místech. 2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná. 3. Okalibrujte
Obr. 9.1 Kontakt pohyblivé části s povrchem. Tomuto meznímu stavu za klidu odpovídá maximální síla, která se nezývá adhezní síla,. , = (9.
 9. Tření a stabilita 9.1 Tření smykové v obecné kinematické dvojici Doposud jsme předpokládali dokonale hladké povrchy stýkajících se těles, kdy se silové působení přenášelo podle principu akce a reakce
9. Tření a stabilita 9.1 Tření smykové v obecné kinematické dvojici Doposud jsme předpokládali dokonale hladké povrchy stýkajících se těles, kdy se silové působení přenášelo podle principu akce a reakce
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONTROLA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONTROLA
Vzorkovací zesilovač základní princip všech digitálních osciloskopů, záznamníků, převodníků,
 5. října 2015 1 TYPY SIGNÁLŮ Vzorkovací zesilovač základní princip všech digitálních osciloskopů, záznamníků, převodníků, http://www.tek.com/products/oscilloscopes/dpo4000/ 5. října 2015 2 II. ÚPRAVA SIGNÁLŮ
5. října 2015 1 TYPY SIGNÁLŮ Vzorkovací zesilovač základní princip všech digitálních osciloskopů, záznamníků, převodníků, http://www.tek.com/products/oscilloscopes/dpo4000/ 5. října 2015 2 II. ÚPRAVA SIGNÁLŮ
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)