Obsah: Montáž předizolovaného potrubí STAR PIPE smí provádět pouze osoby, proškolené společností ERDING, a.s.
|
|
|
- Pavel Matoušek
- před 9 lety
- Počet zobrazení:
Transkript
1 Obsah: 1. Vykládka a skladování 2 2. Vyměřování výkopů 4 3. Betonové základy pevných bodů 6 4. Odstraňování izolace 7 5. Montáž přímých spojů, ohybů, odboček T, navrtávka 8 6. Návod k montáži kompenzátoru E Spojování galvanizovaných trubek Zkouška nepropustnosti spojů Dilatační polštáře Svařování ocelových trubek Izolace spojů Bezpečnostní předpisy Monitorovací systém 49 Montáž předizolovaného potrubí STAR PIPE smí provádět pouze osoby, proškolené společností ERDING, a.s. 1

2 1. VYKLÁDKA A SKLADOVÁNÍ Předizolované potrubí STAR PIPE tvoří integrovaná vrstvená konstrukce, skládající se z trubky z nízkolegované oceli, izolace z polyuretanové pěny a vnější plášťové trubky, vyrobené z vysokohustotního polyethylenu PEHD nebo pozinkovaného plechu (SPIRO). Neizolovaný konec ocelové trubky, v délce 160 mm, je připraven ke svařování. 1. Zakončení polyuretanové izolace může být chráněno kryty, které je třeba po přivaření a před montáží spojů odstranit. 2. Vývody teplonosné trubky jsou zabezpečeny proti korozi pomocí olejového nátěru (lze ho odstranit naftou). 3. Koncovky teplonosných trubek jsou uzamčené víky. Vykládání: Trubky STAR PIPE se mohou vykládat mimo jiné pomocí jeřábu. V takovém případě je nutno použít lněné vázací pásy. K vykládání se nesmí používat ocelová lana ani řetězy. Trubky se nesmí shazovat. Skladování: PŘEDIZOLOVANÉ TRUBKY A TVAROVKY Pečlivou manipulací s trubkami a tvarovkami a nepřetěžováním tepelné izolace a plášťové trubky, se lze vyhnou poškození během přepravy a skladování. Tlak vyvíjený na plášťovou trubku nesmí přesahovat 0,4 MPa. Při výběru místa pro skladování je nutno dávat pozor, aby koncovky trubek nezavlhly. V případě zavlhnutí pěny je před montáží spojů nutno odříznout vlhkou část izolace. Případné stopy rzi se musí očistit. Jestliže jsou teplonosné trubky skladovány delší dobu, musí se chránit před slunečním světlem, deštěm, sněhem atd. Za tímto účelem je možno využít nepromokavou plachtu. 2
. 3. Koncovky teplonosných trubek jsou uzamčené víky.")
3 Skladování bez dřevěných latí: Nejlepším místem k uskladnění je plochý terén s pískovým podsypem vyčnívajícím nad úroveň terénu o 0,15 m. Trubky zde lze poskládat do pyramidy. Skladování na dřevěných latích: V případě skladování na dřevěných latích, minimální šířka latě činí 0,15 m a maximální odstup mezi latěmi činí 2,0 m. Minimální vzdálenost latě od konce plášťové trubky je 0,4 m. SKLÁDACÍ TVAROVKY V rámci přípravy k přepravě balíme skládací tvarovky do plastových tašek. Rozbalují se těsně před použitím. Doporučuje se také přechovávat skládací tvarovky v uzavřených skladech nebo je jinak chránit před slunečním zářením. Tvarovkami se nesmí házet ani do nich nijak narážet, aby nedošlo k poškození jejich vnějšího povrchu. Jestliže na tvarovce vzniknou rýhy nebo se vydrolí části pláště, není vhodná k použití. TEKUTÉ KOMPONENTY PĚNY Je třeba skladovat v uzavřených místnostech, bez přístupu dětí, v normální pokojové teplotě, neklesající pod 10 C. V ostatních věcech platí předpisy BOZP týkající se práce s polyuretanem. 3

4 2. VYMĚŘOVÁNÍ VÝKOPŮ Trubky STAR PIPE jsou kladeny v otevřených výkopech, tvarovaných dle odpovídajících předpisů. Při vyměřování výkopů je třeba zohlednit: velikost trubek minimální rozměry (dle obrázků) drenáž (nepovinné) zatížení místní podmínky (stávající technická vybavenost) montážní vzdálenosti příp. chodník, asfalt atd. zaplnění zeminou Drenážní trubka písek Pískovou vrstvu na potrubí je nejlépe zahušťovat ručně, ale nesmí se zapomenout na to, že během pěchování může dojít ke zvýšení napětí. Ke krytí se používá písek s maximální granulací 8 mm, obsahující oblázková zrna bez ostrých hran. Písek nesmí obsahovat kameny ani příměsi hlíny. Pokládání: Hloubka umístění záleží na velikosti vnějšího zatížení stávající technické vybavenosti. Minimální přikrytí potrubí (od povrchu terénu k povrchu plášťové trubky) činí 0,4 m. Šířka výkopu záleží na průměru trubek a druhu použitých tvarovek. Jestliže je předpokládáno pozdější navrtání, minimální vzdálenost mezi přívodním a zpětným potrubím činí 200 mm. Trubky je nutno klást na zahuštěném pískovém podsypu o síle 10 cm. Písek nesmí obsahovat kameny. Potrubí je třeba po pokladení zasypat pískem. Písková vrstva by měla být silná 100 mm. Následně se písková vrstva musí upěchovat a zhutnit pomocí zhutňovacího zařízení. Na konec se může výkop zasypat zeminou. Vrstva písku, ve které se nachází potrubí, slouží jako drenáž. V případě silně namoklých terénů je třeba používat drenážní trubky. 4

5 2. VYMĚŘOVÁNÍ VÝKOPŮ (pokr.) x = 150 mm pro trubky 168/250 x = 200 mm pro trubky > 168/250 a 406/560 x = 200 mm pro trubky > 406/560 Je-li krycí vrstva tenčí než 0,4 m, na pískovém zásypu je nutno položit železobetonovou desku. V případech, kdy zatížení na potrubí přesahuje maximální napětí pro plášťovou trubku, na pískovém zásypu je nutno umístit železobetonové desky. V případě menšího krytí a většího zatížení, je třeba potrubí umístit v kanále, který je vyplněný pískem. 5

6 3. BETONOVÉ ZÁKLADY PEVNÝCH BODŮ pro každý případ zvlášť je nutno provést výpočty a konstrukční schéma. Upozornění: Tepelná síť nesmí být uvedena do provozu, dokud nezaschnou a neztvrdnou betonové základy. Jelikož betonový základ pevného bodu tvoří také hráz znemožňující průtok spodních vod, je v něm třeba zamontovat drenážní trubku. 6

7 4. ODSTRAŇOVÁNÍ IZOLACE / ROZŘÍZNUTÍ 1. Plášťovou trubku označit zářezem pilou v místě, kde má být rozříznutá nebo kde budeme vytvářet odbočku. Plášť rozříznout kolmo na obou stranách, ve vzdálenosti 160 mm od zářezu pilou, až k teplonosné trubce (je třeba použít řezací, a ne brousicí nástroj). Upozornění: Jsou-li v úseku potrubí vestavěné monitorovací vodiče, je třeba dbát na to, aby se nepoškodily. Začíná se umístěním trubky s monitorovacími vodiči do polohy číslic 9 a 3 na hodinách. Rozříznout trubku v požadované délce a přeříznout plášť okolo ve vzdálenosti 160 mm od místa rozříznutí. Provést dva řezy izolací, kolmě k poloze číslic 12 a 6 na hodinách (viz obrázek). Následně proříznout plášť podélně od místa proříznutí pláště až po řez v potrubí (pomocí dláta). Odstranit části pláště a zbytky pěny. Pozor na monitorovací vodiče! Je třeba se zvláště vyhnout narušení monitorovacích vodičů nožem, protože i malé zářezy mohou později způsobit přetržení monitorovacích vodičů. 2. Pomocí dláta podélně rozříznout úsek pláště v šířce 320 mm. Začít od jednoho proříznutí pláště ve směru stopy zářezu pilou, a pokračovat od druhého proříznutí pláště ve směru stopy zářezu pilou. Odstranit část pláště spolu s izolací. 3. Očistit ocelovou trubku z polyuretanové pěny. K tomu použít nůž, škrabku a smirkový papír. 4. Jestliže na teplonosné trubce nebudeme provádět navrtáváku pro přivaření odbočky, potrubí přeřízneme uprostřed. 5. Konce teplonosné trubky Ø 89 mm se zkosují pomocí úhlové brusky a trubky získávají normální zakončení určená ke sváření. Je třeba pamatovat, že před zahájením svařování se musí koncovky izolační polyuretanové pěny zakrýt ochrannými destičkami. 7
.")
8 5. MONTÁŽ PŘÍMÝCH SPOJŮ, OHYBŮ, ODBOČEK T. PŘÍMÉ SPOJE SMRŠŤOVACÍ SPOJ Z PE-HD, SE SMRŠŤOVACÍMI MANŽETAMI Z PE (dvojité těsnění) 8

9 Návod na montáž a vypěnění smršťovací spojky RADPOL 1. Příprava spoje 1.1 Plášťovou trubku v okolí spoje důkladně očistíme os špíny a prachu a následně zdrsníme smirkovým papírem (drsnost zrna 60 80). 1.2 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 1.3 Na jednu z trubek nasuneme kompletní nesmrštěnou spojku v ochranné fólii. 1.4 Po svaření ocelových trubek je třeba provést rentgenovou kontrolu svaru a tlakovou zkoušku. 1.5 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. 1.6 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 1.7 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 2. Montáž spojky 2.1 Čistým hadrem se očistí a odmastí ocelová trubka. 2.2 Na povrchu plášťové trubky se označí okraj spojky tak, aby byla vystředěna před smršťováním, za pomoci nalévacích otvorů. 2.3 Zahřeje se plášťová trubka v místě smršťování na teplotu max. 60 C. Použije se propanbutanový hořák se slabým plamenem. Tato operace je nezbytná pro dobré spojení spojky a plášťové trubky. 2.4 Sundejte ochrannou fólii ze spojky a vystřeďte spojku nad místem spoje. Usaďte polohu spojky shodně s bodem 2.2. Za použití stabilního žlutého plamene propanbutanového hořáku zahříváme konce spojky. Začínáme shora a stupňovitě přecházíme dolů. Rovnoměrně zahříváme spojku kolem osy trubky. Plamen nesmí poškodit nalévací otvory ani plášťovou trubku. 2.5 Proces smršťování ukončíme, až jsou konce spojky hladké. Po celém obvodě spoje musí vytékat lepidlo. Spoj necháme vychladnout. 2.6 Provedeme zkoušku nepropustnosti spoje. 3. Vypěňování spojky 3.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 3.2 Zatlučeme 1. odvzdušňovací zátku. 3.3 Odšroubujeme zátky na obou lahvích. 3.4 Obsah láhve A se přelije do láhve B. 3.5 Láhev B protřepeme asi 20 až 30 sekund. 3.6 Obsah láhve se vlijeme otvorem dovnitř spojky. 3.7 Zatlučeme 2. odvzdušňovací zátku. 3.8 Asi po 2 minutách zkontrolujeme, zda PUR pěna zvětšila svůj objem až po odvzdušňovací zátky. 4. Instalace zabezpečovacích zátek 4.1 Po vytvrzení PUR pěny (kolem 2. hod.) odstraníme odvzdušňovací zátky. 4.2 Vrtákem pr. 27 zvětšíme otvory ve spojce. 4.3 Pomocí elektrické svářečky plastů nahřejeme zabezpečovací zátku. Současně zahříváme i otvor ve spojce až do chvíle, kdy se objeví změknutí polyethylenu rovnoměrně po celém obvodu zátky. Zátka se zatlačí pomocí úchytu a přidrží se až do vychladnutí Horní povrch zátky by měl být v rovině s povrchem pláště spojky. 4.4 Vypěněnou spojku překryjeme ochrannou fólií. Všechny obaly ze spojky, nádob PUR pěny i odpad, vzniklý při vypěňování spojky, je třeba likvidovat v souladu s platnými předpisy pro nakládání s odpady. Upozornění: Spoj se nesmí mechanicky zatěžovat, dokud nevychladne na teplotu dovolující dotyk rukou. 9

10 TEPELNĚ SMRŠŤOVACÍ SPOJ S POLYURETANOVOU SKRUŽÍ (dvojité těsnění) Průměr plášťové trubky 200 mm Průměr plášťové trubky 180 mm Přiřazení pásky k průměru plášťové trubky průměr L délka rukávu pro jeden spoj plášťové trubky [mm] Páska šířka 5 cm [m] Páska šířka 20cm [m] , , záplata (dodávána se spojem) 10
![rukávu pro jeden spoj plášťové trubky [mm] Páska šířka 5 cm [m] Páska šířka 20cm [m] 90](/docs-images/49/17989971/images/page_10.jpg "4-110 4-125 5,5-140 6-160 6,5-180 7-200 - 225-250 - 315-400 - 450 - + záplata (dodávána se")
11 Návod montáž smršťovací spojky s PU skružemi 1. Příprava spoje 1.1 Plášťovou trubku v okolí spoje důkladně očistíme os špíny a prachu a následně zdrsníme smirkovým papírem (drsnost zrna 60 80). 1.2 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 1.3 Na jednu z trubek nasuneme kompletní nesmrštěnou spojku v ochranné fólii. 1.4 Po svaření ocelových trubek je třeba provést rentgenovou kontrolu svaru a tlakovou zkoušku. 2. Montáž PU skruží 2.1 Čistým hadrem se očistí a odmastí ocelová trubka. 2.2 PU skruž se zkrátí pilkou na potřebnou délku tak, aby po nasunutí do prostoru spoje byla v těsném kontaktu PUR pěnou trubky. 2.3 PU skruž nasuneme do prostoru spoje. 2.4 Monitorovací dráty se umístí v zámku PU skruže, případně je zajistíme. 2.5 Na monitorovací vodiče v místě jejich vyvedení nad PU skruže doporučujeme navléknout cca 5 cm izolační plastové trubičky. 2.6 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. 2.7 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 2.8 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 3. Montáž smršťovacího pásu 3.1 Přiloženými ubrousky očistíme plášťovou trubku v délce cca 150 mm od okraje spoje. 3.2 Plášťovou trubku nahřejeme propanbutanovým hořákem s měkkým žlutým plamenem v délce 150 mm od spoje. 3.3 Smršťovací pás převlečeme přes spoj vystředíme jej, aby překrýval stejným dílem oba konce plášťové trubky. 3.4 Okraj pásu přiložíme na spoj do pozice 10 hodin. 3.5 Postupně stahujeme ochranný papír ze smršťovacího pásu a pás volně obtočíme spoj a přitiskneme jej k plášti trubky. 3.6 Měkkým propanbutanovým plamenem ohříváme smršťovací pás ze středu ke krajům tak, aby nevznikaly uzavřené vzduchové bubliny. Těsnící tmel má být viditelný na všech okrajích. 4. Montáž smršťovací spojky 4.1 Ze smršťovací spojky odstraníme ochrannou fólii. 4.2 Z těsnícího tmelu uvnitř smršťovací spojky odstraníme ochrannou fólii.překontrolujeme, že byla odstraněna celá. 4.3 Překontrolujeme stav těsnícího tmelu smršťovací spojky. Musí být nepoškozená, suchá a čistá. 4.4 Smršťovací spojku přesuneme přes spoj a vystředíme ji. 4.5 Měkkým propanbutanovým plamenem ohříváme smršťovací spojku od středu ke krajům a současně po jejím obvodě. Okraje spojky se smršťují a současně ze spoje uniká vzduch. Na rukou máme ochranné rukavice. 4.6 Opakujeme měření Ohmmetrem, popsané v bodech 2.7 a Po vychladnutí spojky ji přikryjeme ochrannou fólii. Všechny obaly ze spojky, smršťovacího pásu, odpad z PU skruží i odpad, vzniklý při práci se spojkou, je třeba likvidovat v souladu s platnými předpisy pro nakládání s odpady. Upozornění: Spoj se nesmí mechanicky zatěžovat, dokud nevychladne na teplotu dovolující dotyk rukou. 11

12 SKLÁDACÍ SPOJ 12
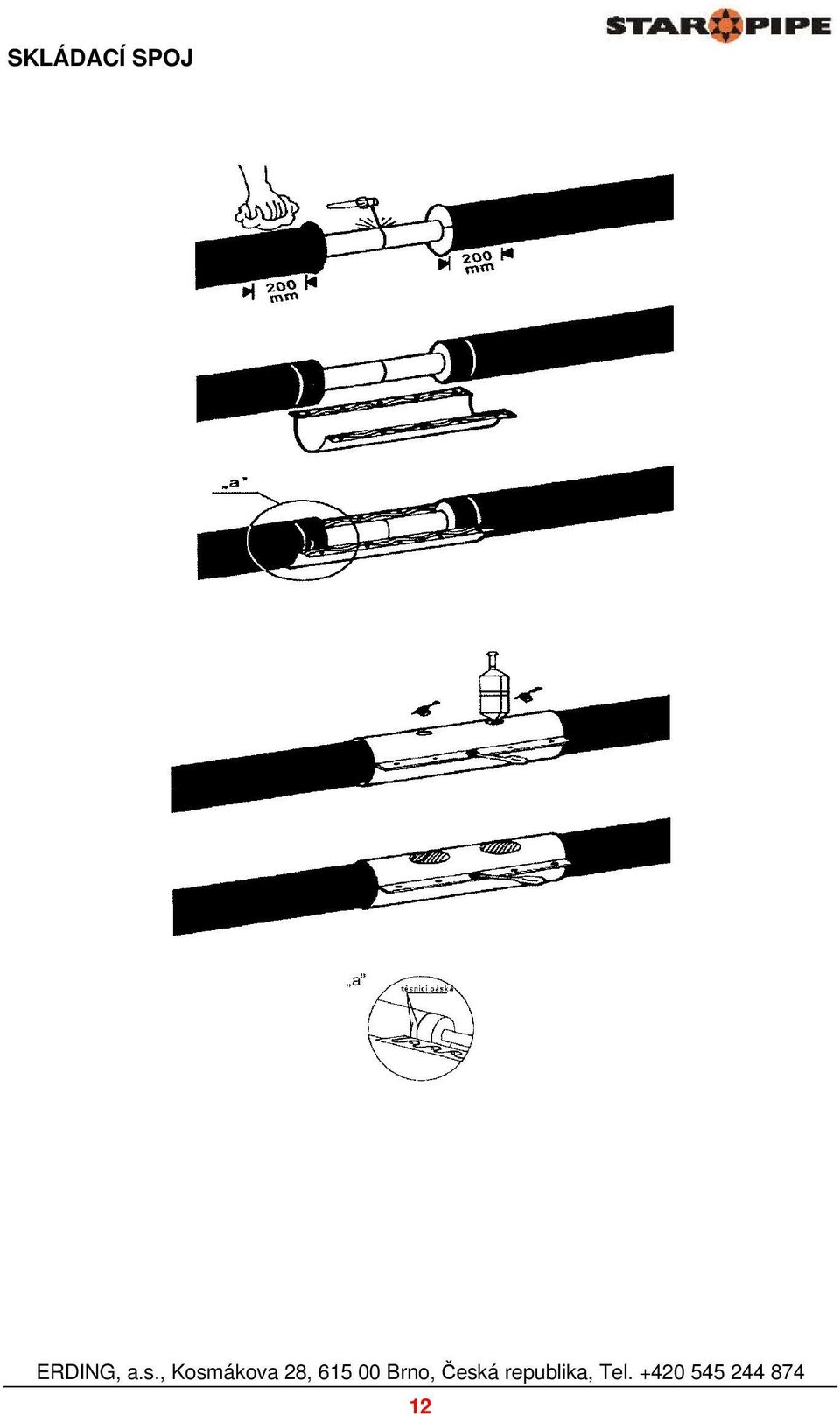
13 Návod montáž a vypěnění skládacího spoje 1. Příprava spoje 1.1 Plášťovou trubku v okolí spoje důkladně očistíme os špíny a prachu a následně zdrsníme smirkovým papírem (drsnost zrna 60 80). 1.2 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 1.3 Po svaření ocelových trubek je třeba provést kontrolu svaru a tlakovou zkoušku. 1.4 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. 1.5 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 1.6 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 2. Montáž spoje 2.1 Čistým hadrem se očistí a odmastí ocelová trubka mm od okraje plášťové trubky umístěte po obvodu pláště těsnící pásku s přesahem asi 5 7 cm. 2.3 Odstraňte ze spodní části spojky ochrannou fólii 2.4 Vystřeďte spodní část spojky vůči spoji a přitlačte ji přes těsnící pásku na plášťovou trubku a podepřete ji dřevěným klínem. 2.5 Na spojovací plochu umístěte vlnitě těsnící pásku. Nesmí zakrývat otvory pro šrouby. Na okraji plochy ponechte záložku 5 7 cm. 2.6 Odstraňte z horní části spojky ochrannou fólii. 2.7 Vystřeďte horní část spojky vůči spoji a přitlačte ji přes těsnící pásku na plášťovou trubku. Obě části spojky musí vzájemně lícovat. 2.8 Obě poloviny spojky sešroubujte pozinkovanými šrouby s podložkami na obou stranách. Nenasazujte šrouby v místě, kde bude přišroubována anoda Šrouby dotahujte střídavě pomocí klíče. Provedeme zkoušku nepropustnosti spoje. 3. Vypěňování spoje 3.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 3.2 Zatlučeme 1. odvzdušňovací zátku. 3.3 Odšroubujeme zátky na obou lahvích. 3.4 Obsah láhve A se přelije do láhve B. 3.5 Láhev B protřepeme asi 20 až 30 sekund. 3.6 Obsah láhve se vlijeme otvorem dovnitř spojky. 3.7 Zatlučeme 2. odvzdušňovací zátku. 3.8 Asi po 2 minutách zkontrolujeme, zda PUR pěna zvětšila svůj objem až po odvzdušňovací zátky. 4. Instalace zabezpečovacích zátek 4.1 Po vytvrzení PUR pěny (kolem 2. hod.) odstraníme odvzdušňovací zátky. 4.2 Odstraníme zbytky pěny kolem zátek. 4.3 Zatlučeme zátky zpět do otvorů a odřízneme držadla zátek. 4.4 Opakujeme měření Ohmmetrem, popsané v bodech 1.5 a Okolí zátek očistíme smirkovým papírem zrnitosti 80 a plochu krátce ohřejeme ostrým propanbutanovým plamenem. 4.6 Nahřejeme krátce ostrým propanbutanovým plamenem lesklou plochu živičné záplaty a záplatu přitiskneme na zátku a její okolí. Tento postup opakujeme pro každou zátku na spoji. 4.7 Vypěněnou spojku překryjeme ochrannou fólií. Všechny obaly ze spojky, nádob PUR pěny i odpad, vzniklý při vypěňování spojky, je třeba likvidovat v souladu s platnými předpisy pro nakládání s odpady. Upozornění: Spoj se nesmí mechanicky zatěžovat, dokud nevychladne na teplotu dovolující dotyk rukou. 13

 nebo (IPPS) z PE")
14 HLINÍKOVÝ RUKÁV SE SMRŠŤOVACÍ MANŽETOU (TPSM) nebo (IPPS) z PE 14
 z PE")
15 Návod montáž a vypěnění hliníkového rukávu se smršťovací spojkou 1. Příprava spoje 1.1 Plášťovou trubku v okolí spoje důkladně očistíme os špíny a prachu a následně zdrsníme smirkovým papírem (drsnost zrna 60 80). 1.2 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 1.3 Na jednu z trubek nasuneme kompletní nesmrštěnou spojku v ochranné fólii. 1.4 Po svaření ocelových trubek je třeba provést rentgenovou kontrolu svaru a tlakovou zkoušku. 1.5 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. 1.6 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 1.7 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 2. Montáž spoje 2.1 Čistým hadrem se očistí a odmastí ocelová trubka. 2.2 Hliníkový rukáv umístíme v místě spoje otvorem na pěnění směrem nahoru. 2.3 Hliníkový rukáv přitlačíme k plášťové trubce a na trubce jej zajistíme stahovacím páskem. 2.4 V záložce hliníkového rukávu vyvrtáme otvory pro nýty. 2.5 Vložíme nýty a pomocí nýtovacích kleští zhotovíme nýtovaný spoj. 3. Vypěňování spoje 3.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 3.2 Zatlučeme odvzdušňovací zátku. 3.3 Odšroubujeme zátky na obou lahvích. 3.4 Obsah láhve A se přelije do láhve B. 3.5 Láhev B protřepeme asi 20 až 30 sekund. 3.6 Obsah láhve se vlijeme otvorem dovnitř spojky. 3.7 Asi po 2 minutách zkontrolujeme, zda PUR pěna zvětšila svůj objem až po odvzdušňovací zátku. 4. Montáž spojky 4.1 Na povrchu plášťové trubky se označí okraj spojky tak, aby byla vystředěna před smršťováním. 4.2.Zahřeje se plášťová trubka v místě smršťování na teplotu max. 60 C. Použije se propanový hořák se slabým plamenem. Tato operace je nezbytná pro dobré spojení spojky a plášťové trubky. 4.3 Sundejte ochrannou fólii ze spojky a vystřeďte spojku nad místem spoje. Za použití stabilního žlutého plamene propanbutanového hořáku zahříváme spojku od středu ke krajům spojky. Začínáme shora a stupňovitě přecházíme dolů. Rovnoměrně zahříváme spojku kolem osy trubky. 4.4 Proces smršťování ukončíme, až jsou konce spojky hladké. Po celém obvodě spoje musí vytékat lepidlo. Spoj necháme vychladnout. 4.5 Opakujeme měření Ohmmetrem popsané v bodech 1.6 a 1.7. Všechny obaly ze spojky, nádob PUR pěny i odpad, vzniklý při vypěňování spojky a její montáži, je třeba likvidovat v souladu s platnými předpisy pro nakládání s odpady. Upozornění: Spoj se nesmí mechanicky zatěžovat, dokud nevychladne na teplotu dovolující dotyk rukou. 15


16 SKLÁDACÍ OHYB 16
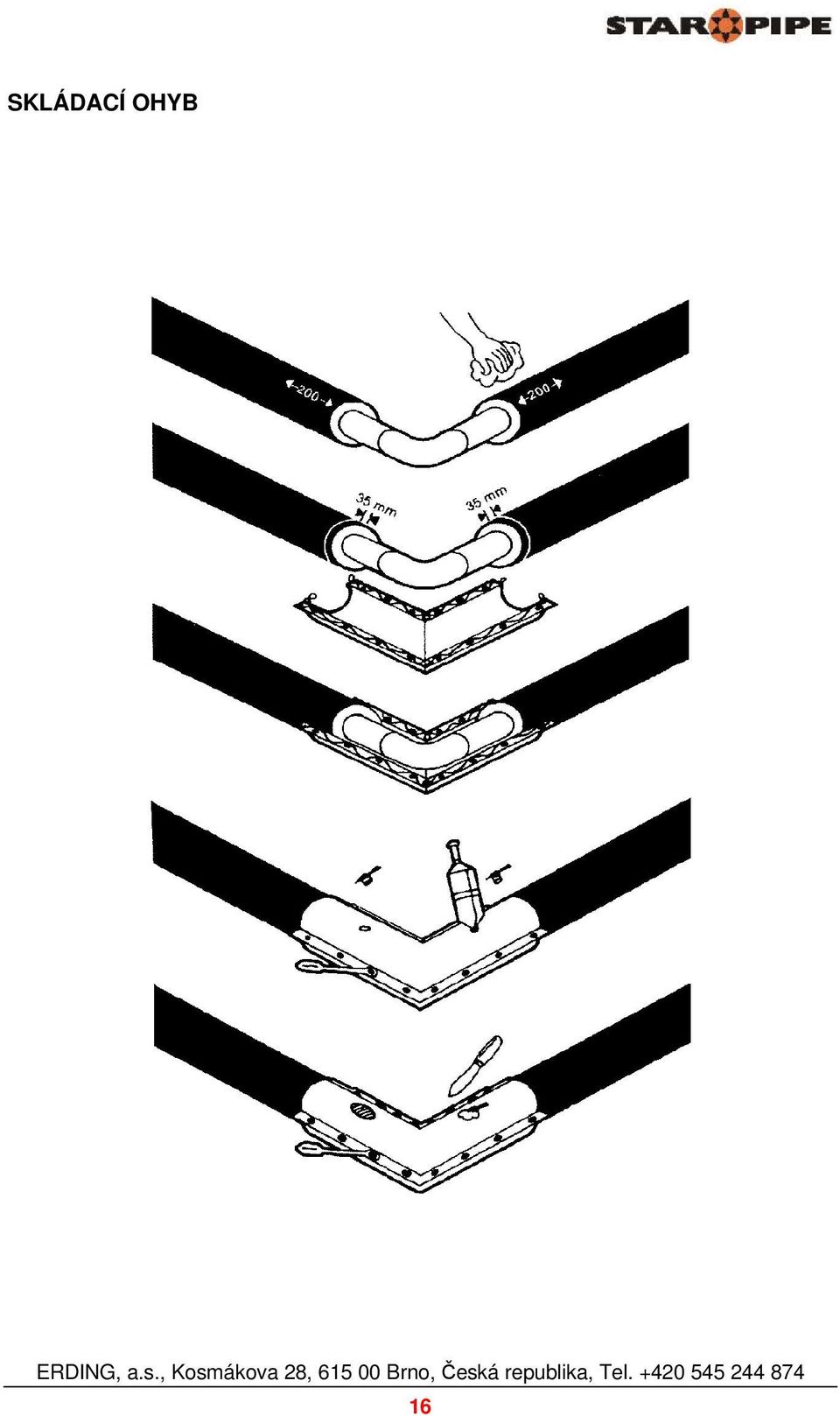
17 Návod montáž a vypěnění skládacího ohybu 1. Příprava spoje 1.1 Plášťovou trubku v okolí spoje důkladně očistíme os špíny a prachu a následně zdrsníme smirkovým papírem (drsnost zrna 60 80). 1.2 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 1.3 Po svaření ocelových trubek je třeba provést rentgenovou kontrolu svaru a tlakovou zkoušku. 4 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. 1.5 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 1.6 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 2. Montáž ohybu 2.1 Čistým hadrem se očistí a odmastí ocelová trubka mm od okraje plášťové trubky umístěte po obvodu pláště těsnící pásku s přesahem asi 5 7 cm. 2.3 Odstraňte ze spodní části ohybu ochrannou fólii 2.4 Vystřeďte spodní část ohybu vůči spoji a přitlačte jej přes těsnící pásku na plášťovou trubku a podepřete jej dřevěným klínem. 2.5 Na spojovací plochu umístěte vlnitě těsnící pásku. Nesmí zakrývat otvory pro šrouby. Na okraji plochy ponechte záložku 5 7 cm. 2.6 Odstraňte z horní části ohybu ochrannou fólii. 2.7 Vystřeďte horní část ohybu vůči spoji a přitlačte jej přes těsnící pásku na plášťovou trubku. Obě části ohybu musí vzájemně lícovat. 2.8 Obě poloviny ohybu sešroubujte pozinkovanými šrouby s podložkami na obou stranách. Nenasazujte šrouby v místě, kde bude přišroubována anoda Šrouby dotahujte střídavě pomocí klíče. Provedeme zkoušku nepropustnosti spoje. 3. Vypěňování ohybu 3.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 3.2 Zatlučeme 1. odvzdušňovací zátku. 3.3 Odšroubujeme zátky na obou lahvích. 3.4 Obsah láhve A se přelije do láhve B. 3.5 Láhev B protřepeme asi 20 až 30 sekund. 3.6 Obsah láhve se vlijeme otvorem dovnitř spojky. 3.7 Zatlučeme 2. odvzdušňovací zátku. 3.8 Asi po 2 minutách zkontrolujeme, zda PUR pěna zvětšila svůj objem až po odvzdušňovací zátky. 4. Instalace zabezpečovacích zátek 4.1 Po vytvrzení PUR pěny (kolem 2. hod.) odstraníme odvzdušňovací zátky. 4.2 Odstraníme zbytky pěny kolem zátek. 4.3 Zatlučeme zátky zpět do otvorů a odřízneme držadla zátek. 4.4 Opakujeme měření Ohmmetrem, popsané v bodech 1.5 a Okolí zátek očistíme smirkovým papírem zrnitosti 80 a plochu krátce ohřejeme ostrým propanbutanovým plamenem. 4.6 Nahřejeme krátce ostrým propanbutanovým plamenem lesklou plochu živičné záplaty a záplatu přitiskneme na zátku a okolí. Tento postup opakujeme i pro druhou zátku na spoji. 4.7 Vypěněný ohyb překryjeme ochrannou fólií. Všechny obaly ze spojky, nádob PUR pěny i odpad, vzniklý při vypěňování spojky, je třeba likvidovat v souladu s platnými předpisy pro nakládání s odpady. Upozornění: Spoj se nesmí mechanicky zatěžovat, dokud nevychladne na teplotu dovolující dotyk rukou. 17


18 SKLÁDACÍ ODBOČKA T S ODBOČENÍM 45 (dvoudílná) 18

19 Návod montáž a vypěnění skládací odbočky T s odbočkou Příprava spoje 1.1 Na plášťové trubce v místě navrtávky označíme čárou po obvodě pláště úsek 320 mm. 1.2 Ořízneme plášťovou trubku dvěma obvodovými řezy v místě označení. 1.3 Plášťovou trubku mezi obvodovými řezy rozřízneme podélně. 1.4 Odstraníme plášťovou trubku a opatrně odstraňujeme PUR izolaci, abychom nepoškodily signalizační vodiče. 1.5 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 2. Přivaření navrtávacího ventilu a vlastní navrtávka 2.1 Oprávněná osoba přivaří navrtávací ventil dle postupu na straně č Oprávněná osoba provede navrtáváku dle postupu na straně č Připojení odbočky Oprávněná osoba přivaří ohyb k navrtávacímu ventilu. 3.2 Oprávněná osoba přivařovaní ohyb k odbočné trubce. 3.3 Oprávněná osoba provede rentgenovou zkoušku svárů. 3.4 Na ocelovou trubku hlavní větve i odbočné větve se umístí držáky vodičů monitorovacího systému. Do těchto držáků se vtlačí měděné vodiče. 3.5 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. Propojení provedeme dle projektu monitorovacího systému. 3.6 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 3.7 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 4. Montáž skládací odbočky 4.1 Čistým hadrem se očistí a odmastí ocelová trubka mm od okraje plášťové trubky umístěte po obvodu pláště těsnící pásku s přesahem asi 5 7 cm. 4.3 Odstraňte ze spodní části spojky ochrannou fólii 4.4 Vystřeďte spodní část spojky hlavní větve vůči spoji a přitlačte ji přes těsnící pásku na plášťovou trubku Na spojovací plochu umístěte vlnitě těsnící pásku. Nesmí zakrývat otvory pro šrouby. Na okraji plochy ponechte záložku 5 7 cm. 4.5 Odstraňte z horní části spojky ochrannou fólii. 4.6 Vystřeďte horní část spojky hlavní větve vůči spoji a přitlačte ji přes těsnící pásku na plášťovou trubku. Obě části spojky musí vzájemně lícovat. 4.7 Obě poloviny spojky sešroubujte pozinkovanými šrouby s podložkami na obou stranách. Šrouby dotahujte střídavě pomocí klíče mm od okraje příruby na hlavní spojce a 30 mm od okraje plášťové trubky odbočky umístěte těsnící pásku s přesahem 5 7 mm. 4.9 Odstraňte ze spodní části objímky odbočky ochrannou fólii Vystřeďte spodní část objímky odbočky vůči spoji a přitlačte ji přes těsnící pásku na spoj Na spojovací plochu umístěte vlnitě těsnící pásku. Nesmí zakrývat otvory pro šrouby. Na okraji plochy ponechte záložku 5 7 cm Odstraňte z horní části objímky odbočky ochrannou fólii Vystřeďte horní část objímky odbočky vůči spoji a přitlačte ji přes těsnící pásku příruby hlavní spojky a plášťové trubky odbočky. Obě části objímky musí vzájemně lícovat Obě poloviny objímky sešroubujte pozinkovanými šrouby s podložkami na obou stranách. Nenasazujte šrouby v místě, kde bude přišroubována anoda Šrouby dotahujte střídavě pomocí klíče. 19

20 5. Vypěňování spoje 5.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 5.2 Zatlučeme odvzdušňovací zátky do jednoho otvoru na hlavní spojce a do otvoru na objímce odbočky. 5.3 Odšroubujeme zátky na obou lahvích. 5.4 Obsah láhve A se přelije do láhve B. 5.5 Láhev B protřepeme asi 20 až 30 sekund. 5.6 Obsah láhve se vlijeme otvorem dovnitř spojky. 5.7 Zatlučeme odvzdušňovací zátku do otvoru, kterým jsme vlévali pěnu. 5.8 Asi po 2 minutách zkontrolujeme, zda PUR pěna zvětšila svůj objem až po odvzdušňovací zátky. 6. Instalace zabezpečovacích zátek 6.1 Po vytvrzení PUR pěny (kolem 2 hod.) odstraníme odvzdušňovací zátky. 6.2 Odstraníme zbytky pěny kolem zátek. 6.3 Zatlučeme zátky zpět do otvorů a odřízneme držadla zátek. 6.4 Opakujeme měření Ohmmetrem, popsané v bodech 3.6 a Okolí zátek očistíme smirkovým papírem zrnitosti 80 a plochu krátce ohřejeme ostrým propanbutanovým plamenem. 6.6 Nahřejeme krátce ostrým propanbutanovým plamenem lesklou plochu živičné záplaty a záplatu přitiskneme na zátku a její okolí. Tento postup opakujeme i pro další dvě zátky na spoji. 6.7 Vypěněný ohyb překryjeme ochrannou fólií. Všechny obaly ze skládací odbočky, nádob PUR pěny i odpad, vzniklý při vypěňování skládací odbočky, je třeba likvidovat v souladu s platnými předpisy pro nakládání s odpady. Upozornění: Spoj se nesmí mechanicky zatěžovat, dokud nevychladne na teplotu dovolující dotyk rukou. 20
 odstraníme odvzdušňovací zátky. 6.2 Odstraníme zbytky pěny kolem zátek. 6.3 Zatlučeme zátky zpět do otvorů a odřízneme držadla zátek. 6.4 Opakujeme měření Ohmmetrem, popsané v bodech 3.6 a 3.7. 6.5 Okolí zátek očistíme smirkovým papírem zrnitosti 80 a plochu krátce ohřejeme ostrým propanbutanovým plamenem.")
21 Návod montáž a vypěnění skládací odbočky T s odbočkou Příprava spoje 1.1 Na plášťové trubce v místě navrtávky označíme čárou po obvodě pláště úsek 320 mm. 1.2 Ořízneme plášťovou trubku dvěma obvodovými řezy v místě označení. 1.3 Plášťovou trubku mezi obvodovými řezy rozřízneme podélně. 1.4 Odstraníme plášťovou trubku a opatrně odstraňujeme PUR izolaci, abychom nepoškodily signalizační vodiče. 1.5 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 2. Přivaření navrtávacího ventilu a vlastní navrtávka 2.1 Oprávněná osoba přivaří navrtávací ventil dle postupu na straně č Oprávněná osoba provede navrtáváku dle postupu na straně č Připojení odbočky Oprávněná osoba přivaří ohyb k navrtávacímu ventilu. 3.2 Oprávněná osoba přivařovaní ohyb k odbočné trubce. 3.3 Oprávněná osoba provede rentgenovou zkoušku svárů. 3.4 Na ocelovou trubku hlavní větve i odbočné větve se umístí držáky vodičů monitorovacího systému. Do těchto držáků se vtlačí měděné vodiče. 3.5 Provlečeme monitorovací vodiče lisovací spojkou, kterou stiskneme kleštěmi a provedeme spájení cínem. Měděný vodič spojíme s měděným vodičem, pocínovaný s pocínovaným. Propojení provedeme dle projektu monitorovacího systému. 3.6 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 3.7 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 4. Připojení T Flex odbočky Čistým hadrem se očistí a odmastí ocelová trubka mm od okraje plášťové trubky umístěte po obvodu pláště těsnící pásku s přesahem asi 5 7 cm. 4.3 Spojku přesuneme přes spoj, přimáčkneme ji na trubku hlavní větve a ovážeme pomocí pásů. 4.4 Odbočku smršťovacího spoje z PE-HD smrštíme pomocí propanbutanového hořáku s měkkým (žlutým) plamenem k plášťové trubce odbočkové větve. Během smršťování pohybujeme hořákem okolo spoje, aby se plášť odbočky nepřehřál. 4.5 Po vychladnutí odbočky pomocí vrtačky a vrtáku pr. 24,5 mm vyvrtáme otvor na pěnění na odbočné větvi a provedeme zkoušku nepropustnosti spoje. Následně vyvrtáme dva otvory na spojce na hlavní větvi. 21
22 5. Vypěňování spoje 5.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 5.2 Zatlučeme odvzdušňovací zátky do jednoho otvoru na hlavní spojce a do otvoru na objímce odbočky. 5.3 Odšroubujeme zátky na obou lahvích. 5.4 Obsah láhve A se přelije do láhve B. 5.5 Láhev B protřepeme asi 20 až 30 sekund. 5.6 Obsah láhve se vlijeme otvorem dovnitř spojky. 5.7 Zatlučeme odvzdušňovací zátku do otvoru, kterým jsme vlévali pěnu. 5.8 Asi po dvou minutách zkontrolujeme, zda pěna zvětšila svůj objem až po odvzdušňovací zátky. 6. Instalace zabezpečovacích zátek 6.1 Po vytvrzení PUR pěny (kolem 2 hod.) odstraníme odvzdušňovací zátky. 6.2 Odstraníme zbytky pěny kolem zátek. 6.3 Zatlučeme zátky zpět do otvorů a odřízneme držadla zátek. 6.4 Opakujeme měření Ohmmetrem, popsané v bodech 3.6 a Okolí zátek očistíme smirkovým papírem zrnitosti 80 a plochu krátce ohřejeme ostrým propanbutanovým plamenem. 6.6 Nahřejeme krátce ostrým propanbutanovým plamenem lesklou plochu živičné záplaty a záplatu přitiskneme na zátku a její okolí. Tento postup opakujeme i pro další dvě zátky na spoji. 6.7 Sundejte smršťovací pásy na hlavní i odbočné větvi a proveďte smrštění manžet dle postupu na str Vypěněný ohyb překryjeme ochrannou fólií. Upozornění: Jsou-li dodány ke spoji čtyři zátky, jedna z nich je svařovací (bez odvzdušňovacích otvorů). Montují se na odbočné trubce, místo natloukací zátky, pomocí svářečky na plast. Živičná záplata není nutná. ELEKTRICKY SVAŘOVANÉ SPOJE: - přímé - odbočné - pro vypouštění, odvzdušnění - Upozornění: Montáž spoje mhou provádět pouze montéři vlastnící oprávnění k montování elektricky svařovaných spojů. Co více, tato montáž vyžaduje použití zvláštního vybavení. Služba montáže elektricky svařovaného spoje je v nabídce servisu STAR PIPE. 22
23 Navrtávka potrubí za provozu NAVRTÁVKA POTRUBÍ ZA PROVOZU ERDING, a.s. realizuje navrtáváku na provozovaném předizolovaném potrubí prostřednictvím speciálního zařízení a nářadí Tonisco. Zařízení je kompaktní a lehké, nabízí snadnou manipulaci a přepravu. Malé rozměry zařízení i nářadí umožňují větvení rozvodů i ve stísněných prostorech. Odbočky od DN 20 do DN 100 lze vrtat pod tlakem přepravovaného média bez přerušení provozu nebo poklesu tlaku sítě. Zařízení je velmi jednoduché a umožňuje snadnou montáž a použití. Obojí zaručuje bezpečnost provádění navrtáváky. Vlastní vrtání je prováděno pomocí elektrického pohonu. Řezání otvoru se provádí pomocí korunkové pily. Tento způsob řezu není náročný na energii. Má nízký objem odpadu. Součástí navrtáváky je - navrtávací armatura příslušné DN - uzavírací planžeta - objímka navrtávaného i odbočného potrubí - vypěnění Montáž navrtávacího ventilu Na vnějším plášti vyznačíme čtvercový nebo kruhový otvor následujícího rozměru: Odbočka průměr x 340 mm, resp. průměr 340 mm x 400 mm, resp. Průměr 400 mm Vnější plášť trubky vyřízneme přímočarou pilou. Řez provedeme pečlivě, aby nezpůsobil trhliny v plášti. Odstraníme PUR izolaci za pomoci škrabky až na ocelovou trubku. Při odstraňování PUR izolace postupujeme opatrně, abychom nepoškodily alarm vodiče. Ocelovou trubku pečlivě očistíme škrabkou, aby byl povrch trubky zcela čistý. Na ocelové trubce naznačíme místo pro přivaření uzavíracího ventilu. Uzavírací ventil má na jedné straně úkos pro svar. Touto stranou se ventil přivaří k ocelové trubce. Svařování smí provádět pouze osoba, která vlastní příslušné oprávnění pro svařování plynem nebo 23
24 elektrickým obloukem. Po navaření uzavíracího ventilu se provede rentgenová kontrola svaru, případně tlaková zkouška. Příprava vrtáku a korunkové pily Zvolíme korunkovou pilu odpovídající DN navrtávky. Namontujeme korunkovou pilu a záchytný vrták na nosný hřídel navrtávacího zařízení. Přesvědčíme se, že je záchytný vrták správně upevněn proti západce ve zkosené části a korunková pila je upevněna kolíkem. Nasuneme pouzdro odpovídající varnému prstenci na horní část hřídele vrtáku bez ohledu na výšku. Hřídel vrtáku se namaže silikonovým olejem. Příprava navrtávacího nástroje Sejmeme ruční podávací kolo. Zkontrolujeme pouzdro nosného hřídele vrtáku a těsnění. Namažeme pouzdra, těsnění a závit spojovacího kusu navrtávací odbočky silikonovým olejem. Ruční podávací kolo nainstalujeme do navrtávacího zařízení a instalujeme spojovací kus s požadovaným rozměrem. Zasuneme hřídel vrtáku s korunkovou pilou a záchytným vrtákem do zařízení. Namažeme závit a O-kroužek ve spojovacím kusu silikonovým olejem. Instalace navrtávacího zařízení Navrtávací zařízení našroubujeme na závit navrtávacího ventilu až na doraz, tak docílíme těsnění mezi navrtávacím zařízením a navrtávacím ventilem prostřednictvím O-kroužku. Opatrně spouštějte hřídel vrtáku, dokud se záchytný vrták nedotkne ocelové trubky. Otočíme ruční podávací kolo do krajní polohy. Zafixujeme seřizovací/upevňovací šrouby v nejvhodnější poloze. Utahujeme ruční podávací kolo, dokud se záchytný vrták nedotkne ocelové trubky. Nasadíme na hřídel zařízení vrtačku s převodem a upevníme ji šroubem M8, procházejícím hřídelem převodu. Rychlost otáčení korunkové pily Rychlosti otáček vrtačky pro jednotlivé korunkové pily je od 600 do 1650 ot./min. Rychlost otáček záchytného vrtáku je 2400 ot/min Navrtávání Navrtávání musí být prováděno podle platného návodu výrobce zařízení! Volně dotáhneme ruční podávací kolo tak, aby záchytný vrták zachytil a provrtával stěnu trubky. Vrtačku zastavíme, když projde vrták stěnou trubky. Opatrně otevřeme odvzdušňovací ventil a odvzdušňujeme, dokud se zařízení nenaplní vodou. Voda napomáhá chlazení během následujícího vrtání. Otočíme ruční podávací kolo do koncové polohy. Posouvejte seřizovací/upevňovací šrouby dolů směrem k trubce a zafixujte je v nejvhodnější poloze. Nezvedejte nosný hřídel během seřizování aby se nepoškodil záchytný vrták. Zvolte správnou rychlost vrtačky a začněte vrtat lehkým utahováním ručního podávacího kola. Nikdy vrtačku nepřepínejte na trvalý chod. Korunková pila může uváznout a vrtačka by byla vytržena z ruky. Demontáž navrtávacího zařízení Po vyvrtání otvoru demontujte vrtačku s převodem z hřídele vrtáku. Uvolněte seřizovací /upevňovací šrouby a povytáhněte je směrem dolů. Tím umožníte kontrolu, zda je otvor provrtaný. Opatrně zdvihněte seřizovací/upevňovací šrouby a demontujte je. Vložení planžety Vytáhněte hřídel vrtáku nahoru do vrtacího zařízení. Namažte planžetu silikonovým olejem a zasuňte ji pomocí držáku do drážky navrtávacího ventilu. Sundejte z planžety držadlo. Otevřete odvzdušňovací ventil a zkontrolujte těsnost. Demontáž nástroje Demontujte hlavici navrtávacího zařízení a uložte ho do přepravního kufru. Odvrtanou stěnu z ocelové trubky sundejte ze záchytného vrtáku. Spoj s odbočkou Montáž dle návodu na str až

25 KONCOVÝ SPOJ Z PE-HD SE SMRŠŤOVACÍ MANŽETOU Z PE 25
26 Návod montáž a vypěnění koncového spoje 1. Příprava spoje 1.1 Plášťovou trubku v okolí spoje důkladně očistíme os špíny a prachu a následně zdrsníme smirkovým papírem (drsnost zrna 60 80). 1.2 Ocelovou trubku očistíme od rzi, mastnoty a jiných nečistot pomocí ocelového kartáče a smirkového plátna a dostupných chemických prostředků. 1.3 Podle projektu monitorovacího systému se rozhodneme, zda signalizační vodiče propojíme do smyčky nebo necháme nepropojené. 1.4 Pomocí Ohmmetru zkontrolujeme odpor smyčky (1,2 1,5 Ω na 100 m vodiče, tj. 0,32 Ω na 24 m vodiče, tj. na 12 m trubku). 1.5 Pomocí Ohmmetru zkontrolujeme izolační odpor mezi monitorovacími vodiči a ocelovou trubkou i navzájem mezi vodiči při rozpojené smyčce (nastavený rozsah ohmmetru > 20 MΩ). 2. Zaslepení trubky 2.1 Oprávněná osoba přivaří dno k ocelové trubce. 2.2 Provedeme rentgenovou kontrolu spoje a tlakovou zkoušku. 3. Montáž koncového spoje 3.1 Čistým hadrem se očistí a odmastí ocelová trubka. 3.2 Na povrchu plášťové trubky se označí okraj, který určuje hloubku nasazení koncového spoje na plášťovou trubku. 3.3 Zahřeje se plášťová trubka v místě smršťování na teplotu max. 60 C. Použije se propanový hořák se slabým plamenem. Tato operace je nezbytná pro dobré spojení spojky a plášťové trubky. 3.4 Odstraníme ochrannou fólii z koncového spoje a nasaďte jej k naznačenému okraji na plášťovou trubku. 3.5 Za použití stabilního žlutého plamene propanbutanového hořáku zahříváme konce koncového spoje. Začínáme shora a stupňovitě přecházíme dolů. Rovnoměrně zahříváme koncový spoj kolem osy trubky. Plamen nesmí poškodit plášťovou trubku. Proces smršťování ukončíme, až jsou konce spoje hladké. Po celém obvodě spoje musí vytékat lepidlo. Spoj necháme vychladnout. 3.6 Odstraníme ochrannou fólii ze smršťovací manžety. 3.7 Manžetu přesuneme přes okraj koncového spoje, aby byla polovinou na koncovém spoji a druhou polovinou na plášťové trubce. 3.8 Za použití stabilního žlutého plamene propanbutanového hořáku zahříváme manžetu na koncovém spoji a následně na plášťové trubce. Během smršťování pohybujeme plamenem kolem osy trubky, aby se manžeta smršťovala rovnoměrně bez vzduchových bublin. Je třeba se vyhnout přímému ohřívání plášťové trubky. 3.9 Proces smršťování ukončíme, až je povrch manžety hladký bez nedohřátých míst. Po celém obvodě spoje musí vytékat lepidlo. Spoj necháme vychladnout Po vychladnutí koncového spoje pomocí vrtačky a vrtáku pr. 24,5 mm vyvrtáme na horní straně otvor na pěnění.a provedeme zkoušku nepropustnosti spoje. 4. Vypěňování spoje 4.1 Rozbalíme příslušnou soupravu PUR pěny, odpovídající rozměru spojky. 4.2 Odšroubujeme zátky na obou lahvích. 4.3 Obsah láhve A se přelije do láhve B. 4.4 Láhev B protřepeme asi 20 až 30 sekund. 4.5 Obsah láhve vlijeme otvorem dovnitř spojky. 4.6 Zatlučeme odvzdušňovací zátku do otvoru, kterým jsme vypěňovali. 4.7 Asi po 2 minutách zkontrolujeme, zda PUR pěna zvětšila svůj objem až po odvzušňo- vací zátku. 5. Instalace zabezpečovacích zátek 5.1 Po vytvrzení PUR pěny (kolem 2. hod.) odstraníme odvzdušňovací zátku. 5.2 Vrtákem pr. 27 zvětšíme otvor v koncovém spoji. 5.3 Pomocí elektrické svářečky plastů nahřejeme zabezpečovací zátku. Současně zahříváme i otvor ve spoji až do chvíle, kdy se objeví změknutí polyethylenu rovnoměrně po celém obvodu zátky. Zátka se zatlačí pomocí úchytu a přidrží se až do vychladnutí Horní povrch zátky by měl být v rovině s povrchem pláště spojky. 5.4 Vypěněnou spojku překryjeme ochrannou fólií. 26
27 SMRŠŤOVACÍ MANŽETA TPSM/138 POUŽITÍ: - násuvné spoje z PE nebo smršťovací spoje z PE či PVC NÁŘADÍ: - plynová láhev, reduktor, hadice, hořák, rukavice Příprava Před svařením teplonosných trubek spoj umístit na předizolované trubce. Předehřev Okraje plášťových trubek a spoje musí být suché, zbaveny zbytků pěny, nečistot, oleje a mazu. Montáž manžet Okraje plášťových trubek a spoj zahřát na teplotu asi 60 C. Použít měkký, žlutý plynový plamen. Ten umožní získání času na průnik tepla přes polyetylenový plášť. Předhřev je nutný a navíc krátí čas montáže. Smršťovací manžetu TPSM umístit na okraj spoje s ponechanou stejnou záložkou na spojce i na plášťové trubce, protože manžeta se během smršťování neposouvá. Z manžet odstranit ochrannou fólii. Ujistit se, že byla odstraněna celá fólie. 27
28 Nejdříve manžetu TPSM smrštit na spoji (použít měkký plamen). Smršťování provádět ze středu dolů. Hořákem pohybovat kolem trubky. Poté smršťovat ze středu směrem k plášťové trubce. Takto se vyhneme vzniku vzduchových bublin. Kontrola Jemně přitlačit na manžetu, abychom zjistili, jestli je těsnění tekuté. Jestliže takto vzniklá vlna zmizí, znamená to, že zahřátí manžety bylo postačující. Zkontrolovat, zda se na manžetě nenachází prohloubení (nedohřáté místo). Je jej třeba ohřát, dokud nezmizí. Stejným způsobem manžetu TPSM nasadíme na druhé straně spoje. Před mechanickým zatížením spoje či před tlakovou zkouškou musí hotový spoj s manžetami TPSM vychladnout na asi 30 C. 28
29 SMRŠTOVACÍ MANŽETA IPPS POUŽITÍ: - násuvné spoje z PE nebo smršťovací spoje z PE či PVC NÁŘADÍ: - plynová láhev, reduktor, hadice, hořák, rukavice Příprava Oblast spoje musí být čistá a suchá. Odstranit všechny stopy vlhkosti, nečistot, oleje a mazu. Odříznout rukáv vhodné délky v souladu s rozměry trubky. Na jednom konci rukávu odříznout rohy (záložka vevnitř) Předehřev Plášťovou trubku z PE a spoj zahřát na teplotu asi 60 C. Použít měkký, žlutý plynový plamen. Předhřev je nutný a navíc krátí čas montáže. Odstranit ochrannou fólii na 10cm úseku ze strany odříznutých rohů. Rukáv položit s ponechanou stejnou záložkou na spoj i plášťovou trubku. Odstranit zbývající část ochranné fólie. 29


30 Připevnění záplaty Záplatu lehce zahřát na straně s těsněním. Záplatu umístit nad záložku rukávu a přitlačit k rukávu. Záplatu ohřívat, dokud nezmění barvu ze zelené na černou. Pomocí rukavice či válečku vyrovnat povrch záplaty podél manžety. Takto se odstraní všechny vzduchové bubliny a záhyby. Upozornění: Záplatu ponechat asi minutu vychladnout. U trubek s malými průměry se doporučuje nejdříve zamontovat záplatu na druhé manžetě spoje (před zahájením smršťování první manžety). Smršťování manžety Smršťování začít ve středu dolní části manžety. Plamen přesouvat ve směru okrajů záplaty. Manžetu na spoji postupně smršťovat měkkým plamenem. Plamen vést kolem manžety. Poté, opět začínajíc ze středu, smršťovat manžetu na plášťové trubce. Takto se vyhneme vzniku vzduchových bublin pod manžetou na okraji spoje. Povrch manžety musí být stejně hladký, jako povrch spoje, a těsnění musí být vidět na okraji manžety. 30
31 Kontrola Jemně přitlačit na manžetu, abychom zjistili, jestli je těsnění tekuté. Jestliže vlna vzniklá na druhé straně spoje zmizí, znamená to, že zahřátí manžety bylo postačující. Hotový spoj Stejným způsobem manžetu IPPS nasadíme na druhé straně spoje. Hotový spoj s manžetami IPPS. Povrch manžet je hladký, bez nedohřátých míst, s těsněním viditelným rovnoměrně podél okraje. šířka smršťovací manžety TPSM Průměr plášťové trubky násuvný spoj smršťovací spoj mm mm mm Průměr plášťové trubky smršťovací manžeta IPPS minimální délka manžety šířka manžety mm mm mm
32 6. NÁVOD K MONTÁŽI KOMPENZÁTORU E 1) označit rozměr f (nastavení) měřená od hraniční (koncové) značky ve směru vlnovce 2) Na kompenzátor nasadit kotvu a pomocí šroubků ho stáhnout tak, abychom získali hodnotu nastavení f 3) stlačený kompenzátor je třeba zajistit proti roztáhnutí pomocí montážních svárů. 4) ze zajištěného kompenzátoru sundat kotvu a kompenzátor vložit mezi trubky Směr průtoku topného média nemá vliv na směr montáže kompenzátoru. 5) Odstranit všechny montážní sváry, aby se kompenzátor mohl stáhnout 6) Zahájit ohřívání potrubí. Teplotu média zvyšovat až do okamžiku stažení kompenzátoru. Po stažení je třeba kompenzátor svařit. 7) Kompenzátor se izoluje spojkou pro kompenzátor E.Postup je shodný se str.10 32
33 7. SPOJOVÁNÍ GALVANIZOVANÝCH TRUBEK Galvanizované trubky STAR PIPE jsou spojovány prostřednictvím pájení natvrdo. Příprava Konce trubek v hloubce asi 4 mm z vnitřní strany je třeba očistit z vrstvy zinku pomocí frézového nože nasazeného na elektrickou vrtačku. Z vnitřní strany je třeba odstranit vrstvu zinku v hloubce mm pomocí např. brusného kamene připevněného na vrtačce. Koncovky trubek očistit pilníkem či bruskou ze zinku, u trubek o průměru > Ø 88,9 mm je zešikmit v úhlu 30. Kraje koncovek z vnější i vnitřní strany je třeba zakulatit pro zjednodušení průtoku pájky. Trubky se ořezávají v úhlu 90. Jestliže se na vnějším průměru trubky objevují hrudky zinku, je třeba je odstranit do 50 mm od čela. Pájení Za účelem usnadnění pájení natvrdo doporučujeme použít pájecí kroužky. Pro zajištění správného pájení trubek je třeba během procesu pájení nedopustit k průniku zinku do tekuté pájky. S ohledem na životní prostředí je třeba se také vyhnout generování zinkové páry během pájení. Koncovky trubek: čelo, vnitřní a vnější povrch na úseku 30 mm, natřít tavidlem Castolin 18, následně umístit kroužek, ujistit se, že se nedotýká zinkové vrstvy a přitlačit trubku. Pro zajištění správného centrování koncovek trubek během pájení doporučujeme použít držák. Pájení se obvykle skládá z dvou etap: 1. K provedení první vrstvy pájky lze použít jak pájku Castolin 18F bez tavidla, tak i pájku Castolin 18MF s tavidlem. Pájku podáváme po dosažení požadované teploty pájeného místa 755 až 825 C, kdy je viditelné kapalnění tavidla a objevuje se rosa. 2. Povrch spoje se provádí výlučně pájkou Castolin 18 MF s tavidlem. Při kladení druhé vrstvy pájky je třeba ztavit první vrstvu, aby mezi nimi nedošlo ke vzniku pórů. Plamen hořáku je nutné udržet jako okysličující, aby se koncovky trubek nepřehřály a nedošlo k poškození zinkové vrstvy. Když pájený spoj vychladne, zbytky tavidla se musí odstranit pomocí drátěného kartáče. Spoj se podrobuje tlakové zkoušce tlakem odpovídajícím 1,5 pracovního tlaku. Průměr Spotřeba pájky [g] První vrstva Druhá vrstva 26, , , , , , , ,
34 8. ZKOUŠKA NEPROPUSTNOSTI SPOJŮ Všechny spoje STAR PIPE se 2 nebo 3 zátkami lze podrobit zkoušce nepropustnosti dle ČSN EN 448. Způsob provedení 1. Zmontovat spoj dle montážní instrukce spoje. 2. V jednom vypěňovacím otvoru umístit zátku. 3. Do druhého otvoru spoje vložit manometr. 4. Pumpou (nožní, ruční, elektrickou) napumpovat spoj tak, aby manometr ukazoval tlak 0,2 bar. 5. Na okraje rozprášit látku odhalující netěsnost spoje. 6. Neunikají-li vzduchové bubliny, spojka se může vypěnit. Kompletní vybavení pro zkoušku nepropustnosti: 1. Patka zátky 2. Těsnění 3. Podložka 4. Motýlkový šroub 5. Vsuvka 1/8" 6. Odbočka T 1 /4" PT 7. Dvojitá vsuvka 1 /4" PT 8. Ventil 9. Násuvný spoj 10. Manometr 11. Hadice 12. Pumpa 13. Uzavírací zátka Dodáváno v montérském kufříku spolu s jedním balením kapaliny na zjišťování zatékání. 34
35 9. DILATAČNÍ POLŠTÁŘE velikost L (mm) H (mm) W (mm) Pro průměr plášťové trubky (mm) Označení polštářů na montážních schématech příklady: a) jedna vrstva polštářů b) dvě a tři vrstvy polštářů U průměrů plášťové trubky > 450 mm se používá těsné spojení polštářů. Pravidlem je obložení přibližně 2/3 obvodu pláště první vrstvou polštářů. Tato tabulka představuje výběr polštářů pro větší průměry plášťové trubky: Průměr plášťové trubky (mm) Velikost polštářů 1. vrstva 2. a 3. vrstva Upozornění: druhá a třetí vrstva polštářů se klade pouze po stranách trubky (již pokryté první vrstvou). 35
36 10. SVAŘOVÁNÍ OCELOVÝCH TRUBEK Proces svařování by měl splňovat požadavky ČSN EN 489 a být vhodný pro provedené spoje v rámci konstrukce potrubí (sváření na stavbě). Různé prvky potrubí (přímé trubky a tvarovky) by měly být svářeny čelně (v případě odboček koutové svary). Konce trubek, které mají být svářeny, by měly být uloženy bez úhlových posuvů a během svařování by měly být znehybněny pomocí centrovacího zařízení. Kvalifikace svářečů: Svářeči potrubí musí mít kvalifikaci dle ČSN EN s platným oprávněním pro příslušnou svařovací metodu a rozměrovou skupinu. Sváření provádět: Plynem - do průměru trubky max. Ø 139,7 mm s tloušťkou stěny 3,6 mm Elektricky - od Ø 168,3 mm s tloušťkou stěny 4,0 mm Materiály ke svařování: plynové svařování - svařovací drát SPG 1 nebo SPG 6 poměďovaný příp. OK. Gasrod firmy ESAB Ø 2 3 mm elektrické svařování - elektrody typ ER 3,46 Ø 2,5 i 3,25 mm nebo - elektrody typ OK. 53 Ø 2,5 i 3,25 mm firmy ESAB Defektoskopická kontrola: Defektoskopická kontrola je prováděna v rozsahu PD. Konce trubek, které mají být svářené, musí být připravené v souladu s ISO 6761, tj. oblast sváření musí být čistá, bez barvy a jiných povlaků a bez izolačního materiálu. Úkos konce trubky je u tloušťky stěny trubky do 4,0 mm do písmene V a u větší tloušťky stěny trubky do písmene Y. Poškození objevené při prohlídce svarů se hodnotí dle ČSN EN Potrubní kategorie dle ČSN EN Nezávisle na vnější prohlídce je nutné provést radiologickou nebo ultrazvukovou zkoušku sváru dle ČSN EN
BODOVÝ STŘEŠNÍ SVĚTLÍK
 BODOVÝ STŘEŠNÍ SVĚTLÍK Návod k montáži bodových střešních světlíků DEKLIGHT ACG Plocha, na kterou se instaluje manžeta, přechodový profil nebo křídlo světlíku, musí být zcela rovná, suchá, bez mastnot
BODOVÝ STŘEŠNÍ SVĚTLÍK Návod k montáži bodových střešních světlíků DEKLIGHT ACG Plocha, na kterou se instaluje manžeta, přechodový profil nebo křídlo světlíku, musí být zcela rovná, suchá, bez mastnot
Montážní pokyny k panelům Montáž střešního prosvětlovacího panelu KS1000 PC a KS 1000 PC Double Skin
 Montážní pokyny k panelům Montáž střešního prosvětlovacího panelu KS1000 PC a KS 1000 PC Double Skin USKLADNĚNÍ Střešní prosvětlovací panely musí být skladovány tak, aby byly chráněny proti povětrnostním
Montážní pokyny k panelům Montáž střešního prosvětlovacího panelu KS1000 PC a KS 1000 PC Double Skin USKLADNĚNÍ Střešní prosvětlovací panely musí být skladovány tak, aby byly chráněny proti povětrnostním
Návod k obsluze Loupací přístroj FWSG RA 32 / 40 / 50 / 63
 FRIATOOLS Česky Návod k obsluze Loupací přístroj FWSG RA 32 / 40 / 50 / 63 Hlavice s imbusem (1) Aretace (2) Držák nože (3) Loupací nůž(4) Obsah Tělo zařízení (7) Závitové vřeteno (6) Kleština (5) 1. Úvodní
FRIATOOLS Česky Návod k obsluze Loupací přístroj FWSG RA 32 / 40 / 50 / 63 Hlavice s imbusem (1) Aretace (2) Držák nože (3) Loupací nůž(4) Obsah Tělo zařízení (7) Závitové vřeteno (6) Kleština (5) 1. Úvodní
Návod na montáž, obsluhu a údržbu PRESTO 1000 VENTILY PRO SPLACHOVÁNÍ WC
 Návod na montáž, obsluhu a údržbu PRESTO 1000 8/2007 PRESTO 1000 MÍS 1000 M 1000 TC 1000 E 1000 A Technická data průtok vody při 300 kpa Množství vody na spláchnutí Připojení : 90 l/min (viz graf) : 9
Návod na montáž, obsluhu a údržbu PRESTO 1000 8/2007 PRESTO 1000 MÍS 1000 M 1000 TC 1000 E 1000 A Technická data průtok vody při 300 kpa Množství vody na spláchnutí Připojení : 90 l/min (viz graf) : 9
MONTÁŽ / SPOJOVÁNÍ 1. VYKLÁDKA A SKLADOVÁNÍ
 1 VYKLÁDKA A SKLADOVÁNÍ Předizolované potrubí STAR PIPE tvoří integrovaná vrstvená konstrukce, skládající se z trubky z nízkolegované oceli, izolace z polyuretanové pěny a vnější plášťové trubky, vyrobené
1 VYKLÁDKA A SKLADOVÁNÍ Předizolované potrubí STAR PIPE tvoří integrovaná vrstvená konstrukce, skládající se z trubky z nízkolegované oceli, izolace z polyuretanové pěny a vnější plášťové trubky, vyrobené
Návod na montáž a údržbu zásobníku na dešťovou a pitnou vodu GRAF Herkules
 Návod na montáž a údržbu zásobníku na dešťovou a pitnou vodu GRAF Herkules Zásobník na dešťovou vodu a pitnou vodu Herkules pro umístění na zemi a instalaci pod zemí. Body uvedené v tomto návodu je nutné
Návod na montáž a údržbu zásobníku na dešťovou a pitnou vodu GRAF Herkules Zásobník na dešťovou vodu a pitnou vodu Herkules pro umístění na zemi a instalaci pod zemí. Body uvedené v tomto návodu je nutné
FROTT s.r.o. Okružní pila na dřevo - typ HVP 60 A. 5. září 2014 frott@frott.cz
 FROTT s.r.o Okružní pila na dřevo - typ HVP 60 A Manuál 5. září 2014 frott@frott.cz Obsah 1 Uvedení stroje do provozu 2 1.1 Připojení stroje na elektrickou síť.............................. 2 1.2 Uvedení
FROTT s.r.o Okružní pila na dřevo - typ HVP 60 A Manuál 5. září 2014 frott@frott.cz Obsah 1 Uvedení stroje do provozu 2 1.1 Připojení stroje na elektrickou síť.............................. 2 1.2 Uvedení
Symmetry. 3,05 m a 3,66 m NÁVODY K MONTÁŽI. Nízkoúdržbové kompozitní zábradlí. fiberondecking.com. Výrobce
 Symmetry Nízkoúdržbové kompozitní zábradlí 3,05 m a 3,66 m NÁVODY K MONTÁŽI Výrobce fiberondecking.com Symmetry Návod k montáži zábradlí 3,05 m a 3,66 m Rovné Potřebné nářadí a materiál: Horní profil zábradlí
Symmetry Nízkoúdržbové kompozitní zábradlí 3,05 m a 3,66 m NÁVODY K MONTÁŽI Výrobce fiberondecking.com Symmetry Návod k montáži zábradlí 3,05 m a 3,66 m Rovné Potřebné nářadí a materiál: Horní profil zábradlí
KLADENÍ VEDENÍ. VŠB TU Ostrava Fakulta elektrotechniky a informatiky Katedra obecné elektrotechniky
 VŠB TU Ostrava Fakulta elektrotechniky a informatiky Katedra obecné elektrotechniky KLADENÍ VEDENÍ 1. Hlavní zásady pro stavbu vedení 2. Způsoby kladení vedení Ostrava, prosinec 2003 Ing. Ctirad Koudelka,
VŠB TU Ostrava Fakulta elektrotechniky a informatiky Katedra obecné elektrotechniky KLADENÍ VEDENÍ 1. Hlavní zásady pro stavbu vedení 2. Způsoby kladení vedení Ostrava, prosinec 2003 Ing. Ctirad Koudelka,
Manipulace a montáž. Balení, přeprava, vykládka a skladování na stavbě 9.1 Manipulace na stavbě a montáž 9.2 Montáž panelů 9.2
 Manipulace a montáž 9. Balení, přeprava, vykládka a skladování na stavbě 9. Manipulace na stavbě a montáž 9.2 Montáž panelů 9.2 Upozornění: Přestože všechny informace poskytnuté v této publikaci jsou podle
Manipulace a montáž 9. Balení, přeprava, vykládka a skladování na stavbě 9. Manipulace na stavbě a montáž 9.2 Montáž panelů 9.2 Upozornění: Přestože všechny informace poskytnuté v této publikaci jsou podle
Systém podtlakového odvodnění střech AKASISON
 MONTÁŽNÍ NÁVOD Systém podtlakového odvodnění střech AKASISON Návod k instalaci čisticí nádrže Twin Montážní návod k systému podtlakového odvodnění střech AKASISON Pokyny uvedené v tomto návodu je nutné
MONTÁŽNÍ NÁVOD Systém podtlakového odvodnění střech AKASISON Návod k instalaci čisticí nádrže Twin Montážní návod k systému podtlakového odvodnění střech AKASISON Pokyny uvedené v tomto návodu je nutné
POKYNY K INSTALACI R E C Y C L I N G T E C H N O L O G Y OBECNÁ DOPORUČENÍ K INSTALACI
 POKYNY K INSTALACI OBECNÁ DOPORUČENÍ K INSTALACI 1. Pečlivě si prostudujte pokyny k přípravě výrobku a podkladové vrstvy, záruku a další prohlášení před zahájením instalace. 2. Povrch, na který budete
POKYNY K INSTALACI OBECNÁ DOPORUČENÍ K INSTALACI 1. Pečlivě si prostudujte pokyny k přípravě výrobku a podkladové vrstvy, záruku a další prohlášení před zahájením instalace. 2. Povrch, na který budete
Dveřní závora. Obj. č.: 109 58 24
 Dveřní závora Obj. č.: 109 58 24 Rozsah dodávky (viz obr. 1) Položka Popis 1 1 Dveřní závora PR 2600 2 1 Kryt tělesa zámku 3 2 Koncovka krytu 4 2 sady Plastové podložky 5 2 Uzavírací kryt 6 2 Krytka uzavíracího
Dveřní závora Obj. č.: 109 58 24 Rozsah dodávky (viz obr. 1) Položka Popis 1 1 Dveřní závora PR 2600 2 1 Kryt tělesa zámku 3 2 Koncovka krytu 4 2 sady Plastové podložky 5 2 Uzavírací kryt 6 2 Krytka uzavíracího
Návod pro vestavbu a údržbu GRAF Univerzální Filtr 3 externí a interní
 Návod pro vestavbu a údržbu GRAF Univerzální Filtr 3 externí a interní Body popsané v tomto návodu se musí bezpodmínečně zohledňovat. Při nezohlednění, zanikají veškeré nároky na reklamaci. Pro všechna
Návod pro vestavbu a údržbu GRAF Univerzální Filtr 3 externí a interní Body popsané v tomto návodu se musí bezpodmínečně zohledňovat. Při nezohlednění, zanikají veškeré nároky na reklamaci. Pro všechna
ZAŘÍZENÍ PRO ODBĚR VZORKŮ VZ
 Technické podmínky 1 RK 12 1075 R A Y M A N spol. s r. o. KLADNO ZAŘÍZENÍ PRO ODBĚR VZORKŮ VZ RK 12 1075 Obr. 1 Zařízení pro odběr vzorků LEGENDA: 1. Pneumatický válec 2. Těleso vzorkovacího zařízení 3.
Technické podmínky 1 RK 12 1075 R A Y M A N spol. s r. o. KLADNO ZAŘÍZENÍ PRO ODBĚR VZORKŮ VZ RK 12 1075 Obr. 1 Zařízení pro odběr vzorků LEGENDA: 1. Pneumatický válec 2. Těleso vzorkovacího zařízení 3.
BEZPEČNOSTNÍ ODBĚROVÝ NÁVAREK. BON 9x NÁVAREK PRO MĚŘENÍ TEPLOTY
 BEZPEČNOSTNÍ ODBĚROVÝ NÁVAREK BON 9x NÁVAREK PRO MĚŘENÍ TEPLOTY Datum: Počet stran: Strana: TPNM 01/01 10.1.2011 8 1 Tato průvodní dokumentace obsahuje technické podmínky, které stanovují údaje o výrobku,
BEZPEČNOSTNÍ ODBĚROVÝ NÁVAREK BON 9x NÁVAREK PRO MĚŘENÍ TEPLOTY Datum: Počet stran: Strana: TPNM 01/01 10.1.2011 8 1 Tato průvodní dokumentace obsahuje technické podmínky, které stanovují údaje o výrobku,
Podniková norma PREdi MONTÁŢ PŘECHODOVÉ SPOJKY 22 KV TYPU TRAJ 24/1 X 120-240 3HL. 3. 1. 2011 Lubomír Vavro vedoucí sekce S 26 000 Podpora distribuce
 Strana: 1/14 Zpracoval: Petr Šámal S 26 100 Technický controlling Schválil: 3. 1. 2011 Lubomír Vavro vedoucí sekce S 26 000 Podpora distribuce Vydal: 5. 1. 2011 Rozhodnutím č. 4/2011 Jiří Kodad vedoucí
Strana: 1/14 Zpracoval: Petr Šámal S 26 100 Technický controlling Schválil: 3. 1. 2011 Lubomír Vavro vedoucí sekce S 26 000 Podpora distribuce Vydal: 5. 1. 2011 Rozhodnutím č. 4/2011 Jiří Kodad vedoucí
Převodní (předřadný) transformátor AT-400 NV (AT 400 VA) Obj. č.: 51 13 60. Obsah Strana. 1. Úvod
 transformátor AT-400 NV (AT 400 VA) Obj. č.: 51 13 60. Obsah Strana. 1. Úvod") Převodní (předřadný) transformátor AT-400 NV (AT 400 VA) Obj. č.: 51 13 60 Obsah Strana 1. Úvod... 2 2. Účel použití transformátoru... 3 3. Bezpečnostní předpisy... 4 4. Součásti transformátoru... 5 Přední
Převodní (předřadný) transformátor AT-400 NV (AT 400 VA) Obj. č.: 51 13 60 Obsah Strana 1. Úvod... 2 2. Účel použití transformátoru... 3 3. Bezpečnostní předpisy... 4 4. Součásti transformátoru... 5 Přední
BC1S jeden topný had BC2S dva topné hady (solární aplikace)
") a seřízení CZ BC1S jeden topný had BC2S dva topné hady (solární aplikace) Dodatečná montáž elektrické topné vložky (volitelné) Popis a určení spotřebiče Zásobníky BC1S, BC2S jsou určeny pro ohřev teplé
a seřízení CZ BC1S jeden topný had BC2S dva topné hady (solární aplikace) Dodatečná montáž elektrické topné vložky (volitelné) Popis a určení spotřebiče Zásobníky BC1S, BC2S jsou určeny pro ohřev teplé
ELEKTRICKÁ MINIBRUSKA
 ELEKTRICKÁ MINIBRUSKA PT-5201A/B Návod k obsluze PROKIT'S INDUSTRIES CO., LTD. HTTP://WWW.PROKITS.COM.TW E-MAIL: PK@MAIL.PROKITS.COM.TW 1 Popis 1. Upínací matice 2. Pojistka vřetena 3. Vypínač 4. Přívodní
ELEKTRICKÁ MINIBRUSKA PT-5201A/B Návod k obsluze PROKIT'S INDUSTRIES CO., LTD. HTTP://WWW.PROKITS.COM.TW E-MAIL: PK@MAIL.PROKITS.COM.TW 1 Popis 1. Upínací matice 2. Pojistka vřetena 3. Vypínač 4. Přívodní
AKUMULAČNÍ NÁDRŽE PS 500 E+, PS 750 E+ a PS 1100 E+
 Návod na instalaci a použití AKUMULAČNÍ NÁDRŽE PS 500 E+, PS 750 E+ a PS 1100 E+ CZ verze 1.0 OBSAH 1 Popis zařízení... 3 1.1 Typová řada... 3 1.2 Ochrana nádrže... 3 1.3 Tepelná izolace... 3 1.4 Přípojná
Návod na instalaci a použití AKUMULAČNÍ NÁDRŽE PS 500 E+, PS 750 E+ a PS 1100 E+ CZ verze 1.0 OBSAH 1 Popis zařízení... 3 1.1 Typová řada... 3 1.2 Ochrana nádrže... 3 1.3 Tepelná izolace... 3 1.4 Přípojná
SKLÁDACÍ SKLADOVACÍ KONTEJNER KOVOBEL
 SKLÁDACÍ SKLADOVACÍ KONTEJNER KOVOBEL VÝŠKA 2600 mm NÁVOD K MONTÁŽI A POUŽÍVÁNÍ A KATALOG NÁHRADNÍCH DÍLŮ KOVOBEL, výrobní družstvo Telefon: +420 379 724 441 Cihlářská 503 Fax : +420 379 722 552 344 01
SKLÁDACÍ SKLADOVACÍ KONTEJNER KOVOBEL VÝŠKA 2600 mm NÁVOD K MONTÁŽI A POUŽÍVÁNÍ A KATALOG NÁHRADNÍCH DÍLŮ KOVOBEL, výrobní družstvo Telefon: +420 379 724 441 Cihlářská 503 Fax : +420 379 722 552 344 01
Montážní návod LC 45... S-15-02
 Montážní návod LC 45... S-15-02 2 Při čtení přihlížejte k vyobrazení na posledních stranách. Důležitá upozornění Starý odsavač není bezcenným odpadem. Jeho likvidací, příznivou k životnímu prostředí, můžete
Montážní návod LC 45... S-15-02 2 Při čtení přihlížejte k vyobrazení na posledních stranách. Důležitá upozornění Starý odsavač není bezcenným odpadem. Jeho likvidací, příznivou k životnímu prostředí, můžete
OBSAH MONTÁŽ ST EŠNÍCH VTOK... 2 1.4 ST EŠNÍ VTOK AKASISON XL HR - SV RNÁ P ÍRUBA... 6
 OBSAH 1 MONTÁŽ ST EŠNÍCH VTOK... 2 1.1 ST EŠNÍ VTOK AKASISON XL 75 - SV RNÁ P ÍRUBA... 2 1.2 ST EŠNÍ VTOK AKASISON XL 75 - ŽIVICE... 3 1.3 ST EŠNÍ VTOK AKASISON XL 75 - PVC... 5 1.4 ST EŠNÍ VTOK AKASISON
OBSAH 1 MONTÁŽ ST EŠNÍCH VTOK... 2 1.1 ST EŠNÍ VTOK AKASISON XL 75 - SV RNÁ P ÍRUBA... 2 1.2 ST EŠNÍ VTOK AKASISON XL 75 - ŽIVICE... 3 1.3 ST EŠNÍ VTOK AKASISON XL 75 - PVC... 5 1.4 ST EŠNÍ VTOK AKASISON
NÁVOD K OBSLUZE. Obj. č.: 57 08 22
 NÁVOD K OBSLUZE Obj. č.: 57 08 22 Účel použití čerpadla Výkonné a robustní čerpadlo k vyprazdňování zahradních rybníčků, k čerpání vody ze sklepů, plaveckých bazénků, vsakovacích jam nebo ze zaplavených
NÁVOD K OBSLUZE Obj. č.: 57 08 22 Účel použití čerpadla Výkonné a robustní čerpadlo k vyprazdňování zahradních rybníčků, k čerpání vody ze sklepů, plaveckých bazénků, vsakovacích jam nebo ze zaplavených
UNIFORM. Podlahové lišty. Technická příručka. Systém podlahových lišt / ztraceného bednění. Verze: CZ 12/2015
 Podlahové lišty Systém podlahových lišt / ztraceného bednění Verze: CZ 12/2015 Technická příručka Podlahové lišty Systém podlahových lišt / ztraceného bednění Výhody systému Univerzální modulový bednící
Podlahové lišty Systém podlahových lišt / ztraceného bednění Verze: CZ 12/2015 Technická příručka Podlahové lišty Systém podlahových lišt / ztraceného bednění Výhody systému Univerzální modulový bednící
Obklady podhledů krovů lamelami z PVC montážní návod
 Obklady podhledů krovů lamelami z PVC montážní návod Účelem tohoto návodu je popsání základních pravidel a doporučení, které je potřeba dodržovat během montáže střešního podbití z PVC lamel a profilů při
Obklady podhledů krovů lamelami z PVC montážní návod Účelem tohoto návodu je popsání základních pravidel a doporučení, které je potřeba dodržovat během montáže střešního podbití z PVC lamel a profilů při
Tepelné ztráty v potrubí se sníží až o 80 %.
 Několik rad pro montáž Rady pro montáž izolace Několik rad pro montáž tepelně izolačních trubek TUBEX Předpokladem dobré a účinné funkce tepelně izolačních trubek z lehčeného polyetylénu je správně zvolená
Několik rad pro montáž Rady pro montáž izolace Několik rad pro montáž tepelně izolačních trubek TUBEX Předpokladem dobré a účinné funkce tepelně izolačních trubek z lehčeného polyetylénu je správně zvolená
Horkovzdušná pistole. Obj. č.: 81 19 51
 NÁVOD K OBSLUZE Horkovzdušná pistole Obj. č.: 81 19 51 Vč. 4-dílů. Souprava trysek (bodová-, otočná-, širokoúhlá- a okrajová tryska). Ideální pro domácnost, hobby, domácí dílnu apod. k odstranění barev,
NÁVOD K OBSLUZE Horkovzdušná pistole Obj. č.: 81 19 51 Vč. 4-dílů. Souprava trysek (bodová-, otočná-, širokoúhlá- a okrajová tryska). Ideální pro domácnost, hobby, domácí dílnu apod. k odstranění barev,
Energy Division. Silové kabelové soubory Raychem pro doly
 Energy Division Silové kabelové soubory Raychem pro doly Kabelové soubory pro doly Kabelové soubory nn Teplem smrštitelné spojky pro ohebné kabely s pryžovou izolací 3 P ímé a odbo né spojky pro vícežilové
Energy Division Silové kabelové soubory Raychem pro doly Kabelové soubory pro doly Kabelové soubory nn Teplem smrštitelné spojky pro ohebné kabely s pryžovou izolací 3 P ímé a odbo né spojky pro vícežilové
Akumulační nádrže typ NADO
 Návod k obsluze a instalaci Akumulační nádrže typ NADO Družstevní závody Dražice strojírna Dražice 69 29471 Benátky nad Jizerou Tel.: 326 370911,370965, fax: 326 370980 www.dzd.cz dzd@dzd.cz CZ - Provozně
Návod k obsluze a instalaci Akumulační nádrže typ NADO Družstevní závody Dražice strojírna Dražice 69 29471 Benátky nad Jizerou Tel.: 326 370911,370965, fax: 326 370980 www.dzd.cz dzd@dzd.cz CZ - Provozně
1 BUBNOVÁ BRZDA. Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi.
 1 BUBNOVÁ BRZDA Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi. Nejdůležitější části bubnové brzdy : brzdový buben, brzdové čelisti, rozporné zařízení, vratné pružiny, štít
1 BUBNOVÁ BRZDA Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi. Nejdůležitější části bubnové brzdy : brzdový buben, brzdové čelisti, rozporné zařízení, vratné pružiny, štít
OSAZENÍ BAZÉNOVÉ NÁDRŽE
 OSAZENÍ BAZÉNOVÉ NÁDRŽE Pro betonové bazény 92 Skimmery 15 l pro betonové bazény 93 Skimmery 17,5 l pro betonové bazény 95 Příslušenství skimmerů pro betonové bazény 97 Skimmery z nerezové oceli pro betonové
OSAZENÍ BAZÉNOVÉ NÁDRŽE Pro betonové bazény 92 Skimmery 15 l pro betonové bazény 93 Skimmery 17,5 l pro betonové bazény 95 Příslušenství skimmerů pro betonové bazény 97 Skimmery z nerezové oceli pro betonové
Návod k instalaci a obsluze
 CORREX MP Anoda s cizím zdrojem napětí CZ Návod k instalaci a obsluze MAGONTEC Group MAGONTEC GmbH Obsah Strana 1 Bezpečnostní pokyny...3 2 Používání v souladu s určením...5 3 Funkce...5 4 Objem dodávky...5
CORREX MP Anoda s cizím zdrojem napětí CZ Návod k instalaci a obsluze MAGONTEC Group MAGONTEC GmbH Obsah Strana 1 Bezpečnostní pokyny...3 2 Používání v souladu s určením...5 3 Funkce...5 4 Objem dodávky...5
MONTÁŽNÍ A UŽIVATELSKÝ NÁVOD SPRCHOVÝ KOUT PREMIUM PSDKR 1/90 S
 763 64 Spytihněv č.p. 576, okres Zlín tel.:+420 577 110 311, fax:+420 577 110 315 teiko@teiko.cz; www.teiko.cz zelená linka 800 100 050 MONTÁŽNÍ A UŽIVATELSKÝ NÁVOD SPRCHOVÝ KOUT PREMIUM PSDKR 1/90 S ver.
763 64 Spytihněv č.p. 576, okres Zlín tel.:+420 577 110 311, fax:+420 577 110 315 teiko@teiko.cz; www.teiko.cz zelená linka 800 100 050 MONTÁŽNÍ A UŽIVATELSKÝ NÁVOD SPRCHOVÝ KOUT PREMIUM PSDKR 1/90 S ver.
MONTÁŽNÍ A UŽIVATELSKÝ NÁVOD SPRCHOVÝ KOUT PREMIUM PSDKR 1/120 S
 763 64 Spytihněv č.p. 576, okres Zlín tel.:+420 577 110 311, fax:+420 577 110 315 teiko@teiko.cz; www.teiko.cz zelená linka 800 100 050 MONTÁŽNÍ A UŽIVATELSKÝ NÁVOD SPRCHOVÝ KOUT PREMIUM PSDKR 1/120 S
763 64 Spytihněv č.p. 576, okres Zlín tel.:+420 577 110 311, fax:+420 577 110 315 teiko@teiko.cz; www.teiko.cz zelená linka 800 100 050 MONTÁŽNÍ A UŽIVATELSKÝ NÁVOD SPRCHOVÝ KOUT PREMIUM PSDKR 1/120 S
BECK-O-TRONIC 5. Provedení: Centronic. Návod na montáž a obsluhu. Řídicí jednotka vrat
 BECK-O-TRONIC 5 Provedení: Centronic cs Návod na montáž a obsluhu Řídicí jednotka vrat Důležité informace pro: montéry / elektrikáře / uživatele Prosíme o předání odpovídajícím osobám! Tento návod má být
BECK-O-TRONIC 5 Provedení: Centronic cs Návod na montáž a obsluhu Řídicí jednotka vrat Důležité informace pro: montéry / elektrikáře / uživatele Prosíme o předání odpovídajícím osobám! Tento návod má být
Naviják Seznam náhradních dílů, montážní návod a návod k používání
 Naviják Seznam náhradních dílů, montážní návod a návod k používání Naviják Multi VIP 1000 smí být uveden do provozu jen při přesném respektování přibaleného montážního návodu a návodu k používání. Obsah
Naviják Seznam náhradních dílů, montážní návod a návod k používání Naviják Multi VIP 1000 smí být uveden do provozu jen při přesném respektování přibaleného montážního návodu a návodu k používání. Obsah
Návod k obsluze. MSA Plus 250
 Návod k obsluze MSA Plus 250 Návod k obsluze MSA Plus 250 Obsah Obsah Strana 1 Úvod 1.1 Platnost 1.2 Popis svářečky 1.2.1 Ovládací prvky 1.4 Napájení jednotky 1.4.1 Provoz při připojení do sítě 1.4.2
Návod k obsluze MSA Plus 250 Návod k obsluze MSA Plus 250 Obsah Obsah Strana 1 Úvod 1.1 Platnost 1.2 Popis svářečky 1.2.1 Ovládací prvky 1.4 Napájení jednotky 1.4.1 Provoz při připojení do sítě 1.4.2
Zadávací dokumentace
 Zadávací dokumentace SO 02_1 _A4.pdf Datum: říjen 2012 Projekt Paré MEDLOV - KANALIZACE A ČOV Část SO/PS Měřítko SO 2 Výtlaky Stupeň ZD Příloha Číslo přílohy Revize TECHNICKÁ ZPRÁVA SO 02-1 0 Obsah: 1.
Zadávací dokumentace SO 02_1 _A4.pdf Datum: říjen 2012 Projekt Paré MEDLOV - KANALIZACE A ČOV Část SO/PS Měřítko SO 2 Výtlaky Stupeň ZD Příloha Číslo přílohy Revize TECHNICKÁ ZPRÁVA SO 02-1 0 Obsah: 1.
KLIMAFLEX SB DÁME MYŠLENCE TVAR
 DÁME MYŠLENCE TVAR PŘÍSLUŠENSTVÍ PRO FLEXIBILNÍ POTRUBÍ KLIMAFLEX SB MATEICIUC a.s. Ke Koupališti /15, 742 5 Odry, Česká republika telefon: +420/556 12 411, telefon/fax: +420/556 417 e-mail: marketing@mateiciuc.cz,
DÁME MYŠLENCE TVAR PŘÍSLUŠENSTVÍ PRO FLEXIBILNÍ POTRUBÍ KLIMAFLEX SB MATEICIUC a.s. Ke Koupališti /15, 742 5 Odry, Česká republika telefon: +420/556 12 411, telefon/fax: +420/556 417 e-mail: marketing@mateiciuc.cz,
MONTÁŽNÍ NÁVOD DELTA DESIGN PLECHOVÉ KAZETY, LAMELY A TRAPÉZY
 MONTÁŽNÍ NÁVOD DELTA DESIGN PLECHOVÉ KAZETY, LAMELY A TRAPÉZY VŠEOBECNĚ PRACOVNÍ POSTUP 1. Projektová dokumentace zpracovává se na základě dokumentace skutečného provedení stavby - dodá investor, nebo
MONTÁŽNÍ NÁVOD DELTA DESIGN PLECHOVÉ KAZETY, LAMELY A TRAPÉZY VŠEOBECNĚ PRACOVNÍ POSTUP 1. Projektová dokumentace zpracovává se na základě dokumentace skutečného provedení stavby - dodá investor, nebo
Sika - spárové pásy. Technický list Sika - spárové pásy / strana 1/7 11/2002
 Technický list Sika - spárové pásy / strana 1/7 Těsnící materiály Sika - spárové pásy Druh Sika - spárové pásy jsou elastické profily z umělých hmot na bázi měkčeného polyvinylchloridu (PVC). Rozlišujeme
Technický list Sika - spárové pásy / strana 1/7 Těsnící materiály Sika - spárové pásy Druh Sika - spárové pásy jsou elastické profily z umělých hmot na bázi měkčeného polyvinylchloridu (PVC). Rozlišujeme
Návod k montáži, obsluze a údržbě ohřívače vody na tuhá paliva EURO 65 D
 Návod k montáži, obsluze a údržbě ohřívače vody na tuhá paliva EURO 65 D UPOZORNĚNÍ! Před instalací a používáním ohřívače si pečlivě přečtěte pokyny uvedené v návodu! Požadavky a doporučení uvedená v něm
Návod k montáži, obsluze a údržbě ohřívače vody na tuhá paliva EURO 65 D UPOZORNĚNÍ! Před instalací a používáním ohřívače si pečlivě přečtěte pokyny uvedené v návodu! Požadavky a doporučení uvedená v něm
NÁVOD K OBSLUZE PRO REGULÁTOR KOMEXTHERM STABIL 02.2 D
 NÁVOD K OBSLUZE PRO REGULÁTOR KOMEXTHERM STABIL 02.2 D OBSAH: str. 1. Určení 2 2. Funkce.. 2 3. Popis.. 4 4. Přednosti 4 5. Montáž... 5 5.1 Montáž mechanická... 5 5.2 Montáž elektro 5 5.3 Montáž čidel
NÁVOD K OBSLUZE PRO REGULÁTOR KOMEXTHERM STABIL 02.2 D OBSAH: str. 1. Určení 2 2. Funkce.. 2 3. Popis.. 4 4. Přednosti 4 5. Montáž... 5 5.1 Montáž mechanická... 5 5.2 Montáž elektro 5 5.3 Montáž čidel
Systémy kotvení stromů
 Systémy kotvení stromů Bezpečnost a systém stabilní šetrný ke kořenům časově nenáročný ekologický cenově výhodný krásně rychle bezpečně Obsah Strana Obsah 4-5 6 7-8 9 10-11 12 13-15 16 17 18 19 Ukotvení
Systémy kotvení stromů Bezpečnost a systém stabilní šetrný ke kořenům časově nenáročný ekologický cenově výhodný krásně rychle bezpečně Obsah Strana Obsah 4-5 6 7-8 9 10-11 12 13-15 16 17 18 19 Ukotvení
Příloha č.1 k č.j.: HSBM-624-2/2013. Technická specifikace
 Technická specifikace Věcné prostředky PO (čerpadla, stan) povodně 2013 Předmět a určení technické specifikace Tato technická specifikace vymezuje technické požadavky pro pořízení Věcné prostředky PO (čerpadla)
Technická specifikace Věcné prostředky PO (čerpadla, stan) povodně 2013 Předmět a určení technické specifikace Tato technická specifikace vymezuje technické požadavky pro pořízení Věcné prostředky PO (čerpadla)
Montážní návod. SEVi 160/SEVi 160 PLUS větrací systém. (Inteligentní systém větrání se zpětným ziskem tepla)
") Montážní návod SEVi 160/SEVi 160 PLUS větrací systém (Inteligentní systém větrání se zpětným ziskem tepla) Distribuce pro Českou Republiku a Slovensko: SEVentilation.cz Jan Filip Pod Nádražím 111, 331
Montážní návod SEVi 160/SEVi 160 PLUS větrací systém (Inteligentní systém větrání se zpětným ziskem tepla) Distribuce pro Českou Republiku a Slovensko: SEVentilation.cz Jan Filip Pod Nádražím 111, 331
AKUMULAČNÍ NÁDRŽE s vnořeným zásobníkem TV
 Návod na instalaci a použití AKUMULAČNÍ NÁDRŽE s vnořeným zásobníkem TV DUO 390/130 CZ verze 1.0 OBSAH 1 Popis zařízení... 3 1.1 Typová řada... 3 1.2 Ochrana nádrže... 3 1.3 Tepelná izolace... 3 1.4 Balení...
Návod na instalaci a použití AKUMULAČNÍ NÁDRŽE s vnořeným zásobníkem TV DUO 390/130 CZ verze 1.0 OBSAH 1 Popis zařízení... 3 1.1 Typová řada... 3 1.2 Ochrana nádrže... 3 1.3 Tepelná izolace... 3 1.4 Balení...
MANUÁL HORIZONTÁLNÍ MAX 25. SERVIS CLIMAX s.r.o. Jasenice 1253 755 01 Vsetín. Tel./fax: 571 405 601. Manuál 6 ( 1/2006)
") MANUÁL HORIZONTÁLNÍ INTERIÉROVÉ ŽALUZIE Tel./fax: 571 405 601 SERVIS CLIMAX s.r.o. Jasenice 1253 755 01 Vsetín Manuál 6 ( 1/2006) 1. ÚČEL POUŽITÍ Žaluzie představuje další krok ve vývoji řetízkově ovládaných
MANUÁL HORIZONTÁLNÍ INTERIÉROVÉ ŽALUZIE Tel./fax: 571 405 601 SERVIS CLIMAX s.r.o. Jasenice 1253 755 01 Vsetín Manuál 6 ( 1/2006) 1. ÚČEL POUŽITÍ Žaluzie představuje další krok ve vývoji řetízkově ovládaných
doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
 Katedra konstruování strojů Fakulta strojní K2 E doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky LISOVACÍ
Katedra konstruování strojů Fakulta strojní K2 E doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky LISOVACÍ
ZÁRUČNÍ LIST SPOLU S MONTÁŽNÍM NÁVODEM. POZOR: Před instalací si prostudujte pokyny a záruční podmínky.
 SYSTÉM POSUVNÝ NÁSTĚNNÝ 7 ZÁRUČNÍ LIST SPOLU S MONTÁŽNÍM NÁVODEM POZOR: Před instalací si prostudujte pokyny a záruční podmínky. D.R.E. Sp. z o.o. GRONOWO GÓRNE ul. Nefrytowa 4 82-300 ELBLAG Tel. +48 55
SYSTÉM POSUVNÝ NÁSTĚNNÝ 7 ZÁRUČNÍ LIST SPOLU S MONTÁŽNÍM NÁVODEM POZOR: Před instalací si prostudujte pokyny a záruční podmínky. D.R.E. Sp. z o.o. GRONOWO GÓRNE ul. Nefrytowa 4 82-300 ELBLAG Tel. +48 55
DD TECHNIK NÁVOD K OBSLUZE. Prořezávače desénů pneumatik RS 88 Electronic TL profi
 DD TECHNIK NÁVOD K OBSLUZE Prořezávače desénů pneumatik RS 88 Electronic TL profi Výrobce: DD Technik s.r.o. Tel : 380 331 830 J.V.Kamarýta 72 Fax: 380 331 091 382 32 Velešín E mail : ddtechnik @ ddtechnik.cz
DD TECHNIK NÁVOD K OBSLUZE Prořezávače desénů pneumatik RS 88 Electronic TL profi Výrobce: DD Technik s.r.o. Tel : 380 331 830 J.V.Kamarýta 72 Fax: 380 331 091 382 32 Velešín E mail : ddtechnik @ ddtechnik.cz
TECHNICKÉ PODMÍNKY TP ATE 78522 TECHNICKÉ PODMÍNKY DODACÍ TP ATE 78522
 ATE, s.r.o. automatizační technika Wolkerova 14 350 02 Cheb tel: 354 435 070 fax: 354 438 402 tel ČD: 972 443 321 e-mail: ate@atecheb.cz IČ: 48360473 DIČ: CZ48360473 ATE, s.r.o. Strana 1 Celkem stránek:
ATE, s.r.o. automatizační technika Wolkerova 14 350 02 Cheb tel: 354 435 070 fax: 354 438 402 tel ČD: 972 443 321 e-mail: ate@atecheb.cz IČ: 48360473 DIČ: CZ48360473 ATE, s.r.o. Strana 1 Celkem stránek:
Kompresorové ledničky
 EBERSPÄCHER PRAHA S.R.O. Pod Višňovkou 29 140 00 Praha 4 Tel.: 234 035 800 Fax: 234 035 820 www.eberspaecher.cz cz-info@eberspaecher.com Kompresorové ledničky NÁVOD NA POUŽITÍ Pozor Před použitím ledničky
EBERSPÄCHER PRAHA S.R.O. Pod Višňovkou 29 140 00 Praha 4 Tel.: 234 035 800 Fax: 234 035 820 www.eberspaecher.cz cz-info@eberspaecher.com Kompresorové ledničky NÁVOD NA POUŽITÍ Pozor Před použitím ledničky
NÁVOD K OBSLUZE A INSTALACI
 NÁVOD K OBSLUZE A INSTALACI NEPŘÍMOTOPNÝ ZÁSOBNÍK VODY OKC 250 NTR/HP OKC 300 NTR/HP OKC 400 NTR/HP OKC 500 NTR/HP OKC 750 NTR/HP OKC 1000 NTR/HP Družstevní závody Dražice - strojírna s.r.o. Dražice 69,
NÁVOD K OBSLUZE A INSTALACI NEPŘÍMOTOPNÝ ZÁSOBNÍK VODY OKC 250 NTR/HP OKC 300 NTR/HP OKC 400 NTR/HP OKC 500 NTR/HP OKC 750 NTR/HP OKC 1000 NTR/HP Družstevní závody Dražice - strojírna s.r.o. Dražice 69,
Návod k použití. Kuchyňská digestoř. Typ: OKC 6661 I IO 00208/1
 Návod k použití CZ Kuchyňská digestoř Typ: OKC 6661 I IO 00208/1 Vážení kupující, Stali jste se uživateli nejnovější generace kuchyňských digestoří OKC 6661 I. Digestoř byla zaprojektována a vyrobena především
Návod k použití CZ Kuchyňská digestoř Typ: OKC 6661 I IO 00208/1 Vážení kupující, Stali jste se uživateli nejnovější generace kuchyňských digestoří OKC 6661 I. Digestoř byla zaprojektována a vyrobena především
MONTÁŽNÍ NÁVOD PROJEKTOVÉ PODKLADY STROPNÍ PROFIL GLORIASUN
 MONTÁŽNÍ NÁVOD PROJEKTOVÉ PODKLADY STROPNÍ PROFIL GLORIASUN BALNEO GLORIA PLUS s.r.o. Matjuchinova 700 Praha 5 Zbraslav info@gloria.cz www.gloria.cz, www.stropnitopeni.cz tel.257921671 MONTÁŽNÍ A PROJEKČNÍ
MONTÁŽNÍ NÁVOD PROJEKTOVÉ PODKLADY STROPNÍ PROFIL GLORIASUN BALNEO GLORIA PLUS s.r.o. Matjuchinova 700 Praha 5 Zbraslav info@gloria.cz www.gloria.cz, www.stropnitopeni.cz tel.257921671 MONTÁŽNÍ A PROJEKČNÍ
Návod k používání. Lesní naviják VIP 615
 Návod k používání Lesní naviják VIP 615 1. Technická data a rozsah použití 2. Sestava výkres číslo VIP 615-000-00 3. Návod k obsluze, provozu a údržbě 4. seznam náhradních dílů 5. Bezpečnostní pokyny Z
Návod k používání Lesní naviják VIP 615 1. Technická data a rozsah použití 2. Sestava výkres číslo VIP 615-000-00 3. Návod k obsluze, provozu a údržbě 4. seznam náhradních dílů 5. Bezpečnostní pokyny Z
Návod na použití. Montážní šroubovák s automatickým podavačem SDR 401
 Návod na použití Montážní šroubovák s automatickým podavačem SDR 401 RYOBI SDR-401 Šroubovák s automatickým podavačem Návod k použití Popis 1. Spínač 2. Zámek spínače 3. Hloubkoměr 4. Šroub hloubkoměru
Návod na použití Montážní šroubovák s automatickým podavačem SDR 401 RYOBI SDR-401 Šroubovák s automatickým podavačem Návod k použití Popis 1. Spínač 2. Zámek spínače 3. Hloubkoměr 4. Šroub hloubkoměru
ARIA ARIA J/X. Rozvodnice polyesterové, univerzální. Normy. Vlastnosti. Certifikace. Aplikace B.3
 R Rozvodnice polyesterové, univerzální rgonomický mechanizmus zavírání. 2bodový mechanizmus zamykání a ovládaný otočnou rukojetí (pro profilový půlcylindrický zámek). Redukce síly pro zavření o 25%. Patentovaný
R Rozvodnice polyesterové, univerzální rgonomický mechanizmus zavírání. 2bodový mechanizmus zamykání a ovládaný otočnou rukojetí (pro profilový půlcylindrický zámek). Redukce síly pro zavření o 25%. Patentovaný
BATERIE S OKAMŽITÝM OHŘEVEM TEPLÉ VODY
 IN 201502 M BATERIE S OKAMŽITÝM OHŘEVEM TEPLÉ VODY NÁVOD K POUŽITÍ Model č.: KDR-4E-3 PŘEDSTAVENÍ VÝROBKU 3 INSTALAČNÍ PODMÍNKY 3 ZPŮSOBY INSTALACE VÝROBKU 5 INSTALACE ZAŘÍZENÍ SE SPODNÍM PŘÍVODEM 6 KLÍČOVÉ
IN 201502 M BATERIE S OKAMŽITÝM OHŘEVEM TEPLÉ VODY NÁVOD K POUŽITÍ Model č.: KDR-4E-3 PŘEDSTAVENÍ VÝROBKU 3 INSTALAČNÍ PODMÍNKY 3 ZPŮSOBY INSTALACE VÝROBKU 5 INSTALACE ZAŘÍZENÍ SE SPODNÍM PŘÍVODEM 6 KLÍČOVÉ
Chladírenské otočné dvoukřídlé dveře
 OBSAH : Úvod, legislativa vztahující se k výrobkům (dveřím) 1. Charakteristika a použití 2. Standardní rozměry 3. Popis standardního provedení 4. Technické parametry 5. Nadstandardní provedení za příplatek
OBSAH : Úvod, legislativa vztahující se k výrobkům (dveřím) 1. Charakteristika a použití 2. Standardní rozměry 3. Popis standardního provedení 4. Technické parametry 5. Nadstandardní provedení za příplatek
Rychletuhnoucí 2-komponentní lepidlo na vlepování kotev
 Technický list Vydání: 23/02/2009 Identifikační číslo: 02 04 02 06 001 0 000030 Sika AnchorFix -3+ Sika AnchorFix -3 + Rychletuhnoucí 2-komponentní lepidlo na vlepování kotev Construction Popis výrobku
Technický list Vydání: 23/02/2009 Identifikační číslo: 02 04 02 06 001 0 000030 Sika AnchorFix -3+ Sika AnchorFix -3 + Rychletuhnoucí 2-komponentní lepidlo na vlepování kotev Construction Popis výrobku
5.6.16.6. Dřevoobráběcí stroje
 5.6.16.6. Dřevoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/drevoobrabeci-stroje Bezpečnostní pravidla pro obsluhu dřevoobráběcích strojů koutočové
5.6.16.6. Dřevoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/drevoobrabeci-stroje Bezpečnostní pravidla pro obsluhu dřevoobráběcích strojů koutočové
Návod k obsluze. Vysavač MC E8001, MC E8003, MC 8005
 Návod k obsluze Vysavač MC E8001, MC E8003, MC 8005 1 Při čtení návodu si nechejte otevřené stránky 3 a 4, abyste mohli snadněji identifikovat jednotlivé součásti. Doporučujeme, abyste před použitím spotřebiče
Návod k obsluze Vysavač MC E8001, MC E8003, MC 8005 1 Při čtení návodu si nechejte otevřené stránky 3 a 4, abyste mohli snadněji identifikovat jednotlivé součásti. Doporučujeme, abyste před použitím spotřebiče
Modelové řady visacích zámků Mul-T-Lock
 Úvod Visací zámky Mul-T-Lock jsou určeny pro použití při zabezpečení budov a objektů. K použití v místech se zvýšenými požadavky na odolnost proti násilnému překonání jsou určeny zámky s chráněným třmenem.
Úvod Visací zámky Mul-T-Lock jsou určeny pro použití při zabezpečení budov a objektů. K použití v místech se zvýšenými požadavky na odolnost proti násilnému překonání jsou určeny zámky s chráněným třmenem.
Provoz a poruchy topných kabelů
 Stránka 1 Provoz a poruchy topných kabelů Datum: 31.3.2008 Autor: Jiří Koreš Zdroj: Elektroinstalatér 1/2008 Článek nemá za úkol unavovat teoretickými úvahami a předpisy, ale nabízí pohled na topné kabely
Stránka 1 Provoz a poruchy topných kabelů Datum: 31.3.2008 Autor: Jiří Koreš Zdroj: Elektroinstalatér 1/2008 Článek nemá za úkol unavovat teoretickými úvahami a předpisy, ale nabízí pohled na topné kabely
Návod pro montáž a údržbu vsakovacího bloku Garantia Rain Bloc
 Návod pro montáž a údržbu vsakovacího bloku Garantia Rain Bloc Vsakovací Rain Bloc Garantia 300 l černý pojízdný nákl. automobily Objednací číslo: 360014 Rain Bloc inspekční 300 l pojízdný nákl. automobily
Návod pro montáž a údržbu vsakovacího bloku Garantia Rain Bloc Vsakovací Rain Bloc Garantia 300 l černý pojízdný nákl. automobily Objednací číslo: 360014 Rain Bloc inspekční 300 l pojízdný nákl. automobily
Vedení odtahu spalin pro plynový závěsný kotel ZS/ZW 18/24-2 DH AE
 Vedení odtahu spalin pro plynový závěsný kotel ZS/ZW 18/24-2 DH AE 6 720 608 552 CZ (2007.01) JS Seznam Seznam 1 Bezpečnostní pokyny a vysvětlení symbolů 3 1.1 Bezpečnostní pokyny 3 1.2 Použité symboly
Vedení odtahu spalin pro plynový závěsný kotel ZS/ZW 18/24-2 DH AE 6 720 608 552 CZ (2007.01) JS Seznam Seznam 1 Bezpečnostní pokyny a vysvětlení symbolů 3 1.1 Bezpečnostní pokyny 3 1.2 Použité symboly
PATENTOVÝ SPIS N O. CO 00 co OO CM CZ0129446. Obálka pro kontejnery na přepravu a skladování radioaktivních a zvláště nebezpečných materiálů
 PATENTOVÝ SPIS (19) ČESKÁ REPUBLIKA (2 l)čislo přihlášky: 1999-2458 (22) Přihlášeno. 12.07.1999 (40) Zveřejněno: 17.01.2001 (Věstník č. 1/2001) (47) Uděleno: 07.11.2000 (24) Oznámeno udělení ve Včstníku:
PATENTOVÝ SPIS (19) ČESKÁ REPUBLIKA (2 l)čislo přihlášky: 1999-2458 (22) Přihlášeno. 12.07.1999 (40) Zveřejněno: 17.01.2001 (Věstník č. 1/2001) (47) Uděleno: 07.11.2000 (24) Oznámeno udělení ve Včstníku:
Výměna předních brzdových kotoučů a destiček
 Výměna předních brzdových kotoučů a destiček Potřebné nářadí a přípravky: - měřicí hodinky s držákem - velká ½ gola sada - sada torx ořechů pro ½ golu - torx bity malé - sika kleště - truhlářská svorka
Výměna předních brzdových kotoučů a destiček Potřebné nářadí a přípravky: - měřicí hodinky s držákem - velká ½ gola sada - sada torx ořechů pro ½ golu - torx bity malé - sika kleště - truhlářská svorka
Vláda nařizuje podle 133b odst. 2 zákona č. 65/1965 Sb., zákoník práce, ve znění zákona č. 155/2000 Sb.:
 11/2002 Sb. NAŘÍZENÍ VLÁDY ze dne 14. listopadu 2001, kterým se stanoví vzhled a umístění bezpečnostních značek a zavedení signálů Změna: 405/2004 Sb. Vláda nařizuje podle 133b odst. 2 zákona č. 65/1965
11/2002 Sb. NAŘÍZENÍ VLÁDY ze dne 14. listopadu 2001, kterým se stanoví vzhled a umístění bezpečnostních značek a zavedení signálů Změna: 405/2004 Sb. Vláda nařizuje podle 133b odst. 2 zákona č. 65/1965
Příloha č. 9 - Technická specifikace jednotlivých dílčích stavebních a technologických částí
 Příloha č. 9 - Technická specifikace jednotlivých dílčích stavebních a technologických částí Konstrukce Ocelová nosná konstrukce musí splňovat požadavky ČSN 13031-1 Skleníky. Návrh a konstrukce. Část 1:
Příloha č. 9 - Technická specifikace jednotlivých dílčích stavebních a technologických částí Konstrukce Ocelová nosná konstrukce musí splňovat požadavky ČSN 13031-1 Skleníky. Návrh a konstrukce. Část 1:
SEZNAM PŘÍLOH: 01 TECHNICKÁ ZPRÁVA 02 KANALIZACE - PŮDORYS KANALIZACE V ZEMI 03 KANALIZACE - PŮDORYS 1 NP 04 KANALIZACE - PŮDORYS 2 NP
 SEZNAM PŘÍLOH: 01 TECHNICKÁ ZPRÁVA 02 KANALIZACE - PŮDORYS KANALIZACE V ZEMI 03 KANALIZACE - PŮDORYS 1 NP 04 KANALIZACE - PŮDORYS 2 NP 05 SPLAŠKOVÁ KANALIZACE - PODÉLNÉ PROFILY, ROZVINUTÉ ŘEZY 06 DEŠŤOVÁ
SEZNAM PŘÍLOH: 01 TECHNICKÁ ZPRÁVA 02 KANALIZACE - PŮDORYS KANALIZACE V ZEMI 03 KANALIZACE - PŮDORYS 1 NP 04 KANALIZACE - PŮDORYS 2 NP 05 SPLAŠKOVÁ KANALIZACE - PODÉLNÉ PROFILY, ROZVINUTÉ ŘEZY 06 DEŠŤOVÁ
BREAKDOWN DETECTOR BD 42
 BREAKDOWN DETECTOR BD 42 DETEKTOR NETĚSNOSTÍ PŘEDIZOLOVANÝCH POTRUBNÍCH SYSTÉMŮ NÁVOD K OBSLUZE A ÚDRŽBĚ Bezpečnostní opatření Při odstranění krytů přístroje hrozí nebezpečí úrazu elektrickým proudem.
BREAKDOWN DETECTOR BD 42 DETEKTOR NETĚSNOSTÍ PŘEDIZOLOVANÝCH POTRUBNÍCH SYSTÉMŮ NÁVOD K OBSLUZE A ÚDRŽBĚ Bezpečnostní opatření Při odstranění krytů přístroje hrozí nebezpečí úrazu elektrickým proudem.
Výukový materiál zpracovaný v rámci opera ního programu Vzd lávání pro konkurenceschopnost
 Výukový materiál zpracovaný v rámci opera ního programu Vzd lávání pro konkurenceschopnost Registra ní íslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitn ní výuky prost ednictvím ICT Sada:
Výukový materiál zpracovaný v rámci opera ního programu Vzd lávání pro konkurenceschopnost Registra ní íslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitn ní výuky prost ednictvím ICT Sada:
Zastřešení AZURO pro kruhové bazény
 Zastřešení AZURO pro kruhové bazény model 2013 Montážní a provozní návod 3BPZ0141 / 3BPZ0143 verze 1, leden 2013 Všeobecně Pro společnost Mountfield a.s. vyrábí Garsys s.r.o., Průmyslová zóna u dolu František,
Zastřešení AZURO pro kruhové bazény model 2013 Montážní a provozní návod 3BPZ0141 / 3BPZ0143 verze 1, leden 2013 Všeobecně Pro společnost Mountfield a.s. vyrábí Garsys s.r.o., Průmyslová zóna u dolu František,
Instalační manuál. Ondolia OPF. www.termodynamicke-panely.cz
 Instalační manuál Ondolia OPF 1. Obecné bezpečnostní zásady... 1 2. Všeobecné informace... 1 3. Části systému... 2 4. Elektrická specifikace... 2 5. Instalace... 2 6. Kontrolní seznam... 6 7. Záruční list...
Instalační manuál Ondolia OPF 1. Obecné bezpečnostní zásady... 1 2. Všeobecné informace... 1 3. Části systému... 2 4. Elektrická specifikace... 2 5. Instalace... 2 6. Kontrolní seznam... 6 7. Záruční list...
Základní technické podmínky pro zpracování projektové dokumentace a provádění staveb vodovodů, vodovodních přípojek a umístění vodoměrů
 Základní technické podmínky pro zpracování projektové dokumentace a provádění staveb vodovodů, vodovodních přípojek a umístění vodoměrů 1. Výstavba nových,výměna,rekonstrukce nebo přeložky stávajících
Základní technické podmínky pro zpracování projektové dokumentace a provádění staveb vodovodů, vodovodních přípojek a umístění vodoměrů 1. Výstavba nových,výměna,rekonstrukce nebo přeložky stávajících
GARÁŽOVÁ VRATA Montážní návod
 GARÁŽOVÁ VRATA Montážní návod ed p istoupením k montáži prosím zkontrolujte obsah balení pokud jde o množství a kvalitu sou ástek. ed p istoupením k montáži vrat je nutné se podrobn seznámit s níže uvedeným
GARÁŽOVÁ VRATA Montážní návod ed p istoupením k montáži prosím zkontrolujte obsah balení pokud jde o množství a kvalitu sou ástek. ed p istoupením k montáži vrat je nutné se podrobn seznámit s níže uvedeným
k OBSLUZE a instalaci TŘÍCESTNÉ MÍSÍCÍ ARMATURY VERNER ČSN EN ISO 9001: 2009
 NÁVOD k OBSLUZE a instalaci v TŘÍCESTNÉ MÍSÍCÍ ARMATURY VERNER ČSN EN ISO 9001: 2009 NÁVOD K OBSLUZE OBSAH 1. CHARAKTERISTIKA, ÚČEL A POUŽITÍ 2 2. TECHNICKÝ POPIS 2 3. TECHNICKÉ PARAMETRY 2 4. MONTÁŽ
NÁVOD k OBSLUZE a instalaci v TŘÍCESTNÉ MÍSÍCÍ ARMATURY VERNER ČSN EN ISO 9001: 2009 NÁVOD K OBSLUZE OBSAH 1. CHARAKTERISTIKA, ÚČEL A POUŽITÍ 2 2. TECHNICKÝ POPIS 2 3. TECHNICKÉ PARAMETRY 2 4. MONTÁŽ
ALFA IN a.s. Nová Ves 74 675 21 Okříšky Tel.: 568 840 009 Fax: 568 840 009 E-mail: info@alfain.com Internet: http://www.alfain.com
 ALFA IN a.s. Nová Ves 74 675 21 Okříšky Tel.: 568 840 009 Fax: 568 840 009 E-mail: info@alfain.com Internet: http://www.alfain.com NS85-01 ALFA IN a.s. www.alfain.com strana 1 Obsah: 1. ÚVOD... 3 2. BEZPEČNOST
ALFA IN a.s. Nová Ves 74 675 21 Okříšky Tel.: 568 840 009 Fax: 568 840 009 E-mail: info@alfain.com Internet: http://www.alfain.com NS85-01 ALFA IN a.s. www.alfain.com strana 1 Obsah: 1. ÚVOD... 3 2. BEZPEČNOST
Ruční bezesponkový páskovač na ocelovou pásku Typ BO-7 SWING
 Ruční bezesponkový páskovač na ocelovou pásku Typ BO-7 SWING Páskovač je určen pro páskování těžších plochých předmětů nebo pro paletizaci. Základní technické údaje Hmotnost 3.75 (kg) Rozměry (DxVxŠ) 380x280x110
Ruční bezesponkový páskovač na ocelovou pásku Typ BO-7 SWING Páskovač je určen pro páskování těžších plochých předmětů nebo pro paletizaci. Základní technické údaje Hmotnost 3.75 (kg) Rozměry (DxVxŠ) 380x280x110
Dveře plné ocelové falcované/ s polodrážkou s požární odolností EW 30 DP1
 OBSAH : Úvod, kontakty 1. Charakteristika a použití 2. Standardní rozměry 3. Popis standardního provedení 4. Technické parametry 5. Nadstandardní provedení za příplatek 6. Stavební příprava 7. Záruční
OBSAH : Úvod, kontakty 1. Charakteristika a použití 2. Standardní rozměry 3. Popis standardního provedení 4. Technické parametry 5. Nadstandardní provedení za příplatek 6. Stavební příprava 7. Záruční
Návod k montáži a obsluze EB 5866 CS. Elektrické regulační ventily. Pneumatické regulační ventily
 Elektrické regulační ventily 3222/5857, 3222/5824, 3222/5825, 3222/5757-3, 3222/5757-7, 3222/5724, 3222/5725, 3222/5725-7 Pneumatické regulační ventily Typ 3222/2780 Typ 3222/5857 Typ 3222/5757-3 Typ 3222/5757-7
Elektrické regulační ventily 3222/5857, 3222/5824, 3222/5825, 3222/5757-3, 3222/5757-7, 3222/5724, 3222/5725, 3222/5725-7 Pneumatické regulační ventily Typ 3222/2780 Typ 3222/5857 Typ 3222/5757-3 Typ 3222/5757-7
Kuchyňská digestoř. Návod k obsluze
 Kuchyňská digestoř Návod k obsluze ENGL IS ČESKY OBSAH strana 1. Úvod 8 2. Bezpečnostní doporučení 8 3. Pokyny k instalaci 9 4. Provoz a údržba 10 5. Technická pomoc 11 6. Odstavení z provozu, likvidace
Kuchyňská digestoř Návod k obsluze ENGL IS ČESKY OBSAH strana 1. Úvod 8 2. Bezpečnostní doporučení 8 3. Pokyny k instalaci 9 4. Provoz a údržba 10 5. Technická pomoc 11 6. Odstavení z provozu, likvidace
Polykarbonátový skleník. Gardentec Classic. Montážní návod
 Polykarbonátový skleník Gardentec Classic Montážní návod Vážení zákazníci, skleník, který jste si vybrali a zakoupili, byl vyroben s největší důkladností. Jeho zvlášť tuhý skelet sestává z omega profilů
Polykarbonátový skleník Gardentec Classic Montážní návod Vážení zákazníci, skleník, který jste si vybrali a zakoupili, byl vyroben s největší důkladností. Jeho zvlášť tuhý skelet sestává z omega profilů
Návod k instalaci a obsluze
 HM9-3UF QUICK CHANGE UF SYSTÉM PRO FILTRACI VODY Prvotřídní systém čištění pitné vody pro zdravý životní styl. Návod k instalaci a obsluze r u- i Poznámka: Před použitím a instalací výrobku si, prosím,
HM9-3UF QUICK CHANGE UF SYSTÉM PRO FILTRACI VODY Prvotřídní systém čištění pitné vody pro zdravý životní styl. Návod k instalaci a obsluze r u- i Poznámka: Před použitím a instalací výrobku si, prosím,
FOUKANÁ IZOLACE. Obsah. Montážní návody
 FOUKANÁ IZOLACE Montážní návody Obsah 1. Vodorovný dutý strop objemové foukání 2. Vodorovný nepochozí strop pod střechou volné foukání 3. Vodorovný pochozí strop pod střechou - Volné foukání a záklop -
FOUKANÁ IZOLACE Montážní návody Obsah 1. Vodorovný dutý strop objemové foukání 2. Vodorovný nepochozí strop pod střechou volné foukání 3. Vodorovný pochozí strop pod střechou - Volné foukání a záklop -
Automatický splachovač toalet SLW 01N
 Montážní návod Automatický splachovač toalet SLW 01N Automatické splachovače toalet ZPĚT Vlastnosti: - určeno pro tlakovou vodu z rozvodu, nelze použít pro WC s nádržkou - reaguje na přítomnost osoby před
Montážní návod Automatický splachovač toalet SLW 01N Automatické splachovače toalet ZPĚT Vlastnosti: - určeno pro tlakovou vodu z rozvodu, nelze použít pro WC s nádržkou - reaguje na přítomnost osoby před
Schöck Tronsole typ Z
 Schöck Tronsole typ Schöck Tronsole typ Schöck Tronsole typ Slouží k přerušení akustických mostů mezi schodišťovou stěnou a podestou. Podesta může být provedena jako monolit nebo jako plně prefabrikovaný
Schöck Tronsole typ Schöck Tronsole typ Schöck Tronsole typ Slouží k přerušení akustických mostů mezi schodišťovou stěnou a podestou. Podesta může být provedena jako monolit nebo jako plně prefabrikovaný
Přednáška č.10 Ložiska
 Fakulta strojní VŠB-TUO Přednáška č.10 Ložiska LOŽISKA Ložiska jsou základním komponentem všech otáčivých strojů. Ložisko je strojní součást vymezující vzájemnou polohu dvou stýkajících se částí mechanismu
Fakulta strojní VŠB-TUO Přednáška č.10 Ložiska LOŽISKA Ložiska jsou základním komponentem všech otáčivých strojů. Ložisko je strojní součást vymezující vzájemnou polohu dvou stýkajících se částí mechanismu
Redukční tlakový ventil typ 2357-1/6 Přepouštěcí ventil typ 2357-2/7
 Redukční tlakový ventil typ 2357-1/6 Přepouštěcí ventil typ 2357-2/7 Redukční ventil typ 2357-1 Přepouštěcí ventil typ 2357-2 Redukční ventil typ 2357-6 Obrázek 1 tlakový regulátor typ 2357 Návod k montáži
Redukční tlakový ventil typ 2357-1/6 Přepouštěcí ventil typ 2357-2/7 Redukční ventil typ 2357-1 Přepouštěcí ventil typ 2357-2 Redukční ventil typ 2357-6 Obrázek 1 tlakový regulátor typ 2357 Návod k montáži
Plynové pružiny a příslušenství
 Plynové pružiny a příslušenství www.montako.cz +420 577 991 859 Technické předpisy pro montáž a skladování Technické předpisy pro montáž, konstrukční práce a skladování plynových vzpěr Jsou-li použity
Plynové pružiny a příslušenství www.montako.cz +420 577 991 859 Technické předpisy pro montáž a skladování Technické předpisy pro montáž, konstrukční práce a skladování plynových vzpěr Jsou-li použity
NÁVOD K POUŽITÍ ELEKTROMAGNETICKÝCH DMYCHADEL
 www.covdily.cz NÁVOD K POUŽITÍ ELEKTROMAGNETICKÝCH DMYCHADEL MODEL :JDK-150/200/250 300/400/500 JDK-150/200/250 JDK-300/400/500 Děkujeme Vám, že jste si koupili naše dmychadlo. Než jej začnete používat,
www.covdily.cz NÁVOD K POUŽITÍ ELEKTROMAGNETICKÝCH DMYCHADEL MODEL :JDK-150/200/250 300/400/500 JDK-150/200/250 JDK-300/400/500 Děkujeme Vám, že jste si koupili naše dmychadlo. Než jej začnete používat,
Návod k montáži a předpisy pro manipulaci s pístovými ventily KLINGER. s bezazbestovým provedením kroužku ventilu Modul KX
 Strana 1 Návod k montáži a předpisy pro manipulaci s pístovými ventily KLINGER Konstrukční řada KVN DN 10-50 s bezazbestovým provedením kroužku ventilu Modul KX 1 Pouzdro 2 Horní část 3 Ruční kolečko 5
Strana 1 Návod k montáži a předpisy pro manipulaci s pístovými ventily KLINGER Konstrukční řada KVN DN 10-50 s bezazbestovým provedením kroužku ventilu Modul KX 1 Pouzdro 2 Horní část 3 Ruční kolečko 5
SBOČKA DOPRAVNÍCH POTRUBÍ RK 12 0645
 Technické podmínky 1 RK 12 0645 R A Y M A N spol. s r. o. KLADNO SBOČKA DOPRAVNÍCH POTRUBÍ RK 12 0645 POČET STRAN: 7 Revize č. 0 PLATÍ OD: 09/2011 Technické podmínky 2 RK 12 0645 Tyto technické podmínky
Technické podmínky 1 RK 12 0645 R A Y M A N spol. s r. o. KLADNO SBOČKA DOPRAVNÍCH POTRUBÍ RK 12 0645 POČET STRAN: 7 Revize č. 0 PLATÍ OD: 09/2011 Technické podmínky 2 RK 12 0645 Tyto technické podmínky
Válec - slovní úlohy
 Válec - slovní úlohy VY_32_INOVACE_M-Ge. 7., 8. 20 Anotace: Žák řeší slovní úlohy z praxe. Využívá k řešení matematický aparát. Vzdělávací oblast: Matematika Autor: Mgr. Robert Kecskés Jazyk: Český Očekávaný
Válec - slovní úlohy VY_32_INOVACE_M-Ge. 7., 8. 20 Anotace: Žák řeší slovní úlohy z praxe. Využívá k řešení matematický aparát. Vzdělávací oblast: Matematika Autor: Mgr. Robert Kecskés Jazyk: Český Očekávaný
Sada 1 Klempířská technologie
 S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 1 Klempířská technologie 07. Test Klempíř 2.ročník test v systému MOODLE téma- Klempířské prvky okapních žlabů a svodů okapní vody Digitální učební
S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 1 Klempířská technologie 07. Test Klempíř 2.ročník test v systému MOODLE téma- Klempířské prvky okapních žlabů a svodů okapní vody Digitální učební