VYSOKÉ UČENÍ STUDIUM PODMÍNEK PRÁCE VEDOUCÍ INSTITUTE DESIGN STARVED UNDER LUBRICATION
|
|
|
- Sára Tesařová
- před 6 lety
- Počet zobrazení:
Transkript



1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTAA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE DESIGN OF MACHINE AND INDUSTRIAL STUDIUM UTVÁŘENÍ MAZACÍCH FILMŮ ZA PODMÍNEK NEDOSTATEČNÉHO ZÁSOBOVÁNÍ KONTAKTU MAZIVEM STUDY OF LUBRICATION FILMS FORMATION LUBRICATION CONDITIONS DIPLOMOVÁ PRÁCE MASTER S THESIS UNDER STARVED AUTOR PRÁCE AUTHOR Bc. DAVID KOŠŤÁL VEDOUCÍ PRÁCE SUPERVISORR prof. Ing. IVAN KŘUPKA, Ph.D. BRNO 2011
2
3 Vysoké učení technické v Brně, Fakulta strojního inženýrství Ústav konstruování Akademický rok: 2010/2011 ZADÁNÍ DIPLOMOVÉ PRÁCE student(ka): Bc. David Košťál který/která studuje v magisterském navazujícím studijním programu obor: Konstrukční inženýrství (2301T037) Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním a zkušebním řádem VUT v Brně určuje následující téma diplomové práce: Studium utváření mazacích filmů za podmínek nedostatečného zásobování kontaktu mazivem v anglickém jazyce: Study of lubrication films formation under starved lubrication conditions Stručná charakteristika problematiky úkolu: Cílem diplomové práce je studium utváření mazacích filmů za podmínek nedostatečného zásobování kontaktu mazivem. Cíle diplomové práce: Diplomová práce musí obsahovat: 1.Úvod 2.Přehled současného stavu poznání 3.Formulaci řešeného problému a jeho analýzu 4.Vymezení cílů práce 5.Návrh metodického přístupu k řešení 6.Analýzu a interpretaci získaných údajů 7.Závěr Forma diplomové práce: průvodní zpráva Typ práce: analytická Účel práce: pro V-V a tvůrčí činnost ÚK.
4 Seznam odborné literatury: Dumont, M., Lugt, P. M. and Tripp, J. H. Surface Feature Effects in Starved Circular EHL Contacts. ASME J. Tribol., 2002, 124, Hartl, M., Křupka, I., Poliščuk, R., Liška, M., Molimard, J., Vergne, P. and Querry, M. Thin Film Colorimetric Interferometry. Tribol. Trans., 2001, 44, Vedoucí diplomové práce: prof. Ing. Ivan Křupka, Ph.D. Termín odevzdání diplomové práce je stanoven časovým plánem akademického roku 2010/2011. V Brně, dne L.S. prof. Ing. Martin Hartl, Ph.D. Ředitel ústavu prof. RNDr. Miroslav Doupovec, CSc. Děkan fakulty
5 ABSTRAKT, KLÍČOVÁ SLOVA, BIBLIOGRAFICKÁ CITACE ABSTRAKT: Účelem této práce je objasnit mechanismus utváření mazacích filmů mezi nekonformními povrchy v situacích, kdy nelze režim mazání kontaktu označit jako plně zaplavený elastohydrodynamický. Za určitých podmínek množství maziva, valivých rychlostí, teploty, vlastností maziva či zatížení kontaktu může dojít ke snížení tloušťky mazacího filmu pod hodnoty určené podle vztahů pro plně zaplavený kontakt. Tento režim je označován jako hladovění a je při něm výrazně zvýšené riziko opotřebení povrchů, které již nemusejí být plně odděleny. V této práci je popsána metodika zkoumání těchto situací pomocí nově vyvinutého simulátoru hladovějícího kontaktu a jsou zde ověřeny některé numerické modely z jiných prací zabývajících se touto problematikou. KLÍČOVÁ SLOVA: EHL, EHD, hladovění, elastohydrodynamické mazání, hladovění, tloušťka mazacího filmu ABSTRACT: The purpose of this thesis is to reveal production mechanisms of lubrication films between non-conformal surfaces in situations, when is not possible to designate lubrication regime as fully flooded elastohydrodynamic contact. Under certain conditions of lubrication volume, rolling speeds, temperatures, lubrication properties or loads could lubrication film decrease under values determined by fully flooded formulas. This regime is designated as starvation at it includes risk of increased wear. In this thesis the methodology and the new simulator of starving contact are described. Obtained film thickness results are compared with existing numerical models. KEYWORDS: EHD, EHL, elastohydrodynamic lubrication, starvation, lubrication film thickness BIBLIOGRAFICKÁ CITACE: KOŠŤÁL, D. Studium utváření mazacích filmů za podmínek nedostatečného zásobování kontaktu mazivem. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí diplomové práce prof. Ing. Ivan Křupka, Ph.D. 5
6
7 ABSTRAKT, KLÍČOVÁ SLOVA, BIBLIOGRAFICKÁ CITACE ČESTNÉ PROHLÁŠENÍ: Prohlašuji, že jsem diplomovou práci Studium utváření mazacích filmů za podmínek nedostatečného zásobování kontaktu mazivem vypracoval samostatně pod vedením prof. Ing. Ivana Křupky, Ph.D. a uvedl v seznamu literatury všechny použité literární a odborné zdroje. V Brně dne vlastnoruční podpis autora 7
8
9 PODĚKOVÁNÍ PODĚKOVÁNÍ: Na tomto místě bych rád poděkoval prof. Ing. Ivanu Křupkovi, Ph.D. za cenné připomínky a rady, kterými přispěl k vypracování této diplomové práce. Dále děkuji svým rodičům za podporu ve studiu a přátelům, kteří mi dodávali energii při psaní této diplomové práce. 9
10
11 OBSAH OBSAH OBSAH ÚVOD PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Tloušťka mazacího filmu Vliv rychlosti Vliv viskozity Vliv zatížení Vliv množství maziva FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA VYMEZENÍ CÍLŮ PRÁCE NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Koncept ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Konstrukce simulátoru hladovějícího kontaktu Celkový pohled Popis jednotlivých uzlů zařízení Uchycení disku na hřídel Uchycení valivých elementů Vozíček pro kuličku Vozíček pro soudeček Mechanismus páky Odtížení kontaktu Nastavení a aretace radiálního posuvu Nastavení a aretace obloukového posuvu Rotace celého zařízení Krytování stroje Pevnostní výpočet Technická specifikace Náhradní převodovka Ceny komponent Montáž zařízení Vstupní měření Měření plně zaplaveného kontaktu Měření hladovění Hystereze hladovění Zmínky o stabilizaci kontaktu v článcích Tribotester se dvěma kontakty První použití nového zařízení překážky Mikropipeta Ověřovací měření Srovnávací měření Měření dvojice kontaktů Finální měření Sbíhavost dat Měření teploty Ověření numerických řešení ZÁVĚR
12 OBSAH 6.1 Vymezení trendů budoucího vývoje SEZNAM OBRÁZKŮ SEZNAM TABULEK SEZNAM POUŽITÝCH ZKRATEK A SYMBOLŮ Seznam použitých symbolů a veličin Seznam použitých zkratek SEZNAM POUŽITÝCH ZDROJŮ SEZNAM PŘÍLOH Výkresová dokumentace
13 ÚVOD ÚVOD Během posledního století došlo k výraznému pokroku v kvalitě součástí strojů. Běžný tlak, rychlost, přesnost a životnost vzrůstají, zatímco velikost, hmotnost a cena klesá. Toho bylo docíleno za pomoci zlepšování geometrie, způsobu výroby a pokroku v mazání. Další důvod je ovšem také snížení bezpečnostních mezí. Následkem toho je zvýšená potřeba umět přesně předvídat všechny provozní parametry, včetně mazání, aby se předešlo selhání komponent ještě během jejich plánované životnosti [1]. Mechanické komponenty jako například valivé elementy ložisek přenášejí vysoká zatížení, během čehož je po nich požadována minimální ztráta energie třením. Mezi kontaktními plochami (například mezi valivým elementem a ložiskovým kroužkem) je nezbytné mít mazací film, který odděluje povrchy. Ten sníží tření a opotřebení, vstřebá případné rozdíly mezi rychlostmi, zamezí zahřívání těles a navíc pomocí aditiv v mazivu dokáže zvýšit únavovou životnost [2]. Před třiceti lety byla vada materiálu hlavní důvod poruch ložisek [3,4]. Vměstky a vady obsažené v oceli zrychlily iniciaci trhlin a tvorbu úlomků. Dnešní výrobní postupy výrazně eliminovaly tvorbu těchto problémů a trhliny v materiálu již nejsou hlavním důvodem selhání dílu, čímž se zvýšila celková životnost. Zároveň se ovšem také zvýšily požadavky průmyslu na provozní podmínky, životnost a trvanlivost, přičemž viskozita maziv, hmotnost a cena konstrukcí se snížily. To vedlo ke snížení tloušťky filmu na hodnotu blížící se nerovnostem povrchu, což má za následek vytvoření nového způsobu porušení díky těmto mikro-vadám (stopy po obrábění, vrypy, drážky atd.) [2]. S těmito dnešními limity a přibližováním se k novým hranicím existuje i větší riziko porušení ideálních parametrů. V důsledku nadměrného zatížení čí vysoké rychlosti může dojít až k nedostatečnému zásobení kontaktu mazivem, kdy nemusí být kontaktní plochy plně odděleny a dochází k poškozování třecích povrchů [5]. ÚVOD 13









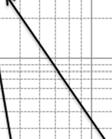
14 PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ 1 PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ Základy teorie elastohydrodynamického mazání (EHD) vytvořili ve svých pracích Dowson a Higginson v roce [8] a v roce 1976 Hamrock H a Dowson [6]. Ti poprvé detailně studovali mechanismus vytváření mazacího filmu mezi dvěma velmi zatíženými třecími tělesy. Hlavní charakteristikou EHD filmu f je jeho tloušťka, která hraje klíčovou roli při určování životnosti kontaktu [1,2]. Hamrock a Dowson studovali s tloušťku mazacího filmu jako funkci rychlosti, zatížení, geometrie, materiálu a vlastností maziva pro plně zaplavený kontakt. Pro ověření platnosti teorií byly výsledky mnohokrát ověřovány v praxi [1]. Chování mazacího filmu je alee za reálných podmínek výrazně odlišné a komplikovanější. Jelikož byla teorie EHD mazání hladkých povrchů dostatečně popsána [6,8], zaměřily se od té doby výzkumné týmy naa zjišťováníí mazání drsných nebo záměrně tvarově modifikovaných povrchů. Totoo je pochopitelné, jelikož výraznější nerovnosti mohou vést k úplnému selhání mazacího filmu, a tím i součásti. Pokud je ale z nějakého důvodu omezeno množství dostupného maziva přicházejícího do kontaktu, dochází k jeho hladovění, což je jednoznačně negativní jev [1,9]. Takovýmto důvodem může například být vysoká valivá rychlost třecích ploch, kdy mazivo nedokáže zásobovat kontakt rychlostí dostatečnou pro udržení podmínek EHD kontaktu. Na obr. 1 je na levé straně zobrazen EHD kontakt a naa pravé straně některé rané experimentální a teoretické studie zaměřené na EHD mazání. Na ose X v grafu je bezrozměrná hodnota určující způsob toku maziva kontaktem. Pro jednoduchou představu odpovídá rychlosti toku, nicméně do hodnoty jsou zahrnuty další parametry, jako například tlakověě viskozitní koeficient, viskozita či rozměry zkušebního ložiska. Na ose Y je poměr centrální tloušťky filmu k ekvivalentnímu poloměru ve směru valení. Z grafu je vidět i pokles tloušťky mazacího filmu při zvýšené rychlosti na rozdíl od modelu pro plně zaplavenýý kontakt uvedeného v práci dvojice Hamrock a Dowson [6], [20]. Obr. 1 Vlevo EHD kontakt, vpravo rané studie zaměřené na n EHD mazání [20] Teoretické modely zaměřené na tento problém vytvořili Chiu [15], Kingsbury [16], Guangteng [7] a později také Chevalier [9,17] a Damiens [1,14]. Chevalier použil rovnici, kterou publikoval Bayadaa [19]. Tento vztah popisuje p stupeň závažnosti hladovění využitím množství maziva na vstupu kontaktuu namísto polohy vstupního 14
15 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ menisku. V této práci byl představen parametr θ, který odpovídá poměru mezi H oil (součet tlouštěk mazacího filmu na dvou kontaktních površích) a H (mezera mezi těmito povrchy) ). Tento model byl poté rozšířen na eliptický kontaktkt Damiensem [1,14]. Studiem eliptického kontaktu se zabývaly vědeckéé týmy proto, že je také poměrně častý například v ložiskách, a navíc je k problému hladovění náchylnější [1]. Velice náchylné na hladovění je mazání pomocí plastických maziv, včetně například doživotních mazacích náplní ložisek [10,11]. V tomto případě je podstatné správně předpovědět zmenšení tloušťky mazacího filmu kvůli upravení životnosti ložiska, jeho provozních vlastností či nutnosti vylepšit výrobní postupp povrchovéé úpravy. Studie zaměřené na hladovění provedli Wedeven [12], Pemberton a Cameron [13], Kingsbury [14] a Chiu [15].[ Vizuálně měřilii tloušťku filmu použitím optické interferometrie a souběžně sledovali podmínky dodávání maziva do kontaktu. Jedno z pozorování bylo, že jak se hladovění zhoršuje, tak u vstupu do kontaktu vzniká meniskus skládající se ze směsi vzduchu a maziva, který se v dalším postupu přibližuje k oblasti Hertzova kontaktního kruhu a závažnost podmínek se zvyšuje. Koeficient redukce tloušťky mazacího filmu byl díky tomu odvozen na základě polohy vstupního menisku vůči oblasti Hertzova kruhu [9].[ Jako výsledek byly podmínky přísunu maziva do kontaktuu definovány raději pomocí této polohy, než za pomocí množství maziva ulpělého na površích. Naznačení polohy menisku je na obr. 2. Obr. 2 Poloha vstupního menisku v závislosti na stupni hladovění: 1 plně zaplavený, 2 klasicky hladovějící, 3 plně hladovějící. Kruh reprezentuje Hertzovu oblast. Překresleno z [26] Wolveridge [21] ve své analytické práci ustanovil vztah mezi redukcí tloušťky filmu a polohou menisku pro liniový kontakt. V numerickýchh pracích věnujících se problému bodového kontaktu zveřejněných dvojicí Hamrock a Dowson [22] byla také použita poloha vstupního menisku jako parametr popisující hladovění. Vstupní meniskus zde byl modelován jako přímá linie a byl ustanoven vztah mezi jeho polohou a koeficientem redukce tloušťky filmu. Tento přístup může být aplikován pouze na běžný režim hladovění, kde je vstupní meniskus velmi jednoduše pozorovatelný. Ve chvíli, kdy kontakt přechází do tzv. plného hladovění, tak t Hertzova oblast a meniskuss začne splývat a dojde k jeho rozpadu [2,9]. Kromě toho je dalším omezení takéé obtížná měřitelnost polohy menisku. Navíc předpoklad jeho tvaru jakožto j přímé linie byl vyvrácen pozorováním při 15
![PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ experimentech, které realizovali Åström [10], Cann [11], Dalmaz [23], Gadallah [24] a Wedeven [ 12].](/docs-images/94/118958443/images/16-4.jpg "V pozdějších pracích bylo uvedeno, že kontakt k může být ve stejném okamžiku jak téměř plně zaplavený, tak i extrémně hladovějící kvůli velkým rozdílům v lokálních množstvích maziva dodávaného do")
16 PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ experimentech, které realizovali Åström [10], Cann [11], Dalmaz [23], Gadallah [24] a Wedeven [ 12]. V pozdějších pracích bylo uvedeno, že kontakt k může být ve stejném okamžiku jak téměř plně zaplavený, tak i extrémně hladovějící kvůli velkým rozdílům v lokálních množstvích maziva dodávaného do kontaktu. Předchozí studie s jsou tedy nepřesné, jelikož nemohly počítat s přesnou geometrií vstupního menisku [9]. Následující studie, která bude popsána podrobněji [9], počítá s odlišným modelem, kde je hlídána vrstva maziva nanášená na kontaktní povrch. Zde e se studuje vliv konstantní tloušťky filmu v ose Y (podle obr. 3) a současně se představuje obecná rovnice dávající do souvislosti centrální tloušťku mazacího filmu hladovějícího kontaktu a mazací film, jenž je k dispozici. Efekt opakovaného nabírání maziva, které již v kontaktu bylo, způsobený rotací valivého elementu e (kuličky) i ztráta maziva, které je vytlačeno mimo valivou dráhu, jsou v modelu zohledněny jako funkce množství maziva, které je zpočátku k dispozici [9]. Obr. 3 Přerušované čáry značí metody znázornění tloušťky maziva při průchodu kontaktem (konstantní/variabilní). Překresleno z [9] 1..1 Tloušťka mazacího filmuu Na obr. 4 jsou na levé části vykresleny interferenční diagramy podle numerického modelu a řezz středem kontaktu napříč valivou dráhou pro různé hodnoty množství maziva dodávaného do vstupu. Hertzova oblast jee na obrázku vyznačena přerušovanouu čárou (Kružnice) a oblast EHD tlaku je vymezena v plnou čarou. Na obrázku je také vidět vstupní meniskus pohybující se k Hertzově oblasti se současným snižováním tloušťky filmu. Tento meniskus udržuje u stálee stejný kruhový tvar, který je soustředný s Hertzovou oblastí. Důsledky na výstupní části filmu nejsou změnou vstupních podmínekk prakticky vůbec ovlivněny [9]. 16


![kontakt [9] Na pravé straně obr.](/docs-images/94/118958443/images/17-3.jpg "4 jsou j vykresleny křivky, které odpovídají o řezu")






.")





17 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Obr. 4 Vlevo - numerické výsledky tloušťky kontaktu, vpravo řez kontaktem pro různé stupně hladovění, plnou čarouu je vykreslen výsledek pro plně zaplavený kontakt [9] Na pravé straně obr. 4 jsou j vykresleny křivky, které odpovídají o řezu středem kontaktu v průběžné rovině. Zde je znázorněno, jak rapidněě klesá centrální tloušťka mazacího filmu H c (pro Y= =0) v poměru vůči minimální tloušťce mazacího filmu H m a tloušťce filmu na vstupu kontaktuu H oil. Jakmile začnee být centrální tloušťka výrazně menší vůči porovnání s plně zaplaveným kontaktemm H cff, začnee se rozložení tloušťky v průběhu kontaktu srovnávat a stává se plochýmm jako tvar u Hertzova kontaktu. Poměr centrální a minimální tloušťky H c /H m se asymptoticky blíží k jedničce pro všechny provozní podmínky, pokud se současně stupeň hladovění zvyšuje (klesá H oil ). Pro plně zaplavený kontaktt má však poměr p H c /HH m tendenci se zvyšovat se zvyšujícím se zatížením [27]. Vykreslení centrální tloušťky mazacího filmu H c jako závislost z množství oleje dostupného na površích H oil je výhodné podělit hodnotou centrální tloušťky mazacího filmu pro plně zaplavený kontakt [28]. Tato operace do grafu vytvoří dvě asymptoty. První je H c /H cff f = H oil /H cff a druhá vytváří vodorovnou linii H c / H cff = 1, jelikož hodnota centrální tloušťky pro o hladovějící kontakt nemůže překročit hodnotu tloušťky filmu dostupnéhoo maziva naa vstupu a ani hodnotu centrální tloušťky pro plně zaplavený kontakt [9].. Obr. 5 Centrální tloušťka mazacího filmuu jako závislost tloušťky filmu na vstupu kontaktu [9] 17
18 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Na obr. 5 jsou vykresleny křivky pro hladovění pro velmi rozdílné provozní podmínky. Z obrázku je patrné, že křivky jsou téměř identické. To není ani tak překvapující při uvědomění si, že křivka tloušťky plně zaplaveného kontaktu poměrně přesně reprezentuje Hertzovo rozložení a tato aproximace se zlepšuje při zvyšujícím se stupni hladovění. Přesto je možno si všimnout větších rozdílů hodnot poměru H oil / H cff pro oblast mezi velmi lehce a velmi těžce zatíženým kontaktem. Tento efekt je připisován stlačitelnosti maziva. V tabulce 1 a 2 jsou hodnoty a H oil /H c shodné, což naznačuje, že objemový tok není zachován, ale hmotnostní ano. Hodnoty H oil /H cff na prvním řádku tabulky odpovídají průběhům mazacího filmu podle obr. 3 [9]. Výsledkem je poté vztah určující pokles tloušťky mazacího filmu při hladovění [9]: (1) Při EHD režimu mazání se hodnota konstanty pohybuje od 2 do 5. Bližší určení autor neuvádí [9]. Tab. 1 Vypočítané hodnoty pro plně zaplavený kontakt [9] Hodnoty veličin pro plně zaplavený kontakt H cff H mff H eff L=10 0,6870 0,5100 0,6710 1,15 M=10 L=10 0,1370 0,0729 0,0671 1,21 M=100 L=10 0,0255 0,0088 0,1380 1,27 M=1000 L=5 0,4900 0,3620 0,0266 1,10 M=10 L=5 0,0973 0,0508 0,4720 1,16 M=100 L=2 0,3540 0,2610 0,3490 1,05 M=10 L=2 0,0678 0,0377 0,0627 1,09 M=100 18
19 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Tab. 2 Vliv stupně hladověníí na vlastnosti filmu [9] Vliv hladovění na H c /H m a na H oil /Hc L= =10, M=10 H oil/h cff H c c/h m H oil/h c 4,00 1,35 4,05 2,00 1,34 2,17 1,,00 1,,29 1,,39 0,500 1,177 1,199 0,20 1,04 1,15 L= =10, M=100 H oil/h cff H c c/h m H oil/h c 4,00 1,86 4,06 2,00 1,82 2,16 1,,00 1,,66 1,,37 0,500 1,355 1,233 0,20 1,08 1,23 L=10, M=10000 H oil/h cff H c c/h m H oil/h c 4,00 2,85 4,08 2,00 2,80 2,07 1,,00 2,,36 1,,35 0,500 1,699 1,277 0,20 1,27 1,27 L=5, M=10 H oil/h cff H c c/h m H oil/h c 4,00 1,35 4,03 2,00 1,35 2,13 1,,00 1,,31 1,,34 0,500 1,199 1,144 0,20 1,05 1,10 L= =5, M=100 H oil/h cff H c c/h m H oil/h c 4,00 1,90 4,07 2,00 1,86 2,14 1,,00 1,,72 1,,32 0,500 1,377 1,188 0,20 1,07 1,18 L=2, M=10 H oil/h cff H c c/h m H oil/h c 4,00 1,35 4,05 2,00 1,33 2,13 1,,00 1,,29 1,,30 0,500 1,188 1,100 0,20 1,07 1,05 L= =2, M=100 H oil/h cff H c c/h m 4,00 1,79 2,00 1,78 1,,00 1,,65 0,500 1,333 0,20 1,04 4,04 2,09 1,,25 1,111 1,08 H oil/h c V tomto článku autoři poukazují na nemožnost přesného určení hodnott v přechodné oblasti mezi plně zaplaveným a plně hladovějícím kontaktem. [9] V pozdější práci, která se čistě zaměřuje na tento problém [5], uvedli nové metody pro zpřesnění modelu. Obr. 6 Průběh rozložení maziva napříč stopou [29] 19
20 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Základní předpoklad předcházejících modelů je, že tloušťku maziva v EHD kontaktu určuje pouze množství maziva ve stopě H oil [9, 17, 18]. Hodnota H oil ovšem závisí na množství maziva v blízkém okolí kontaktu H oil. Autor na rozdíl od Chiu [15] předpokládá, že doplňovací mechanismus je určen povrchovým napětím s v těsné blízkosti kontaktu [5]. Z toho důvodu je tok přímo úměrný s a H oil. Podle Wedeven [12] je tok nepřímo úměrný viskozitě maziva a šířce stopy a. Poměr těchto čtyř bezrozměrných parametrů je pojmenován parametr SD Starvation degree [5]. (2) Zjednodušený diagram znovu-doplňování maziva při další rotaci je na obr. 6. Diagram zobrazuje řez kontaktem v rovině kolmé k valivé dráze. Hodnoty použité jako výchozí pro test jsou zobrazeny v tabulce 3. Při zkušebním dosazení těchto hodnot do vztahu SD zjistíme, že parametr vychází kolem hodnoty 2. Z pěti parametrů použitých pro vztah budou 4 zkoumány podrobněji [5]. Tab. 3 Nominální testovací hodnoty [5] nominální testovací hodnoty tloušťka filmu pro první aproximaci [ m] 80 šířka kontaktu [ m] 135 povrchové napětí [mn/m] 30 kritická rychlost [m/s] 0,06 viskozita maziva [Pa s] při 30 st. C 0,59 Tab. 4 Testovací podmínky a vlastnosti maziva [5] testovací podmínky a základní vlastnosti maziva zatížení [N] 10, 20, 30 teplota [ o C] 30, 40, 58 objem oleje [ l] 20, 30, 50 rychlost [m/s] 0,01 0,5 viskozita maziva [Pa s] při 30 st. C 0,59 viskozita maziva [Pa s] při 40 st. C 0,34 viskozita maziva [Pa s] při 58 st. C 0,16 Pro testy bylo využito zařízení simulující kontakt pomocí kuličky na disku. Metodou optické interferometrie byla měřena tloušťka mazacího filmu mezi těmito tělesy jako funkce rychlosti pro více provozních parametrů, které jsou popsány v tabulce 4. Jako mazivo byl využit vysoko-viskózní poly- -olefin. Detailní popis testovacího zařízení je popsán v dřívější práci autorů [30]. Na rozdíl od předchozí práce je v této nová metodika dávkování přesného kontrolovatelného množství maziva do dráhy kuličky. K tomuto účelu byla využita automatická pipeta, která vnáší mazivo přímo do kontaktní oblasti [5]. 20


![úměrná u 0,67 přesně podle klasické teorie pro plně zaplavený z kontakt [6].](/docs-images/94/118958443/images/21-17.jpg ". S rostoucí rychlostí se doplňovací mechanismy zhoršují a kontakt již není plně")

![tloušťky maziva na vstupu H oil [9].](/docs-images/94/118958443/images/21-22.jpg "Tloušťka mazacího filmu H oil je přímo úměrná u -1, a tím vytváří klasickou křivku")
![hladovění, jak je ukázáno u na obr. 7 [5]. 1.2 Obr.](/docs-images/94/118958443/images/21-23.jpg "7 Tloušťka filmu jako funkce rychlosti [5] Za těchto podmínek začíná hladovění kolem")
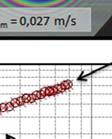
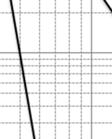
21 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ 1.2 Vliv rychlosti Při zkoumání vlivu rychlosti byly všechny ostatní parametry udržovány jako konstanty. Pro velmi malé rychlosti r u byl kontaktt plně zaplaven a tloušťka filmu byla přímo úměrná u 0,67 přesně podle klasické teorie pro plně zaplavený z kontakt [6].. S rostoucí rychlostí se doplňovací mechanismy zhoršují a kontakt již není plně zaplaven. Jakmile se kontakt stává plně hladovějícím, tloušťka filmu H c se přibližuje hodnotě tloušťky maziva na vstupu H oil [9]. Tloušťka mazacího filmu H oil je přímo úměrná u -1, a tím vytváří klasickou křivku hladovění, jak je ukázáno u na obr. 7 [5]. 1.2 Obr. 7 Tloušťka filmu jako funkce rychlosti [5] Za těchto podmínek začíná hladovění kolem u = 0,06 m/s. V obr. 8 jsou hodnoty vyneseny do grafu s logaritmickou stupnicí na obou osách. Pro porovnání jsou do grafůů vynesenyy i teoretické výsledkyy pro plně zaplavený a hladovějící režim se sklonem 0,67 resp. -1 [5]. Obr. 8 Tloušťka filmu f jako funkce rychlosti - logaritmické stupnice [5] 21


22 PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ Z obr. 8 jde vidět, že experiment potvrdil chování filmu předpovězenp ného numericky. Guangteng [7] zjistil, že tloušťkaa filmu při hladovění se stabilizuje u vyšších rychlostí. Obr. 8 bohužel neukazujee toto chování, avšak tloušťka t filmu v této oblasti se ukázala jako výrazně časově závislá. Zvyšuje se čas k dosažení rovnováhy doplňování maziva do kontaktu. See zvyšující se rychlostí se exponenciálně zvyšuje i čas nezbytný pro dosažení stabilní tloušťky filmu, čímž se stává tento výzkum extrémně časově náročným [5] Vliv viskozity Vliv viskozity je zkoumán pomocí jednoho typu maziva, ale za zvyšování teploty celého zkušebního zařízení, čímž se mění i viskozita. Díky tomu lzee plynule provést experiment pro stejné množství maziva a pro široký rozsah hodnot viskozity. V grafu na obr. 9 je provedeno měření pro 3 základní teploty, jak je j uvedeno v tabulce 4. Pro tento případ je množství maziva 20 l. Měření vyneslo tři křivky pro tyto tři viskozity. Tyto křivky jsou sice rozdílné, nicméně vykazují skoro stejnou maximální hodnotu tloušťky filmu,, jen pro jiné rychlosti. Pokud ale zavedemee experimentální parametr součin viskozity a rychlosti a vyneseme tyto hodnoty na osu x grafu, dostaneme prakticky stejné křivky, což je zobrazeno v obr. 10 [5]. Obr. 9 Tloušťka jako funkce rychlosti pro tři různé teploty [5] 22
![PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Obr. 10 Tloušťka filmu jako funkce součinu u pro tři různé teploty [5] 1.](/docs-images/94/118958443/images/23-2.jpg "4 Vliv zatížení Zatížení ovlivňuje tloušťku ve dvou směrech.")



23 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Obr. 10 Tloušťka filmu jako funkce součinu u pro tři různé teploty [5] 1.4 Vliv zatížení Zatížení ovlivňuje tloušťku ve dvou směrech. V plně zaplaveném z m kontaktu je tloušťka mazacího filmu úměrná w -0,07, takže každé zvýšení zatížení způsobí velmi malé snížení tloušťky filmu. Při režimu hladovění ovšem zatížení ovlivňuje doplňování maziva do kontaktu svým vlivem na rádius a a šířku stopyy a. Pokud je tedy v oblasti plně zaplaveného kontaktu tloušťka prakticky nezávislá na zatížení, ale při přechodu do hladovění je již úměrná podle w -0,333, jak jee ukázáno na obr. 11, tak t je obtížné najít společné měřítko osy pro sloučení těchto křivek, jako je tomu u obr. 10. Proto je zapotřebí hledat společný parametrr i pro osu y. V tomtoo případě byl využit relativní poměr H c /H/ cff, jež odpovídá poměru mezii centrálními tloušťkami filmu pro plně zaplavený a hladovějící kontakt. Pro vodorovnou osu je využit parametr odpovídající součinu uw 0,333, čímž je již dosaženo sjednocení všech tří křivek, jak je ukázáno na obr. 12 [5]
![PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ Obr. 11 Tloušťka filmu jako funkce rychlosti pro různáá zatížení kontaktu [5] Obr. 12 Bezrozměrná tloušťka filmu jako závislost funkce rychlost x zatížení [5] 1.](/docs-images/94/118958443/images/24-17.jpg ".5 Vliv množství maziva Množství maziva v kontaktu ovlivňuje parametr SD prostřednictvímm výšky zásoby maziva H oil a následně i tloušťka H c bude záviset na objemu V.")
24 PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ Obr. 11 Tloušťka filmu jako funkce rychlosti pro různáá zatížení kontaktu [5] Obr. 12 Bezrozměrná tloušťka filmu jako závislost funkce rychlost x zatížení [5] 1..5 Vliv množství maziva Množství maziva v kontaktu ovlivňuje parametr SD prostřednictvímm výšky zásoby maziva H oil a následně i tloušťka H c bude záviset na objemu V. Při první aproximaci nám vrstva maziva o konstantní výšce a šířce dáá H oil přímo úměrné V. Předpokládaná délka stopy 25 cm a šířka 1 mm poté určí hodnoty vypsané v tab. t 3 [5]. Z obr. 13 je zřejmé, že objem nehraje pro plně zaplavený kontakt prakticky žádnou roli, což je prakticky definice plněě zaplaveného kontaktu. Avšak během hladovění tloušťka filmu roste s objemem V, díky čemuž můžeme při opětovné snaze o sjednocení křivek využítt poměr u/h oil, což je vykresleno na obr. 14 [5]. 24
25 PŘEHLED SOUČASNÉHO STAVU POZNÁNÍ Obr. 13 Tloušťka jako funkce rychlosti pro tři různá množství m maziva [5] Obr. 14 Bezrozměrná tloušťka jako závislost poměru rychlost objem [5] Data z obr. 10, 12, a 14 lzee shrnout do jednohoo výsledného s využitím parametru SD. Tato data jsou na obr. 15. Křivky následují asymptotu pro plně zaplavený kontakt (H c /H cff = 1) až do SD = 1,5. Za tímto bodem docházíí ke snižování relativní tloušťky filmu s tendencí t SD -1,67. Přestože křivky mají podobný tvar, lze l zejména pro vyšší hodnoty SD pozorovat jistý odklon. To vysvětlují autoři jednak nepřesnostmi při vytváření vztahu pro SD a jednak i nepřesným nastavováním teploty během měření. Dalo by se předpokládat, že přechod z plně zaplavené části do hladovění proběhne někde kolem hodnoty SD = 1. Podle grafu ovšem tento přechod odpovídá hodnotě SD v rozmezí 1,5 2. To je připisováno o chybě při zjednodušení geometrie předpokládané pro volnouu olejovou vrstvu použitou při analýze vlivu množství maziva [5]. 25




![(1,5/SD) 1,67 [5]. Obr.](/docs-images/94/118958443/images/26-18.jpg "15 Relativní tloušťka")

26 PŘEHLED SOUČASNÉHOO STAVU POZNÁNÍ S využitím těchto pozorování odvodili autoři tloušťku filmu pro různé provozní podmínky. Pro SD<1,55 je poměr H c /H cff = 1 a pro SD>1,5 S odpovídá H c /HH cff = (1,5/SD) 1,67 [5]. Obr. 15 Relativní tloušťka filmu jako funkce parametru SD, což kombinuje obrázky 10, 12, 14 [5]. 26
 kontaktyty nastává, že dostupné mazivo často nestačí, aby oddělilo třecí povrchy.")



![První model určoval parametr hladovění podle polohy či vzdálenosti vstupního menisku vůči Hertzově oblasti [8, 26, 28].](/docs-images/94/118958443/images/27-4.jpg "Tento model ovšem nedostačuje pro tzv. plné hladovění, kdy se již meniskus přibližuje k Hertzově oblasti a prakticky s ní začne splývat.")


 [31], kde autoři úspěšně vytvořili numerický model pro simulaci reálného stavu mazání ložisek. Jak je znázorněnoo na obr. 166 a 17.")
27 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO ANALÝZA 2 FORMULACE ŘEŠENÉHO PROBLÉMU A JEHO J ANALÝZA 2 V technické praxi pro elastohydrodynamicky mazané (EHL) kontaktyty nastává, že dostupné mazivo často nestačí, aby oddělilo třecí povrchy. Tento T nedostatek maziva v EHL kontaktu se nazývá hladovění. Hladovění nastává v prvcích s omezeným množstvím maziva přiváděného do mazaného kontaktu. V tomto případě je tloušťka filmu mnohem menší než v plně zaplaveném EHL kontaktu. Abychom mohli sledovat, jak vypadá rozložení tloušťky, popřípadě tlaku či teploty v kontaktu, vznikl podnět na vývoj nového zařízení, kteréé by umožnilo experimentální výzkum chování bodového kontaktu za podmínek nedostatečného zásobování mazivem hladovění.. Autoři zkoumající hladovění museli v prvopočátku kvantifikovat stupeň hladovění pro dané podmínky. První model určoval parametr hladovění podle polohy či vzdálenosti vstupního menisku vůči Hertzově oblasti [8, 26, 28]. Tento model ovšem nedostačuje pro tzv. plné hladovění, kdy se již meniskus přibližuje k Hertzově oblasti a prakticky s ní začne splývat. V následujících studiích se využívalo metod, které dokázaly stanovit stupeň hladovění pomocí rovnováhy mezi m množstvím maziva dodaného do kontaktu a maziva vystupujícího z kontaktu [14, 15, 16]. Vylepšení této metody je přímá kontrola množství maziva dodávaného do kontaktu pomocí jeho nanášení do vrstvy o známé tloušťce před kontaktt [5, 9,17, 18]. 1 Obr. 16 Rozdělení mazacího filmu mezi tělesy Některé numerické studie se s zaměřily i na vícenásobný kontakt (například u ložiska s valivými elementy v řadě) [31], kde autoři úspěšně vytvořili numerický model pro simulaci reálného stavu mazání ložisek. Jak je znázorněnoo na obr. 166 a 17. První valivý element utvoří podle EHD teorie pro plně zaplavený kontakt [6] vrstvu maziva o tloušťce rovné zhruba polovině tloušťky v kontaktu. Druháá polovina je nanesena na kuličce a je opětovně dopravena do Hertzova kontaktu. k Druhý element má tedy k dispozici pouze polovinu maziva vůči prvnímu a dochází ke snižování tloušťky filmu a tím i k hladovění kontaktu. Utváření mazacího filmu v kontaktu tak ovlivňují jak provozní podmínky, tak i geometrie třecích těles a jejich uspořádání. Studium utváření mazacích filmů za podmínek nedostatečného zásobování kontaktu mazivem vyžaduje možnost 27





















28 FORMULACE ŘEŠENÉHOO PROBLÉMU A JEHO ANALÝZA přesně definovat množství maziva vstupujícího do kontaktu. Takovéto studium nebylo dosudd realizováno, a proto je na něj zaměřena tato diplomová á práce. Obr. 17 Popis vzniku hladovění v reálné aplikaci Soudečkové ložisko. Poo prvním elementu se nestihne dostatek vytlačeného mazivaa vrátit zpět do d dráhy valivých elementů [31]. 28
29 VYMEZENÍ CÍLŮ PRÁCE 3 VYMEZENÍ CÍLŮ PRÁCE Cílem této práce je experimentální analýza utváření mazacího filmu za podmínek nedostatečného zásobování kontaktu mazivem vycházející z přesně definovaného množství maziva vstupujícího do kontaktu. 3 Splnění tohoto cíle předpokládá: - Návrh a realizaci experimentálního zařízení umožňujícího přesně definované zásobování maziva do kontaktu. - Realizaci vstupních experimentů pro ověření funkce experimentálního zařízení. - Srovnání s numerickými modely předpovídajícími stupeň hladovění mazaného kontaktu v závislosti na tloušťce vrstvy maziva vstupující do kontaktní oblasti. 29

30 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ 4 NÁVRH METODICKÉHO PŘÍSTUPU K ŘEŠENÍ Základní koncept tribologického simulátoru byl inspirován situací, která nastává v reálných valivých ložiscích. Například u kuličkového ložiska mazaného plastickým mazivem či vysoce viskózním mazivem, kdy první kulička ve směruu pohybu vytvoří stopu, ve které se pak pohybují všechny následující kuličky, a těm se již nedostává tolik maziva, kolik měla k dispozici první kulička. Zkušební zařízení bylo tudíž navrženo ve stejném schématu zařazení dvou valivýchh elementů do stejné valivé trajektorie. Skica tohoto konceptu jee na obr. 18. Obr. 18 koncept zkušebního zařízení 4..1 Koncept Vzhledem k existujícím řešením byl použit ověřený koncept skleněného disku, na který je zespodu přes páku přitlačován valivý element. Dráha valení je tedy kruhová, přičemž valivý element je na stejném místěě a disk rotuje nastavenou rychlostí. Pomocí páky se poté vyvodí zatížení dostatečné pro tvorbu t EHDD kontaktu. Pro splnění podmínek hladovění je e nejjednodušší simulovat podmínky stejným způsobem. Před měřený kontakt (bodový disk/kulička) je předřazen na stejném poloměru další kontakt (taktéž bodový). Při mazání tohoto kontaktu bude zhruba polovina maziva ulpívatt na valivém tělísku a zbytek zůstává na diskuu a je po kruhové dráze nesen do druhého kontaktu, který díky tomu hladoví. Tento kontakt tedy sledujeme a měříme. Pro jednodušší sjednocení poloměru byl jakoo element, který nanáší mazivo na disk, zvolen soudeček s parametremm elipticity 2. Ten vytváří výrazně širší stopu, než by tvořilaa kulička o stejném průměru, a umožní tak větší toleranci nastavení polohy kuličky do stejné dráhy. 30



 byloo zadáno na")




 do")



31 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ 5 ANALÝZAA A INTERPRETACE ZÍSKANÝCH ÚDAJŮŮ 5.1 Konstrukce simulátoru hladovějícíhoo kontaktu Celkový pohled Na obr. 19 jsou zobrazeny hlavní konstrukční uzly a díly tribologického simulátoru, přičemž některé z nich jsou rozebrány v následujícím textu podrobněji. p Celkem se zařízení skládáá ze 191 jednotlivých dílů, z nich 31 (některé ve více kusech, tudíž celkem jde o 64) byloo zadáno na výrobu externí společnosti a 127 zbylých bylo zakoupeno či šlo o součásti, které jsou k dispozici ve skladu ÚK a byly zapůjčeny Obr. 19 Celkový pohled na tribologický simulátor a popis jednotlivých částí 5.2 Popis jednotlivých uzlů zařízení Uchycení disku na hřídel Metoda uchycení je převzata z existujícího zařízení na Ústavu konstruování. Princip je zřetelný na obr. 20. Při dotahování tří šroubů (označeno jako dotahovací šroub) do vzpěrné matice dojde k zapření vzpěrné matice o osazení na n držáku disku. Tím je umožněn jediný posuv přítlačné matice směr dolů podél osy y disku. Přes jednoduchou pryžovou podložku, abyy nedošlo ke kontaktuu skla přímo s ocelovou maticí, je tímto systémem uchycen disk mezi spodním osazením na držáku disku a přítlačnou maticí pouze za pomocí tření. Celý blok je potom pomocí jednoho dlouhého šroubuu skrz vrtání v držáku přišroubován do výstupní hřídelee převodovky. Celé spojení bylo zvoleno jako dostatečné i co se týče přenosu krouticího momentu. Díky možnosti měřit pouze čisté valení je totiž prakticky zanedbatelný, jelikož odpor valivého elementu je téměř nulový, díky čemuž se disk točí skoro o bez odporu
















32 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Situace, při které vzniká vyšší krouticí moment, je při změně rychlosti otáčení. Setrvačná hmota disku vyvolá zatížení. To se dá v případě problémů velmi lehce snížit pomocí nastavení delší doby přechodu mezi otáčkami v řídícím programu měničů pro servomotor. Obr. 20 Princip uchycení disku Uchycení valivých elementů V této aplikaci se bude měřit pouzee čisté valení. Proto jsou valivé elementy uloženy na vozíčcích, které jim umožňují rotaci s minimálním m odporem,, a není možné nezávisle nastavit rychlost rotacee elementů. Vyrobené vozíčky jsou určeny pro kuličku a soudeček o průměru 1, elipticita soudečku je j 2 (poměr mezi hlavní a vedlejší poloosou elipsy v řezu). Koncept počítá do budoucna i s měřením pomocí elementů jiného průměru, čemuž je zařízeníí uzpůsobeno. Po konstrukční úpravě rozměrů, popřípadě některých úhlů je možné bez radikálních změn na zařízení provádět měření i s ostatními průměry. Pro nový vozíček je potřeba pouze upravit podložku vaničky (zelená součást t na obr. 21) tak, abyy byla dodržena konstantní vzdálenost od spodní strany disku. 32


























33 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 21 Princip uchycení vozíčků Vozíček pro kuličku Aby kulička přesně dosedla, byl zvolen kontakt pomocí trojice bodů. Kulička je ve vozíčku pouze vložena a není nijak fixována. Dotýká se pouze vnějšího kroužku kuličkových ložisek dotažených šrouby do základny vozíčku. Celkový pohled na vozíček včetně řezu je na obr. 22. Proo riziko možného vypadnutí kuličky z vozíčku následkem rotace disku byla zvážena možnost vytvoření ochranného krytování celé horní části stroje, který je popsán v kapitole Oba vozíčky jsou vybaveny jímací vanou pro odkapávající olej. Její objem je sice minimální, nicméně je nutno podotknout, že problému hladovění odpovídá také minimální množství maziva. Půdorysný úkos rohu vany umožňuje menší vzdálenost mezii elementy a tím zkrácení minimální dráhy, kterou lze měřit Obr. 22 Vozíček se třemi ložisky (kulička) 33






 5.")







34 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Vozíček pro soudeček Jak je již z obrázku patrné, soudeček má výrazně méně zakřivený profil, tudíž byla možnost umístit jej podobně jako kuličku na ideální tři body b zamítnuta kvůli možné zvýšené nestabilitě a riziku opuštění vozíčku. Navíc pro pojištění bočních výchylek je kolem pracovního prostoru umístěna zábrana. Celkový pohled na vozíček pro soudeček je na obr. 23. Obr. 23 Vozíček se čtyřmi ložisky (soudeček) Mechanismus páky Pro přesné měření přítlačné síly působící na element, která je nezbytná pro přesné vyhodnocení výsledků, je součástí každé páky tenzometr. Ten měří ohybové napětí, které se po kalibraci přepočítá na sílu. Maximální měřitelná hodnota síly zvoleného modelu tenzometru je 150N. Zatížení se vyvodí nasunutím závaží na tyč na druhé straně páky, než je vozíček s elementem. Tenzometr je označen černou barvou na obr. 24. V modelu je přímo pod otvorem v tenzometruu střed otáčení páky. Toto řešení, obsahující poměrně rozměrný tenzometr, bylo zvoleno kvůli i jeho nižší ceně. K dispozici byl i tenzometr prakticky zanedbatelných rozměrů, ovšem asi 15x dražší než ten, který je použit. 34
















35 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 24 Mechanismus páky a vyobrazeníí excentru Pro maximální hladkost pohybu bylo zvoleno uložení otočné osy pákyy do valivých ložisek. Ložiska jsou uchycena pomocí spodního a horního domečku, které se vzájemně spojí pomocí šroubů se zapuštěnou hlavou. Rotační částt páky slouží k nasazování závaží o vnitřním průměru 30mm, které budouu použity ze skladu ÚK. Páka je dělená kvůli snadnější manipulaci, například při montáži a přesunu zařízení či při obsluze. Při návrhu se počítalo s využitím pouze první polovinyy páky. Pokud bude potřeba kvůli většímu zatížení kontaktu použít závaží na n větším vyložení páky, je možno velmi rychle došroubovat její prodloužení. Nicméně již bez závaží vyvodí celá páka sílu 42N, resp. 12N v případě nevyužitého prodloužení, jen pomocí vlastní hmotnosti Odtížení kontaktu Ve chvíli, kdy bude potřeba rozpojit kontakt z důvodu odlehčení nebo nastavení polohy disku, je k dispozici excentr, jehož otočením dojde k poklesu valivého elementu asi o 3mm. Pokud je zátěž příliš vysoká, počítá see s možností přizvednout závaží druhou rukou a tím volně otočit excentrem, aby nenesl při záběru veškerou sílu na zkrácené páce. Při počítaném maximálnímm zatížení ( 150 N) v kontaktu je síla vyvozená na excentr při statické zátěži rovna zhruba 265 N. To je způsobeno tím, že excentr přebírá tlak z kontaktu a je připevněn na menší páce než valivý element. Pokud bude potřeba například vyjmout valivý element kvůli osušení či výměně, popřípadě výměně celého vozíčku, jee možnost vyklopit páku až do úhlu asi 15 o, přičemž 0 o odpovídá pracovní poloze. Tím dojde ke snížení osy elementu o necelých 15mm. Zapojení excentru je vidět na obr. 25 a maximální vyklopení na obr









36 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 25 Náčrt zapojení excentru Obr. 26 Náčrt maximálního vyklopení páky Nastavení a aretace radiálního posuvu Disk, který se využívá pro měření,, je vyroben pomocí přesného broušení a navíc je pokoven na měřící straně vrstvou chromu kvůli zvýšení odrazivosti o světla při využití optické interferometrie. Během měření se bohužel tato vrstva v opotřebovává a další měření je někdy možné pouze na jiném poloměru disku. Aby se využil co nejvíce tento nákladný díl, čili z čistě ekonomického důvodu, je zařízení z vybaveno možností radiálního posuvu obou pák s elementy. Tím je umožněno jednoduché změnení poloměru dráhy na disku a tudíž i opakované měření. Páky se nastavují manuálně a nezávisle, proto je před měřením nezbytné nastavit středy obou elementů do stejné s dráhy. K tomu by měl dopomoci i soudeček, který vytváří širší stopu než kulička stejného průměru, jak je popsáno v bodě 4.1. Posuv obouu pák je nastaven tak, že při pohybu s celou pákou náleží osa rotace valivého elementu přímce, která prochází osou rotace disku, tudíž je stále zajištěna podmínka čistého odvalování bez prokluzu. Přesná poloha je zajištěna pomocí dvou kalených kolíků,, které se pohybují v drážce s posuvným uložením, jak j je zobrazeno na obr. 27. Kolíky jsou naa tomto obrázku zobrazeny červeně a jsou pevně uchyceny v T dílu. Celá páka se pak posouvá po (na obr. 27) žlutohnedě označené ploše broušené desky. Zajištění Z posuvu se provede jedním šroubem umístěným na protější straně této desky. Rozsah posuvu je počítán od středuu rotace disku po osu páky, neboli střed valivého elementu odpovídá rozmezí 42 70,5mm. Maximální a minimální m poloha jsou tudíž od sebe vzdáleny 28,5mm. Dorazyy v těchto polohách jsou součásti, které zároveň 36


























37 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ drží byla excentr. Celá sestava excentru jee statická a nehýbe see s pákou. Tato možnost zvolena pro jednodušší a elegantnější možnost zakrytování celého stroje. Obr. 27 Radiální posuv páky Nastavení a aretace obloukového posuvu Pro experimentální měření bylo potřeba měnit délku dráhy, kterou urazí mazivo nanesené na disk pomocí soudečku, pro zjištění, jak to ovlivní naměřené hodnoty. Protoo je u páky obsahující soudeček navíc kromě radiálního posuvu popsaném v bodě přidána i možnost obloukového posuvu. Koncept tohoto posuvu je stejný jako u radiálního, tudíž páka a je vedena pomocí dvojice d kolíků, které při pohybu v drážce udávají směr a jednoho šroubu, který umožňuje aretaci páky v dané poloze. Posuvná plocha je na obr. 28 opět vyznačena žlutohnědě Obr. 28 Úhlový posuv pákyy 37

















 a jeho vizualizace je na obr. 30.")



38 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Rotace celého zařízení Pro měření tloušťky mazacího filmu bude využit mikroskop umístěný nad diskem. Ve chvíli nastavování obou valivých elementů do stejné stopyy by se muselo s mikroskopem neustále najíždětt nad oba kontakty, což vzhledem k jeho pravoúhlému polohovacímu systému není pro tuto aplikaci vhodné. Navíc pro některé krajní polohy by s ním nebylo možné najet vůbec, jelikož má menší rozsah, než je potřebný. Z tohoto důvoduu byla zvolena možnost nezávislé rotace celého zařízení kolem stejné osy, kolem které rotuje disk. Tím T pádem m stačí po najetí mikroskopemm nad jeden kontakt pouze pootočit celým zařízením a lehce se dostat ke druhému kontaktu. K dispozici jee opět aretace celého systému pomocí jednoho šroubu, který se po zašroubování vtlačí do zápichu na vnější straně pevné části lože. Tato kruhová plocha je na obr. 29 označena černou barvou. Pro názornost je polovina vnější části lože zprůhledněna. Obr. 29 Rotační posuv celého zařízení Krytování stroje Jako příslušenství zařízení je navrženo a vyrobeno také kompletní k zakrytování horní části pracovního prostoru. Během návrhového procesu byly zvažovány dvě varianty. První variantaa byla vyrobit tento kryt jako plechový díl. Tato varianta je kompletně navržena a rozpracována do výkresů (seznamm příloh, položka 35) a jeho vizualizace je na obr. 30. Kryt je koncipovánn jako třídílný a lehce demontovatelný. Uchycení je zajištěno pomocí osmi šroubů, které se přišroubují doo závitových děr v dílu pojmenovaném základová deska. Kryt ponechává otevřenou o horní stranu disku kvůli přístupu hlavy mikroskopu u nad kontakt. V horní části krytu jsou navíc umístěny tři otvory, které umožní vyjmout disk bez nutnosti demontáže. Boční část obsahuje výkroje pro možnost pohybu páky pro závaží, která k je umístěna vně krytu, stejně jako tyč pro ovládání excentru pro odtížení kontaktu. Aby se dalo dostat během měření ke kontaktu, například pro p účel aplikace maziva do kontaktu, jsou k dispozici na přední části krytu dvířka. Ty se v uzavřené poloze 38














39 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ zajistí jednoduchou západkou, která dosedá do drážky v horní části pevného krytu. Dvířka samotné drží na jednom pantu pomocí čtveřice šroubů. Celé zařízení je možno používat i bezz krytování, nicméně pro p vyšší valivé rychlosti se doporučuje kryt namontovat. Krytování bohužel lehce limituje krajní í polohu páky, která nese soudeček. Páka pro závaží í v krajní poloze (největší úhel mezi elementy) narazí na kryt. Předpokladd je ovšem takový, že tato polohaa bude využívána pouze zřídka, v kterémžto případěě lze provozovat zařízení výjimečně bez tohoto krytu. Obr. 30 Vyobrazení krytováníí Druhá a finální varianta již nepočítáá s využitím ohýbaného plechu, ale s výrobou krytu pomocí technologie rapid prototyping. Tato varianta je na obr. 31. Díky této technologii lze navrhnout i lépe vypadající kryt. Funkční část tohoto krytu kopíruje vlastnosti jako metodu uchycení, výřezy pro vyjmutí disku či dvířka a výřezy z plechové verze. Pouze tvar je lehce upraven a přepracována byla také dvířka. Ta již nejsou držena pantem, ale drží pomocíí vnořených magnetů. 39





















40 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 31 Vyobrazení krytování 5..3 Pevnostní výpočet Při celkovém pohledu je zařízení poměrně robustní vzhledem k zatížením, které jsou vyvíjena na jednotlivé komponenty. Z tohoo důvodu nebylo provedeno mnoho pevnostních kontrol. Většina komponent byla navrhována spíšee s ohledem na vyrobitelnostt a funkčnost než na hmotnost. V oblasti uložení páky a excentru u je ovšem několik komponent, které bylo nutno zmenšit z důvodu nedostatku okolního prostoru naa minimum. Proto bude v následující kapitole popsána jejichh pevnostní kontrola. V kapitole je popsáno, že jižž samotnou vlastní hmotností vyvodí krátká páka zatížení 12N. Tuto hodnotu bude zapotřebí v poslednímm kroku odečíst od celkové hmotnosti závaží, jelikož modell je v následujícím výpočtu koncipován jako nehmotný. Výchozí čísloo pro výpočet je F k = 150N. Jedná se totiž o mezní hodnotu, která ještě nepoškodí tenzometr. Nominální zatížení během měření bude nicméně mnohem menší, běžněě kolem 20-30N. Tato síla působí na kontakt, tedy v bodě B podle obr. 32. V prvním kroku výpočtu je tedy zapotřebí vypočítat nutné n zatížení na páce pro vyvození této síly (F k ). Na obr. 32 je v horní části načrtnut princip páky. Síla F z znázorňuje tíhovou sílu závaží. Jednoduchým výpočtem statické rovnováhy lze nyní zjistit velikost síly Fz. Vzdálenosti a, b, resp. c jsou 100, 53, 5 resp. 30mm. (3) (4) 79,5 40






 ) se")
.")



41 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 32 Skica pevnostního výpočtu páky Síla na páce nutná k vyvození zatížení 150N v kontaktu je tedy 79,5N. K extrémnímu zatížení ovšem dojde v době odpojení kontaktu pomocí excentru. Ten je totiž umístěn na menším rameni nežž valivý element. Pokud tedy dojde k zapojení excentru, kontakt v bodě B přestane p existovat a bod otáčení (rotační podpora) ) se přesune z bodu A do bodu C (místo podepření excentrem). Této situaci odpovídá spodní část na obr. 32. Vznikne tedy nová statická rovnováha, ovšem se stejnou silou F z., 185,5 (5)( (6)( Tato hodnota síly F r bude tedy využita v konečnoprvkové analýze jako zatížení od reakční síly, která působí na ložiska, v nichž je uložena otočná páka. Pevnostní výpočet byl proveden v modulu pevnostních analýz produktu Autodesk Inventor Professional. 41



















42 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 33 Zobrazení zatížení a konečnoprvkové sítěě Kontakty mezi tělesy byly využity buď typu bonded či separation. Celá sestavaa byla uchycena za spodní (odvrácenou) stranu základové tmavě hnědé desky na obr. 33. Na tomto obrázku je i ukázka sítě, která se skládá z 233 tisíc uzlů. Ze zobrazení výsledků byla odstraněna statická nosnáá deska, jelikož sama není podstatněji namáhána a nebyly přes ni vidět výsledky na ostatních tělesech. Na obrázku č. 34 je zobrazení redukovaného napětí podle vonn Mises. 42




















43 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 34 Zobrazení napětí von Mises Matriál je nerezová ocel s mezíí kluzu asi MPa. Celkově model vykazuje maximální napětí zhruba 110MPa. Toto napětí se ovšem soustřeďuje buďď na hraněě závitu, která bude na reálnémm tělese zkosená, či na kolících, které zajišťují radiální posuv celé páky, a ty jsou kalené. Dá se tudíž vyvodit závěr, že bezpečnost vůči mezi kluzu pro každou součást je rovna minimálně 2, tudíž součásti vyhovují. Obr. 35 Zobrazení napětí von Mises Na obr. 35 je znázorněna deformace komponent při zatížení. Na obrázku je zkreslené znázornění. Maximální deformace pro červenouu barvu je rovna r asi 0,07mm. Tato deformace je prakticky zanedbatelná. 43



.")
![Ta má limit na maximální vstupní otáčky 5000[1/min] a jmenovité 3500 [1/min].](/docs-images/94/118958443/images/44-14.jpg "Maximální únosné otáčky jsou tedy 5000 [ 1/min], nicméně výrobce převodovky udává výstrahu, že")



44 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ 5..4 Technická specifikace Celková hmotnost zařízení je asi 18 kg a jeho hraniční rozměry jsou (Š x V x H) 645x242x364mm pro situaci, kdy jsou namontovány pákyy pro prodloužení. Bez nich jsou rozměry 426x242x280mm. Disk je poháněn motorem dodaným společností Vues (F504A-040( ). Tento motor má specifikovány maximální otáčky 9000 [1/min] a jmenovité 3000 [1/min]. Při návrhu zařízení se vycházeloo ze jmenovitých otáček, na cožž je nastavena i převodovka (dodaná společností OPIS, konkrétní označení je TR ' ). Ta má limit na maximální vstupní otáčky 5000[1/min] a jmenovité 3500 [1/min]. Maximální únosné otáčky jsou tedy 5000 [ 1/min], nicméně výrobce převodovky udává výstrahu, že převodovka nesmí při těchto podmínkách pracovat déle než 30 sekund, či pokud dojde k zahřátí pláště převodovky naa více než 90 stupňů, tak i méně. Celé zařízeníí je schopnoo komplexního nastavení dráhy, po p které se budou elementy odvalovat. Nastavit lze jak j průměr dráhy, tak i vzájemnouu vzdálenost. Tím se citelně mění jak délka dráhy, kterou urazí mazivo nanesené na disk, d tak i rychlost. Na obr. 36 jsou zobrazeny koncové polohy pro nastavení středů s valivých elementů. Šrafovaná oblast znázorňuje maximální rozsah možného pohybu p středu soudečku. Obr. 36 Zobrazení krajních úhlů a poloh pák Tab. 5 zobrazuje hodnoty valivých rychlostí a délkyy dráhy, které odpovídají konkrétním polohám elementů. Čísla uvedená v tabulce t platí při měření s namontovaným krytem. Maximální valivá rychlost, které k se dáá dosáhnout při omezeních popsaných výše, je asi 7,4m/s. To platí pouze pro maximální poloměr. 44




![Rychlost [m/s] Max [ o ] Maximální poloměr 70,](/docs-images/94/118958443/images/45-4.jpg "5 4,,43 90 110,7 Minimální poloměr 42 2,,64 77")
![56,4 Vzájemná pozice elementů Dráha [mm] Min [](/docs-images/94/118958443/images/45-5.jpg "o ] 26 42 Dráha [mm] 32 30,8 Obr.")
 5.4.")



.")








45 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Hodnoty v tab. 5 jsou vypočítány pro maximální rychlost motoru dostupnou přes stávající měniče /min. Při zapojené převodovce jsou tedy y odpovídající otáčky disku 500 1/min. Tab. 5 Maximální polohy a rychlosti Poloměr [mm] Rychlost [m/s] Max [ o ] Maximální poloměr 70, 5 4,, ,7 Minimální poloměr 42 2,, ,4 Vzájemná pozice elementů Dráha [mm] Min [ o ] Dráha [mm] 32 30,8 Obr. 37 Převodovka Tecnoingranaggi (1:5) a náhradní převodovka (1:1) Náhradní převodovka Zařízení mělo být původně vybaveno převodovkou 1:5. S dodánímm převodovky podle předem stanoveného termínu se ovšem vyskytly potíže, a proto bylo vytvořeno náhradní řešení.. Servomotor je schopný fungovat i při nízkých otáčkách, nicméně ne tak stabilně (což je prvotní důvod použití převodovky). Při značném riziku, že se nestihne dodat převodovka podle původního plánu, byla k zařízení vyrobena převodovka 1:1, jejíž základní konstrukce je zřejmá z obr Díky této součásti je k dispozici funkční zařízení i bez převodovky. Jde o jednoduchou konstrukci, která nahradila zpožděnou převodovku. Skládá se z hřídelee uloženého ve dvou kuličkových ložiskách, které jsou dotaženy pomocí KM matice m s MBB podložkou. Spojení s motorem zajišťuje vlnovcová spojka, která se pojistí p na každou hřídel pomocí dvou radiálních závrtných šroubů. Zajištění na straně disku je kopie metody, jak je uložena převodovka.. Celá tato náhražka je koncipována tak, abyy se nemuselo nijak upravovat stávající konstrukční řešení. Porovnání náhradní a originální převodovky je na obr. 37. Toto řešení navíc umožní provádět měření pro velmi vysoké rychlosti, pokud to bude zapotřebí. Omezením převodovky je maximální valivá rychlost stanovena na 7,4 m/s


















46 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Pokud bude zapojena tato náhradníní převodovka, zvýší see maximální valivá rychlost na 66,4 m/s při maximálních otáčkách motoru /min, což jee pravděpodobně výrazně víc, než bude zapotřebí. Obr. 38 Náhradní převodovka a její konstrukce 46
47 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ 5.5 Ceny komponent Již při návrhu zařízení byly komponenty vybírány podle aktuálních katalogů případných dodavatelů a konzultovány. V tab. 6 jsou vypsány jednotlivé položky a jejich ceny (včetně DPH). Na obr. 39 jsou zobrazeny pouze vyráběné komponenty. 5.5 Tab. 6 Seznam a ceny komponent položka dodavatel cena výroba součástí Winston production, s.r.o Kč snímače zatížení HBP měřicí technika s.r.o Kč převodovka OPIS Enginee i g k s Kč soudečky (4 ks) SLB spol. s r.o Kč servomotor VUES Brno s.r Kč ložiska TOBEX Praha v.o.s Kč spojovací materiál Ferona, a.s. 97 Kč Cena celkem (včetně DPH): Kč Pro dodanou převodovku Tecnoingganaggi bylo nutné vytvořit novou přírubu, jelikož v sortimentu výrobce nebyla taková, která by se dala využít pro danou aplikaci. Tato příruba byla zadána do zakázky se zbytkem vyráběných dílů společnosti Winston production, s.r.o. a její výkres je součástí příloh (položka č. 45) Dodané soudečky měly funkční plochu podle zadání pro výrobu s drsností Ra 0,1. Tato drsnost se ukázala jako nepoužitelná pro potřeby měření a bylo nezbytné ji vylepšit. V dílnách ústavu konstruování byla drsnost zmenšena pomocí čtyř brusných past různých drsností. Po optické kontrole mikroskopem bylo usouzeno, že je již drsnost dostatečná. Další problematika soudečku je popsána v bodě







48 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 39 Zobrazení pouze vyráběných komponent 5..6 Montáž zařízeníí Komponenty byly dodány zvlášť ť a montáž byla provedena v laboratoři Ústavu konstruování. Během montáže see nevyskytly žádné zásadní problémy, jež by výrazněji prodloužily sestavení zařízení. V důsledku nedostatku šroubů některých délek byly delší verze zkráceny naa požadovanou délku. Navíc N z důvodu nedodržení některých výrobních tolerancí společností Winston production, s.r.o. jsou některé uložení, které byly zamýšleny jako rozebíratelné, již zřejmě trvalé. Některé fotografie z postupu montáže zařízení jsou na obr



































49 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 40 Montáž zařízení 5.7 Vstupní měření Při prvních měřeních bylo potřeba stanovit vstupní podmínky (množství maziva, teplota, zatížení apod.), při kterých nastává hladovění. Proto P byla první měření provedena na již existující experimentá ální aparatuře (na obr. 41) Ústavu u konstruování v době, kdy se čekalo na výrobu a dodání zařízeníí popsanéhoo výše. Tato aparatura umožňuje měření plně zaplaveného kontaktu, popřípadě hladovějícího kontaktu (k dispozici je pouze jeden kontakt na ploše disku). Vstupní měření spočívaloo v měření plně zaplaveného kontaktu mazivem LSBS (základový minerální olej bez aditiv). Jeho vlastnosti jsou v tab. t Tab. 7 Vlastnosti maziva a podmínky experimentu Vlastnosti maziva LSBS základníí minerální olej bez aditiv Viskozita 0,69 PaS při 252 o C Viskózně tlakový koeficient 25 1/GPa Teplota okolí pro všechna měření 24 o C ( o C) ) Zatížení kontaktu pro všechna měřeníí 26 N 49

























50 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 41 Experimentální aparatura, na které byla provedena vstupní měření Při druhém měření již proběhl experiment s hladovějícím m kontaktem. Nicméněě bylo zjištěno značné množství problémů. Například nemožnost časovat posun rychlosti rotace disku s měřenímm v pravidelných krocích, což způsobilo změnu tloušťky maziva naneseného na disk. V některých případech bylaa větší prodleva v měření a zejména při vyšších otáčkách došlo ke značnému vynášení maziva z kontaktu důsledkem odstředivých sil. Další a hlavní problém u této aparatury je nemožnost přesného dávkování maziva. Pro toto měření byla použitaa běžná injekční stříkačka a na očištěnou kuličku byla aplikována kapka maziva odpovídající asi 7 l. Po roztočení disku byl ovšem kontakt velmi nestabilní. Kulička byla na jedné straně s mazána a na druhé ne, což způsobilo tvorbu přerušované stopy na disku, při které se kontakt se choval jako plně zaplavený a místy jako suchý. Po dodání dalšího maziva přímo na spodní stranu disku během chodu stroje se podařilo získat stabilní provozní podmínky a bylo možno sledovat také posun vstupního meniskusu včetně jeho prolomení a přechodu kontaktu doo režimu hladovění. Při tomto měření lze ovšem pouze velmi hrubě odhadnout množství použitého maziva Měření plně zaplaveného kontaktu Pro ověření přímkové závislosti bylo provedeno měření plně zaplaveného kontaktu s mazivem LSBS pro rozsah valivých rychlostí 0 78 mm/s, při teplotě 25 o C a zátěžné síle 26N. Výsledná centrální tloušťka filmu H c se pohybovalaa mezi nm. Výsledky jsou zobrazeny v grafu na obr


























51 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 42 Měření plně zaplaveného kontaktu Měření bylo pro ověření provedeno dvakrát. Obě měření jsouu znázorněna v grafu a je zřejmá velmi dobrá shoda Měření hladovění Po prvních měřeních byl zjištěn největší problém v nemožnosti krokovat přesně rychlosti a časové prodlevy změn. Zejména u vyšších rychlostí r čii u přechodu zaplaveného kontaktu na hladovějící se projevila veliká změna při různých prodlevách mezi změnamii otáček. Kontakt se totiž stabilizuje a i při zachování konstantních otáček v řádu minut se mění jeho vlastnosti. Proo tento účell byl vytvořen doplněk pro program Achilles, který dokáže po zadání syntaxe nastavit přesné otáčky kuličky, poté počkat konkrétní časovou hodnotu a opět zvýšit otáčky.. Tato funkce umožnila opakovat měření. Stále ovšem nebylo jak zajistit opakovatelnost ze strany přesného dávkování maziva, jelikož nebyla k dispozicii mikropipeta. To bylo vyřešeno tak, že měření bylo opakováno bez výměny maziva. Too zůstalo i po zastavení stroje na kuličce a neskáplo do zásobníku. Poslední měření (třetí) bylo dokoncee provedeno







































52 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ s jednodenním zpožděním, což eliminovalo jakékoliv zahřívání a pohyb maziva. I přes tuto prodlevu bylo opět dosaženo poměrněě kvalitní shody. Mazivo je také základový olej LSBS a měření bylo provedeno opět při zátěži 26N a pokojové teplotě, což v laboratoři l odpovídá 25 o C. Obr. 43 Měření hladověníí 52
53 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Rozsah rychlostí pro toto měření byl výrazně vyšší než pro plně zaplavený kontakt. Při snaze vyhladovět kontakt bylo potřeba dosáhnout rychlostí, při kterých je již v plně zaplaveném kontaktu taková tloušťka, která znemožňuje vyhodnocení. Z toho důsledku byl rozsah stanoven od 0 do 800 mm/s. K prolomení vrstvy maziva (počátek hladovění) dojde podle [9] v okamžiku, kdy se vstupní meniskus začne přibližovat k Hertzově kontaktní oblasti, a plné hladovění nastává v bodě, kde s ní splývá. Tato oblast odpovídá přechodu mezi křivkami 2 a 3 na obr. 2. V našem případě se ukázalo, že část, kdy se vstupní meniskus přibližuje k Hertzově oblasti, proběhla prakticky okamžitě a kontakt přešel na režim plného hladovění. Pro další měření by bylo vhodné v těchto místech nastavit jemnější krokování otáček či v ideálním případě plynulý růst. K prolomení Hertzovy oblasti, přechod kontaktu do režimu hladovění a následný pokles otáček došlo v kroku odpovídajícím rychlosti asi 66mm/s. V tomto bodě je tloušťka filmu rovna 516nm, což je maximum v grafu na obr. 43, který prezentuje výsledky měření Hystereze hladovění Pro růst rychlosti se křivka chová tak, jak se očekávalo. Tvar kopíruje například obr. 9 a tím je ověřena závislost podle [5]. Žádný ze zmíněných zdrojů ovšem nepopisuje pokles rychlosti. V našem případě se v této oblasti začala projevovat jistá hystereze, jimými slovy se křivka nárůstu rychlosti nepřekrývá s křivkou pro klesání rychlosti. I při poklesu rychlosti ze zmíněných 800mm/s nedošlo k růstu filmu, ale tendence je spíše naznačena dalším poklesem (modrá šipka s číslem 1 v obr. 44). Až v rozmězí rychlosti mm/s dojde k zotavení filmu a přechod na tloušťky odpovídající plně zaplavenému kontaktu (šipka č. 2). Pro nižší rychlosti se již křivky růstu a poklesu překrývají. Tento jev byl zpočátku vysvětlován příliš rychlou změnou otáček. Prodleva mezi měřeními, čili změnou rychlosti otáček, byla pouze 5 sekund. To by vysvětlovalo to, že při poklesu se mazivo nestihne vrátit do dráhy valivých elementů ani při dostatečně nízkých otáčkách a element se odvaluje v suché dráze. Toto ovšem bylo vyvráceno faktem, že křivka vypadá stejně i pro měření, kde byla prodleva nastavena na 120 sekund, což by mělo již být dostatek času











![[31] popsal, že](/docs-images/94/118958443/images/54-17.jpg "tloušťka maziva v")



![[2] zkoumali](/docs-images/94/118958443/images/54-22.jpg "koeficient trakce,")








54 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 44 Detail grafu měření hladověníí s vyznačením tendencee křivky V dalším měření budou z časových důvodů zjišťovány hodnoty pouze pro zvyšování otáček, nicméně tento jev by si zasloužil další studium Zmínky o stabilizaci kontaktu v článcích V některých pracích je tento jevv popisován. Například Zoelen [31] popsal, že tloušťka maziva v kontaktu při hladovění lehcee klesá. Tatoo závislost je znázorněna na obr. 45. Lubrech a kol. [2] zkoumali koeficient trakce, který se měnil i po desítkách minut v závislosti na množství maziva. Bylo zjištěno, že pro množství maziva menší než 10 mg nedojde ke stabilizaci ani po 20 minutách. Obr. 45 Hladovějící EHL a změna tloušťky v čase [31] 5..8 Tribotester se dvěma kontakty Další části práce popisují použití nově sestaveného zařízení. Po jeho kompletacii bylo potřeba ověřit jeho funkčnost a vyřešit několikk problému, jež se objevily při prvním měření. 54
55 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ První použití nového zařízení překážky Náhradní převodovka Při prvním použití nově postaveného zařízení bylo zjištěno, že náhradní převodovka (převodový poměr 1) způsobuje několik problémů. Zásadním problémem je příliš veliký potřebný krouticí moment, který je vyžadován po servomotoru pro změnu otáček o větší kroky než asi 10 ot/min. Při navýšení rychlosti dojde k rázu a měnič motor preventivně odpojí, aby nedošlo k jeho poškození. K dispozici je nastavení plynulejší změny otáček, což tento problém vyřeší. Pokud ale potřebujeme měřit hodnoty rychlostí odpovídajícím otáčkám motoru kolem 10 ot/min, motor má příliš nepravidelný chod pro získání validních výsledků. Otáčky kolísají ve velmi širokém rozmezí a občas dojde dokonce ke chvilkovému úplnému zastavení motoru. Až pro hodnoty kolem 100 ot/min lze mluvit o plynulém chodu se změnou otáček v jednotkách procent. Další chyba vznikla nepřesností při snaze vytvoření uložení mezi hřídelí náhradní převodovky a hřídelí, na které je uložen disk. Toto spojení muselo být volné z důvodu rozebiratelnosti v okamžiku, kdy bude k dispozici objednaná převodovka. Hřídel náhradní převodovky musela být ručně lehce obroušena, aby byla snadno vyjímatelná. Tímto pravděpodobně došlo k narušení geometrie a po rozběhu vykazoval disk poměrně vysoké házení ve svislém směru. Toto házení způsobovalo přenos kmitání na páku a následný pohyb závaží na páce, a navíc možné budoucí problémy s vyhodnocením dat, jelikož na kontakt působilo další dynamické zatížení. Všechna následující měření byla ovšem provedena s plánovanou převodovkou Tecnoingranaggi (převodový poměr 1:5), kterou stihl dodavatel zaslat, díky čemuž nejsou měření zatížena výše popsanými chybami. Soudeček Další problém byl zjištěn při použití objednaných soudečků. Předepsaná drsnost povrchu Ra 0,1 byla výrobcem dodržena. Měření ukázala hodnoty drsnosti Ra v rozmezí 0,06 0,09 m. Toto bylo samozřejmě nedostatečné pro potřeby měření, a proto byl jeden soudeček upnut v dílnách ústavu konstruování do soustruhu a brusnými pastami o čtyřech hodnotách zrnitosti dodatečně doleštěn. Při snaze o první měření se ale na soudečku projevila silná geometrická nerovnost. Na ploše byly přes šířku kontaktu zhruba 4 vlny, kde kolísala hodnota tloušťky maziva v rozmezí do 100nm. Soudeček s takovouto geometrií by způsoboval silnou kavitaci ve výstupní části kontaktu a navíc by se na něm velmi špatně měřila tloušťka. Soudečky byly dočasně vyloučeny z projektu, jelikož ústav nedisponuje nástroji, jež by nám umožnily tyto nepřesnosti jednoduše odstranit. Namísto soudečku je využita kulička, která byla původně vyrobena na hřídeli a má po stranách vybroušené plochy, díky kterým je šířka shodná s navrženým soudečkem. Tato kulička (průměr taktéž 1 ) byla dodatečně doleštěna a nosná hřídel byla odstraněna úhlovou bruskou. Tato kulička je použita v následujících měřeních. Její drsnost je na snímcích prakticky neznatelná. 55










































56 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 46 Celkový pohled na zapojené nové zařízení Mikropipeta V bodě 5.7 je popsáno,, že jedním ze základních překážek je nemožnost dávkovat známé množství mazivaa do kontaktu. Pro odstranění tétoo překážky byla zakoupena manuální mikropipeta, která dokáže dávkovat opakovaněě přesné množství (min. 2 l na jeden stisk). Mazivo je tedy aplikováno těsně před prostor kontaktu a valivý element si jej vtáhne a rozprostře r jej v rovnoměrné tloušťce na spodní stranu disku. Rovnoměrnost závisí na rychlosti zmáčknutí spouště mikropipety, takže se s dá regulovat pomocí precizní manipulace, již je dobré natrénovat před prvním použitím. Při rychlém zmáčknutí totiž dojdee k velmi rychlému vypuštění maziva a to je pak valivým elementem vytlačeno do stran a nelze o němm uvažovat jako o mazivu vstupujícím do kontaktu. Přesná manipulace tak může výrazně ovlivnit výsledky měření. Obr. 47 Mikropipeta použitá k přesnému dávkování maziva 56


























57 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Ověřovací měření Pro kontrolu funkce zařízení bylo provedeno základní měření jako u předchozího zařízení. Výsledky lze interpretovat jako uspokojivou shodu s jinými daty ohledně hladovění. Trend řady hodnot je totiž obdobný včetně klasického tvaru nárůstu filmu a po překonání kritické hodnoty rychlosti snižování tloušťky filmu Obr. 48 Ověřovací měření na novém zařízení Z důvodu opakovatelnosti byla provedena dvě měření zrychlení a poklesu otáček. Ty se trochu odlišují, pravděpodobně v důsledku rozdílných teplot či nepřesnostech ve vyhodnocení, popřípadě v oblasti nižších rychlostí trhavým chodem c motoru. Zvýšení tloušťky filmu pro vyšší rychlosti Nepředpokládaný jev, jenž by si zasloužil další výzkum, je pozvolný p nárůst tloušťky mazacího filmu pro rychlost odpovídající zhruba 0,5 m/s. Předchozí měření (na( jiném zařízení) totiž vykazovalo pozvolný pokles při zvyšujících se otáčkách. Tento jev nebude z důvodu nedostatku prostoru v této práci dále zkoumán. 57

58 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Odchylka je ale dle předpokladu způsobena pravděpodobně nedostatečnou tuhostí zařízení ve vyšších rychlostech. Chvění může způsobit totoo chování. Na interferogramu odpovídajícímu rychlosti um=0,798 m m/s m na obr. 48 jde vidět rozostření, které podporuje tuto hypotézu Srovnávací měření Pro validaci nového zařízení bylo provedeno měření při stejných podmínkách jako měření popsané v kapitole Předpoklad je, že výsledky by měly být prakticky shodné kromě odchylek způsobených jinou drsností povrchů, proměnlivostí otáček v důsledku jiných pohonných ústrojí či teploty (zařízení jsou v jinýchh místnostech). Byla provedena dvě základní měření. První simuluje stejné podmínky jako u zařízení v kapitole Z toho důvodu byl vyjmut soudeček. Toto T měřeníí je vyneseno do grafu na obr. 49 zároveňň s výsledkyy zobrazenými v grafu na obr. 43. Do kontaktu bylo dávkováno pomocí mikropipety 28ml, což by mělo orientačně odpovídat již zmíněnému předchozímu měření. Jako mazivo byl taktéž využit základový olej LSBS, zatížení odpovídá 26N a teplota v místnostii byla 23 stupňů celsia. Pro snímkováníí a změnu otáček bylo využitoo stejné nastavení pomocí automatického modulu v programuu Achilles. Počáteční rychlost byla ovšem vyšší než u předchozího měření. Servomotor totiž ani s převodovkou nezvládal stabilně pohánět disk pro otáčky, jež by odpovídaly počátku předchozího měření. Toto může být jeden z důvodů, proč došlo k odchylce mezi měřeními. Dálee u předchozího měření nebyla možnost přesně dávkovat mazivo a pravděpodobně je množství maziva při omto experimentu menší. Tuto domněnku navíc podporují tvary křivek z obr. 13. Obr. 49 Srovnávací měření 58











59 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Měření dvojice kontaktů Protože oba elementy nebyly přesně v téže stopě, došlo k vytvoření stopy, do níž druhý element vjížděl lehcee stranou. Přesazení odpovídalo zhruba z polovině průměru Hertzovy oblasti. Jde o malou odchylku, ovšem hladovění poté bylo sledováno pouze na jedné části kontaktu. Na obrázku č. 50 je pohled na spodní stranu disku během tohoto měření, kde je vidět i množství mazivaa v dráze a lze si udělat přehled o objemu vstupujícím do kontaktu Obr. 50 Pohled na spodní strany disku během měření Finální měření Jak bylo popsáno v 5.8.1, provedlo se finální měření s dvojicí kuliček. Jak je popsáno v předchozím odstavci, ukázalo se jakoo velmi obtížné nastavit oba elementy do stejné trajektorie. Totoo konstrukční zlepšení je zahrnuto v kapitole trendy t budoucího vývoje jako jeden z nejurgentnějších návrhů na vylepšení konstrukce. U předchozího měření bylo ověřeno, že po opakování se podmínky prakticky nemění. Pouze teplota lehce naroste, což se dá vyřešit prodlevou mezi měřeními. S tímto předpokladem bylo měření dvojice elementů provedenoo zvlášť. Při prvním měření proo nastavenou sekvenci rychlostí byl mikroskop nastaven na první kontakt. Poté bylo měření kompletně zopakováno pro druhý kontakt. Výsledky byly dodatečně spárovány. Tato varianta je jednodušší, než pro každouu rychlost zvlášť otáčet zařízenímm a snímat oba kontakty. Pro každý kontakt byla pochopitelně zvlášť provedena kalibrace, nastavení osvětlení a doostření obrazu. Na obr. 51 jsou zobrazeny výsledkyy v grafu. Interferogra amy kontaktů jsou vždy uspořádány tak, že soudeček je nahořee a kulička dole. Měření bylo provedeno dvakrát s dobrou shodou. Výsledky jsou zobrazeny pouze z prvního měření, jelikož jsou prakticky shodné


























60 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 51 Hladovění EHL dva kontakty (na snímcích je nahořee soudeček a dole kulička) Sbíhavost dat Při sledování výsledků v grafu na obr. 51, lze postřehnout jistou sbíhavost centrální tloušťky filmu kuličky H ck a centrální tloušťky filmu soudečku H cs. Tato sbíhavost se dá vysvětlit poznámkou, že mezi snímky (nárůstem rychlosti) bylaa prodleva asi 5 sekund pro nejnižší rychlosti. V konkrétním významu to znamená, z že až do rychlosti asi 0,038 m/ /s disk vykonal méně než jednu otáčku a provedlo p se další zachycení interferogramu, zvýšení otáček atd. 60
![ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Kontakt 1 u [m/s] Kontakt 2 Obr. 52 Vysvětlení sbíhavosti dat Na obr.](/docs-images/94/118958443/images/61-0.jpg "52 je tato situace vysvětlena podrobněji. Obě části č obr.")







61 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Kontakt 1 u [m/s] Kontakt 2 Obr. 52 Vysvětlení sbíhavosti dat Na obr. 52 je tato situace vysvětlena podrobněji. Obě části č obr. 52 znázorňují půdorysný pohled na zařízení a zachycování interferogramůů pro dvě různé po sobě těsněě jdoucí rychlosti. Různé zbarveníí částí kružnice odpovídá rozdílným tloušťkám maziva naneseného na disku. V levé části obrázku je zobrazen ustálenýý stav. Disk se otočil více než jednou při konstantních h otáčkách. Díky tomuu na celém disku nanesen film o konstantní tloušťce. V tomto stavu se H ckul = Hcs c a je stejná i hodnota parametru H oil pro oba kontakty. V okamžiku, kdy změníme rychlostt otáčení disku a tenn provede počet otáček dostatečný na posun maziva z kontaktu 1 do kontaktu 2, alee zároveň menší než aby se mazivo stihlo přesunout z kontaktu 2 do kontaktu 1, vzniká neustálený stav. Pokud zachytíme v tomto okamžiku (na obr. 52 pravá situace) interferogram, tak dostáváme rozdíl ve výsledných tloušťkách H ckul H cs. To je způsobenoo hlavně tím, že kontakty mají rozdílnou hodnotu parametru H oil l. Z toho důvodu se v grafu na obr. 51 výsledky postupně sbíhají. Pro menší rychlostii je počet otáček disku mezi zachycením interferogramů < 1. Proo zvyšující se rychlostii je při stejné prodlevě již počet otočení dostatečný pro vytvoření stabilizovaného stavu a poměr H ckul /H cs se přibližuje jedné. 5.9 Měření teploty Jelikož jsou některé vlastnosti mazivaa silně závislé na teplotě, je nezbytné provést i měření teploty maziva během experimentu. Na původním zařízení toto měření proběhlo pomocí existujícího nástavce. Tato modifikace zařízení je na obr. 53. Termočlánek je připevněn na nosné konzoli (na( obr. 53 zelená součást). Termočlánek je od společnosti OMEGA, model HJMQSS-010-E-6. Tento termočlánek je typu J (rozsah teplot t 0 C 750 C, přesnost >2,2st, nebo 0,75% %) s odhaleným koncem. Plášť je vyroben z nerez oceli, průměr pláště je 0,25 mmm a délka sondy 150 mm. Termočlánekk produkuje napěťovýý výstup, který je poté zpracováván měřicím zařízením HH-21 od firmy Omega [32]



![41 [33]] Tento](/docs-images/94/118958443/images/62-4.jpg "termočlánek je sice")





















62 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 53 Měření teploty na původním zařízení naa obr. 41 [33]] Tento termočlánek je sice extrémně choulostivé zařízení, nicméněě ho lze vsunout velmi blízko kontaktu tak, t aby see brodil v jeho bezprostřední blízkosti. Tím nám zobrazuje téměř bez zpoždění změnu teploty maziva. U nového zařízení není žádným způsoben vyřešen přidržovací systém, jako na obr. 53, proto byl použit univerzální laboratorní stojan. Toto uspořádání je zřejmé z obr. 54. Obr. 54 Měření teplotyy na novém zařízení Během měření hladovění byla snaha dostat sondu co nejblíže kontaktu, ovšem ne do takové blízkosti, aby ovlivňovala geometrii maziva. Bylo očekáváno, že se teplota bude měnit poměrně rapidně vzhledem k minimálnímuu množství maziva. Měření ovšem toto očekávání nepotvrdilo. Teplota se pohybovala maximálně kolem 27 o C, čili asi +3 o C vůči teplotě okolí. Vzhledem k množství maziva pravděpodobně všechny výkyvy teplot, zejména proo vyšší valivé rychlosti, zachytily valivé elementy. 62
63 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Vůči množství maziva jde totiž o výrazně větší objem materiálu, který se ohřeje jen nepatrně Ověření numerických řešení V bodě 1.1 je popsán numerický model, jehož závěrem je vztah 1. Tento vztah určuje pokles tloušťky mazacího filmu a v grafu na obr. 55 je vykreslen plnou čarou. Koeficient je podle [9] pro naše podmínky (M=100 a L=10) roven 2,8. Proto byla tato hodnota použita k vypočtení aproximace. Moesovy parametry experimentu nebyly sice konstantní, nicméně již podle obr. 5 lze vidět, že ani řádová změna těchto parametrů nevyvolá velkou změnu ve výsledných datech. Výsledné parametry pro konkrétní body grafu jsou v tab. 8. Pro nižší rychlosti, kdy se ještě neprojevuje plné hladovění, odpovídají body v grafu hodnotám blížícím se jedné Tab. 8 Moesovy parametry pro grafy na obr. 55 a 56 u m [m/s] M L 0, ,5 0, ,8 0, ,1 0, ,4 0, ,6 0, ,2 0, ,7 0, ,1 0, ,5 Spojnice H c /H cff = H oil /H cff vytváří mez, za kterou se nemůžou vyskytovat experimentální data. Centrální tloušťka hladovějícího kontaktu H c totiž nemůže překročit tloušťku dostupné vrstvy maziva na vstupu kontaktu H oil. Dále nesmí ani překročit hodnotu H c /H cff = 1, protože centrální tloušťka mazacího filmu hladovějícího kontaktu H c nemůže mít větší hodnotu než centrální tloušťka plně zaplaveného kontaktu H cff. Na obr. 55 jsou experimentální data, která jsou srovnatelná s daty na obr. 5. Zařízení, na kterém byl prováděn experiment, není schopno nanést větší tloušťku než tu, která již odpovídá jistému stupni hladovění. Plně zaplavený kontakt nelze z konstrukčních důvodů vytvořit. To je hlavní důvod, proč experimentální data nepřesahují H oil /H cff = 1. Avšak i existující data zobrazují shodu. 63







64 ANALÝZA A INTERPRETACE ZÍSKANÝCH ÚDAJŮ Obr. 55 Centrální tloušťka mazacího filmu jako závislost tloušťky filmu na vstupu kontaktu Graf na obr. 56 lze srovnat s daty v tab. 2. Tato data odpovídají taktéž Moesovým parametrům podle tab. 8. Dá se tedy provést srovnání s řádkem tab. 2 odpovídajícím parametrům L=10 a M= =100. V tétoo části tabulky je popsáno, že hodnotám poměru H oil /H cff pro 0,5, a 0,2 odpovídá hodnota poměru H oil /H/ c = 1,23 (označeno jako numerický model). Z grafu je patrnáá shoda s numerickým modelem. Obr. 56 Graf závislosti Hoil/H o c ku H oil /H H cff 64
Konstrukce optického mikroviskozimetru
 Ing. Jan Medlík, FSI VUT v Brně, Ústav konstruování Konstrukce optického mikroviskozimetru Školitel: prof. Ing. Martin Hartl, Ph.D. VUT Brno, FSI 2009 Obsah Úvod Formulace problému Shrnutí současného stavu
Ing. Jan Medlík, FSI VUT v Brně, Ústav konstruování Konstrukce optického mikroviskozimetru Školitel: prof. Ing. Martin Hartl, Ph.D. VUT Brno, FSI 2009 Obsah Úvod Formulace problému Shrnutí současného stavu
Formování tloušťky filmu v elastohydrodynamicky mazaných poddajných kontaktech
 Formování tloušťky filmu v elastohydrodynamicky mazaných poddajných kontaktech Jiří Křupka ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 23. 4. 2018 OBSAH Motivace pro řešení problému
Formování tloušťky filmu v elastohydrodynamicky mazaných poddajných kontaktech Jiří Křupka ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 23. 4. 2018 OBSAH Motivace pro řešení problému
Experimentální studium utváření mazacích filmů při reverzaci a rozběhu třecích povrchů
 Experimentální studium utváření mazacích filmů při reverzaci a rozběhu třecích povrchů Experimental Study of Lubrication Films Formation During Start up and Reversal Motion of Rubbing Surfaces Ing. Petr
Experimentální studium utváření mazacích filmů při reverzaci a rozběhu třecích povrchů Experimental Study of Lubrication Films Formation During Start up and Reversal Motion of Rubbing Surfaces Ing. Petr
Vliv povrchových nerovností na utváření velmi tenkých mazacích filmů na hranici přechodu do smíšeného mazání
 Vliv povrchových nerovností na utváření velmi tenkých mazacích filmů na hranici přechodu do smíšeného mazání Ing. Tomáš Zapletal Vedoucí práce: Ing. Petr Šperka, PhD. Ústav konstruování Fakulta strojního
Vliv povrchových nerovností na utváření velmi tenkých mazacích filmů na hranici přechodu do smíšeného mazání Ing. Tomáš Zapletal Vedoucí práce: Ing. Petr Šperka, PhD. Ústav konstruování Fakulta strojního
Studium přechodových p v mazacích ch filmech vysokorychlostní barevnou kamerou
 Ing. Petr Svoboda, FSI VUT v Brně, Ústav konstruování Studium přechodových p jevů v mazacích ch filmech vysokorychlostní barevnou kamerou Školitel: Doc. Ing. Ivan Křupka, Ph.D. VUT Brno, FSI 2008 Obsah
Ing. Petr Svoboda, FSI VUT v Brně, Ústav konstruování Studium přechodových p jevů v mazacích ch filmech vysokorychlostní barevnou kamerou Školitel: Doc. Ing. Ivan Křupka, Ph.D. VUT Brno, FSI 2008 Obsah
Elastohydrodynamické mazání za podmínek hladovění
 Elastohydrodynamické mazání za podmínek hladovění Ing. David Košťál Prof. Ivan Křupka Ústav konstruování Fakulta strojního inženýrství VUT v Brně Obhajoba disertační práce 3. 12. 2015 Úvod EHD režim mazání
Elastohydrodynamické mazání za podmínek hladovění Ing. David Košťál Prof. Ivan Křupka Ústav konstruování Fakulta strojního inženýrství VUT v Brně Obhajoba disertační práce 3. 12. 2015 Úvod EHD režim mazání
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů
 Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Prezentace k obhajobě doktorské dizertační práce 18. 11. 2013 Institute of Machine and Industrial Design Faculty of
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Prezentace k obhajobě doktorské dizertační práce 18. 11. 2013 Institute of Machine and Industrial Design Faculty of
Elastohydrodynamické mazání za podmínek hladovění
 Elastohydrodynamické mazání za podmínek hladovění Ing. David Košťál prof. Ing. Ivan Křupka, Ph.D. Ústav konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně Obsah: Úvod Specifikace
Elastohydrodynamické mazání za podmínek hladovění Ing. David Košťál prof. Ing. Ivan Křupka, Ph.D. Ústav konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně Obsah: Úvod Specifikace
EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU
 EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU Ing. Daniel Koutný Experimental study of lubrication films contaminated by water VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU Ing. Daniel Koutný Experimental study of lubrication films contaminated by water VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Metody modifikace topografie strojních prvků
 Metody modifikace topografie strojních prvků, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ 2452/2010
Metody modifikace topografie strojních prvků, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ 2452/2010
ÚSTAV KONSTRUOVÁNÍ ÚK
 ÚSTAV KONSTRUOVÁNÍ ÚK Experimentální studium mazacích filmů při nestacionárních provozních podmínkách řešitelé: Ing. Martin Zimmerman Ing. Petr Svoboda obor: Konstrukční a procesní inženýrství předpoklád.
ÚSTAV KONSTRUOVÁNÍ ÚK Experimentální studium mazacích filmů při nestacionárních provozních podmínkách řešitelé: Ing. Martin Zimmerman Ing. Petr Svoboda obor: Konstrukční a procesní inženýrství předpoklád.
v akademickém roku 2009/2010 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně
 Doktorské ké studium na Ústavu konstruování v akademickém roku 2009/2010 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Rychlý řešič EHD problémů Další
Doktorské ké studium na Ústavu konstruování v akademickém roku 2009/2010 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Rychlý řešič EHD problémů Další
Experimentální studium chování mazacích filmů kontaminovaných vodou
 Experimentální studium chování mazacích filmů kontaminovaných vodou Pojednání ke státní doktorské zkoušce Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 27. 6. 2006 Experimentální
Experimentální studium chování mazacích filmů kontaminovaných vodou Pojednání ke státní doktorské zkoušce Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 27. 6. 2006 Experimentální
Studium tenkých mazacích filmů spektroskopickou reflektometrií
 Studium tenkých mazacích filmů spektroskopickou reflektometrií Ing. Vladimír Čudek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OBSAH EHD mazání
Studium tenkých mazacích filmů spektroskopickou reflektometrií Ing. Vladimír Čudek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OBSAH EHD mazání
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
Konstrukce optického mikroviskozimetru
 Ing. Jan Medlík, FSI VUT v Brně, Ústav konstruování Konstrukce optického mikroviskozimetru Školitel: prof. Ing. Martin Hartl, Ph.D. VUT Brno, FSI 2008 Obsah Úvod Shrnutí současného stavu Měření viskozity
Ing. Jan Medlík, FSI VUT v Brně, Ústav konstruování Konstrukce optického mikroviskozimetru Školitel: prof. Ing. Martin Hartl, Ph.D. VUT Brno, FSI 2008 Obsah Úvod Shrnutí současného stavu Měření viskozity
Valivé ložisko klíč k vyšší účinnosti
 Valivé ložisko klíč k vyšší účinnosti Úvod» Novinky» Valivé ložisko klíč k vyšší účinnosti 17. 02. 2012 Valivé ložisko klíč k vyšší účinnosti Valivá ložiska a energetická účinnost tyto dva pojmy lze používat
Valivé ložisko klíč k vyšší účinnosti Úvod» Novinky» Valivé ložisko klíč k vyšší účinnosti 17. 02. 2012 Valivé ložisko klíč k vyšší účinnosti Valivá ložiska a energetická účinnost tyto dva pojmy lze používat
Numerická simulace elastohydrodynamicky mazaného kruhového kontaktu nehladkých povrchů
 Numerická simulace elastohydrodynamicky mazaného kruhového kontaktu nehladkých povrchů Pojednání ke státní doktorské zkoušce Ing. Libor Urbanec VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
Numerická simulace elastohydrodynamicky mazaného kruhového kontaktu nehladkých povrchů Pojednání ke státní doktorské zkoušce Ing. Libor Urbanec VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Pohyb tělesa po nakloněné rovině
 Pohyb tělesa po nakloněné rovině Zadání 1 Pro vybrané těleso a materiál nakloněné roviny zjistěte závislost polohy tělesa na čase při jeho pohybu Výsledky vyneste do grafu a rozhodněte z něj, o jakou křivku
Pohyb tělesa po nakloněné rovině Zadání 1 Pro vybrané těleso a materiál nakloněné roviny zjistěte závislost polohy tělesa na čase při jeho pohybu Výsledky vyneste do grafu a rozhodněte z něj, o jakou křivku
MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM
 MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v
MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v
Výpočtová dokumentace pro montážní přípravek oběžného kola Peltonovy turbíny
 Výpočtová dokumentace pro montážní přípravek oběžného kola Peltonovy turbíny Parametry Jako podklady pro výpočtovou dokumentaci byly zadavatelem dodány parametry: -hmotnost oběžného kola turbíny 2450 kg
Výpočtová dokumentace pro montážní přípravek oběžného kola Peltonovy turbíny Parametry Jako podklady pro výpočtovou dokumentaci byly zadavatelem dodány parametry: -hmotnost oběžného kola turbíny 2450 kg
DIMENZOVÁNÍ PODVOZKU ŽELEZNIČNÍHO VOZU PRO VYSOKÉ KOLOVÉ ZATÍŽENÍ SVOČ FST_2018
 DIMENZOVÁNÍ PODVOZKU ŽELEZNIČNÍHO VOZU PRO VYSOKÉ KOLOVÉ ZATÍŽENÍ ABSTRAKT SVOČ FST_2018 Lukáš Kožíšek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Tato práce řeší navrhování
DIMENZOVÁNÍ PODVOZKU ŽELEZNIČNÍHO VOZU PRO VYSOKÉ KOLOVÉ ZATÍŽENÍ ABSTRAKT SVOČ FST_2018 Lukáš Kožíšek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Tato práce řeší navrhování
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
Pevnostní analýza plastového držáku
 Pevnostní analýza plastového držáku Zpracoval: Petr Žabka Jaroslav Beran Pracoviště: Katedra textilních a jednoúčelových strojů TUL In-TECH 2, označuje společný projekt Technické univerzity v Liberci a
Pevnostní analýza plastového držáku Zpracoval: Petr Žabka Jaroslav Beran Pracoviště: Katedra textilních a jednoúčelových strojů TUL In-TECH 2, označuje společný projekt Technické univerzity v Liberci a
MANUÁL PRO VÝPOČET ZBYTKOVÉHO
 MANUÁL PRO VÝPOČET ZBYTKOVÉHO PRODLOUŽENÍ VE ŠROUBECH 0 25.05.2016 Doporučení pro výpočet potřebného prodloužení šroubu, aby bylo dosaženo požadovaného předpětí ve šroubech předepínaných hydraulickým napínákem
MANUÁL PRO VÝPOČET ZBYTKOVÉHO PRODLOUŽENÍ VE ŠROUBECH 0 25.05.2016 Doporučení pro výpočet potřebného prodloužení šroubu, aby bylo dosaženo požadovaného předpětí ve šroubech předepínaných hydraulickým napínákem
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
5b MĚŘENÍ VISKOZITY KAPALIN POMOCÍ PADAJÍCÍ KULIČKY
 Laboratorní cvičení z předmětu Reologie potravin a kosmetických prostředků 5b MĚŘENÍ VISKOZITY KAPALIN POMOCÍ PADAJÍCÍ KULIČKY 1. TEORIE: Měření viskozity pomocí padající kuličky patří k nejstarším metodám
Laboratorní cvičení z předmětu Reologie potravin a kosmetických prostředků 5b MĚŘENÍ VISKOZITY KAPALIN POMOCÍ PADAJÍCÍ KULIČKY 1. TEORIE: Měření viskozity pomocí padající kuličky patří k nejstarším metodám
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů. Pojednání ke Státní doktorské zkoušce. M. Omasta
 Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Pojednání ke Státní doktorské zkoušce Institute of Machine and Industrial Design Faculty of Mechanical Engineering
Studium utváření elastohydrodynamických mazacích filmů u hypoidních převodů M. Omasta Pojednání ke Státní doktorské zkoušce Institute of Machine and Industrial Design Faculty of Mechanical Engineering
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ TECHNOLOGICKÉ POSTUPY
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY
 BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY ROTAČNÍ POHYB TĚLESA, MOMENT SÍLY, MOMENT SETRVAČNOSTI DYNAMIKA Na rozdíl od kinematiky, která se zabývala
BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY ROTAČNÍ POHYB TĚLESA, MOMENT SÍLY, MOMENT SETRVAČNOSTI DYNAMIKA Na rozdíl od kinematiky, která se zabývala
Vysoké učení technické v Brně Brno University of Technology
 Vysoké učení technické v Brně Brno University of Technology Fakulta strojního inženýrství Ústav konstruování / Odbor tribologie Faculty of Mechanical Engineering Institute of Machine and Industrial Design
Vysoké učení technické v Brně Brno University of Technology Fakulta strojního inženýrství Ústav konstruování / Odbor tribologie Faculty of Mechanical Engineering Institute of Machine and Industrial Design
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY STUDIUM PŘECHODOVÝCH JEVŮ MEZI ZCELA ELASTOHYDRODYNAMICKY MAZANÝMM KONTAKTEM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OFMACHINE AND INDUSTRIAL DESIGN STUDIUM PŘECHODOVÝCH
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OFMACHINE AND INDUSTRIAL DESIGN STUDIUM PŘECHODOVÝCH
Témata doktorského studia pro akademický rok 2011/2012
 Prezentace Ústavu konstruování 2011 Témata doktorského studia pro akademický rok 2011/2012 Proč jít na doktorské studium na Ústav konstruování? Kolektiv mladých lidí se zájmem o věc Záruka získání PhD
Prezentace Ústavu konstruování 2011 Témata doktorského studia pro akademický rok 2011/2012 Proč jít na doktorské studium na Ústav konstruování? Kolektiv mladých lidí se zájmem o věc Záruka získání PhD
EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU
 EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU Ing. Daniel Koutný Experimental study of lubrication films contaminated by water VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
EXPERIMENTÁLNÍ STUDIUM CHOVÁNÍ MAZACÍCH FILMŮ KONTAMINOVANÝCH VODOU Ing. Daniel Koutný Experimental study of lubrication films contaminated by water VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
Zadání programu z předmětu Dynamika I pro posluchače kombinovaného studia v Ostravě a Uherském Brodu vyučuje Ing. Zdeněk Poruba, Ph.D.
 Zadání programu z předmětu Dynamika I pro posluchače kombinovaného studia v Ostravě a Uherském Brodu vyučuje Ing. Zdeněk Poruba, Ph.D. Ze zadaných třinácti příkladů vypracuje každý posluchač samostatně
Zadání programu z předmětu Dynamika I pro posluchače kombinovaného studia v Ostravě a Uherském Brodu vyučuje Ing. Zdeněk Poruba, Ph.D. Ze zadaných třinácti příkladů vypracuje každý posluchač samostatně
Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad
 Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY OF TURBINE WITH SIDE CHANNEL RUNNER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE STUDIE TURBÍNY S VÍŘIVÝM OBĚŽNÝM KOLEM STUDY
Mechanická modifikace topografie strojních součástí
 Mechanická modifikace topografie strojních součástí, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ
Mechanická modifikace topografie strojních součástí, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ
Snižování hlukové emise moderní automobilové převodovky. Prezentace: Pojednání ke státní doktorské zkoušce Ing. Milan Klapka
 Snižování hlukové emise moderní automobilové převodovky Prezentace: Pojednání ke státní doktorské zkoušce Ing. Milan Klapka VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 2008 Obsah Úvod do
Snižování hlukové emise moderní automobilové převodovky Prezentace: Pojednání ke státní doktorské zkoušce Ing. Milan Klapka VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 2008 Obsah Úvod do
Problematika disertační práce a současný stav řešení
 Problematika disertační práce a současný stav řešení Otakar Šamánek "Myslím si, že na celosvětovém trhu je místo maximálně pro 5 počítačů." Thomas Watson, ředitel společnosti IBM, 1943 2 /13 OSNOVA Formulace
Problematika disertační práce a současný stav řešení Otakar Šamánek "Myslím si, že na celosvětovém trhu je místo maximálně pro 5 počítačů." Thomas Watson, ředitel společnosti IBM, 1943 2 /13 OSNOVA Formulace
PŘEVODY S OZUBENÝMI KOLY
 PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ
 HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ Radim Paluska, Miroslav Kyjovský V tomto příspěvku jsou uvedeny poznatky vyplývající ze zkoušek provedených za účelem vyhodnocení rozdílných režimů při
HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ Radim Paluska, Miroslav Kyjovský V tomto příspěvku jsou uvedeny poznatky vyplývající ze zkoušek provedených za účelem vyhodnocení rozdílných režimů při
Doktorské studium na Ústavu konstruování v akademickém roku 2010/2011
 Doktorské studium na Ústavu konstruování v akademickém roku 2010/2011 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Aplikace megnetoreologických kapalin
Doktorské studium na Ústavu konstruování v akademickém roku 2010/2011 Ústav konstruování, Fakulta strojního inženýrství, Vysoké učení technické v Brně www.uk.fme.vutbr.cz Aplikace megnetoreologických kapalin
Měření tíhového zrychlení matematickým a reverzním kyvadlem
 Úloha č. 3 Měření tíhového zrychlení matematickým a reverzním kyvadlem Úkoly měření: 1. Určete tíhové zrychlení pomocí reverzního a matematického kyvadla. Pro stanovení tíhového zrychlení, viz bod 1, měřte
Úloha č. 3 Měření tíhového zrychlení matematickým a reverzním kyvadlem Úkoly měření: 1. Určete tíhové zrychlení pomocí reverzního a matematického kyvadla. Pro stanovení tíhového zrychlení, viz bod 1, měřte
Experimentální studium chování mazacích filmů kontaminovaných vodou. Ing. Daniel Koutný
 Experimentální studium chování mazacích filmů Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 15. 6. 2007 Osnova Současný stav poznání Cíle dizertační práce Dosažené výsledky
Experimentální studium chování mazacích filmů Ing. Daniel Koutný VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 15. 6. 2007 Osnova Současný stav poznání Cíle dizertační práce Dosažené výsledky
MECHANIKA TUHÉHO TĚLESA
 MECHANIKA TUHÉHO TĚLESA. Základní teze tuhé těleso ideální těleso, které nemůže být deformováno působením žádné (libovolně velké) vnější síly druhy pohybu tuhého tělesa a) translace (posuvný pohyb) všechny
MECHANIKA TUHÉHO TĚLESA. Základní teze tuhé těleso ideální těleso, které nemůže být deformováno působením žádné (libovolně velké) vnější síly druhy pohybu tuhého tělesa a) translace (posuvný pohyb) všechny
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Testování olejů - Reichert
 ÚSTAV TECHNOLOGIE ROPY A PETROCHEMIE Testování olejů - Reichert 1 Úvod Hodnocení maziv chemicko-fyzikálními metodami nám jen nepřímo poukazuje na jejich kvalitu z hlediska mazivosti, resp. únosnosti mazacího
ÚSTAV TECHNOLOGIE ROPY A PETROCHEMIE Testování olejů - Reichert 1 Úvod Hodnocení maziv chemicko-fyzikálními metodami nám jen nepřímo poukazuje na jejich kvalitu z hlediska mazivosti, resp. únosnosti mazacího
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ EXPERIMENTÁLNÍ STUDIUM UTVÁŘENÍ MAZACÍCH FILMŮ ZA PODMÍNEK NEDOSTATEČNÉHO ZÁSOBOVÁNÍ KONTAKTU MAZIVEM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ Fakulta strojního inženýrství Ústav konstruování Ing. David Košťál EXPERIMENTÁLNÍ STUDIUM UTVÁŘENÍ MAZACÍCH FILMŮ ZA PODMÍNEK NEDOSTATEČNÉHO ZÁSOBOVÁNÍ KONTAKTU MAZIVEM EXPERIMENTAL
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ Fakulta strojního inženýrství Ústav konstruování Ing. David Košťál EXPERIMENTÁLNÍ STUDIUM UTVÁŘENÍ MAZACÍCH FILMŮ ZA PODMÍNEK NEDOSTATEČNÉHO ZÁSOBOVÁNÍ KONTAKTU MAZIVEM EXPERIMENTAL
TRIBOLOGIE. představení výzkumné skupiny. VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ
 TRIBOLOGIE představení výzkumné skupiny VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ 4. 3. 2009 Tým zaměstnanci doktorandi 4. rok 3. rok 2. rok ext. Projekty Ministerstvo školství mládeže a tělovýchovy ČR ME905 2007-2011
TRIBOLOGIE představení výzkumné skupiny VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ 4. 3. 2009 Tým zaměstnanci doktorandi 4. rok 3. rok 2. rok ext. Projekty Ministerstvo školství mládeže a tělovýchovy ČR ME905 2007-2011
TRIBOLOGIE. představení výzkumné skupiny. VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ
 TRIBOLOGIE představení výzkumné skupiny VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 3. 2. 2006 Osnova úvod experimentální zařízení měřicí metoda příklady řešených problémů - reologické
TRIBOLOGIE představení výzkumné skupiny VYSOKÉ UČENÍ TECHNICKÉ v BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ 3. 2. 2006 Osnova úvod experimentální zařízení měřicí metoda příklady řešených problémů - reologické
Problematika dizertační práce a současný stav řešení
 Problematika dizertační práce a současný stav řešení Sport mám rád proto, že nezvykle chutná a nejde ničím nahradit, podobně jako pivo. Ota Pavel 2/14 OBSAH PREZENTACE Téma dizertační práce Formulace problému
Problematika dizertační práce a současný stav řešení Sport mám rád proto, že nezvykle chutná a nejde ničím nahradit, podobně jako pivo. Ota Pavel 2/14 OBSAH PREZENTACE Téma dizertační práce Formulace problému
Lineární vedení LinTrek
 Lineární vedení Lineární vedení LinTrek Obsah Popis 93 Příklady montáže 94 Vodící rolny 95 Čepy rolen 96 Vodící kolejnice 97 Montážní rozměry 98 Montáž a provoz 100 Výpočty 101 92 Lineární vedení LinTrek
Lineární vedení Lineární vedení LinTrek Obsah Popis 93 Příklady montáže 94 Vodící rolny 95 Čepy rolen 96 Vodící kolejnice 97 Montážní rozměry 98 Montáž a provoz 100 Výpočty 101 92 Lineární vedení LinTrek
VISKOZITA A POVRCHOVÉ NAPĚTÍ
 VISKOZITA A POVRCHOVÉ NAPĚTÍ TEORETICKÝ ÚVOD V proudící reálné tekutině se projevuje mezi elementy tekutiny vnitřní tření. Síly tření způsobí, že rychlejší vrstva tekutiny se snaží zrychlit vrstvu pomalejší
VISKOZITA A POVRCHOVÉ NAPĚTÍ TEORETICKÝ ÚVOD V proudící reálné tekutině se projevuje mezi elementy tekutiny vnitřní tření. Síly tření způsobí, že rychlejší vrstva tekutiny se snaží zrychlit vrstvu pomalejší
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire
 Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Projektově orientovaná výuka Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Projektově orientovaná výuka Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně
TECHNICKÁ DOKUMENTACE
 TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
Pevnostní výpočty náprav pro běžný a hnací podvozek vozu M 27.0
 Strana: 1 /8 Výtisk č.:.../... ZKV s.r.o. Zkušebna kolejových vozidel a strojů Wolkerova 2766, 272 01 Kladno ZPRÁVA č. : Z11-065-12 Pevnostní výpočty náprav pro běžný a hnací podvozek vozu M 27.0 Vypracoval:
Strana: 1 /8 Výtisk č.:.../... ZKV s.r.o. Zkušebna kolejových vozidel a strojů Wolkerova 2766, 272 01 Kladno ZPRÁVA č. : Z11-065-12 Pevnostní výpočty náprav pro běžný a hnací podvozek vozu M 27.0 Vypracoval:
Lineární vedení LinTrek
 Lineární vedení Lineární vedení LinTrek Obsah Popis 117 Příklad montáže 118 Vodící rolny 119 Čepy rolen 120 Vodící kolejnice 121 Montážní rozměry 122 Montáž a provoz 124 Výpočty 125 116 Lineární vedení
Lineární vedení Lineární vedení LinTrek Obsah Popis 117 Příklad montáže 118 Vodící rolny 119 Čepy rolen 120 Vodící kolejnice 121 Montážní rozměry 122 Montáž a provoz 124 Výpočty 125 116 Lineární vedení
Vzpěr, mezní stav stability, pevnostní podmínky pro tlak, nepružný a pružný vzpěr Ing. Jaroslav Svoboda
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: Mechanika, pružnost pevnost Vzpěr,
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: Mechanika, pružnost pevnost Vzpěr,
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
In-situ studium změny topografie třecích povrchů v elastohydrodynamickém kontaktu
 In-situ studium změny topografie třecích povrchů v elastohydrodynamickém kontaktu Ing. Petr Šperka Školitel: prof. Ing. Martin Hartl, Ph.D. Ústav konstruování Odbor konstruování strojů Fakulta strojního
In-situ studium změny topografie třecích povrchů v elastohydrodynamickém kontaktu Ing. Petr Šperka Školitel: prof. Ing. Martin Hartl, Ph.D. Ústav konstruování Odbor konstruování strojů Fakulta strojního
Snížení tření a opotřebení strojních částí cílenou modifikací třecích povrchů
 Snížení tření a opotřebení strojních částí cílenou modifikací třecích povrchů O.Šamánek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OSNOVA
Snížení tření a opotřebení strojních částí cílenou modifikací třecích povrchů O.Šamánek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OSNOVA
MĚŘENÍ MOMENTU SETRVAČNOSTI Z DOBY KYVU
 Úloha č 5 MĚŘENÍ MOMENTU SETRVAČNOSTI Z DOBY KYVU ÚKOL MĚŘENÍ: Určete moment setrvačnosti ruhové a obdélníové desy vzhledem jednotlivým osám z doby yvu Vypočtěte moment setrvačnosti ruhové a obdélníové
Úloha č 5 MĚŘENÍ MOMENTU SETRVAČNOSTI Z DOBY KYVU ÚKOL MĚŘENÍ: Určete moment setrvačnosti ruhové a obdélníové desy vzhledem jednotlivým osám z doby yvu Vypočtěte moment setrvačnosti ruhové a obdélníové
FEM ANALYSIS OF HOSE SPRNIG CLAMP DEFORMATION BEHAVIOUR
 Education, Research, Innovation FEM ANALYSIS OF HOSE SPRNIG CLAMP DEFORMATION BEHAVIOUR FEM ANALÝZA DEFORMAČNÍHO CHOVÁNÍ HADICOVÉ SPONY Pavel HRONEK 1+2, Ctibor ŠTÁDLER 2, 1 Úvod Bohuslav MAŠEK 2, Zdeněk
Education, Research, Innovation FEM ANALYSIS OF HOSE SPRNIG CLAMP DEFORMATION BEHAVIOUR FEM ANALÝZA DEFORMAČNÍHO CHOVÁNÍ HADICOVÉ SPONY Pavel HRONEK 1+2, Ctibor ŠTÁDLER 2, 1 Úvod Bohuslav MAŠEK 2, Zdeněk
Mechanika - síla. Zápisy do sešitu
 Mechanika - síla Zápisy do sešitu Síla a její znázornění 1/3 Síla popisuje vzájemné působení těles (i prostřednictvím silových polí). Účinky síly: 1.Mění rychlost a směr pohybu 2.Deformační účinky Síla
Mechanika - síla Zápisy do sešitu Síla a její znázornění 1/3 Síla popisuje vzájemné působení těles (i prostřednictvím silových polí). Účinky síly: 1.Mění rychlost a směr pohybu 2.Deformační účinky Síla
Aplikované úlohy Solid Edge. SPŠSE a VOŠ Liberec. Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ]
![Aplikované úlohy Solid Edge. SPŠSE a VOŠ Liberec. Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ]](/thumbs/24/3705963.jpg "Aplikované úlohy Solid Edge. SPŠSE a VOŠ Liberec. Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ]") Aplikované úlohy Solid Edge SPŠSE a VOŠ Liberec Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ] 1 CÍL KAPITOLY V této kapitole si představíme Nástroje kreslení pro tvorbu 2D skic v modulu Objemová součást
Aplikované úlohy Solid Edge SPŠSE a VOŠ Liberec Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ] 1 CÍL KAPITOLY V této kapitole si představíme Nástroje kreslení pro tvorbu 2D skic v modulu Objemová součást
VÝUKOVÝ SOFTWARE PRO ANALÝZU A VIZUALIZACI INTERFERENČNÍCH JEVŮ
 VÝUKOVÝ SOFTWARE PRO ANALÝZU A VIZUALIZACI INTERFERENČNÍCH JEVŮ P. Novák, J. Novák Katedra fyziky, Fakulta stavební, České vysoké učení technické v Praze Abstrakt V práci je popsán výukový software pro
VÝUKOVÝ SOFTWARE PRO ANALÝZU A VIZUALIZACI INTERFERENČNÍCH JEVŮ P. Novák, J. Novák Katedra fyziky, Fakulta stavební, České vysoké učení technické v Praze Abstrakt V práci je popsán výukový software pro
LABORATORNÍ ZKOUŠKY VZORKY LABORATORNÍ ZKOUŠKY. Postup laboratorních zkoušek
 LABORATORNÍ ZKOUŠKY Jednou z hlavních součástí grantového projektu jsou laboratorní zkoušky elastomerových ložisek. Cílem zkoušek je získání pracovního diagramu elastomerových ložisek v tlaku a porovnání
LABORATORNÍ ZKOUŠKY Jednou z hlavních součástí grantového projektu jsou laboratorní zkoušky elastomerových ložisek. Cílem zkoušek je získání pracovního diagramu elastomerových ložisek v tlaku a porovnání
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire
 Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Konstrukční inženýrství učíme věci jinak Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické
Abyste mohli dělat věci jinak, musíte je jinak i vidět Paul Allaire Konstrukční inženýrství učíme věci jinak Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÍCEÚČELOVÁ SPORTOVNÍ HALA MULTIPURPOSE SPORT HALL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES VÍCEÚČELOVÁ SPORTOVNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STAVEBNÍ ÚSTAV KOVOVÝCH A DŘEVĚNÝCH KONSTRUKCÍ FACULTY OF CIVIL ENGINEERING INSTITUTE OF METAL AND TIMBER STRUCTURES VÍCEÚČELOVÁ SPORTOVNÍ
NESTABILITY VYBRANÝCH SYSTÉMŮ. Úvod. Vzpěr prutu. Petr Frantík 1
 NESTABILITY VYBRANÝCH SYSTÉMŮ Petr Frantík 1 Úvod Úloha pokritického vzpěru přímého prutu je řešena dynamickou metodou. Prut se statickým zatížením je modelován jako nelineární disipativní dynamický systém.
NESTABILITY VYBRANÝCH SYSTÉMŮ Petr Frantík 1 Úvod Úloha pokritického vzpěru přímého prutu je řešena dynamickou metodou. Prut se statickým zatížením je modelován jako nelineární disipativní dynamický systém.
Interaktivní modely pro Konstruktivní geometrii
 Interaktivní modely pro Konstruktivní geometrii Jakub Makarovský Abstrakt V příspěvku jsou prezentovány interaktivní modely základních úloh z Konstruktivní geometrie (1. ročník, zimní semestr) zaměřující
Interaktivní modely pro Konstruktivní geometrii Jakub Makarovský Abstrakt V příspěvku jsou prezentovány interaktivní modely základních úloh z Konstruktivní geometrie (1. ročník, zimní semestr) zaměřující
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
Hřídelové klouby a kloubové hřídele Drážkové hřídele a náboje
 Hřídelové klouby a kloubové hřídele Drážkové hřídele a náboje C 1 INFORMACE O VÝROBKU Určení velikosti hřídelových kloubů Pro výběr hřídelových kloubů není rozhodující pouze největší přenášený kroutící
Hřídelové klouby a kloubové hřídele Drážkové hřídele a náboje C 1 INFORMACE O VÝROBKU Určení velikosti hřídelových kloubů Pro výběr hřídelových kloubů není rozhodující pouze největší přenášený kroutící
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN DESIGN PC MONITORU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV KONSTRUOVÁNÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN DESIGN PC MONITORU
Zkoušky těsnosti převodovek tramvajových vozidel (zkušební stand )
") Zkoušky těsnosti převodovek tramvajových vozidel (zkušební stand ) SVOČ FST 2009 Jáchymovská 337 373 44 Zliv mmachace@seznam.cz ABSTRAKT Navrhnout zkušební stand tramvajových vozidel simulující běžné provozní
Zkoušky těsnosti převodovek tramvajových vozidel (zkušební stand ) SVOČ FST 2009 Jáchymovská 337 373 44 Zliv mmachace@seznam.cz ABSTRAKT Navrhnout zkušební stand tramvajových vozidel simulující běžné provozní
MAZACÍ PŘÍSTROJ VEG CENTRÁLNÍ MAZÁNÍ
 MAZACÍ PŘÍSTROJ POUŽITÍ Mazací přístroje jsou používány jako zdroje tlakového maziva pro vícepotrubní centrální mazací systémy. Vzhledem k vysoce variabilnímu počtu vývodů a možnosti kombinace s progresivními
MAZACÍ PŘÍSTROJ POUŽITÍ Mazací přístroje jsou používány jako zdroje tlakového maziva pro vícepotrubní centrální mazací systémy. Vzhledem k vysoce variabilnímu počtu vývodů a možnosti kombinace s progresivními
Dynamika vázaných soustav těles
 Dynamika vázaných soustav těles Většina strojů a strojních zařízení, s nimiž se setkáváme v praxi, lze považovat za soustavy těles. Složitost dané soustavy závisí na druhu řešeného případu. Základem pro
Dynamika vázaných soustav těles Většina strojů a strojních zařízení, s nimiž se setkáváme v praxi, lze považovat za soustavy těles. Složitost dané soustavy závisí na druhu řešeného případu. Základem pro
ANALÝZA NAPĚTÍ A DEFORMACÍ PRŮTOČNÉ ČOČKY KLAPKOVÉHO RYCHLOUZÁVĚRU DN5400 A POROVNÁNÍ HODNOCENÍ ÚNAVOVÉ ŽIVOTNOSTI DLE NOREM ČSN EN 13445-3 A ASME
 1. Úvod ANALÝZA NAPĚTÍ A DEFORMACÍ PRŮTOČNÉ ČOČKY KLAPKOVÉHO RYCHLOUZÁVĚRU DN5400 A POROVNÁNÍ HODNOCENÍ ÚNAVOVÉ ŽIVOTNOSTI DLE NOREM ČSN EN 13445-3 A ASME Michal Feilhauer, Miroslav Varner V článku se
1. Úvod ANALÝZA NAPĚTÍ A DEFORMACÍ PRŮTOČNÉ ČOČKY KLAPKOVÉHO RYCHLOUZÁVĚRU DN5400 A POROVNÁNÍ HODNOCENÍ ÚNAVOVÉ ŽIVOTNOSTI DLE NOREM ČSN EN 13445-3 A ASME Michal Feilhauer, Miroslav Varner V článku se
JIŘÍ HÁJEK, ANTONÍN KŘÍŽ
 SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV KONSTRUOVÁNÍ INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN EXPERIMENTÁLNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV KONSTRUOVÁNÍ INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN EXPERIMENTÁLNÍ
Tuhost mechanických částí. Předepnuté a nepředepnuté spojení. Celková tuhosti kinematické vazby motor-šroub-suport.
 Tuhost mechanických částí. Předepnuté a nepředepnuté spojení. Celková tuhosti kinematické vazby motor-šroub-suport. R. Mendřický, M. Lachman Elektrické pohony a servomechanismy 31.10.2014 Obsah prezentace
Tuhost mechanických částí. Předepnuté a nepředepnuté spojení. Celková tuhosti kinematické vazby motor-šroub-suport. R. Mendřický, M. Lachman Elektrické pohony a servomechanismy 31.10.2014 Obsah prezentace
Přijímací zkouška na navazující magisterské studium Studijní program Fyzika obor Učitelství fyziky matematiky pro střední školy
 Přijímací zkouška na navazující magisterské studium 013 Studijní program Fyzika obor Učitelství fyziky matematiky pro střední školy Studijní program Učitelství pro základní školy - obor Učitelství fyziky
Přijímací zkouška na navazující magisterské studium 013 Studijní program Fyzika obor Učitelství fyziky matematiky pro střední školy Studijní program Učitelství pro základní školy - obor Učitelství fyziky
VYHODNOCENÍ LABORATORNÍCH ZKOUŠEK
 VYHODNOCENÍ LABORATORNÍCH ZKOUŠEK Deformace elastomerových ložisek při zatížení Z hodnot naměřených deformací elastomerových ložisek v jednotlivých měřících místech (jednotlivé snímače deformace) byly
VYHODNOCENÍ LABORATORNÍCH ZKOUŠEK Deformace elastomerových ložisek při zatížení Z hodnot naměřených deformací elastomerových ložisek v jednotlivých měřících místech (jednotlivé snímače deformace) byly
Dynamika. Dynamis = řecké slovo síla
 Dynamika Dynamis = řecké slovo síla Dynamika Dynamika zkoumá příčiny pohybu těles Nejdůležitější pojmem dynamiky je síla Základem dynamiky jsou tři Newtonovy pohybové zákony Síla se projevuje vždy při
Dynamika Dynamis = řecké slovo síla Dynamika Dynamika zkoumá příčiny pohybu těles Nejdůležitější pojmem dynamiky je síla Základem dynamiky jsou tři Newtonovy pohybové zákony Síla se projevuje vždy při
Pro tvorbu modelů sestav budete používat panel nástrojů Sestava.
 Sestavy 6 Pro tvorbu modelů sestav budete používat panel nástrojů Sestava. Sestavu můžete vytvářet způsobem zdola nahoru, shora dolů nebo kombinací obou metod. Metoda zdola nahoru znamená nejdříve vymodelovat
Sestavy 6 Pro tvorbu modelů sestav budete používat panel nástrojů Sestava. Sestavu můžete vytvářet způsobem zdola nahoru, shora dolů nebo kombinací obou metod. Metoda zdola nahoru znamená nejdříve vymodelovat
ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ
 7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
KA 19 - UKÁZKOVÝ PROJEKT 2.3 VÝSTUPNÍ ŽLAB VÝPOČTOVÁ ZPRÁVA
 KA 19 - UKÁZKOVÝ PROJEKT 2.3 VÝSTUPNÍ ŽLAB VÝPOČTOVÁ ZPRÁVA Ing. Zdeněk Raab, Ph.D. Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. Obsah 1. Výstupní
KA 19 - UKÁZKOVÝ PROJEKT 2.3 VÝSTUPNÍ ŽLAB VÝPOČTOVÁ ZPRÁVA Ing. Zdeněk Raab, Ph.D. Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. Obsah 1. Výstupní
Tvorba výpočtového modelu MKP
 Tvorba výpočtového modelu MKP Jaroslav Beran (KTS) Modelování a simulace Tvorba výpočtového modelu s využitím MKP zahrnuje: Tvorbu (import) geometrického modelu Generování sítě konečných prvků Definování
Tvorba výpočtového modelu MKP Jaroslav Beran (KTS) Modelování a simulace Tvorba výpočtového modelu s využitím MKP zahrnuje: Tvorbu (import) geometrického modelu Generování sítě konečných prvků Definování
ELEKTRICKÉ STROJE - POHONY
 ELEKTRICKÉ STROJE - POHONY Ing. Petr VAVŘIŇÁK 2013 2.1 OBECNÉ ZÁKLADY EL. POHONŮ 2. ELEKTRICKÉ POHONY Pod pojmem elektrický pohon rozumíme soubor elektromechanických vazeb a vztahů mezi elektromechanickou
ELEKTRICKÉ STROJE - POHONY Ing. Petr VAVŘIŇÁK 2013 2.1 OBECNÉ ZÁKLADY EL. POHONŮ 2. ELEKTRICKÉ POHONY Pod pojmem elektrický pohon rozumíme soubor elektromechanických vazeb a vztahů mezi elektromechanickou
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015
 POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
POČÍTAČOVÁ SIMULACE PLNĚNÍ DUTINY VSTŘIKOVACÍ FORMY SVOČ FST 2015 Ing. Eduard Müller, Západočeská univerzita v Plzni, Univerzitní 22/FST/KKS, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává
Název zpracovaného celku: Řízení automobilu. 2.natočit kola tak,aby každé z nich opisovalo daný poloměr zatáčení-nejsou natočena stejně
 Předmět: Ročník: Vytvořil: Datum: Silniční vozidla druhý NĚMEC V. 14.9.2012 Název zpracovaného celku: Řízení automobilu Řízení je nedílnou součástí automobilu a musí zajistit: 1.natočení kol do rejdu změna
Předmět: Ročník: Vytvořil: Datum: Silniční vozidla druhý NĚMEC V. 14.9.2012 Název zpracovaného celku: Řízení automobilu Řízení je nedílnou součástí automobilu a musí zajistit: 1.natočení kol do rejdu změna
1 Švédská proužková metoda (Pettersonova / Felleniova metoda; 1927)
") Teorie K sesuvu svahu dochází často podél tenké smykové plochy, která odděluje sesouvající se těleso sesuvu nad smykovou plochou od nepohybujícího se podkladu. Obecně lze říct, že v nesoudržných zeminách
Teorie K sesuvu svahu dochází často podél tenké smykové plochy, která odděluje sesouvající se těleso sesuvu nad smykovou plochou od nepohybujícího se podkladu. Obecně lze říct, že v nesoudržných zeminách
2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná.
 1 Pracovní úkoly 1. Změřte tloušťku tenké vrstvy ve dvou různých místech. 2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná. 3. Okalibrujte
1 Pracovní úkoly 1. Změřte tloušťku tenké vrstvy ve dvou různých místech. 2. Vyhodnoťte získané tloušťky a diskutujte, zda je vrstva v rámci chyby nepřímého měření na obou místech stejně silná. 3. Okalibrujte
Konstrukční zásady návrhu polohových servopohonů
 Konstrukční zásady návrhu polohových servopohonů Radomír Mendřický Elektrické pohony a servomechanismy 2.6.2015 Obsah prezentace Kinematika polohových servopohonů Zásady pro návrh polohových servopohonů
Konstrukční zásady návrhu polohových servopohonů Radomír Mendřický Elektrické pohony a servomechanismy 2.6.2015 Obsah prezentace Kinematika polohových servopohonů Zásady pro návrh polohových servopohonů
Bezpečnostní kluzné a rozběhové lamelové spojky
 Funkce Vlastnosti, oblast použití Pokyny pro konstrukci a montáž Příklady montáže Strana 3b.03.00 3b.03.00 3b.03.00 3b.06.00 Technické údaje výrobků Kluzné lamelové spojky s tělesem s nábojem Konstrukční
Funkce Vlastnosti, oblast použití Pokyny pro konstrukci a montáž Příklady montáže Strana 3b.03.00 3b.03.00 3b.03.00 3b.06.00 Technické údaje výrobků Kluzné lamelové spojky s tělesem s nábojem Konstrukční
Únosnost kompozitních konstrukcí
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta strojní Ústav letadlové techniky Únosnost kompozitních konstrukcí Optimalizační výpočet kompozitních táhel konstantního průřezu Technická zpráva Pořadové číslo:
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta strojní Ústav letadlové techniky Únosnost kompozitních konstrukcí Optimalizační výpočet kompozitních táhel konstantního průřezu Technická zpráva Pořadové číslo: