NÁVRH TECHNOLOGIE VÝROBY TĚLESA VÁLEČKU
|
|
|
- Emil Esterka
- před 6 lety
- Počet zobrazení:
Transkript

1 NÁVRH TECHNOLOGIE VÝROBY TĚLESA VÁLEČKU SUGGESTION OF TECHNOLOGY FOR ROLLER BODY BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR RADIM DRMELA VEDOUCÍ PRÁCE ING. OSKAR ZEMČÍK, Ph.D.
2 SUPERVISOR BRNO 2014
3
4
5 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Bakalářská práce se zabývá technologií výroby tělesa válečku ve firmě Kovo Šmerda. První část práce je zaměřena na rozbor technologičnosti. Druhá část práce, praktická, objasňuje technologii výroby tělesa válečku do důlních vozíků. V praktické části je uveden technologický postup výroby, výrobní návodky. Je zde také uvedeno technickoekonomické zhodnocení a CNC program. Klíčová slova technologický postup, návodka, strojní čas, náklady, CNC program ABSTRACT The bachelor thesis deals with the technology of manufacturing roller body in Kovo Šmerda company. The first part is focused on the analysis of technology. The second part is practical, explains the technology of manufacturing for roller body, used in mine carts. The practical part contains the technological process of manufacturing, manufacturing instruction cards. It also shows the techno-economic evaluation and CNC program. Key words technological proces, production instruction cards, machine time, costs, CNC program BIBLIOGRAFICKÁ CITACE Drmela, Radim. Návrh technologie výroby tělesa válečku. Brno Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. 53 s. 9 příloh. Ing. Oskar Zemčík, Ph.D..
6 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 PROHLÁŠENÍ Prohlašuji, že jsem bakalářskou práci na téma Návrh technologie výroby tělesa válečku vypracoval samostatně s použitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce. Datum Radim Drmela
7 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 PODĚKOVÁNÍ Děkuji tímto panu Ing. Oskarovi Zemčíkovi, Ph.D. za cenné připomínky a rady při vypracování bakalářské práce. Dále děkuji firmě Kovo Šmerda s.r.o. za poskytnutí spolupráce.
8 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 OBSAH ABSTRAKT... 4 PROHLÁŠENÍ... 5 PODĚKOVÁNÍ... 6 OBSAH... 7 ÚVOD KOVO ŠMERDA Zaměření firmy Strojový park Volba stroje TECHNOLOGIČNOST KONSTRUKCE INDUKČNÍ KALENÍ Využití indukčního kalení TECHNOLOGICKÝ POSTUP Nástrojový list List měřidel a pomůcek VÝROBNÍ NÁVODKY Operace 01/ Vnější Vnitřní Operace 04/ NÁVRH VARIANTNÍHO VÝROBNÍHO ŘEŠENÍ TECHNICKO EKONOMICKÉ ZHODNOCENÍ Ukazatele technologičnosti Ekonomické ukazatele ZÁVĚR SEZNAM POUŽITÝCH ZDROJŮ SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK SEZNAM PŘÍLOH... 39

9 FSI VUT BAKALÁŘSKÁ PRÁCE List 8 ÚVOD Tato bakalářská práce se zabývá navržením vhodné technologie výroby pro těleso válečku na CNC soustruhu ve firmě Kovo Šmerda. Historie firmy Kovo Šmerda s.r.o. se datuje od roku 1993, kdy začal Jan Šmerda podnikat pod svým jménem, postupně začal přestavovat hospodářské budovy rodinného domu na dílenské prostory a kupovat první stroje. První CNC soustruh byl pořízen v roce V roce 2005 vznikla firma Kovo Šmerda s.r.o., která se nachází v areálu ZD v Královopolských Vážanech nedaleko Rousínova. Jelikož vývojovým trendem ve strojírenství je snaha nahradit lidskou činnost automatizovanou výpočetní technikou řídicím systémem, jsou obráběcí stroje firmy vybaveny CNC řídicími systémy, které umožňují dodržení tvarové i rozměrové přesnosti zadané výrobcem. Ke standartnímu vybavení firem dnes patří také CAM systémy, které dokáží v efektivním čase napomoci technologovi k vytvoření programu vedoucímu k vyrobení součásti. Řešením této bakalářské práce je problematika technologie výroby ks válečků ročně. Tento váleček (viz obr. 1) je využíván jako kolo vozíku, vozícího suť z dolů po kolejích. Obr. 1 Model tělesa válečku vyhotovený v programu Autodesk Inventor 2014.

10 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 1 KOVO ŠMERDA 1.1 Zaměření firmy Firma se zabývá především kusovou a malosériovou výrobou, opracováním kovů i nekovů a to zejména frézováním, soustružením, broušením na plocho i na kulato, dále pak CNC obráběním na soustružnických a frézovacích centrech. Mezi hlavní náplně firmy patří oprava polygrafických válců, které se vyváží do celé Evropy pro firmu Böttcher s.r.o. Dalšími důležitými zákazníky jsou firmy Bomar s.r.o. (výroba pásových pil), Siemens Turbomachinery Brno s.r.o. (energetika), Baumüller s.r.o. (výroba elektromotorů). 1.2 Strojový park Ve firmě se nachází několik klasických hrotových soustruhů a konzolových frézek. Také je zde jeden CNC soustruh a dvě CNC frézky. Všechny stroje, kterými firma disponuje, jsou sepsány v příloze Volba stroje Těleso válečku bude vyráběno na CNC soustruhu Taiwan Takisawa Ex-310 (viz obr. 2) jelikož se jedná o nejvýkonnější CNC soustruh, kterým firma disponuje. CNC soustruh disponuje osou X, Z a navíc i s rotační osou C. Řídicí systém stroje je Fanuc s dílenským programováním Manual Guide i. Nástrojová hlava obsahuje čtyři poháněče nástrojů (dva pro osu X a dva pro osu Z). Technické parametry stroje a příklady výrobků, které je možno vyrobit na tomto stroji jsou uvedeny v příloze 1. Obr. 2 CNC soustruh Taiwan Takisawa Ex-310.
11 FSI VUT BAKALÁŘSKÁ PRÁCE List 10 2 TECHNOLOGIČNOST KONSTRUKCE Technologičnost konstrukce je dána souhrnem vlastností technicko-ekonomického charakteru, které mají zajistit optimální podmínky nejen z hlediska funkce, spolehlivosti, životnosti výrobku a jeho jednotlivých součástí, ale musí také zohledňovat efektivitu výroby. Rozbor technologičnosti je proveden podle literatury [1]. Tvar součásti - vyráběné těleso válečku o délce 90 mm a maximálním průměru 160 mm. Volba vhodného materiálu - těleso je vyráběné z oceli ČSN Tato ocel je vhodná k zušlechťování a k povrchovému kalení, pro velké výkovky. Ocel je dobře tvářitelná za tepla, ve stavu žíhaném na měkko dobře obrobitelná. Užívá se především pro velmi namáhané strojní součásti a součásti silničních motorových vozidel, kde se požaduje vysoká pevnost i houževnatost, převážně hřídele a spojovací součásti. Kalí se do méně razantního kalicího prostředí z důvodu náchylnosti ke vzniku kalicích trhlin v místech s vrubovým účinkem nebo povrchových vad. V kaleném stavu dobře odolává opotřebení. Obrobitelnost materiálu je 14b [2]. Chemické složení oceli je uvedeno v tabulce 1, v tabulce 2 je pak uvedena ocel ve vybraných normách a mechanické vlastnosti oceli jsou uvedeny v tabulce 3. Tab. 1 Chemické složení oceli (15 142) [3]. Značka Chemické složení v [hm. %] oceli C Mn Si Cr Mo Ni max. P max. S max ,38-0,45 0,5-0,8 0,17-0,37 0,9-1,2 0,15-0,3 0,5 0,035 0,035 Tab. 2 Normy ocelí [4]. Norma Označení ČSN Německo DIN Francie AFNOR Velká Británie BS Itálie UNI 42CrMo4 42CD4 708M40 42CrMo4 Švédsko SS 2244 Španělsko UNE USA AISI/SAE 4140 Japonsko JIS 42CrMo4 SCM440(H) Tab. 3 Mechanické vlastnosti oceli [3]. Průměr [mm] min. [MPa] [MPa] A min. [%] Z min. [%] KV [J] 16 < d < d < d < d
12 FSI VUT BAKALÁŘSKÁ PRÁCE List 11 Součást má mít co nejméně a co nejmenší obrobené plochy z tohoto důvodu budou na výkovku obráběny jen plochy, které plní funkci v provozu. Na tělese se na vnější straně nachází dvě kuželové plochy, přičemž jedna bude obráběna a druhá neobráběná, kuželová plocha, bude později indukčně kalena (viz kapitola 3). Uvnitř tělesa se nachází čtyři odstupňované průměry, kuželová plocha a jedna drážka pro pojistný kroužek. Těleso je nejdříve obrobeno z vnějšku, poté posláno k indukčnímu kalení a nakonec je doobrobena vnitřní část. Obráběné plochy musí být co nejpřístupnější pro obrábění obráběné plochy na tělese válečku jsou lehce přístupné a tím je minimalizována potřeba použití speciálních a tvarových nástrojů. Konstrukce má být řešena s ohledem použití vhodných ploch jako základen pro první operaci soustružení je upnutí voleno na neopracované ploše. Pro operaci čtvrtou je upnutí voleno právě za místo již obrobené, abychom docílili požadovanou toleranci kruhového obvodového házení (viz obr. 3). Toleranční pole kruhového obvodového házení v kterékoli rovině kolmé k ose je omezeno dvěma soustřednými kružnicemi, vzdálenými od sebe o hodnotu tolerance házení t (viz obr. 4), jejichž středy leží na základní ose [5]. Kruhové obvodové házení na obrázku 4 nesmí být větší než 0,2 mm v kterékoliv rovině měřené v průběhu jedné otáčky kolem společné osy A-B. Obr. 3 Výkresová tolerance kruhového obvodového házení. Obr. 4 Tolerance obvodového kruhového házení [5].
13 FSI VUT BAKALÁŘSKÁ PRÁCE List 12 Přesnost a drsnost nemají být voleny větší, než je nezbytně nutné pro zajištění provozu výroby. Na konstrukci tělesa se nenachází žádné extrémně složité ani velmi přesné výrobní prvky. Lze proto její obráběnou část výroby pokrýt pouze na CNC soustruhu Taiwan Takisawa Ex-310. Tento zvolený stroj zvládne obrobit drsnost povrchu Ra 1,0 Ra 1,2 (dokončování), Ra 6,3 Ra 12,5 (hrubování), tudíž výroba nejnižší požadované drsnosti na výkrese Ra 3,2 nebude problémem. Dále se na tělese nachází funkční plocha Ø58 J8, tento otvor má toleranci [6]. Otvor Ø58 J8 je programován na střed tolerance.
14 FSI VUT BAKALÁŘSKÁ PRÁCE List 13 3 INDUKČNÍ KALENÍ Tento proces vytvrzení povrchu využívaný zejména ke zvýšení odolnosti vůči opotřebení, povrchové tvrdosti. Povrchové kalení laserem je jedním z moderních způsobů tepelného zpracování materiálu, vedoucího ke zvýšení životnosti zatěžovaného povrchu. Základní princip laserového kalení spočívá v působení laserového paprsku na povrchovou vrstvu kaleného materiálu, ta se rychle ohřeje na určitou teplotu, většinou těsně pod bod tání ( C). Ve struktuře materiálu dochází k austenitizaci při této teplotě. Zahřátá místa se velmi rychle ochladí okolním materiálem a paprsek mezitím kalí dále ve směru posuvu. Tomuto kalení se říká samokalení, přičemž materiál uvnitř zůstává studený a odvod tepla vedením je dostatečný (není třeba chladit povrch kapalinou). Z toho lze předpokládat, že přeměna nejprve začíná probíhat uvnitř materiálu a postupuje směrem ven, povrch tedy chladne naposled. Díky vysoké rychlosti ohřevu a rychlému ochlazení vznikají ve struktuře velmi jemné karbidy, dochází ke zvýšení tvrdosti povrchové vrstvy, při zachování houževnatosti jádra a nedochází ke vzniku trhlin. Na rozdíl od klasického kalení, kdy vzniká vysoký teplotní gradient (rozhraní chladicí kapalina zahřátá vrstva), který má za následek velká tahová pnutí, což způsobuje tvorbu povrchových trhlin. Naopak při kalení laserem postupnému vyrovnávání teplot zevnitř (odvod tepla začíná odvodem do studené matrice), čímž dochází k minimalizaci pnutí a nedochází tak k praskání. Tepelně ovlivněná oblast je velice úzká a ovlivnění okolního nekaleného materiálu je minimální. Těleso válečku je indukčně kaleno laserem do hloubky 4 až 5 mm na tvrdost 600 až 700 HV [7]. 3.1 Využití indukčního kalení Indukční kalení se využívá zejména pro zlepšení mechanických vlastností ocelových součástí v určitých místech ocelového dílu. Tento typ kalení je preferovaný pro komponenty vystavené vysokému zatížení jako například převodová kola, hnací ústrojí, závěsy kol, ražené díly či vřetena a komponenty motoru. Mez únavy je zvýšena u těchto součástí díky dosažení měkkého jádra obklopeného mimořádně pevnou vnější vrstvou. Tyto vlastnosti jsou požadovány zejména u součástí namáhaných krutem a u povrchů podléhající nárazovým silám. Mezi primární využití patří výhody zlepšení tvrdosti a odolnosti vůči únavě, bez nutnosti přepracování celé komponenty [8]. Indukční kalení lze využít i u oprav poruch v terénu, které se provádí přenosným indukčním indikátorem.
15 FSI VUT BAKALÁŘSKÁ PRÁCE List 14 4 TECHNOLOGICKÝ POSTUP Postup výroby součástí se skládá z mnoha operací vhodně zvolených v logickém pořadí. Takto zvolený sled operací tvoří technologický postup, pro těleso válečku je vypracován technologický postup v tabulce 4. V průběhu obrábění bude použita procesní kapalina Waylube Nástrojový list V nástrojovém listu (viz tabulka 5) jsou uvedeny všechny nástroje, které jsou použity k výrobě při soustružnických operacích. Nástroje jsou v technologickém postupu značeny písmenem T, pozice nástrojů, které se následně shodují s označením ve stroji, jsou velmi důležitá k nastavení stroje. 4.2 List měřidel a pomůcek Z důvodu kontroly požadovaných údajů výroby je nutno do technologického postupu též začlenit měřidla, za pomoci kterých bude výroba tělesa válečku kontrolována. Všechna měřidla a pomůcky jsou značeny písmenem M a jsou uvedeny v tabulce 6. Rovněž mezi pomůcky patří ohradová paleta, která se ale již ve skladovém parku nachází, tato paleta je pak k vidění v příloze 3. Tab. 4 Technologický postup výroby tělesa válečku. Bakalářská práce Technologický postup Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 1/2 Číslo operace Název stroje, zařazení pracoviště 01/01 CNC soustruh Taiwan Takesiwa Dílna Obrobna Popis práce v operaci Dorazit na čelo, upnout za kužel Ø104,5-108 Soustružit - hrubovat vnější konturu dle programu Soustružit - dokončit vnější konturu dle programu Soustružit hrubovat vnitřní konturu dle programu Soustružit dokončit vnitřní konturu dle programu Kontrola rozměru (Ø160, délka 90, Ø ) obsluhou, četnost 20 % 02/ Obrobna Čistit, konzervovat, balit - 03/ Balírna Skládat do bedny po 198 ks, předat na expedici xx/xx Externí firma Böhler Vyškov Povrchové indukční kalení Výrobní nástroje, pomůcky, měřidla - T1 T2 T3 T4 M1 -
16 FSI VUT BAKALÁŘSKÁ PRÁCE List 15 Tab. 4 Technologický postup výroby tělesa válečku pokračování. Bakalářská práce Technologický postup Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 2/2 Číslo operace Název stroje, zařazení pracoviště Dílna Popis práce v operaci Dorazit na vnější čelo, upnout za Ø160 Výrobní nástroje, pomůcky, měřidla - 04/04 CNC soustruh Taiwan Takesiwa Obrobna Soustružit hrubovat vnitřní konturu dle programu Soustružit vnitřní zápich dle programu T3 T4 Soustružit dokončit vnitřní konturu dle programu T5 Kontrola vizuální 100% - 05/05 Odděleni technické kontroly Kontrola Kontrolovat vnitřní Ø četnost 100% Kontrolovat šířku zápichu 2,5 mm M2 M3 Kontrolovat kruhové obvodové házení 0,2 A-B četnost 10 % M4 06/ Obrobna Čistit, konzervovat, balit - 07/ Balírna Skládat do bedny po 30 ks, předat na expedici -
17 FSI VUT BAKALÁŘSKÁ PRÁCE List 16 Tab. 5 Nástrojový list pro soustružnické operace. Bakalářská práce Nástrojový list Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 1/3 Pozice nástroje Znázornění T1 Název VBD Název nože Hrubovací nůž vnější Výrobce Objednávací číslo Materiál WNMG WF, r = 0,8 mm WNT [9] HCX 1125 PWLN R 2525 M08 WNT [9] DCMT SMF, r = 0,2 mm WNT [9] CWC 10 T2 SDJC R 2525 M11 WNT [9] Dokončovací nůž vnější
18 FSI VUT BAKALÁŘSKÁ PRÁCE List 17 Tab. 5 Nástrojový list pro soustružnické operace - pokračování. Bakalářská práce Nástrojový list Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 2/3 Pozice nástroje Znázornění T3 Název VBD Název nože Hrubovací nůž vnitřní Výrobce Objednávací číslo Materiál WNMG WF, r = 0,8 mm WNT [9] HCX 1125 A25R PWLN R 06 WNT [9] DCMT SMF r = 0,2 mm WNT [9] CWC 10 T4 A25R SDUC R 11 WNT [9] Dokončovací nůž vnitřní

19 FSI VUT BAKALÁŘSKÁ PRÁCE List 18 Tab. 5 Nástrojový list pro soustružnické operace - pokračování. Bakalářská práce Nástrojový list Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 3/3 Pozice nástroje Znázornění T5 Název VBD Název nože Výrobce Objednávací číslo Materiál 14,00. R.2,50.5,5 WNT [9] CWX ,00/16.N.18.1,0 WNT [9] Zapichovací nůž vnitřní - MiniCut Tab. 6 List měřidel a pomůcek. Bakalářská práce List měřidel a pomůcek Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 1/3 Pozice Název Výrobce Objednávací číslo M1 Posuvné měřítko Mitutoyo [10]



![vnitřních rozměrů Mitutoyo [10] 145-187 M3 Broušený](/docs-images/92/110983380/images/20-3.jpg "plochý kalibr Kovo Šmerda - M4 Číselníkový úchylkoměr")
20 FSI VUT BAKALÁŘSKÁ PRÁCE List 19 Tab. 6 List měřidel a pomůcek pokračování. Bakalářská práce List měřidel a pomůcek Datum Vyhotovil Drmela Radim Název součástky Těleso válečku Číslo listu 2/3 Pozice Název Výrobce Objednávací číslo M2 Mikrometr s čelistmi pro měření vnitřních rozměrů Mitutoyo [10] M3 Broušený plochý kalibr Kovo Šmerda - M4 Číselníkový úchylkoměr s magnetickým stojánkem Mitutoyo [10] 1040S, 7011S
21 FSI VUT BAKALÁŘSKÁ PRÁCE List 20 5 VÝROBNÍ NÁVODKY Výrobní návodky slouží k podrobnějšímu popsání výrobních operací z technologického postupu. Popisují jak dosáhnout z výkovku tělesa válečku (příloha 4) požadovaný tvar obrobku (příloha 5). Návodky dále obsahují nákres součásti v rozpracovaném stavu včetně znázornění odebíraných třísek (viz obr. 5, 6, 7). Pro vnější operaci soustružení 01/01 je zpracována návodka v tabulce 7, pro vnitřní soustružení operace 01/01 je pak zpracována tabulka 8. Pro vnitřní soustružení (operace 04/04) z levé strany je zpracována návodka v tabulce 9. Způsob upnutí při těchto operacích je načrtnut v příloze 6 (pro operaci 01/01), v příloze 7 pro operaci 04/04). Ve výrobních návodkách jsou uvedeny délky automatického posuvu (L), které byly vypočteny za pomoci programu Autodesk Inventor Dále pak otáčky, jejichž výpočet byl spočten podle vztahu (1), zohledňující řeznou rychlost doporučenou výrobcem nástrojů. Rovněž jsou zde uvedeny také jednotkové strojní časy, které byly spočteny podle vztahu (2). Strojní čas pro dokončovací operace byl stanoven jako součet strojních časů pro podélné soustružení a čelní soustružení při konstantních otáčkách. Výpočet strojního času pro čelní soustružení při konstantních otáčkách je spočten podle vztahu (3). Jednotkový vedlejší čas je spočten podle vztahu (4), poslední vedlejší čas všech soustružnických operací a každý vedlejší čas před výměnou nástroje zahrnuje odjezd do bodu výměny nástroje x200 z200. Výpočet otáček vřetene: (1) kde: - -. Výpočet jednotkového strojního času pro soustružení válcové plochy při konstantních otáčkách [11]: (2) kde: -
22 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 Výpočet jednotkového strojního času pro čelní soustružení při konstantní řezné rychlosti [11]: (3) kde: - Výpočet vedlejšího strojního času [12]: (4) kde: [min] - vedlejší strojní čas, [mm] - délka rychloposuvu v ose x, [mm] - délka rychloposuvu v ose z, [mm ] - rychloposuv v ose x, [mm ] - rychloposuv v ose z. Další výpočty byly provedeny v programu Microsoft Excel 2010 a výsledné časy jsou uvedeny ve výrobních návodkách. Celkový čas jednotkové práce byl spočten podle vztahu (4).

![Těleso válečku i CNC soustruh: Taiwan Takesiwa Číslo operace: 01/01 n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] Hrubovat 1 200 397 0,3 2,25 15,5 0,137 0,012 T1 Hrubovat 2 200 412 0,3 3 9,5](/docs-images/92/110983380/images/23-1.jpg "0,083 0,001 T1 Hrubovat 3 200 429 0,3 3 6,5 0,056 0,001 T1 Hrubovat 4 200 447 0,3 3 3,25 0,028 0,001 T1 Hrubovat 5 200 466 0,3 3 3,25 0,027 0,001 T1 Hrubovat 6 200 488 0,3 3 3,25 0,026 0,001 T1")
23 FSI VUT BAKALÁŘSKÁ PRÁCE List Operace 01/ Vnější Tab. 7 Návodka na soustružnické operace 01/01 - vnější. Výrobní návodka Bakalářská práce Úsek Obr. 5 Detailní pohled na operaci 01/01 - vnější, více v příloze 6. Těleso válečku i CNC soustruh: Taiwan Takesiwa Číslo operace: 01/01 n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] Hrubovat ,3 2,25 15,5 0,137 0,012 T1 Hrubovat ,3 3 9,5 0,083 0,001 T1 Hrubovat ,3 3 6,5 0,056 0,001 T1 Hrubovat ,3 3 3,25 0,028 0,001 T1 Hrubovat ,3 3 3,25 0,027 0,001 T1 Hrubovat ,3 3 3,25 0,026 0,001 T1 Hrubovat ,3 3 3,25 0,025 0,001 T1 Hrubovat ,3 3 3,25 0,024 0,001 T1 Hrubovat ,3 3 3,25 0,023 0,001 T1 Hrubovat ,3 3 3,25 0,022 0,001 T1 Hrubovat ,3 3 3,25 0,021 0,001 T1 nástroj


24 FSI VUT BAKALÁŘSKÁ PRÁCE List 23 Tab. 7 Návodka na soustružnické operace 01/01 - vnější - pokračování. Výrobní návodka Bakalářská práce Úsek Těleso válečku i CNC soustruh: Taiwan Takesiwa Číslo operace: 01/01 n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] Hrubovat , ,045 0,001 T1 Hrubovat , ,042 0,001 T1 Hrubovat ,3 3 6,5 0,033 0,001 T1 Dokončovat ,1 0,25 85,2 1,116 0,043 T2 Navrhl Drmela Radim Celkem 1,708 0,068 nástroj Vnitřní Tab. 8 Návodka na soustružnické operace 01/01 - vnitřní. Výrobní návodka Bakalářská práce Úsek Obr. 6 Detailní pohled na operaci 01/01 - vnitřní, více v příloze 7. Těleso válečku i CNC soustruh: Taiwan Takesiwa Číslo operace: 01/01 n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] Hrubovat , ,018 0,015 T3 nástroj
25 FSI VUT BAKALÁŘSKÁ PRÁCE List 24 Tab. 8 Návodka na soustružnické operace 01/01 vnitřní - pokračování. Výrobní návodka Bakalářská práce Těleso válečku CNC soustruh: Taiwan Takesiwa Číslo operace: 01/01 Úsek i n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] nástroj Hrubovat ,3 1,55 10,2 0,021 0,001 T3 Dokončovat ,1 0,25 10,2 0,052 0,045 T4 Navrhl Drmela Radim Celkem 0,091 0, Operace 04/04. Tab. 9 Návodka na soustružnické operace 04/04. Výrobní návodka Obr. 7 Detailní pohled na operaci 04/04, více v příloze 8. Bakalářská práce Těleso válečku CNC soustruh: Taiwan Takesiwa Číslo operace: 04/04 Úsek i n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] nástroj Hrubovat , ,067 0,018 T3 Hrubovat , ,084 0,002 T3 Hrubovat , ,229 0,005 T3
26 FSI VUT BAKALÁŘSKÁ PRÁCE List 25 Tab. 9 Návodka na soustružnické operace 04/04 pokračování. Výrobní návodka Bakalářská práce Těleso válečku CNC soustruh: Taiwan Takesiwa Číslo operace: 04/04 n f L Výrobní Úsek i [min -1 ] [mm] [mm] [mm] [min] [min] nástroj Hrubovat ,3 1,775 88,2 0,257 0,004 T3 Hrubovat ,3 2,675 72,25 0,211 0,015 T3 Zapichovat , ,205 0,033 T5 Dokončovat ,1 0,25 102,8 0,602 0,038 T4 Navrhl Drmela Radim Celkem 1,655 0,115 Výpočet celkového jednotkového času práce [13]: (5) kde: [min] - celkový jednotkový čas, [min] - celkový čas na výměnu nástroje, [-] - počet výměn nástroje, [min] - čas na výměnu a upnutí dalšího kusu (zde je zahrnut i čas odpovídající na výměnu VBD). Při dodržení řezných podmínek doporučených firmou WNT lze stanovit hodnota trvanlivosti jednoho ostří na T = 30 min pro hrubování, T = 35 min pro dokončování a T = 30 min pro zapichování. Tyto hodnoty byly stanoveny z katalogu firmy WNT a za pomoci již nabytých zkušeností. Celkový počet VBD je pak určen vztahem (6). V tabulce 11 je pak určeno celkové množství VBD pro výrobu ks tělesa válečku. Výpočet počtu kusů VBD pro jedno těleso válečku [12]: (6) kde: [ks] - počet kusů VBD pro výrobu jednoho tělesa válečku, [-] - počet ostří VBD, [min] - trvanlivost jednoho ostří.
27 FSI VUT BAKALÁŘSKÁ PRÁCE List 26 Tab. 10 Informace o počtu VBD při výrobě. Označení VBD x [min] [-] [min] [ks] [ks] WNMG WF vnitřní 0, , WNMG WF vnější 0, , DCMT SMF vnější 1, , DCMT SMF vnitřní 0, , ,00. R.2,50.5,5 zapichovací 0, , T Celková počet VBD pro výrobu ks těles válečků
. Z důvodu partnerského vztahu s firmou WNT budou ponechány stejné nástroje i VBD. Tab. 11 Návodka na soustružnické operace 01/01 vnitřní. Výrobní návodka Bakalářská práce Úsek Obr.")
28 FSI VUT BAKALÁŘSKÁ PRÁCE List 27 6 NÁVRH VARIANTNÍHO VÝROBNÍHO ŘEŠENÍ Návrh variantního výrobního řešení bude spočívat ve změně obráběcích postupů pro vnitřní soustružení (jak operace 01/01 tak i 04/04). Z důvodu partnerského vztahu s firmou WNT budou ponechány stejné nástroje i VBD. Tab. 11 Návodka na soustružnické operace 01/01 vnitřní. Výrobní návodka Bakalářská práce Úsek Obr. 8 Detailní pohled na operaci 01/01 upnutí shodné jako v příloze 7. Těleso válečku i CNC soustruh: Taiwan Takesiwa Číslo operace: 01/01 n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] nástroj Hrubovat , ,079 0,015 T3 Hrubovat ,3 1,55 42,5 0,080 0,002 T3 Dokončovat ,1 0,25 44,5 0,282 0,061 T4 Navrhl Drmela Radim Celkem 0,441 0,078


29 FSI VUT BAKALÁŘSKÁ PRÁCE List 28 Tab. 12 Návodka na soustružnické operace 04/04. Výrobní návodka Bakalářská práce Úsek Obr. 9 Detailní pohled na operaci 04/04 upnutí shodné jako v příloze 8. Těleso válečku i CNC soustruh: Taiwan Takesiwa Číslo operace: 04/04 n f L Výrobní [min -1 ] [mm] [mm] [mm] [min] [min] nástroj Hrubovat , ,240 0,012 T3 Hrubovat ,3 3 88,5 0,268 0,003 T3 Hrubovat ,3 3 72,2 0,296 0,018 T3 Zapichovat , ,205 0,033 T5 Dokončovat ,1 0,25 100,8 0,583 0,038 T4 Navrhl Drmela Radim Celkem 1,592 0,104 Tab. 13 Informace o počtu VBD při výrobě variantním způsobem. Celková počet VBD pro výrobu x T Označení VBD ks těles válečků [min] [-] [min] [ks] [ks] WNMG WF vnitřní 0, , DCMT SMF vnitřní 0, , ,00. R.2,50.5,5 zapichovací 0, ,
30 FSI VUT BAKALÁŘSKÁ PRÁCE List 29 7 TECHNICKO EKONOMICKÉ ZHODNOCENÍ 7.1 Ukazatele technologičnosti Veškeré teoretické výpočty byly provedeny dle literatury [11, 13]. Souhrn ukazatelů je pak shrnut v tabulce 14. V příloze 9 je pak uveden výrobní CNC program. Výpočet hmotnosti výkovku: (7) kde: [kg] - váha výkovku, [ ] - hustota materiálu, [ ] - objem výkovku zjištěn v programu Autodesk Inventor Obdobně je spočtena hmotnost obrobku. kde: - Výpočet využití ukazatele materiálu: (8) kde: [%] - ukazatel využití materiálu. Výpočet ukazatele jakosti povrchu obráběné plochy: (9) kde: [ ] - ukazatel jakosti povrchu, [ ] - střední aritmetická odchylka Ra, [-] - četnost výskytu dané hodnoty Ra, [- - četnost výskytu všech hodnot Ra.
31 FSI VUT BAKALÁŘSKÁ PRÁCE List 30 Výpočet ztráty materiálu na jednici: kde: [ ] - ztráta materiálu jednoho kusu tělesa válečku vzniklá obráběním. (10) Tab. 14 Souhrn vypočtených hodnot technologických ukazatelů. Ukazatel využití materiálu Ukazatel jakosti povrchu Ztráta matice na jednici 7.2 Ekonomické ukazatele Náklady na nakoupení VBD jsou shrnuty v tabulce 15 a v tabulce 16 (pro variantní výrobní technologii). Tab. 15 Náklady na soustružnické nože a VBD. Označení Počet kusů pro výrobu 10000ks tělesa válečku [ks] Cena [Kč] WNMG WF = DCMT SMF = ,00. R.2,50.5,5 zapichování = PWLN R 2525 M SDJC R 2525 M A25R PWLN R A25R SDUC R ,00/16.N.18.1, Celkově
32 FSI VUT BAKALÁŘSKÁ PRÁCE List 31 Tab. 16 Náklady na soustružnické nože a VBD pro variantní výrobní technologii. Označení Počet kusů pro výrobu 10000ks tělesa válečku [ks] Cena [Kč] WNMG WF = DCMT SMF = ,00. R.2,50.5,5 zapichování = PWLN R 2525 M SDJC R 2525 M A25R PWLN R A25R SDUC R ,00/16.N.18.1, Celkově Dále je využita pouze výhodnější výrobní varianta, což je varianta první. Výpočet počtu kusů vyrobených v první směně: (11) kde: - Výpočet počtu kusů vyrobených v ostatních směnách: (12) kde: - Tab. 17 Znázornění počtu kusů v jednotlivých směnách. Směna Výrobků ve směně Pracovní čas ve směně První směna 97 ks 480 min Ostatní směny 108ks 480 min (91x) Poslední směna 75ks 323 min Celkem = 10000ks min
33 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 Výpočet spotřeby procesní kapaliny: kde: - (13) Výpočet celkových nákladů: kde: - (14) Výpočet hrubého zisku: (15) kde: [ ] - hrubý zisk, [Kč] - výdělek za výrobu jednoho kusu, [ ] - cena za výkup jednoho kilogramu VBD, [ ] - hmotnost všech VBD potřebných na soustružnické operace. Výpočet celkového zisku: kde: [ ] - čistý zisk. - (16)
34 FSI VUT BAKALÁŘSKÁ PRÁCE List 33 Výpočet ekonomického hlediska pro variantní řešení byl spočten podle stejných vztahů: Tab. 18 Znázornění počtu kusů v jednotlivých směnách. Směna Výrobků ve směně Pracovní čas ve směně První směna 91 ks 480 min Ostatní směny 101ks 480 min (98x) Poslední směna 5ks 38 min Celkem = 10000ks min
35 FSI VUT BAKALÁŘSKÁ PRÁCE List 34 ZÁVĚR V této bakalářské práci byla navrhnuta technologie výroby tělesa válečku pro důlní vozíky z materiálu (15 142). Návrh technologie byl soustředěn na soustružnické operace ve firmě Kovo Šmerda. - V první navržené technologii je zapotřebí nakoupit 83 hrubovacích VBD, 254 dokončovacích VBD a 69 zapichovacích VBD Minicut, - strojní čas na výrobu jednoho kusu v první variantě je 4,293 min, - celkové náklady první navržené technologie činí Kč, přičemž hrubý zisk činí Kč, čistý zisk pak je Kč - Ve variantním výrobním řešení je zapotřebí nakoupit 87 hrubovacích VBD, 284 hrubovacích VBD a 69 zapichovacích VBD Minicut, - strojní čas variantního řešení je 4,586 min; - celkové náklady variantního řešení činí Kč, přičemž hrubý zisk činí Kč, čistý zisk pak odpovídá Kč. Pro výrobu kusů tělesa válečku je doporučena výroba první navržené varianty, která má o Kč větší zisk. Tento výdělek odpovídá 105% zisku v porovnání s variantním výrobním navržením. Navíc strojní čas první varianty odpovídá 93,6 % času strojního času pro variantní výrobní technologii. První výrobní variantu je možno vyrobit během 93 směn, zatímco k variantní výrobní technologii je zapotřebí 100 směn, tímto je zřejmé ušetření 7 směn.
36 FSI VUT BAKALÁŘSKÁ PRÁCE List 35 SEZNAM POUŽITÝCH ZDROJŮ 1. Ing. ZEMČÍK, Oskar, CSc. Technologické procesy: část obrábění. Vysoké učení technické v Brně. Faulta strojního inženýrství. 2. JKZ Bučovice a.s.: Ocel k zušlechťování. [online]. [vid ]. Dostupné z: 3. Bohdan Bolzano s.r.o. Kladno, Česká republika. Technická příručka: Přehled vlastností oceli 42CrMo4 [online] [vid ]. Dostupné z: 4. OCTOPUS Tools: Převody materiálů DIN - ČSN - W.Nr. [online]. [vid ]. Dostupné z: 5. SVOBODA, Pavel. Základy konstruování. Vyd. 5. Brno: Akademické nakladatelství CERM, 2013, 236 s. ISBN LEINVEBER, Jan. Strojnické tabulky: pomocná učebnice pro školy technického zaměření. 3. dopl. vyd. Úvaly: ALBRA, 2006, xiv, 914 s. ISBN POVRCHOVÉ KALENÍ OCELÍ VLÁKNOVÝM YBYAG LASEREM. Diplomová práce. Fakulta strojního inženýrství. Vedoucí práce RNDr. Libor Mrňa, Ph. D. 8. Bodycote: Indukční kalení. [online]. [vid ]. Dostupné z: 9. WNT Total tooling: Soustružnické nože. [online]. [vid ]. Dostupné z: Mitutoyo CZ-18001: Katalog měřících přístrojů. [online]. 2013/2014. Teplice [vid ]. Dostupné z: Prof. Ing. KOCMAN, Karel, DrSc a doc. Ing. Jartoslav PROKOP, CSc. Technologie obrábění. AKADEMICKÉ NAKLADATELSTVÍ CERM, s. r. o. Brno, ISBN BAKLÍK, Lukáš. SESTAVENÍ TECHNOLOGICKÉHO PROCESU OBSAHUJÍCÍHO CNC STROJ. Vysoké učení technické v Brně, Bakalářská práce. Fakulta strojního inženýrství. Vedoucí práce Milan Kalivoda. 13. HUMÁR, Doc. Ing. Anton. Technologie I: Výpočtová cvičení, studijní opory pro magisterskou formu studia. VYSOKÉ U Č ENÍ TECHNICKÉ V BRN Ě FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE, 2003.
37 FSI VUT BAKALÁŘSKÁ PRÁCE List Ohradová paleta. [online]. [cit ]. Dostupné z:
38 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK Zkratka Jednotka Popis CNC [-] computer numeric control HV [HV] tvrdost dle Vickerse VBD [-] vyměnitelná břitová destička Symbol Jednotka Popis průměr obrobku větší průměr obrobku střední aritmetická odchylka Ra mm mm délka rychloposuvu v ose x délka rychloposuvu v ose z celkové náklady náklady na nákup n h n p počet vyrobených kusů v první směně ks min počet kusů VBD pro výrobu jednoho tělesa válečku trvanlivost jednoho ostří ukazatel jakosti povrchu, % ukazatel využití materiálu objem výkovku zjištěn v programu Autodesk Inventor 2014 čistý zisk hrubý zisk c c p
39 FSI VUT BAKALÁŘSKÁ PRÁCE List 38 d d d v kg váha výkovku hmotnost všech VBD potřebných na soustružnické operace o - četnost výskytu dané hodnoty Ra - četnost výskytu všech hodnot Ra - p č s min celkový jednotkový čas j j min min vedlejší strojní čas celkový čas na výměnu nástroje č - počet výměn nástroje min č čas na výměnu a upnutí dalšího kusu (zde je zahrnut i čas odpovídající na výměnu VBD) ř mm mm rychloposuv v ose x rychloposuv v ose z Kč výdělek za výrobu jednoho kusu - počet ostří VBD ztráta materiálu jednoho kusu tělesa válečku vzniklá obráběním cena za výkup jednoho kilogramu VBD hustota materiálu
40 FSI VUT BAKALÁŘSKÁ PRÁCE List 39 SEZNAM PŘÍLOH Příloha 1 Technické parametry stroje Taiwan Takisawa Ex a příklad vyrobitelných výrobků. Příloha 2 Strojový park firmy Kovo Šmerda s.r.o. Příloha 3 Ocelová ohradová paleta firmy Emporo. Příloha 4 Výkres výkovku. Příloha 5 Výkres obrobku. Příloha 6 Náčrt upnutí tělesa pro operaci 01/01 včetně detailu pro výrobní návodku. Příloha 7 Náčrt upnutí tělesa pro operaci 01/01 včetně detailu pro výrobní návodku. Příloha 8 Náčrt upnutí tělesa pro operaci 04/04 včetně detailu pro výrobní návodku. Příloha 9 CNC program.
41 PŘÍLOHA 1 Technické parametry stroje Taiwan Takisawa Ex-310 a příklad vyrobitelných výrobků. Parametr Specifikace Jednotky Hodnota Kapacita max. průměr soustružení mm 350 max. délka soustružení mm 710 Vřeteno počet vřeten - 1 rozsah otáček vřetene mi rychloposuv osy X m 16 Posuv rychloposuv osy Z m 20 pracovní posuv osy X mm pracovní posuv osy Z mm vřeteno kw 15/22 Motor motor posuvu osy X kw 1,2 motor posuvu osy Z kw 2,5 Nádrž nádrž hydraulického oleje l 40 nádrž chladicí kapaliny l 230 délka mm 2890 Velikost šířka mm 2020 výška mm 1855 hmotnost kg 5600 CNC řízení FANUC 21iTB - - a) frézování tvarových ploch v ose Z (n-úhelníky, excentry atd.), b) vrtání, řezání závitu, frézování zahloubení mimo osu i na obvodu, c) drážkování na čele i obvodu.
42 PŘÍLOHA 2 Strojový park firmy Kovo Šmerda s.r.o. Soustruhy SV-18x1250 SUI-40x1500 SU-50x2000 SN-71x4000 SU-100x3000 Frézky FNK25 FA3V FA4V FA3H Vyvrtávačka H63 Brusky BHU40x2000 5Ux2000 Segmentová bruska BPV-300x1500 CNC obráběcí centra DMU 835V DMU60 evo STYLE HIGHTECH BT1500-E CNC soustruhy Alpha 1500s Takishawa EX-310

43 PŘÍLOHA 3 Ocelová ohradová paleta firmy Emporo [14].

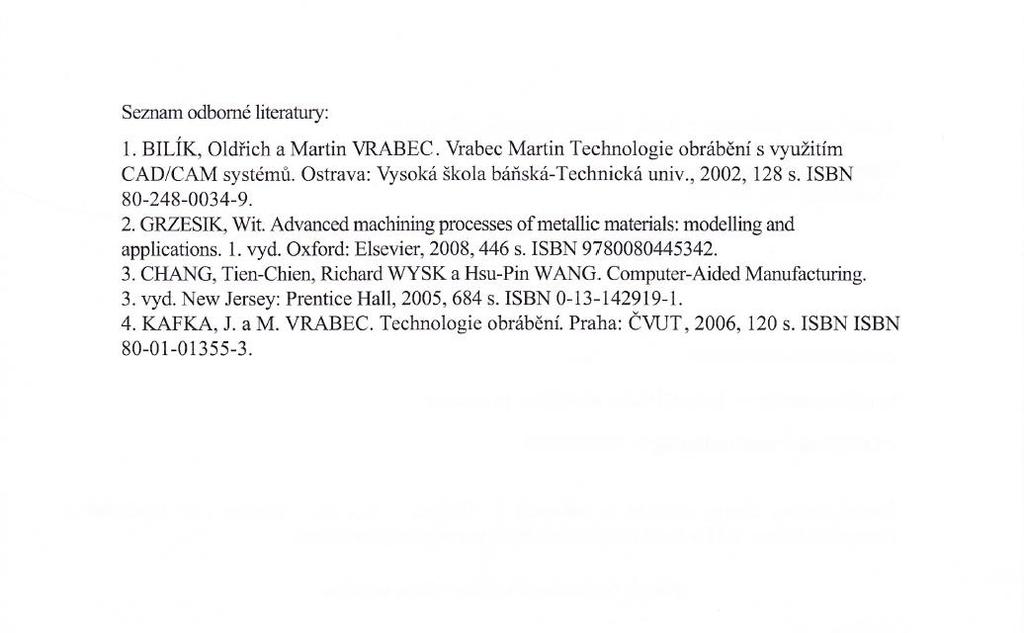
44 PŘÍLOHA 4 Výkres výkovku.

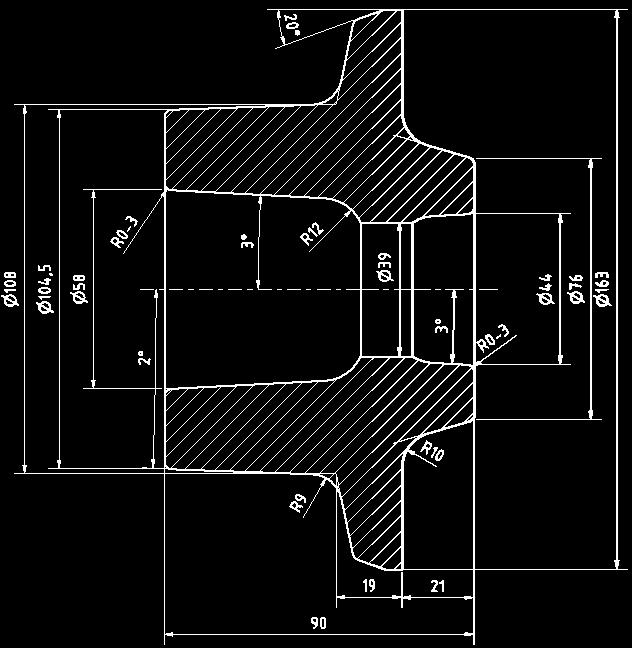
45 PŘÍLOHA 5 Výkres obrobku.


46 PŘÍLOHA 6 Náčrt upnutí pro operaci 01/01 včetně detailu pro výrobní návodku.
47 PŘÍLOHA 7 Náčrt upnutí tělesa pro operaci 01/01 včetně detailu pro výrobní návodku.
48 PŘÍLOHA 8 Náčrt upnutí tělesa pro operaci 04/04. PŘÍLOHA 9 CNC program pro operaci 01/01. N001 (VYKOVEK-PR.163X90-CV /DIRA); N002 G1900 D163 L90 K0.5; N003 G00 X200 Z200; N004 T0101; (01 - ČÍSLO NÁSTROJ, 01 - ČÍSLO KOREKCÍ) N005 G96 S200; N006 M03; N007 M08; (ZAPNUTÍ PROCESNÍ KAPALINY)
49 N008 G1120 P1 Q3 H100 C0.5 D0.25 F0.3 E0.3 V0.3 K100 W2 U0.1 L0.3 M1 Z10; N009 G1450 H-15.4 V41.25 A0; N010 G1452 H-22.5 V51.5 R10 I J C-22.5 D51.5 E10 L0 M0 T1; N011 G1451 H-27.5 V75 K3 D80 L0 M0 T1; N012 G1455 H-27.5 V80 R5 I-27.5 J75 K3 T1; N013 G1451 H-34.5 V80 K5 C-34.5 L0 M0 T1; N014 G1451 H-34.5 V81.5 K3 D81.5 L0 M0 T1; N015 G1451 H-15.4 V81.5 K1 C-15.4 D81.5 L0 M0 T2; N016 G1451 H-15.4 V41.25 K7 C-15.4 D41.25 L0 M0 T2; N017 G1456; N018 T0202; N019 G96 S250; N020 M03; N021 M08; N022 G1126 P2 F0.1 L0.3 M1 Z10; N023 G1450 H0 V18.5 A0; N024 G1451 H0 V38.75 K3 D41.25 L0 M0 T1; N025 G1455 H-2.5 V41.25 R2.5 I-2.5 J38.75 K3 T1; N026 G1451 H-15.4 V41.25 K5 C-15.4 L0 M0 T1; N027 G1452 H-22.5 V51.5 R10 I J C-22.5 D51.5 E10 L0 M0 T1; N028 G1451 H-22.5 V75 K3 D80 L0 M0 T1; N029 G1455 H-27.5 V80 R5 I-27.5 J75 K3 T1; N030 G1451 H-34.5 V80 K5 C-34.5 L0 M0 T1; N031 G1451 H-34.5 V81.5 K3 D81.5 L0 M0 T1; N032 G1451 H0 V81.5 K1 C0 D81.5 L0 M0 T2; N033 G1451 H0 V18.5 K7 C0 D18.5 L0 M0 T2; N034 G1456 N035 T0303; N036 G96 S200; N037 M03; N038 M08; N039 G00 X43 Z2; N040 G01 Z-6 F0.3; N041 G01 X35;
50 N042 G00 Z2; N043 G00 X46.6; N044 G01 Z0; N045 G01 X45.6 Z-0.5; N046 Z-6 N047 X42; N048 G00 Z2; N049 M09; N050 G00 X200 Z200; N051 T0404; N052 G96 S250; N053 M03; N054 M08; N055 G00 X47.1 Z2; N056 G01 Z0 F0.1; N057 G01 X46.1 Z-0.5; N058 G01 Z-6; N059 X42; N060 G00 Z2; N061 M09; N062 G00 X200 Z200; N063 M30 CNC program pro operaci 04/04. N001 (VYKOVEK-PR.163X90-CV /DIRA); N002 G1900 D163 L90 K0; N003 G00 X200 Z200; N004 T0303; N005 G96 S200; N006 M03; N007 M08; N008 G1121 P1 Q3 H100 C0.25 D0.25 F0.3 E0.3 V0.3 K100 W1 U0.1 L0.3 M1 Z11; N009 G1450 H-86 V19.5 A0; N010 G1451 H-86 V K3 D L0 M0 T1;
51 N011 G1451 H-70 V K5 D L0 M0 T1; N012 G1451 H-70 V K3 D L0 M0 T1; N013 G1451 H-10 V K1 C-10 L0 M0 T1; N014 G1451 H-8 V K2 C-8 D L0 M0 T1; N015 G1451 H0 V32.17 K2 C0 D32.17; N016 G1451 H0 V29 K7 D29 L0 M0 T2; N017 G1451 H-55 V K6 C-55 A3 L0 M0 T2; N018 G1453 H-60 V19.5 R12 I J C-60 D19.5 E12 L0 M0 T2; N019 G1451 H-86 V19.5 K5 C-86 L0 M0 T2; N020 G1456; N021 M09; N022 T0505; N023 G96 S80; N024 M03; N025 M08; N026 G00 X60 Z2; N027 G00 Z-10; N028 G01 X65.15 F0.03; N029 G00 X60; N030 G00 Z2; N031 M09; N032 G00 X200 Z200; N033 T0404; N034 G96 S250; N035 M03; N036 M08; N037 G1127 P1 F0.1 L0.3 M1 Z11; N038 G1450 H-86 V19.5 A0; N039 G1451 H-86 V K3 D L0 M0 T1; N040 G1451 H-70 V K5 C-70 L0 M0 T1; N041 G1451 H-70 V K3 D L0 M0 T1; N042 G1451 H-10 V K1 C-10 L0 M0 T1; N043 G1451 H-8 V K2 C-8 D L0 M0 T1; N044 G1451 H0 V32.17 K2 C0 D32.17 L0 M0 T1;
52 N045 G1451 H0 V29 K7 D29 L0 M0 T2; N046 G1451 H-55 V K6 C-55 A3 L0 M0 T2; N047 G1453 H-60 V19.5 R12 I J C-60 D19.5 E12 L0 M0 T2; N048 G1451 H-86 V19.5 K5 C-86 L0 M0 T2; N049 G1456; N050 M09; N051 M30;
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
OBRÁBĚNÍ ROTAČNÍHO DÍLU NA CNC STROJI
 OBRÁBĚNÍ ROTAČNÍHO DÍLU NA CNC STROJI MACHINING A ROTATING PART OF THE CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR MICHAL BODA VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2014
OBRÁBĚNÍ ROTAČNÍHO DÍLU NA CNC STROJI MACHINING A ROTATING PART OF THE CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR MICHAL BODA VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2014
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Zadání soutěžního úkolu:
 Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073.
 Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Řezání závitů na soustruhu
 Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 12 - vysokotlaké chlazení při třískovém obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 12 - vysokotlaké chlazení při třískovém obrábění Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 12 - vysokotlaké chlazení při třískovém obrábění Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
VYUŽITÍ POKROČILÝCH CAD/CAM SIMULACÍ PRO NÁVRH SPECIÁLNÍHO HORIZONTKOVÉHO PRACOVIŠTĚ. SVOČ FST 2018 Bc. Jan Stanek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
 Příloha č.9: Kalkulace kooperace PŘÍLOHA č.9 9-1 Předběžná kalkulace termického odjehlení v kooperaci Kooperace - termické odjehlení Cena za odjehlení 1ks 10 Kč Doprava: Náklady na 1 km 15 Kč Vzdálenost
Příloha č.9: Kalkulace kooperace PŘÍLOHA č.9 9-1 Předběžná kalkulace termického odjehlení v kooperaci Kooperace - termické odjehlení Cena za odjehlení 1ks 10 Kč Doprava: Náklady na 1 km 15 Kč Vzdálenost
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Broušení rovinných ploch a úkosů 1.část
 Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
VY_52_INOVACE_H 02 23
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
OVMT Úchylky tvaru a polohy Kontrola polohy, směru a házení
 Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
- výrazná modernizace výrobní základny nakoupením CNC obráběcích strojů
 Firma GENICZECH-M spol. s r.o. se zabývá kompletní výrobou rotačních a skříňových součástí, montáží technologických skupin strojů, včetně zajištění dopravy k zákazníkovi. Historie firmy 1993 1993 1995
Firma GENICZECH-M spol. s r.o. se zabývá kompletní výrobou rotačních a skříňových součástí, montáží technologických skupin strojů, včetně zajištění dopravy k zákazníkovi. Historie firmy 1993 1993 1995
Broušení děr na planetové brusce
 Broušení děr na planetové brusce Obrobky větších rozměrů, které se nedají dobře upnout na unášecím vřeteníku se musí brousit planetovým způsobem. Obrobek je přitom nehybný a vřeteno se otáčí nejen kolem
Broušení děr na planetové brusce Obrobky větších rozměrů, které se nedají dobře upnout na unášecím vřeteníku se musí brousit planetovým způsobem. Obrobek je přitom nehybný a vřeteno se otáčí nejen kolem
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
Tepelné zpracování. Charakteristika. Použití. Mechanické a technologické vlastnosti ŽÍHÁNÍ NA SNÍŽENÍ VNITŘNÍHO NAPĚTÍ POVRCHOVÉ TVRZENÍ
 1 FORMAX 2 Charakteristika FORMAX je nízkouhlíková ocel, dodávána ve dvou provedeních: válcována za tepla opracovaná. FORMAX se vyznačuje následujícími vlastnostmi: dobrou obrobitelností lze řezat plamenem,
1 FORMAX 2 Charakteristika FORMAX je nízkouhlíková ocel, dodávána ve dvou provedeních: válcována za tepla opracovaná. FORMAX se vyznačuje následujícími vlastnostmi: dobrou obrobitelností lze řezat plamenem,
Hodnoticí standard. Soustružení kovových materiálů (kód: H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH
 NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Upínání obrobků na soustruhu
 Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
Upínání obrobků na soustruhu Základní druhy upnutí Zvláštní druhy upnutí - univerzální tří nebo čtyř čelisťová sklíčidla - kleštiny - upnutí mezi hroty - unášecí desky (unášecí srdce) - na upínací desky
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
VTC-40. Japonská stolová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 OBRÁBĚCÍ STROJE
 OBRÁBĚCÍ STROJE Japonská stolová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 VTC-40 VTC-40a VTC-40b Rychloposuvy 48 m.min -1 Výměna nástroje 1,2 s Synchronizované závitování při
OBRÁBĚCÍ STROJE Japonská stolová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 VTC-40 VTC-40a VTC-40b Rychloposuvy 48 m.min -1 Výměna nástroje 1,2 s Synchronizované závitování při
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Dodatek č. 1 ke školnímu vzdělávacímu programu. Strojírenství. (platné znění k 1. 9. 2009)
") Střední průmyslová škola Jihlava tř. Legionářů 1572/3, Jihlava Dodatek č. 1 ke školnímu vzdělávacímu programu Strojírenství (platné znění k 1. 9. 2009) Tento dodatek nabývá platnosti dne 1. 9. 2011 počínaje
Střední průmyslová škola Jihlava tř. Legionářů 1572/3, Jihlava Dodatek č. 1 ke školnímu vzdělávacímu programu Strojírenství (platné znění k 1. 9. 2009) Tento dodatek nabývá platnosti dne 1. 9. 2011 počínaje
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Plošné měření a orýsování - test
 1. Ruční zpracování kovů se vyznačuje: A vysokou přesností a kvalitou opracovaných ploch C C vysokou pracností, zpravidla nižší přesností, je nahrazováno pokud možno strojním zpracováním B vysokou produktivitou,
1. Ruční zpracování kovů se vyznačuje: A vysokou přesností a kvalitou opracovaných ploch C C vysokou pracností, zpravidla nižší přesností, je nahrazováno pokud možno strojním zpracováním B vysokou produktivitou,
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Hodnoticí standard. Soustružení kovových materiálů (kód: H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
TC 1500 CNC soustruh. Typ TC-1500 TC-1500M Max. oběžný průměr nad suportem
 TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK
 MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
MATURITNÍ OTÁZKY PRO PŘEDMĚT STROJÍRENSKÁ TECHNOLOGIE, POČÍTAČOVÁ PODPORA KONSTRUOVÁNÍ - ŠKOLNÍ ROK 2016-2017 1. Stavba kovů stavba kovů-krystalické mřížky polymorfie,teplotní hystereze binární diagramy
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Soustružení - řezné podmínky - výpočet
 Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
CNC STROJ VYUŽITÝ PRO VÝROBU SOUČÁSTI TYPU "HŘÍDEL" V MALÉ STROJÍRENSKÉ FIRMĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY CNC STROJ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY CNC STROJ
KN-40V. Japonská stolová a paletová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 OBRÁBĚCÍ STROJE
 OBRÁBĚCÍ STROJE Japonská stolová a paletová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 KN-40V KN-40Va-500S KN-40Va-500S-2API KN-40Va-1200 KN-40Va-2000 KN-40Vb-500S KN-40Vb-500S-2API
OBRÁBĚCÍ STROJE Japonská stolová a paletová vertikální frézovací, vrtací a závitovací centra s kuželem vel. 40 KN-40V KN-40Va-500S KN-40Va-500S-2API KN-40Va-1200 KN-40Va-2000 KN-40Vb-500S KN-40Vb-500S-2API
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY OCELOVÁ KONSTRUKCE HALY STEEL STRUCTURE OF A HALL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES OCELOVÁ KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES OCELOVÁ KONSTRUKCE
Charakteristika. Tepelné zpracování. Použití. Vlastnosti ŽÍHÁNÍ NA MĚKKO NORMALIZAČNÍ ŽÍHÁNÍ ŽÍHÁNÍ NA SNÍŽENÍ VNITŘNÍHO PNUTÍ KALENÍ PEVNOST V TAHU
 UHB II 1 UHB II 2 Charakteristika UHB 11 je konstrukční ocel, která se dá lehce zpracovávat. UHB 11 se vyznačuje: Chemické složení % Normy vynikající obrobitelností dobrou mechanickou pevností. UHB 11
UHB II 1 UHB II 2 Charakteristika UHB 11 je konstrukční ocel, která se dá lehce zpracovávat. UHB 11 se vyznačuje: Chemické složení % Normy vynikající obrobitelností dobrou mechanickou pevností. UHB 11
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
max. 2 500 mm délka 7 000 mm 1 050 mm 6 000 mm 1 000 mm 12 000 mm
 VÝROBNÍ MOŽNOSTI ZÁMEČNICKÁ VÝROBA Veškeré předvýrobní, výrobní a povýrobní procesy jsou popsány v Příručce jakosti a příslušných organizačních normách. Systém managementu jakosti je certifikován dle ČSN
VÝROBNÍ MOŽNOSTI ZÁMEČNICKÁ VÝROBA Veškeré předvýrobní, výrobní a povýrobní procesy jsou popsány v Příručce jakosti a příslušných organizačních normách. Systém managementu jakosti je certifikován dle ČSN
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola