CNC STROJ VYUŽITÝ PRO VÝROBU SOUČÁSTI TYPU "HŘÍDEL" V MALÉ STROJÍRENSKÉ FIRMĚ
|
|
|
- Richard Janda
- před 8 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY CNC STROJ VYUŽITÝ PRO VÝROBU SOUČÁSTI TYPU "HŘÍDEL" V MALÉ STROJÍRENSKÉ FIRMĚ CNC MACHINE OF PRODUKTION OF SHAFT PARTS IN CONDITION SMALL ENGINEERING FIRM BAKALÁŘSKÁ PRÁCE BACHELOR'S THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR MARCEL JARKOVSKÝ Ing. MILAN KALIVODA BRNO 2011
2
3
4 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 ABSTRAKT Tato práce se zabývá problematikou zavedení nového výrobku, dvou typických zástupců hřídelí, do malého strojírenského podniku. Řeší se ideální polotovar vzhledem k minimálním nákladům, volba vhodného stroje a nástroje ze strojového parku firmy. Součástí je rámcový výrobní postup a výrobní návodky, ze kterých je dále vypočítáno ekonomické zhodnocení. Klíčová slova Hřídel, soustružení, CNC stroj, technologický postup ABSTRACT This work deals with problems with the introduction of new products, two typical representatives of the shaft, into a small engineering company. It solves the ideal half-finished product in view to minimum cost, selection of appropriate machine and tools from machine equipment in the company. Part of this work is a framework manufacturing procedure and manufacturing instructions of those are economic evaluation also calculated. Key words Shaft, turning, CNC machine, technological process BIBLIOGRAFICKÁ CITACE JARKOVSKÝ, Marcel. CNC stroj využitý pro výrobu součásti typu hřídel v malé strojírenské firmě: Bakalářská práce. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s., 21 příloh. Vedoucí práce Ing. Milan Kalivoda.
5 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 Prohlášení Prohlašuji, že jsem bakalářskou práci na téma CNC stroj využitý pro výrobu součásti typu hřídel v malé strojírenské firmě vypracoval samostatně s použitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce Marcel Jarkovský
6 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 Poděkování Děkuji tímto Ing. Milanu Kalivodovi za cenné připomínky a rady při vypracování bakalářské práce.
7 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 OBSAH Abstrakt... 3 Prohlášení... 4 Poděkování... 5 Obsah... 6 Úvod ROZBOR SOUČÁSTÍ Konstrukce Funkčnost Hodnocení technologičnosti Návrh polotovaru a výpočet spotřeby materiálu Návrh polotovaru Výpočet normy spotřeby materiálu MALÁ STROJÍRENSKÁ FIRMA Strojový park Vytipované stroje TECHNOLOGICKÝ POSTUP Výrobní postup Výrobní návodky TECHNICKO-EKONOMICKÉ ZHODNOCENÍ Stroje Dělníci VBD Závěr Seznam použitých zdrojů Seznam použitých zkratek a symbolů Seznam příloh... 38

8 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 ÚVOD Hřídele jsou jednou z nejpoužívanějších strojních součástí ve všech mechanismech. Kolik času zabere příprava výroby, to si moc lidí neuvědomí. Většina z nich vidí až poslední část a to samotnou výrobu součásti, obr. 1. Proto se tato práce se zabývá zavedením nových součástí do výroby. První kapitola pojednává o návrhu součásti, kde musí být jednotlivé prvky v souladu s kreslícími a technickými normami. Součástí je také návrh vhodného polotovaru a materiálu vzhledem k minimálním nákladům nebo maximální výrobnosti. Bráno z teoretického pohledu. Další část práce se zabývá vybaveností malé strojírenské firmy a vytipováním vhodných strojů pro výrobu a kontrolu součástí. Pro hlavní výrobní úkony budou využity CNC stroje, které oproti konvenčním strojům zkrátí výrobní časy. Jednoduché úkony jako např. vrtání jsou prováděny na konvenčních strojích. Po výběru strojů se zhotoví pracovní postup rámcový výroby součástí, podle kterého se budou dané součásti vyrábět. Součástí jsou i výrobní návodky pro výpočet času potřebného na jednotlivé výrobní operace. Ke konci práce jsou tyto výrobní časy použity pro technickoekonomické zhodnocení. Obr. 1 Ukázka soustružení
9 FSI VUT BAKALÁŘSKÁ PRÁCE List 8 1 ROZBOR SOUČÁSTÍ Tato část se bude zabývat konstrukcí, funkčností, technologičností a normou spo- třeby materiálu součástí, pro které se následně budou určovat výrobní stroje a vypraco- vávat technologický postup. 1.1 Konstrukce Byly navrženy dva typické příklady hřídelí. Tyto součásti byly vypracovány pomocí softwaru Autodesk Inventor Hřídel č. 1 Materiál této součásti je ocel Je požadována série N 1 = 2000 ks této sou- částky za rok. Rozměry součásti jsou uvedeny v tab Náhled součásti viz obr a Celý výkres viz příloha 1. Obr Náhled výkresu Hřídele č. 1 Tab Rozměry hřídele č. 1 Rozměr Horní úchylka Dolní úchylka Povrch [mm] [µm] [µm] [µm] 2x 2H Ra 3,2 8P Ra 3,2 23,9 0-0,1 Ra 6,3 28s Ra 1,6 2x 33h Ra 3,2 2x 35k Ra 0,8 35h Ra 3,2 44 0,2 0 Ra 3,2 44s Ra 1,6 Ostatní rozměry [mm] (obecná tolerance, Ra 3,2) 0,4; 3x 1; 2; 3; 8; 22; 43; 50; 60; 112; 120; Vyhovuje Ano Ano Ano Ano Ano Ano Ano Ano Ano Ano
10 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 Obr D model Hřídele č. 1 Hřídel č. 2 Materiál této součásti je ocel Je požadována série N 2 = 5000 ks této sou- částky za rok. Rozměry součásti jsou uvedeny v tab Náhled součásti viz obr a Celý výkres viz příloha 2. Obr Náhled výkresu Hřídelee č. 2 Tab Rozměry hřídele č. 2 Rozměr Horní úchylka Dolní úchylka Povrch [mm] [µm] [µm]] [µm] 10H Ra 3,2 18d Ra 1,6 26d Ra 3,2 35H a 3,2 50H Ra 3,2 Ostatní rozměry [mm] (obecná tolerance, Ra 3,2) 0,7; 4,5; 8; 20; 32; ; 60 Vyhovuje Ano Ano Ano Ano Ano Ano

11 FSI VUT BAKALÁŘSKÁ PRÁCE List Funkčnost Obr D model Hřídele č. 2 Rozebrány budou jednotlivé funkční plochy na součástech. Hřídel č. 1 Čela součásti nejsou funkční, proto tam mohou zůstat středící důlky. Zápichy F2,5x0,3 slouží pouze pro lepší broušení válcové plochy, proto po konzultaci s konstruktérem byly změněny na drážku o šířce 2,5 mm a hloubce 0,3 mm, jež se bude vyrábět jednodušeji. Válcové plochy o Φ35k6 a Ra 0,8 slouží pro uložení valivého ložiska a budou broušeny. Válcová plocha Φ35h9 slouží pro vložení ložiska. Do drážek 2H13 bude vložen pojistný kroužek pro zajištění ložisek. Válcová plocha o Φ28s6 a Ra 0,8 slouží k uložení ozubeného kola, které bude zajištěno proti pootočení perem o rozměru 8x7 mm a délce 44mm. Na dně drážky má být zaoblení 0,4 mm, jelikož se monolitní fréza nevyrábí s takovým zaoblením, bude zhotovena toroidní frézou o poloměru zaoblení 0,3 mm. Odpovídá zamyšlené funkci dle sestavy. Hřídel č. 2 Válcová plocha o Φ18d9 a Ra 1,6 slouží pro uložení s vůlí. Válcová plocha Φ26d9 slouží pro uložení s vůlí. Na součásti je také závit M12 s jemnou roztečí 1,5. Odpovídá zamyšlené funkci dle sestavy. 1.3 Hodnocení technologičnosti Pojmem technologičnost konstrukce se rozumí souhrn vlastností konstrukce, které při správném chodu stroje a technologické konstrukci součásti zabezpečují, z hlediska spotřeby materiálu, nejhospodárnější a časově nejkratší výrobu. 1 Technologičnost součásti se hodnotí z hlediska hospodárné vyrobitelnosti. Jakou nejproduktivnější metodou ji vyrobit vzhledem k nejnižším nákladům při dodržení předepsaných rozměrů, tvaru a jakosti povrchu. 1 Hodnotí se z hlediska: 1 a) dodržení tvaru a geometrie b) dodržení výrobních úchylek rozměrů a jakosti povrchu c) zvýšení produktivity práce a efektivnosti
12 FSI VUT BAKALÁŘSKÁ PRÁCE List 11 Hlavní ukazatelé technologičnosti (rovnice jsou převzaty ze zdroje 1 ): Hodnoty byly dosazeny z tab a 1.02 a) ukazatel jakosti povrchu obráběné plochy H i jakost povrchu [µm] U =. n i četnost výskytu dané jakosti povrchu [-] n četnost výskytu všech uvažovaných jakostí povrchu [-] U = U =,.,.,.,.,.,. =3,06 b) ukazatel průměrné přesnosti U =. P i IT číslo dané operace (H5 = 5) [-] n i četnost výskytu dané tolerance [-] [-] (1.01) =2,89 n četnost výskytu všech uvažovaných tolerancí [-] U = U = c) ukazatel využití materiálu =9,17 [-] (1.02) =9,2 U = [-] (1.03) G 1 hmotnost výrobku [kg] G 2 hmotnost polotovaru [kg] Hmotnosti byly vypočítány pomocí softwaru Autodesk Inventor 2010 U =,, =0,46 U =,, =0,39
13 FSI VUT BAKALÁŘSKÁ PRÁCE List Návrh polotovaru a výpočet spotřeby materiálu Hodnocení technologičnosti konstrukce napoví, jaký polotovar je pro danou součást nejvhodnější. Nejčastěji se ubírá směrem minimálních nákladů Návrh polotovaru Pro hřídelové součásti se nejčastěji používá jako polotovar přířez z tyče válcované za tepla. Při velkém procentu odpadu se doporučuje jako polotovar zvolit volně kovaný nebo zápustkový výkovek. Tyče tažené za studena se používají v případech, kdy velká část povrchu nebude opracována, proto se tento drahý polotovar ekonomicky vyplatí. 1 Polotovar pro hřídele bude tyč kruhová válcovaná za tepla dle normy ČSN EN Materiál polotovaru bude Ocel konstrukční, neušlechtilá, částečně lisovatelná, max. 0,35% C. Svařitelnost obtížná. U tohoto materiálu je mez pevnosti Rm 500 až 650 MPa, kování 800 až 1100 C, normalizační žíhání 860 až 890 C, žíhání na měkko 680 až 720 C, popouštění 560 až 670 C. Pro strojní součásti namáhané staticky i dynamicky. Vhodná na strojní součásti, jako hřídele, ozubená kola, čepy, kolíky, držáky, podložky, víka, příruby, pouzdra, kroužky, objímky, šrouby, matice. Na kované součásti tepelných energetických zařízení, na méně namáhaná nekalená ozubená kola. 2 ROZMĚRY POLOTOVARU Pro polotovary z tyčí válcovaných za tepla se přídavek na délku určuje 2 4 mm, a přídavek na průměr p se počítá pomocí rovnice: 1 p=0,05.d+2 [mm] (1.04) d největší průměr součásti [mm] p =0,05.d +2=0, =2,5+2=4,5 mm p =0,05. d +2=0, =1,6+2=3,6 mm Z toho nám vychází průměr polotovaru d p : 1 d =p+d [mm] (1.05) d =p +d =4,5+50=54,5 mm d =p +d =3,6+32=35,6 mm Přídavek p p na délku zvolíme 3 mm pro větší Hřídel č. 1 a 2 mm pro Hřídel č. 2. Celková délka l p polotovaru tedy bude: l délka součásti [mm] l =l +3=240+3=243 mm l =l +3=70+2=72 mm l =l+p [mm] (1.06)
14 FSI VUT BAKALÁŘSKÁ PRÁCE List 13 U dodavatele hutního materiálu se dá objednat téměř jakýkoliv průměr tyče i její délku. Jelikož každý nestandardní rozměr je vyráběn speciálně, je tato tyč dražší než, kdybychom koupili normalizova anou tyč o větším rozměru. Pro docílení co nejnižších nákladů budeme vybírat tyč dle normy ČSN EN Tato norma určuje standardní průměry kruhových tyčí a také délku tyčí, která je v rozsahu od 3000 do mm. Pro- to musíme z našich vypočítaných průměrůů určit nejbližší vyšší normalizovaný průměr, se kterým budeme dále počítat. Také si určíme délku tyče L 1 = 6000 mm pro hřídel č. 1 a L 2 = mm pro hřídel č. 2, ve které nám budou tyče dodávány. Pro hřídel č. 1 dle normy vychází nejbližší vyšší rozměr tyče d x1 = 55 mm. Pro hří- del č. 2 to je d x2 = 36 mm. Výchozí polotovar Hřídele č. 1 bude: Φ ČSN EN Způsob dělení: pásová pila, tloušťka pilového listu 0,9 mm. Výchozí polotovar Hřídele č. 2 bude: Φ36-72 ČSN EN Způsob dělení: upichování přímo po obrábění Výpočet normy spotřeby materiálu Normy spotřeby materiálu jsou ve výrobě podkladem pro výpočet nákladů. Při zpracování tyčí vznikají ztráty, viz obr. 1.05: a) při dělení q u b) při obrábění přídavků Q s c) z konce tyče, který není rozměrově využitelný Q k Obr Ztráty materiálu u polotovarů z tyče
15 FSI VUT BAKALÁŘSKÁ PRÁCE List 14 Hřídel č. 1 Pro polotovary z tyčí - přířezy se stupeň využití získává následovně (rovnice 1.07 až 1.15 jsou převzaty ze zdroje 1 ): n počet přířezů z tyče [-] L délka tyče [mm] n = = =24,7 24 n= [-] (1.07) Q =. Q k ztráta materiálu z nevyužitého konce tyče [kg] l z délka nevyužitého konce tyče [m] ρ hustota materiálu [kg.m -3 ] Q =.... ρ=. l. ρ [kg] (1.08) =3,130 kg q = [kg] (1.09) q k ztráta materiálu z nevyužitého konce tyče připadající na jednici [kg] q = =, =0,130 kg Q p1 = 4,532 kg (vypočítáno pomocí softwaru Autodesk Inventor 2010) Q p hmotnost polotovaru [kg] Q s1 = 2,090 kg (vypočítáno pomocí softwaru Autodesk Inventor 2010) Q s hmotnost hotové součásti [kg] q =Q Q [kg] (1.10) q o ztráta vzniklá obráběním přídavku [kg] q =Q Q =4,532 2,090=2,442 kg q =...ρ [kg] (1.11) q u ztráta materiálu vzniklá dělením připadající na jednici [kg] u prořez pilového listu [mm] q =...ρ=..,.7850=0,017 kg
16 FSI VUT BAKALÁŘSKÁ PRÁCE List 15 Z =q +q +q [kg] (1.12) Z m celkové ztráty materiálu na jednici [kg] Z =q +q +q =0,130+0,017+2,442=2,589 kg N =Q +Z [kg] (1.13) N m norma spotřeby materiálu [kg] N =Q +Z =2,090+2,589=4,679 kg k = [-] (1.14) k m stupeň využití materiálu [-] k = =,, =0,45 T počet tyčí na sérii [ks] T = = =83,3 84 ks T= [ks] (1.15) Hřídel č. 2 Pro polotovary, které se upichují přímo ve stroji po dokončení součásti, se stupeň využití získává následovně (ztráta materiálu při dělení se neuvažuje): n = = =41,7 41 Q =.... ρ= =0,384 kg q = =, =0,009 kg Q p2 = 0,575 kg (vypočítáno pomocí softwaru Autodesk Inventor 2010) Q s2 = 0,222 kg (vypočítáno pomocí softwaru Autodesk Inventor 2010) q =Q Q =0,575 0,222=0,353 kg q =0 kg Z =q +q +q =0, ,353=0,362 kg
17 FSI VUT BAKALÁŘSKÁ PRÁCE List 16 N =Q +Z =0,222+0,362=0,584 kg k = =,, =0,38 T = = =121,9 122 ks Ve strojírenství bývá při obrábění stupeň využití materiálu k m v rozmezí 0,4, až 0,8. 1 Vypočítaná hodnota Hřídele č. 1 tedy vyhovuje. U Hřídele č. 2 vyšla hodnota nižší než 0,4. Proto by bylo vhodné po konzultaci s konstruktérem zvolit jiný polotovar např. výkovek, který by snížil hmotnost odpadu. Na základě předchozího vyhodnocení by přicházela tato činnost ve firmě. Pro snížení hmotnosti odpadu by byl zvolen výkovek jako polotovar. Firma by obeslala jeden až tři podniky, které se zabývají kováním, se žádostí o výkovek. Kovárna by zpracovala studii, ze které by vyplynula cena jednoho výkovku. Firma by pak rozhodla, zda se jí vyplatí koupit odlitky nebo zůstat u polotovaru z tyčí. Další řešení pokračuje podle původního polotovaru. U první součástky bude zapotřebí roční přísun 85 tyčí o délce 6000 mm a u druhé součástky bude zapotřebí 123 tyčí o délce 3000 mm pro zajištění výroby. Obě hodnoty byly navýšeny o jednu tyč jako rezervu. 2 MALÁ STROJÍRENSKÁ FIRMA Tato kapitola je zaměřena na vybavení malého strojírenského podniku na výrobu součástí třískovým obráběním. Používají se nástroje od firmy Pramet Tools, s.r.o., M&V, spol. s r.o. a WIKUS CZ, s.r.o. K měření a kontrole se používá technika od firmy Mitutoyo s.r.o. a Michovský TOOLS s.r.o. 2.1 Strojový park Firma vlastní určitý počet strojů. Tyto počty jsou zobrazeny v tab Pro snížení nákladů výroby je vhodné, aby CNC stroje měly stejné či podobné řídicí systémy. Nejpoužívanější řídicí systémy jsou: Siemens Sinumerik, Heidenhain, Fanuc, Mapps III ad.
18 FSI VUT BAKALÁŘSKÁ PRÁCE List 17 Tab Počet stojů Název stroje SP 180 SMC MANURHIN K MX 432 MASTURN 550 CNC SN 500 SA MCV 754 QUICK FHV-50P B-1850FP/400 BUA 25 B Profi AGR 220 PLUS Podavač tyčí Četnost 2x 1x 1x 1x 1x 1x 2x 1x 1x 3x SOUSTRUŽNICKÉ STOJE: Technologie: Je to třískové obrábění vnitřních nebo vnějších rotačních ploch, při kterém obrobek koná hlavní pohyb rotační a nástroj vedlejší pohyb přímočarý. SP 180 SMC Na tomto CNC soustruhu, obr. 2.01, se dají vykonávat soustružnické práce ale i jednoduché frézování a vrtání. Technické údaje viz tab Od firmy KOVOSVIT MAS, a.s. Obr Soustruh SP 180 SMC 3 Tab Technické údaje SP 180 SMC 3 Max. soustružený Φ 180 mm Max. délka 370 mm Max. otáčky 6000 min -1 Max. průměr tyče 43 mm Počet poloh nástrojové hlavy 12 Řídicí systém SIEMENS Výkon stroje 16,8 kw

19 FSI VUT BAKALÁŘSKÁ PRÁCE List 18 MANURHIN K MX 432 Soustruh, obr. 2.02, je vhodný na výrobu malých součástí ve velkých sériích. Technické údaje viz tab Od firmy TAJMAC-ZPS, a.s. Obr Soustruh MANURHIN K MX Tab Technické údaje K MX Max. soustružený Φ 32 mm Max. délka 250 mm Max. otáčky min -1 Max. průměr tyče 32 mm Max. rozměr nože 16x16 mm Rychloposuv mm. min -1 Řídicí systém FANUC Výkon stroje 5,5 kw MASTURN 550 CNC Jedná se o CNC univerzální hrotový soustruh, obr. 2.03, vhodný na soustružení delších dílců. Technické údaje viz tab Od firmy KOVOSVIT MAS, a.s. Obr Soustruh MASTURN 550 CNC 3 Tab Technické údaje MASTURN 550 CNC 3 Max. soustružený Φ 350 mm Max. délka 800 mm Max. otáčky 3000 min -1 Vrtání vřetene Φ82 mm Počet poloh nástrojové hlavy 8 Řídicí systém SIEMENS Výkon stroje 19,5 kw


20 FSI VUT BAKALÁŘSKÁ PRÁCE List 19 SN 500 SA Jedná se o univerzální hrotový soustruh, obr Určen především na kusovou výrobu nebo opravy či údržby. Technické údaje viz tab Od firmy TRENS, a.s. Obr Soustruh SN 500 SA 5 Tab Technické údaje SN 500 SA 5 Max. soustružený Φ 250 mm Max. délka 1000 mm Max. otáčky 2000 min -1 Vrtání vřetene Φ77 mm Max. rozměr nože 32x25 mm Rychloposuv 1500, 3000 mm. min -1 Výkon stroje 8,14 kw FRÉZOVACÍ STROJE Technologie: Je to třískové obrábění vícebřitým nástrojem, kde hlavní pohyb rotační koná nástroj a vedlejší pohyb posuv obrobek MCV 754 QUICK Vertikální frézovací centrum, obr. 2.05, s možností 4 a 5-ti osého obrábění s využitím otočného stolu. Technické údaje viz tab Od firmy KOVOSVIT MAS, a.s. Obr Frézka MCV 754 QUICK 3 Tab Technické údaje MCV 754 QUICK 3 Upínací plocha stolu 1000x500 mm Max. zatížení stolu 400 kg Počet míst v zásobníku nástrojů 24 Max. Φ nástroje 75 mm Max. otáčky vřetene min -1 Rychloposuv mm. min -1 Výkon stroje 13 kw


21 FSI VUT BAKALÁŘSKÁ PRÁCE List 20 FHV-50P Univerzální frézka, obr Určena pro kusovou výrobu nebo opravy či údržbu. Technické údaje viz tab Od firmy PROMA CZ s.r.o. Obr Frézka FHV-50P 6 Tab Technické údaje FHV-50P 6 Upínací plocha stolu 800x240 mm Max. doporučený Φ vrtání 50 mm Max. doporučený Φ horizontální frézy 100 mm Max. doporučený Φ vertikální frézy 25 mm Otáčky vřetene min -1 VRTACÍ STROJE Technologie: Je to třískový způsob výroby otvorů dvou či vícebřitým nástrojem. B-1850FP/400 Strojní vrtačka, obr Technické údaje tab Od firmy PROMA CZ s.r.o. Obr Vrtačka B-1850FP/400 6 Tab Technické údaje B-1850FP/400 6 Max. vrtaný Φ 50 mm Zdvih vřetene 240 mm Rozsah otáček min -1 Rozsah autoposuvu 0,1/0,2/0,3/0,4 mm Závitování do M 30 Výkon stroje 2,8 kw

22 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 BROUSICÍ STROJE Je to dokončovací operace, při které se odebírá malá část materiálu vícebřitým nástrojem s nedefinovanou geometrií břitu BUA 25 B Profi Univerzální hrotová bruska, obr Technické údaje viz tab Od firmy TOS, a.s. Obr Bruska BUA 25 B Profi 7 Tab Technické údaje BUA 25 B Profi 7 Max. oběžný Φ Vzdálenost mezi hroty max. Max. hmotnost v hrotech Max. hmotnost letmo (včetně upínače) Řídicí systém 250 mm 750 mm 250 kg 50 kg SIEMENS STROJE NA DĚLENÍ MATERIÁLU Technologie: Je to třískové oddělování materiálu mnohozubým nástrojem AGR 220 PLUS Pásová gravitační pila, obr Technické údaje viz tab Od firmy PILOUS - TMJ s.r.o. Obr Pila AGR 220 PLUS 8 Tab Technické údaje AGR 220 PLUS 8 Pilový pás 2600x27x0,9 mm Max. výška průřezu řezaného materiálu při mm Rychlost pilového listu m. min -1 Výkon stroje 1,05 kw

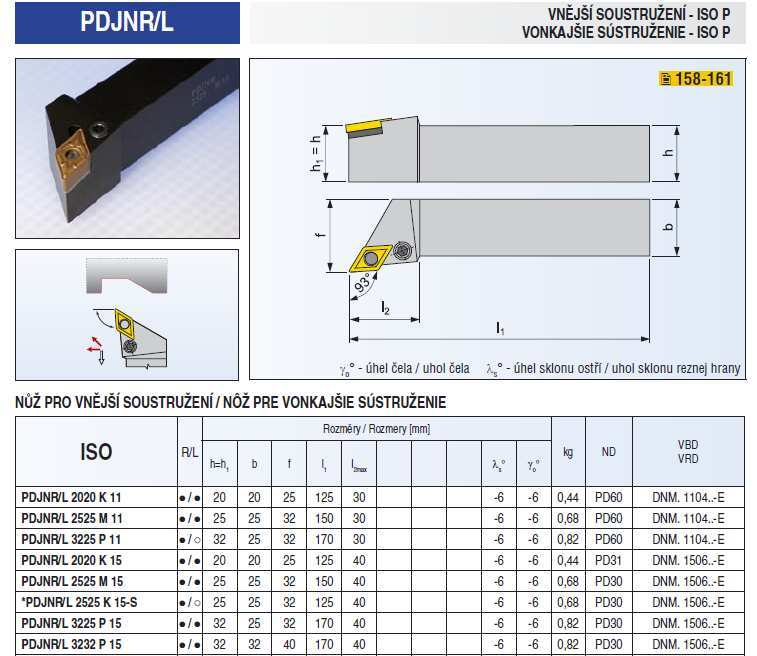
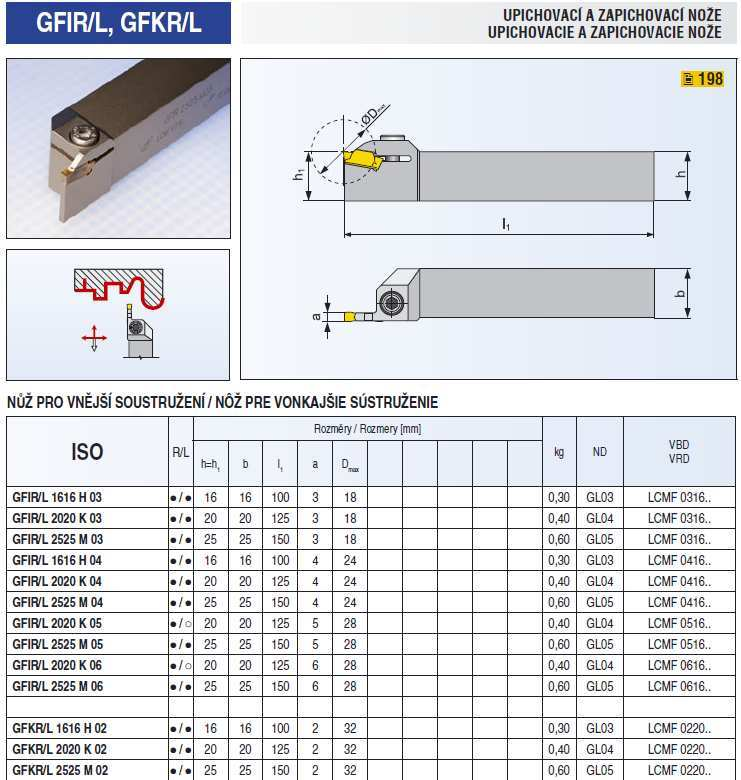
23 FSI VUT BAKALÁŘSKÁ PRÁCE List 22 MANIPULAČNÍ PŘÍSLUŠENSTVÍ Je to způsob automatizace výrobního cyklu, kdy polotovar ve formě tyčí, rondelů, špalků nebo pásů je automaticky umístěn do pracovního prostoru stroje. Ve vlastnictví jsou podavače tyčí podobného typu, jako je na obrázku. Není uveden přesný název stroje, výrobce ani parametry z důvodu nejisté kompatibility s obráběcími stroji. Na obrázku 2.10 je zobrazeno charakteristické provedení stroje. 2.2 Vytipované stroje Obr Podavač tyčí Pro obrábění součásti typu hřídel jsou z kapitoly 2.1 vybrány stroje. K nim budou určeny obráběcí nástroje a měřící technika. HŘÍDEL č. 1 Pro výrobu součástky byly zvoleny tyto stroje a nástroje: STROJE PRO ŘEZÁNÍ Stroj: Pásová pila AGR 220 PLUS Nástroj: Pilový pás ECOFLEX M42 27 x 0,9 (příloha 3) STROJE PRO SOUSTRUŽENÍ Stroj: Nástroj: Stroj: Nástroj: SN 500 SA Vnější dokončovací nůž PDJNR 2020 K 15 (příloha 5) s VBD DNMG E-M (příloha 5) Vrták středící 60, tvar A, Φ2, ČSN (příloha 4) MASTURN 550 CNC Vnější hrubovací nože PCLNR/L 2525 M 12 (příloha 6) s VBD CNMG E-M (příloha 6) Vnější dokončovací nože PDJNR/L 2525 M 15 (příloha 5) s VBD DNMG E-M (příloha 5) Vnější upichovací nůž GFKR 2020 K 02 (příloha 7) s VBD LCMF F1 (příloha 7)
24 FSI VUT BAKALÁŘSKÁ PRÁCE List 23 STROJE PRO FRÉZOVÁNÍ Stroj: MCV 754 QUICK Nástroj: Válcová hrubovací fréza krátká 06E3S50-16A06 SUMA (příloha 9) Válcová dokončovací fréza toroidní krátká 05E4S50-15A05-03 SUMA (příloha 10) STROJE PRO BROUŠENÍ Stroj: BUA 25 B Profi Nástroj: Brousící kotouč T1 100 x 10 x 20 99BA 101 L 9 V 40 (příloha 11) HŘÍDEL č. 2 Pro výrobu součástky byly zvoleny tyto stroje a nástroje: STROJE PRO SOUSTUŽENÍ Stroj: Nástroj: SP 180 SMC + Podavač tyčí Vnější hrubovací nůž PCLNL 2525 M 12 (příloha 6) s VBD CNMG E-M (příloha 6) Vnější dokončovací nůž PDJNL 2020 K 15 (příloha 5) s VBD DNMG E-M (příloha 5) Vnější upichovací nůž GFKL 2020 K 02 (příloha 7) s VBD LCMF F1 (příloha 7) Vnější závitový nůž SEL 2020 K 16 (příloha 8) s VBD TN 16ER150M (příloha 8) STROJE PRO VRTÁNÍ Stroj: B-1850FP/400 Nástroj: Vrták 303DS-8,0-29-A08 (příloha 12) MĚŘICÍ TECHNIKA Srážeč hran 301CS-10,0-150-P90A10 (příloha 13) Tato technika bude použita pro kontrolu rozměrů, povrchů a závitů u obou součástí: posuvné měřítko (příloha 14), třmenový mikrometr (příloha 15), přístroj pro měření jakosti povrchu (příloha 16) a závitový kalibr (příloha 17).
25 FSI VUT BAKALÁŘSKÁ PRÁCE List 24 3 TECHNOLOGICKÝ POSTUP Technologický postup je přesný sled operací potřebných pro výrobu dané součásti na předem daných strojích, pomocí předdefinovaných nástrojů a kontrolních měřidel. 3.1 Výrobní postup Postup, tab a 3.02, obsahuje základní informace o jednotlivých operacích. Následně by měly být vypracovány výrobní návodky pro stanovení strojních časů. Tab Postup výroby Hřídele č. 1 Pracovní postup - rámcový Součást: Hřídel č. 1 Číslo výkresu: Příloha č. 1 Materiál: Číslo operace 00/12 01/12 02/12 03/12 04/12 Polotovar: Φ ČSN EN Pracoviště, typ stoje Pásová pila AGR 220 Plus OTK Hrotový soustruh SN 500 SA OTK CNC hrotový soustruh MASTURN 550 CNC Hmotnost: Hrubá 4,532 kg; čistá 2,090 kg Popis práce Řezat tyč 6000 na délku 243±0,5. Kontrolovat rozměr 243±0,5 Četnost 1%. Upnout polotovar do sklíčidla, dorazit čelo. Zarovnat čelo na 241,5±0,5. Navrtat středící důlek ISO 6411 A2/5. Otočit součást, upnout do sklíčidla, dorazit na čelo. Zarovnat čelo na 240±0,5. Navrtat středící důlek ISO 6411 A2/5. Kontrolovat rozměr 240±0,5 Četnost 1%. Upnout polotovar mezi hroty. Hrubovat Φ55 na Φ51±0,3; Φ51±0,3 na Φ36±0,3 na délce 119,5±0,3; Φ36±0,3 na Φ29±0,2 na délce 58,9±0,3. Srazit hranu 1x45 ; dokončit Φ29±0,2 na Φ28s6 na délce 57±0,3 a Ra 1,6; rádius R2; srazit hranu 2x45. Dokončit Φ36±0,3 na Φ35h9 na délce 40±0,3; Φ36±0,3 na Φ35,4, na délce 18±0,2; Φ35,4, na délce 18±0,2 na Φ51±0,3. Soustružit zápich F2,5x0,3 na délce 120±0,3; drážku o šířce 2H13 a Φ33h12 na délce 103±0,3. Nástroje, pomůcky Pilový pás: ECOFLEX M42 Posuvné měřítko Dokončovací nůž: PDJNR 2020 K 15 Středící vrták: Φ2, ČSN Posuvné měřítko Hrubovací nože: PCLNR/L 2525 M 12 Dokončovací nože: PDJNR/L 2525 M 15 Upichovací nůž: GFKR 2020 K 02
26 FSI VUT BAKALÁŘSKÁ PRÁCE List 25 05/12 06/12 07/12 08/12 09/12 10/12 OTK CNC frézka MCV 754 QUICK OTK Pračka Hrotová bruska BUA 25B Profi OTK Hrubovat Φ51±0,3 na Φ45±0,3 na délce 110,8±0,3; Φ45±0,3 na Φ36±0,3 na délce 21,5±0,2. Srazit hranu 1x45 ; dokončit Φ36±0,3 na Φ35,4, na délce 22±0,2; Φ35,4, na délce 22±0,2 na Φ42±0,3. Srazit hranu 1x45 ; dokončit Φ45±0,3 na Φ44s6 na délce 87±0,3 a Ra 1,6; rádius R2; Φ48±0,3 na délce 112±0,3 na Φ50±0,3; Φ51±0,3 na Φ50±0,3. Soustružit drážku o šířce 2H13 a Φ33h12 na délce 3±0,1; zápich F2,5x0,3 na délce 22±0,2. Kontrolovat Φ28s6; Φ35h9; Φ33h12; 2H13; Φ35,2h11; Φ44s6; 22±0,2. Kontrolovat rozměr 120±0,3. Kontrolovat drsnost Ra 1,6 na Φ44s6 na délce 86±0,3 a Ra 1,6 na Φ28s6 na délce 58±0,3. Četnost 20%. Upnout do svěráku. Hrubovat držáku pro pero 6±0,1 na délce 42±0,1 a hloubce 23,9,. Dokončit drážku pro pero 8P9 na délce 44,. ; Kontrolovat rozměry 23,9, 8P9; 44,. Četnost 20%. Odmastit. Upnout mezi hroty. Brousit Φ35k6 v délce 15±0,2 na Ra 0,8 a Φ35k6 v délce 19±0,2 na Ra 0,8. Kontrolovat drsnost Ra 0,8 válcových ploch Φ35k6 v délce 15±0,2. Četnost 20%. Kontrolovat Φ35k6. Četnost 50%. Posuvné měřítko Třmenový mikrometr Drsnoměr Surftest SJ-400 Hrubovací fréza: 06E3S50-16A06 SUMA Dokončovací fréza: 05E4S50-15A05-03 SUMA Posuvné měřítko Třmenový mikrometr Brousící kotouč: T1 100 x 10 x 20 99BA 101 L 9 V 40 Drsnoměr Surftest SJ-400 Třmenový mikrometr Pračka 11/12 Odmastit Expedice Balit. 12/ Uložit do palet. Datum: Vyhodnotil: Marcel Jarkovský Schválil:
27 FSI VUT BAKALÁŘSKÁ PRÁCE List 26 Tab Postup výroby Hřídele č. 2 Pracovní postup - rámcový Součást: Hřídel č. 2 Číslo výkresu: Příloha č. 2 Materiál: Polotovar: Φ36-73 ČSN EN Hmotnost: Hrubá 0,575 kg; čistá 0,222 kg Číslo operace Pracoviště, typ stoje Popis práce Nástroje, pomůcky 00/06 Podavač tyčí Posunout tyč o délku 72±0,3 Upnout polotovar. Hrubovat Φ36 na Φ33±0,3 na délce 72±0,3; Φ33±0,3 na Φ27±0,2 na délce 49,5±0,3; Φ27±0,2 na Φ19±0,2 na délce 34,5±0,3; Φ19±0,2 na Φ13±0,2 Hrubovací nůž: na délce 19,5±0,2. PCLNL 2525 M 12 Srazit hranu pro závit M12. 01/06 Dokončit Φ13±0,2 na Φ12±0,2 Dokončovací nůž: na délce 20±0,2; Φ12±0,2 na CNC soustruh PDJNL 2020 K 15 Φ16±0,2; srazit hranu 1x45 ; SP 180 SMC Φ19±0,2 na Φ18d9 na délce Závitový nůž: 35H11 a Ra 1,6; Φ18d9 na SEL 2020 K 16 Φ24±0,2; srazit hranu 1x45 ; Φ27±0,2 na Φ26d9 na délce Upichovací nůž: 50H11; Φ33±0,3 na Φ32±0,3 na GFKL 2020 K 02 délce 71±0,3. Upíchnout drážku závitu. Soustružit závit M12x1,5-6g na délce 18±0,2. Upíchnout součást na délku 70±0,3 se sražením hrany 1x45 02/06 OTK Kontrolovat závit M12x1,5-6g; Φ18d9; Φ26d9. Kontrolovat rozměry 20±0,2; 35H11; 50H11; 70±0,3. Kontrolovat drsnost Ra 1,6 na Φ18d9. Četnost 20% Závitový kalibr M12-1,5-6g; M12-1,5-6g Posuvné měřítko Třmenové mikrometry ; /06 Strojní vrtačka B-1850FP/ Součástku vložit do přípravku. Vrtat díru Φ8±0,2 skrz celou válcovou plochu. Srazit hranu díry 1x45. Drsnoměr Surftest SJ-400 Vrták: 303DS-8,0-29-A08 Srážeč hran: 301CS-10, P90A10 Vrtací přípravek
28 FSI VUT BAKALÁŘSKÁ PRÁCE List 27 04/06 OTK Kontrolovat Φ8±0,2 na vzdálenosti 10H9. Četnost 10% Posuvné měřítko Pračka 05/06 Odmastit Expedice Balit. 06/ Uložit do palet Datum: Vyhodnotil: Marcel Jarkovský Schválil: 3.2 Výrobní návodky Pomocí výrobních návodek se stanoví čas, který je potřebný pro výrobu součástí v jednotlivých operacích. Pro výpočty byly použity tyto rovnice: t = n=.. [min-1 ] (3.01) t = [min] (3.02). [min] (při v c = konstanta) (3.03) t = [min] (3.04) Výrobní návodka Hřídele č. 1 pro operaci 02/12 se zabývá zarovnáním obou čel a navrtáním středících důlků. Návodka s časy je umístěna v příloze 18. Výrobní návodka Hřídele č. 1 pro operaci 04/12 1/2 se zabývá dokončovacím soustružením poloviny součásti. Návodka s časy je umístěna v příloze 19. Výrobní návodka Hřídele č. 1 pro operaci 04/12 2/2 se zabývá dokončovacím soustružením druhé poloviny součásti. Návodka s časy je umístněna v příloze 20. Výrobní návodka Hřídele č. 1 pro operaci 06/12 se zabývá frézováním drážky pro pero. Návodka s časy je umístěna v příloze 21. Výrobní návodka Hřídele č. 1 pro operaci 09/12 se zabývá broušením dvou válcových ploch pro valivá ložiska. Návodka s časy je umístěna v příloze 22. Výrobní návodka Hřídele č. 2 pro operaci 01/06 se zabývá dokončovacím soustružením celé součásti. Návodka s časy je umístěna v příloze 23. Výrobní návodka Hřídele č. 2 pro operaci 03/06 se zabývá vrtáním průchozí díry a sražením hrany otvoru. Návodka s časy je umístěna v příloze 24.
29 FSI VUT BAKALÁŘSKÁ PRÁCE List 28 4 TECHNICKO-EKONOMICKÉ ZHODNOCENÍ V technicko-ekonomickém zhodnocení bude vypočítán počet strojů, dělníků a VBD potřených pro výrobu obou součástí. Strojní časy viz Příloha 18 až Stroje V této části bude vypočítáno množství a využití strojů potřebných k výrobě součástí. Tento počet by neměl převýšit kapacitu stojů ve vlastnictví firmy.. P = [-] 16 (4.01)... P th teoretický počet strojů pro danou operaci [-] tk čas potřebný pro provedení dané operace na daném stroji [min] E s roční fond strojního pracoviště [h] S s směnnost strojního pracoviště [-] k pns koeficient překračování strojních norem [-] η=.100 [%] 16 (4.02) η využití stroje pro danou operaci [%] P sk reálný počet strojů pro danou operaci [-] P =P. P [kw] 16 (4.03) P c celkový výkon strojů [kw] P st výkon daného stroje [kw] E s = 1794 h S s = 1 k pns = 1,2 N 1 = 2000 ks N 2 = 5000 ks Hřídel č operace P =.... = η =.100=,,,....,.100=0,5 % =0,005 => P sk2 = 1
30 FSI VUT BAKALÁŘSKÁ PRÁCE List operace P =.... = η =.100=, 6. operace P =.... = η =.100=, 9. operace P =.... = η =.100=,,,,,..100=3,4 %...,,,....,.100=0,4 %,,....,.100=1,2 % =0,004 => P sk6 = 1 =0,012 => P sk9 = 1 =0,034 => P sk4 = 1 Celkový výkon využitých stojů bez brusky, pro kterou nebyl zjištěn výkon: P =P. P +P. P +P. P =1.8, , =40,64 kw Hřídel č operace P =.... = η =.100=, 3. operace P =.... = η =.100=,,,....,.100=4,2 %,,....,.100=0,6 % =0,042 => P sk1 = 1 =0,006 => P sk3 = 1 Celkový výkon využitých stojů: P =P. P +P. P =1.16,8+1.2,8=19,6 kw Počet strojů potřebných pro jednotlivé operace nevyšel vyšší než počet strojů, které firma vlastní. Z hlediska počtu strojů může být výroba uskutečněna.
31 FSI VUT BAKALÁŘSKÁ PRÁCE List Dělníci Výpočet množství dělníků, kteří jsou pro zajištění výroby potřební.. D = [-] 16 (4.04).. D VST teoretický počet dělníků pro danou operaci [-] D =D. [-] 16 (4.05) D evst evidenční počet dělníků pro danou operaci [-] E d efektivní časový fond dělníka [h] E d = 1744 h Hřídel č operace D =.,,. = =0,005 => 1...., D =D. =1. =1,029 => 2 4. operace D =.,,,,. = =0,034 => 1...., D =D. =1. =1,029 => 2 6. operace D =.,,. = =0,004 => 1...., D =D. =1. =1,029 => 2 9. operace D =.,,. = =0,012 => 1...., D =D. =1. =1,029 => 2 Hřídel č operace D =.,,. = =0,042 => 1...., D =D. =1. =1,029 => 2
32 FSI VUT BAKALÁŘSKÁ PRÁCE List operace D =.,,. = =0,006 => 1...., D =D. =1. =1,029 => 2 V tab je uveden celkový počet potřebných dělníku pro výrobu obou součástí. Tab Dělníci Součást Dělníci Evidenční dělníci Hřídel č Hřídel č VBD Tato část je zaměřena na výpočet množství VBD potřebných pro zajištění výroby. Tyto počty budou uvedeny v tab P =.. P VBD počet VBD pro výrobu série [ks] t čas nástroje v záběru [min] x počet použitelných ostří VBD [-] T trvanlivost VBD [min] T = 20 min x 1 = 2 x 2 = 3 Hřídel č. 1 Hrubovací úseky pomocí VBD CNMG E-M: P =.. [ks] (4.06) =,,,,,,,,.. Dokončovací úseky pomocí VBD DNMG E-M: P =.. =,,,,.. 35 ks Upichovací úseky pomocí VBD LCMF F1: P =.. Hřídel č. 2 =,,,,.. 3 ks Hrubovací úseky pomocí VBD CNMG E-M: P =.. =,,,,,.. 30 ks 73 ks
33 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 Dokončovací úseky pomocí VBD DNMG E-M: P =.. =,.. 20 ks Upichovací úseky pomocí VBD LCMF F1: P =.. =,,.. 10 ks Závitovací úseky pomocí VBD TN 16ER150M: P =.. =,.. 47 ks Tab Spotřeba VBD Úsek Vypočítaný počet VBD Objednaný počet VBD Hrubování Dokončování Upichování Závitování Jelikož se VBD dodávají pouze v krabičkách po 10 ks, je nutno potřebný počet VBD zakoupit v násobcích deseti. K těmto hodnotám se dále připočítá jedna až dvě krabičky jako rezerva.
34 FSI VUT BAKALÁŘSKÁ PRÁCE List 33 ZÁVĚR Zpracovávané téma se zabývá přípravou výroby součástí hřídelového typu pro třískové obrábění. První část se věnuje součástem. Volba materiálu a polotovaru je důležitá stejně jako kontrola funkčních ploch, při které se zjistí zjednodušení výroby nebo nevyrobitelné části. Další část patří normě spotřeba materiálu, kterou potvrdí nebo vyvrátí vhodnost polotovaru. V této práci u jedné součásti vyšla norma nižší než je stanovená hranice, proto by bylo vhodné zvolit jiný polotovar než kruhovou tyč, jako např. výkovek. Zde se však zůstává u původního návrhu. Pro výrobu je nejdůležitější vybavenost strojírenského podniku. Kupováním nových strojů a nástrojů se prodražuje výroba. Další důležitou věcí je mít co nejméně dodavatelů, což může ušetřit finance. Zvolené stroje a nástroje patří do průměrné vybavenosti. Stanovení sledů operací pro výrobu součástí je důležité. Příliš mnoho operací prodlužuje výrobu, skladování a manipulací se součástmi, což zvyšuje náklady. Časy ve výrobních návodkách vyšli dobře. Tyto časy jsou dále použity v technickoekonomickém zhodnocení, ze kterého vyšel potřebný počet strojů. Toto množství strojů nepřevýšilo hodnotu, které firma vlastní. Dále jsou spočítáni potřební dělníci pro zajištění výroby. Byl vypočítán počet VBD pro zadanou výrobu. Toto množství bylo zaokrouhleno na desítky, jelikož se VBD prodává pouze v krabičkách po deseti kusech. K tomuto zaokrouhlení byly ještě připočítány jedna až dvě krabičky VBD jako rezervy.
35 FSI VUT BAKALÁŘSKÁ PRÁCE List 34 SEZNAM POUŽITÝCH ZDROJŮ 1. KOCMAN, Karel, PERNIKÁŘ, Jiří. Ročníkový projekt II - obrábění [online]. Studijní opory pro kombinovanou formu bakalářského studia v oboru Strojírenská technologie. ÚST, FSI-VUT v Brně s. [cit. 5. února 2011]. Dostupné na World Wide Web: < 2. ŘAŠA, Jaroslav, ŠVERCL, Josef. STROJNICKÉ TABULKY 2 pro školu a praxi, NAKLADATELSTVÍ SCIENTIA, spol. s r.o., Praha stran. ISBN KOVOSVIT MAS, a. s. Sezimovo Ústí, Česká republika. Obráběcí stoje [online]. [cit. 10. dubna 2011]. Dostupné na World Wide Web: < 4. TAJMAC-ZPS, a. s. Zlín, Česká republika. Obráběcí stoje [online]. 4 s. [cit. 10. dubna 2011]. Dostupné na World Wide Web: < 5. TRENS, a. s. Trenčín, Slovenská republika. Obráběcí stoje [online]. 2 s. [cit. 11. dubna 2011]. Dostupné na World Wide Web: < 6. PROMA CZ, s. r. o. Dobruška, Česká republika. Obráběcí stoje [online]. [cit. 11. dubna 2011]. Dostupné na World Wide Web: < 7. TOS, a. s. Čelákovice, Česká republika. Brousící stoje [online]. [cit. 12. dubna 2011]. Dostupné na World Wide Web: < 8. PILOUS-TMJ. Brno, Česká republika. Pásové pily [online]. [cit. 12. dubna 2011]. Dostupné na World Wide Web: < 9. Pramet Tools, s. r. o. Šumperk, Česká republika. Soustružení 2010 [online]. 329 s. [cit. 14. dubna 2011]. Dostupné na World Wide Web: < pdf>. 10. Pramet Tools, s. r. o. Šumperk, Česká republika. Monolitní frézy 2009 [online]. 66 s. [cit. 14. dubna 2011]. Dostupné na World Wide Web: < %20screen.pdf>. 11. Pramet Tools, s. r. o. Šumperk, Česká republika. Vrtáky 2011 [online]. 85 s. [cit. 14. dubna 2011]. Dostupné na World Wide Web: < EN%20screen.pdf>. 12. M&V, spol. s r. o. Vsetín, Česká republika. Nástroje [online]. [cit. 16. dubna 2011]. Dostupné na World Wide Web: < 13. WIKUZ CZ, s. r. o. Sázava, Česká republika. Pilové pásy [online]. [cit. 16. dubna 2011]. Dostupné na World Wide Web: <
36 FSI VUT BAKALÁŘSKÁ PRÁCE List MITUTOYO Česko, s. r. o. Teplice, Česká republika. Měřící technika [online]. 474 s. [cit. 16. dubna 2011]. Dostupné na World Wide Web: < 15. Michovský - TOOLS Česko, s. r. o. Brandýsek, Česká republika. Měřidla [online]. [cit. 16. dubna 2011]. Dostupné na World Wide Web: < 16. Technologický projekt dílny [online]. ÚST, FSI-VUT v Brně. 19 s. [cit. 28. dubna 2011]. Dostupné na World Wide Web: < ni_navody.pdf>.
37 FSI VUT BAKALÁŘSKÁ PRÁCE List 36 SEZNAM POUŽITÝCH ZKRATEK A SYMBOLŮ CNC [-] Computer Numeric Control D [mm] průměr válcové plochy D evst [-] evidenční počet dělníků pro danou operaci D VST [-] teoretický počet dělníků pro danou operaci E d [h] efektivní časový fond dělníka E s [h] roční fond strojního pracoviště G 1 [kg] hmotnost výrobku G 2 [kg] hmotnost polotovaru H i [µm] jakost povrchu L [mm] délka překonaná rychloposuvem L [mm] délka tyče N 1 [ks] počet vyráběných kusů Hřídele č. 1 za rok N 2 [ks] počet vyráběných kusů Hřídele č. 2 za rok N m [kg] norma spotřeby materiálu P i [-] IT číslo dané operace P c [kw] celkový výkon strojů P sk [-] reálný počet strojů pro danou operaci P st [kw] výkon daného stroje P th [-] teoretický počet strojů pro danou operaci P VBD [ks] počet VBD pro výrobu série Q k [kg] ztráta materiálu z nevyužitého konce tyče Q p [kg] hmotnost polotovaru Q s [kg] hmotnost hotové součásti Ra [µm] průměrná aritmetická úchylka profilu S s [-] směnnost strojního pracoviště T [ks] počet tyčí na sérii T [min] trvanlivost VBD U h [-] ukazatel jakosti povrchu obráběné plochy U m [-] ukazatel využití materiálu U p [-] ukazatel průměrné přesnosti VBD [-] vyměnitelná břitová destička Z m [kg] celkové ztráty materiálu připadající na jednici a p [mm] úběr materiálu d [mm] největší průměr součásti d p [mm] uvažovaný průměr polotovaru d x [mm] konečný průměr polotovaru f [mm] posuv na otáčku i [-] číslo úseku k m [-] stupeň využití materiálu k pns [-] koeficient překračování strojních norem l [mm] délka součásti l [mm] obráběná délka l n [mm] délka přejezdu nástroje l p [mm] délka polotovaru l p [mm] délka nájezdu nástroje l z [m] délka nevyužitého konce tyče n [-] četnost výsku všech uvažovaných hodnot
38 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 n [-] počet přířezů z tyče n [min -1 ] otáčky n i [-] četnost výskytu dané hodnoty p [mm] přídavek na průměr p p [mm] přídavek na délku q k [kg] ztráta materiálu z nevyužitého konce tyče připadající na jednici q o [kg] ztráta materiálu vzniklá obráběním přídavku q u [kg] ztráta materiálu vzniklá dělením připadající na jednici t [min] čas nástroje v záběru t AS [min] strojní čas t AV [min] vedlejší čas tk [min] čas potřebný pro provedení dané operace na daném stroji u [mm] prořez pilového listu v c [m.min -1 ] řezná rychlost v fr [mm.min -1 ] rychlost rychloposuvu x [-] počet použitelných ostří VBD η [%] využití stroje pro danou operaci ρ [kg.m -3 ] hustota materiálu
39 FSI VUT BAKALÁŘSKÁ PRÁCE List 38 SEZNAM PŘÍLOH Příloha 1 Výkres Hřídele č. 1 Příloha 2 Výkres Hřídele č. 2 Příloha 3 Pilový pás Příloha 4 Středící vrták Příloha 5 Dokončovací nůž s VBD Příloha 6 Hrubovací nůž s VBD Příloha 7 Upichovací nůž s VBD Příloha 8 Závitový nůž s VBD Příloha 9 Hrubovací fréza Příloha 10 Dokončovací fréza Příloha 11 Brousící kotouč Příloha 12 Vrták Příloha 13 Srážeč hran Příloha 14 Posuvné měřítko Příloha 15 Třmenový mikrometr Příloha 16 Přístroj pro měření jakosti povrchu Příloha 17 Závitový kalibr Příloha 18 Výrobní návodka č. 1 Příloha 19 Výrobní návodka č. 2 Příloha 20 Výrobní návodka č. 3 Příloha 21 Výrobní návodka č. 4 Příloha 22 Výrobní návodka č. 5 Příloha 23 Výrobní návodka č. 6 Příloha 24 Výrobní návodka č. 7



40 Příloha 1 Výkres Hřídele č. 1
41 Příloha 2 Výkres Hřídele č. 2


42 Příloha 3 Pilový pás 13 Příloha 4 Středící vrták 12


43 Příloha 5 Dokončovací nůž s VBD 9


44 Příloha 6 Hrubovací nůž s VBD 9

45 Příloha 7 Upichovací nůž s VBD 9


46 Příloha 8 Závitový nůž s VBD 9


47 Příloha 9 Hrubovací fréza 10 Příloha 10 Dokončovací fréza 10


48 Příloha 11 Brousící kotouč 12 Příloha 12 Vrták 11

49 Příloha 13 Srážeč hran 11

50 Příloha 14 Posuvné měřítko 14

51 Příloha 15 Třmenový mikrometr 14

52 Příloha 16 Přístroj pro měření jakosti povrchu 14


53 Příloha 17 Závitový kalibr 15
54 Příloha 18 Výrobní návodka č. 1 Stroj: SN 500 SA Hřídel č. 1 Čísloo pracoviště: Číslo operace: 02/12 Úsek i v c n f a p l t AS t AV [m.min ] [min ] [mm] [mm] [mm] [min] [min] Nástroj Dokončování Vrtání Dokončování Vrtání Σ , , ,2 0,07 0,2 0,07 1,5 1, ,054 0,069 0,054 0,069 0,246 0,017 0,011 0,017 0,011 0, Datum: Navrhl: Jarkovský Marcel Schválil: 1 Dokončovací nůž PDJNR 2020 K 15 s VBD DNMG E-M 2 Středící vrták Φ2 ČSN
55 Příloha 19 Výrobní návodka č. 2 Stroj: MASTURN 550 CNC Hřídel č. 1 Číslo pracoviště: Číslo operace: 04/12 1/2 Úsek i v c n f a p l t AS tav [m.min ] [min ] [mm] [mm] [mm] [min] [min] Nástroj Hrubování Hrubování Hrubování Hrubování Hrubování Dokončování Upichování Upichování Σ ,5 0,5 0,5 0,5 0,4 0,2 0,1 0,1 2 2,5 2,5 2,5 3,5 0, ,1 0,470 0,216 0,192 0,169 0,089 0,267 0,013 0,012 1,428 0,016 0,008 0,008 0,008 0,007 0,010 0,007 0,009 0, Datum: Navrhl: Jarkovský Marcel Schválil: 1 Hrubovací nůž PCLNR 2525 M 12 s VBD CNMG E-M 2 Dokončovací nůž PDJNR 2020 K 15 s VBD DNMG E-M 3 Upichovací nůž GFKR 2020 K 02 s VBD LCMF F1
56 Příloha 20 Výrobní návodka č. 3 Stroj: MASTURN 550 CNC Hřídel č. 1 Čísloo pracoviště: Číslo operace: 04/12 2/2 Úsek i v c n f a p l t AS tav [m.min ] [min ] [mm] [mm] [mm] [min] [min] Nástroj Hrubování Hrubování Hrubování Dokončování Upichování Upichování Σ ,4 0,5 0,5 0,2 0,1 0,1 3 2,25 2,25 0, ,1 0,246 0,039 0,034 0,320 0,013 0,012 0,664 0,009 0,002 0,003 0,011 0,003 0,003 0, Datum: Navrhl: Jarkovský Marcel Schválil: 1 Hrubovací nůž PCLNL 2525 M 12 s VBD CNMG E-M 2 Dokončovací nůž PDJNL 2020 K 15 s VBD DNMG E-M 3 Upichovací nůž GFKR 2020 K 02 s VBD LCMF F1
57 Příloha 21 Výrobní návodka č. 4 Stroj: MCV 754 QUICK Hřídel č. 1 Čísloo pracoviště: Číslo operace: 06/12 Úsek i v c n f a p [m.min ] [min ] [mm] [mm] Hrubování Dokončování Σ ,105 0, Datum: Navrhl: Jarkovský Marcel 1 Hrubovací fréza 06E3S50-16A06 SUMA 2 Dokončovací fréza 05E4S50-15A05-03 SUMA l t AS t AV [mm] [min] [min] Nástroj 43 0,097 0, ,153 0,250 0,006 0,011 2 Schválil:
58 Příloha 22 Výrobní návodka č. 5 Stroj: BUA 25 C Profi Hřídel č. 1 Čísloo pracoviště: Číslo operace: 09/12 Σ Úsek i v c n f a p l t AS t AV [m.min ] [min ] [mm] [mm] [mm] [min] [min] Nástroj Broušení Broušení ,2 0,2 12x 23 12x 23 0,354 0,354 0,016 0, ,708 0,031 Datum: Navrhl: Jarkovský Marcel Schválil: 1 - Brousící kotouč T1 100 x 10 x 20 99BA 101 L 9 V 40
59 Příloha 23 Výrobní návodka č. 6 Stroj: SP 180 SMC Hřídel č. 2 Čísloo pracoviště: Číslo operace: 01/06 Úsek i v c n f a p l t AS tav [m.min ] [min ] [mm] [mm] [mm] [min] [min] Nástroj Hrubování Hrubování Hrubování Hrubování Hrubování Dokončování Upichování Závitování Upichování Σ ,5 0,4 0,5 0,5 0,4 0,2 0,1 0,1 1, ,5 2 0, x ,094 0,069 0,033 0,028 0,015 0,157 0,011 0,557 0,064 1,028 0,006 0,003 0,003 0,003 0,004 0,008 0,005 0,011 0,009 0, Datum: Navrhl: Jarkovský Marcel Schválil: 1 - Hrubovací nůž PCLNL 2525 M 12 s VBD CNMG E-M 2 Dokončovací nůž PDJNL 2020 K 15 s VBD DNMG E-M 3 Upichovací nůž GFKR 2020 K 02 s VBD LCMF F1 4 Závitový nůž SEL K 16 s VBD TN 16ER150M
60 Příloha 24 Výrobní návodka č. 7 Stroj: B-1850FP/400 Hřídel č. 2 Čísloo pracoviště: Číslo operace: 03/06 Úsek i v c n f a p [m.min ] [min ] [mm] [mm] Vrtání Srážení hran Σ ,18 0,22 8 0,8 Datum: Navrhl: Jarkovský Marcel 1 Vrták 303DS-8,0-29-A08 2 Srážeč hran 301CS-10,0-150-P90A10 l t AS tav [mm] [min] [min] Nástroj 40 0,062 0, ,010 0,072 0,044 0,077 2 Schválil:
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
OBRÁBĚNÍ ROTAČNÍHO DÍLU NA CNC STROJI
 OBRÁBĚNÍ ROTAČNÍHO DÍLU NA CNC STROJI MACHINING A ROTATING PART OF THE CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR MICHAL BODA VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2014
OBRÁBĚNÍ ROTAČNÍHO DÍLU NA CNC STROJI MACHINING A ROTATING PART OF THE CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR MICHAL BODA VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2014
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
 Příloha č.9: Kalkulace kooperace PŘÍLOHA č.9 9-1 Předběžná kalkulace termického odjehlení v kooperaci Kooperace - termické odjehlení Cena za odjehlení 1ks 10 Kč Doprava: Náklady na 1 km 15 Kč Vzdálenost
Příloha č.9: Kalkulace kooperace PŘÍLOHA č.9 9-1 Předběžná kalkulace termického odjehlení v kooperaci Kooperace - termické odjehlení Cena za odjehlení 1ks 10 Kč Doprava: Náklady na 1 km 15 Kč Vzdálenost
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGICKÁ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGICKÁ
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
NÁVRH TECHNOLOGIE PRO UNIVERZÁLNÍ A CNC STROJ
 NÁVRH TECHNOLOGIE PRO UNIVERZÁLNÍ A CNC STROJ TECHNOLOGICAL DESIGN USING UNIVERSAL MACHINE AND CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam JURČA VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan
NÁVRH TECHNOLOGIE PRO UNIVERZÁLNÍ A CNC STROJ TECHNOLOGICAL DESIGN USING UNIVERSAL MACHINE AND CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam JURČA VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
TECHNOLOGIE VÝROBY SOUČÁSTEK SOLÁRNÍCH PANELŮ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA"
 TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA" TECHNOLOGICAL PROCESS FOR PART FLANGE BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR ZDENĚK KRÁL VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2015
TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA" TECHNOLOGICAL PROCESS FOR PART FLANGE BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR ZDENĚK KRÁL VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2015
Výpočet strojního času soustružení
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK
 CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK") 1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Zadání soutěžního úkolu:
 Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 2 LOŽISKA
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 2 LOŽISKA
TECHNICKÁ SPECIFIKACE KONVENČNÍ STROJE
 NÁSTROJAŘSKÁ FRÉZKA 2500 W 400 V Max.doporučený Ø vrtání 45 mm Max.doporučený Ø frézy 60 mm Max.doporučený Ø fréz.hlavy 100 mm Kužel vřetene ISO40 Otáčky vřetene 65-4500 min. plynulé Počet převodových
NÁSTROJAŘSKÁ FRÉZKA 2500 W 400 V Max.doporučený Ø vrtání 45 mm Max.doporučený Ø frézy 60 mm Max.doporučený Ø fréz.hlavy 100 mm Kužel vřetene ISO40 Otáčky vřetene 65-4500 min. plynulé Počet převodových
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
SESTAVENÍ TECHNOLOGICKÉHO PROCESU OBSAHUJÍCÍHO CNC STROJ
 SESTAVENÍ TECHNOLOGICKÉHO PROCESU OBSAHUJÍCÍHO CNC STROJ TECHNOLOGY SOLUTIONS WITH A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Lukáš Baklík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda
SESTAVENÍ TECHNOLOGICKÉHO PROCESU OBSAHUJÍCÍHO CNC STROJ TECHNOLOGY SOLUTIONS WITH A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Lukáš Baklík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda
SPŠS Praha 10 Na Třebešíně *** STT *** Návrh soustružnického nástroje dle ISO-kódu
 Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Výrobní a technologické možnosti SBU ZZ BU ZZ. BRANO a.s.
 Výrobní a technologické možnosti SBU ZZ BU ZZ BRANO a.s. Layout provozu CNC soustruh SP 280 SMC CNC soustruh SP 280 SY 2 stroje 1 stroje Max. Ø soutružení: 280 mm Max. délka soustružení: 450 mm Max. hmotnost
Výrobní a technologické možnosti SBU ZZ BU ZZ BRANO a.s. Layout provozu CNC soustruh SP 280 SMC CNC soustruh SP 280 SY 2 stroje 1 stroje Max. Ø soutružení: 280 mm Max. délka soustružení: 450 mm Max. hmotnost
NÁVRH TECHNOLOGIE VÝROBY PRO SOUČÁST "KOTOUČ SPOJKY"
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH
 NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
POHYBOVÉ KLUZNÉ ŠROUBY trapézové, pilové, ACME
 POHYBOVÉ KLUZNÉ ŠROUBY trapézové, pilové, ACME KSK Precise Motion, a.s. Vždy máme řešení! Profily pohybových závitů Závit lichoběžníkový rovnoramenný TRAPÉZOVÝ (Tr) dle ČSN 01 4050, DIN 103 Standardně
POHYBOVÉ KLUZNÉ ŠROUBY trapézové, pilové, ACME KSK Precise Motion, a.s. Vždy máme řešení! Profily pohybových závitů Závit lichoběžníkový rovnoramenný TRAPÉZOVÝ (Tr) dle ČSN 01 4050, DIN 103 Standardně
Zvláštní příslušenství: příruba brusného kotouče (PBP-200A) obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.
 obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.") Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje
 CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
Hodnoticí standard. Soustružení kovových materiálů (kód: H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Nejdůležitější novinky
 CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Technologie III - OBRÁBĚNÍ
 1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073.
 Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
FMO-1 FMO-2 FMO-3 FMO-4 FMO-6 FMO-7 FMO-8
 Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Výrobní program. TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA.
 Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Obráběcí stroje. Nabízíme Vám tyto služby: Obráběcí stroje. Schönfeld Oto Sládkovičova 1266 Praha 4 142 00
 Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
TC 1500 CNC soustruh. Typ TC-1500 TC-1500M Max. oběžný průměr nad suportem
 TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
VÝROBA ROTAČNÍ SOUČÁSTI NA CNC STROJI
 VÝROBA ROTAČNÍ SOUČÁSTI NA CNC STROJI PRODUCTION OF ROTATIONAL PARTS ON A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR ZBYNĚK HORT VEDOUCÍ PRÁCE SUPERVISOR ING. MILAN KALIVODA BRNO 2013
VÝROBA ROTAČNÍ SOUČÁSTI NA CNC STROJI PRODUCTION OF ROTATIONAL PARTS ON A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR ZBYNĚK HORT VEDOUCÍ PRÁCE SUPERVISOR ING. MILAN KALIVODA BRNO 2013
OBRÁBĚNÍ SOUČÁSTI NA CNC SOUSTRUHU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OBRÁBĚNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY OBRÁBĚNÍ
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Hodnoticí standard. Soustružení kovových materiálů (kód: H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Soustružení kovových materiálů (kód: 23-022-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1
 VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1 K uložení 13 H8/f7 stanovte rovnocenná uložení. Známe úchylky pro f7 : es = -,43, ei = -,83. Naskicujte v měřítku 1:1 a vyznačte číselně. Na čepu hřídele čerpadla 45k6
VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1 K uložení 13 H8/f7 stanovte rovnocenná uložení. Známe úchylky pro f7 : es = -,43, ei = -,83. Naskicujte v měřítku 1:1 a vyznačte číselně. Na čepu hřídele čerpadla 45k6
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
Hodnoticí standard. Broušení kovových materiálů (kód: H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby při použití cyklu
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor