VÝROBA KRYTU EMENOVÉHO P EVODU MANUFACTURING OF BELT DRIVE COVER
|
|
|
- Bohumír Špringl
- před 6 lety
- Počet zobrazení:
Transkript
1 VYSOKÉ U ENÍ TECHNICKÉ V BRN BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU EMENOVÉHO P EVODU MANUFACTURING OF BELT DRIVE COVER DIPLOMOVÁ PRÁCE MASTER S THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR Bc. MICHAL RÖSNER Ing. KAMIL PODANÝ, Ph.D. BRNO 011
2 Vysoké učení technické v Brně, Fakulta strojního inženýrství Ústav strojírenské technologie Akademický rok: 010/011 ZADÁNÍ DIPLOMOVÉ PRÁCE student(ka): Bc. Michal Rösner který/která studuje v magisterském navazujícím studijním programu obor: Strojírenská technologie a průmyslový management (303T005) Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním a zkušebním řádem VUT v Brně určuje následující téma diplomové práce: v anglickém jazyce: Výroba krytu řemenového převodu Manufacturing of belt drive cover Stručná charakteristika problematiky úkolu: Jedná se o návrh technologie výroby výtažku v tažném nástroji. Součástka je obecného tvaru s přírubou a prolisem ve dně. Vyráběna bude technologií tažení bez ztenčení stěny. Na tuto problematiku bude také zaměřena literární studie. Cíle diplomové práce: Provedení aktuální literární studie se zaměřením na technologii tažení spolu se zhodnocením výroby součástí obdobných tvarů. Následovat bude návrh vhodné technologie a vypracování postupu výroby součásti (provedení technologických a kontrolních výpočtů), návrh sestavy nástroje spolu s výrobními výkresy zadaných dílů, technicko-ekonomické hodnocení a závěr.
3 Seznam odborné literatury: 1. HOSFORD, William F.; CADDEL, Robert M. Metal Forming : Mechanics and Metalurgy. 3th ed. New York : Cambridge University Press, s. ISBN FOREJT, M. Teorie tváření a nástroje. 1. vyd. Brno, Rekrorát Vysokého učení technického v Brně, s. Edit. Nakladatelství VUT v Brně. ISBN HELLWIG, W., SEMLINGER, E. Spanlose Fertigung: Stanzen. 5th ed. Braunschweig/Wiesbaden, Friedr Vieweg and Sohn Verlagsgesellschaft mbh p. ISBN NOVOTNÝ, K. Tvářecí nástroje. 1. vyd. Brno, Rektorát Vysokého učení technického v Brně, s. Edit. Nakladatelství VUT v Brně. ISBN DVOŘÁK, M., GAJDOŠ, F., NOVOTNÝ, K.: Technologie tváření plošné a objemové tváření, 1.ed., edit.rektorát VUT v Brně, 003, pp.169, ISBN TIŠNOVSKÝ, M., MÁDLE, L. Hluboké tažení plechu na lisech. 1. vyd. Praha, SNTL, s. ISBN MARCINIAK, Z.; DUNCAN, J.L.; HU, S.J. Mechanics of Sheet Metal Forming..ed. Oxford : Butterworth-Heinemann, s. ISBN Vedoucí diplomové práce: Ing. Kamil Podaný, Ph.D. Termín odevzdání diplomové práce je stanoven časovým plánem akademického roku 010/011. V Brně, dne L.S. prof. Ing. Miroslav Píška, CSc. Ředitel ústavu prof. RNDr. Miroslav Doupovec, CSc. Děkan fakulty
4 ABSTRAKT RÖSNER Michal: Výroba krytu řemenového převodu Diplomová práce předkládá návrh výroby krytu řemenového převodu z materiálu s označením dle ČSN , o tloušťce 1,5 mm v sérii kusů. Na základě způsobu výroby součásti je v práci představena problematika tažení, parametry, používané stroje spolu s konstrukcí nástrojů. Pro operaci hlubokého tažení byly provedeny kontrolní, technologické výpočty, vybrán hydraulický lis CTH 50, navržena sestava tažného nástroje, simulace v programu AutoForm, zpracované technicko-ekonomické zhodnocení, bod zvratu a doložená výkresová dokumentace. Klíčová slova: Technologie tažení, Tváření, Nerotační výtažek, Tažný nástroj, Výroba součásti tažením ABSTRACT RÖSNER Michal: Manufacturing of belt drive cover Master s thesis submit a concept for belt drive cover manufactured by ČSN , a 1.5 mm thick material for series pieces. On the basis of manufacturing method are presented problems around drawing, the parameters, used machine with tool design. For deep drawing operations were carried out control, computing technology, a hydraulic pres CTH 50 selection, designed set of drawing tools, simulation by AutoForm software, a technical economic evaluation, break-even point and supported by drawing documentation. Keywords: Drawing technology, Forming, Non-rotary decoctions, Drawing tool, Production component of drawing
5 BIBLIOGRAFICKÁ CITACE RÖSNER Michal: Výroba krytu řemenového převodu. Brno, s., CD. FSI VUT v Brně, Ústav strojírenské technologie, Odbor technologie tváření kovů a plastů. Vedoucí práce Ing. Kamil Podaný, Ph.D.
6 ČESTNÉ PROHLÁŠENÍ Tímto prohlašuji, že předkládanou diplomovou práci jsem vypracoval samostatně, s využitím uvedené literatury a podkladů, na základě konzultací a pod vedením vedoucího diplomové práce. V Brně dne Podpis
7 PODĚKOVÁNÍ Tímto děkuji panu Ing. Kamilu Podanému, Ph.D. za cenné připomínky a rady týkající se zpracování diplomové práce. Poděkování patří také panu Ing. Janu Brimusovi z firmy PWO UNITOOLS CZ a.s. za konzultace a pomoc při zpracování simulací.
8 OBSAH Zadání Abstrakt Bibliografická citace Čestné prohlášení Poděkování Obsah Str. 1 ÚVOD 10 ZHODNOCENÍ SOUČÁSTI 11.1 Způsoby výroby součásti TAŽENÍ Teorie tažení Parametry tažení Velikost a tvar přístřihu Součinitel tažení Počet tahů Tažná mezera Tažná rychlost Volba přidržovače Síla a práce Tažné nástroje Tažnice Tažníky Brzdící lišty Tažní stroje Maziva u tažení Technologické zásady a vady při tažení NÁVRH VÝROBY Určení rozměrů přístřihu Parametry tažení Simulace tažného procesu Volba lisu Sestava nástroje TECHNICKO-EKONOMICKÉ ZHODNOCENÍ Technické zhodnocení Ekonomické zhodnocení kalkulace nákladů Výpočet nákladů pro operaci tažení ZÁVĚRY.. 57 Seznam použitých zdrojů Seznam použitých symbolů a zkratek Seznam příloh 9
![1 ÚVOD [10] Ve strojírenství existuje několik způsobů, jak zhotovit zadanou součást. Jednou z možností je plošné tváření, které je díky velké hospodárnosti a produktivitě oblíbenou metodou.](/docs-images/102/154554931/images/9-0.jpg "Využívá se spíše v hromadných výrobách, protože vstupní náklady na stroje jsou vysoké, tudíž pro kusovou výrobu neekonomické.")
9 1 ÚVOD [10] Ve strojírenství existuje několik způsobů, jak zhotovit zadanou součást. Jednou z možností je plošné tváření, které je díky velké hospodárnosti a produktivitě oblíbenou metodou. Využívá se spíše v hromadných výrobách, protože vstupní náklady na stroje jsou vysoké, tudíž pro kusovou výrobu neekonomické. Lze ho rozdělit do několika samostatných technologií, z nichž jednou je i tažení. U tohoto procesu se z plochého rondelu stává výlisek, který je v dnešní době jednou ze základních částí konstrukcí složitějších výrobků a sestav. Výlisek se vyznačuje dostatečnou pevností a tuhostí. Ke zhotovení funkční části není potřeba velká pracnost a je zde také evidentní úspora materiálu v porovnání s jinými technologiemi. Díky těmto aspektům spolu s ekonomickým hlediskem je použití výlisku přesvědčivé řešení a často tak nahrazuje odlitky a svařované díly. V posledních letech bylo u procesu tažení zaznamenáno zvýšení efektivnosti, zkrácení strojních časů a zjednodušení postupů. Největší zásluhu na tom mají automobilový spolu s leteckým průmyslem i přes ekonomickou recesi, která nedávno nastala. Avšak tažení se využívá i v elektrotechnickém, elektronickém, potravinářském, chemickém a vojenském průmyslu pro výrobu součástí malých rozměrů až po velké rozměrné součásti. Výlisky mohou být různých tvarů a podmínkou není ani osová souměrnost, kdy složité nesouměrné díly mohou být pro jiné technologie nevyrobitelné. Některé výrobky zhotovené technologií tažením, lze vidět na obr. 1. V budoucnosti je očekáván další rozvoj, hlavně u metody hlubokého tažení na jeden zdvih spolu s vysokým stupněm přetvoření za pomocí tepelných úprav materiálu před samotným procesem lisování. Obr. 1 Příklady výrobků zhotovené tažením [6], [7], [8], [9], [30] 10
![ZHODNOCENÍ SOUČÁSTI [10] Součást je kryt řemenového převodu, určena pro drtič na biomasu. Je obecného tvaru s přírubou a prolisem ve dně. Ten zaručí větší tuhost a pevnost krytu.](/docs-images/102/154554931/images/10-0.jpg "Na součásti jsou umístěny otvory pro přichycení šrouby a otvory pro kontrolu stavu napjatosti řemene. Vyráběná série bude 10 000 kusů.")
10 ZHODNOCENÍ SOUČÁSTI [10] Součást je kryt řemenového převodu, určena pro drtič na biomasu. Je obecného tvaru s přírubou a prolisem ve dně. Ten zaručí větší tuhost a pevnost krytu. Na součásti jsou umístěny otvory pro přichycení šrouby a otvory pro kontrolu stavu napjatosti řemene. Vyráběná série bude kusů. Tolerované rozměry jsou pouze otvory pro přichycení, u kterých je přesnost v rozmezí ± 0,1mm. Ostatní rozměry krytu jsou netolerované, proto u nich nejsou žádné speciální požadavky na přesnost výrobku. Z hlediska vzhledu je důležitá nepoškozená součást bez viditelných vad a zvlnění. Povrch bude ochráněn barevným nátěrem nebo lakem. Základní tvar součásti je na obr.. Obr. 3D model zadané součásti Materiál na výrobu součásti bude hlubokotažná ocel třídy 11 s označením dle ČSN Jedná se o nelegovanou, konstrukční, neuklidněnou ocel, pro kterou je typické, že obsahuje v odlitých ingotech bublinky CO. Tyto bublinky se odstraňují přetvářením za tepla. Dále se vyznačuje velkými rozdíly v chemickém složení, velkým odmíšením obsahu fosforu a síry. V některých případech nestejným složením obsahu uhlíku a tím jeho struktury. Neuklidněná ocel se projevuje stárnutím, což způsobuje ztrátu mechanických vlastností a vhodnost k tváření. Materiál není vhodné dlouho skladovat. Je potřeba ho použít v co nejbližší době od jeho vyrobení a dodání. Doplňkové číslo 1 znamená tvářena za studena s poloviční tvrdostí a bez zaručené meze kluzu R p0,. Mechanické vlastnosti a chemické složení materiálu jsou uvedeny v tabulce 1. Tabulka 1 Mechanické vlastnosti a chemické složení materiálu [11] Označení ČSN Chemické složení 0,011 % C; 0,3 % Mn; 0,011 % S; 0,011 % P; 0,07 % Al Třída odpadu 005 Mez pevnosti R m min 300 MPa Mez kluzu R p0, 00 MPa Tažnost A 10 3 % Tento druh materiálu je vhodný hlavně pro hluboké tažení, je dobře svařitelný a tvárný jak za tepla, tak za studena. Nejvíce využíván je pro výlisky, výkovky a výrobu trubek. Z povrchových úprav je nejvhodnější žárové pokovování nebo smaltování. 11
![.1 ZPŮSOBY VÝROBY SOUČÁSTI [5], [6], [9], [10] Zadaný řemenový kryt lze zhotovit několika technologickými způsoby. Jeden z možných způsobů výroby je kombinace ohýbání spolu se svařováním.](/docs-images/102/154554931/images/11-0.jpg "Další možností je tažení, kde se nabízejí dva způsoby zhotovení. A to tažení nekonvenčním nebo konvečním způsobem.")
11 .1 ZPŮSOBY VÝROBY SOUČÁSTI [5], [6], [9], [10] Zadaný řemenový kryt lze zhotovit několika technologickými způsoby. Jeden z možných způsobů výroby je kombinace ohýbání spolu se svařováním. Další možností je tažení, kde se nabízejí dva způsoby zhotovení. A to tažení nekonvenčním nebo konvečním způsobem. a) Ohýbání a svařování Kombinace dvou technologií, kdy se na výrobku nejdříve ohnou jednotlivé části a poté se spojí svárem. Ukázka způsobu výroby je uvedena na obr. 3, kde je vidět ohyb spolu se svárem. Ohýbání je velmi používaná technologická operace ve strojírenství. Dochází zde k trvalému deformování materiálu, kdy se vzniklým napětím od působící síly materiál ohýbá. Většinou se ohýbá za studena. Je to rychlá, přesná a levná metoda, vhodná zejména pro výrobu kusových součástí. Obr. 3 Část výrobku zhotoveného kombinací ohýbáním spolu se svařováním [5] Svařování je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více kusů materiálů. U tvarově složité sestavy je nezbytná precizní dokumentace, která ovšem zvyšuje náklady. Také je zde zvýšené nebezpečí vzniku nepřesnosti a narušení materiálu vysokou teplotou. Vyšší produktivitu lze dosáhnout použitím svařovací linky nebo robota. Pro sérii vyráběných kusů, je technologie ohýbání spolu se svařováním nevhodná. Složitost výroby krytu by byla příliš vysoká, zejména díky ohybu, který by se v zaoblených částech velmi těžko technologicky prováděl. To by mělo za následek zvyšování nákladů a proto je tento způsob výroby zamítnut. b) Nekonveční tažení Jedná se o moderní metodu, která je v posledních letech stále více používána. Při nekonvenčním tažení je kovový nástroj nahrazen jiným pružným prostředím např. elastomery nebo kapalinou. Tato technologie se obvykle používá pro kusovou výrobu nebo malé série a pro výtažky velkých rozměrů. Výhodou je, že čas potřebný ke zhotovení a vyzkoušení nekonvečního tažidla je podstatně kratší než u klasického konvečního způsobu. Lze táhnout většinu druhů kovových materiálů. 1
![Obr. 4 Systém marform [8] Obr. 5 Systém hydroform [8] Nejznámější jsou tři typy používaných metod: systém marform, což je kombinace tažení pryže a běžného tažení s přidržovačem.](/docs-images/102/154554931/images/12-0.jpg "Tento způsob je vhodný zejména pro hlubší tahy a je nejpoužívanějším typem. Největší nevýhodou u tohoto způsobu je opotřebení pryže.")
12 Obr. 4 Systém marform [8] Obr. 5 Systém hydroform [8] Nejznámější jsou tři typy používaných metod: systém marform, což je kombinace tažení pryže a běžného tažení s přidržovačem. Tento způsob je vhodný zejména pro hlubší tahy a je nejpoužívanějším typem. Největší nevýhodou u tohoto způsobu je opotřebení pryže. Další je hydroform, který má místo obvyklého pryžového polštáře tlakovou komoru s kapalinou a poslední wheelon u něhož je opět tvářecí médium kapalina. Zajímavostí je jeho konstrukce, kdy obě části tažidla tvoří jeden celek a používané lisy jsou horizontální nikoli vertikální. Systém nekonvečního tažení marform je uveden na obr. 4, hydroform na obr. 5 a systém wheelon na obr. 6. Metoda nekonvečního tažení také není vhodná pro takhle velkou sérii výrobků. Velké opotřebení elastomerů a tím způsobena jeho častá výměna by značně zvýšily náklady na výrobu krytu. Použití eleastomerů ovšem nelze zamítnout při zhotovení prolisů na součásti. Obr. 6 Systém wheelon [8] c) Konveční tažení Jedná se o nejrozšířenější metodu tažení, při které se z rozvinutého přístřihu plechu zhotovují výtažky rotačních, hranatých nebo nesymetrických tvarů. Způsob tažení je znázorněn na obr. 8. Je zde použito ocelového tažidla, které se skládá z tažníku a tažnice. Touhle technologií lze vyrábět malé součástky až po rozměrné výrobky. Pro vysoké výrobní náklady nástroje je nejčastěji využíváno v sériových a hromadných výrobách. Konveční tažení lze rozdělit na základní způsoby, a to dle změny tloušťky stěny výtažku: Tažení bez ztenčení stěny je označováno jako tažení prosté, kdy se jedná o tváření bez podstatné změny tloušťky materiálu, (t 0 = konstantní). Tímto způsobem lze zhotovit výlisky duté, obvodově uzavřené, rotačních i nerotačních tvarů, s přírubou i bez příruby. 13

13 Tažení se ztenčením stěny se využívá u součástí, kde je po vytažení menší tloušťka stěny než dna. Tloušťka stěny t 0 je redukována v mezeře mezi tažníkem a tažnicí na tloušťku t 1, přičemž tloušťka dna zůstává neměnná. Tím se získá výtažek větší hloubky, než při prostém tažení. Ztenčování stěny výtažku nejčastěji probíhá u druhých a dalších tahů, ale jde tímto způsobem táhnout i v prvním tahu.optimální úhel kužele náběhové hrany tažnice se obvykle pro tažení běžných ocelí volí 60º. Výška válcové části tažnice by měla být (5 10) násobek tloušťky taženého materiálu. Při nedodržení dostatečné výšky se zvyšuje zmetkovitost. Výtažky je nutno dokonale mazat, aby se zabránilo jejich zadírání. Příkladem tažení se ztenčení stěny je výtažek nábojnice, u které je z funkčních důvodů požadována velká tloušťka dna a poměrně tenké stěny. Způsob tažení se ztenčením stěny je uveden na obr. 7. Obr. 7 Tažení se ztenčením stěny [8] Při porovnání všech navrhnutých technologií a hlavně díky své vysoké produktivitě je konveční tažení metoda, která je zvolená pro výrobu zadané série kusů krytů. Součást nevyžaduje větší tloušťku dna než stěny, proto bude použito tažení bez ztenčení stěny. Obr. 8 Konveční tažení [1] Po zhodnocení tvaru, materiálu, způsobu připevnění a jednotlivých výrobních technologií je pro zadaný řemenový kryt zvolen způsob výroby konvečním tažením. Bude se jednat o tažení bez ztenčení stěny a použitím eleastomeru pro vytvoření prolisů ve dně výlisku. 14
![3 TAŽENÍ [1], [5], [7], [9], [10] Tažení je technologický proces tváření, při kterém dochází k trvalému přetvoření výchozího polotovaru přístřihu rovinného tvaru na tvar prostorový.](/docs-images/102/154554931/images/14-0.jpg "Výchozí plochý polotovar je přístřih plechu, pás plechu nebo již jinak zpracovaný polotovar, který se pro rotační součásti nazývá rondel.")
14 3 TAŽENÍ [1], [5], [7], [9], [10] Tažení je technologický proces tváření, při kterém dochází k trvalému přetvoření výchozího polotovaru přístřihu rovinného tvaru na tvar prostorový. Výchozí plochý polotovar je přístřih plechu, pás plechu nebo již jinak zpracovaný polotovar, který se pro rotační součásti nazývá rondel. Nástrojem je tažidlo, které se skládá z tažníku, tažnice a ostatních konstrukčních částí. Výrobkem je výtažek. Velikost i tvar výtažků jsou velmi různé. Vyráběny jsou např. miniaturní elektrotechnické součásti až po rozměrné součásti automobilů. Výtažky lze zhotovit podle počtu operací: jednooperačním tažením výtažek je tažen na jednu operaci tažníkem, který z polotovaru pomocí tažnice vytvoří válcový úsek výtažku o průměru ød a výšce h. Přebytečný materiál rondelu se jednak přesune do oblasti stěny a také napěchuje působením tlakového tangenciálního napětí σ t. víceoperačním tažením v dalších operacích se použije jako vstupní polotovar výtažek z předešlé operace. Proces pěchování a vytahování probíhá v šikmém úseku výtažku, který může být přitlačován tvarovým přidržovačem. Dle použití přidržovače lze tažení rozdělit na: Tažení bez přidržovače tento způsob se využívá u nízkých a tvarově méně náročných výtažků, tažených většinou z poměrně tlustého materiálu. Tažidla bez přidržovače jsou levná, z hlediska konstrukce jednoduchá a provozně spolehlivá. Ovšem redukce při tažení musí být poměrně malá, jinak hrozí zvlnění okraje taženého přístřihu. Tažení s přidržovačem tažený materiál je v průběhu tažné operace přitlačován přidržovačem. Tím se zabraní případnému zvlnění okraje a dosáhne se větších redukcí. Velikost přidržovací síly závisí na tloušťce, druhu materiálu a redukci při tažení. Pro tuto technologii jsou vhodné jednočinné a dvoučinné lisy. Způsob tažení s přidržovačem je na obr. 9. Obr. 9 Tažení s přidržovačem [8] 3.1 TEORIE TAŽENÍ [1], [5], [8], [9], [10], [13] V základních úvahách o technologii tažení se vychází z předpokladu, že tloušťka taženého materiálu se nemění. V praxi ovšem dochází ke změnám tloušťky, kdy v rozích se materiál zeslabuje a naopak na okrajích výlisku se tloušťka zvětšuje. Tyto změny jsou způsobeny rozdílnou napjatostí. Rozdíly jsou většinou nepodstatné a při výpočtech se zanedbávají. Napjatost při tažení je v jednotlivých místech výtažků různá a dochází zde k anizotropii mechanických vlastností plechu. Dno se vytahuje nepatrně a stejnosměrně do dvou směrů. Válcová část je natahována v jednom směru, ale u dna je dvoj nebo trojosá napjatost. Materiál, který přechází přes tažnou hranu je namáhán ohybem v radiálním směru 15

 D0 - Poměrná deformace na konci")
15 a v tangenciálním tlakem. Část pod přidržovačem je namáhána tahem v radiálním směru, tlakem v tangenciálním směru a kolmo na povrch příruby. Pokud je nástroj bez přidržovače, odpadá tlak pod přidržovačem. Nejvýhodnější podmínky jsou v místě ohybu u dna výtažku, protože je zde vysoké tahové napětí. Důsledkem je zeslabování tloušťky stěny, což vede k nebezpečí utržení dna. Obr. 10 Schéma napětí a deformací při tažení s přidržovačem [8] Výpočet jednotlivých deformací: - Poměrná deformace na vnitřním povrchu výtažku D0 d1 ε 1 = [ - ] ( 1 ) D0 - Poměrná deformace na konci výtažku D0 D ε D = [ - ] ( ) D0 - Při platnosti zákona o stálosti objemu, se při konstantní tloušťce výtažku zjednoduší na zákon o stálosti ploch D0 ϕ 1max = ln [ - ] ( 3 ) d 1 D 3 = ln d 0 ϕ max [ - ] ( 4 ) 1 t ϕ ln 0 3 max = = 0 [ - ] ( 5 ) t kde φ 1, φ 3 logaritmické přetvoření [ - ] D 0 výchozí průměr přístřihu [mm] D. průměr přístřihu [mm] d 1 průměr výtažku po 1. tahu [mm] Obr. 11 Průběh logaritmických t 0. počáteční tloušťka plechu [mm] deformací [13] t... tloušťka taženého plechu [mm] 16
![Deformační odpor při tažení v 1. operaci je vyjádřen vztahem: f σ = σ = σ + σ + σ e [MPa] ( 6 ) d z ( ) β ρ f kde σ ρ radiální tahové napětí [MPa] σ f třecí napětí [MPa] σ o ohybové napětí [MPa] e.](/docs-images/102/154554931/images/16-0.jpg "konstanta [ - ] f.")
16 Deformační odpor při tažení v 1. operaci je vyjádřen vztahem: f σ = σ = σ + σ + σ e [MPa] ( 6 ) d z ( ) β ρ f kde σ ρ radiální tahové napětí [MPa] σ f třecí napětí [MPa] σ o ohybové napětí [MPa] e. konstanta [ - ] f. součinitel tření [ - ] β úhel opásání [ ] o V průběhu tažení výtažků obdélníkového, čtvercového nebo nepravidelného tvaru, jsou technologické podmínky s porovnáním tažení válcových výtažků dosti odlišné. Největší rozdíl se vyskytuje v jiné napjatosti ve svislých stěnách a rozích výtažku. Průběh deformace je znázorněn na obr. 1. Zde lze vidět, že ve svislých stěnách pravoúhlého výtažku nedochází jen k ohýbání, ale také ke složitější deformaci. To platí pro výšku výlisku h > ( 0,3 0,5 ) B. Pro výšku h < ( 0,3 0,5 ) B dochází pouze k ohýbání. Díky bočním stěnám, dosahuje u pravoúhlých výtažků maximální deformace v rozích mnohem nižší velikost, než je tomu u rotačních výtažků stejných rozměrů. Součinitel tažení dosahuje nižších hodnot a také tangenciální napětí v přírubě jsou menší, což způsobuje její lepší stabilitu. Obr. 1 Stav napjatosti při tažení pravoúhlého výtažku [31] 3. PARAMETRY TAŽENÍ [3], [5], [6], [8], [10] K docílení zadaných požadavků a rozměrů výtažku je při výrobě nutné dodržet určité konstrukční i technologické parametry. V první řadě je nutné zvolit správnou velikost a tvar přístřihu. Poté je to určení součinitele tažení, počtu tahů, tažné mezery, jednotlivých sil a práce Velikost a tvar přístřihu [1], [3], [5], [8], [10], [14] Velikost a tvar přístřihu se stanoví výpočtem nebo pomocí grafického způsobu. U výpočtů se vychází z platnosti zákona zachování objemu materiálu, kdy objem kovu ve výtažku i v přístřihu je shodný. Pro tenké plechy se počítá s vnějšími rozměry výtažku, u tlustých plechů je třeba uvažovat střední rozměr tloušťky plechu. S ohledem na cípatost výtažku se teoreticky vypočtený průměr přístřihu zvětšuje při jednooperačním tažení o 3 % a při každé další operaci o 1 % (přídavek na ostření). Při stanovení tvaru a velikosti přístřihu u nerotačního výtažku nastávají největší problémy v nerovnoměrném přetvoření na obvodu u dna výtažku, kdy se velikost přetvoření odlišuje v rozích a stěnách. 17
17 a) Příklad stanovení velikosti přístřihu D 0 pro válcový výtažek početním způsobem: D O = d + 4 d h [mm] ( 7 ) s přírubou D O = d P + 4 d h 3, 44 d r [mm] ( 8 ) kde d. vnitřní průměr výtažku [mm] d p... průměr příruby hotového výtažku [mm] h... výška výtažku [mm] r.. poloměr zaoblení [mm] b) V případě nerotačního výtažku se při početním způsobu postupuje následovně: Určení rozvinutého rozměru ohýbané stěny H = h1 + 0, 57 R d [mm] ( 9 ) kde h 1 = c + h [mm] ( 10 ) kde H. rozvinutá výška stěny [mm] h 1 výška výtažku s přídavkem na ostřižení [mm] h výška výtažku bez zaoblení u dna a příruby [mm] R d poloměr zaoblení u dna výtažku [mm] c přídavek na ostřižení [mm] Přídavek na ostřižení c se volí dle následující tabulky. Tabulka Velikost přídavku na ostřižení [14] h Tah c R b (,5 7) 1 ( 0,03 0, 05) h ( 7 18) ( 0,04 0, 06) h ( 18 45) 3 ( 0,05 0, 08) h ( ) 4 ( 0,06 0, 10) h kde R b poloměr zaoblení v rozích [mm] 18 Obr. 13 Výška výtažku h bez zaoblení [14] Stanovení redukovaného poloměru v rozích R. Jde o závislost poloměru v rohu a poloměru zaoblení u dna, tedy R b k R d. o pokud je R d = R b, při výpočtu se postupuje: b b d ( R + 0, R ) R = R + h R 0,86 R 16 1 o pokud je R d < R b, při výpočtu se postupuje: b b ( h 0, R ) d b d [mm] ( 11 ) R = R + R 47 [mm] ( 1 )
 R kde x = 0,0185 + 0, 98 [mm] ( 14 ) R b kde x vzdálenost těžiště tvořící křivky od osy [mm] Snížení rozvinuté výšky stěny výtažku R H sa = y [mm] a ( 15 ) R H sb = y [mm] b (")
18 Vykreslení kružnice s redukovaným poloměrem R 01. R01 = x R [mm] ( 13 ) R kde x = 0, , 98 [mm] ( 14 ) R b kde x vzdálenost těžiště tvořící křivky od osy [mm] Snížení rozvinuté výšky stěny výtažku R H sa = y [mm] a ( 15 ) R H sb = y [mm] b ( 16 ) kde y = π ( 1 1) 4 [ - ] ( 17 ) kde π ludolfovo číslo [ - ] c) Stanovení velikosti přístřihu grafickým způsobem: Kde se pomocí jednotlivých délek stěn výlisku stanový pól P, díky kterému se poté určí výsledný průměr pro přístřih. Na obr. 14 je ukázka grafického způsobu. Obr.14 Stanovení přístřihu u rotačních nádob grafickým způsobem [8] d) Určení velikosti přístřihu podle ploch: Při návrhu velikosti přístřihu u složitých tvarů výtažků se plocha rozděluje na více částí, které se následně sčítají. Je zde potřeba zahrnout i přídavky na odstřižení. Výpočet plochy může vypadat následovně: S výt = i = n i= 1 S i = S1 + S + S S [mm ] ( 18 ) n kde S výt plocha přístřihu výtažku [mm ] S 1, S, S n. plocha jednotlivých částí přístřihu výtažku [mm ] 19
19 Lze také využít Guldinovo pravidlo pro výpočet obsahu rotační plochy, které má podobu: obsah rotační plochy, která vznikne otočením rovinné křivky ( i úsečky ) okolo osy o, ležící v rovině křivky se počítá jako součin délky ( l ) tvořící křivky ( úsečky ) a dráhy, kterou při rotaci opsalo težiště T. Obr. 15 Příklad Guldinova pravidla [3] Možností stanovení vhodného přístřihu je i metoda zkusmo, kdy se ponechá více materiálu, než je pro daný tvar potřeba. Nevýhoda tohoto způsobu je časová náročnost a také velká spotřeba materiálu, kdy okraj výlisku je nepravidelný, což může způsobovat trhání materiálu. 3.. Součinitel tažení [5], [6], [8], [10] Pro určení maximální deformace na jeden tah se používá součinitel tažení, který se obecně vypočte: d m = [ - ] ( 19 ) D kde m... součinitel tažení [ - ] Pro další tahy se součinitel tažení počítá obdobným způsobem. Celkový součinitel tažení se rovná součinu jednotlivých součinitelů ( m = m1 m... mn ). Hodnoty součinitelů tažení pro válcové i nerotačních nádoby jsou uváděny v tabulkách a grafech. Pro ukázku uvedena tabulka 3 s koeficienty tažení válcových výtažků. Obecně součinitel tažení závisí na druhu materiálu, na předchozím zpevnění, poměrné tloušťce D t, tvaru výtažku, tažné rychlosti, tlaku přidržovače, mazaní a hlavně na geometrii tažného nástroje. Tabulka 3 Koeficienty tažení válcových výtažků z kruhových výstřižků [15] t Součinitel Poměrná tloušťka polotovaru 100 [%] D tažení 0,1 0,3 0,3 0,6 0,6 1,0 1,0 1,5 1,5,0 nad m 1 m m 3 0,6 0,58 0,8 0,81 0,83 0,8 0,58 0,56 0,81 0,80 0,8 0,81 0,56 0,54 0,80 0,79 0,81 0,80 0,54 0,5 0,79 0,78 0,80 0,79 0,5 0,50 0,78 0,77 0,79 0,78 0,50 0,48 0,77 0,76 0,78 0,77 U nerotačních výtažků se volba součinitele tažení může rozlišit podle souměrnosti na: a) U souměrných pravoúhlých výtažků se součinitel tažení určuje z poměru poloměru zaoblení v rozích a redukovaného poloměru Rb m = [ - ] ( 0 ) R 01 0
20 Minimální hodnota součinitele u prvního tahu se pohybuje v rozmezí m 1 =( 0,38 0,48 ). Jestliže je součinitel pro první tah m 1 >0,75 lze operaci provádět bez přidržovače. Při více operačním tažení se volí m až do 0,6. b) Nepravidelné výtažky Jde-li o tvary jiné a nepravidelné, stanovuje se součinitel tažení podle místa, kde zakřivení stěny a poměrná hloubka dosahují maximálních hodnot. Na obrázku 16 je ukázka nepravidelného výtažku, pro který se součinitel stanoví dle: Rb m = [mm] ( 1 ) D kde 0 D0 = 14 [mm] ( ) Rb + Rb h 0,85 Rb Rd 0, Rd Obr. 16 Nepravidelný výtažek [5] 3..3 Počet tahů [5], [6], [8], [10] Celkové přetvoření plechu při tažení je poměrně veliké, celý výtažek nelze zpravidla vytáhnout v jedné operaci. Proto se první tah provádí mělký o velkém průměru. Tažení pokračuje dalším tahem, vždy na menší průměr a současně se zvětšuje výška výtažku. Počet tahů je dán poměrem průměru přístřihu k průměru výtažků. Při vyčerpání plastičnosti je nutné provést mezioperační žíhání, zpravidla po 3. tahu. Na volbu správného počtu tažných operací má u nerotačních výtažků vliv mnoho faktorů. Nejvíce ovlivňující je velikost rohového poloměru R b, dále je to rohový poloměr u dna R d, poměr mezi těmito dvěma poloměry, velikost výtažku, tloušťka a druh taženého materiálu, šířka příruby, tvářecí rychlost, druh maziva a další. Všechny tyhle faktory mohou ovlivňovat a souvisí s počtem tahů a úspěchu tažné operace. Pro zjištění počtu tažných operací se pro pravoúhlé výtažky často využívá Romanovského diagram, viz příloha, který je rozdělen do několika oblastí a jednoduchým způsobem se podle něj určí, zda se jedná o jednooperační nebo několika operační tažení. Maximální výška výlisku, která je dosažitelná v prvním tahu, je závislá na velikosti zaoblení v rozích R b. Největší výšky se dosahuje při velikosti zaoblení do 5 mm. Podrobnější přehled pro výtažky nerotačních tvarů je uveden v tabulce 4. Vztahy pro průměr výtažku: - po prvním tahu d = m [mm] ( 3 ) 1 1 D0 1
21 - po n-tém tahu n 1 d n = mn d n 1 = ( m) ( m1 D0 ) [mm] ( 4 ) kde m 1 součinitel tažení pro 1. tah [ - ] m n součinitel tažení pro n-tý tah [ - ] Vztah pro počet tahů u válcového výtažku: h n = [ - ] ( 5 ) d Vztah pro počet tahů využívaný při více operačním tažení: ( m D ) ln d n ln 1 0 n = 1+ [ - ] ( 6 ) ln m kde n. počet tahů [ - ] Obr. 17 Ukázka tažení na 4 operace [13] Tabulka 4 Maximální výška nerotačních výtažku podle velikosti zaoblení R b [6] Velikost zaoblení R b Maximální výška výtažku do 5 mm 8R b ( 5 10 ) mm 7R b ( ) mm 6R b ( ) mm 5R b přes19 mm 4R b 3..4 Tažná mezera [5], [6], [10] Velikost tažné mezery z m se volí vetší, než je tloušťka plechu. To z důvodu, aby se přebytečný materiál mohl při vytahování přemístit a nepěchoval se. Pouze při kalibraci je tažná mezera stejná. Pro nerotační výtažky se obvykle volí stejná jako je tloušťka taženého materiálu. Jen u prvních a posledních tažných operací se zvětšuje dle uvedených vztahů ( 7 ) a ( 8 ). Tím se docílí snížení výsledného pnutí v materiálu a velikost potřebné tažné síly. Pro stanovení velikosti tažné mezery z m se podle normy ČSN použije vztahu: - pro první tah = 1, 1,3 t [mm] ( 7 ) z m ( ) 0 - pro poslední tah = 1,1 1, t [mm] ( 8 ) z m ( ) 0
22 Oehler uvádí pro výpočet tažné mezery vztah: z m = tmax + k 10 t 0 [mm] ( 9 ) kde t max maximální tloušťka taženého materiálu [mm] k 1. koeficient - pro ocel k 1 = 0,07 [ - ] - pro hliník k 1 = 0,0 [ - ] - pro ostatní neželezné kovy k 1 = 0,04 [ - ] 3..5 Tažná rychlost [5], [6], [10] V průběhu tažné operace by rychlost neměla přesáhnout určitou hranici, za kterou dochází k porušení výtažku. Přibližné hodnoty tažných rychlostí jsou uvedeny v tabulce 5, z které je patrné, že největších tažných rychlostí je dosahováno při tažení mědi. Ta je až 5násobek tažné rychlosti běžné oceli. Zatímco nejmenší tažné rychlosti je dosahováno u tváření hořčíku, kde je to pouze 50 mm min -1. Tabulka 5 Doporučené rychlosti tažení [6] Tažná rychlost Tažený materiál (m min -1 ) hořčík a jeho slitiny 0,5 korozivzdorná ocel 7 nelegovaná ocel 17 hliník a jeho slitiny 5 měď a její slitiny 66 Největší tažná rychlost je v okamžiku, kdy tažník dosedá na materiál, naopak nejnižší v okamžiku skončení samotného tažení. Při výpočtech se uvažuje s největší rychlostí, která se vypočte vztahem: v 0,0063 n z p p [m. min -1 ] ( 30 ) 1 1 kde v. tažná rychlost [m. min -1 ] n 1. počet otáček lisu [min -1 ] z 1. celkový zdvih beranu lisu [mm] p 1. pracovní pohyb tažníku [mm] Volba přidržovače [], [5] K zabránění vzniku vln na okraji výtažku slouží přidržovač. Pro zjištění, zda je potřebné použít přidržovač při tažení existuje několik metod: - Výchozí metoda pro použití přidržovače dle ČSN 7301 t α = 50 k 3 [-] ( 31 ) D kdy pro α platí: 100 d α tažení s přidržovačem ( 3 ) D0 100 d α < tažení bez přidržovače ( 33 ) D0 kde k materiálová konstanta - pro ocelový hlubokotažný plech k = 1,9 [ - ] - pro mosazný plech k = 1,95 [ - ] - pro hliníkový plech k =,0 [ - ] 3
 a s přidržovačem (vpravo) [8] 3.3 SÍLA A PRÁCE [5], [6] Pro stanovení se využívá řadu vzorců. Celková síla se skládá z několika složek.")
23 - Metoda podle Hofmana tažení bez přidržovače, pokud je splněná podmínka D0 d 18 t 0 ( 34 ) - Metoda podle Freidlinga t0 D0 100 < 1, 5 tažení s přidržovačem ( 35 ) > tažení bez přidržovače = ( 1,5 ) nutno vyzkoušet Obr. 18 Tažení bez přidržovače (vlevo) a s přidržovačem (vpravo) [8] 3.3 SÍLA A PRÁCE [5], [6] Pro stanovení se využívá řadu vzorců. Celková síla se skládá z několika složek. Tou hlavní je tažná síla, dále to dle použití příslušenství může být přidržovací nebo síla vyhazovače. Z celkové se poté následně určí tažná práce. Velikost přidržovací síly se vypočte ze vztahu: F = S p [N] ( 36 ) P p kde S p plocha přidržovače [mm ] p. specifický tlak přidržovače [MPa] 4
![Obecně lze doporučit potřebný tlak přidržovače: Tabulka 6 Doporučený tlak přidržovače [5] hlubokotažná ocel ( 3) MPa antikorozní ocel ( 5) MPa měď (1, 1,8) MPa mosaz (1,5 )MPa hliník (0,8 1,5) MPa](/docs-images/102/154554931/images/24-0.jpg "Tažná síla [5], [6], [10], [16] Matematické vztahy pro výpočet síly jsou poměrně komplikované, proto se zjednodušují.")
24 Obecně lze doporučit potřebný tlak přidržovače: Tabulka 6 Doporučený tlak přidržovače [5] hlubokotažná ocel ( 3) MPa antikorozní ocel ( 5) MPa měď (1, 1,8) MPa mosaz (1,5 )MPa hliník (0,8 1,5) MPa Tažná síla [5], [6], [10], [16] Matematické vztahy pro výpočet síly jsou poměrně komplikované, proto se zjednodušují. Praktické vzorce vycházejí z předpokladu, že dovolené napětí v nebezpečném průřezu musí být menší, než napětí na mezi pevnosti R m. Tedy největší tažná síla musí být menší, než síla, která způsobí utržení dna výtažku od bočních stěn. Maxima dosáhne přibližně v polovině tahu, což lze vidět na obr 19. Velikost tažné síly ovlivňuje i radiální tahové (membránové) napětí, které se mění v závislosti několika faktorů: poloměru ρ, přirozeném přetvárném odporu, složce napětí od tření mezi přidržovačem, dále na napětí, které vyjadřuje odpor proti pohybu na tažné hraně tažnice a na vlivu tření s opásáním této hrany. Obr. 19 Průběh tažné síly [8] Velikost tažné síly se pro rotační tvar výtažku pro nástroj bez přidržovače, pro první a další tahy, zjednodušeně vypočte podle vztahu utržení dna: Ft = C π d t0 R m [N] ( 37 ) kde R m.. mez pevnosti [MPa] t C... součinitel vyjadřující vliv součinitele tažení s přihlédnutím k [ - ] D Tabulka 7 Vybrané hodnoty součinitele C [5] m 0,55 0,60 0,65 0,70 0,80 C 1,00 0,86 0,7 0,60 0,40 Celková velikost tažné síly pro nástroj s přidržovačem, pro první a další tahy se zjednodušeně vypočte podle vztahu: F = F + F = L1 t R + S p [N] ( 38 ) C t p m kde L 1... délka obvodu výrobku [mm] p 5
25 U nerotačních součástí je nutné rozlišit sílu potřebnou k tváření přímé části stěny a sílu, která tváří rohovou část výtažku. Pro rohové části je velikost tažné síly ( 4 rohy ): Ft1 = π Rb t Rm C 1 [N] ( 39 ) Pro přímé části stěn výtažku: F = L t R [N] ( 40 ) t m C Velikost tažné síly je dána poté dána: Ft = Ft1 + Ft = t Rm ( π R C1 + L C ) [N] ( 41 ) kde F t1 tažná síla pro rohovou část [N] F t tažná síla pro přímou stěnu [N] L. součet délek přímých stěn výtažku [mm] C 1, C konstanty Velikost konstanty C 1 závisí na hloubce výtažku. Pro nízké je její hodnota C 1 =0,5, pro hlubší tahy se její hodnota zvětšuje, např. pro výtažek výšky 5násobku velikosti zaoblení v rozích R b se C 1 =. Při tažení bez přidržovače je velikost konstanty C =0,, kdy tím vzniká mezi tažníkem a tažnicí dostatečná mezera. Pro tažení s přidržovačem, který je přitlačován běžným tlakem je konstanta C =0,3. Obě konstanty jsou mimo jiné závislé také na provedení tažidla, mazivu, druhu taženého materiálu apod. Pro složitější tvarové výtažky lze použít následující výpočet, který je rozdělen na oblast namáhanou na tažení a oblast namáhanou ohybem. Tažná síla F t = Ft + F 0 k [N] ( 4 ) kde F t síla pro zaoblené části výtažku, působením tažení F 0 síla pro rovné části výtažku, působením ohybu k. opravný koeficient Síla pro části namáhané tažením Ft = Ft1 + Ft = t Rm ( π R C1 + L C ) [N] ( 43 ) Síla pro rovné části namáhané ohybem F0 = L t0 σ r [N] ( 44 ) Rm σ r = [N] ( 45 ) Rt + 1 t0 kde σ r... napětí vzniklé odporem materiálu proti ohybu [MPa] Celková tažná síla pro nerotační výtažky s použitím přidržovače F = F + F [N] ( 46 ) C t p 6
![Tažná práce Velikost práce při tažení se vypočte: A = F h [J] ( 47 ) přesněji C A = FC h Z [J] ( 48 ) kde Z 1... koeficient zaplnění plochy [-] Na obr. 0 je znázorněn průběh křivky tažné síly.](/docs-images/102/154554931/images/26-1.jpg "Pod ní je zobrazena vyšrafovaná plocha, která odpovídá tažné práci. Obr. 0 Znázornění tažné práce (pod křivkou) [5] 3.")
![4 TAŽNÉ NÁSTROJE [4], [6], [13], [15], [17], [4] Pro stanovaní správného tvaru a návrhu konstrukce tažného nástroje je potřeba znát geometrii a funkci výtažku.](/docs-images/102/154554931/images/26-2.jpg "Dalším parametrem, který je při volbě nástroje velmi důležitý je rozlišení, zda se jedná o tažidlo pro 1. operaci nebo tažidlo pro další tahy.")
26 Tažná práce Velikost práce při tažení se vypočte: A = F h [J] ( 47 ) přesněji C A = FC h Z [J] ( 48 ) kde Z 1... koeficient zaplnění plochy [-] Na obr. 0 je znázorněn průběh křivky tažné síly. Pod ní je zobrazena vyšrafovaná plocha, která odpovídá tažné práci. Obr. 0 Znázornění tažné práce (pod křivkou) [5] 3.4 TAŽNÉ NÁSTROJE [4], [6], [13], [15], [17], [4] Pro stanovaní správného tvaru a návrhu konstrukce tažného nástroje je potřeba znát geometrii a funkci výtažku. Dalším parametrem, který je při volbě nástroje velmi důležitý je rozlišení, zda se jedná o tažidlo pro 1. operaci nebo tažidlo pro další tahy. Podle počtu a druhů operací se tažné nástroje rozdělují: - nástroje jednoduché (používané pouze pro jednu operaci) - nástroje postupové (používané pro dvě a více operace následující po sobě) - nástroje sloučené (zde jsou slučovány operaci jednoho druhu, které se provádí během jednoho zdvihu) - nástroje sdružené (u toho to typu nástrojů jsou sdružovány rozdílné operace) Tažný nástroj se skládá z několika konstrukčních částí. Hlavní části nástroje jsou tažník a tažnice, na které se bude zaměřeno detailně. Mezi ostatní patří např. přidržovač, brzdící žebra, stírače atd. Sestava jednoduchého tažidla je zobrazena na obr. 1, složitého na obr.. Obr. 1 Sestava jednoduchého tažidla [18] Obr. Sestava sdruženého tažidla [18] 7

27 Přidržovače lze rozdělit na jednoduché a speciální. Jednoduché se dělí na pružinové nebo mechanické a speciální na pneumatické nebo hydraulické, které umožňují táhnout daleko obtížnější výlisky. Nevýhodou jednoduchých přidržovačů je síla, která v průběhu tažení stoupá a tím ztěžuje vtahování materiálu do tažnice. To vede k zeslabování stěny nebo vytrhávání dna výtažku. Velikost přidržovací síly závisí na tloušťce, druhu materiálu a redukci při tažení. Materiál přidržovače je nejčastěji kalená nástrojová ocel, popř. šedá litina 4 45 nebo pro malé série oceli 1 00 a Pro tuto technologii jsou vhodné jednočinné a dvoučinné lisy. Pro bezproblémový provoz jednoduchých i sdružených tažidel je důležitý vhodný způsob odstranění výlisků. K tomu slouží stírače a vyhazovače, které se svojí konstrukcí k sobě velmi blíží. Úloha vyhazovače spočívá v odstraňování výtažku z tažnice. Nejobvyklejší jsou mechanické vyhazovače, u kterých je funkce vázána na pohyb beranu lisu. Pro lehké výtažky se používají pružiny, pružinové vyhazovače obr. 3 a pryžové vložky. U těžších výtažků jsou to vzduchové vyhazovače umístěné pod stolem lisu. Obr. 3 Pružinový vyhazovač [19] Tažnice [4], [6], [13], [15], [4] Funkční otvory tažnic mají řadu odůvodněných tvarů. Válcové části funkčního otvoru by měly být s ohledem na povrch výtažku a velikost funkčních sil co nejmenší. Ovšem pro životnost tažnic je potřeba přesného opaku. Z těchto důvodů je nutné použití kompromisu a výška válcové části je volena dle kvality povrchu, velikosti tažné vůle, druhu mechanických vlastností, způsobu a druhu mazání v rozsahu ( 8 ) tloušťky taženého materiálu. Tažnice je v její horní části opatřena tažnou hranou a poloměrem. Tvar výstupní části tažnice je volen podle způsobu jakým výlisek opouští nástroj. Při běžném způsobu, je výlisek vrácen nad tažnici a setřen z tažníku. Pokud výtažek odchází z nástroje spodní stranou, má tažnice na své spodní straně ostrou hranu, kterou je výtažek po odpružení setřen. Případně je možné tuhle tažnici kombinovat se stíračem. Poslední možností je způsob, kdy je výtažek vyhozen zpět do nástroje. Tady je používaná tažnice s výstupním kuželovým otvorem. Všechny popsané druhy tažnic a ještě další jsou zobrazeny na obr. 4. Z konstrukčního hlediska se tažnice vyrábí jako celistvé, pouze pro menší průměry výlisků, nebo dělené u kterých je vyvložkovaná tažná hrana. Tyto vložky jsou do tažnic zalisovány s předpětím. Materiály používané pro výrobu tažnic, přesněji pro vložky nebo funkční části segmentových tažnic jsou oceli , nebo Pro dosažení požadovaných vlastností jsou kaleny a popouštěny na HRC 61 ±. U méně namáhaných tažnic lze použít kalené a cementované oceli nebo Pro své výborné třecí vlastnosti se často využívá i šedá litina 444. Při tažení oceli třídy 17 a 18 nebo oceli korozivzdorné se nejvíce používají hliníkové bronzy s tvrdostí až HB 40. Mezi další materiály patří slinuté karbidy nebo chromniklová litina. 8
28 Obr. 4 Různé druhy tažnic [3] 3.4. Tažníky [4], [6], [13], [15], [4] Tažník udává svým vnějším tvarem následnou podobu výtažku z vnitřní strany. Mezi funkční části tažníku patří čelo, poloměr zaoblení a válcová část. Nejvíce namáhanou částí tažníků je plocha mezi čelem a válcovou částí, poloměr zaoblení. Stejně jako tažnice i tažníky jsou buď z jednoho kusu celistvé nebo dělené. Pro snadné sejmutí výlisku od nástroje jsou tažníky vybaveny odvzdušňovacími otvory, kterými přivedený vzduch odstraní vzniklý podtlak. Otvory mají průměr ( 5 6 ) mm a většinou se umisťují do osy tažníků. V některých případech, kdy by odvzdušňovací otvor mohl narušit pevnost tažníku, se používají speciální tažníky se zkosenou stěnou obr. 5. Ukázka různých druhů konstrukcí tažníku jsou uvedeny na obrázku 6. Stejně jako u tažnice se i pro výrobu tažníku nejčastěji používá kalená ocel , nebo a to přesto, že na tažníky nejsou kladeny tak vysoké nároky jako v případě tažnice. Z dalších využívaných materiálů je to šedá litina 445 nebo pro extrémně tvrdé materiály (korozivzdorná ocel) hliníkový bronz. Obr. 5 Provedení tažníku se zkosenou stěnou pro odvzdušnění [15] 9
![Obr. 6 Ukázka konstrukce různých druhů tažníků [3] Tažný poloměr [5], [13] Tažným poloměrem je označováno zaoblení hrany tažnice, přes kterou je kov tažen.](/docs-images/102/154554931/images/29-1.jpg "Velikost zaoblení značně ovlivňuje průběh tažné operace. Při malém tažném poloměru se tažený materiál trhá, naopak pří zvolení příliš velkého tažného poloměru vzniká nadměrné zvlnění okraje výtažku.")
29 Obr. 6 Ukázka konstrukce různých druhů tažníků [3] Tažný poloměr [5], [13] Tažným poloměrem je označováno zaoblení hrany tažnice, přes kterou je kov tažen. Velikost zaoblení značně ovlivňuje průběh tažné operace. Při malém tažném poloměru se tažený materiál trhá, naopak pří zvolení příliš velkého tažného poloměru vzniká nadměrné zvlnění okraje výtažku. Obvyklá velikost tažného poloměru válcových výtažků se pohybuje v rozmezí ( 4 10 ) násobku tloušťky taženého materiálu. Lze také určit z grafu ke stanovení poloměru tažné hrany obr. 7 nebo podle empirického vzorce: R t = 0, 8 ( D d ) t [mm] ( 5 ) kde R t. tažný poloměr [mm] Pro nerotační výtažky je hodnota tažného poloměru přibližně stejně veliká jako u výtažků rotačních, tedy R t = ( 6 10) t0. Použitím příliš malého tažného poloměru se zvyšuje namáhání kovu, ale naopak snižuje cípatost okraje výtažku. Zvláštní pozornost se musí dát při tažení s přidržovačem, kdy by zaoblení u dna výtažku nemělo být menší než dvojnásobek tloušťky taženého materiálu. Obr. 7 Graf ke stanovení poloměru tažné hrany [13] 30
30 3.4.3 Brzdící lišty (žebra) [6], [14], [4] V některých případech, zejména při tažení mělkých výtažků s vypouklým dnem nebo při tažení výtažků nerotačních tvarů, je nutné přidržet přístřih velmi pevně. Aby se nemusel nadměrně zvyšovat přidržovací tlak přidržovače, používá se k zabránění zvlnění brzdící lišty nebo žebra. Tyto lišty jsou vytvořeny nedaleko vnějšího okraje výlisku. Pro kruhové výlisky je to obvykle v tažnici a přidržovači. U velkých a nepravidelných výtažků se vsazují přímo do přidržovače a v tažnici se pro ně vytvoří potřebné vylehčení. Další odlišení je v jejich umístění, kdy pro rotační tvary bývají po celém obvodu výtažku zatímco pro nerotační tvary se umisťují jen k zaobleným či polokulovitým místům výlisku. Brzdící lišty nemůžou být použity pro velmi hluboké tahy, protože by zde mohli způsobit trhání materiálu. Obr. 8 Způsoby zhotovení brzdící lišty [6] Rozměry brzdících lišt se určují podle velikosti, tvaru výtažku a tloušťky taženého materiálu. Běžná šířka se pohybuje v rozmezí ( 5 10 ) mm a výška ( 1, 5 ) mm. Příliš velká výška by mohla způsobovat při deformaci za studena nadměrné zpevnění kovu nebo při vtlačování do plochého výstřihu zvlnění materiálu, které se již následně nedá odstranit. Menší mají tvar půlkružnice, větší pouze kruhové úseče. Obvykle se vytváří pouze jedna brzdící lišta. Více, dvě nebo tři se užívají pro velmi obtížné tahy. Pro rotační výtažky se brzdící lišty vytvoří přímo z matriálu přidržovače. U nerotačních výlisků se zhotovují zvlášť a jsou do vyfrézovaných drážek zalisovány, přinýtovány, připájeny nebo přišroubovány. U velkých odlévaných tažidel se lišty přímo odlévají a obrobením začisťují. Méně časté je, že se lišty zhotovují navařením a poté obrábějí. Obr. 9 Brzdící lišty u nerotačního výtažku [14] 31
![3.5 TAŽNÉ STROJE [4], [6], [10], [1], [4] Pro technologii tažení se z tvářecích strojů používají nejčastěji mechanické a hydraulické lisy.](/docs-images/102/154554931/images/31-0.jpg "Následné rozdělení lisů je na jednočinné, dvojčinné a vícečinné, speciální nebo lisy postupové.")
31 3.5 TAŽNÉ STROJE [4], [6], [10], [1], [4] Pro technologii tažení se z tvářecích strojů používají nejčastěji mechanické a hydraulické lisy. Následné rozdělení lisů je na jednočinné, dvojčinné a vícečinné, speciální nebo lisy postupové. Základním parametrem tažných lisů je jmenovitá síla F, podle jejíž velikosti se dělí lisy na lehké, střední a těžké. Z dalších parametrů lze uvést pracovní síla, rychlost sjíždění a zdvih pracovního pístu. Mechanické lisy jsou v tvářecí výrobě nejvíce používané. Řadí se mezi ně lisy klikové a výstředníkové, které jsou vhodné pouze pro nenáročné tahy. Více rozšířené jsou klikové, kde jejich pohon je vyvolán klikovým mechanismem. V porovnání s běžnými lisy, jsou tažné vybaveny silnějším motorem a také rozměrnějším setrvačníkem, čímž dosahují větší zdvihy. Mezi výhody patří jednoduchost a vysoký počet zdvihů. Z nevýhod toho to lisu je potřeba zmínit, jeho pevnou závislost rychlosti a síly beranu na konstrukci hnacího mechanismu a také fakt, že maximální síla je dosahována až před dolní úvratí, čímž může dojít k přetížení stroje. K zabránění toho to jevu, je stroj vybaven pojistkami proti přetížení. Obr. 30 Pohon mechanického lisu klikovým mechanismem [16] Hydraulické lisy jsou silové tvářecí stroje, jež pracují tzv. klidným tlakem. K překonání deformačního odporu, který klade materiál, je využíváno převážně potenciální energie. K výhodám hydraulických lisů patří velikost tvářecí síly ( až 10 3 MN), snadná regulace, dosáhnutí konstantního tlaku a rychlosti během tváření, nastavení velikosti pracovního zdvihu v jakémkoliv místě zdvihu, snadné seřízení při změně výtažku nebo jednoduchá reverzace pohybu pístu. Mezi nevýhody v porovnání s mechanickými lisy lze zahrnout velká složitost konstrukce pohonu, menší účinnost, obtížné zjištění poruch, údržba, menší rychlost beranu a při stejné jmenovité síle stroje vyšší pořizovací náklady. Hydraulické lisy nelze přetížit. Pro tažení s přidržovačem jsou nejvýhodnější speciální tažné lisy, tzv. dvoučinné. Tyto lisy mají dva berany vnější a vnitřní. Vnější beran přidržuje tažený materiál v době, kdy vnitřní beran provádí tažení. Vnější beran je ovládaný vačkami, nebo pákovým mechanismem, který je vhodnější pro hluboké tahy. Vyznačují se především možností jemného seřízení dosednutí přidržovače. Ten dokonale zabraňuje zvlnění, bez zbytečně veliké síly. Drobné a středně velké výtažky lze táhnout na lisech jednočinných, a to buď bez přidržovače, nebo pomocí jednoduchých přidržovačů mechanických a pružinových. Takovou kombinací se dosáhne stejných výsledku jako při použití dvojčinných lisů, ale je zde velmi obtížné zakládaní přístřihu. S pomocí speciálních hydraulických nebo pneumatických přidržovačů je možné táhnout i značně obtížné výtažky. Trojčinné lisy jsou určeny pro náročné hluboké tažení. Jsou to dvoučinné lisy doplněné třetím dolním beranem, potřebným na výrobu výtažků tažených v opačném směru, než se pohybuje horní beran. Nejvíce používány jsou v automobilovém průmyslu. 3
![Obr. 31 Ukázka lisů [16], [1] 3.6 MAZIVA U TAŽENÍ [5], [6], [10], [] Mazání se používá ke snížení tření a zlepšení kvality povrchu. Nemaže se celý přístřih.](/docs-images/102/154554931/images/32-0.jpg "Ze strany tažníku je výhodné mít tření co nejvyšší, naopak ze strany tažnice je potřeba tření co nejvíce snížit.")

32 Obr. 31 Ukázka lisů [16], [1] 3.6 MAZIVA U TAŽENÍ [5], [6], [10], [] Mazání se používá ke snížení tření a zlepšení kvality povrchu. Nemaže se celý přístřih. Ze strany tažníku je výhodné mít tření co nejvyšší, naopak ze strany tažnice je potřeba tření co nejvíce snížit. Prostředky, které se používají pro mazání nesmí poškozovat povrch nástroje a výrobku, musí lehce přilnout a vytvořit rovnoměrnou vrstvu. Vhodná maziva mají za úkol: - snížit třecí natolik, aby síly při tažení při tažení nedosáhly hodnot, které by způsobily porušení materiálu - zabránit zadírání a poškrábání taženého povrchu - snížit opotřebení tažidel Čistá kapalná maziva mají své využití pro lehčí tažení, kdy se tlaky pohybují do 600 MPa. Jsou-li při tváření použity tlaky vyšší, k mazivu se přidává jemně rozptýlená tuhá složka plnidlo. To přispívá k dokonalému spojení s povrchem materiálu a zvyšuje odolnost proti vzniklému tření a teplu. Důležitou vlastností, které mazivo musí mít, nespočívá jen v zajištění snadného tažení, ale musí být také snadno odstranitelné z hotového výlisku. Mazivo obvykle není snadné jednoduchým a levným způsobem odstranit a čím dokonalejší mazivo Obr. 3 Mazivo [] je, tím je odstraňování z výlisků obtížnější. Mezi jedno z nejkvalitnějších tuhých maziv patří grafit, ovšem je velmi těžce odstranitelný a tak málo oblíbený. Využíván je pro nejobtížnější tváření. Lanolín a lůj jsou velmi oblíbenými a dobrými mazivy, pro své výhodné vlastnosti, díky kterým snižují zatížení tvářecích strojů. Nejsou ovšem vhodné pro zvláště těžké a hluboké tahy. Směs minerálních olejů se sloučeninami obsahující síru a chlor se označují jako maziva hypoidní. 33


33 U těchto maziv vzniká výhodný povlak amorfního oxidu. Velmi dokonalá jsou maziva mýdlová, složená se směsi solí mastných kyselin a kovů. Podle teploty se rozdělují na tuhá, polotuhá nebo tekutá. Pro lehké tahy se u oceli k mazaní využívá řepkový olej, pro tahy těžké jsou to maziva s plnidly. To jsou směsi řepkového nebo živočišného oleje a plavené křídy. U korozivzdorné oceli se mazáním zabraňuje přímému styku taženého materiálu s tažnicí, a tím zadírání. Využívá se řepkový olej s bělobou olovnatou. Volba vhodného druhu maziva závisí na: - velikosti tvářecích tlaků - provozní teplotě - požadované intenzitě mazání se zřetelem k chlazení tažidla - pracnosti a nákladech na nanášení maziva - pracnosti a nákladech na odstraňování maziva Někdy je nutné druh maziva, jeho množství a způsob nanášení individuálně vyzkoušet. Obr. 33 Ukázka povrchu s tuhým mazivem [33] Obr. 34 Ukázka povrchu s kapalným mazivem [33] 3.7 TECHNOLOGIČNOST A VADY PŘI TAŽENÍ [8], [5], [10] Z hlediska technologie je nutné dodržovat určité zásady: - výška výtažku má být co nejmenší - rohy hranatých výtažků zaoblit (dno a stěna) - upřednostňovat výtažky rotačního tvaru s rovným dnem - tolerovat rozměry, aby se výtažky již nemusely kalibrovat - příruby na výtažku používat jen v nevyhnutelných případech - volit materiály s dobrými tažnými vlastnostmi - vhodná volba maziva Tažení je technologický proces, při kterém se přesouvá značná část materiálu. Tento objem materiálu se během tažení vytlačuje, zvětšuje výšku nádoby a mění tloušťku stěny. Protože při tažení postupuje materiál z příruby do válcové části, má plech v místě příruby snahu se vlnit a to nejvíce při vysokém stupni deformace. Když je stupeň deformace malý nebo je tloušťka materiálu dostatečně velká vlny se netvoří a vyhlazují se otvorem tažnice. Zabránit vzniku vln lze přidržovačem, ovšem pouze za cenu pěchování materiálu pod přidržovačem a růstu tloušťky. Tvorba vln je zobrazena na obr. 35. Obr. 35 Tvorba vln na výtažku a nebezpečí utržení dna [8] 34

34 V případě použití přidržovače je nutné znát velikost měrného tlaku p přidržovače. Tento měrný tlak závisí na tloušťce plechu, poměru výchozí tloušťky ku průměru nádoby, jakosti plechu a součiniteli tažení. Celková síla přidržovače je součinem měrného tlaku a činné plochy přidržovače. K určení měrného tlaku se používá např. grafů. Mezi další vady, které při tažení můžou nastat patří: vznik cípu, třásně, bubliny, praskliny, záděr, utržení dna, lesklý povrch nebo naopak pomerančovitá kůra. Obr. 36 Vzniklé vady při tažení [3] 35
35 4 NÁVRH VÝROBY Při výrobě řemenového krytu tažením bude nejdříve potřeba získat přístřih z plechového pásu. Pro vyrobení přístřihu lze použít technologii stříhání nebo řezaní plazmou, laserem a vodním paprskem. Protože je série ks bude zvoleno z ekonomického hlediska stříhání. Následně bude přístřih tvářen tažením bez ztenčení stěny na dutou součást. Prolisy umístěné na krytu pro jeho zpevnění budou vytaženy přímo při procesu tažení. Naopak kontrolní otvory i díry pro přichycení součásti budou zhotoveny až po kompletním procesu tažení. Jelikož ve dně výtažku vznikají velká tahová napětí, která by předem vytvořené otvory zdeformovala a zničila jejich funkčnost. Okraj výlisku je po vytažení nerovný a je potřeba ho zarovnat, což se provádí ostřižením. Kontrolní otvory budou vyrobeny prostřižením a otvory na obvodu Ø8 pro přichycení budou vyvrtány. U těch je nutné dodržet tolerovanou rozteč 80±0,1, pro montáž k drtiči. Následuje odstranění maziva ze součásti a kalibrace spolu s kontrolou jakosti výlisku. Poté proběhne kontrola povrchu a vzhledu, zda není v některém místě výtažek poškozen nebo protržen. Před poslední operací což je výstupní kontrola je výlisek ještě odmaštěn a je provedeno odjehlení ostřin. Výlisek se všemi prolisy a otvory je na obr. 37. Obr. 37 Výlisek se všemi prolisy a otvory Sled probíhajících operací je znázorněn v tabulce 8 Tabulka 8 Sled operací Operace Činnost Zařízení I Vstupní kontrola materiálu II Vystřihnutí přístřihu Tabulové nůžky Lis LEN 63C III Vytažení tvaru Lis CTH 50 IV Odstranění příruby Lis LEN 63C V Vyvrtání děr a vystřižení kontrolních Vrtačka VR4 otvorů Lis LEN 63C VI Odmaštění a odstranění ostřin VII Výstupní kontrola 36
36 4.1 URČENÍ ROZMĚRŮ PŘÍSTŘIHU Plocha navrhnutého výlisku jde určit dvěma základními způsoby. První, který je časově náročnější a méně přesný je výpočet ručním způsobem. Druhá možná varianta je pomocí počítačového softwaru. Obr. 38 Náčrt výtažku a) Výpočet plochy výtažku ručním způsobem Pro složitější tvar výtažku je výpočet rozdělen na několik jednotlivých částí (dno, zaoblení, stěny, příruba), které se následně sečtou. Při výpočtu jsou zanedbány prolisy na dně výtažku a v potaz se musí vzít ne zcela přesné vypočtení plochy stěn v místech napojení tečen z rádiusů. Plocha dna π DR 1 1 π DR Sd = + + a 90 + a π S d = D π S d = 7554,9mm Plocha zaoblení výtažku u dna S Rd a zaoblení u příruby S Re π DRd π DRd π DRd π D1 π DRd π D S Rd = a + a π 18 π 18 π 18 π 10 π 18 π 19 S = Rd S Rd = 1866,3mm 37
37 S Re S Rd π DRe π DRe π DRe π D1 π DRe π D = a + a π 1 π 1 π 1 π 10 π 1 π 19 = S = 1441 mm Re, 5 Plochy jednotlivých stěn výtažku = a S = , 5 S pl 1 h 3 S pl S pl 3 pl1 S pl 1 = 54735mm 1 1 = π D1 h3 S pl = π , 5 S pl = 5164, mm = π D h3 S pl3 = π , 5 S pl = 406, mm S pl 4 a1 h3 3 6 = S = , 5 pl 4 S pl 4 = 56070mm Plocha příruby výtažku π D 10 π D1 π D0 π D S pl = a a a1 a π 156 π 13 π 8 π 04 S = pl S pl = 16745, mm 5 8 Celková plocha výtažku stanovená výpočtem S = S + S + S + S + S + S + S + S S VÝP VÝP d Rd Re pl1 pl pl3 = 7554, , , , , ,8 S VÝP = 96636,mm pl 4 pl5 b) Určení plochy výtažku pomocí počítačového programu Inventor Professional 008 I zde bylo postupováno stejným způsobem, kdy se postupně sčítali jednotlivé plochy výtažku. Celková určená plocha výtažku určená počítačem S PC = 9675mm Mezi vypočtenou a určenou plochou výtažku je rozdíl přibližně 4 cm. Tento nepatrný rozdíl je způsoben, ne zcela přesným výpočtem v místech napojení tečen zaoblení a stěny výtažku. 38
38 Pro další výpočty, se bude používat plocha určená počítačovým programem S PC = 9675mm, která je přesnější než vypočtená plocha ručním způsobem. U výpočtů byly zanedbány prolisy. Určení velikosti přístřihu Tvar přístřihu se stanoví výpočtem, který bude vycházet z výpočtu tažení pro nerotační součásti. Obr. 39 Výtažek s jeho základními parametry pro určení velikosti přístřihu Popis parametrů k určení velikosti přístřihu R b1 = 60 mm poloměr menšího zaoblení R b = 96 mm poloměr většího zaoblení R d = 9 mm poloměr zaoblení u dna výtažku R e = 6 mm poloměr zaoblení u příruby výtažku R p1 = 78 mm poloměr menšího zaoblení příruby R p = 114 mm poloměr většího zaoblení příruby h = 135 mm výška výtažku bez zaoblení u dna a příruby Určení přídavku na ostřižení c c = ( 0,03 0,05) h0 0, 04 h0 c = 0, c = 6mm Určení výšky výtažku s přídavkem na ostřižení h 1 = c + h h 1 = h1 = 141mm Výpočet rozvinutí boční stěny H 0 h1 + Rb 1 + 0,57 Rd + 1, 57 R H = , , ( R R R ) = e + p1 b1 0 ( ) = 0 7, H 5mm 39 e
39 Výpočet poloměru přístřihu v rádiusových částech ( v rozích ) [,14 ( R + R ) + h ] + 0, ( R R ) R R + 1 = Rb 1 1 d e 1 14 e b1 p1 [ 1,14 ( 9 + 6) + 141] + 0,14 ( 6 60 ) R 1 = R1 = 153, 3mm [,14 ( R + R ) + h ] + 0, ( R R ) R R + = Rb 1 d e 1 14 e b p [ 1,14 ( 9 + 6) + 141] + 0,14 ( 6 96 ) R = R = 01mm Určení redukovaných poloměrů R1 1 0, ,3 x = + 0,98 x1 = 0, , 98 R b 1 60 x 1 = 1,10 R 0, x = + 0,98 x = 0, , 98 R b 96 x = 1,06 R R 01 x1 R1 = R = 1,10 153, 3 0 x R 01 = , R 6mm = R = 1,06 01 Zmenšená rozvinutá výška bočních stěn 0 = 0 13, R 0mm y = π ( x 1) y = π ( 1,10 1) 4 1 R1 = y a H sa H a H sa 4 y = 0,16 H sa H sa 153,3 = 0, = 9,17 = H 0 H = 7,5 9, 17 a H a = 18, 3mm 40
40 Vypočítané hodnoty jednotlivých rozměrů byly vyneseny v grafickém zpracování do obrázku, kde je vidět jak rondel zadaného výtažku vypadá. Obr. 40 Navržený přístřih Při srovnání plochy výtažku s plochou přístřihu by nemělo docházet k výrazným odchylkám, které by měly za následek příliš velký odpad materiálu a tím zvyšování nákladů na výrobek. Plocha přístřihu byla odměřena pomocí programu AutoCAD 005. Plocha výtažku S PC = 9675mm Plocha přístřihu S PR = 34187mm Využití materiálu činí 91 %. 4. PARAMETRY TAŽENÍ Určení počtu tažných operací Maximální dosažitelná výška výtažku s velikostí zaoblení R b větší než 19 mm, je 4 násobek zaoblení R b. h = R h = 4 60 max 4 b1 max hmax = 40mm Skutečná výška výtažku h 0 =150mm Určení dle Romanovského diagramu h max >h 0 =>VYHOVUJE R b 60 = = 0,14 B 410 h 150 = = 0,36 B
41 =>dle poměrů odečtených z grafů se jejich průsečík nachází v pásmu b, které je určeno pro jedno operační tažení. Poslední posouzení počtu tažných operací je dle literatury Spišák [36] 0, 406 R b 60 h = max Rb 16, 77 h max = 60 16,77 t0 1,5 hmax = 5mm Stanovení součinitele tažení Rb 1 m = D 0 D0 = 14 D Rb 1 + Rb 1 h 0,85 Rb 1 Rd 0, Rd 0 = , ,14 9 D = 0 90, 7mm m 1 R = D 0 b1 4 h max >h 0 =>VYHOVUJE m 1 60 = 90,7 0, 406 m 1 = 0,41 Minimální hodnota součinitele tažení se pohybuje v rozmezí m 1 =( 0,38 0,48 ). Vypočítaná hodnota m 1 =0,41 leží v daném rozmezí =>VYHOVUJE Volba použití přidržovače Pokud je hodnota m 1 >0,75 přidržovač se nepoužívá. Vypočítaná hodnota součinitele tažení m 1 =0,41 0,41<0,75 => NEVYHOVUJE Podmínka není splněna a je nutné použít přidržovač. Určení tažné mezery = 1,1 t z = 1,1 1, 5 z m 0 Zvolená tažná mezera je z m =1,65mm. Tažný poloměr = 6 10 t R t ( ) 0 Z daného rozmezí volím koeficient o velikosti 6. m z m = 1, 65mm R t = 6 1,5 R t = 9mm Vypočtená velikost tažného poloměru tažnice a tažníku je R t =9 mm. Poloměr zaoblení u dna výtažku R d = 9 mm 9 9 => VYHOVUJE
42 Velikost jednotlivých sil při tažení - Tažná síla Ft = Ft + F 0 k kde k opravný koeficient, zvoleno 1, - Síla pro rovné části výtažku F0 = L t0 σ r kde L odměřeno v AutoCADU 89,9mm σ r = R Rt t 0 m + 1 σ r 300 = ,5 σ r = 3, 1MPa - Síla pro zaoblené části výtažku F = F + F + F F F t t1a t1b t1a t1b t3 π R = π R = b1 b t 0 t 0 R m R m C 1 C 1 F 0 = 89,9 1,5 3,1 F = N π 60 F t1a = 1, ,5 1734, N F t 1 a = 5 π 96 F t1b = 1, ,5 F t 1 b = 03575N F F t L t0 Rm C t = F = 89,9 1, , 3 Ft + F k t F = t 11036, 5N F t = 1734, , 5 F t = 44846N = 0 F = ( ) 1, t F t = 5659, 4N - Síla přidržovače F = S p p p kde S p plocha přidržovače byla odměřena v AutoCAD 005, S p =5750,4 mm p. tlak přidržovače pro hlubokotažnou ocel rozsah ( 3) MPa, zvoleno p=,5 MPa 43 F p = 5750,4,5 F p = N
![Celková tažná síla F = F + F + F C t p v kde F v vyhazovací síla, dle zvolené pružiny F v =500N [N] 44 F C = 5659,4 + 143801+ F C = 71173,4 71KN Velikost práce při tažení A = FC h Z kde Z koeficient](/docs-images/102/154554931/images/43-0.jpg "zvolen 0,66 bez kalibrace dna výtažku A = 71173,4 0,150 0,66 A = 70460,6J 71KJ ( 4 500) Volba rychlosti tažení 1 Hlubokotažná ocel 11 30.1 se běžně táhne rychlostí v rozmezí v = ( 10 17) m min.")
43 Celková tažná síla F = F + F + F C t p v kde F v vyhazovací síla, dle zvolené pružiny F v =500N [N] 44 F C = 5659, F C = 71173,4 71KN Velikost práce při tažení A = FC h Z kde Z koeficient zvolen 0,66 bez kalibrace dna výtažku A = 71173,4 0,150 0,66 A = 70460,6J 71KJ ( 4 500) Volba rychlosti tažení 1 Hlubokotažná ocel se běžně táhne rychlostí v rozmezí v = ( 10 17) m min. Přihlédnuto zde musí být také k parametrům zvoleného stroje, aby navrhnutá rychlost odpovídala možnostem stroje. 4.3 SIMULACE TAŽNÉHO PROCESU V dnešní době je simulace pro tváření jednou z nejdůležitějších fází při tvorbě návrhu výlisku. Díky neustálému vývoji v konstruování jsou požadovány výlisky se zvýšenou tuhostí, ale zároveň nízkou hmotností, což vede k jejich velké tvarové náročnosti (hluboké prolisy, malé zaoblení). Počítačová simulace dokáže i takto náročné projekty v porovnání s klasickými metodami velmi rychle zvládnout. Přispívá tedy nejen ke zrychlení ale také ke snížení nákladů na výrobu a zefektivnění celého procesu. Simulace navrhnutého krytu byla provedena ve spolupráci s firmou PWO UNITOOLS CZ a.s., která disponuje simulačním softwarem AutoForm. Moduly AutoForm Incremental a AutoForm Trim poskytují vysoce přesné a rychlé řešení problematiky hlubokého tažení plechu. Umožňují provést kompletní simulaci všech jevů vznikajících při hlubokém tažení plechů gravitace, přidržení, tažení (i více krokové), odstřižení, kalibrace, odpružení nebo optimalizace střižné kontury apod. Obr. 41 Prostředí softwaru AutoForm [37] AutoForm k řešení využívá jak membránového prvku, tak shell elementu a tím umožňuje uživateli volbu rychlosti nebo přesnosti podle potřeby, popř. stavu projektu. Tím přispívá k rychlému průběhu vývoje dílu a procesu lisování. Prostředí softwaru je zobrazeno na obr. 41. Přesnost tohoto SW nástroje je potvrzena mnohaletou praxí, jak při návrhu jednotlivých konstrukčních dílů, tak při návrzích tvarů pro jednotlivé komponenty lisovacích nástrojů a jejich odlaďování při rozběhu sériové výroby.

44 Pro simulaci byly použity navrhnuté výsledky a parametry z kapitol 4.1 a 4.. Již na první pohled, dle obr. 4 je vidět, že simulace výlisku není za těchto podmínek realizovatelná. Bezpečný tah nastává jen do hloubky 8mm, poté se výlisek začne trhat a vzniká v něm obrovské porušení, které se projevilo dírou v oblasti stěny pod menším ze zaoblení. Obr. 4 Simulace 1 V dané situaci lze odstranění porušení výlisku provést několika následujícími způsoby: změnou materiálu, hloubkou výlisku, rozmístěním brzdných žeber, zvětšením přechodových rádiusů nebo geometrií výlisku (zaoblení). Jelikož materiál a hloubka výlisku jsou dány zadáním, není možné tyto změny provádět. Nejjednodušší a nejčastěji používané řešení je změna tvaru výrobku. V těchto případech zvětšení přechodových rádiusů, pokud to samozřejmě nemá vliv na funkčnost. Zaoblení u dna výlisku, kde původní velikost R d =9 mm bylo změněno na R d =1 mm. Zvětšení proběhlo také u zaoblení příruby, kde hodnota R e =6 mm byla nahrazena velikostí R e =10 mm. Změna velikosti zaoblení je zobrazena na obr. 43. Obr. 43 Náčrt výtažku se změnou v zaoblení Po provedení navrhnuté změny byla opět provedena simulace, jejíž výsledek je uveden na obr. 44. Simulace byla ukončena v hloubce tahu 100 mm, jelikož už zde byla vidět značná žlutá plocha, která znamená riskantní tah. Ten se v praxi nerealizuje. Pokračování tahu by zcela určitě mělo za následek vznik trhlin v materiálu. 45

45 Obr. 44 Simulace Po konzultaci s pracovníky firmy PWO UNITOOLS CZ a.s., byl proveden následný návrh na řešení vzniklé situace. Jelikož další zvětšování přechodových rádiusů již není vhodné, byla navrhnuta změna v geometrii výlisku. Tím proběhlo zvetšení poloměru menšího zaoblení z původní velikosti R b1 = 60 mm na rozměr R b1 =70 mm. Zvětšení je zobrazeno na obr. 45. Obr. 45 Náčrt ze změnou v geometrii Po dokončení navrhnuté změny se znova provedla simulace, jejíž výsledky jsou zobrazeny na následujících obrazcích. Na obr. 46 je vidět průběh tažení, kde již nedochází k žádnému poškození výlisku a lisování je bezpečné. Na obr. 47 je zhodnocení lisovatelnosti, kdy průběh tváření má v souhrném hodnocení zelenou barvu, tedy kladné hodnocení. Kryt je možné v praxi bezpečně vytáhnout. Obrázek 48 uvádí ztenčení materiálu, kdy maximální dovolená hodnota je -0,30. Největší hodnotu ztenčení materiálu dosahuje výlisek v oblasti menšího z prolisů. Další parametry, mezi které patří zvlnění nebo hodnota přetvoření jsou uvedeny v příloze, kde je celý protokol simulace tažení. 46


46 Obr. 46 Simulace 3 Obr. 47 Zhodnocení lisovatelnosti Obr. 48 Ztenčení výlisku Simulační software prokázal, že je v dnešní době při konstrukci lisovacích nástrojů a složitých výlisků velmi důležitou součástí při návrhu výroby. Jelikož došlo v průběhu simulace ke konstrukčním změnám na výlisku, je potřeba zajistit aby došlo také na stroji k nepatrné konstrukční změně. Jedná se o umístění otvorů pro přichycení součásti, které je potřeba dle krytu nepatrně posunout. Na výlisku se ještě změní poloha horního otvoru pro kontrolu stavu řemene, aby odpovídala řemenovému převodu. Konečný tvar výlisku je uveden na obr. 49 a na obr. 50 je pohled ze vnitř. 47
![Obr. 49 Konečný tvar výlisku Obr. 50 Tvar výlisku z pohledu ze vnitř 4.4 VOLBA LISU [16] Při volbě vhodného lisu je potřeba nejdříve rozhodnout, zda zvolit lis hydraulický nebo mechanický.](/docs-images/102/154554931/images/47-0.jpg "Po prostudování jednotlivých vlastností, výhod a nevýhod je zvolen hydraulický lis. Pro volbu rozhodlo hlavně jeho snadná regulace, kdy rychlost i síla se mohou nastavit dle potřeby.")
 - sevření - vybavení (přidržovač, vyhazovač)")
47 Obr. 49 Konečný tvar výlisku Obr. 50 Tvar výlisku z pohledu ze vnitř 4.4 VOLBA LISU [16] Při volbě vhodného lisu je potřeba nejdříve rozhodnout, zda zvolit lis hydraulický nebo mechanický. Po prostudování jednotlivých vlastností, výhod a nevýhod je zvolen hydraulický lis. Pro volbu rozhodlo hlavně jeho snadná regulace, kdy rychlost i síla se mohou nastavit dle potřeby. Přihlédnuto také bylo k materiálu, výpočtům, složitosti výlisku a jeho netypickému tvaru. Ke zvolení přesného typu lisu rozhoduje několik zásad: - Velikost jmenovité síly - velikost zdvihu - pracovní rozměry (rozměry stolu a beranu) - sevření - vybavení (přidržovač, vyhazovač) Podle uvedených parametrů a vybavení je zvolen univerzální hydraulický lis CTH 50. Výrobce lisu je firma ŽĎAS, a.s. 48


48 Popis zvoleného stroje dle výrobce: Tyto lisy jsou určeny pro univerzální využití jak pro objemové, tak pro plošné tváření. Velká tuhost stojanu umožňuje provádění široké řady tvářecích operací. Podle přání zákazníka může být základní vybavení rozšířeno především ve vazbě na konkrétní technologii. Lisy je možno doplnit podle požadavku horním nebo spodním vyhazovačem, zařízením pro automatickou výměnu nástrojů, upínkami a dalším zařízením, které tvoří zvláštní příslušenství. Lis je svislé konstrukce se svařovaným stojanem uzavřené skříňové konstrukce. V horním příčníku je uložen dvojčinný pracovní válec s plnícím ventilem. Beran lisu je veden v kluzném seřiditelném vedením a je vybaven aretací v horní poloze. Obr. 51 Hydraulický lis CTH 50 [16] Pohon lisu může být podle velikosti na stojanu nebo lisu mimo vlastní zařízení. Lis je možno doplnit mechanizací a dalšími progresivními prvky. Stálou výhodou hydraulických lisů je skutečnost, je také skutečnost, že tvářecí rychlost je možno během vlastního procesu měnit v závislosti na dráze. Tab. 9 Technické parametry lisu CTH 50 Zákl. technické parametry CTH 50 Jmenovitá síla KN 500 Zpětná síla KN 300 Sevřená výška mm 800 Zdvih mm 800 Rychlost přibližovací mm.s Rychlost pracovní max. mm.s Rychlost pracovní min. mm.s -1 0 Rychlost zpětná mm.s Upínací plocha stolu mm 1000 x 150 Upínací plocha beranu mm 1000 x 150 Síla přidržovače KN Zdvih přidržovače mm 30 Síla vyhazovače KN 100 Zdvih vyhazovače mm 330 Výkon hlavního motoru KW 55 Půdorys lisu A x B Mm 390 x 3000 Výška lisu mm
49 4.5 SESTAVA NÁSTROJE Navrhnutá sestava tažného nástroje se skládá se dvou základních částí spodní a horní. Spodní je tvořena základní deskou, ke které je přišroubována tažnice. Jejich vystředění je provedeno pomocí kolíků. Dále se v základní desce nachází mechanismus pro vytvoření prolisů, které je potřeba během tažení na výlisku vytáhnout. Existují dvě konstrukční řešení nástroje k docílení těchto prolisů. První je použití tvarovaného tažníku a zároveň tažnice, kdy se materiál vytvaruje podle vzniklé mezery mezi nástroji. Druhé spočívá v pouze tvarovaném tažníku a eleastomeru, který je umístěn pod tažený materiál. Pro velkou konstrukční náročnost a tím zvýšené náklady na tažný nástroj je první varianta zamítnuta. Z toho důvodu bude použito eleastomeru. První konstrukční řešení je znázorněno na obr. 53, druhé poté na obr. 54. Pro vyhazování hotového výlisku z tažnice jsou použity pružiny. Horní část je tvořena tažníkem, přidržovačem, upínací deskou, kroužkem a upínací deskou. Spodní a horní části jsou spojeny v jeden celek dvěma sloupy, které jsou ukotveny v základní desce a zasouvají se do pouzder. Obr. 53 Tvarovaný tažník i tažnice Obr. 54 Tvarovaný tažník s použitím eleastomeru Vybraným materiálem pro zkonstruování tažníku a tažnice je ocel Jedná se o speciální nástrojovou ocel s legujícími prvky Mn a Cr. Největší její využití je pro složitá lisovadla, hlubokotažné nástroje a závitové řezné nástroje. Přidržovač bude vyroben ze šedé litiny 445. Volba umístění stopky nástroje. Těžiště výlisku bylo určeno pomocí programu Inventor Professional 008. Obr. 55 Těžiště pro umístění stopky nástroje 50
50 Obr. 56 Sestava tažného nástroje Popis funkce nástroje Tažný nástroj je klasické koncepce. Lis zatlačuje tažník směrem dolů k tažnici, na které je pomocí dorazových kolíků umístěn přístřih plechu a je přidržován z horní strany přidržovačem. Přístřih je vtahován do tažnice až do hloubky, kdy se dorazová deska opře o základní. Poté se materiál zatlačí do eleastomeru a vylisují se prolisy. Po vytažení potřebného tvaru se celá horní část vrátí zpět a výtažek je vyhozen pomocí pružin nahoru, kde ho následně odebere obsluha lisu. VÝKREOSVÁ DOKUMENTACE: Výlisek -DP-ROSNER-01 Sestava nástroje 1-DP-ROSNER-00 Kusovník 4-DP-ROSNER DP-ROSNER-00- Sestava tažníku -DP-ROSNER-0 Tažnice -DP-ROSNER-03 51
51 5 TECHNICKO EKONOMICKÉ ZHODNOCENÍ [34], [35] 5.1 TECHNICKÉ ZHODNOCENÍ Z navrhnutých technologií byla vybrána jako nejvhodnější hluboké tažení konvečním způsobem. Největší vliv na rozhodnutí měl složitý tvar součásti, díky kterému by bylo velmi obtížné vyrábět součást jinými technologiemi. Velikost zadané série ks je dostatečná, aby se vyplatilo vyrobit speciální sestavu nástroje, neboť stojí nemalé finanční náklady. U hlubokého tažení je předpokládaná minimální zmetkovitost. 5. EKONOMICKÉ ZHODNOCENÍ KALKULACE NÁKLADŮ [34], [35] Kalkulace má několik hlavních významů a patří mezi ně: stanovení vnitropodnikových cen a výkonů sestavování rozpočtů kontrola, rozbory hospodárnosti a rentability výkonů limitování nákladů Vlastní náklady (náklady kalkulace) jsou ve většině položek shodné s náklady finančního účetnictví. Odlišují se pouze v některých položkách, které se nazývají kalkulační druhy nákladů, zde např. patří: kalkulační úroky za použití vlastního kapitálu, kalkulační nájemné za použití vlastních prostor, kalkulační odpisy, které se účtují v takové výši, aby zajistily substanční zachování kapitálu. Tzn. aby při náhradě daného prostředku byly k dispozici peníze potřebné k jeho náhradě. Účtují se tak dlouho, dokud je daný prostředek používán. Kalkulace nákladů zjednodušeně vyjadřuje písemný přehled jednotlivých složek nákladů a jejich úhrn na kalkulační jednici. Ta vyjadřuje určitý výkon, např. výrobek, práci nebo službu vymezenou měřící jednotkou (jednotku množství ks, hmotnosti kg, času hod, apod.). Základní rozdělení nákladů je na přímé a nepřímé. U přímých nákladů je možné zjistit nebo stanovit výši na kalkulační jednici přesně na základě technicko-hospodářských norem. Do této skupiny spadá přímý materiál, který tvoří podstatu výrobku, přímé mzdy výrobních dělníků a ostatní přímé náklady. V těch je zahrnuta spotřeba technologické energie a paliv, odpisy, opravy, údržba nebo příspěvky na sociální zabezpečení. Náklady nepřímé jsou společně vynakládané na celé kalkulované množství výrobků, více druhů výrobků nebo zajištění chodu celého podniku, které není možné stanovit na kalkulační jednici přímo, popř. jejich přímé určení by bylo nehospodárné a proto je třeba na kalkulační jednici rozvrhnout nepřímo podle určitých klíčů. Lze je rozdělit na: a) výrobní zahrnuje nákladové položky související s řízením a obsluhou výroby, jako jsou režijní mzdy, odpisy strojního zařízení, náklady na opravu, údržba nebo spotřeba energie. b) správní jsou položky související s řízením podniku, např. odpisy správních budov, platy řídících pracovníků, poštovné, telefonní poplatky, počítače administrativních pracovníků, audity, nebo náklady na vzdělávání. c) zásobovací náklady na skladování materiálu, odpisy skladovacích zařízení, mzdy skladníků. d) odbytovou náklady spojené s odbytem, dopravou, prodejem, marketingem apod. Hranice mezi přímými a nepřímými náklady je velmi relativní. V praxi platí, že využitelnost s kvalitou kalkulací roste přičítáním co největšího podílu nákladů přímo na kalkulační jednici. 5
52 To ovšem vede k rostoucím nákladům na zjišťovaní přímých nákladů a hranicí se poté stává hospodárnost. Typový kalkulační vzorec: Rozdělení jednotlivých kalkulačních metod: a) Prostá kalkulace dělením b) Stupňovitá kalkulace dělením c) Kalkulace s poměrovými (ekvivalenčními) čísly d) Přirážková kalkulace e) Kalkulace pomocí hodinových režijních paušálů f) Kalkulace zůstatková (odečítací). g) Kalkulace neúplných nákladů Na správně provedené kalkulaci záleží úspěšnost celého projektu a jeho konkurenceschopnost. V praxi je velmi důležité tuto kapitolu nepodceňovat. 5.3 VÝPOČET NÁKLADŮ PRO OPERACI TAŽENÍ A) Výpočet přímých nákladů Přímý materiál Volba tabule: je zvolena tabule plechu o rozměrech 1,5 x 1000 x 000 mm. Z jedné tabule lze vystřihnout 4 přístřihy. Potřebný počet tabulí Pvýt P tab = P přř kde P tab počet tabulí [ks] P výt počet výtažků [ks] P při počet přístřihů z jedné tabule [ks] P tab = 4 P tab = 500ks 53
53 Je potřeba 500 tabulí + 1% pro případné ztráty => 500+5= 55 ks tabulí Náklady na materiál N = P c N = , 9 m tab mat N m = , 5Kč kde N m. náklady na přímý materiál [Kč] c mat cena 1 ks tabule, zjištěné na internetu dle ceníku Ferona [Kč] Zhodnocení odpadu m = m P m = 5,88 55 N o o otab tab kde m o... hmotnost odpadu [kg] m otab.. hmotnost odpadu z 1 tabule [kg] o o m o m o = 14847kg = m c N = , 5 N o = 51964, 5Kč kde N o zisk za odpad [Kč] c o výkupní cena za odpad, zjištěná na internetu [Kč/kg] Celkové náklady na přímý materiál N = N N N = , , 5 mat m o o mat Náklady na mzdy N mat = Kč Celkový výrobní čas Přípravný čas je zvolen 0,5 h/směnu a čas kontroly je také 0,5 h/směnu. p kusů = 180ks / hod 6,5 p kusů = 1170ks / směmě p směm = p kusů p směm = 1170 t = p směm 7,5 t = 9 7, 5 h N kde p kusů počet kusů za směnu [ks] p směn počet směn [ - ] t h celkový čas [hod] mzdy h h p směm = 8,6 9směm h t h = 67, 5hod = c t N = 10 67, 5 kde c h hodinová mzda [Kč/hod] mzdy N mzdy = 8100Kč 54
54 Náklady na energii N = t c P N = 67,5 4,35 55 e h e s kde N e náklady na energii [Kč] c e. cena elektrické energie [Kč/kWh] P s. výkon stroje [kw] e N e = 16149, 3Kč Přímé náklady celkem N = N + N + N N = , 3 p mat mzdy Přímé náklady na 1 výtažek N p N p 1 = Q kde Q množství [ks] B) Výpočet nepřímých nákladů e p N p = , 3Kč ,3 N = p N p 147, 9Kč 1 = Náklady na výrobní a správní režii N j Q ( Rv + Rs ) N r = 100 kde R v výrobní režie (zvoleno 90 %) [Kč] R s správní režie (zvoleno 60 %) [Kč] ( 90 60) 147, = 100 N r = 18500Kč N r Variabilní náklady N = N + N N = , v p r Variabilní náklady na 1 výtažek N v N v 1 = Q v N v = , 3Kč ,3 N = v N = v 1 369, 8Kč Fixní náklady Cena nástroje je stanovena ve spolupráci s pracovníky firmy PWO UNITOOLS CZ odhadem na Kč. Je zde započítán kontrolní přípravek, který zjednoduší a zrychlí kontrolu vyrobené součásti. C) Celkové náklady N f = Kč Náklady celkem N = N + N N = , c v f c N c = , 3Kč 55
55 Náklady celkem na 1 výtažek N c N c 1 = Q Zisk při výrobě ( N v Q) + N Z = 100 [ ] 1 f z ,3 N = c N c 383, 8Kč 1 = Z = [(, ) ] Z = 38500Kč kde z zisk (zvoleno 10 %) [%] Cena 1 výtažku při zahrnutí zisku 10 % ( N v1 Q) + N f + Z cv = Q ( 383, ) c v = c v = 436, 3Kč Bod zvratu N f + N Bz = c N v r v1 B z = 436,3 147,9 B z = 8186, 4ks Počet kusů, při kterém se náklady vyrovnají výnosům je 8186,4 ks. Grafické znázornění je uvedeno v grafu 1. Graf 1 Bod zvratu 56
56 6 ZÁVĚRY Řemenový kryt je obecného tvaru s prolisy ve dně pro zvýšení tuhosti, s otvory pro kontrolu napětí stavu řemene a přírubou, v níž se nacházejí otvory pro přichycení. Vyráběná série je ks. Pro zadaný kryt byly navrženy tři technologie výroby, ze kterých byla vybrána jako nejvhodnější technologie hlubokého tažení konvečním způsobem. Největší vliv na rozhodnutí měla tvarová složitost součásti, na základě které byla vyřazena varianta výroby technologií ohýbání spolu se svařováním. Tento způsob výroby by hotový díl výrazně prodražovala. V praxi je nutné přihlédnout na strojní vybavení, výrobní kapacity strojů a hlavně ekonomickou kalkulaci. V práci byla zpracována výpočtová část pro návrh tvaru, velikost přístřihu a výpočty jednotlivých parametrů procesu tažení. Všechny teoretické výpočty byly následně ověřeny pomocí simulačního programu AutoForm, jelikož ne vždy jsou teoretické návrhy v praxi realizovatelné. To se potvrdilo i při simulaci tažné operace, která ukázala porušení materiálu s místem trhlin a výroba nebyla za daných podmínek reálná. Proto bylo potřeba navrhnout úpravy pro eliminaci vzniku trhlin. Nejdříve bylo provedena konstrukční úprava - zvětšení velikosti zaoblení u dna výtažku a příruby. Jelikož zvětšení zaoblení nepřineslo očekávané výsledky, muselo se následně přistoupit na změnu geometrie výlisku, konkrétně změna tvaru u menšího zaoblení součásti. Tím došlo k rovnoměrnějšímu toku materiálu a deformací. Následná simulace již proběhla bez problémů. Při konstruování sestavy tažného nástroje, se rozhodovalo ze dvou návrhů pro výrobu prolisů během tažné operace. Zvolena byla varianta s použitím eleastomeru, kdy tvarovaný tažník vylisuje prolisy do materiálu, pod kterým se nachází eleastomer. S přihlédnutím na potřebnou jmenovitou sílu a potřebný zdvih byl zvolen hydraulický lis CTH 50, který svými parametry odpovídá požadavkům pro výrobu. K práci je přiložena výkresová dokumentace, která obsahuje sestavu tažného nástroje, kusovník, výkres součásti, sestavu tažníku a výrobní výkres tažnice. Na závěr práce bylo vytvořeno technicko-ekonomické zhodnocení, které ovšem není zpracováno pro konkrétní výrobní program a firmu. Proto jsou některé náklady stanoveny pomocí ceníku na internetu (el. energie), nebo ve spolupráci s pracovníky firmy PWO UNITOOLS (cena nástroje). Bod zvratu ukázal, že k vyrovnání nákladů a výnosů dojde při vyrobení 8187 kusů, dále je výroba zisková. Práce ukázala, že teoretické propočty při návrhu tvaru zadané součásti nezohledňují její vyrobitelnost a že simulační programy jsou v dnešní době již nezbytnou součástí výrobních podniků. I když mají vysoké pořizovací náklady, dokáže se díky nim při navrhování součástí ušetřit nejen čas, ale hlavně nemalé finanční prostředky, které jsou pro firmy velmi důležité. Pro návrh tažení u nerotačních a složitých tvarů součástí, hrají velkou roli i zkušenosti pracovníků. 57
57 SEZNAM POUŽITÉ LITERATRY 1. HOSFORD, William F. and Robert CADDEL. Metal Forming: Mechanics and Metalurgy. 3th ed. New York: Cambridge University Press, s. ISBN FOREJT, Milan. Teorie tváření a nástroje. 1. vyd. Brno, Rekrorát Vysokého učení technického v Brně, s. Edit. Nakladatelství VUT v Brně. ISBN HELLWIG, W. and E. SEMLINGER. Spanlose Fertigung: Stanzen. 5th ed. Braunschweig/Wiesbaden, Friedr Vieweg and Sohn Verlagsgesellschaft mbh p. ISBN NOVOTNÝ, K. Tvářecí nástroje. 1. vyd. Brno, Rektorát Vysokého učení technického v Brně, s. Edit. Nakladatelství VUT v Brně. ISBN DVOŘÁK, M., F. GAJDOŠ a K. NOVOTNÝ: Technologie tváření plošné a objemové tváření, 1.ed., edit.rektorát VUT v Brně, 003, pp.169, ISBN TIŠNOVSKÝ, Miroslav a Luděk MÁDLE. Hluboké tažení plechu na lisech. 1. vyd. Praha, SNTL, s. ISBN MARCINIAK, Z. and J.L. DUNCAN, HU, S.J. Mechanics of Sheet Metal Forming..ed. Oxford : Butterworth-Heinemann, s. ISBN LENFELD, P. Technologie II. za podpory projektu FRVŠ 1998/005 [online]. 011 [cit ]. Dostupný z WWW: < > 9. DVOŘÁK, Milan a Michaela MAREČKOVÁ. Technologie tváření. Studijní opory pro kombinované studium I. Stupeň,. ročník CTT-K RÖSNER, Michal. Technologie tažení neželezných materiálů. [s.l.], s. VUT FSI. Vedoucí bakalářské práce Ing. Michaela Císařová. 11. FURBACHER, Ivan. Lexikon technických materiálů. Praha: Odborné nakladelství technické literatury, s. ISBN Strojírenství pro střední školy [online] 011 [cit ]. Dostupný z WWW: <www. strojirenstvi-ucivo.blogspot.com>. 13. FOREJT, Milan a Miroslav PÍŠKA. Teorie obrábění, tváření a nástroje. první. Brno: CERM, s.r.o., s. ISBN BOLJANOVIC, Vukota. V. Sheet Metal Forming Processer and Die Design. 1 st edition. New York: Industrial Press, s. ISBN KOTOUČ, Jiří et al. Tvářecí nástroje. 1. vyd. Praha: Vydavatelství ČVUT, s. ISBN ŽDAS, a.s. [online] 011 [cit ]. Dostupný z WWW: < 17. KOVÁRNÍK, Lukáš. Technologie tváření kovu, Studijní opory pro podporu samostudia v oboru, Liberec: TU v Liberci, Katedra strojírenské technologie Oddělenítváření kovů a plastů strojní fakulty, [online] 009 [cit ]. Dostupný z WWW: < 58
58 18. Schuler. Metal forming handbook. A. Tailor. 1st edition. Berlin: Springer s. ISBN Gore [online] 011 [cit ]. Dostupný z WWW: < 0. BAREŠ, Karel, et al. Lisování. Redaktor Jindřich Klůma. 1. vyd. Praha 1: SNTL, s., Presshydraulika, s.r.o. [online] 011 [cit ]. Dostupný z WWW: < ČIHÁK, Jiří. Průmyslová a automobilová maziva [online] 011 [cit ]. Dostupný z WWW: < 3. BEROUN, Stanislav. Technologie tváření kovu, Studijní opory pro podporu samostudia v oboru, Liberec: TU v Liberci, Katedra vozidel a motoru strojní fakulty, [online] 011 [cit ]. Dostupný z WWW: < 4. BEZDĚK, Jiří. Technologie výroby tvarové součásti tvářením. [s.l.], s. VUT FSI. Vedoucí diplomové práce Doc. Ing. Milan Dvořák, CSc. 5. Akvarista [online] 011 [cit ]. Dostupný z WWW: < 6. Dieffenbacher [online] 011 [cit ]. Dostupný z WWW: < 7. Mzak [online] 011 [cit ]. Dostupný z WWW: < 8. Akademon [online] 011 [cit ]. Dostupný z WWW: < 9. Belis, s.r.o. [online] 011 [cit ]. Dostupný z WWW: < 30. Motorkari [online] 011 [cit ]. Dostupný z WWW: < 31. KOTOUČ, Jiří. Nástroje pro tváření za studena, Praha: České vysoké učení technické v Praze, s. [online] 011 [cit ]. Dostupný z WWW: < > 3. ČADA, Radek. Postupy údržby I, Studijní opory pro podporu v oboru strojírenství, Ostrava: VŠB Technická univerzita Ostrava, [online] 011, Dostupný z WWW: < > 33. Fyzikální základy vědy o materiálu [online] 011 [cit ]. Dostupný z WWW: < 34. Kalkulace nákladů I, Vysoká škola finanční a správní [online] 011 [cit ]. Dostupný z WWW: <is.vsfs.cz> 35. Kalkulace nákladů, [online] 011 [cit ]. Dostupný z WWW: < 36. SPIŠÁK, Emil. Matematické modelovanie a simulácia technologických procesov t`ahanie. Košice: TIPO press Košice s. ISBN Cadex [online] 011 [cit ]. Dostupný z WWW: < 59
59 SEZAM POUŽITÝCH SYMBOLŮ A ZKRATEK Označení Legenda Jednotka a Vzdálenost os zaoblení [mm] a 1,a Pomocné vzdálenosti [mm] B Šířka výtažku [mm] B z Bod zvratu [ks] c e Cena elektrické energie [Kč/kWh] c h Hodinová mzda [Kč/hod] c mat Cena 1 ks tabule [Kč] c o Výkupní cena za odpad [Kč/kg] c v Cena výtažku [Kč] C Součinitel vyjadřující vliv součinitele tažení t s přihlédnutím k D [ - ] C 1, C Konstanty [ - ] d Vnitřní průměr výtažku [mm] d n Průměr výtažku po n-tém tahu [mm] d p Průměr příruby hotového výtažku [mm] d 1 Průměr výtažku po 1. tahu [mm] D Průměr přístřihu [mm] D 0 Výchozí průměr přístřihu [mm] D 1 Průměr menšího zaoblení [mm] D Průměr většího zaoblení [mm] D re Průměr zaoblení u příruby výtažku [mm] D ed Průměr zaoblení u dna výtažku [mm] e Konstanta [ - ] f Součinitel tření [ - ] F c Celková tažná síla [N] F 0 Síla pro rovné části výtažku, působením ohybu [N] F p Přidržovací síla [N] F t Tažná síla [N] F t1,f t1a,f t1b Tažná síla pro rohovou část [N] F t Tažná síla pro přímou stěnu [N] F t Síla pro zaoblené části výtažku, působením tažení [N] F v Síla vyhazovače [N] h Výška výtažku [mm] h max Maximální dosažitelná výška výtažku [mm] h 0 Skutečná výška výtažku [mm] h 1 Výška výtažku s přídavkem na ostřižení [mm] h Výška výtažku bez zaoblení u dna a příruby [mm] h 3 Výška výtažku bez zaoblení u dna, příruby a tloušťky [mm] materiálu [mm] H Rozvinutá výška stěny [mm] H a Zmenšená rozvinutá výška bočních stěn [mm] H 0 Rozvinutá výška boční stěny [mm] k Opravný koeficient [ - ] k 1 Koeficient [ - ] k Materiálová konstanta [ - ] 60
60 L Součet délek přímých stěn výtažku [mm] L 1 Délka obvodu výrobku [mm] m Součinitel tažení [ - ] m o Hmotnost odpadu [kg] m otab Hmotnost odpadu z 1 tabule [kg] m 1 Součinitel tažení pro 1. tah [ - ] m n Součinitel tažení pro n-tý tah [ - ] n Počet tahů [ - ] n 1 Počet otáček lisu [min -1 ] N c Náklady celkem [Kč] N c1 Náklady celkem na 1 výtažek [Kč] N e Náklady na energii [Kč] N f Fixní náklady [Kč] N m Náklady na přímý materiál [Kč] N mzdy Náklady na mzdy [Kč] N o Zisk za odpad [Kč] N p Přímé náklady [Kč] N p1 Přímé náklady na 1 výtažek [Kč] N r Náklady na správní a výrobní režii [Kč] N v Variabilní náklady [Kč] N v1 Variabilní náklady na 1 výtažek [Kč] p Specifický tlak přidržovače [MPa] p kusů Počet kusů za směnu [ks] P při Počet přístřihů z jedné tabule [ks] P s Výkon stroje [kw] p směn Počet směn [ - ] P tab Počet tabulí [ks] P výt Počet výtažků [ks] p 1 Pracovní pohyb tažníku [mm] Q Množství [ks] r Poloměr zaoblení [mm] R Redukovaný poloměr zaoblení v rozích [mm] R e Poloměr zaoblení u příruby výtažku [mm] R d Poloměr zaoblení u dna výtažku [mm] R b Poloměr zaoblení v rozích [mm] R b1 Poloměr menšího zaoblení [mm] R b Poloměr většího zaoblení [mm] R m Mez pevnosti [MPa] R p1 Poloměr menšího zaoblení příruby [mm] R p Poloměr většího zaoblení příruby [mm] R p0, Mez kluzu [MPa] R s Správní režie [Kč] R t Tažný poloměr [mm] R v Výrobní režie [Kč] R 01,R 0 Redukovaný poloměr [mm] R 1, Poloměr přístřihu v rozích [mm] S d Plocha dna výtažku [mm ] S p Plocha přidržovače [mm ] S pl1 -S pl5 Plochy jednotlivých stěn výtažku [mm ] 61
61 S PC Celková určená plocha výtažku určená počítačem [mm ] S PR Plocha přístřihu [mm ] S Rd Plocha zaoblení výtažku u dna [mm ] S Re Plocha zaoblení výtažku u příruby [mm ] S výt Plocha přístřihu výtažku [mm ] S VÝP Celková plocha stanovená výpočtem [mm ] S 1, S, S n Plocha jednotlivých částí přístřihu výtažku [mm ] t Tloušťka taženého plechu [mm] t h Celkový čas [hod] t 0 Počáteční tloušťka plechu [mm] t max Maximální tloušťka taženého materiálu [mm] v Tažná rychlost [m. min -1 ] x, x 1, Vzdálenost těžiště tvořící křivky od osy [mm] z m Tažná mezera [mm] z Zisk [%] z 1 Celkový zdvih beranu lisu [mm] Z Zisk při výrobě [Kč] Z 1 Koeficient zaplnění plochy [ - ] α Koeficient pro určení použití přidržovače [ - ] β Úhel opásání [ ] ε D Poměrná deformace na konci výtažku [ - ] ε 1 Poměrná deformace na vnitřním povrchu výtažku [ - ] π Ludolfovo číslo [ - ] φ 1, φ 3 Logaritmické přetvoření [ - ] σ d Deformační odpor při tažení v 1. operaci [MPa] σ f Třecí napětí [MPa] σ o Ohybové napětí [MPa] σ r Napětí vzniklé odporem materiálu proti ohybu [MPa] σ ρ Radiální tahové napětí [MPa] c Přídavek na ostřižení [mm] 6
62 SEZNAM PŘÍLOH Příloha 1: Koeficienty tažení pro různé tvary výtažků Příloha : Oblasti použití různých postupů při tažení čtvercových a obdélníkových výtažků Příloha 3: Protokol simulace tažení Příloha 4: FL diagram tažení 63
63 Příloha 1: Koeficienty tažení pro různé tvary výtažků [15] Koeficienty tažení válcových výtažků z kruhových výstřižků Součinitel tažení m 1 m m 3 t Poměrná tloušťka polotovaru 100 [%] D 0,1 0,3 0,3 0,6 0,6 1,0 1,0 1,5 1,5,0 nad 0,6 0,58 0,8 0,81 0,83 0,8 0,58 0,56 0,81 0,80 0,8 0,81 0,56 0,54 0,80 0,79 0,81 0,80 0,54 0,5 0,79 0,78 0,80 0,79 0,5 0,50 0,78 0,77 0,79 0,78 0,50 0,48 0,77 0,76 0,78 0,77 Koeficienty tažení čtvercových výtažků Délka a 0 r 5r 8r 10r t Poměrná tloušťka polotovaru 100 [%] D 0,1 0,3 0,3 0,6 0,6 1,0 1,0 1,5 1,5,0 nad 0,60 0,58 0,56 0,54 0,5 0,50 0,55 0,53 0,51 0,49 0,47 0,45 0,48 0,46 0,44 0,4 0,40 0,38 0,41 0,39 0,37 0,35 0,33 0,31 0,36 0,34 0,3 0,30 0,8 0,6 Koeficienty tažení čtvercových výtažků v dalších tazích Délka a 0 r 5r 8r 10r Posl. tah t Poměrná tloušťka polotovaru 100 [%] D 0,1 0,3 0,3 0,6 0,6 1,0 1,0 1,5 1,5,0 nad 0,8 0,81 0,80 0,79 0,78 0,77 0,76 0,75 0,74 0,7 0,71 0,70 0,66 0,65 0,64 0,6 0,61 0,59 0,56 0,55 0,54 0,5 0,50 0,48 0,50 0,49 0,47 0,45 0,43 0,41 0,88 0,87 0,85 0,85 0,84 0,83
![Příloha : Oblasti použití různých postupů při tažení čtvercových a obdélníkových výtažků [5]](/docs-images/102/154554931/images/64-0.jpg "Pásma Ia, Ib, Ic oblasti pro víceoperační tažení Pásma IIa, IIb, IIc oblasti pro jednooperační")
64 Příloha : Oblasti použití různých postupů při tažení čtvercových a obdélníkových výtažků [5] Pásma Ia, Ib, Ic oblasti pro víceoperační tažení Pásma IIa, IIb, IIc oblasti pro jednooperační tažení
65 Příloha 3: Protokol simulace tažení 1/5
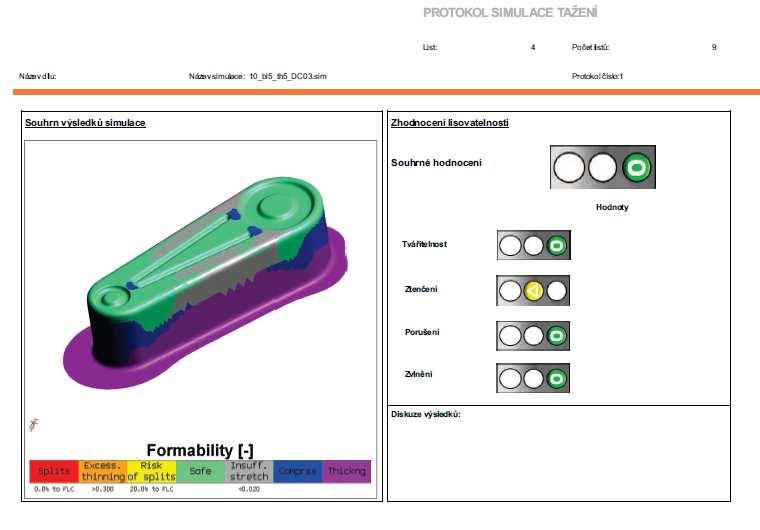
66 /5
67 3/5
68 4/5
69 5/5

70 Příloha 4: FL diagram tažení
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
TAŽENÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Konstrukce tažných nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
Lisování. TAŽENÍ
 Lisování TAŽENÍ http://www.vutbr.cz/www_base/zav_prace_soubor_verejne.php?file_id=17659 Stroje - nástroje nástroje - tažidla vrchní díl spodní díl stroje - lisy (hydraulický lis pro tažení) Lis Zavařovací
Lisování TAŽENÍ http://www.vutbr.cz/www_base/zav_prace_soubor_verejne.php?file_id=17659 Stroje - nástroje nástroje - tažidla vrchní díl spodní díl stroje - lisy (hydraulický lis pro tažení) Lis Zavařovací
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TĚLESA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TĚLESA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VÝROBA SOUČÁSTI NÁDOBKA HLUBOKÝM TAŽENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MECHANICAL TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MECHANICAL TECHNOLOGY VÝROBA SOUČÁSTI
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TVAROVÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TVAROVÉHO
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT
 VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT PRODUCTIVE SINGLE PARTS FROM SHET METAL BY THE HELP OF TECHNOLOGY HYDRO-MAC BACHELOR THESIS AUTOR PRÁCE AUTHOR Jiří Štancl VEDOUCÍ PRÁCE SUPERVISOR Ing.
VÝROBA SOUČÁSTI Z PLECHU POMOCÍ TECHNOLOGIE HMT PRODUCTIVE SINGLE PARTS FROM SHET METAL BY THE HELP OF TECHNOLOGY HYDRO-MAC BACHELOR THESIS AUTOR PRÁCE AUTHOR Jiří Štancl VEDOUCÍ PRÁCE SUPERVISOR Ing.
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Simulace toku materiálu při tváření pomocí software PAM-STAMP
 Simulace toku materiálu při tváření pomocí software PAM-STAMP Jan Šanovec František Tatíček Jan Kropaček Fakulta strojní, České vysoké učení technické v Praze, Ústav strojírenské technologie, Technická
Simulace toku materiálu při tváření pomocí software PAM-STAMP Jan Šanovec František Tatíček Jan Kropaček Fakulta strojní, České vysoké učení technické v Praze, Ústav strojírenské technologie, Technická
STŘIHÁNÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Příloha č. 1. Pevnostní výpočty
 Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTU
Zvláštní způsoby tváření za studena
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Konstrukce ohýbacích nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Norma Tvar Materiál Provozní podmínky Typ* Použití. PN NBR P píst/pístnice. ČSN NBR ,5 H píst/pístnice
 MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
TECHNOLOGIE VÝROBY VÝZTUHY PRO AUTOMOBIL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Navrhování konstrukcí z korozivzdorných ocelí
 Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE MANUFACTURING TECHNOLOGY VÝROBA MĚLKÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE MANUFACTURING TECHNOLOGY VÝROBA MĚLKÉHO
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KONZOLY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KONZOLY
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
Stroje - nástroje. (hydraulický lis vystřihovací)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
TECHNOLOGIE TVÁŘENÍ TENKÝCH PLECHŮ TAŽENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Výpočet skořepiny tlakové nádoby.
 Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA OLEJOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA OLEJOVÉ
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
KONSTRUKČNÍ NÁVRH PŘÍPRAVKŮ PRO ZMĚNU VÝROBNÍHO POSTUPU TLAKOVÝCH ZÁSOBNÍKŮ COMMON RAIL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
TECHNOLOGIE VÝROBY KRYTU VENTILÁTORU THE PRODUCTION TECHNOLOGY THE FAN COVER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 32
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 32
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Řemenové převody Zhotoveno ve školním roce: 2011/2012 Jméno zhotovitele: Ing. Hynek Palát
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
Příloha-výpočet motoru
 Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
TVÁŘENÍ ZA STUDENA STŘÍHÁNÍ. Mezi tváření za studena patří:
 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY NÁVRH TECHNOLOGIE VÝROBY OCHRANNÉHO KRYTU THE SUGGESTION OF TECHNOLOGY OF PROTECTION COVER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STOJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STOJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
Zpráva o průběhu přijímacího řízení na vysokých školách dle Vyhlášky MŠMT č. 343/2002 a její změně 276/2004 Sb. na ak. rok 2016/2017 FS ČVUT v Praze
 Zpráva o průběhu přijímacího řízení na vysokých školách dle Vyhlášky MŠMT č. 4/2002 a její změně 276/2004 Sb. na ak. rok 2016/2017 FS ČVUT v Praze 1. Informace o přijímacích zkouškách Studijní program:
Zpráva o průběhu přijímacího řízení na vysokých školách dle Vyhlášky MŠMT č. 4/2002 a její změně 276/2004 Sb. na ak. rok 2016/2017 FS ČVUT v Praze 1. Informace o přijímacích zkouškách Studijní program:
Základní parametry a vlastnosti profilu vačky
 A zdvih ventilu B časování při 1mm zdvihu C časování při vymezení ventilové vůle D vůle ventilu Plnost profilu vačky má zásadní vliv na výkonové parametry motoru. V případě symetrického profilu se hodnota
A zdvih ventilu B časování při 1mm zdvihu C časování při vymezení ventilové vůle D vůle ventilu Plnost profilu vačky má zásadní vliv na výkonové parametry motoru. V případě symetrického profilu se hodnota
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
VÝROBA KRYTÍ HŘÍDELE KOLA U PŘÍVĚSNÉHO VOZÍKU
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRYTÍ
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE
 Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÝROBA SÍTKA DO UMYVADLA PRODUCTION OF WASH BASIN STRAINER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SÍTKA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SÍTKA
ANOTACE. Klíčová slova technologie, tažení, plošné tváření, výtažek ANOTATION
 ANOTACE MAREK SMEJKAL: Technologie výroby krytu. Bakalářská práce kombinovaného studia, bakalářský studijní program STROJÍRENSTVÍ. Obor strojní inženýrství. 1. stupeň, 3. ročník, akademický rok 2010/2011.
ANOTACE MAREK SMEJKAL: Technologie výroby krytu. Bakalářská práce kombinovaného studia, bakalářský studijní program STROJÍRENSTVÍ. Obor strojní inženýrství. 1. stupeň, 3. ročník, akademický rok 2010/2011.
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Strojní součásti ČÁSTI STROJŮ R
 Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Tvorba technické dokumentace
 Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Namáhání na tah, tlak
 Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA FILTRAČNÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA FILTRAČNÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÝROBA VENTILOVÉHO SEDLA PRODUCTION OF THE VALVE SEAT
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA VENTILOVÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA VENTILOVÉHO
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Kapitola vstupních parametrů
 Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro