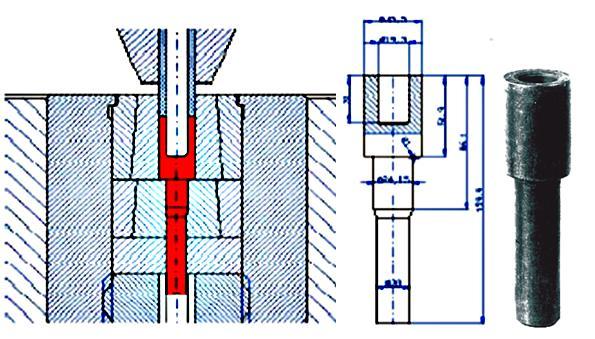
Princip průtlačníku průtlačnice protlačovadla
|
|
|
- Luděk Musil
- před 6 lety
- Počet zobrazení:
Transkript
1 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková PROTLAČOVÁNÍ

2 Princip objemové tváření výchozí polotovar (přístřih, kalota, špalíček) - podroben tlaku průtlačníku a průtlačnice materiál se přemísťuje, směr pohybu, tvar a velikost určeny konstrukcí protlačovadla
3 Nástroje - protlačovadla

4 Jednooperační protlačovací nástroj se stojánkem
5 Způsoby protlačování podle směru pohybu tvářeného materiálu vzhledem k průtlačníku - dopředné, souměrné - zpětné (kalíškování), protisměrné - sdružené - stranové - kombinované tváření


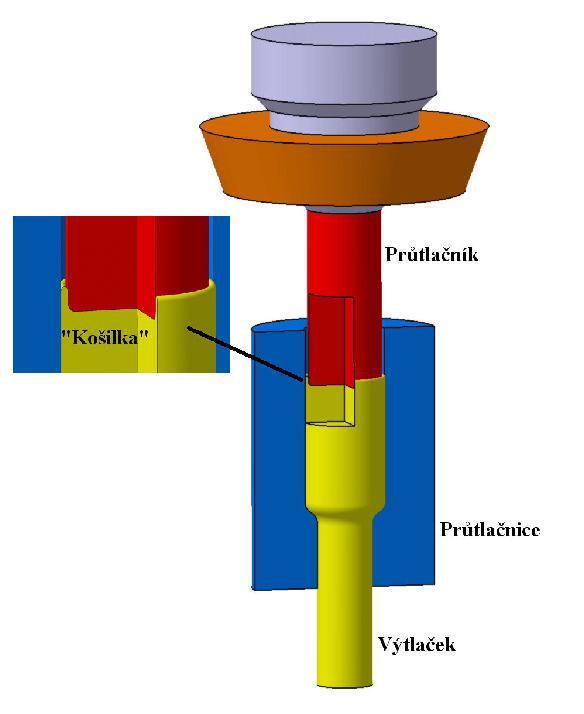
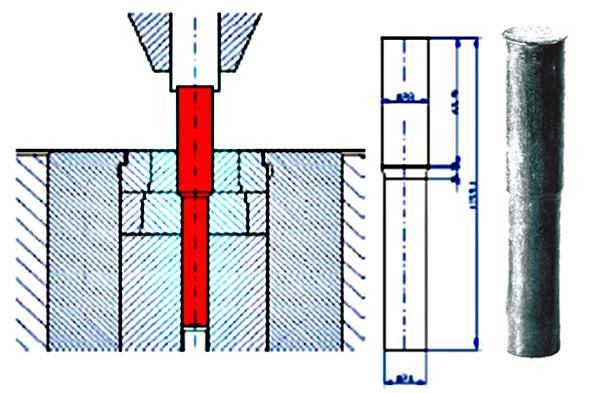
6 Dopředné protlačování částice materiálu se pohybují ve směru pohybu průtlačníku průtlačník vytlačuje polotovar otvorem v průtlačnici ven výlisky plné či duté délka výlisku je omezena délkou polotovaru a_tkp/sekce/video/01-direct.swf
7 Princip


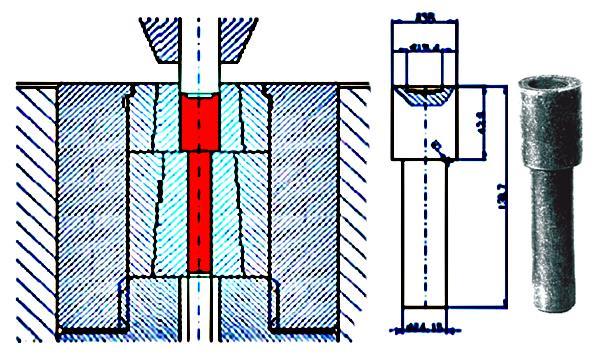
8 Zpětné protlačování částice materiálu se pohybují kolem průtlačníku proti směru jeho pohybu výlisky nižší vzhledem k velkému namáhání a omezené délce průtlačníků



9 Sdružené protlačování částice materiálu se pohybují ve směru i proti směru pohybu průtlačníku vhodné pro výlisky s dutinami z obou stran


10 Stranové protlačování částice materiálu se pohybují kolmo k ose nástroje a vyplňují mezeru v průtlačnici nižší výlisky se protlačují jednostranně, vyšší oboustranně

11 Výroba hřídele náhonu příklad řešení technologie na víceoperačním automatu technologický postup výroby hřídele náhonu objemovým tvářením za studena 1 dopředné protlačování pěchování sdružené protlačování pěchování - kalibrování
12 Dopředné protlačování
13 Pěchování
14 Sdružené protlačování

15 Pěchování a kalibrování
16 Kombinace tváření protlačování možno kombinovat s jinými způsoby tváření (pěchování, tažení aj.) protlačováním lze spojit dvě a více částí v celek (možnost spojení i různých druhů materiálu) použití protlačování i jako objemové tváření (např. výroba matic, šroubů apod.)
17 Výhody a nevýhody protlačování výhody - značné využití materiálu (až 98%) - levnější nástroje - jednoduchý výrobní proces - vysoká přesnost a jakost povrchu - snadná automatizace nevýhody - lisy - vysoká tuhost a pevnost - přesné vedení beranu - dostatečný zdvih a výkon
18 Návrh protlačovacího nástroje vycházíme z výkresu součásti (konstruktér) technolog kontroluje - vhodnost materiálu součásti (tvárnost, jakost) - tvar výrobku s ohledem ke způsobu protlačování - určuje stupeň deformace, velikost a tvar polotovaru, protlačovací sílu - navrhuje konstrukci nástroje se všemi náležitostmi
19 Vhodné materiály protlačků požadavek A až 10%, Z až 50% ocel ( do 0,2% C, vyžíhaná na měkko) - okuje odstraněny omíláním či otryskáváním - povrch fosfátovaný, mazán technickým olejem - protlačováním ocel zpevněna - při vyčerpané tvárnosti před dalším protlačování mezioperační žíhání měď - potřebné tlaky menší než u oceli
20 Vhodné materiály protlačků hliník - součásti elektrotechniky a radiotechniky - tloušťka stěn (0,4 až 0,5) mm - žíhaný při teplotě (450 až 480) C po dobu 4 hodin - polotvar natřen tenkou vrstvou maziva olovo - zvlášť vhodné, malé protlačovací síly - protlačování nádob s velmi tenkou stěnou (až 0,07 mm)
21 Určení velikosti polotovaru objem materiálu konstantní - objem polotovaru V p = V objemu protlačku rozměry kolmého průřezu polotovaru na směr protlačování shodný s rozměry průřezu průtlačnice nutné stanovit pouze výšku polotovaru h p V objem protlačku (mm 3 ) V S p..plocha průřezu h = (mm) polotovaru (mm 2 ) p S p
22 Protlačovací síla závisí na - druhu protlačovaného materiálu - tepelném zpracování materiálu - tloušťce stěn protlačku - způsobu mazání - čelní činné ploše průtlačníku aj. protlačovací síla F σ p přetvárný odpor (MPa) F = σ.s(n) S obsah činné plochy p průtlačníku (mm 2 )
23 Přetvárný odpor σ p (MPa) závisí na stupni deformace stupeň deformace lze posuzovat dle redukce průřezu výchozího polotovaru průřez je kolmý na směr protlačování
% zpětný způsob - neželezné kovy (85 až 99)% - ocel (25")
, odstranění zpevnění tepelným zpracováním")
24 Redukce R (%) dopředný způsob - neželezné kovy (80 až 90)% - ocel (30 až 80)% zpětný způsob - neželezné kovy (85 až 99)% - ocel (25 až 75)% náročnější výlisky se protlačují postupně značné zpevnění materiálu (vzrůstá Re), odstranění zpevnění tepelným zpracováním
25 Dovolený stupeň redukce zpětné protlačování - vyjadřuje velikost přetvoření S 0 průřez výchozího polotovaru (mm 2 ) S 1 průřez redukovaného protlačku Z = S 0 - S 0 S 1.100[%]

26 Rovnání materiálu před protlačováním
27 Konstrukce nástrojů průtlačníky - zpětné protlačování - horní část kuželovitě rozšířena (snížení tlaku) - činná plocha kuželovitá či kulová - průřez za činnou částí užší o (0,1 až 0,3)mm, snížení tření mezi materiálem a průtlačníkem
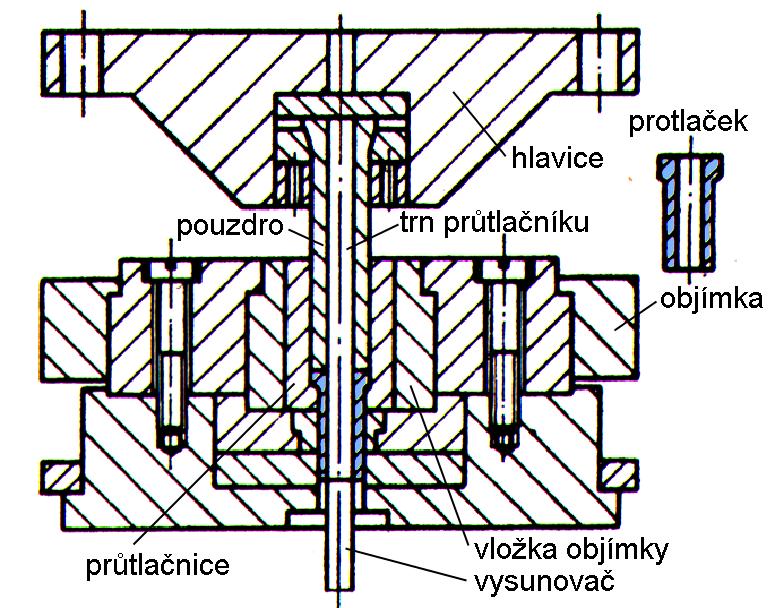
28 Konstrukce nástrojů průtlačníky - dopředné protlačování protlačky bez díry - jednodílné - konstantní průřez v celé délce duté protlačky - složené z pouzdra a trnu
29 Průtlačnice vnější plocha kuželová - předpětí - zalisována do objímky dopředné protlačování zpětné protlačování
30 Výroba matic výchozí materiál R m = 350 MPa po 4. operaci zpevnění na R m = 600 MPa
31 Výroba šroubů využití materiálu 98% zpevnění ze 400 MPa až na 800 MPa


32 Protlačované trubky děrování
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TAŽENÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
TVÁŘENÍ ZA STUDENA STŘÍHÁNÍ. Mezi tváření za studena patří:
 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Stroje - nástroje. (hydraulický lis vystřihovací)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
STŘIHÁNÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
TVÁŘENÍ ZA STUDENA. Polotovary vyráběné tvářením (lisováním) za studena
 za studena") 1 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena Lisováním za studena se uskutečňuje trvalá změna materiálu bez odběru třísek působením vnější síly. Proces probíhá pod rekrystalizační
1 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena Lisováním za studena se uskutečňuje trvalá změna materiálu bez odběru třísek působením vnější síly. Proces probíhá pod rekrystalizační
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Konstrukce tažných nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
VUT v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie, Odbor tváření kovů a plastů TVÁŘENÍ TECHNOLOGICKÉ VÝPOČTY.
 TVÁŘENÍ TECHNOLOGICKÉ VÝPOČTY Manuál 1 Prof.Milan Forejt 2004 ÚVODEM V rámci počítačové podpory teorie tváření a projektování tvářecích technologií na Ústavu strojírenské technologie, odboru tváření kovů
TVÁŘENÍ TECHNOLOGICKÉ VÝPOČTY Manuál 1 Prof.Milan Forejt 2004 ÚVODEM V rámci počítačové podpory teorie tváření a projektování tvářecích technologií na Ústavu strojírenské technologie, odboru tváření kovů
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
ŠABLONY INOVACE OBSAH UČIVA. Označení STT Mel. 1. 20. Zpracování kovů tvářením za tepla a za studena. Interaktivní program na výměnném disku
 ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisování. TAŽENÍ
 Lisování TAŽENÍ http://www.vutbr.cz/www_base/zav_prace_soubor_verejne.php?file_id=17659 Stroje - nástroje nástroje - tažidla vrchní díl spodní díl stroje - lisy (hydraulický lis pro tažení) Lis Zavařovací
Lisování TAŽENÍ http://www.vutbr.cz/www_base/zav_prace_soubor_verejne.php?file_id=17659 Stroje - nástroje nástroje - tažidla vrchní díl spodní díl stroje - lisy (hydraulický lis pro tažení) Lis Zavařovací
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ VÝROBA KRÁTKÉHO HŘÍDELE PROTLAČOVÁNÍM PRODUCTION OF SHORT SHAFT BY EXTRUSION
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRÁTKÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KRÁTKÉHO
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
3. Způsoby výroby normalizovaných polotovarů
 3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
POLOTOVARY. Základní rozdělení polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
VÝROBA TRUBEK. Polotovary
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
VYBER NASTROJOVYCH MATERlALU PRO PRUTLACNICE A OBJIMKY
 Příloha 1 Příloha 2, v,,, o VYBER NASTROJOVYCH MATERlALU o v, PRO PRUTLACNICE A OBJIMKY Materiál TKAL Tpop HRC E Rm Rd RpO,2 O'D a R L SK 64 - - 84 490000 0,26 1000 3400 O 750 0,0000065 I SK65 - - 82,5
Příloha 1 Příloha 2, v,,, o VYBER NASTROJOVYCH MATERlALU o v, PRO PRUTLACNICE A OBJIMKY Materiál TKAL Tpop HRC E Rm Rd RpO,2 O'D a R L SK 64 - - 84 490000 0,26 1000 3400 O 750 0,0000065 I SK65 - - 82,5
Navrhování konstrukcí z korozivzdorných ocelí
 Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ VÝROBA SPOJOVACÍHO ČEPU OBJEMOVÝM TVÁŘENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SPOJOVACÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SPOJOVACÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING THE INSTITUTE OF MANUFACTURING TECHNOLOGY PERSPEKTIVY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING THE INSTITUTE OF MANUFACTURING TECHNOLOGY PERSPEKTIVY
MĚĎ A JEJÍ SLITINY. Neželezné kovy a jejich slitiny
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE
 KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
KOLÍKOVÉ, NÝTOVÉ A ČEPOVÉ SPOJE Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Vysoké teploty, univerzální
 Vysoké teploty, univerzální Vynikající koeficient tření na oceli Trvalá provozní teplota do +180 C Pro střední a vysoké zatížení Zvláště vhodné pro rotační pohyb HENNLICH s.r.o. Tel. 416 711 338 Fax 416
Vysoké teploty, univerzální Vynikající koeficient tření na oceli Trvalá provozní teplota do +180 C Pro střední a vysoké zatížení Zvláště vhodné pro rotační pohyb HENNLICH s.r.o. Tel. 416 711 338 Fax 416
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 008/009 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY
008/009 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY
Technologičnost konstrukcí. Šimon Kovář Katedra textilních a jednoúčelových strojů
 Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA PASTORKU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA PASTORKU
STROJNÍ KOVÁNÍ Dělíme na volné a zápustkové.
 TVÁŘENÍ ZA TEPLA pro tváření za tepla ( i za studena ) jsou nejlepší nízkouhlíkové oceli Tahový diagram: Využitelná oblast pro tváření je mez úměrnosti, elasticity, kluzu a pevnosti. Je-li kovový monokrystal
TVÁŘENÍ ZA TEPLA pro tváření za tepla ( i za studena ) jsou nejlepší nízkouhlíkové oceli Tahový diagram: Využitelná oblast pro tváření je mez úměrnosti, elasticity, kluzu a pevnosti. Je-li kovový monokrystal
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
kolík je v jedné nebo více spojovaných součástech usazen s předpětím způsobeným buď přesahem naráženého kolíku vůči díře, nebo kuželovitostí
 KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ VÝROBA UZAVŘENÉ MATICE OBJEMOVÝM TVÁŘENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA UZAVŘENÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA UZAVŘENÉ
PRÁŠKOVÁ METALURGIE. Progresivní technologie s velkou úsporou kovové substance a energie
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Šetřete svůj čas a peníze s Thermdrill
 Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
K AUTORSKÉMU OSVĚDČENÍ
 ČESKOSLOVENSKÁ SOCIALISTICKÁ R E P U B L I K A ( 19 ) POPIS VYNÁLEZU K AUTORSKÉMU OSVĚDČENÍ (во (23) Výstavní priorita (22) Přihlášeno 31 05 83 (21) (PV 3884-83) 232 238 (li) (Bl) (51) Int Cl.' В 21 D
ČESKOSLOVENSKÁ SOCIALISTICKÁ R E P U B L I K A ( 19 ) POPIS VYNÁLEZU K AUTORSKÉMU OSVĚDČENÍ (во (23) Výstavní priorita (22) Přihlášeno 31 05 83 (21) (PV 3884-83) 232 238 (li) (Bl) (51) Int Cl.' В 21 D
21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1. Inovace a zkvalitnění výuky prostřednictvím ICT
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Pevnostní výpočet šroubů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Pevnostní výpočet šroubů
Ruční zpracování kovů, zaškrabávání
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Bez PTFE a silikonu iglidur C. Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost
 Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Pera, klíny, čepy, kolíky, pružiny. Tvorba technické dokumentace
 Pera, klíny, čepy, kolíky, pružiny. Tvorba technické dokumentace Čepy Čep Pojistný kroužek Základní rozdělení čepů Hladký čep s dírami pro závlačku Čep s hlavou s dírou pro závlačku Hladký čep bez děr
Pera, klíny, čepy, kolíky, pružiny. Tvorba technické dokumentace Čepy Čep Pojistný kroužek Základní rozdělení čepů Hladký čep s dírami pro závlačku Čep s hlavou s dírou pro závlačku Hladký čep bez děr
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Prášková metalurgie. Výrobní operace v práškové metalurgii
 Prášková metalurgie Výrobní operace v práškové metalurgii Prášková metalurgie - úvod Prášková metalurgie je obor zabývající se výrobou práškových materiálů a jejich dalším zpracováním (tj. lisování, slinování,
Prášková metalurgie Výrobní operace v práškové metalurgii Prášková metalurgie - úvod Prášková metalurgie je obor zabývající se výrobou práškových materiálů a jejich dalším zpracováním (tj. lisování, slinování,
5. Kolíkové spoje. 5.1. Druhy kolíků. 5.2. Použití. spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho #2
 zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
zapis_spoje_koliky,cepy,nyty 08/01 STR Ad 1 z 5 5. Kolíkové spoje #1 spoje s tvarovým stykem Přenáší zatížení přes tělo kolíku - přes jeho # Druhy kolíků Příklady použití kolíků 5.1. Druhy kolíků a) #
HLINÍK. Lehké neželezné kovy a jejich slitiny
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí a jejich polotovarů Pevnostní zkouška statická na tah
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí a jejich polotovarů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí a jejich polotovarů
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Zvláštní způsoby tváření za studena
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
více než produktů pro průmysl
 více než 50 000 produktů pro průmysl 4 Šroubení Rychlospojky Hadice Automatizace Nářadí Kompresory Spojovací systémy v oblasti automatizační techniky Jedná se o nejmodernější systém spojování plastových
více než 50 000 produktů pro průmysl 4 Šroubení Rychlospojky Hadice Automatizace Nářadí Kompresory Spojovací systémy v oblasti automatizační techniky Jedná se o nejmodernější systém spojování plastových
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 29
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 29
VY_32_INOVACE_C 07 13
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Kapitola vstupních parametrů
 Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO
 Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Střední průmyslová škola polytechnická - Centrum odborné přípravy Zlín Praktická cvičení Pracovní stáž ve firmách greiner packaging slušovice s.r.o. PROVOZ KAVO Vrzalíková Zuzana 29.4.2012, 3.A OBSAH.STRANA
Tvarový druh Technologické hledisko
 VOLBA ÚCHYLEK ROZMĚRŮ A TVARŮ Úchylky rozměrů a tvarů zahrnují: úchylky rozměrů přesazení otřep prohnutí Mezní úchylky a tolerance rozměrů výkovků se stanoví podle stupně přesnosti výkovku z největších
VOLBA ÚCHYLEK ROZMĚRŮ A TVARŮ Úchylky rozměrů a tvarů zahrnují: úchylky rozměrů přesazení otřep prohnutí Mezní úchylky a tolerance rozměrů výkovků se stanoví podle stupně přesnosti výkovku z největších
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Lisy působí na tvářený materiál klidným tlakem a prokovou materiál v celém průřezu. Oproti bucharům je práce na nich bez rázů a bezpečnější.
 4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
Technické informace KAPITOLA 1. 1.1 Trhací nýty. 1.3 Výhody trhacích nýtů. 1.2 Vysokopevnostní nýtovací systémy
 KAPITOLA 1 1.1 Trhací nýty 1.3 Výhody trhacích nýtů Trhací nýty se skládají z dutého nýtovacího tělesa, které je upevněno ke kovovému trnu. Zpracování trhacích nýtů je velmi jednoduché, protože se osazují
KAPITOLA 1 1.1 Trhací nýty 1.3 Výhody trhacích nýtů Trhací nýty se skládají z dutého nýtovacího tělesa, které je upevněno ke kovovému trnu. Zpracování trhacích nýtů je velmi jednoduché, protože se osazují
VÝROBA POUZDRA PRUŽINY OBJEMOVÝM TVÁŘENÍM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA POUZDRA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA POUZDRA
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek