Návrhy a výpočty. Barbora Bryksí Stunová Ústav strojírenské technologie Fakulta strojní, ČVUT v Praze
|
|
|
- Vendula Novotná
- před 6 lety
- Počet zobrazení:
Transkript

1 Návrhy a výpočty Barbora Bryksí Stunová Ústav strojírenské technologie Fakulta strojní, ČVUT v Praze
2 7 kroků ke správnému návrhu vtoku zjisti a definuj požadovanou úroveň kvality odlitku krok 1 definuj limity procesu k dosažení požadované kvality krok 2 proveď výpočet PQ 2 krok 3 definuj model proudění krok 4 definuj naříznutí krok 5 definuj vtokovou soustavu krok 6 definuj odvzdušnění a přetoky krok 7 *definuj = zvol typ, navrhni, spočítej
3 Krok 1 zjisti a definuj požadovanou úroveň kvality odlitku tím jsou dány nároky na vtokovou soustavu nelze navrhnout dobrý vtok bez znalosti požadavků zákazníka na kvalitu odlitku vyplývá z použití odlitku, požadavků na mechanické vlastnosti, nároků na povrch,
4 Krok 1 1. nároky na kvalitu povrchu: vysoká rychlost vstřiku krátký čas plnění horší vnitřní kvalita 2. nároky na vnitřní kvalitu: nižší rychlost vstřiku masivnější naříznu delší čas plnění horší kvalita povrchu start první rychlosti může být i později (10 15% zaplnění odlitku)
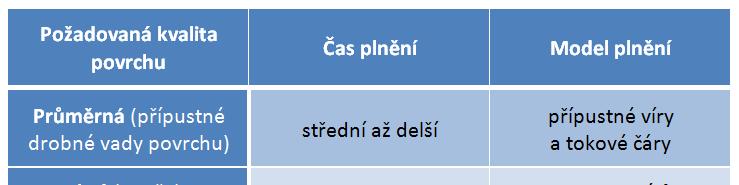
5 Krok 1
6 Krok 2 definuj limity procesu k dosažení požadované kvality: čas plnění rychlost v naříznutí dotlak teplotní pole formy teplota kovu (v naříznutí) velikost komory a zaplnění uzavírací síla stroje
7 Krok 2 Čas plnění: stěžejní kriterium pro správný návrh nástroje zejména pro odlitky s požadovanou vysokou kvalitou povrchu určí se výpočtem lze navrhnout na základě nomogramu lze určit na základě tloušťky stěny odlitku a zkušenosti rozhoduje o velikosti naříznutí a rychlosti plnění
8 Výpočet dle NADCA: Krok 2 T T + SZ t = K i f T T f T d t maximální čas plnění K empirická konstanta [s/mm] T tloušťka stěny [mm] T f minimální možná teplota kovu T i teplota kovu v naříznutí T d teplota formy (vnitřního povrchu) před plněním S Z procento tuhé fáze v odlitku na konci plnění přepočtová konstanta z procent
9 Krok 2 Tloušťka stěny odlitku T: myšleno průměrná nebo charakteristická definuje se třemi způsoby: nejtenčí stěna odlitku s nejvyššími nároky na kvalitu bez ohledu na polohu, či nejvzdálenější průměrná spočtená jako průměrná nejtenčí, prefer. nejvzdálenější
10 Krok 2 Minimální možná teplota kovu T f : dána tabulkami vyplývá z rovnovážného digramu uvažovaná hodnota mezi likvidem a solidem (eutektikálou) vyplývá z minimální možné teploty, kdy kov ještě teče teplota nulové tekutos
11 Krok 2 Teplota kovu v naříznutí T i : ve slévárně je známá teplota v udržovací peci teplota v naříznutí měřitelná experimentálně ze zkušenosti a experimentů lze uvažovat: pro slitiny Al pokles o14-39 C, běžně bráno 28 C pro slitiny Zn pokles o 17 C pro slitiny Mg pokles o 44 C
12 Krok 2 Teplota líce formy před plněním T d : závisí na: času cyklu způsobu ošetření formy chladicím systému obecně na přenosu tepla ve formě přesnější hodnoty získat od slévárny (např. měřením teplotního pole líce formy termokamerou u podobného odlitku) obecně: slitiny Al C slitiny Zn a Mg 204 C
13 Krok 2 Procentotuhé fáze na konci plnění S: vyšší číslo znamená horší zatečení vyšší číslo ovšem znamená méně staženinové porezity= kov, který je již ztuhlý nepřispěje ke staženinám po plnění, protože v něm již stahování proběhlo vyšší hodnoty S delší čas plnění delší čas horší kvalita povrchu, ale lepší vnitřní kvalita pro slitiny Al běžně 20 50% pod 20 %: velmi tenkostěnné odlitky, dlouhé dráhy kovu

14 Krok 2 Hodnoty dosazované do vzorce: Hodnoty K:

15 Krok 2 Hodnoty dosazované do vzorce: Hodnoty T i,t f, T d, Z: * dle NADCA, v Evropě může být rozdílné T d viz dříve

16 Krok 2 Hodnoty dosazované do vzorce: Hodnoty S:
17 Krok 2 Čas plnění určený z nomogramu: výrobci strojů a další firmy dodávají nomogramy různé výstupy závisí na zvyklostech země, na zkušenostech a dalších aspektech vychází z tloušťky stěny dále lze navrhnout i ostatní parametry nástroje
18 Nomogram firmy FRECH: Krok 2


19 Krok 2 Čas plnění dle tloušťky stěny: Toshiba:
20 Krok 2 Rychlost v naříznutí: pro tlakové lití má daleko větší význam, než u jiných technologií odlévání důležitá pro zaběhnutí do tenkých stěn souvisí s odvodem tepla z kovu formou během plnění nízká rychlost vady povrchu vysoká rychlost nároky na řízení procesu, model proudění; riziko eroze formy

21 Krok 2 Rychlost v naříznutí: 3 typy proudu kovu za naříznutím: pevný proud hrubé kapky atomizovaný proud
22 Krok 2 Rychlost v naříznutí: kriterium atomizovaného proudu: kde: v n rychlost v naříznutí [m/s] c tloušťka naříznutí [mm] ρ hustota slitiny [kg/m 3 ]* J konstanta pro jednotlivé slitiny [-] pro slitiny Al (ale i Cu) J = 79 * hustotu slitiny nutno uvažovat v závislosti na teplotě pro slitiny Al při teplotě lití ρ = 2400 kg/m 3
23 Krok 2 Rychlost v naříznutí: lze zvolit dle tloušťky stěny odlitku lze stanovit z nomogramu obecné hodnoty: slitiny Al: m/s slitiny Mg: m/s slitiny Zn: m/s

24 Rychlost v naříznutí dle tloušťky stěny: Toshiba: Krok 2


25 Krok 2 Minimální rychlost v naříznutí pro atomizovaný proud dle NADCA pro J = 79
26 Krok 2 Dotlak: tlak kovu (v některých zemích udáván jako tlak v HS) třetí fáze statický tlak pístu na zbytek kovu v komoře tableta vyvození celkového stavu napjatosti odlitku dosazení kovu do tepelných uzlů eliminace staženin, propadlin, trhlin má smysl pouze do doby, než zatuhne naříznutí


27 Krok 2 Dotlak: NADCA: * NADCA uvažuje statický tlak na konci plnění a pak intenzifikaci


28 Krok 2 Dotlak: Zvyklosti v ČR: Toshiba:
29 Krok 2 Velikost komory a zaplnění: volba velikosti komory závisí: na velikosti stroje na požadovaném dotlaku na míře zaplnění komory dávkou zaplnění komory: 30 70%

30 Krok 2 Velikost komory a zaplnění: Komoru nutno volit tak, aby její zaplnění po nalití kovu dosahovalo %, ideálně %! Po výpočtu vtokové soustavy je nutné spočítat celkový objem sady a zaplnění komory, v případě, že komora nevyhoví, je nutno znovu přepočítat uzavírací sílu pro nově zvolenou komoru!
31 Krok 2 Uzavírací síla stroje: reakční síla k otevírací síle vyvozené pístem F o zvětšená bezpečnostním koeficientem, aby nedošlo k prostřiku charakteristika stroje velikost správně udávána v [kn] obecně udávána v [t]
32 Krok 2 Výpočet uzavírací síly: Nutno znát předem: komora, plocha komory průmět odlitku (sady) do dělicí roviny (včetně přetoků, vtokové soustavy a tablety) požadovaný dotlak nebo velikost stroje rezerva, bezpečnost
33 Výpočet uzavírací síly: Krok 2 otevírací síla [kn] (dotlak přepočtený na průmět odlitku do dělicí roviny) potřebná uzavírací síla [kn] F L lisovací síla [kn] vypočtená z požadovanéhodotlaku, nebo síla z tabulek stroje S k plocha (průřez) komory [mm 2 ] S průmět odlitku (sady) do dělicí roviny [mm 2 ] k 0 rezerva (bezpečnost), běžně 1,25 [-] Fus skutečná uzavírací síla zvoleného stroje [kn] skutečná rezerva [-]
34 Příklad výpočtu volby stroje
35 Krok 3 výpočet pq v rámci předmětu MPL neděláme
36 Krok 4 definuj model proudění návrh umístění vtoku nasměrování naříznutí tvar proudu kovu za naříznutím
37 Krok 4 Zaústění vtoku: zaústění vtoku do míst: na která jsou kladeny kvalitativní nároky povrch porezita místo s kvalitativními nároky obvykle co nejblíže vtoku (neplatí vždy) ne přímo proti stěně či jádru ztráta energie namáhání formy nedodržení kvality
38 Krok 4 Místa plněná jako poslední: konstruktérmusí zvolit místa, která se budou plnit jako poslední předpoklad vad povrchu i porezity nutno odvzdušnit volba polohy
39 Krok 4 Dělení odlitku na segmenty: zejména u větších odlitků jsou-li naodlitku části s výrazně rozdílným charakterem abybyla jistota, že kritická místa budou zaplněna se správným modelem proudění volit minimální počet segmentů (obv. 2-4) každýsegment vlastní vtok, který plní pouze daný segment
40 Krok 4 Dělení odlitku na segmenty: z důvodů kvality (rozdílné požadavky v jednotlivých segmentech) kvůli přirozenému proudění kovu části mají jiné tloušťky stěn kvůli rozdílné vzdálenosti od vtoku (dráha proudění kovu, odrazy, lomy) pro těžko plnitelné části
41 Krok 4 Dělení odlitku na segmenty: segmenty budou rozdílné přístup jako k různým odlitkům ve formě každý segment vlastní vtok (či více) návrh vtoku pro daný segment jako pro odlitek nutno dodržet stejný čas plnění poměr ploch naříznu segmentů odpovídá poměru objemů segmentů
42 Krok 4
43 Krok 4 Volba proudu kovu: distribuovat kov nevolit přímý úzký profil (úzká naříznutí) výjimečně lze nasměrovat úzký proud k eliminaci porezity širší a tenčí naříznutí s vějířovitým proudem tangenciální proud zamezení víření
44 Krok 4
45 Krok 4 Nasměrování proudu kovu: namířit proud do míst s požadavky na kvalitu kvalita povrchu: přímé nasměrování co nejblíže bez překážek bez odrazů vhodně volit polohu dělicí roviny atomizovaný proud
46 Krok 4 Nasměrováníproudu kovu: namířit proud do míst s požadavky na kvalitu vnitřní kvalita - porezita: staženinová namířit přímo co nejblíže vtok úzký a tlustý (2 mm) poměr plochy kanálu před naříznutím a plochy naříznutí tepelný obsah 45 úhel kanálu k naříznutí, krátké naříznutí, tepelný obsah nezatuhne (opotřebení)
47 Krok 4 Nasměrováníproudu kovu: co nejkratší cestou: obecně vtokovat příčně pouze pokud jsou výrazné překážky podélně
48 Krok 4 Nasměrováníproudu kovu: k nasměrování kovu využít přirozený tvar odlitku: dovolit kovu proudit přirozeně respektovat setrvačnost kovu
49 Krok 4 Nasměrováníproudu kovu: pokud se musí proud z různých vtoků smísit, tak co nejblíže naříznutí nesměrovat proud na drážku těsnění odlitku (úzké tolerance, opotřebení)
50 Krok 4 Nasměrováníproudu kovu: místa za jádrem či tvarem problém styku dvou proudů horší povrch porezita(vzduch, plyny) nasměrování ze dvou naříznutí zejména u děr, které se budou obrábět

51 Krok 4
52 Krok 4
53 Krok 4
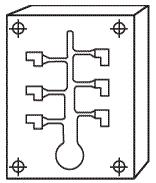
54 Krok 4 odlitek typu krabička rozvinutá plocha přímý vtok doplněný o tangenciáníboční vtoky
55 Krok 4 odlitek typu hluboký box rozvinutá plocha přímý vtok
56 Krok 4 odlitek typu hluboký box rozvinutá plocha tangenciální vtok
57 Krok 4 válcový odlitek rozvinutá plocha obvodový vtok doplňkový tangenciální vtok

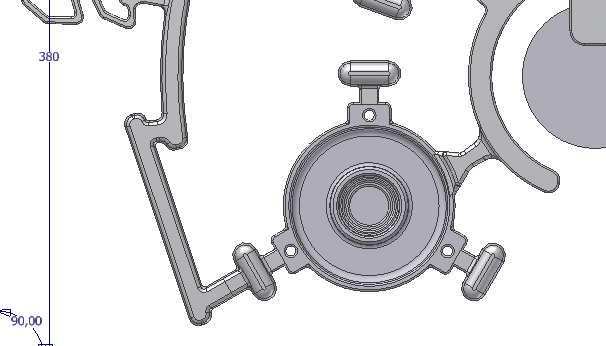
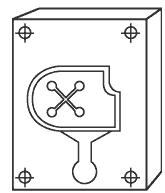
58 Krok 4 odlitek typu rám vhodné volit středový vtok
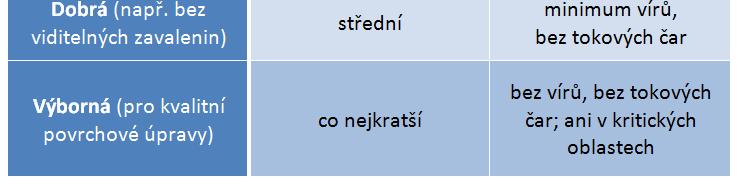
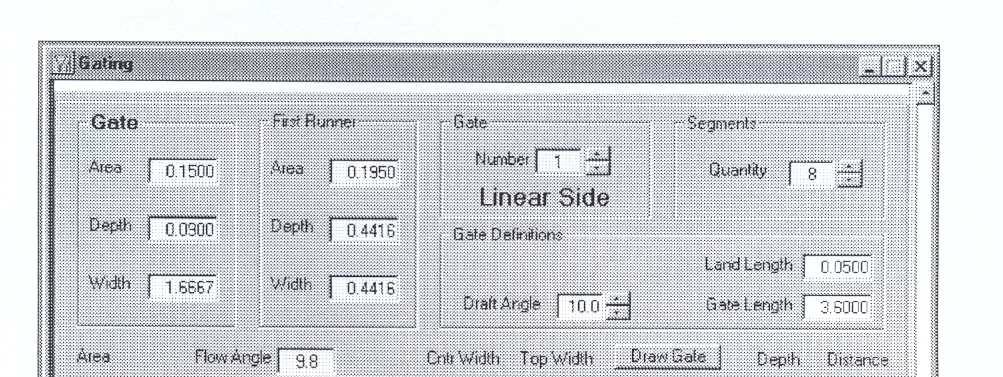
59 Krok 5 Krok 5 definuj naříznutí návrh rozměrů naříznutí rychlost v naříznutí čas plnění kvalita odlitku povrchu vnitřní * a délka naříznutí, c tloušťka naříznutí
60 Typy naříznutí podélný řez: Krok 5
61 Krok 5 Typy naříznutí pohled do dělicí roviny:

62 Krok 5 Přímý vějířový vtok
63 Krok 5 Tangenciální vějířový vtok
64 Přímý vějířový vtok Krok 5
65 Přímý vějířový vtok Krok 5


66 Přímý vějířový vtok Krok 5

67 Vějířový vtok s rádiusem Krok 5
68 Vějířový vtok s rádiusem Krok 5
69 Vějířový vtok s rádiusem Krok 5

70 Vějířový vtok s rádiusem Krok 5

71 Krok 5 Přímý vějířový vtok s rampou
72 Krok 5

73 Přímý vějířový vtok s opačným rádiusem Krok 5
74 Tangenciální vtok Krok 5
75 Tangenciální vtok s retardérem Krok 5
76 Tangenciální vtok s retardérem Krok 5
77 Krok 5
78 Krok 5
79 Dělený tangenciální vtok s retardérem Krok 5
80 Dělený tangenciální vtok s retardérem Krok 5
81 Krok 5
82 Tangenciální vtok s dvěma retardéry Krok 5
83

84 Krok 5
85 Krok 5
86 Krok 5 Výpočet rozměrů naříznutí: plocha naříznutí [cm 2 ] kde: G hmotnost jediného odlitku vč. přetoků [g] ρ hustota taveniny [g/cm 3 ] t čas plnění [s] v n volená rychlost v naříznutí [m/s] probráno v kroku 2 slitiny Al: m/s slitiny Mg: m/s slitiny Zn: m/s Al: 2,4 g/cm 3 Zn: 6,57 g/cm 3 Mg: 1,64 g/cm 3
 b šířka naříznutí (dopočítáme) ev.")
87 Krok 5 Výpočet rozměrů naříznutí: z vypočtené plochy stanovíme rozměry: c tloušťka naříznutí (volíme) b šířka naříznutí (dopočítáme) ev. a délka naříznutí zaokrouhlíme plochu naříznutí či jinak upravíme
88 Výpočet skutečné rychlosti v naříznutí: Krok 5 skutečná rychlost v naříznutí [m/s] kde: G hmotnost jediného odlitku vč. přetoků [g] ρ hustota taveniny [g/cm 3 ] t čas plnění [s] S n skutečná plocha naříznutí [cm 2 ]
89 Krok 5 Výpočet plochy naříznutí: další způsob: kde: V o objem odlitku [cm 3 ] plocha naříznutí [cm 2 ]
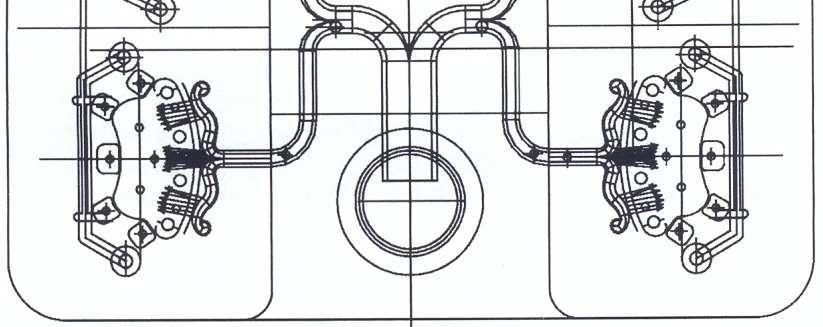
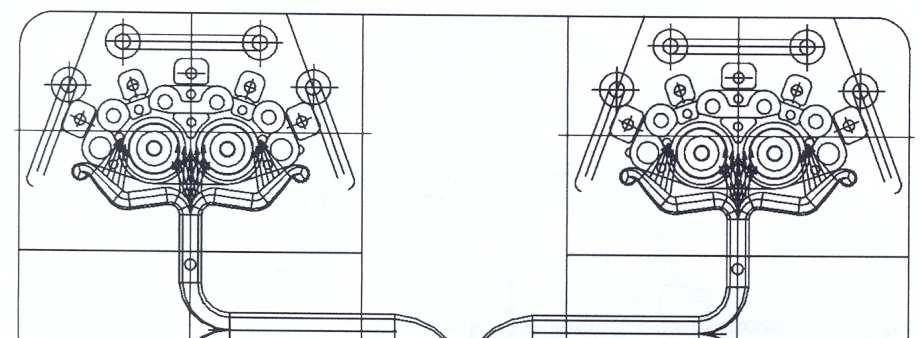
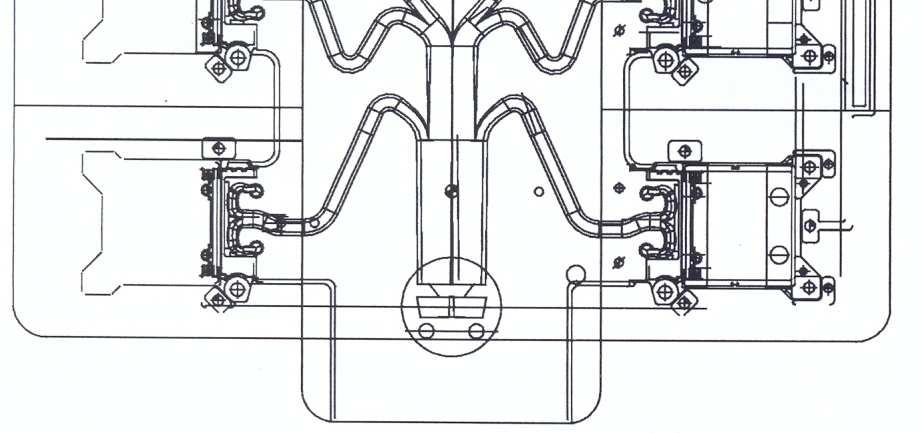
90 Krok 6 definuj vtokovou soustavu pro zvolený počet a rozmístění odlitků efektivně vzhledem k: ploše formy rozvodu kovu co nejkratší cesta odporům proudění opotřebení formy
91 Krok 6 Vtoková soustava musí zajistit: plnění všech odlitků ve stejný okamžik aby se rychlost kovu od pístu směrem k naříznutí plynule zvyšovala správné vyplnění dutiny formy aby se předčasně neopotřebila dutina formy proudící taveninou (kolmé rázy na stěnu formy či jádra) omezení místního vzrůstu teploty, který vede k nadměrnému opotřebení a zhoršení povrchové čistoty odlitku zamezení vzniku vírů, které způsobují uzavírání vzduchu a plynů dosažení požadovaného vzhledu odlitku
92 Krok 6 Průřezy kanálů a jejich poměry: lichoběžník rádiusy ve vložce (v pohyblivé) jedna stěna v dělicí rovině poměr stran: hloubka : šířka = 1:1 až 2:3 (pro slitiny Al) poměr průřezů: S n : S 1 = 1 : (1,1) 1,3 až 1,8 S 1 : S 2 = podobně nutno dodržet rovnici kontinuity v n S n = v 1 S 1 v 1 S 1 = v 2 S 2 v 2 S 2 = v p S k * uvažováno ρ=konst.
93 Krok 6 Poměr rychlostí a průřezů: poměr plochy komory ku ploše naříznutí S k : S n = 3 30, ideálně odpovídá poměru rychlostí vyjadřuje zrychlení kovu při stejném objemovém průtoku vyjadřuje nároky na stroj vyjadřuje využití stroje
94 Krok 6 Okrajové podmínky pro výpočet VS: rychlost v naříznutí volená, přepočítaná rychlost pístu volená, navržená z pq 2 diagramu myšleno při fázi plnění průřezy vtokové soustavy musí zajistit splnění těchto podmínek při plynulém zrychlení kovu
95
96
97
98
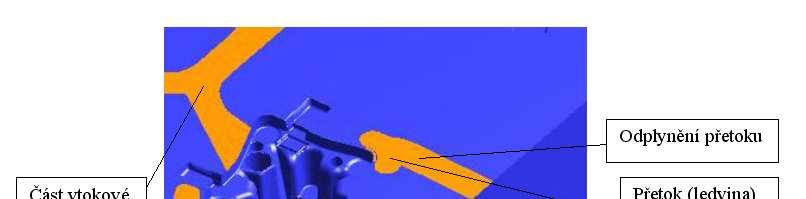
99 Krok 7 definuj odvzdušnění: odvod vzduchu a plynů z dutiny formy a komory z míst, která se plní jako poslední prevence uzavření vzduchu a plynů v kovu, studených spojů, rychle a efektivně
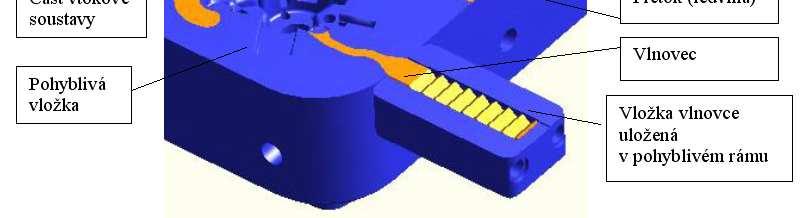
100 Krok 7 Odvzdušnění: obecně 3 způsoby: odvzdušňovací kanály v dělicí rovině v kombinaci s přetoky vedou na rozhraní vložky a rámu, i v rámu co nejkratší cestou vlnovec zabrzdění kovu ve vlnovci k němu kanál může být v kombinaci s normálním odvzdušněním vakuování labyrint kanálů k ventilu či vlnovci nesmí se kombinovat s normálním odvzdušněním odlehlé přetoky neodsávané
101 Krok 7 Odvzdušňovací kanály v dělicí rovině: vedou z přetoku, většinou na jeho šířku tak, aby nezatekl kov za přetokem tloušťka v desetinách mm poté v setinách lze i opačně (za přetokem brzda 0,1 a dále 0,4 mm) broušením výpočet dle času plnění

102 Krok 7 Vlnovec: masivnější kanál poté zabrzdění kovu ve vlnovci (valcha) zužující se štěrbina mezi vlnami vlnovec ocelový, bronzový, chlazený, volba dle velikosti odlitku
103

104 Krok 7 Vakuování: masivnější kanál labyrint musí zpomalit kov na konci labyrintu vlnovec či ventil, aby kov nevniknul do vakuového systému
105

106



107

108 Další konkrétní příklady:

109 Pevná vložka Pohyblivá vložka

110
111
112
113 Použité zdroje: WALKINGTON, Bill. Seven Steps to Quality Gating Design. Rosemont, Il : NADCA, s. HERMAN, E. A. Gating Die Casting Dies. Rosemont, Il : NADCA, s. E-514. VINARCIK, Edvard. Highintegrity diecasting processes. New York : John Wiley& Sons, s. ISBN Podklady firem TOSHIBA, FRECH, Kovolis Hedvikov, a.s.
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
KOMORA S TERMOREGULACÍ
 Komora s okruhem termoregulace V poslední době se stává stále důležitější a rozšířenější praxí přesné sledování a řízení teploty komory.prvotně byla tato technologie vyvinuta pro velké kusy,kde velké množství
Komora s okruhem termoregulace V poslední době se stává stále důležitější a rozšířenější praxí přesné sledování a řízení teploty komory.prvotně byla tato technologie vyvinuta pro velké kusy,kde velké množství
Analýza licího cyklu technologie lití pod tlakem
 Fakulta strojní ČVUT Ú, 12133 Ústav strojírenské technologie Analýza licího cyklu technologie lití pod tlakem Lukáš Kupec, Ing. Aleš Herman PhD. Abstrakt Příspěvek popisuje analýzu odlitku z Al slitiny,
Fakulta strojní ČVUT Ú, 12133 Ústav strojírenské technologie Analýza licího cyklu technologie lití pod tlakem Lukáš Kupec, Ing. Aleš Herman PhD. Abstrakt Příspěvek popisuje analýzu odlitku z Al slitiny,
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
NUMERICKÁ SIMULACE PROCESU VYSOKOTLAKÉHO LITÍ SLITINY HLINÍKU
 Katedra konstruování strojů Fakulta strojní KA 01 - ODLITKY, VÝKOVKY KA01.02 NUMERICKÁ SIMULACE PROCESU VYSOKOTLAKÉHO LITÍ SLITINY HLINÍKU doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt
Katedra konstruování strojů Fakulta strojní KA 01 - ODLITKY, VÝKOVKY KA01.02 NUMERICKÁ SIMULACE PROCESU VYSOKOTLAKÉHO LITÍ SLITINY HLINÍKU doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt
vlastností odlitků, zvláště pak na únavovou životnost. Jejich vliv Cena opravných prací těchto vad (připečeniny, zapečeniny) je
 je") PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
VSTUPNÍ DATA NUMERICKÉ SIMULACE
 Katedra konstruování strojů Fakulta strojní KA 01 - ODLITKY, VÝKOVKY KA01.02 VSTUPNÍ DATA NUMERICKÉ SIMULACE doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským
Katedra konstruování strojů Fakulta strojní KA 01 - ODLITKY, VÝKOVKY KA01.02 VSTUPNÍ DATA NUMERICKÉ SIMULACE doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským
Popis softwaru VISI Flow
 Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
ČVUT v Praze Fakulta stavební Katedra Technických zařízení budov. Modelování termohydraulických jevů 3.hodina. Hydraulika. Ing. Michal Kabrhel, Ph.D.
 ČVUT v Praze Fakulta stavební Katedra Technických zařízení budov Modelování termohydraulických jevů 3.hodina Hydraulika Ing. Michal Kabrhel, Ph.D. Letní semestr 008/009 Pracovní materiály pro výuku předmětu.
ČVUT v Praze Fakulta stavební Katedra Technických zařízení budov Modelování termohydraulických jevů 3.hodina Hydraulika Ing. Michal Kabrhel, Ph.D. Letní semestr 008/009 Pracovní materiály pro výuku předmětu.
4. Kolmou tlakovou sílu působící v kapalině na libovolně orientovanou plochu S vyjádříme jako
 1. Pojem tekutiny je A) synonymem pojmu kapaliny B) pojmem označujícím souhrnně kapaliny a plyny C) synonymem pojmu plyny D) označením kapalin se zanedbatelnou viskozitou 2. Příčinou rozdílné tekutosti
1. Pojem tekutiny je A) synonymem pojmu kapaliny B) pojmem označujícím souhrnně kapaliny a plyny C) synonymem pojmu plyny D) označením kapalin se zanedbatelnou viskozitou 2. Příčinou rozdílné tekutosti
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
Problematika filtrace odlitků. Petr Procházka, Keramtech s.r.o. Žacléř
 Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
TE1 slévání 1 /u12133
 TE1 slévání 1 /u12133 Ing. Aleš HERMAN, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
TE1 slévání 1 /u12133 Ing. Aleš HERMAN, Ph.D. Obsah přednášek: 1. Teoretická příprava, fyzikální, chemické a další aspekty technologie slévání 2. Vybrané metody výroby forem a odlévání, slitiny neželezných
OPTIMALIZACE TECHNOLOGIE LITÍ POD TLAKEM ODLITKU VAKUOVÉ PUMPY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OPTIMALIZACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OPTIMALIZACE
VSTŘIKOVACÍ FORMY 1. vtoková soustava
 VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY 1. vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
Stanovení požární odolnosti. Přestup tepla do konstrukce v ČSN EN
 Stanovení požární odolnosti NAVRHOVÁNÍ OCELOVÝCH KONSTRUKCÍ NA ÚČINKY POŽÁRU ČSN EN 1993-1-2 Ing. Jiří Jirků Ing. Zdeněk Sokol, Ph.D. Prof. Ing. František Wald, CSc. 1 2 Přestup tepla do konstrukce v ČSN
Stanovení požární odolnosti NAVRHOVÁNÍ OCELOVÝCH KONSTRUKCÍ NA ÚČINKY POŽÁRU ČSN EN 1993-1-2 Ing. Jiří Jirků Ing. Zdeněk Sokol, Ph.D. Prof. Ing. František Wald, CSc. 1 2 Přestup tepla do konstrukce v ČSN
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Digitální prototyp při vstřikování plastů II
 Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
Digitální prototyp při vstřikování plastů II Petr Halaška SMARTPLAST s.r.o. CAD návrh vstřikovací formy První část článku Digitální prototyp v čísle 17, příloha Technologie zpracování plastů jsme uzavřely
133PSBZ Požární spolehlivost betonových a zděných konstrukcí. Přednáška A12. ČVUT v Praze, Fakulta stavební katedra betonových a zděných konstrukcí
 133PSBZ Požární spolehlivost betonových a zděných konstrukcí Přednáška A12 ČVUT v Praze, Fakulta stavební katedra betonových a zděných konstrukcí Obsah přednášky Navrhování zděných konstrukcí na účinky
133PSBZ Požární spolehlivost betonových a zděných konstrukcí Přednáška A12 ČVUT v Praze, Fakulta stavební katedra betonových a zděných konstrukcí Obsah přednášky Navrhování zděných konstrukcí na účinky
NÁVRH TRANSFORMÁTORU. Postup školního výpočtu distribučního transformátoru
 NÁVRH TRANSFORMÁTORU Postup školního výpočtu distribučního transformátoru Pro návrh transformátoru se zadává: - zdánlivý výkon S [kva ] - vstupní a výstupní sdružené napětí ve tvaru /U [V] - kmitočet f
NÁVRH TRANSFORMÁTORU Postup školního výpočtu distribučního transformátoru Pro návrh transformátoru se zadává: - zdánlivý výkon S [kva ] - vstupní a výstupní sdružené napětí ve tvaru /U [V] - kmitočet f
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Odlévání do kovových forem
 EVROPSKÝ SOCIÁLNÍ FOND Odlévání do kovových forem PRAHA & EU INVESTUJEME DO VAŠÍ BUDOUCNOSTI Ing. Aleš Herman, Ph.D. Motivace-inovace-zkušenost a vzdělávání Slévárenské metody a jejich použitelnost Metoda
EVROPSKÝ SOCIÁLNÍ FOND Odlévání do kovových forem PRAHA & EU INVESTUJEME DO VAŠÍ BUDOUCNOSTI Ing. Aleš Herman, Ph.D. Motivace-inovace-zkušenost a vzdělávání Slévárenské metody a jejich použitelnost Metoda
BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY
 BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY ROTAČNÍ POHYB TĚLESA, MOMENT SÍLY, MOMENT SETRVAČNOSTI DYNAMIKA Na rozdíl od kinematiky, která se zabývala
BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY ROTAČNÍ POHYB TĚLESA, MOMENT SÍLY, MOMENT SETRVAČNOSTI DYNAMIKA Na rozdíl od kinematiky, která se zabývala
9 STANOVENÍ POŽÁRNÍ ODOLNOSTI ZDIVA PODLE TABULEK
 9 STANOVENÍ POŽÁRNÍ ODOLNOSTI ZDIVA PODLE TABULEK 9.1 Norma ČSN EN 1996-1-2 Evropská norma pro navrhování zděných konstrukcí na účinky požáru EN 1996-1-2 nahrazující předběžnou normu ENV 1996-1-2:1995
9 STANOVENÍ POŽÁRNÍ ODOLNOSTI ZDIVA PODLE TABULEK 9.1 Norma ČSN EN 1996-1-2 Evropská norma pro navrhování zděných konstrukcí na účinky požáru EN 1996-1-2 nahrazující předběžnou normu ENV 1996-1-2:1995
Laboratorní cvičení z p ř edmětu. Úloha č. 2. Vstřikování
 Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
Laboratorní cvičení z p ř edmětu P LA S T IK Á Ř S K Á T E C H N O L O G IE Úloha č. 2 Vstřikování Zadání Ověřte technologické podmínky při vstřikování na vstřikovacím stroji DEMAG ERGOtech 50 200 system.
ROZBOR METOD NÁLITKOVÁNÍ LITINOVÝCH ODLITKŮ
 RZBR ETD ÁLITKVÁÍ LITIVÝCH DLITKŮ Vondrák Vladimír, Pavelková Alena, Hampl Jiří VŠB TU strava, 17. listopadu 15, 78 33 strava 1. ÚVD Smršťování litin je průvodním jevem chladnutí, probíhajícím od počáteční
RZBR ETD ÁLITKVÁÍ LITIVÝCH DLITKŮ Vondrák Vladimír, Pavelková Alena, Hampl Jiří VŠB TU strava, 17. listopadu 15, 78 33 strava 1. ÚVD Smršťování litin je průvodním jevem chladnutí, probíhajícím od počáteční
7. MECHANIKA TEKUTIN - statika
 7. - statika 7.1. Základní vlastnosti tekutin Obecným pojem tekutiny jsou myšleny. a. Mají společné vlastnosti tekutost, částice jsou od sebe snadno oddělitelné, nemají vlastní stálý tvar apod. Reálné
7. - statika 7.1. Základní vlastnosti tekutin Obecným pojem tekutiny jsou myšleny. a. Mají společné vlastnosti tekutost, částice jsou od sebe snadno oddělitelné, nemají vlastní stálý tvar apod. Reálné
CVIČENÍ č. 7 BERNOULLIHO ROVNICE
 CVIČENÍ č. 7 BERNOULLIHO ROVNICE Výtok z nádoby, Průtok potrubím beze ztrát Příklad č. 1: Určete hmotnostní průtok vody (pokud otvor budeme považovat za malý), která vytéká z válcové nádoby s průměrem
CVIČENÍ č. 7 BERNOULLIHO ROVNICE Výtok z nádoby, Průtok potrubím beze ztrát Příklad č. 1: Určete hmotnostní průtok vody (pokud otvor budeme považovat za malý), která vytéká z válcové nádoby s průměrem
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Příloha č. 1. Pevnostní výpočty
 Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
Obsah. Opakování. Sylabus přednášek OCELOVÉ KONSTRUKCE. Kontaktní přípoje. Opakování Dělení hal Zatížení. Návrh prostorově tuhé konstrukce Prvky
 Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity (2 + 2), zápočet, zkouška Prof. Ing. František Wald, CSc., místnost B
Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity (2 + 2), zápočet, zkouška Prof. Ing. František Wald, CSc., místnost B
Tvářené díly z kovů a plastů (tváření kovů a plastů)
") Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
Tvářené díly z kovů a plastů (tváření kovů a plastů) Přednáška č. 04: Konstrukce vstřikovacích forem, aplikace plastových dílů v automobilovém průmyslu. Autor přednášky: Ing. Aleš AUSPERGER, Ph.D. Pracoviště:
PROJEKT II kz
 PROJEKT II 233 2114 0+5 kz Co Vás čeká?! navrhnout technologii odlévání do písku a kokily pro výrobu zadané součásti, vč. TZ s ohledem na ekonomickou stránku věci navrhnout technologii zápustkového kování
PROJEKT II 233 2114 0+5 kz Co Vás čeká?! navrhnout technologii odlévání do písku a kokily pro výrobu zadané součásti, vč. TZ s ohledem na ekonomickou stránku věci navrhnout technologii zápustkového kování
Navrhování betonových konstrukcí na účinky požáru. Ing. Jaroslav Langer, PhD Prof. Ing. Jaroslav Procházka, CSc.
 Navrhování betonových konstrukcí na účinky požáru Ing. Jaroslav Langer, PhD Prof. Ing. Jaroslav Procházka, CSc. Beton z požárního hlediska Ohnivzdorný materiál: - nehořlavý -tepelně izolační Skupenství:
Navrhování betonových konstrukcí na účinky požáru Ing. Jaroslav Langer, PhD Prof. Ing. Jaroslav Procházka, CSc. Beton z požárního hlediska Ohnivzdorný materiál: - nehořlavý -tepelně izolační Skupenství:
---------------------------------------------------------------------------------------------------------------------------------------------
 --------------------------------------------------------------------------------------------------------------------------------------------- Vážení zákazníci, Společnosti Bodycote HT s.r.o., JKZ Bučovice
--------------------------------------------------------------------------------------------------------------------------------------------- Vážení zákazníci, Společnosti Bodycote HT s.r.o., JKZ Bučovice
TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD
 TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD Andrea Michaliková a Jiří Molínek a Miroslav Příhoda a a VŠB-TU Ostrava, FMMI, katedra tepelné techniky, 7. listopadu 5, 708 Ostrava-
TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD Andrea Michaliková a Jiří Molínek a Miroslav Příhoda a a VŠB-TU Ostrava, FMMI, katedra tepelné techniky, 7. listopadu 5, 708 Ostrava-
6. Mechanika kapalin a plynů
 6. Mechanika kapalin a plynů 1. Definice tekutin 2. Tlak 3. Pascalův zákon 4. Archimedův zákon 5. Rovnice spojitosti (kontinuity) 6. Bernoulliho rovnice 7. Fyzika letu Tekutiny: jejich rozdělení, jejich
6. Mechanika kapalin a plynů 1. Definice tekutin 2. Tlak 3. Pascalův zákon 4. Archimedův zákon 5. Rovnice spojitosti (kontinuity) 6. Bernoulliho rovnice 7. Fyzika letu Tekutiny: jejich rozdělení, jejich
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Témata profilové maturitní zkoušky z předmětu Stavba a provoz strojů
 ta profilové maturitní zkoušky z předmětu Stavba a provoz strojů 1. Šroubové spoje 2. Čepové a kolíkové spoje 3. Spoje pery, klíny a drážkové spoje 4. Lisované a svěrné spoje 5. Svarové a pájené spoje
ta profilové maturitní zkoušky z předmětu Stavba a provoz strojů 1. Šroubové spoje 2. Čepové a kolíkové spoje 3. Spoje pery, klíny a drážkové spoje 4. Lisované a svěrné spoje 5. Svarové a pájené spoje
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE
 Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
TÉMATICKÉ OKRUHY KE SZZ 2013/14 ING PLASTIKÁŘSKÁ TECHNOLOGIE
 TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
OPTIMALIZACE NÁVRHU CB VOZOVEK NA ZÁKLADĚ POČÍTAČOVÉHO A EXPERIMENTÁLNÍHO MODELOVÁNÍ. GAČR 103/09/1746 ( )
") OPTIMALIZACE NÁVRHU CB VOZOVEK NA ZÁKLADĚ POČÍTAČOVÉHO A EXPERIMENTÁLNÍHO MODELOVÁNÍ. GAČR 103/09/1746 (2009 2011) Dílčí část projektu: Experiment zaměřený na únavové vlastnosti CB desek L. Vébr, B. Novotný,
OPTIMALIZACE NÁVRHU CB VOZOVEK NA ZÁKLADĚ POČÍTAČOVÉHO A EXPERIMENTÁLNÍHO MODELOVÁNÍ. GAČR 103/09/1746 (2009 2011) Dílčí část projektu: Experiment zaměřený na únavové vlastnosti CB desek L. Vébr, B. Novotný,
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 2: Konstrukční řešení a technologičnost konstrukce odlitků; pravidla. Podmíněná slévárenskou technologií a materiálem, pravidla pro konstrukci stěn odlitků,
TECHNOLOGIE I (slévání a svařování) Přednáška č. 2: Konstrukční řešení a technologičnost konstrukce odlitků; pravidla. Podmíněná slévárenskou technologií a materiálem, pravidla pro konstrukci stěn odlitků,
Profil Typ Popis Rozsah teplot ( C) Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. Profil Typ Popis Rozsah teplot ( C)
 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. Profil Typ Popis Rozsah teplot ( C)") KONSTRUKÈNÍ ÚDAJE STANDARDNÍ SORTIMENT Profil Typ Popis Rozsah teplot ( C) F 506 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. +120 +100-40 Číslo stránky 5.7 4.1 F 87 Vodicí
KONSTRUKÈNÍ ÚDAJE STANDARDNÍ SORTIMENT Profil Typ Popis Rozsah teplot ( C) F 506 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. +120 +100-40 Číslo stránky 5.7 4.1 F 87 Vodicí
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků
 Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
Hydromechanické procesy Obtékání těles
 Hydromechanické procesy Obtékání těles M. Jahoda Klasifikace těles 2 Typy externích toků dvourozměrné osově symetrické třírozměrné (s/bez osy symetrie) nebo: aerodynamické vs. neaerodynamické Odpor a vztlak
Hydromechanické procesy Obtékání těles M. Jahoda Klasifikace těles 2 Typy externích toků dvourozměrné osově symetrické třírozměrné (s/bez osy symetrie) nebo: aerodynamické vs. neaerodynamické Odpor a vztlak
DSB EURO s.r.o. PRAKTICKÉ POZNATKY Z VYUŽITÍ FILTRAČNÍCH SESTAV FY KERAMTECH PŘI FILTRACI STŘEDNĚ TĚŽKÝCH ODLITKŮ. P.Procházka, P.
 DSB EURO s.r.o. PRAKTICKÉ POZNATKY Z VYUŽITÍ FILTRAČNÍCH SESTAV FY KERAMTECH PŘI FILTRACI STŘEDNĚ TĚŽKÝCH ODLITKŮ P.Procházka, P.Veselý 2. možnosti umístění filtru ve vtokové soustavě 2.1 horizontálně
DSB EURO s.r.o. PRAKTICKÉ POZNATKY Z VYUŽITÍ FILTRAČNÍCH SESTAV FY KERAMTECH PŘI FILTRACI STŘEDNĚ TĚŽKÝCH ODLITKŮ P.Procházka, P.Veselý 2. možnosti umístění filtru ve vtokové soustavě 2.1 horizontálně
RBZS Úloha 4 Postup Zjednodušená metoda posouzení suterénních zděných stěn
 RBZS Úloha 4 Postup Zjednodušená metoda posouzení suterénních zděných stěn Zdivo zadní stěny suterénu je namáháno bočním zatížením od zeminy (lichoběžníkovým). Obecně platí, že je výhodné, aby bočně namáhaná
RBZS Úloha 4 Postup Zjednodušená metoda posouzení suterénních zděných stěn Zdivo zadní stěny suterénu je namáháno bočním zatížením od zeminy (lichoběžníkovým). Obecně platí, že je výhodné, aby bočně namáhaná
Část 5.9 Spřažený požárně chráněný ocelobetonový nosník
 Část 5.9 Spřažený požárně chráněný ocelobetonový nosník P. Schaumann, T. Trautmann University of Hannover J. Žižka České vysoké učení technické v Praze 1 ZADÁNÍ V příkladě je posouzen spřažený ocelobetonový
Část 5.9 Spřažený požárně chráněný ocelobetonový nosník P. Schaumann, T. Trautmann University of Hannover J. Žižka České vysoké učení technické v Praze 1 ZADÁNÍ V příkladě je posouzen spřažený ocelobetonový
Vícefázové reaktory. MÍCHÁNÍ ve vsádkových reaktorech
 Vícefázové reaktory MÍCHÁNÍ ve vsádkových reaktorech Úvod vsádkový reaktor s mícháním nejběžnější typ zařízení velké rozmezí velikostí aparátů malotonážní desítky litrů (léčiva, chemické speciality, )
Vícefázové reaktory MÍCHÁNÍ ve vsádkových reaktorech Úvod vsádkový reaktor s mícháním nejběžnější typ zařízení velké rozmezí velikostí aparátů malotonážní desítky litrů (léčiva, chemické speciality, )
Řemenové převody Zhotoveno ve školním roce: 2011/2012 Jméno zhotovitele: Ing. Hynek Palát
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Otázky pro Státní závěrečné zkoušky
 Obor: Název SZZ: Strojírenství Mechanika Vypracoval: Doc. Ing. Petr Hrubý, CSc. Doc. Ing. Jiří Míka, CSc. Podpis: Schválil: Doc. Ing. Štefan Husár, PhD. Podpis: Datum vydání 8. září 2014 Platnost od: AR
Obor: Název SZZ: Strojírenství Mechanika Vypracoval: Doc. Ing. Petr Hrubý, CSc. Doc. Ing. Jiří Míka, CSc. Podpis: Schválil: Doc. Ing. Štefan Husár, PhD. Podpis: Datum vydání 8. září 2014 Platnost od: AR
ANALÝZA PRASKAVOSTI A ZALAMOVÁNÍ HRAN TLAKOVĚ LITÉHO ODLITKU Z AL SLITINY PŘI APRETACI
 ANALÝZA PRASKAVOSTI A ZALAMOVÁNÍ HRAN TLAKOVĚ LITÉHO ODLITKU Z AL SLITINY PŘI APRETACI Bc. Michal Brynda Vedoucí práce: Ing. Aleš Herman, Ph.D. Abstrakt Projekt se zabývá analýzou tlakově litého odlitku
ANALÝZA PRASKAVOSTI A ZALAMOVÁNÍ HRAN TLAKOVĚ LITÉHO ODLITKU Z AL SLITINY PŘI APRETACI Bc. Michal Brynda Vedoucí práce: Ing. Aleš Herman, Ph.D. Abstrakt Projekt se zabývá analýzou tlakově litého odlitku
VSTŘIKOVACÍ FORMY vtoková soustava
 VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
VSTŘIKOVACÍ FORMY vtoková soustava Konstrukce vtokové soustavy určuje společně s technologickými parametry tokové poměry při plnění formy a je tak důležitým článkem z hlediska kvality výstřiku! Vtokový
Příloha-výpočet motoru
 Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
PŘÍKLADY Z HYDRODYNAMIKY Poznámka: Za gravitační zrychlení je ve všech příkladech dosazována přibližná hodnota 10 m.s -2.
 PŘÍKLADY Z HYDRODYNAMIKY Poznámka: Za gravitační zrychlení je ve všech příkladech dosazována přibližná hodnota 10 m.s -. Řešené příklady z hydrodynamiky 1) Příklad užití rovnice kontinuity Zadání: Vodorovným
PŘÍKLADY Z HYDRODYNAMIKY Poznámka: Za gravitační zrychlení je ve všech příkladech dosazována přibližná hodnota 10 m.s -. Řešené příklady z hydrodynamiky 1) Příklad užití rovnice kontinuity Zadání: Vodorovným
Posouzení trapézového plechu - VUT FAST KDK Ondřej Pešek Draft 2017
 Posouzení trapézového plechu - UT FAST KDK Ondřej Pešek Draft 017 POSOUENÍ TAPÉOÉHO PLECHU SLOUŽÍCÍHO JAKO TACENÉ BEDNĚNÍ Úkolem je posoudit trapézový plech typu SŽ 11 001 v mezním stavu únosnosti a mezním
Posouzení trapézového plechu - UT FAST KDK Ondřej Pešek Draft 017 POSOUENÍ TAPÉOÉHO PLECHU SLOUŽÍCÍHO JAKO TACENÉ BEDNĚNÍ Úkolem je posoudit trapézový plech typu SŽ 11 001 v mezním stavu únosnosti a mezním
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vytápění BT01 TZB II cvičení
 CZ.1.07/2.2.00/28.0301 Středoevropské centrum pro vytváření a realizaci inovovaných technicko-ekonomických studijních programů Vytápění BT01 TZB II cvičení Zadání U zadaného RD nadimenzujte potrubní rozvody
CZ.1.07/2.2.00/28.0301 Středoevropské centrum pro vytváření a realizaci inovovaných technicko-ekonomických studijních programů Vytápění BT01 TZB II cvičení Zadání U zadaného RD nadimenzujte potrubní rozvody
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Materiály charakteristiky potř ebné pro navrhování
 2 Materiály charakteristiky potřebné pro navrhování 2.1 Úvod Zdivo je vzhledem k velkému množství druhů a tvarů zdicích prvků (cihel, tvárnic) velmi různorodý stavební materiál s rozdílnými užitnými vlastnostmi,
2 Materiály charakteristiky potřebné pro navrhování 2.1 Úvod Zdivo je vzhledem k velkému množství druhů a tvarů zdicích prvků (cihel, tvárnic) velmi různorodý stavební materiál s rozdílnými užitnými vlastnostmi,
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
OTÁZKY K PROCVIČOVÁNÍ PRUŽNOST A PLASTICITA II - DD6
 OTÁZKY K PROCVIČOVÁNÍ PRUŽNOST A PLASTICITA II - DD6 POSUZOVÁNÍ KONSTRUKCÍ PODLE EUROKÓDŮ 1. Jaké mezní stavy rozlišujeme při posuzování konstrukcí podle EN? 2. Jaké problémy řeší mezní stav únosnosti
OTÁZKY K PROCVIČOVÁNÍ PRUŽNOST A PLASTICITA II - DD6 POSUZOVÁNÍ KONSTRUKCÍ PODLE EUROKÓDŮ 1. Jaké mezní stavy rozlišujeme při posuzování konstrukcí podle EN? 2. Jaké problémy řeší mezní stav únosnosti
13 otázek za 1 bod = 13 bodů Jméno a příjmení:
 13 otázek za 1 bod = 13 bodů Jméno a příjmení: 4 otázky za 2 body = 8 bodů Datum: 1 příklad za 3 body = 3 body Body: 1 příklad za 6 bodů = 6 bodů Celkem: 30 bodů příklady: 1) Sportovní vůz je schopný zrychlit
13 otázek za 1 bod = 13 bodů Jméno a příjmení: 4 otázky za 2 body = 8 bodů Datum: 1 příklad za 3 body = 3 body Body: 1 příklad za 6 bodů = 6 bodů Celkem: 30 bodů příklady: 1) Sportovní vůz je schopný zrychlit
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 2
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 2 Přestup tepla nucená konvekce beze změny skupenství v trubkových systémech Hana Charvátová,
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 2 Přestup tepla nucená konvekce beze změny skupenství v trubkových systémech Hana Charvátová,
Vlastnosti kapalin. Povrchová vrstva kapaliny
 Struktura a vlastnosti kapalin Vlastnosti kapalin, Povrchová vrstva kapaliny Jevy na rozhraní pevného tělesa a kapaliny Kapilární jevy, Teplotní objemová roztažnost Vlastnosti kapalin Kapalina - tvoří
Struktura a vlastnosti kapalin Vlastnosti kapalin, Povrchová vrstva kapaliny Jevy na rozhraní pevného tělesa a kapaliny Kapilární jevy, Teplotní objemová roztažnost Vlastnosti kapalin Kapalina - tvoří
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7
 STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
Mechanika tekutin. Tekutiny = plyny a kapaliny
 Mechanika tekutin Tekutiny = plyny a kapaliny Vlastnosti kapalin Kapaliny mění tvar, ale zachovávají objem jsou velmi málo stlačitelné Ideální kapalina: bez vnitřního tření je zcela nestlačitelná Viskozita
Mechanika tekutin Tekutiny = plyny a kapaliny Vlastnosti kapalin Kapaliny mění tvar, ale zachovávají objem jsou velmi málo stlačitelné Ideální kapalina: bez vnitřního tření je zcela nestlačitelná Viskozita
Základy vakuové techniky
 Základy vakuové techniky Střední rychlost plynů Rychlost molekuly v p = (2 k N A ) * (T/M 0 ), N A = 6. 10 23 molekul na mol (Avogadrova konstanta), k = 1,38. 10-23 J/K.. Boltzmannova konstanta, T.. absolutní
Základy vakuové techniky Střední rychlost plynů Rychlost molekuly v p = (2 k N A ) * (T/M 0 ), N A = 6. 10 23 molekul na mol (Avogadrova konstanta), k = 1,38. 10-23 J/K.. Boltzmannova konstanta, T.. absolutní
Zkušenosti se zjišťováním obsahu plynů v tavenině
 Zkušenosti se zjišťováním obsahu plynů v tavenině Nežádoucí příměsi v tavenině hliníku Hlavními nežádoucími nečistotami v roztaveném hliníku nebo jeho slitinách jsou: - plyny - kovové a nekovové vměstky
Zkušenosti se zjišťováním obsahu plynů v tavenině Nežádoucí příměsi v tavenině hliníku Hlavními nežádoucími nečistotami v roztaveném hliníku nebo jeho slitinách jsou: - plyny - kovové a nekovové vměstky
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Prvky betonových konstrukcí BL01 6 přednáška. Dimenzování průřezů namáhaných posouvající silou prvky se smykovou výztuží, Podélný smyk,
 Prvky betonových konstrukcí BL01 6 přednáška Dimenzování průřezů namáhaných posouvající silou prvky se smykovou výztuží, Podélný smyk, Způsoby porušení prvků se smykovou výztuží Smyková výztuž přispívá
Prvky betonových konstrukcí BL01 6 přednáška Dimenzování průřezů namáhaných posouvající silou prvky se smykovou výztuží, Podélný smyk, Způsoby porušení prvků se smykovou výztuží Smyková výztuž přispívá
14 Komíny a kouřovody
 14 Komíny a kouřovody Roman Vavřička ČVUT v Praze, Fakulta strojní Ústav techniky prostředí 1/34 http://utp.fs.cvut.cz Roman.Vavricka@fs.cvut.cz Názvosloví komínů Komín jednovrstvá nebo vícevrstvá konstrukce
14 Komíny a kouřovody Roman Vavřička ČVUT v Praze, Fakulta strojní Ústav techniky prostředí 1/34 http://utp.fs.cvut.cz Roman.Vavricka@fs.cvut.cz Názvosloví komínů Komín jednovrstvá nebo vícevrstvá konstrukce
Název zpracovaného celku: Kola a pneumatiky
 Předmět: Ročník: Vytvořil: Datum: Silniční vozidla druhý NĚMEC V. 25.10.2012 Název zpracovaného celku: Kola a pneumatiky Jsou nedílnou součástí automobilu pro jeho pohyb, přenos sil a momentů. Účel kola
Předmět: Ročník: Vytvořil: Datum: Silniční vozidla druhý NĚMEC V. 25.10.2012 Název zpracovaného celku: Kola a pneumatiky Jsou nedílnou součástí automobilu pro jeho pohyb, přenos sil a momentů. Účel kola
OPTIMALIZACE PROCESU LITÍ TLAKOVÉHO ODLITKU LOŽISKOVÉHO ŠTÍTU ELEKTROMOTORU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OPTIMALIZACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OPTIMALIZACE
Ultrazvuková defektoskopie. Vypracoval Jan Janský
 Ultrazvuková defektoskopie Vypracoval Jan Janský Základní principy použití vysokých akustických frekvencí pro zjištění vlastností máteriálu a vad typické zařízení: generátor/přijímač pulsů snímač zobrazovací
Ultrazvuková defektoskopie Vypracoval Jan Janský Základní principy použití vysokých akustických frekvencí pro zjištění vlastností máteriálu a vad typické zařízení: generátor/přijímač pulsů snímač zobrazovací
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Návrh zápustky. Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 06 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku
 Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
Statický návrh a posouzení kotvení hydroizolace střechy
 Statický návrh a posouzení kotvení hydroizolace střechy podle ČSN EN 1991-1-4 Stavba: Stavba Obsah: Statické schéma střechy...1 Statický výpočet...3 Střecha +10,000...3 Schéma kotvení střechy...9 Specifikace
Statický návrh a posouzení kotvení hydroizolace střechy podle ČSN EN 1991-1-4 Stavba: Stavba Obsah: Statické schéma střechy...1 Statický výpočet...3 Střecha +10,000...3 Schéma kotvení střechy...9 Specifikace
NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ
 Abstrakt NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ 1) Václav Čermák, Aleš Herman, 2) Jaroslav Doležal 1) ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6,
Abstrakt NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ 1) Václav Čermák, Aleš Herman, 2) Jaroslav Doležal 1) ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6,
Transportní jevy v plynech Reálné plyny Fázové přechody Kapaliny
 Transportní jevy v plynech Reálné plyny Fázové přechody Kapaliny Hustota toku Zatím jsme studovali pouze soustavy, které byly v rovnovážném stavu není-li soustava v silovém poli, je hustota částic stejná
Transportní jevy v plynech Reálné plyny Fázové přechody Kapaliny Hustota toku Zatím jsme studovali pouze soustavy, které byly v rovnovážném stavu není-li soustava v silovém poli, je hustota částic stejná
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TECHNOLOGIE II (tváření kovů a plastů)
") TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
OTOPNÁ TĚLESA Rozdělení otopných těles 1. Lokální tělesa 2. Konvekční tělesa Článková otopná tělesa
 OTOPNÁ TĚLESA Rozdělení otopných těles Stejně jako celé soustavy vytápění, tak i otopná tělesa dělíme na lokální tělesa a tělesa ústředního vytápění. Lokální tělesa přeměňují energii v teplo a toto předávají
OTOPNÁ TĚLESA Rozdělení otopných těles Stejně jako celé soustavy vytápění, tak i otopná tělesa dělíme na lokální tělesa a tělesa ústředního vytápění. Lokální tělesa přeměňují energii v teplo a toto předávají
Krevní oběh. Helena Uhrová
 Krevní oběh Helena Uhrová Z hydrodynamického hlediska uzavřený systém, složený ze: srdce motorický orgán, zdroj mechanické energie cév rozvodný systém, tvořený elastickými roztažitelnými a kontraktilními
Krevní oběh Helena Uhrová Z hydrodynamického hlediska uzavřený systém, složený ze: srdce motorický orgán, zdroj mechanické energie cév rozvodný systém, tvořený elastickými roztažitelnými a kontraktilními
TERMOMECHANIKA PRO STUDENTY STROJNÍCH FAKULT prof. Ing. Milan Pavelek, CSc. Brno 2013
 Vysoké učení technické v Brně Fakulta strojního inženýrství, Energetický ústav Odbor termomechaniky a techniky prostředí TERMOMECHANIKA PRO STUDENTY STROJNÍCH FAKULT prof. Ing. Milan Pavelek, CSc. Brno
Vysoké učení technické v Brně Fakulta strojního inženýrství, Energetický ústav Odbor termomechaniky a techniky prostředí TERMOMECHANIKA PRO STUDENTY STROJNÍCH FAKULT prof. Ing. Milan Pavelek, CSc. Brno
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky
 STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
STROJÍRENSKÁ TECHNOLOGIE I - přehled látky technologičnost konstrukce odlitků, výhody a nevýhody slévání v porovnání s ostatními technologiemi, slévárenské materiály - vlastnosti a podmínky odlévání, technologické
TECHNICKÉ PARAMETRY INTEC- 1500
 Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Technické parametry stroje: TECHNICKÉ PARAMETRY INTEC- 1500 VSTŘIKOVACÍ JEDNOTKA jednotky A B Průměr šneku mm 130 140 Poměr L/D šneku 25 23,2 Teoretický vstřik. objem cm³ 7950 9220 Gramáž vstřiku (PS)
Obr. 1 Stavební hřebík. Hřebíky se zarážejí do dřeva ručně nebo přenosnými pneumatickými hřebíkovačkami.
 cvičení Dřevěné konstrukce Hřebíkové spoje Základní pojmy. Návrh spojovacího prostředku Na hřebíkové spoje se nejčastěji používají ocelové stavební hřebíky s hladkým dříkem kruhového průřezu se zápustnou
cvičení Dřevěné konstrukce Hřebíkové spoje Základní pojmy. Návrh spojovacího prostředku Na hřebíkové spoje se nejčastěji používají ocelové stavební hřebíky s hladkým dříkem kruhového průřezu se zápustnou
OBSAH: A4 1/ TECHNICKÁ ZPRÁVA 4 2/ STATICKÝ VÝPOČET 7 3/ VÝKRESOVÁ ČÁST S1-TVAR A VÝZTUŽ OPĚRNÉ STĚNY 2
 OBSAH: A4 1/ TECHNICKÁ ZPRÁVA 4 2/ STATICKÝ VÝPOČET 7 3/ VÝKRESOVÁ ČÁST S1-TVAR A VÝZTUŽ OPĚRNÉ STĚNY 2 DESIGN BY ing.arch. Stojan D. PROJEKT - SERVIS Ing.Stojan STAVEBNÍ PROJEKCE INVESTOR MÍSTO STAVBY
OBSAH: A4 1/ TECHNICKÁ ZPRÁVA 4 2/ STATICKÝ VÝPOČET 7 3/ VÝKRESOVÁ ČÁST S1-TVAR A VÝZTUŽ OPĚRNÉ STĚNY 2 DESIGN BY ing.arch. Stojan D. PROJEKT - SERVIS Ing.Stojan STAVEBNÍ PROJEKCE INVESTOR MÍSTO STAVBY
Od roku 2016 je firma Střechy 92, s.r.o. dodavatelem vrstveného dřeva Ultralam pro Českou republiku.
 Ultralam je obchodní značka výrobce pro konstrukční materiál vrstvené dřevo. (Anglicky se tento materiál nazývá LVL laminated veneer lumber, německy FSH Furnierschichtholz). Vrstvené dřevo Ultralam svými
Ultralam je obchodní značka výrobce pro konstrukční materiál vrstvené dřevo. (Anglicky se tento materiál nazývá LVL laminated veneer lumber, německy FSH Furnierschichtholz). Vrstvené dřevo Ultralam svými
VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9 Nestacionární vedení tepla v rovinné stěně Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9 Nestacionární vedení tepla v rovinné stěně Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento