Přednáška č.11 Spoje nerozebíratelné
|
|
|
- Ludvík Kraus
- před 10 lety
- Počet zobrazení:
Transkript
1 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné

2 SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem, teplem nebo oběma faktory najednou. Obecně platí závislost čím vyšší působí tlak tím méně je potřeba vnést teplo a obráceně. Tlakové svařování je označením svařování za působení převážně tlaku a tavné při působení tepla. Svařovat lze kovové i nekovové materiály, materiály podobných i různých vlastností. Pro různé typy spojů a materiálů jsou vhodné různé metody svařování. Při svařování dojde vždy ke změně fyzikálních nebo mechanických vlastností základního materiálu (spojovaného) v okolí spoje.

3 Svařování - tavné : - plamenem - elektrickým obloukem - elektronovým paprskem, plazmou,laserem Rozdělení: - tavno-tlakové: - svarový spoj vzniká působením tepla a tlaku - elektrickým odporem - tlakové -ultrazvukem

4
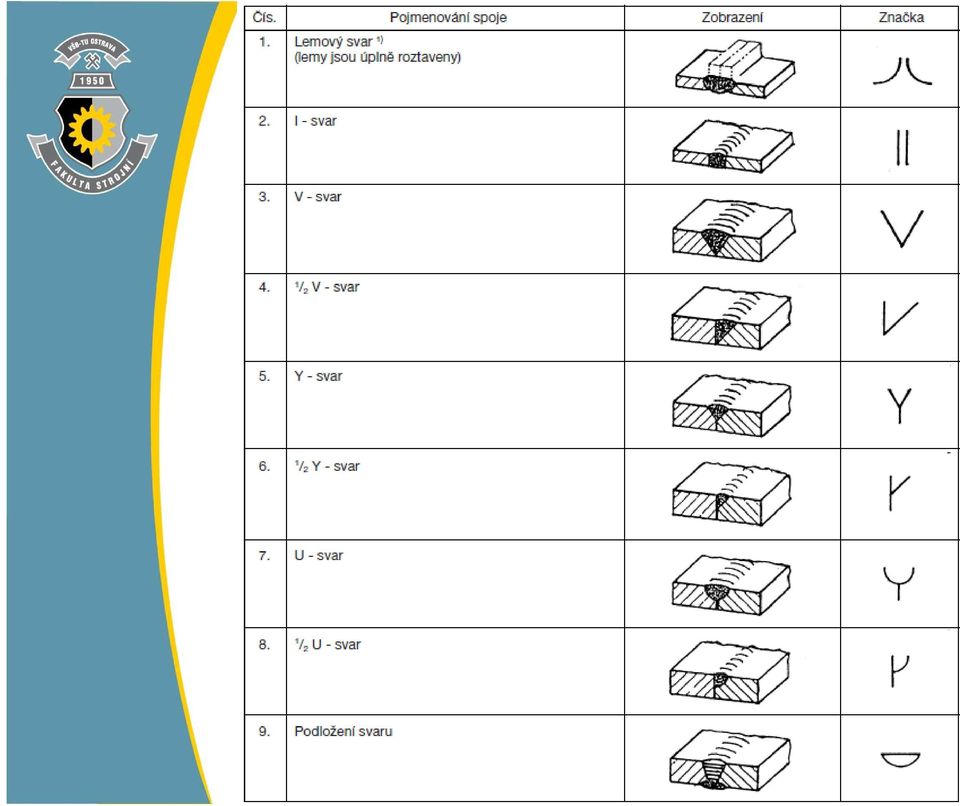
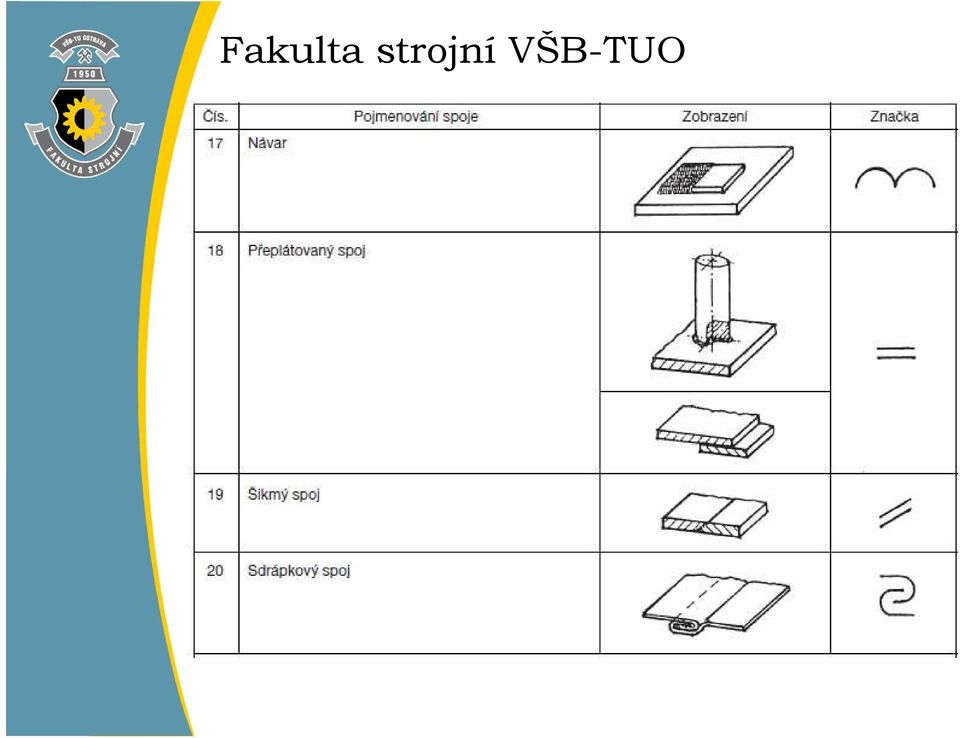
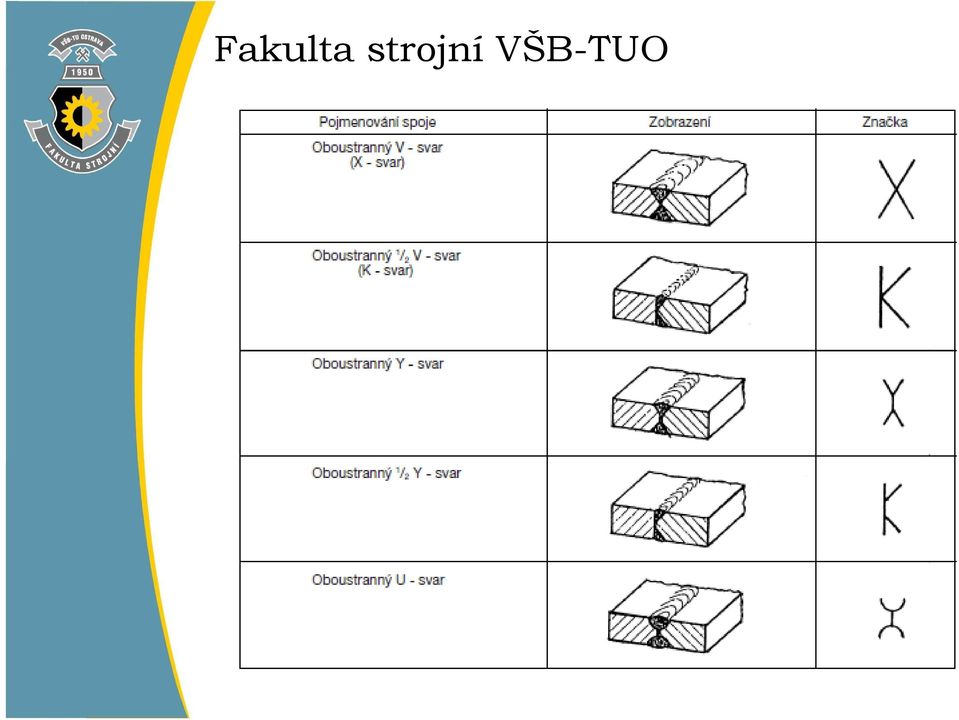
5 Typy svarových spojů podle vzájemné polohy svařovaných součástí

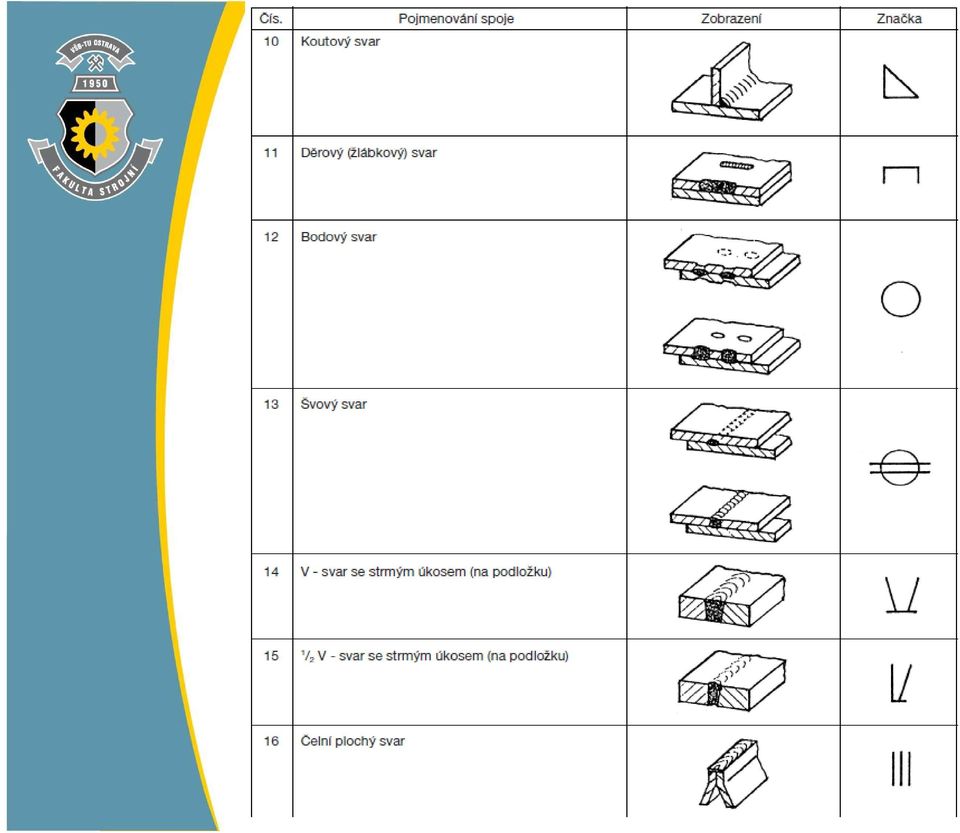
6 Označování svarů na výkresech

7

8
9
10
11
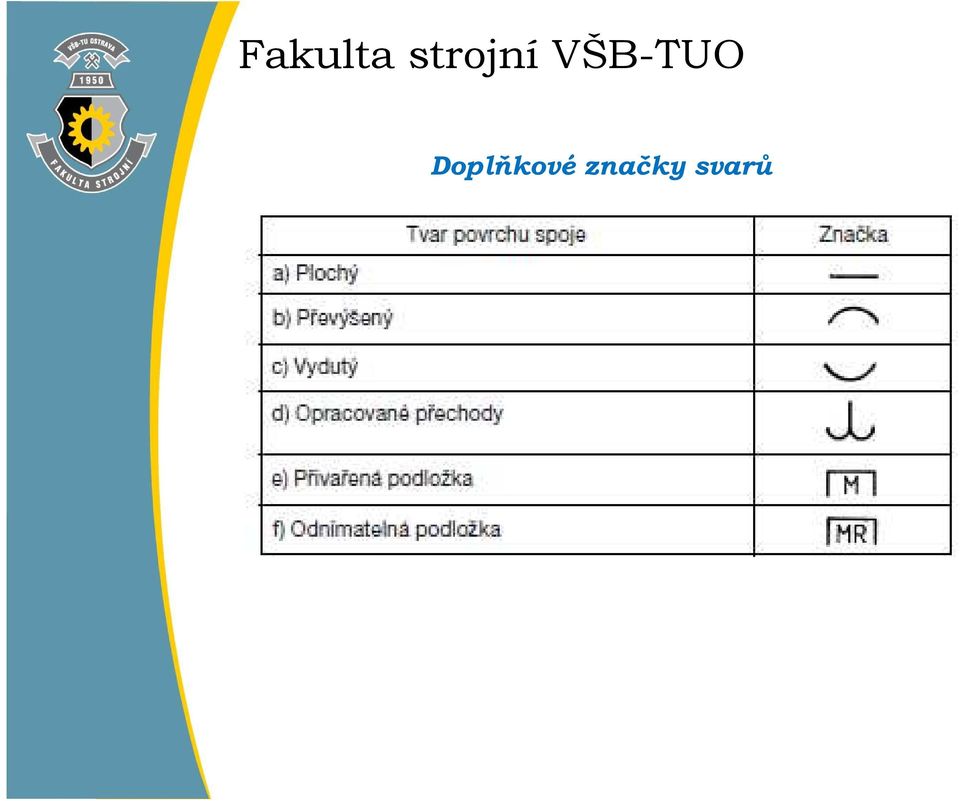
12 Doplňkové značky svarů
13 Příklady použití základních a doplňkových značek

14 Označení obvodového svaru Označení montážního svaru Označení metody svařování

15 Pořadí údajů ve vidlici praporku odkazové čáry Údaje o druhu a velikosti svaru mohou být doplněny dalšími ve vidlici praporku odkazové čáry a to v následujícím pořadí: - metoda svařování (př. ISO 4063) - stupeň jakosti (př. ISO 5817, ISO 10042) - poloha svařování (př. ISO 544, ISO 2560, ISO 3581) Podložený V svar
 - poloha svařování (př.")
16 Možné způsoby zpracování výkresové dokumentace

17 Podsestava svařence na celkové sestavě výrobku. Svařenec ozubeného kola je jedna pozice (2) a šrafuje se jedním směrem. Podsestava svařence jako výrobní výkres pro svařování i obrábění Přesnost pro svařování ISO BF Popisové pole Popisové pole

18 ČSN EN ISO Všeobecné tolerance svařovaných konstrukcí

19

20

21 PÁJENÍ Pájení je způsob spojování součástí roztaveným pomocným materiálem, tzv. pájky s nižší teplotou tavení než mají spojované součásti, které se při tom neroztaví. Je zvykem rozlišovat pájení na tzv. měkké a tvrdé, podle teploty tavení pájky. Měkké pájky Měkké pájky jsou slitiny měkkých kovů. Pro pájení elektroniky se používá slitina s 37% olova a 63% cínu. Její teplota tání je 183 C. Existuje řada měkkých pájek s dalšími kovy jako je např. kadmium nebo zinek, vhodných pro teploty do 450 C. Velkou skupinu tvoří tzv. cínové pájky s obsahem více složek jako je Sn, Pb, Sb, Zn. Tvrdé pájky Tvrdé pájení je pájení při teplotách nad 450 C. Pro tvrdé pájení v atmosféře se vyrábí velký počet slitin různých kovů s vyšší teplotou tavení. Jsou to např. slitiny stříbra, mědi, kadmia, niklu a zinku v nejrůznějších kombinacích. Používají se také slitiny drahých kovů, např. Au-Ag, Au-Cu, Au-Ni. Jakost pájeného spoje závisí na správném konstrukčním řešení a dobrém zajištění zabíhavosti pájky-vhodná šířka mezery pájených spojů.
22 Tavidla Podmínkou pevného a těsného spojení pájením je mj. dobrá smáčivost základního materiálu roztavenou pájkou. Ta je závislá na čistotě povrchu při teplotě pájení. Potřebná čistota se dosahuje při pájení v běžné atmosféře použitím tzv. tavidel, nebo pájením v prostředí, které povrchové vrstvy bránící dobrému smáčení odstraňují (vysoké vakuum, redukční plynná atmosféra, solná lázeň). Pro měkké pájení má většina tavidel podobu kapaliny s obsahem chemicky účinné látky, většinou kyseliny solné nebo fosforečné. Pro měkké pájení součástí z nerezavějící oceli se velmi dobře hodí směs kyseliny fosforečné, lihu a vody (v poměru po 1/3). Pro pájení elektrických spojů se dobře hodí pryskyřice (kalafuna) nebo salmiak. Pro tvrdé pájení se používají tavidla v podobě pasty, kapaliny nebo prášku. Někdy jsou naneseny jako pevný obal na tyčinky (dráty) vyrobené z materiálu příslušné pájky. Pro tvrdé, tzv. kapilární pájení ve vakuu nebo redukční atmosféře (vodíku) nejsou zapotřebí žádná tavidla.
23 Tvary pájených spojů: 1. Tupý spoj 2. Šikmý spoj 4. Přehýbaný spoj sdrápkový 3. Přeplátovaný spoj 5.Vsazený spoj 6. Přeplátovaný osazený spoj
24 Typy spojů pro pájení trubek: - hrdlový trubkový vnější (a) - kalíškový (b) - hrdlový trubkový vnitřní a) b)
25 Označování pájených spojů na výkresech: // TRØ2 S-Sn30Pb-250/ // - označení šikmého spoje TRØ2 označuje pájku ve formě duté trubičky o průměru 2mm (KR-drát, Z-zrno, F-folie) S - slitiny pro měkké pájení, (B- slitiny pro tvrdé pájení) Sn30Pb označuje chemické složení pájky 250/185 označuje teplotu solidu / likvidu dané pájky označuje metodu pájení plamenové měkké pájení (natvrdo plemenem - 912) Označování pájek dle EN ISO 3677.
26
27
28 LEPENÍ A TMELENÍ Používáme tam, kde je spoj namáhán hlavně smykovým zatížením nebo tlakovým. Lepený spoj vzniká pomocí adhezepřilnavosti. Lepení používáme s výhodou při opravách kovových částí, odlitků. Spojujeme kovy, sklo, brzdová obložení, brousící kotouče, řezné nástroje Výhody: - nevznikají žádné další vruby (díry pro nýty), - zabezpečují těsnost, - lze spojovat různé materiály, které nelze jinak spojit Nevýhody: - malá odolnost vůči vyšším teplotám, - obtížnost kontroly spoje. Lepidla: - disperzní, roztoková (vytvoření spoje vsáknutím, odpařením, zatuhnutím) - tavná, - vytvrzující chemickou reakcí.
29 NÝTOVÁNÍ Nýtování vytváříme spoje nerozebíratelné, které vznikají tvárnou deformací nýtů nebo součástí. Základní rozdělení nýtových spojů: a) nýtování nepřímé - vnikne přeplátováním a svrtáním dvou součástí (1) a vložením nýtu do vzniklého otvoru. Nýt se skládá z hlavy opěrné (3), dříku (2) a hlavy závěrné, která se vytvoří pomocí hlavičkáře (4). b) přímé nýtování - spoj vzniká deformací konce jedné spojované součásti vložené do díry ve druhé součásti - napěchováním a roznýtováním. a) Nepřímé nýtování
30 b) Přímé nýtování
31 V případech, kdy je vytvoření závěrné hlavy nýtu běžným způsobem nemožné, používají se pro spojení tenkých plechů např.: v leteckém průmyslu tzv. výbušné nýty. Výbušný nýt před montáží a po montáži
32 Běžné nýty - hlavy nýtů: 1. konstrukční n. : a) polokulová, b) zapuštěná, c) polozapuštěná 2. kotlové n. - d) 3. lodní n. - e)
33 Nýtové spoje dělíme podle: a) průřezů namáhaných střihem na jednostřižné nebo dvojstřižné b) počtu nýtových řad na jednořadé nebo víceřadé c) vzájemné polohy spojovaných dílů přeplátované - spoje s jednou nebo dvěma stykovými deskami d) účelu: pevné, konstrukční, nepropustné kotle, nádrže Pro dosažení těsnosti se provádí temování ztužování- nýtového spoje. Namáhání jednostřižného a dvoustřižného nýtu
34 a) Jednostřižné a dvojstřižné nýtové spoje b) Jednořadé a víceřadé nýtové spoje c) Spoje přeplátované, s jednou nebo dvěma stykovými deskami
35 Zjednodušené zobrazování nýtových spojů na výkresech: v pohledu v řezu
36 Trhací nýty Hliníkové trhací nýty Kleště pro trhací nýty
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
1 NÝTOVÉ SPOJE NÝTOVÉ SPOJE NEPŘÍMÉ NÝTOVÁNÍ PŘÍMÉ NÝTOVÁNÍ
 1 NÝTOVÉ SPOJE Pevné nerozebíratelné spojení dvou nebo více součástí pěchováním dříku nýtu a tvarováním závěrné hlavy. Poznámka : Bez porušení nýtu nebo spojované součásti nelze nýtovaný spoj rozebrat.
1 NÝTOVÉ SPOJE Pevné nerozebíratelné spojení dvou nebo více součástí pěchováním dříku nýtu a tvarováním závěrné hlavy. Poznámka : Bez porušení nýtu nebo spojované součásti nelze nýtovaný spoj rozebrat.
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 20
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 20
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
5. Kolíkové spoje. 5.1. Druhy kolíků. 5.2. Použití. spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho #2
 zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
Norma upřesňuje zobrazení rozměrů svarů a rozměrů příprav svarových spojů.
 Změna normy pro zobrazování svarů na výkresech norma ČSN EN ISO 2553, Svařování a příbuzné procesy zobrazování na výkresech Svarové spoje Ing. Jiří Barták, CSc., WELDING PLZEŇ Táto evropská norma má status
Změna normy pro zobrazování svarů na výkresech norma ČSN EN ISO 2553, Svařování a příbuzné procesy zobrazování na výkresech Svarové spoje Ing. Jiří Barták, CSc., WELDING PLZEŇ Táto evropská norma má status
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
Číslo projektu CZ.1.07/1.5.00/34.0639 Název projektu Zlepšení podmínek ke vzdělání VY_52_INOVACE_06.32 Jméno autora Václav Tichota, Bc.
 Nýtování Číslo projektu CZ.1.07/1.5.00/34.0639 Název projektu Zlepšení podmínek ke vzdělání Číslo VY_52_INOVACE_06.32 Jméno autora Václav Tichota, Bc.Lukáš Wacker Název školy Střední odborné učiliště,
Nýtování Číslo projektu CZ.1.07/1.5.00/34.0639 Název projektu Zlepšení podmínek ke vzdělání Číslo VY_52_INOVACE_06.32 Jméno autora Václav Tichota, Bc.Lukáš Wacker Název školy Střední odborné učiliště,
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE
 KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 21
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 21
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
VY_52_INOVACE_H 01 31
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing. Jan Šritr Spoje a spojovací součásti
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing. Jan Šritr Spoje a spojovací součásti
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
Novinky v nýtování, nýtovací kleště a nové druhy nýtů
 Projekt: Téma: Novinky v nýtování, nýtovací kleště a nové druhy nýtů Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Nýtování...
Projekt: Téma: Novinky v nýtování, nýtovací kleště a nové druhy nýtů Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 Obsah Obsah... 2 1. Nýtování...
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
Univerzita Tomáše Bati ve Zlíně
 Univerzita Tomáše Bati ve Zlíně Ústav elektrotechniky a měření Základní pojmy elektroniky Přednáška č. 1 Milan Adámek adamek@ft.utb.cz U5 A711 +420576035251 Základní pojmy elektroniky 1 Model atomu průměr
Univerzita Tomáše Bati ve Zlíně Ústav elektrotechniky a měření Základní pojmy elektroniky Přednáška č. 1 Milan Adámek adamek@ft.utb.cz U5 A711 +420576035251 Základní pojmy elektroniky 1 Model atomu průměr
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
3. Perové spoje Druhy per (ST 465) 1 hřídel. 2 slepá drážka v hřídeli 3 náboj (kolo)
 1 hřídel. 2 slepá drážka v hřídeli 3 náboj (kolo)") 3. Perové spoje Perový spoj 2 slepá drážka v hřídeli 3 náboj (kolo) 4 průchozí drážka v náboji 5 pero Detail pera Rozebíratelné spoje sloužící k přenosu otáčivého pohybu z hřídele na kolo (nebo naopak)
3. Perové spoje Perový spoj 2 slepá drážka v hřídeli 3 náboj (kolo) 4 průchozí drážka v náboji 5 pero Detail pera Rozebíratelné spoje sloužící k přenosu otáčivého pohybu z hřídele na kolo (nebo naopak)
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
SEZNAM MATURITNÍCH OKRUHŮ STUDIJNÍHO OBORU PROVOZNÍ TECHNIKA L/51 Školní rok 2017/2018
 SEZNAM MATURITNÍCH OKRUHŮ STUDIJNÍHO OBORU PROVOZNÍ TECHNIKA 23-43-L/51 Školní rok 2017/2018 Písemná maturitní zkouška zahrnuje učivo všech odborných vyučovacích předmětů, ústní maturitní zkouška TECHNOLOGIE
SEZNAM MATURITNÍCH OKRUHŮ STUDIJNÍHO OBORU PROVOZNÍ TECHNIKA 23-43-L/51 Školní rok 2017/2018 Písemná maturitní zkouška zahrnuje učivo všech odborných vyučovacích předmětů, ústní maturitní zkouška TECHNOLOGIE
Spojovací součásti a spoje
 Spojovací součásti a spoje Každý stroj nebo strojní celek se skládá z jednotlivých součástí. Tyto součásti lze spojovat různými způsoby. Spoje můžeme rozdělit podle dvou kritérií: spoje rozebíratelné a
Spojovací součásti a spoje Každý stroj nebo strojní celek se skládá z jednotlivých součástí. Tyto součásti lze spojovat různými způsoby. Spoje můžeme rozdělit podle dvou kritérií: spoje rozebíratelné a
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Kreslení strojních součástí. 1. Čepy. Rozdělení čepů: a) normalizované kreslení dle norem b) nenormalizované nutno nakreslit výrobní výkres
 normalizované kreslení dle norem b) nenormalizované nutno nakreslit výrobní výkres") Kreslení strojních součástí Obsah: 1) Čepy 2) Kolíky 3) Závlačky 4) Pojistné kroužky 5) Šrouby, matice, podložky 6) Šroubové spoje 7) Hřídele a jejich základní plochy 8) Klíny, pera, drážkování 9) Ložiska
Kreslení strojních součástí Obsah: 1) Čepy 2) Kolíky 3) Závlačky 4) Pojistné kroužky 5) Šrouby, matice, podložky 6) Šroubové spoje 7) Hřídele a jejich základní plochy 8) Klíny, pera, drážkování 9) Ložiska
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 25
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Měkké pájení. Jak na to? - Měkké pájení
 Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
2. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
OBSAH. Úvod Mezinárodní technická normalizace
 OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
HISTORIE - 200 LET OCELOVÝCH KONSTRUKCI - NEJDŘÍVE LITINA POZDĚJI OCEL VE DRUHÉ POLOVINĚ 20.STOLETI PŘIBYLY LEHKÉ HLINÍKOVÉ SLITINY
 OCELOVÉ KONSTRUKCE HISTORIE - 200 LET OCELOVÝCH KONSTRUKCI - NEJDŘÍVE LITINA POZDĚJI OCEL VE DRUHÉ POLOVINĚ 20.STOLETI PŘIBYLY LEHKÉ HLINÍKOVÉ SLITINY VÝHODY PRUŽNOST, OHEBNOST, SUBTILNOST VYSOCE ZATÍŽENÝCH
OCELOVÉ KONSTRUKCE HISTORIE - 200 LET OCELOVÝCH KONSTRUKCI - NEJDŘÍVE LITINA POZDĚJI OCEL VE DRUHÉ POLOVINĚ 20.STOLETI PŘIBYLY LEHKÉ HLINÍKOVÉ SLITINY VÝHODY PRUŽNOST, OHEBNOST, SUBTILNOST VYSOCE ZATÍŽENÝCH
SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH
 1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH Školní rok: 2012/2013 Obor: 23-51-H/01 Strojní mechanik 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a pomůcky, postup při
1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH Školní rok: 2012/2013 Obor: 23-51-H/01 Strojní mechanik 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a pomůcky, postup při
Speciální svařovací, pájecí a navařovací metody
 Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU
 Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU Číslo projektu: CZ.1.07/3.2.11/03.0161 Polyfúzní svařování plastů a pájení mědi Získejte oprávnění pro kvalifikovanou práci s perspektivními materiály
Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU Číslo projektu: CZ.1.07/3.2.11/03.0161 Polyfúzní svařování plastů a pájení mědi Získejte oprávnění pro kvalifikovanou práci s perspektivními materiály
Základní rozdělení spojů
 Základní rozdělení spojů Podle způsobu vzájemného spojení rozeznáváme poje: A) Rozebíratelné B) Nerozebíratelné Rozebíratelné spoje Se při demontáži nepoškodí a dají se znovu použít. Používají se tam,
Základní rozdělení spojů Podle způsobu vzájemného spojení rozeznáváme poje: A) Rozebíratelné B) Nerozebíratelné Rozebíratelné spoje Se při demontáži nepoškodí a dají se znovu použít. Používají se tam,
Technická dokumentace
 Technická dokumentace VY_32_inovace_FREI30 : Zásady kreslení svarů a výkresů svařenců Datum vypracování: 10.10.2013 Vypracoval: Ing. Bohumil Freisleben Motto: svar není svár a není vaření jako vaření (tedy
Technická dokumentace VY_32_inovace_FREI30 : Zásady kreslení svarů a výkresů svařenců Datum vypracování: 10.10.2013 Vypracoval: Ing. Bohumil Freisleben Motto: svar není svár a není vaření jako vaření (tedy
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Šetřete svůj čas a peníze s Thermdrill
 Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 22
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 22
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Seznam technických norem pro oblast svařování 3/2016
 Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
STANDARD DÍL 3 SVAROVÉ SPOJE
 Mondi Štětí a. s., STANDARD DÍL 3 SVAROVÉ SPOJE STANDARD 3 Strana: 1/34 STANDARD DÍL 3 SVAROVÉ SPOJE PROVÁDĚNÍ, PODMÍNKY, KVALITA, PŘEDPISY, NORMY, USTANOVENÍ Zpracoval: Ověřil: Schválil: jméno: Ing.Turek
Mondi Štětí a. s., STANDARD DÍL 3 SVAROVÉ SPOJE STANDARD 3 Strana: 1/34 STANDARD DÍL 3 SVAROVÉ SPOJE PROVÁDĚNÍ, PODMÍNKY, KVALITA, PŘEDPISY, NORMY, USTANOVENÍ Zpracoval: Ověřil: Schválil: jméno: Ing.Turek
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část B4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část B4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
OKRUHY OTÁZEK K ÚSTNÍ ZÁVĚREČNÉ ZKOUŠCE
 1. a) Technické železo Uveďte rozdělení technického železa a jeho výrobu Výroba surového železa, výroba oceli - zařízení, - vsázka, - kvalita oceli, - rozdělení a značení ocelí a litin Vysvětlete označení
1. a) Technické železo Uveďte rozdělení technického železa a jeho výrobu Výroba surového železa, výroba oceli - zařízení, - vsázka, - kvalita oceli, - rozdělení a značení ocelí a litin Vysvětlete označení
Seznam platných norem NDT k 31.12.2011
 Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
Teorie prostého smyku se v technické praxi používá k výpočtu styků, jako jsou nýty, šrouby, svorníky, hřeby, svary apod.
 Výpočet spojovacích prostředků a spojů (Prostý smyk) Průřez je namáhán na prostý smyk: působí-li na něj vnější síly, jejichž účinek lze ekvivalentně nahradit jedinou posouvající silou T v rovině průřezu
Výpočet spojovacích prostředků a spojů (Prostý smyk) Průřez je namáhán na prostý smyk: působí-li na něj vnější síly, jejichž účinek lze ekvivalentně nahradit jedinou posouvající silou T v rovině průřezu
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 30.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI 2.5 ZÁKLADY PÁJENÍ Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Bc. Josef Mahdal Střední průmyslová škola Uherský Brod, 2009 Projekt je spolufinancován
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI 2.5 ZÁKLADY PÁJENÍ Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Bc. Josef Mahdal Střední průmyslová škola Uherský Brod, 2009 Projekt je spolufinancován
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky
 STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
ZÁSOBNÍKOVÉ NÝTOVÁNÍ
 ZÁSOBNÍKOVÉ NÝTOVÁNÍ ZÁSOBNÍKOVÉ NÝTY Vydání: 4/2018 SIMAF CZ s.r.o. Firemní 747/17 Brno 619 00 Tel.: 775 035 806 e-mail: info@simaf.cz www.simaf.cz ; www.simaf.eu Nýty řady U jsou vhodné pro spojování
ZÁSOBNÍKOVÉ NÝTOVÁNÍ ZÁSOBNÍKOVÉ NÝTY Vydání: 4/2018 SIMAF CZ s.r.o. Firemní 747/17 Brno 619 00 Tel.: 775 035 806 e-mail: info@simaf.cz www.simaf.cz ; www.simaf.eu Nýty řady U jsou vhodné pro spojování
Přehled způsobů svařování a základní dělení metod 2/2016 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063
 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
Technické informace KAPITOLA 1. 1.1 Trhací nýty. 1.3 Výhody trhacích nýtů. 1.2 Vysokopevnostní nýtovací systémy
 KAPITOLA 1 1.1 Trhací nýty 1.3 Výhody trhacích nýtů Trhací nýty se skládají z dutého nýtovacího tělesa, které je upevněno ke kovovému trnu. Zpracování trhacích nýtů je velmi jednoduché, protože se osazují
KAPITOLA 1 1.1 Trhací nýty 1.3 Výhody trhacích nýtů Trhací nýty se skládají z dutého nýtovacího tělesa, které je upevněno ke kovovému trnu. Zpracování trhacích nýtů je velmi jednoduché, protože se osazují
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Technická dokumentace:
 Technická dokumentace Technickou dokumentací myslíme veškeré podklady nutné pro převedení technické myšlenky v hotový výrobek. Technická dokumentace: konstrukční dokumentace, technologická dokumentace.
Technická dokumentace Technickou dokumentací myslíme veškeré podklady nutné pro převedení technické myšlenky v hotový výrobek. Technická dokumentace: konstrukční dokumentace, technologická dokumentace.
TRHACÍ NÝTY TRHACÍ NÝTY. Vydání: 08/2016
 TRHACÍ NÝTY TRHACÍ NÝTY SIMAF CZ s.r.o. V Aleji 113/20; Brno 620 00; Tel./fax: 547 211 044; Tel.:545 215 710, 777 032 653; www.simaf.cz; e-mail: info@simaf.cz ČSN EN ISO 9001 ČSN EN ISO 14001 Do katalogu
TRHACÍ NÝTY TRHACÍ NÝTY SIMAF CZ s.r.o. V Aleji 113/20; Brno 620 00; Tel./fax: 547 211 044; Tel.:545 215 710, 777 032 653; www.simaf.cz; e-mail: info@simaf.cz ČSN EN ISO 9001 ČSN EN ISO 14001 Do katalogu
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS , 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ
 ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
Securifor Svařovaná síť potažená polyesterem
 1 Všeobecné vlastnosti Tato specifikace stanovuje požadavky pro panely vyrobené z pozinkovaných drátů, svařené a následně potažené vrstvou polyesteru. Panely jsou určeny k oplocení. Tyto panely se používají
1 Všeobecné vlastnosti Tato specifikace stanovuje požadavky pro panely vyrobené z pozinkovaných drátů, svařené a následně potažené vrstvou polyesteru. Panely jsou určeny k oplocení. Tyto panely se používají
Klasifikace a značení podle mezinárodní normy ISO 17672
 Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
Klasifikace a značení podle mezinárodní normy ISO 17672 První způsob umožňuje značení tvrdých pájek podobným způsobem, který je uveden u pájek měkkých a který vyplývá z již platné ČSN EN ISO 3677. Tvrdá
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ
 OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové