ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE
|
|
|
- Andrea Vacková
- před 6 lety
- Počet zobrazení:
Transkript
1 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Klasické a moderní metody pájení v elektrotechnice Barbora Mikešová 2017
2

3
4 Abstrakt Předkládaná bakalářská práce je zaměřena na druhy pájení, jejich výhody a nevýhody. Alternativy pájení a ekonomické hledisko pájení. Klíčová slova Pájení, pájka, pájený spoj, tavidlo, ruční pájení, strojní pájení, pájení vlnou, pájení přetavením, pájení bez olova
5 Abstract This bachelor thesis focuses on the types of soldering, their advantages and disadvantages. Soldering alternatives and economic soldering point. Key words Soldering, solder, soldered joint, solder flux, hand soldering, machine soldering, wave soldering, brazing soldering, soldering without lead
6 Prohlášení Prohlašuji, že jsem tuto bakalářskou práci vypracovala samostatně, s použitím odborné literatury a pramenů uvedených v seznamu, který je součástí této bakalářské práce. Dále prohlašuji, že veškerý software, použitý při řešení této bakalářské práce, je legální.... podpis V Plzni dne Barbora Mikešová
7 Poděkování Děkuji vedoucímu své práce panu Ing. Martinovi Hirmanovi za trpělivost a ochotu, kterou projevil během mého psaní.
8 Obsah OBSAH... 8 SEZNAM SYMBOLŮ A ZKRATEK... 9 ÚVOD PÁJENÍ Pájky Tavidlo Kalafuna Vodou rozpustná tavidla Tavidla s nízkým obsahem sušiny Plasma Utrazvuk Plynné tavidlo TECHNOLOGIE PÁJENÍ A ROZDĚLENÍ Ruční pájení Strojní pájení Pájení vlnou Pájení přetavením ALTERNATIVY Šroubové spojení Ovíjení Svařování Vodivá lepidla EKONOMICKÁ HLEDISKA ZÁVĚR SEZNAM LITERATURY A INFORMAČNÍCH ZDROJŮ PŘÍLOHY
9 Seznam symbolů a zkratek značka stupně C...Celsiova teplota mm milimetr s.sekunda R označení nejnižší aktivity tavidla RMA.označení střední aktivity tavidla RA.označení aktivity tavidla RSA...označení superaktivity tavidla př příklad BGA..typ pouzdra integrovaného obvodu pro povrchovou montáţ CO 2 oxid uhličitý µm.mikrometr l.litr min minuta SnPb.slitina cínu a olova Ag.chemická značka stříbra Pb.chemická značka olova např...například QQ-S.federální norma MIL-F vojenská norma ČSN..česká norma EN.evropská norma ES.evropská směrnice 9
10 Úvod Po svařování se jedná o jeden z nejstarších způsobů montáže elektrických zařízení. Technika plošných spojů je starší více než sto let. Ovšem nové techniky pájení a rozšíření se objevili až na počátku šedesátých let dvacátého století. Nejprve se pájelo ručně. Při hromadné výrobě se ovšem tato metoda stala neefektivní. I když se člověk snažil, každá deska byla trochu odlišná. Potřeba zmenšovat součástky a desky plošných spojů vede k vývoji hromadného pájení. To je vyvíjeno tak, aby se minimalizovala chybovost, snížila spotřeba pájky, hmotnost desky a také aby bylo možné použít užší spojové cesty [1]. 10
11 Pájení Pájení je metalurgický způsob spojování materiálů. Netaví se spojované díly a tím pádem z nich nevzniká nová slitina. Taví se a opětovně chladne jen přídavný materiál, který nazýváme pájecí slitina. Tato slitina má vždy nižší teplotu tání než je teplota tání součástek. Pro montáž se používají měkké pájky, které jsou nejrozšířenější a to díky jejich teplotě tání, jenž je do 450 C. Pájený spoj vzniká na rozhraní pájky a pájeného předmětu. Lze pájet nekovové materiály. Máme i pájky tvrdé ty jsou nad 450 C a používají se na více zatížené spoje a při pájení žáruvzdorných a žáru pevných ocelí. Při pájení probíhají složité fyzikálně-chemické pochody na rozhraní tuhé a tekuté fáze. Dva volné povrchy jsou nahrazeny jediným rozhraním s nízkou volnou energií. Na mezifázovém rozhraní se vytvářejí vazby nejprve v izolovaných místech a postupem času se rozšiřují na celou plochu styku. Proces lze hodnotit jako chemickou reakci probíhající na rozhraní fází. Vznikají vazby mezi atomy. V oblasti slévání je roztavená pájka charakterizována těsným uspořádáním. Atomy taveniny jsou ve sféře působení atomů krystalové mříže tuhého kovu na povrchu uspořádány krystalograficky. Na rozhraní se vytváří vrstva tvořící vazbu mezi fázemi. Teplem se zvětšuje pohyb atomů obou fází a jejich vzájemná difúze zesiluje vytvořené vazby. Vliv na dobrý pájený spoj mají správné velikosti mezer (0,05-0,2mm), okolní prostředí a tavidlo [1] 1.1 Pájky Pájky pro měkké pájení jsou tvořeny těžkými kovy s nízkou teplotou tání. Jedná se hlavně o cín, olovo a zinek. Některé pájky obsahují indium, antimon a bismut. Můžeme se setkat i se stříbrem, mědí, niklem anebo železem. Většinou se jedná o dvou nebo třísložkové slitiny. Čisté kovy a složitější slitiny se používají pro zvláštní případy. Nejčastěji používané jsou pájky cínové, které se slučují skoro se všemi kovy. Nejčastěji se používalo olovo. S cínem 61,5% tvořili eutektickou slitinu s teplotou tání 183,3 C[1]. 11
12 Eutektická slitina je taková, kde se žádná její složka nevyskytuje samostatně, a veškeré krystaly obsahují stejný poměr jednotlivých součástí. Tato slitina má ze všech jiných poměrů stejných kovů nejmenší teplotu tání [2]. Pájka obsahuje i příměsi prvky, které negativně ovlivňují vlastnosti, jako je smáčivost, pevnost a pájitelnost. Měď při obsahu větším než 10%, zhoršuje roztékavost. Po zatuhnutí je pájka tvrdá, křehká a hrubozrnná. Kadmium při obsahu větším než 0,01% způsobuje křehké a porézní spoje. Pájka pomalu zatéká do kapilár. Spoj má pískovou strukturu. Pískovou strukturu má i železo při větším obsahu než 0,01%. Zlato působí zrnitě a křehce v pájce. Hliník (nad 0,05%) a zinek (nad 0,001%) mohou za to, že je pájka špatně tekutá, porézní a na povrchu tvoří dendritické obrazce. Arsen vyvolává tvorbu útvarů podobné puchýřkům. Stříbro způsobuje tmavý povrch bez lesku pájky. Stříbro má také pozitivní vlastnost snižuje schopnost rozpouštět jiné kovy. Fosfor v koncentraci 0,001% - 0,004% má redukční účinky a snižuje oxidaci pájky. Pájka se během používání znečišťuje. Hlavními zdroji je rozpouštění základních materiálů a povrchových úprav mechanických dílů na deskách smáčených spolu se spoji. Dalším zdrojem mohou být součástky přilepené na stranu pájení spadlé do lázně během průchodu vlnou [1]. Od roku 2003 je olovo zakázané používat v elektronice dle směrnice 2002/95/ES ze dne 27. ledna 2003 [3]. Proto se v pájení hledají náhrady do pájek, které splňují vlastnosti velmi blízké olovu. Jedná se o fyzikální a mechanické vlastnosti, smáčitelnost, srovnatelnost s metalurgickými vlastnostmi na rozhraní materiálů a fází ve spoji. Vždy žádaným parametrem je vysoká elektrická a tepelná vodivost. Také je žádaná nízká hodnota teplotní délkové roztažnosti, které podmiňuje dlouhodobou funkčnost pájených spojů. Z materiálového hlediska se sleduje zvyšování pevnosti slitiny a její mikrostruktura. Prvním krokem při návrhu nového materiálového systému je výběr základných materiálových složek. Kritéria jsou nízká teplota tání základních kovových složek, nízká toxicita, stabilita vlastností v celé řadě vlivů prostředí, snadné a levné použití, nízké povrchové napětí a dobrá smáčivost. 12
13 Použitelné slitiny se skládají z dvou až pěti složek. Některé více složkové slitiny byly navrženy pro aplikaci ve strojírenství, nebo jako cílená háhrada za Sn-Pb. Náhrada olova má nepříznivý vliv na růst ceny. Cenu ovlivňuje cena surovin pro nové pájky bez olova a cena surovin je ovlivněna dostupností surovin. Prvky systému bezolovnatých pájek mají specifické požadavky na aktivitu tavidla, což se může projevit v dalších teplotních podmínkách na nastartování jeho působení. Můžeme očekávat tvorbu různých intermetalických sloučenin a je třeba objasnit jejich tvorbu v závislosti na teplotních podmínkách. I když bylo prozkoumáno mnoho nadějných slitin, ne všechny jsou použitelné zcela obecně, jejich vlastnosti vyhovují jen pro určité případy. Indium snižuje bod tání, dobře smáčí. Ve slitině s cínem má dobré mechanické vlastnosti. Protože je dražší než Ag, je málo dostupné a pro hromadné nasazení je nepraktické. Zinek také snižuje bod tání, je levný, ale snadno oxiduje. Tvoří centra koroze a velmi snižuje smáčitelnost. Pro redukci oxidů vyžaduje aplikaci nových silně aktivovaných tavidel. Bismut také snižuje bod tání, ale je drahý. Převážně se získává jako odpad z rafinace Pb, takže jeho cena bude ještě stoupat až do objevení nového ekologického zdroje. 1.2 Tavidlo Tavidlo redukuje vrstvu oxidu na povrchu pájeného předmětu. Povrch musí dobře smáčet, chránit již očištěný kov a pájku před další oxidací a také musí mít vysokou viskozitu, která napomáhá roztékání pájky. Tavidlo ovlivňuje povrchové napětí pájky a tím také zatékání pájky a vznik můstků a krápníků. Korozně aktivní a elektricky vodivé zbytky tavidel a jejich reakčních produktů jsou nežádoucí. Umytí těchto reziduí je někdy nezbytné a s ohledem na ekologické a hygienické požadavky nesnadné a nákladné. Použitelnost tavidla závisí i na jeho toxicitě a řídí se požadavky na hygienu a ekologii [1]. V tab.1.1 je rozdělení tavidel pro měkké pájky. Lze pájet i bez tavidla, ale je potřeba očistit povrch jiným způsobem vhodným k pájení. 13
14 Tab Rozdělení tavidel pro měkké pájení [4] Typ tavidla Základní složka Aktivátor Forma pryskyřičná organická anorganická Kalafuna přírodní kalafuna umělá kalafuna rozpustná ve vodě nerozpustná ve vodě soli kyseliny zásady bez aktivátoru halogenový aktivátor nehalogenový aktivátor s chloridem amonným bez chloridu amonného kyselina fosforečná jiná kyselina aminy nebo amoniak roztok pevná látka pasta Nejrozšířenější jsou tavidla kalafunová. Základem je přírodní pryskyřice. Aplikuje se rozpuštěná v organických rozpouštědlech. Kalafuna je slabě aktivní, proto se přidávají aktivátory. Aktivátory jsou dvou typů. Jedním typem jsou organické kyseliny, které se používají jen k pájení méně náročné elektroniky. Důvodem je špatná rozpustnost organických kyselin a korozivita. Druhým typem aktivátorů jsou organické aminhydrochloridy. Aktivátor se teplem rozkládá na aktivní složky (chlor a amoniak). Velké množství aktivátoru rozloženého teplem pájení se odpaří a zůstanou pouze reakční produkty. Druhý typ aktivátoru je bezpečnější než první typ [1]. Kalafunová tavidla se podle množství aktivátoru rozdělují. Tyto typy jsou definovány ve Federální normě QQ-S-571 a Vojenské normě Military Specification MIL-F a také ČSN EN R (Rosin) Nejnižší aktivita Čistá vodní bílá pryskyřice je rozpuštěna v lihovém ředidle. S relativně slabou čistící schopností, je tavidlo vhodné pouze pro vysoce hájitelné povrchy. Lze použít na čistění zlatých povrchů. Malá agresivita na měděné, cínové nebo cíno-olověné povrchy. Tavidlo typu R nemusí být odstraněno po pájení. 14
15 RMA (Rosin Mildley Activated) Střední aktivita Zvýšené aktivity lze dosáhnout přidáním malého množství vhodných organických směsí. Normy převážně neudávají, jaké směsi by měli být použity, ale udávají chemické a elektrické testy, které musí tavidlo RMA splňovat. Jako aktivátory se používají aminohydrochloridy, polybazické karbonové kyseliny a allylové organické halogenidy. Tavidlo RMA je vhodné pro pooužití se snadno hájitelnými materiály (měď, zlato a cíno-olověné pájky). Zbytek tavidla je považován za netečný a jeho odstraňování je volitelné. Neúplné odstranění může způsobit více škody než užitku. Dokud je aktivátor vázaný v pryskyřici, je pozastaven proces koroze. Při částečném rozpuštění pryskyřice v odpovídajícím procesu čištění, může být rozptýlen aktivátor po povrchu urychlující korozi. RA (Rosin Activated) Aktivita Příměsi v tavidlech RA jsou agresivnější než příměsi v tavidlech RMA. Normy opět definují testy, které musí tavidlo splnit. Tavidlo je vhodné pro pájení kovů, které nejsou ihned pájitelné s typy R a RMA. Způsobují urychlené smáčení snadno pájitelných kovů, to redukuje úrovně defektů v pájecím procesu. Pro vysokou úroveň aktivity, by mělo být tavidlo úplně odstraněno. Zůstatky na desce, podporují dlouhodobou korozi, hlavně ve vlhkém prostředí. RSA (Rosin Super Activated) Superaktivita Tato pryskyřice není formálně součástí vojenské normy, ale je běžně používaná s vyšší aktivitou než tavidla RA. Stejně jako tavidlo RA musí být zbytky úplně odstraněny, pro snížení pravděpodobnosti koroze [5] Vodou rozpustná tavidla Vyvinuta pro omezení používání chlorovaných a fluorovaných uhlíků k čištění zapájených desek. Tavidla po pájení snadno odstraněna nejběžnějším rozpouštědlem a to je voda. Odstraňování vodou je velmi levné. Tavidla se vodou neředí. Aktivita tavidel je upravována přísadami. Neobsahují žádnou kalafunu. Tato tavidla v pájení velmi účinná. Používání trochu problematické, z důvodu koroze. Vodou rozpustná tavidla jsou tekutá i po pájení. Zbytky zůstávající po očištění v nedostupných místech, mohou putovat po povrchu, vyvolat korozi a zvětšit svodové proudy. 15
16 1.2.3 Tavidla s nízkým obsahem sušiny Tato tavidla jsou nejnovější a jedná se o tavidla pryskyřičná. Obsah sušiny je v rozmezí 2-6 % z hmotnosti. Nízký obsah sušiny zaručuje nanášení minimálního potřebného množství tavidla, které zreaguje při pájení beze zbytku. Díky tomu se po pájení nemusí méně náročné elektronické výrobky čistit vůbec anebo jen minimálně, což usnadní a zrychlí čistící proces. Nevýhody tavidla s nízkým obsahem sušiny je nutnost odpařit při předehřívání desky větší množství rozpouštědla a vzniklé páry odsát a zlikvidovat. Tato tavidla jsou silně aktivována, a proto je vždy potřeba u náročnějšího zařízení omýt zbytky tavidla. Lze pájet i bez tavidla, ale je potřeba očistit povrch jiným způsobem vhodným k pájení. Očistit povrch můžeme plasmou, ultrazvukem nebo přidáním ochrany před oxidací do pájky Plasma Byla vyvinuta zařízení využívající plasmu. Osázené desky procházejí komorou se sníženým tlakem. V komoře je plasma, která zbavuje povrch součástek od oxidů. Takto očištěná deska vstupuje do zařízení k pájení vlnou. Celý proces musí probíhat v dusíkaté atmosféře, aby bylo zabráněno opětovné oxidaci součástek a aby nedošlo k oxidaci pájky ve vlně. Další varianta plasmového čistění je působení plasmy k vytvoření pórů v oxidech, které se po ohřevu před pájením nasytí zkondenzovanou vodou. Po vstupu do lázně pájky dochází k mikroexplozím způsobené vodní párou, které odstraňují oxid z povrchu Utrazvuk Tento princip čištění probíhá přímo ve vlně pájení, kde musí být systém sonotrod. Zařízení pracuje v dusíkaté atmosféře stejně jako s plasmou. Je potřeba ověřit, že součástky mohou být zatížené ultrazvukem Plynné tavidlo Používá se směs vodíku a dusíku. Podíl vodíku je obvykle 3-8 %. Oxidy se za zvýšené teploty částečně rozpouštění v dusíku a zcela redukují ve vodíku. Tento způsob lze dodatečně instalovat do zařízení na pájení vlnou nebo přetavením. A to vestavením plynového 16
17 hospodářství a utěsněním. Nejvíce používaný při pájení flip-chip technologií [1]. 2 Technologie pájení a rozdělení Správný pájený spoj by měl zaručovat dobré elektrické a mechanické spojení. Optimální množství pájky je takové, aby byly zřejmé obrysy vodiče pod vrstvou pájky. Povrch pájky musí být hladký, lesklý, spojitý a na okrajím spoje musí být patrný úhel smáčení (15-20 ). Dále na povrchu nesmí zůstat ostré výstupky a známky znečištění. Ve spoji nesmí zůstat obnažený základní kov spojitých částí. Ke zhotovení pájeného spoje je potřeba několik základních úkonů, které se mohou časově a místně spojovat i rozdělovat. První úkon je poskládání pájených částí na správnou polohu k ostatním částem a jejich fixace. Druhý úkon je nanést tavidlo a aktivovat ho. Třetí úkon je ohřátí spoje na provozní teplotu. Čtvrtý úkonem je přivedení pájky do spoje. Pátým úkonem je ochladit zapájený spoj. A posledním úkonem je spoj očistit. Základní rozdělení pájení je na ruční a strojní. Strojní se dále rozdělují podle techniky pájení. 2.1 Ruční pájení Ruční pájení je nejstarší způsob pájení. Spoj je ohříván hrotem ruční páječky. Tavidlo se nanáší před vlastním ohřevem anebo se během ohřevu uvolní z dutiny v trubičce pájky. Ruční pájení je velmi rozšířené, ale ne moc spolehlivé. Pracovník, provádějící pájení, není schopný přesně opakovat všechny potřebné úkony důležité pro kvalitní spoj. Nepřesná je doba pájení, tepelné zatížení spoje a množství pájky ve spoji. Moderní stroje, kontrolující kvalitu spoje, potvrzují špatnou reprodukovatelnost ručně prováděných spojů. Ruční pájení proto vhodné na opravu špatně strojem připájených spojů anebo jako dodatečné připájení součástek, které se nemohly připájet společně s ostatními při strojním pájení. 2.2 Strojní pájení Strojní pájení je způsob pájení, kdy jsou všechny potřebné základní úkony prováděny automaticky, bez přímého zásahu obsluhy. V šedesátých a sedmdesátých letech dvacátého století veškeré součástky byly vývodové a proto po připojení na desku se pájelo vlnou. Základní postup operací byl následující. Vstupní kontrola desek s plošnými spoji. Poté se 17
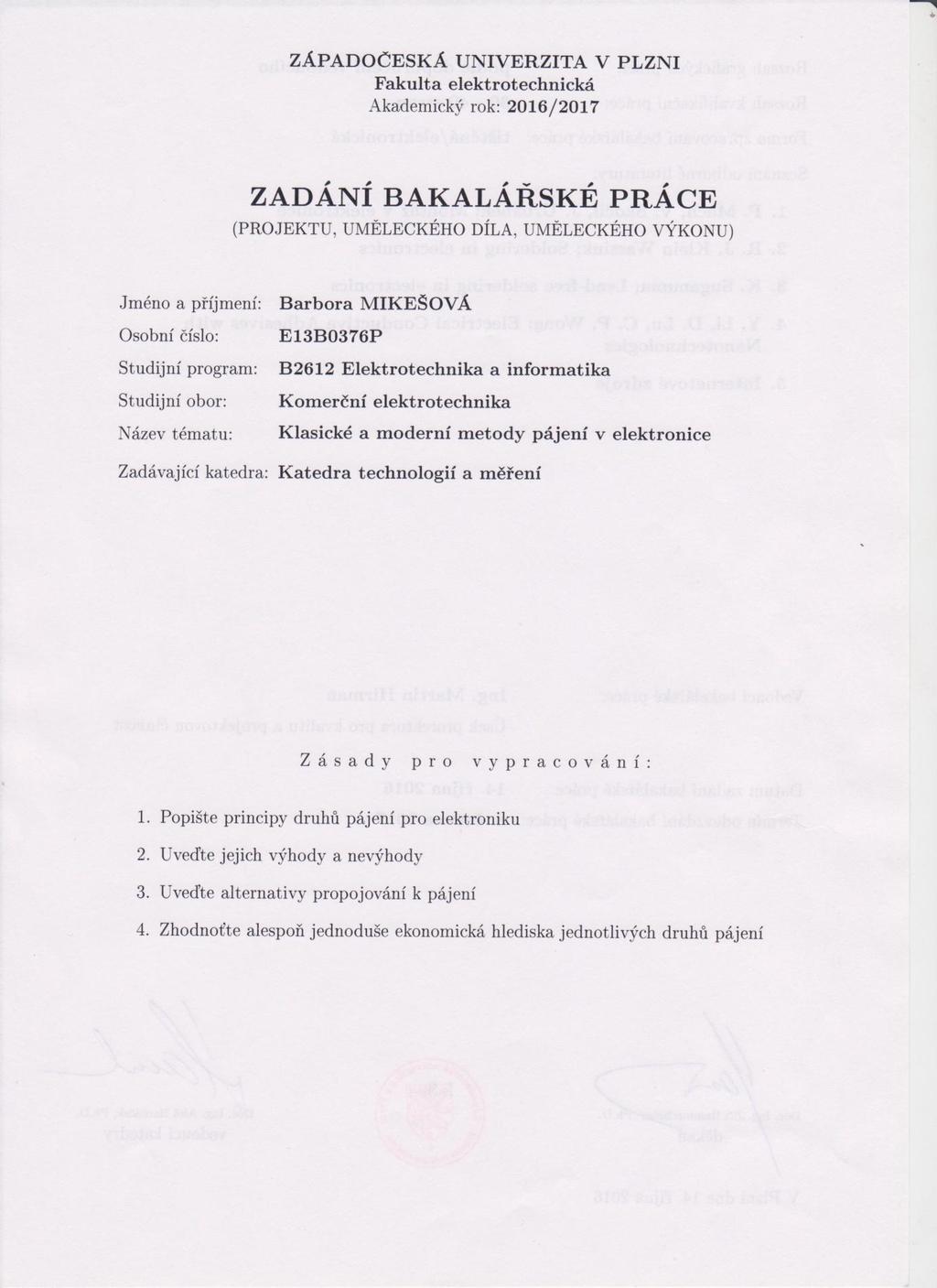
18 deska osázela vývodovými součástky do součástkových otvorů. Poté se pájelo vlnou a následovalo očistění. Posledním krokem byla kontrola a případné opravy. Počátkem osmdesátých let nastupuje povrchová montáž, která měnila výrobu v základech. Za změnou stály nové součástky s novými tvary a provedením vývodů, vsazovací stroje, pokroky v pájecích pastách a jejich nanášení na připojovací plošky, zvýšená účinnost, a nové principy pájení přetavením, lepší čistící procesy a zařízení. Základem povrchové montáže jsou vsazovací stroje umisťující součástky na desky plošných spojů. S postupem integrací součástek a funkcí klesají rozměry součástek a rozteče jejich vývodů a to zvyšuje nároky na vsazovací stroje. Zmenšování roztečí vývodů a nástup pouzder se stále menšími roztečemi ovlivňuje technologii pájení, po stránce postupů, zařízení a materiálové. Narůstající podíl povrchové montáže preferuje pájení přetavení před pájením vlnou Pájení vlnou Jedná se o nejužívanější zařízení. Operace ohřevu a dodání pájek je spojena v jednu. Zařízení je většinou konstruováno jako součást výrobní linky. Nedílnou součástí je zařízení na nanášení tavidla a pro předehřátí desky plošného spoje. Průběh teploty od vstupu do předehřívací lázně až po výstup ze zařízení je přizpůsoben optimálnímu provedení všech dílčích procesů. Nanášené tavidlo je vždy v kapalném stavu a může se nanášet více způsoby. Nejčastější jsou nanášení vlnou (obr. 1.1), nanášení napěněním (obr. 1.2), nanášení nástřikem (obr. 1.3). Úkolem je nanést tavidlo rovnoměrně na straně pájení, bez nadbytku. Vhodné jsou postřiky, kde není potřeba stlačený vzduch. Předehřev následuje po nanesení tavidla na desku na dopravníku. Z důvodu rovnoměrného ohřevu se pracuje s infračerveným zářením ve střední nebo vzdálené oblasti. V průběhu předehřevu se odpaří těkavé složky tavidla a deska se součástkami se postupně ohřeje na teplotu kolem C. Po dosazení této teploty začíná redukční proces tavidla. Je také snížen teplotní šok na desku a pájené součástky před stykem s roztavenou pájkou. Jednoduchá pájecí vlna je tvořena proudem pájky hnaným čerpadlem tryskou tvarovanou tak, 18
19 aby směr a rychlost zabezpečilo dokonalé smočení všech připojovaných míst a zajistilo správný tvar výplně pájky v každém jednotlivém spoji (obr. 1.4). Doba setrvání ve vlně je 3s 5s. Při povrchové montáži, při které jsou součástky na straně pájení přidrženy lepidlem, je vysoká hustota připojovacích míst spolu s hustou a vysokou zástavbou příčinou vzniku stínů, které brání vniknutí pájky na všechna pájená místa. Lepší výsledky přináší vlna dvojitá. V první vlně je turbulentní proudění zajišťující dobré zatečení pájky. V druhé vlně je laminární proudění, které definuje množství a tvar výplně pájky ve spoji (obr. 1.5 a). Turbulence jsou vyvolány různými hradítky v trysce, mechanickým kmitáním hradítek apod. Při nastavování pájecího zařízení musíme respektovat maximální hodnoty pro dobu pobytu součástky v pájce specifikované výrobcem. Dutá vlna je výhodnější z důvodu délky styku s pájkou, která je jen několik centimetrů (obr. 1.5 b). Tvorbě krápníků a můstků zabráníme nastavením co nejmenší relativní rychlosti desky vůči proudu pájky a optimálním sklonem dopravníku v místě výstupu. U všech zařízení pro pájení vlnou dochází k intenzivní oxidaci povrchu pájky kyslíkem z okolního prostředí. Tomu zabráníme pokrytím povrchu lázně vrstvou oleje nebo využitím ochranné atmosféry s minimálním obsahem kyslíku [1]. Pájky bez olova přinášejí potřebu ověřit vhodnost a použitelnost stávajících tavidel a případně je nahradit novými. Musí se optimalizovat teplotní profil a odzkoušet jeho stabilitu s ohledem na vyšší hodnoty teplot v základním nastavení. Musí se vyměnit náplň pájky a připravit zásobu na doplňování úbytku lázně. Náklady na náplň pájky bez olova je asi třikrát vyšší než u stejné náplně pájky s olovem. Vzhledem k menší hustotě je náplň při stejném objemu lehčí. Bezolovnaté pájky se pájí v dusíkaté atmosféře. Je třeba dbát zvýšené požadavky na zamezení znečištění pájecí lázně, které může způsobit olovo z pokovených vývodů původně určených pro pájení pájkou s olovem Pájení přetavením Charakteristické pro tuto technologii je nejprve nanést potřebné množství pájky na povrch pájených předmětů před samotným procesem pájení. Pájený spoj vznikne roztavením pájky po přiložení spojovaných míst k sobě. 19
20 Montážní proces můžeme rozdělit na proces předcházející přetavení, vlastní přetavení a procesy následující po přetavení. První proces zahrnuje přípravu podložky, pasty a součástek, nanesení pájecí pasty a vložení součástek do ostrůvků pasty na připojovaných ploškách. Proces přetavení zahrnuje jeden i více současně působících způsobů přenosu tepla (proudění, vedené a záření). Do toho vstupuje okolní atmosféra, inertní nebo aktivní. Díky různým pozorováním a vyhodnocováním moderní přístrojovou výpočetní technikou je možné pozorovat průběh jednotlivých etap procesu přetavení a využít získané informace k nejlepšímu možnému výběru materiálů a postupů vedoucích ke kvalitnímu výsledku s minimem vad. Pájený spoj se při přetavení formuje během čtyř stádií. První stádium je aktivace tavidla přítomného v oblasti spoje, které účinkuje ve známém teplotním intervalu. V druhém stádiu se začíná tavit kovový obsah pájecí pasty. V třetím stádiu se smáčí povrch pájených předmětů roztaveným kovem a spojí je dohromady. Během tohoto stádia vznikají intermetalické mezivrstvy. Čtvrté stádium je ochlazování, tuchnutí tekuté pájky a formulování konečného tvaru a struktury spoje. Na počátku procesu probíhá na povrchu pasty difúze a v případě, že je přenos tepla velmi rychlý, může dojít k odpařování až varu v objemu pasty. Objem pasty se zmenšuje a povrch se stává matně šedým. Když je teplota již dostatečně vysoká, tavidlo se taví a klesá jeho viskozita. Díky nízké viskozitě tavidlo pokryje povrch pasty a připojované plošky a svojí chemickou reakcí redukuje oxidaci na povrchu částic pájky i plošky. V této fázi se mění vzhled pasty z matně šedého na lesklý. Kovový podíl pasty zmenšuje svůj objem a tekuté tavidlo, které má menší hustotu, zaplavuje částice. Případné nerovnosti v rozložení teploty v objemu pasty vytvářejí podmínky pro vznik bublinek a dutin v tavenině. K tavení nedochází okamžitě, jak očekáváme u eutektického složení pájky, ale lze rozdělit oblast tavení na tři zóny. Zónu těstovité směsi taveniny a pevných částic, zónu již natavených částic s doposud kulovitým tvarem a zónu zrcadlově hladké taveniny. Konečný tvar a vzhled spoje závisí na množství pájky, smáčeném povrchu připojovací plošky a vývodu, místním i časovém rozdělení teploty v pájených částech při tvorbě spoje, výchozí smáčitelnosti plošky a vývodu. Snižující se rozteč vývodů zvyšuje pravděpodobnost vzniku zkratů způsobených můstky pájky. 20
21 Nanesení pájky lze jako malé částice kulovitého tvaru v pájecí pastě deponované (sítotisk nebo šablonový tisk) nebo jako kompaktní pájka nanesená některou novou technologií (př. dávkování) Nanášení pájky dávkováním (dispenze) Na potřebná místa se dopravuje potřebné množství pastovité pájky ručním nebo strojním dávkovačem, nebo přenosem jehlou. Nanášení dávkováním není významný z hlediska hromadné produkce k dodržování úzkých technologických tolerancí. Je vhodný k výrobě s velkou růzností typů (kusovou, vzorkovou), kdy by nebyla efektivní příprava šablon nebo sítí. Nanášení sítotiskem nebo šablonovým tiskem Sítotisk je nanášení pasty přes síto, které je tvořeno vlákny z polyesteru nebo nerezové oceli a rámu. Sítotisková šablona je vytvořena fotocitlivou emulzí, tak že některá oka tkaniny zůstanou emulzí vyplněna a některá oka budou bez emulze (budou průchozí). Po nanesení se výška nanesené vrstvy pájky sníží o třetinu, protože se pájka lehce roztáhne do šířky. Šablonový tisk je nanesení pasty přes síto, kde je použita folie s otvory pro průchod pasty. Tloušťka tisku je tvořena přímo tloušťkou folie. Folie má lepší rozměrovou stabilitu a přesnost. Výroba šablony se provádí leptání, řezání laserem nebo galvanoplastikou. Leptání je nejlevnější metodou. Řezání je přesnější než leptání, ale je dražší. Galvanoplastika neboli pokovení, vytváří šablonu narůstáním kovové vrstvy na podkladu, kde jsou fotorezistem vytvořeny obrazce otvorů. Volba způsobu pájení přetavením je závislá na druhu pájených desek, hustotě a typu součástek, na rozměrech pouzder a jejich variabilitě na pájených deskách, na konstrukci desek plošných spojů, na ekonomických aspektech a spousty dalších věcech. Vznik pájených spojů a jejich jednotná kvalita souvisí hlavně s distribucí tepelné energie v pájených předmětech, na jejich tepelných vlastnostech a hmotnosti a na vlastnostech jejich povrchu. Důležitá veličina je teplená kapacita materiálů desek plošných spojů a rozměrnějších desek polovodičových součástek. Pájení přetavením můžeme rozdělit podle způsobu ohřívání [1]. 21
22 Pájky bez olova pro pájení přetavením také musí mít dusíkatou atmosféru. Pájky se zinkem mají kratší životnost, protože i v pastě nejsou kuličky této pasty dostatečně stabilní. Mohou vytvářet korozní centra v zapájených spojích, a proto se nehodí pro výrobky v náročném provozním prostředí. Je třeba dosáhnout velmi rovnoměrného ohřevu, aby se potlačil negativní důsledek horší roztékavosti pájky Pájení zářením (infračervené, světelné) Toto pájení je založené na absorpci záření různých vlnových délek pájenými předměty. Množství absorbovaného tepla záleží na koeficientu. Velkost koeficientu souvisí s vlnovou délkou záření a barvou povrchu. Při pájení infračerveným zářením dochází k většímu zahřívání součástky s tmavším povrchem, než místa s pájecí pastou. To způsobuje nerovnoměrné rozložení teploty na povrchu desky plošného spoje, to má vliv na kvalitu pájení a tepelné namáhání součástky. Výhoda pájení zářením je vysoká účinnost, která je v rozmezí 60 70%. Nevýhody jsou nehomogenní ohřev, jenž závisí na vlastnostech součástek a materiálu desky plošného spoje, nevhodnost pro pájení součástek typu BGA [6] Pájení laserem Při pájení laserem je paprsek programově řízený k lokálnímu přetavení pájecí pasty. Ohřev je velmi krátký, několik milisekund. Využívá se pulzních nebo plynových laserů (CO 2 ). Pulzní laser generuje impulzní laserový paprsek o vlnové délce 1,06 µm. Záření je absorbováno kovy, proniká sklem a většinou plastových hmot. Při přemisťování paprsku během pájení není nutné paprsek vypínat. Plynový laser generuje vlnovou délku 10µm. Větší vlnová délka hůře prochází kovy. Může docházet k zničení plastových částí na desce. Plynový laser má silnou odrazivost a není vhodné ho používat pro pájení bez tavidla. 22
23 Výhody pájení laserem jsou velká flexibilita procesu, možnost použití rozdílných pájek, minimální teplotní ovlivnění součástek, pájení je vhodné pro materiály citlivé na teplo. Nevýhody jsou malá produktivita spojená s rychlostí a vysoká cena [6] Pájení impulsní Zahrnuje metody zahřívání spojů (jednoho nebo více najednou) odporovým teplem vhodně tvarovaného nástroje. Nástroj má tvar plné elektrody nebo ohnutého pásu. Nástroj je nejprve přitlačen na vývody položené na pájecích ploškách a potom je proudovými impulzy vyhříván na požadovanou teplotu. Přitlačení musí působit až do vychladnutí pájeného spoje. Tento způsob se využívá při pájení plošných pouzder nebo pouzder čtvercových s vývody páskovými na všech stranách. Zvláštním způsobem impulsního pájení je ohřev odporovým teplem, kdy jsou na vývody přitlačeny dvě navzájem rovnoběžné od sebe izolované elektrody. Ohřev vzniká průchodem proudu elektrodami a přitlačenými vývody na pájecí plošky [1] Pájení kondenzační (v parách) Využívá se efektu předávání energie při kondenzaci nasycených par vhodné vroucí kapaliny na tuhém chladnějším povrchu. Velmi účinný přenos tepla umožňuje zahřátí tělesa právě na teplotu nasycených par kapaliny. Jsou vyloučeny negativní účinky vzájemného stínění rozměrných součástek na rovnoměrnost ohřevu pájených míst. Jako kapaliny se používají látky neobsahující volný kyslík, a proto nedochází k oxidaci povrchu při pájení. Kapalina musí být inertní k materiálům v součástkách i na desce. Při pájení jsou desky ponořovány do oblasti s předehřátými parami velmi pomalu, aby se zamezilo teplotnímu šoku a náhlému zkondenzování kapaliny na povrchu. Teplotní šok by způsobil předčasné vymytí tavidla z pastové pájky. Deska je ponořena až těsně k hladině vroucí kapaliny do zóny nasycených par. Povrch desky se ohřeje na výparnou teplotu. Doba ohřevu je typicky sekund, u větších součástek může být tato doba i několik minut. Tato doba ovlivňuje výběr součástek, které ohřev po tuto dobu nepoškodí [1]. Výhodami jsou možnosti využití vakua. Pájení probíhá bez přítomnosti kyslíku, takže je možné použít tavidlo s nízkou aktivitou. Pájecí pasta se přetaví při kondenzaci, není možné přehřát montážní celek. Nevýhodou pájení v parách je vyšší cena [6]. 23
24 Pájení ohřevem horkou deskou a pásem Využívá se při výrobě hybridních integrovaných obvodů a soustav spojů na keramických podložkách. Pájené předměty jsou umisťovány na vyhřívané rovné desce, jejíž teplota je stabilizovaná na několik desítek stupňů nad bodem tání pájky. Starší pájecí zařízení s kontinuálním pohybem mají nad vyhřívacími deskami instalovaný dopravní pás z tkaniny odolávající pájeným teplotám a přitom s dobrou tepelnou vodivostí. Předměty se pokládají na tento pás. Ohřev probíhá vedením tepla z vyhřívací desky přes pás do podložky. Tato metoda není vhodná pro pájení oboustranné povrchové montáže a pro desky plošných spojů z kompozitů [1] Pájení proudem horkého plynu Teplo potřebné pro přetavení pájky ohřívacím zařízením se získává průchodem tlakového plynu, nejčastěji vzduch nebo dusík. Množství tepla je regulováno teplotou a rychlostí proudění plynu. Horký plyn je usměrňován tryskou na požadované místo vývodu a pájecí plošky. Pro omezení oxidace pájky se preferuje ohřev dusíkem. Pro individuální ohřev mají trysky průměr přibližně 2 milimetry, průtok plynu je malý asi 1,5l/min. Teplota na výstup trysky je 350 C 400 C. U vícevývodových pouzder se musí zajistit kontinuální rovnoměrný pohyb trysek po všech pájených vývodech. Jsou-li součástky chladné (pokojová teplota 20 C 25 C) trvá proces i více než desítku vteřin. Proces je podstatně rychlejší pokud jsou předměty předehřátý na teplotu 100 C-150 C. Každá tryska má dvě části. Střední část vyfukuje horký plyn směrem k desce. Koncentricky umístěná část trysky s tvarem mezikruží odsává odražený plyn zpátky. Lze nastavit teplotní profil pro jednotlivé trysky i pro skupiny trysek řídící rychlost proudění a teplotu plynu. Následná změna profilu je velmi rychlá a snadná. V zónách předehřevu se a ochlazení se používá vzduch a v zóně přetavení se užívá dusík. Musí se dávat pozor u velmi lehkých čipových součástek, proud vzduchu musí mít sníženou rychlost, jinak by se součástka odfoukla z desky. Nejčastější využití v opravářské technice [1]. Nevýhody jsou malá účinnost (20-30%) a větší energetická spotřeba. Výhodou je používání stále stejných zařízení [6]. 24
25 3 Alternativy 3.1 Šroubové spojení Jedná se o úplné počátky elektrického zapojování, kdy se montáž prováděla mechanicky. Tato metoda se od nástupu desek plošného spoje v elektronice nepoužívá. Nedokážeme vyrobit šrouby, které by byly natolik malinkaté, aby bylo možné je použít na desky plošného spoje. Proto se přišlo na jiné metody. Metoda šroubového spoje se používá v montáži. Například montáž počítače, základní deska je ke konstrukci připojena šrouby. Ke šroubovému zapojení jsou potřeba šrouby, matice a podložky. K zašroubování se používají šrouby a klíče. Nevýhodou v elektrickém zapojování bylo, že při špatně přišroubované součástce docházelo k uvolnění součástky z pozice. Výhoda byla rychlá výměna součástky. 3.2 Ovíjení Další metodou zapojování bylo ovíjení. I to se v současné době nepoužívá v elektrickém zapojování. Ovíjení spočívá v tom, že napnutí drátek se několikrát navine kolem vysokého kovového kolíku. Tento kolík má ostré hrany, které prorážejí povrch drátu. Díky tomu se kovy obou dílů pohříží do sebe a získají difúzní kontakt. Ovíjené spoje vykazují velkou mechanickou odolnost a elektrickou trvanlivost. Ovíjení se v současné době používá ve vojenských, průmyslových a telekomunikačních zařízeních. Ovíjení je považováno za jistější než pájení. Při použití speciálního nářadí nehrozí vznik studeného spoje, nebo přehřátí součástek a kontaktů. Oprava ovíjeného spoje probíhá odvinutím a opětovným navinutím vodiče. V případě potřeby zkrácení nebo výměna vodiče [7]. 3.3 Svařování Jedná se o nerozebíratelný spoj, vyžadující vytvoření vysoké teploty. Svařovací metody rozdělujeme podle typu zdroje ohřevu a podle ochrany horkého kovu. Nejvýznamnější metodou je svařování obloukem. Zdrojem tepla je elektrický oblouk nejčastěji vytvořený mezi svařovacím dílem a elektrodou nebo svařovacím drátem. Elektrická energie v podobě tepla vytváří oblouk o teplotě až 7000 C, tím se kovy roztaví a spojí. Do spoje lze přidávat materiál, který může být stejný nebo rozdílný od spojovacího materiálu. Výhodou svařování 25
26 je pevnost, trvanlivost a těsnost. Nevýhodou svařování je, nerozebiratelnost spojů, změna struktury, tím i mechanické vlastnosti svarových spojů. Další nevýhodou je vznik vnitřního pnutí a deformace materiálu. [8]. 3.4 Vodivá lepidla Hlavní nevýhodou pájení ze současného pohledu je materiál samotné pájky. Pb v pájkách je neakceptovatelný. S perspektivou stále většího důrazu na ekologičnost materiálů užívaných elektronice jsou hledány možnosti využití pájek bezolovnatých nebo jiných spojovacích materiálů. Mezi takové materiály patří vodivá lepidla. Elektricky vodivá lepidla jsou ekologicky akceptovatelná a oproti SnPb pájkám mají výhodu umožňující připojování vývodů až do rozteče 0,1mm. Elektricky vodivá lepidla se skládají ze dvou složek. Ze složky vazební a ze složky vodivé. Funkce vazební složky je vytvářet izolační matrici, v níž jsou umístěné vodivé částice. Vazební složky také musí zajišťovat mechanické vlastnosti a klimatickou odolnost lepidla. Vodivá složka zajišťuje elektrické vlastnosti spoje, hlavně vodivost, ale ovlivňuje i jeho další parametry. Vazební součást lepidel je jednosložková nebo dvousložková. Většinou se používá epoxidová pryskyřice, někteří výrobci používají silikonové nebo polyamidové pryskyřice. Vazební složka se zpravidla vytvrzuje při vyšší teplotě. Teplota vytvrzování je C po dobu 30 minut až 2 hodin. Jsou vodivá lepidla, která se vytvrzují při normální teplotě, ale doba je mnohem větší. Vodivá složka je nejčastěji tvořená stříbrnými, niklovými, paladiovými nebo měděnými pocínovanými částicemi. Tvar těchto částic ovlivňuje vodivé vlastnosti spoje. Nejčastější tvar jsou malé kupičky nebo lupínky. V jednom lepidle jsou všechny kuličky stejné velikosti. Velikost lupínků se v jednom lepidle liší. Lepení má přizpůsobivý spoj. Dobrou odolnost proti korozi. Je nutná fixace spoje, protože vzniká pod tlakem. Jedná se o celkový ohřev. 26
27 V porovnání s pájením, lze obecně říci, že podle většiny parametrů se pájení jeví jako technologicky lepší. Lepené spoje mají srovnatelný odpor jako pájení, ale lepení má větší šum a nelinearitu. Lepené spoje vyžadují aplikaci na kvalitně připravený povrch, aplikace na pájku není možný. U pájených spojů může být kvalita nižší, protože je povrch očištěn tavidlem. Lepené spoje jsou časově méně stabilní a spolehlivé než pájené spoje [1]. 27
28 4 Ekonomická hlediska Z pohledu pájení se zákaz používání olova v pájkách jeví jako cenově náročnější. Je náročné najít náhradní slitinu stejných vlastností jako SnPb. Z pohledu metod je pájení nejvýhodnějším pro hromadnou výrobu. Ruční pájení je určené jen pro kusovou výrobu, opravy nebo jako volná zábava. Hromadné ruční pájení je velmi zdlouhavé, každá deska plošného spoje je unikát. Mnohem efektivnější je výroba strojní. Ekonomická hlediska mohou být z několika pohledů, spotřeba materiálu, spotřeba energie a časová náročnost. Energeticky nejvíce náročné je pájení vlnou, kde se musí stále ohřívat celý zásobník s pájkou nad bod tání, aby bylo možné vytvořit vlnu. Naopak nejméně energeticky náročné je pájení, kde se ohřívá co nejmenší množství materiálu např. pájení laserem. Na spotřebu materiálu je nejnáročnější pájení vlnou, protože je potřeba velkého množství pájky k vytvoření vlny, které smáčí celý povrch desky plošného spoje. Ostatní metody nanesou malé množství pájky na požadované místo a zahřejí buď hromadně, nebo jednotlivě a proto jsou méně náročné na spotřebu a množství materiálu. Časově nejnáročnější je pájení ruční, protože jednotlivé spoje jsou pájeny jeden po druhém, pájka se v každém spoji ohřívá z pokojové teploty nad bod tání, aby vznikl spoj mezi součástkou a deskou. 28
29 Závěr Pájení ve výrobě v elektronice zůstane. I přes to, že je zde alternativa vodivých lepidel, pájení je efektivnější, levnější, technologicky ozkoušené a s dlouhodobější výdrží. Pro kusové pájení je efektivní ruční pájení nebo pájení vlnou. Nejefektivnější je pájení horkým vzduchem, infračerveným zářením nebo pájení v parách. Pro hromadnou výrobu je efektivní pájení vlnou, pájení v parách, pájení infračerveným zářením, pájení horkým vzduchem. Nejefektivnější je pájení laserem a pájení impulsní. Univerzální metodou pájení pro malé množství desek stejného typu i pro hromadnou výrobu jsou metody, kde se ohřívá celá deska najednou. Tedy pájení vlnou, pájení infračerveným zářením, pájení v parách a pájení horkým vzduchem. 29
30 Seznam literatury a informačních zdrojů [1] MACH Pavel, Jan URBÁNEK a Vlastimil SKOČIL. Montáž v elektronice: pouzdření aktivních součástek, plošné spoje. Praha: Vydavatelství ČVUT, ISBN [2] Bipolární rovnovážné diagramy: Učební text [online]. FMMI, VŠB-TU Ostrava, 2007 [cit ]. Dostupné z: [3] Legislativa [online]. [cit ]. Dostupné z: [4] VUTBR: BP - Optimalizace procesu strojního pájení vlnou [online]. Brno, 2009 [cit ]. Dostupné z: [5] SMT Centrum: Pryskyřičná tavidla na bázi kalafuny [online] [cit ]. Dostupné z: [6] UTB: BP - Technologie pájení přetavením [online]. Zlín, 2010 [cit ]. Dostupné z: sequence=1 [7] BQCable: Ovíjené spoje [online]. [cit ]. Dostupné z: [8] Svařování [online]. [cit ]. Dostupné z: 30
31 Přílohy Obr.1. 1 Nanesení tavidla vlnou[1] Obr.1. 2 Nanesení tavidla napěněním[1] 31
![Obr.1. 3 Nanesení tavidla nástřikem[1] Obr.1. 4 Pájení vlnou[1] Obr.](/docs-images/91/106410719/images/32-2.jpg "1. 5 Pájení vlnou a) dvojitou b) dutou[1] 32")
32 Obr.1. 3 Nanesení tavidla nástřikem[1] Obr.1. 4 Pájení vlnou[1] Obr.1. 5 Pájení vlnou a) dvojitou b) dutou[1] 32
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ MEIII METODY MONTÁŽE SMD SOUČÁSTEK
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEIII - 3.2 METODY MONTÁŽE SMD SOUČÁSTEK Obor: Mechanik elektronik Ročník: 3. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Projekt
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEIII - 3.2 METODY MONTÁŽE SMD SOUČÁSTEK Obor: Mechanik elektronik Ročník: 3. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Projekt
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
PrávnínařízeníEU. Výběr vhodnéslitiny
 PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
MĚKKÉ PÁJENÍ V ELEKTRONICE
 Úloha č.2 MĚKKÉ PÁJENÍ V ELEKTRONICE 1. ZÁKLADNÍ POJMY A POSTUPY Pájení je jednou z metalurgických metod spojování. Podle teplot používaných při pájení rozeznáváme pájení měkké (do 450 C) a pájení tvrdé
Úloha č.2 MĚKKÉ PÁJENÍ V ELEKTRONICE 1. ZÁKLADNÍ POJMY A POSTUPY Pájení je jednou z metalurgických metod spojování. Podle teplot používaných při pájení rozeznáváme pájení měkké (do 450 C) a pájení tvrdé
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
APLIKAČNÍ TECHNOLOGIE
 APLIKAČNÍ TECHNOLOGIE nanášení pájecích past, lepidel, tavidel aj. sítotisk šablonový tisk dispenze pin transfer. Zařízení ruční poloautomatická automatická in line nebo off line PLATÍ ZÁSADA: dobře natisknuto
APLIKAČNÍ TECHNOLOGIE nanášení pájecích past, lepidel, tavidel aj. sítotisk šablonový tisk dispenze pin transfer. Zařízení ruční poloautomatická automatická in line nebo off line PLATÍ ZÁSADA: dobře natisknuto
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
18 STRUKTURA SPOJŮ PÁJENÝCH PÁJKAMI BEZ OLOVA A JEJÍ VLIV NA VNĚJŠÍ VZHLED SPOJE
 18 STRUKTURA SPOJŮ PÁJENÝCH PÁJKAMI BEZ OLOVA A JEJÍ VLIV NA VNĚJŠÍ VZHLED SPOJE Jiří Podzemský ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Elektrotechnická fakulta Katedra elektrotechnologie 1. Úvod Elektronika
18 STRUKTURA SPOJŮ PÁJENÝCH PÁJKAMI BEZ OLOVA A JEJÍ VLIV NA VNĚJŠÍ VZHLED SPOJE Jiří Podzemský ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Elektrotechnická fakulta Katedra elektrotechnologie 1. Úvod Elektronika
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
MĚKKÉ PÁJENÍ I - vodiče a vývodové součástky
 MĚKKÉ PÁJENÍ I - vodiče a vývodové součástky Výhodou klasických vývodových součástek je jednodušší ruční pájení na PS. Součástky jsou relativně velké a snadno se s nimi ručně manipuluje. Jejich nevýhodou
MĚKKÉ PÁJENÍ I - vodiče a vývodové součástky Výhodou klasických vývodových součástek je jednodušší ruční pájení na PS. Součástky jsou relativně velké a snadno se s nimi ručně manipuluje. Jejich nevýhodou
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
J.Kubíček 2018 FSI Brno
 J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
Nauka o materiálu. Přednáška č.10 Difuze v tuhých látkách, fáze a fázové přeměny
 Nauka o materiálu Přednáška č.10 Difuze v tuhých látkách, fáze a fázové přeměny Difuze v tuhých látkách Difuzí nazýváme přesun atomů nebo iontů na vzdálenost větší než je meziatomová vzdálenost. Hnací
Nauka o materiálu Přednáška č.10 Difuze v tuhých látkách, fáze a fázové přeměny Difuze v tuhých látkách Difuzí nazýváme přesun atomů nebo iontů na vzdálenost větší než je meziatomová vzdálenost. Hnací
Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1
 Číslo projektu Číslo materiálu Název školy CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_15_OC_1.01 Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Autor Tématický celek Ing. Zdenka
Číslo projektu Číslo materiálu Název školy CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_15_OC_1.01 Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Autor Tématický celek Ing. Zdenka
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV
 STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
J. Kubíček FSI Brno 2018
 J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
www.pkrealizace.cz PK REALIZACE s.r.o., Zvolská 789/11, 142 00 Praha 4- Kamýk
 PK REALIZACE s.r.o., Zvolská 789/11, 142 00 Praha 4- Kamýk Krátce o Nanoprotech výrobcích: Nanoprotech spreje fungují na bázi nejnovějších nanotechnologií. Vyžadují minimální přípravu povrchu. Lehce pronikají
PK REALIZACE s.r.o., Zvolská 789/11, 142 00 Praha 4- Kamýk Krátce o Nanoprotech výrobcích: Nanoprotech spreje fungují na bázi nejnovějších nanotechnologií. Vyžadují minimální přípravu povrchu. Lehce pronikají
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV
 KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Montáž pouzder BGA. PDF created with pdffactory Pro trial version
 Montáž pouzder BGA Montáž pouzder BGA probíhá ve dvou krocích: ch: 1. Sesouhlasení vývodů a osazení 2. Pájení provádí se buď automaticky spolu s další šími součástkami stkami nebo ručně pomocí stolních
Montáž pouzder BGA Montáž pouzder BGA probíhá ve dvou krocích: ch: 1. Sesouhlasení vývodů a osazení 2. Pájení provádí se buď automaticky spolu s další šími součástkami stkami nebo ručně pomocí stolních
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
Netkané textilie. Materiály 2
 Materiály 2 1 Pojiva pro výrobu netkaných textilií Pojivo je jednou ze dvou základních složek pojených textilií. Forma pojiva a jeho vlastnosti předurčují technologii a podmínky procesu pojení způsob rozmístění
Materiály 2 1 Pojiva pro výrobu netkaných textilií Pojivo je jednou ze dvou základních složek pojených textilií. Forma pojiva a jeho vlastnosti předurčují technologii a podmínky procesu pojení způsob rozmístění
Autokláv reaktor pro promíchávané vícefázové reakce
 Vysoká škola chemicko technologická v Praze Ústav organické technologie (111) Autokláv reaktor pro promíchávané vícefázové reakce Vypracoval : Bc. Tomáš Sommer Předmět: Vícefázové reaktory (prof. Ing.
Vysoká škola chemicko technologická v Praze Ústav organické technologie (111) Autokláv reaktor pro promíchávané vícefázové reakce Vypracoval : Bc. Tomáš Sommer Předmět: Vícefázové reaktory (prof. Ing.
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III.
 TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III. NANÁŠENÍ VRSTEV V mikroelektronice se nanáší tzv. tlusté a tenké vrstvy. a) Tlusté vrstvy: Používají se v hybridních integrovaných obvodech. Nanáší
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III. NANÁŠENÍ VRSTEV V mikroelektronice se nanáší tzv. tlusté a tenké vrstvy. a) Tlusté vrstvy: Používají se v hybridních integrovaných obvodech. Nanáší
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Studijní opora pro předmět Technologie elektrotechnické výroby
 Studijní opora pro předmět Technologie elektrotechnické výroby Doc. Ing. Václav Kolář Ph.D. Předmět určen pro: Fakulta metalurgie a materiálového inženýrství, VŠB-TU Ostrava. Navazující magisterský studijní
Studijní opora pro předmět Technologie elektrotechnické výroby Doc. Ing. Václav Kolář Ph.D. Předmět určen pro: Fakulta metalurgie a materiálového inženýrství, VŠB-TU Ostrava. Navazující magisterský studijní
PRINCIP MĚŘENÍ TEPLOTY spočívá v porovnání teploty daného tělesa s definovanou stupnicí.
 1 SENZORY TEPLOTY TEPLOTA je jednou z nejdůležitějších veličin ovlivňujících téměř všechny stavy a procesy v přírodě Ke stanovení teploty se využívá závislosti určitých fyzikálních veličin na teplotě (A
1 SENZORY TEPLOTY TEPLOTA je jednou z nejdůležitějších veličin ovlivňujících téměř všechny stavy a procesy v přírodě Ke stanovení teploty se využívá závislosti určitých fyzikálních veličin na teplotě (A
LCM - 05 Metakrylátové konstrukční lepidlo list technických údajů
 LCM - 05 Metakrylátové konstrukční lepidlo list technických údajů Popis LCM - 05 je rychle tvrdnoucí dvousložkové akrylové lepidlo pro lepení kompozit, termoplastů a kovů. LCM - 05 je bezpodkladové lepidlo
LCM - 05 Metakrylátové konstrukční lepidlo list technických údajů Popis LCM - 05 je rychle tvrdnoucí dvousložkové akrylové lepidlo pro lepení kompozit, termoplastů a kovů. LCM - 05 je bezpodkladové lepidlo
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Na Zemi tvoří vodík asi 15 % atomů všech prvků. Chemické slučování je děj, při kterém z látek jednodušších vznikají látky složitější.
 Nejjednodušší prvek. Na Zemi tvoří vodík asi 15 % atomů všech prvků. Chemické slučování je děj, při kterém z látek jednodušších vznikají látky složitější. Vodík tvoří dvouatomové molekuly, je lehčí než
Nejjednodušší prvek. Na Zemi tvoří vodík asi 15 % atomů všech prvků. Chemické slučování je děj, při kterém z látek jednodušších vznikají látky složitější. Vodík tvoří dvouatomové molekuly, je lehčí než
7.3 Výkresová dokumentace Pro technologickou přípravu i pro výrobu se zpracovávají následující základní dokumenty:
 7. 7.3 Výkresová dokumentace Pro technologickou přípravu i pro výrobu se zpracovávají následující základní dokumenty: Výkres vodivých obrazců obsahuje kresbu vodivého obrazce, značky pro kontrolní body,
7. 7.3 Výkresová dokumentace Pro technologickou přípravu i pro výrobu se zpracovávají následující základní dokumenty: Výkres vodivých obrazců obsahuje kresbu vodivého obrazce, značky pro kontrolní body,
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Inovativní výrobce strojů a nářadí pro opracování trubek. 2008 Katalog
 Inovativní výrobce strojů a nářadí pro opracování trubek 2008 Katalog Pájení Čisticí žínka 136 Elektrické pájecí kleště 136 Elektrický pájecí přístroj 137 Turbo-plynový pájecí hořák 138 Měkká pájka a
Inovativní výrobce strojů a nářadí pro opracování trubek 2008 Katalog Pájení Čisticí žínka 136 Elektrické pájecí kleště 136 Elektrický pájecí přístroj 137 Turbo-plynový pájecí hořák 138 Měkká pájka a
ztuhnutím pyrosolu taveniny, v níž je dispergován plyn, kapalina nebo tuhá látka fotochemickým rozkladem krystalů některých solí
 a pevným kapalným plynným disperzním podílem chovají se jako pevné látky i když přítomnost částic disperzního podílu v pevné látce obvykle značně mění její vlastnosti, zvláště mechanické a optické Stabilita
a pevným kapalným plynným disperzním podílem chovají se jako pevné látky i když přítomnost částic disperzního podílu v pevné látce obvykle značně mění její vlastnosti, zvláště mechanické a optické Stabilita
AlfaNova Celonerezové tavně spojované deskové výměníky tepla
 AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Teplotní profil průběžné pece
 Teplotní profil průběžné pece Zadání: 1) Seznamte se s měřením teplotního profilu průběžné pece a s jeho nastavením. 2) Osaďte desku plošného spoje SMD součástkami (viz úloha 2, kapitoly 1.6. a 2) 3) Změřte
Teplotní profil průběžné pece Zadání: 1) Seznamte se s měřením teplotního profilu průběžné pece a s jeho nastavením. 2) Osaďte desku plošného spoje SMD součástkami (viz úloha 2, kapitoly 1.6. a 2) 3) Změřte
zařízení 2. přednáška Fakulta elektrotechniky a informatiky prof.ing. Petr Chlebiš, CSc.
 Konstrukce elektronických zařízení 2. přednáška prof.ing. Petr Chlebiš, CSc. Pasivní a konstrukční prvky - Rezistory - Kondenzátory - Vinuté díly, cívky, transformátory - Konektory - Kontaktní prvky, spínače,
Konstrukce elektronických zařízení 2. přednáška prof.ing. Petr Chlebiš, CSc. Pasivní a konstrukční prvky - Rezistory - Kondenzátory - Vinuté díly, cívky, transformátory - Konektory - Kontaktní prvky, spínače,
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Kovy jako obalové materiály
 Kovy jako obalový materiál Kovy používané pro potravinářské obaly spotřebitelské i přepravní obaly různé velikosti kovové fólie tuby plechovky konve sudy tanky kontejnery (i několik m 3 ) ocel hliník cín
Kovy jako obalový materiál Kovy používané pro potravinářské obaly spotřebitelské i přepravní obaly různé velikosti kovové fólie tuby plechovky konve sudy tanky kontejnery (i několik m 3 ) ocel hliník cín
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY
 ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
ZESILOVÁNÍ A STATICKÉ ZAJIŠTĚNÍ KONSTRUKCÍ KOMPOZITNÍ MATERIÁLY Důvody a cíle pro statické zesilování a zajištění konstrukcí - zvýšení užitného zatížení - oslabení konstrukce - konstrukční chyba - prodloužení
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Zásady návrhu DPS pro povrchovou montáž
 Zásady návrhu DPS pro povrchovou montáž 1. Návrh plošného spoje Každý návrh desky s SMD součástkami doporučujeme konzultovat s dodavatelem osazení. Můžete tak příznivě ovlivnit cenu osazení a tedy celkovou
Zásady návrhu DPS pro povrchovou montáž 1. Návrh plošného spoje Každý návrh desky s SMD součástkami doporučujeme konzultovat s dodavatelem osazení. Můžete tak příznivě ovlivnit cenu osazení a tedy celkovou
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Testování aktivity tavidel pomocí testu roztékavosti Dominik Harman 2014 Abstrakt Tato bakalářská
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Testování aktivity tavidel pomocí testu roztékavosti Dominik Harman 2014 Abstrakt Tato bakalářská
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Vakuová technika. Výroba tenkých vrstev vakuové naprašování
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ Vakuová technika Výroba tenkých vrstev vakuové naprašování Tomáš Kahánek ID: 106518 Datum: 17.11.2010 Výroba tenkých vrstev
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ Vakuová technika Výroba tenkých vrstev vakuové naprašování Tomáš Kahánek ID: 106518 Datum: 17.11.2010 Výroba tenkých vrstev
Úvod do koroze. (kapitola, která bude společná všem korozním laboratorním pracím a kterou studenti musí znát bez ohledu na to, jakou práci dělají)
") Úvod do koroze (kapitola, která bude společná všem korozním laboratorním pracím a kterou studenti musí znát bez ohledu na to, jakou práci dělají) Koroze je proces degradace kovu nebo slitiny kovů působením
Úvod do koroze (kapitola, která bude společná všem korozním laboratorním pracím a kterou studenti musí znát bez ohledu na to, jakou práci dělají) Koroze je proces degradace kovu nebo slitiny kovů působením
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Třífázové trubkové reaktory se zkrápěným ložem katalyzátoru. Předmět: Vícefázové reaktory Jméno: Veronika Sedláková
 Třífázové trubkové reaktory se zkrápěným ložem katalyzátoru Předmět: Vícefázové reaktory Jméno: Veronika Sedláková 3-fázové reakce Autoklávy (diskontinuální) Trubkové reaktory (kontinuální) Probublávané
Třífázové trubkové reaktory se zkrápěným ložem katalyzátoru Předmět: Vícefázové reaktory Jméno: Veronika Sedláková 3-fázové reakce Autoklávy (diskontinuální) Trubkové reaktory (kontinuální) Probublávané
Třífázové trubkové reaktory se zkrápěným ložem katalyzátoru. Roman Snop
 Třífázové trubkové reaktory se zkrápěným ložem katalyzátoru Roman Snop Charakteristika Zkrápěné reaktory jsou nejvhodněji aplikovatelné na provoz heterogenně katalyzovaných reakcí. Nacházejí uplatnění
Třífázové trubkové reaktory se zkrápěným ložem katalyzátoru Roman Snop Charakteristika Zkrápěné reaktory jsou nejvhodněji aplikovatelné na provoz heterogenně katalyzovaných reakcí. Nacházejí uplatnění
iglidur H2 Nízká cena iglidur H2 Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty
 Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Kompozitní materiály. přehled
 Kompozitní materiály přehled Porovnání vlastností Porovnání vlastností (2) dřevo nemá konkurenci jako lehká tuhá konstrukce Porovnání vlastností (3) dobře tlumí slitiny Mg Cu a vlákny zpevněné plasty Definice
Kompozitní materiály přehled Porovnání vlastností Porovnání vlastností (2) dřevo nemá konkurenci jako lehká tuhá konstrukce Porovnání vlastností (3) dobře tlumí slitiny Mg Cu a vlákny zpevněné plasty Definice
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
Měkké pájení. Jak na to? - Měkké pájení
 Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
DOPORUČENÍ PRO KONSTRUKCI DPS
 DOPORUČENÍ PRO KONSTRUKCI DPS Doporučení slouží jako pomůcka při návrhu desek plošných spojů a specifikuje podklady pro výrobu DPS. Podklady musí odpovídat potřebám výrobní technologie. Zákazník si odpovídá
DOPORUČENÍ PRO KONSTRUKCI DPS Doporučení slouží jako pomůcka při návrhu desek plošných spojů a specifikuje podklady pro výrobu DPS. Podklady musí odpovídat potřebám výrobní technologie. Zákazník si odpovídá
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
STEJNOSMĚRNÝ PROUD Galvanické články TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
 STEJNOSMĚRNÝ PROUD Galvanické články TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Galvanické články Většina kovů ponořených do vody nebo elektrolytu
STEJNOSMĚRNÝ PROUD Galvanické články TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Galvanické články Většina kovů ponořených do vody nebo elektrolytu
INFOBOX PÁJECÍ STANICE
 PÁJECÍ STANICE 2 né pájecí stanice s regulací teploty, výměnnými hroty a odkládacím stojánkem vhodné pro trvalé pájení - vodičů, elektronických kompenent i citlivých SMD součástek. Vhodné pro amatérské
PÁJECÍ STANICE 2 né pájecí stanice s regulací teploty, výměnnými hroty a odkládacím stojánkem vhodné pro trvalé pájení - vodičů, elektronických kompenent i citlivých SMD součástek. Vhodné pro amatérské
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
MIKROPORÉZNÍ TECHNOLOGIE
 MIKROPORÉZNÍ TECHNOLOGIE Definice pojmů sdílení tepla a tepelná vodivost Základní principy MIKROPORÉZNÍ TECHNOLOGIE Definice pojmů sdílení tepla a tepelná vodivost Co je to tepelná izolace? Jednoduše řečeno
MIKROPORÉZNÍ TECHNOLOGIE Definice pojmů sdílení tepla a tepelná vodivost Základní principy MIKROPORÉZNÍ TECHNOLOGIE Definice pojmů sdílení tepla a tepelná vodivost Co je to tepelná izolace? Jednoduše řečeno
Odsávací jednotka určená především k extrakci kouře generovaného při pájení a v elektronickém průmyslu.
 dodavatel vybavení provozoven firem www.abetec.cz Odsávací zařízení V1000 iq PC, barva Obj. číslo: 102003121 Výrobce: Bofa international LTD Popis Odsávací zařízení Bofa V1000 iq v sobě spojuje mimořádně
dodavatel vybavení provozoven firem www.abetec.cz Odsávací zařízení V1000 iq PC, barva Obj. číslo: 102003121 Výrobce: Bofa international LTD Popis Odsávací zařízení Bofa V1000 iq v sobě spojuje mimořádně
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Adhezní síly v kompozitních materiálech
 Adhezní síly v kompozitních materiálech Obsah přednášky Adhezní síly, jejich původ a velikost. Adheze a smáčivost. Metoty určování adhezních sil. Adhezní síly na rozhraní Mezi fázemi v kompozitu jsou rozhraní
Adhezní síly v kompozitních materiálech Obsah přednášky Adhezní síly, jejich původ a velikost. Adheze a smáčivost. Metoty určování adhezních sil. Adhezní síly na rozhraní Mezi fázemi v kompozitu jsou rozhraní
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
dodavatel vybavení provozoven firem Plošné spoje se SMD. návrh a konstrukce Obj. číslo: Popis Ing.
 dodavatel vybavení provozoven firem www.abetec.cz Plošné spoje se SMD. návrh a konstrukce Obj. číslo: 105000446 Popis Ing. Martin Abel Publikace je určena pro konstruktéry desek plošných spojů s povrchově
dodavatel vybavení provozoven firem www.abetec.cz Plošné spoje se SMD. návrh a konstrukce Obj. číslo: 105000446 Popis Ing. Martin Abel Publikace je určena pro konstruktéry desek plošných spojů s povrchově
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.6 SPOJOVÁNÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.6 SPOJOVÁNÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Univerzita Tomáše Bati ve Zlíně
 Univerzita Tomáše Bati ve Zlíně Ústav elektrotechniky a měření Základní pojmy elektroniky Přednáška č. 1 Milan Adámek adamek@ft.utb.cz U5 A711 +420576035251 Základní pojmy elektroniky 1 Model atomu průměr
Univerzita Tomáše Bati ve Zlíně Ústav elektrotechniky a měření Základní pojmy elektroniky Přednáška č. 1 Milan Adámek adamek@ft.utb.cz U5 A711 +420576035251 Základní pojmy elektroniky 1 Model atomu průměr
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
LEPENÍ. Osnova učiva: Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ LEPENÍ Osnova učiva: Úvod Lepený spoj Rozdělení lepidel Druhy lepidel Tmely Příprava lepených
V izolované soustavě nedochází k výměně tepla s okolím. Dokonalá izolovaná soustava neexistuje, nejvíce se jí blíží kalorimetr nebo termoska.
 Teplo a vnitřní energie pracovní list Vnitřní energie Všechny tělesa se skládají z částic, které vykonávají neustálý a neuspořádaný pohyb a které na sebe navzájem silově působí. Částice uvnitř všech těles
Teplo a vnitřní energie pracovní list Vnitřní energie Všechny tělesa se skládají z částic, které vykonávají neustálý a neuspořádaný pohyb a které na sebe navzájem silově působí. Částice uvnitř všech těles