ZÁKLADY TEXTILNÍ A ODĚVNÍ VÝROBY
|
|
|
- Jiří Pospíšil
- před 4 lety
- Počet zobrazení:
Transkript
1 TECHNICKÁ UNIVERZITA V LIBERCI Fakulta textilní Katedra textilních struktur Ing. Mirka Dostalová Ing. Mária Křivánková ZÁKLADY TEXTILNÍ A ODĚVNÍ VÝROBY Liberec 00
2 Název: Autor: Grafická úprava: Vydavatel: Určeno: Povoleno: Základy textilní a oděvní výroby Ing. Mirka Dostalová, Ing. Mária Křivánková Ing. Vít Roček Technická univerzita v Liberci. ročník MS a BS FT a další Rektorátem TU v Liberci dne čj. RE 48/0 Vyšlo: v září 00 Počet stran: 69 Vydání: Náklad: Tiskárna: Druh tisku: druhé 800 výtisků Číslo publikace: Ediční středisko Vysokoškolského podniku s r.o. Liberec maloofset z dodaných předloh Tato publikace neprošla redakční ani jazykovou úpravou ISBN
3 Jakékoli rozmnožování této publikace nebo jejich částí je podle autorského zákona trestné! Před hlubším studiem textilních oborů by se měli studenti nejprve seznámit s celou šíří textilní problematiky v základních obrysech. Tomu má napomoci předložená publikace. Skripta by však mohla být také užitečnou pomůckou pro pracovníky působící v textilních oborech bez textilního vzdělání. Poděkování patří všem kolegyním a kolegům z textilní fakulty TU v Liberci, kteří svými radami a připomínkami přispěli ke zpracování výsledného textu. Zvláštní dík patří Ing. V. Ročkovi za spolupráci při grafické úpravě a sazbě skript. Vzhledem k tomu, že první vydání skript bylo v krátké době rozebráno, vychází toto nové, doplněné vydání. Ing. Mirka Dostalová, 00 Ing. Mária Křivánková, 00 ISBN
4 Obsah Obsah Úvod Poznámky k historii textilu Přehled označování vybraných textilních vláken Předení Základní názvy textilních surovin, přádelnických polotovarů a výrobků Jemnost délkových textilií Procesy spřádání Rozvolňování, čechrání, čištění, mísení Rozvolňování (čechrání), čištění Mísení Rozvlákňování mykání Příprava pro česání (družení a protahování) Vylučování krátkých vláken česání Popis česacího cyklu Družení a protahování Předpřádání Dopřádání Dokončovací práce Základy teorie protahování a výpočtů průtahů Přehled vypřádaných přízí, postupy spřádání Tkaní Základní pojmy Základní vazby tkanin Plátnová vazba Keprová vazba Atlasová vazba Vybrané odvozené vazby Technická vzornice Vazební technika Výroba tkanin Rozdělení tkanin Princip výroby tkanin Tkalcovská výroba Příprava pro tkaní Tkaní Popis částí tkacího stroje: Bezčlunkové tkací stroje Kombinace tkaní a pletení pletenotkaní Dokončovací práce Přejímka, čištění a měření textilie
5 4. Pletení Úvod Základní pojmy Znázorňování pletenin Nejdůležitější vybrané vlastnosti pletenin Základní rozdělení pletenin, znázornění a přehled nejužívanějších vazeb pletenin Zátažné pleteniny Zátažná pletenina jednolícní Zátažné jednolícní pleteniny s vzorovacími vazebními prvky Zátažné oboulícní pleteniny Zátažné obourubní pleteniny Zátažné interlokové pleteniny Osnovní pleteniny Osnovní jednolícní pleteniny Osnovní oboulícní pleteniny Rozdělení pletařských strojů Pracovní ústrojí pletařských strojů Pletařské jehly Platiny Lůžka Zámky plochých pletacích strojů (PPS) Kladecí jehly Řídící a vzorovací ústrojí Vybrané typy pletařských strojů Vytváření řádku na plochém pletacím stroji Obecný postup prací v pletárnách Příprava materiálu pro pletení Vlastní pletení Dokončovací práce Netkané textilie Úvod Základní pojmy Obecný postup výroby netkaných textilií Příprava vlákenných surovin Příprava vlákenných vrstev Suchý způsob Mokrý způsob Zpevňování vlákenných vrstev Technologické principy výroby NT jednovrstvých Vrstvené netkané textilie Úprava netkaných textilií Mechanické a chemické úpravy NT Konečné zpracování netkaných textilií Oblasti použití netkaných textilií Zušlechťování Úvod do problematiky zušlechťování textilií
6 6.. Obecně o nejdůležitějších strojích a procesech Principy nejdůležitějších zušlechťovacích procesů Předúprava Požehování Praní Odšlichtování Bělení Mercerace Fixace Ustalování krabování Valchování Karbonizace Chlorování Odvodňování a sušení Barvení Přehled strojního zařízení v barevnách Potiskování textilií Přehled používaných způsobů tisku Fixace barev po tisku Praní a sušení po tisku Konečné úpravy vzhledu povrchu a vlastností textilií Vybrané typy úprav a strojní zařízení pro konečné úpravy textilií Závěrečné práce v úpravnách Oděvnictví Úvod Šicí nitě Komplexní výrobní proces v oděvní výrobě Technická příprava výroby (TPV) Oddělovací proces (OP) Spojovací proces (SP) Tvarovací proces (TP) Dokončovací proces (DP) Literatura
7 6
8 Středověká představa bavlny (Baumwolle stromová vlna bavlna) 7
9 . Poznámky k historii textilu Výroba textilu příze, tkaniny a pleteniny patří k nejstarším lidským dovednostem a její počátky lze hledat v šerém dávnověku. Předpokládá se, že pravěký člověk se chránil proti nepřízni počasí a chladu zvířecí kůží, až posléze poznal, jak z chlupů zhotovit nit či provázek k sešívání kůží. Splstěné a spletené rouno muflona vytvářelo jakousi plošnou textilii, až se konečně kdesi v Indii či Egyptě objevila tkanina. Vlna, len, pravé hedvábí a bavlna patří k nejstarším textilním materiálům a objev jejich ručního spřádání a tkaní lze předpokládat více než před 5000 lety. Někteří archeologové dokonce uvádějí, že již před 000 lety v Egyptě používali jemné tkaniny. Nálezy z indického Mohendžo-dáru a Harappy ukazují, že před 5 6-ti tisíci lety se tam zhotovovaly již velmi jemné bavlněné tkaniny a Indové si po několik tisíciletí udržovali monopol tkaní těchto látek. Výrobky z bavlny se vyvážely do tehdy známého světa. V chladnějších oblastech světa byla zpracovávána vlna, v Egyptě len a v Číně pravé hedvábí. O počátcích zpracovávání vláken bource morušového se traduje líbezná legenda o princezně Hsi-Ling-Ši z dob panování císaře Huang-Ti (mezi př.n.l.). Pěstování bource a výroba hedvábných tkanin se zdokonalila. Výrobky z Číny se tzv. Hedvábnou cestou dostávaly až na střední východ a do Egypta. V průběhu času se nakonec i přísně střežené tajemství narušilo a výroba velice žádaných látek se dostala do Japonska a Indie. Kolem roku 550 n.l. dva mniši v dutých holích přenesli do Evropy vajíčka bource a semena moruše, a tak byla zavedena tato výroba v Itálii, Španělsku i Francii. Ve středověku se tkaninami z hedvábí proslavil zvláště Lyon. Lze tedy konstatovat, že rukodělná výroba textilu se na principech objevených v pravěku udržela minimálně po dlouhých 5000 let, a to až do počátků průmyslové revoluce. Původ slova TEXTIL se odvozuje z latinského textilis, tj. tkaný. Řecký zeměpisec Strabon se zmiňuje o bílých šatech a šátcích Indů karpasech, a tak se původní slovo ze sanskrtu karpasa přeneslo do hebrejštiny a ve staré latině se bavlněná látka nazývala carbassum (viz náš obdobný termín kartoun bavlněná tkanina s plátnovou vazbou jednobarevná či potištěná). Anglický termín cotton má původ v arabském slově gutum. České názvy bavlna a vlna jsou zřejmě přeneseny z německých termínů, i když se původně užívalo slovo pa-vlna, tj. méně hodnotná vlna. Slovo vlna i německé wolle má svůj původ v latinském výrazu vellere, což znamená škubati vlna se původně z ovcí škubala. Len je slovo prastaré praevropské a má obdobu ve všech slovanských jazycích. Hedvábné tkaniny dováželi vládcové našich předků zprostředkovaně ze středomořské oblasti a český výraz hedvábí je doložen až ve 4. století z gótského (staroněmeckého) jazyka: gotto-webi, tj. božská tkanina. Obdobně lze najít původ názvů tkanin většinou z míst, kde byla soustředěna jejich specifická výroba. 8
10 Průmyslová revoluce v 8. a 9. století přenesla ruční výrobu přízí a tkanin z vesnic do továren. Nastala mechanizace tohoto odvětví, a tím i expanze textilního průmyslu. Ovšem prvé pokusy nahradit kolovrátek (původem z Indie) a též ruční stavy, narážely na prudký odpor ručních přadláků a tkalců. Mechanik Anton Müller z Gdaňska byl v 6. století za vynález stavu na stuhy údajně uškrcen. Stav z Leydenu z roku 69 byl nejprve zakázán a teprve 66 povolen, ovšem po nepokojích byl magistrátem znovu zakázán. Podobné to bylo i v jiných německých městech. Teprve po císařském ediktu bylo používání stavu povoleno, a to až v roce 765. V Anglii naopak z ekonomických důvodů byly potlačeny nepokoje a stroj byl zaveden. V roce 733 vynalezl lankashirský hodinář John Kay, tzv. létající člunek. I zde však byly v dělnických bouřích tyto stroje zničeny. Pokrok se ale nedal zastavit a začal vznikat tlak na potřebu stroje na výrobu příze. V Northamptonu vzniká r. 733 továrna se stroji zkonstruovanými J. Wyattem a vylepšenými L. Paulem. Roku 764 objevuje James Hargreaves stroj zvaný Spinning Jenny. Tento stroj byl neustále zlepšován a za 0 let po jeho vynálezu pracovalo v Anglii již více jak strojů s 80-ti vřeteny. Hargreaves ovšem svůj stroj nepatentoval a tak nakonec zemřel zapomenut v chudobinci. V té době žil v Prestonu chudý lazebník Richard Arkwright, který prodejem umělých copů ušetřil peníze a v tichosti uskutečňoval svůj sen. Prohlašoval, že staví perpetum mobile a na základě myšlenek skutečných vynálezců mechanické přádelny Tomáše Higgse a Samuela Cromptona, a za finanční pomoci bankéřů Wrightů z Nottinghamu, zřídil roku 77 v Cromfordu první mechanickou přádelnu poháněnou vodní silou. Arkwright vynalezl pak ještě čechrací a mykací stroj a vyráběl jemnou a pevnou bavlněnou přízi. Narazil však při odbytu na tkalce vlny lidi držící se tradice. Přes vyhrožování a problémy ze strany nezaměstnaných dělníků zpracovávajících vlnu, Arkwright hledá nové finanční zdroje, vysvětluje a konečně tká i prodává své výrobky levněji než dovážené zboží indické a čínské. V roce 870 není již v Anglii zločinem nosit bavlněné šaty, ale bylo na tyto dovozy zavedeno vysoké clo. Arkwrigtovy výrobky jsou považovány za pašované a sklady jsou konfiskovány. Ekonomické poměry v Anglii se však mění. Lancashirské hrabství začlo dodávat textil do Evropy a Arkwright je oslavován a povýšen na šlechtice. Od Boultona a Watta koupil dva parní stroje a začal pohánět své továrny parní silou. Významnými vynálezy v přádelnictví se dostali do nevýhodného postavení tkalci a strojová výroba příze si vynutila i vynález mechanických tkalcovských stavů. Venkovský farář a básník Edmund Cartwright měl v r. 787 první úspěch. Jeho továrna byla sice zničena dělníky, ale v jeho práci pokračovali jiní. Radcliffe, Johnson a Roberts zdokonalili tyto stavy tak, že na nich bylo možné vyrábět 0 více tkanin než na ručních stavech. Přes problémy s hnutím ludittů (rozbíječů strojů) zavádění strojů v průmyslové Anglii pokračovalo a textilní výroba zahájila fakticky průmyslovou revoluci, jež se posléze rozšířila i na strojírenství a do dalších odvětví. 9
11 Lze říci, že po celé dlouhé období vývoje lidstva od pravěku přes antiku a středověk, zhruba do poloviny 8.století, vyráběli textil ručně zemědělci a řemeslníci. Teprve po tomto přelomu vstoupilo do procesu mechanické výroby inženýrské myšlení a byly zaváděny prvé stroje. Po roce 880 vzniká požadavek na další vlákna a posléze i na vlákna chemická. To je již další historie vývoje textilu, která vrcholí kolem poloviny našeho století. Technologické procesy začínají studovat fyzici, objevují se vlákna z polymerních látek a připravuje se zavádění elektronizace a automatizace do výroby. V období raného vývoje ruční výroby textilu byla jako nejrozšířenější surovina používána vlákna vlny, lnu, pravého hedvábí a bavlny. Požadavek na vyšší spotřebu textilních vláken však postupně narůstal. Myšlenka vyrábět vlákna uměle se poprvé objevila u Roberta Hooka v 7. století, pak se jí zabýval francouzský fyzik R. A. Réamur a roku 833, opět ve Francii, vynalézá Branconnot nitrocelulózu. Prvá vlákna vyrábí Švýcar Audemars a zlepšuje Ozanan. Po pokusech Swana přichází konečně hrabě Hilaire Chardonnet, který po 6-ti letech práce předložil r. 884 francouzské akademii spis: O umělé textilní surovině podobné hedvábí. V besanconské továrně se posléze vyrábělo kolem kg umělého hedvábí ročně, ale vlákno bylo neobyčejně hořlavé a hledaly se proto jiné principy výroby. V roce 89 objevili britští chemici Cross, Bevan a Beadle viskózové vlákno. Chemickým zpracováním čisté dřevné celulózy vyrobili xantogenát celulózy a další úpravou dostali hmotu, kterou nazvali viskosa. Další patenty a zdokonalování v Německu a jinde umožnilo rozšíření výroby těchto vláken. Viskóza se vyráběla nejprve ve formě hedvábí, teprve po udělení patentu Pellerinovi r. 909 na výrobu viskózové stříže, nastal v průběhu prvé světové války, hlavně v Německu, velký rozmach této produkce. Dnes se toto vlákno svým významem přiřadilo po bok klasickým přírodním materiálům. Novou moderní epochu vývoje textilního průmyslu otevřel vynález nylonu. Toto polyamidové vlákno objevil geniální americký organický chemik Wallace Hume Carothers ( ) při čistém vědeckém výzkumu u společnosti DuPont. Jeho základní studie objasnily chemismus polymeru a položily základy výroby syntetických vláken. Kolem roku 930 se podařilo Carothersovi a jeho spolupracovníkům vytáhnout prvé syntetické vlákno, které bylo možno dále dloužit. Jejich některé studie byly sice publikovány, ale teprve po objasnění souvislostí mezi strukturou a vlastnostmi, byl podán v dubnu 937 prvý základní patent na polyamid 66. V roce 938 firma DuPont zveřejnila také základní výzkumné práce. Průmyslová výroba vlákna Nylon byla zahájena v r. 939 ve Seafordu v USA, ale rychle se rozšiřovala, dle vojenských požadavků, v průběhu druhé světové války. Nové Carothersovy výzkumy podnítily práce na dalších syntetických vláknech jako např. v Německu Paula Schlacka, který inspirován patenty DuPonta vyvinul polyamid 6-Perlon. V našich zemích na výzkumu a technologii výroby syntetických vláken pracovala skupina chemiků v laboratořích ve Zlíně. Byl to prof. Dr. O. Wichterle, prof. Ing. Novotný, Ing. Procházka a Ing. Moravec. Dle technologie, kterou vyvinuli, byla posléze vybudována výroba silonu v podniku SILON v Plané nad Lužnicí. 0
12 Vývoj polyesterových vláken je situován do Anglie. J. R. Whinfield čerpal taktéž ze studií a přednášek W. Carotherse a po delší výzkumné práci spolu se svým mladým asistentem James Dicsonem objevili polyesterové vlákno, jež bylo nazváno Terylen (viz britský patent z r. 94). V průběhu druhé světové války existovalo embargo na další patenty z této oblasti, vzhledem k zajímavým vlastnostem tohoto nového polymerního vlákna. V roce 943 zřídila britská společnost ICI oddělení vývoje těchto vláken, a to ve formě hedvábí a stříže. Je to nejen v Anglii (Terylen i Courtele), ale i v USA (vlákno Dacron a Kodel), v Německu (Diolen a Trevíra) a dále i nová vlákna v asijských zemích. U nás se zpracovávají polyesterová vlákna Tesil. Z trojice nejdůležitějších syntetických vláken pro textilní průmysl je nutno jmenovat ještě akryl, správněji polyakrylonitrilové vlákno. Na vývoji vlákna Orlon pracovala původně DuPontova výzkumná sekce acetátových vláken a pak i v Německu firma Agfa. Vývoj těchto vláken byl překotný, a proto se v průběhu času jejich složení měnilo. Dnes se vyrábí v USA již zmíněný Orlon, pak Acrilan, Dynel a další. V Německu je to Dralon, Dolan, ve Francii Cryror apod. Polyamidová, polyesterová a akrylová vlákna jsou dnes velice důležitým textilním materiálem v průmyslu na celém světě. Jejich výroba se neustále zvyšuje, a tím se i rozšiřuje jejich sortiment. Závěrem kapitoly o historickém vývoji textilu je třeba připojit informaci o přínosu českých výzkumníků k rozvoji světové textilní technologie. V období po druhé světové válce vzniká u nás řada výzkumných ústavů, kde bylo vyvinuto několik typů progresivních textilních strojů. V dalším textu jsou uvedeny jen tři příklady, kdy československé vynálezy dosáhly světové úrovně. Je to technologie tryskového tkaní, netkané rounové textilie a konečně bezvřetenové předení rotorového typu. Tryskové tkaní. Myšlenka nahradit člunek se objevuje ve čtyřicátých letech, je to kupř. švýcarský skřipcový stav Sulzer, americký jehlový stav Draper a čsl. tryskový stav se vzduchovým či vodním prohozem. Předběžné pokusy byly u nás provedeny v r. 947, Vladimír Svatý přišel s myšlenkou, že útek dopraví do prošlupu proudem vzduchu. Ten se vytváří pomocí trysky a odtud je název celého systému. Ke spolupráci byl později přizván St. Zahradník a skupina se přemístila do VÚ textilní technologie v Liberci. Připojili se další konstruktéři, J. Mohelnický a L. Tatíček, a byl vytvořen dobrý výzkumný tým. Prvé stroje vyrobené v r. 948 vyráběly obvazy v n.p. Rico Litvínov. Postupně po vynálezu konfuzoru se zvyšovala šířka tkaniny a textilní veřejnost byla s novým strojem V 05 seznámena na lipském veletrhu v r. 957.
13 Výzkum se zaměřil i na použití hydrauliky ( byl vyvinut stroj H 05), který od r. 956 vyráběla Továrna obráběcích strojů v Týništi n. Orl. Stroje se začaly vyvážet do celého světa. Vývoj se ovšem nezastavil a pokračoval i u zahraničních firem a zaměřil se na zlepšování vzduchového systému. Zvětšil se i počet výrobců. Netkané rounové textilie (NT). Plošné splstěné textilie ze živočišných vláken zná člověk od nepaměti. Od poloviny 9. století se hledal způsob uplatnění dalších vláken a v r. 850 se objevil v USA patent na zpevňování klihem. U nás se proplétací technologií zabýval J. Zmatlík v r. 949 a vyvinutý stroj byl nazván Arachne (dle antické bájné tkadleny). K jeho výrobě se přikročilo v Brně v r V období se na brněnských výzkumných pracovištích pracovalo na několika dalších myšlenkách výroby NT z nití, pojených plstí, NT pojených termoplastickými pojivy i termoplastickou mřížkou, a konečně i termoplastickými vlákny či prášky. Úsilí domácích výzkumníků se zaměřilo na energeticky málo náročné technologie a přístupnost domácích zdrojů pojiv. Za zakladatele výzkumu NT u nás lze považovat prof. Ing. R. Krčmu, DrSc. a jeho spolupracovníky ve VÚ vlnařském a VÚ pletařském v Brně a později na VŠST Liberec. Bezvřetenové předení rotorového typu se ve světě označuje jako OE předení (Open End spinning). První pokusy s předením bez spřádacího vřetene se prováděly ve VÚB (Výzkumný ústav bavlnářský v Ústí n. O.) od r. 958 viz patent Šraitr Horáček. Pak se výzkumná skupina rozšířila a byl postaven pokusný model s otočným rotorem. Po r. 96 se do výzkumu a vývoje stroje zapojuje i n.p. Kovostav a byl postaven první prototyp, ještě s průtahovým ústrojím KS 00. Zkrácený model tohoto stroje byl vystaven na Mezinárodním veletrhu v Brně r Stroj vzbudil značný zájem u zahraničních výrobců textilních strojů, avšak naši technologové nebyli spokojeni s jakostí příze, a proto se usilovně pracovalo na změně v systému podávání vláken. Průtah byl nahrazen vyčesávacím válečkem a tento princip spolu s rotorem vytvořil základní část nového modelu spřádacího stroje BD 00 (BD znamená bezvřetenové dopřádání s 00 spřádacími jednotkami). Na komplexním výzkumu a vývoji stroje pracoval velký výzkumný kolektiv vedený J. Hýblem. Tento pracovní tým byl složen, mimo textilních technologů a konstruktérů, z řad specialistů, jako kupř. elektroinženýrů, zkušebníků, teoretiků a fyziků, specialistů na ložiska, na vzduchotechniku i chemii. Byli zde technologové pro aplikaci a užití přízí do výrobků, patentáři i obchodníci. Bylo nutno vyvinout zcela novou teorii tvorby příze (Ing. J. Ripka) a nalézt vztahy mezi vnitřní strukturou příze a jejími vlastnostmi (Ing. J. Kašpárek), a konečně dopracovat celou technologii přípravy a výroby této nové příze (L. Čížek). Z konstruktérů stroje je třeba jmenovat L. Bureše z Elitexu, Ing. Eliáše a Ing. F. Hortlíka z VÚB a další pracovníky, kteří přispěli nemalou měrou ku zdaru tohoto projektu. Stroj BD 00 se vyráběl v n.p. Kovostav a r. 967 byla v areálu VÚB otevřena první bezvřetenová přádelna na světě. To vyvolalo obrovský požadavek na znalosti o tomto novém systému předení a do VÚB přijíždělo velké množství zahraničních zájemců. Konaly se
14 konference a svět byl seznamován s československým systémem výroby příze z krátkého staplu. Výzkum a vývoj rotorového stroje ve VÚB pokračoval s cílem zvýšit otáčky rotoru na min -. Vyřešilo se čištění na jednotce a zlepšovaly se jakostní ukazatele příze. Na stroj byly prodány licence do Švýcarska, Itálie, Japonska. Rotorové příze se začaly dále vyrábět i v zahraničí. Automatizace procesu výroby příze, a zvláště dopřádání, byl další cíl výzkumného týmu. V roce 973 byl představen první automatizovaný model BDA na výstavě v USA. Automatizované stroje se však objevily až v 80. letech, po překonání řady překážek a vyřešení elektronických systémů. Rotorové předení se přiřazuje po bok klasickým způsobům výroby příze a na strojích typu BD 00 se vyrábí příze na celém světě, zvláště ve východní Evropě a v rozvojových zemích. Je to proto, že produkce je levnější, je levnější obsluha stroje a zaučení dělníků. Příze mají mnohé specifické vlastnosti a jsou dobře zpracovatelné v masově vyráběném zboží. Zavedení rotorového předení do přádelen zvyšuje minimálně dvojnásobně produktivitu práce. Současně tento systém dal impuls i k dalšímu vývoji v oblasti mykané a česané technologie. Neméně důležité je, že OE systém dopřádání lze plně automatizovat, a lze na něm uskutečnit ON LINE kontrolu jakosti vyráběné příze. Zpracoval: Doc. Ing. Jaromír Kašpárek, CSc. FTI (hon) Literatura: [] COOK, J.G.: Handbook of textile fibres. Merrow Publ. Watford, England. [] TAUBER, A.: Královna bavlna. NPL, Praha 996. [3] BRUNNSCHWEILER, D. HEARLE, J. (editors): Polyester 50 years. The Textile Institute, Manchester, England 993. [4] PILLER, B. TRÁVNÍČEK, Z.: Syntetická vlákna. SNTL, Praha 956. [5] KAŠPÁREK, J.: Nové technologie při výrobě textilu. Kapitola z připravené a nevydané publikace, SNTL, Praha
15 . Přehled označování vybraných textilních vláken V následující tabulce jsou uvedena běžně zpracovávaná a používaná textilní vlákna. Odborníci v textilní praxi často používají systém zkráceného označování vláken (viz původní norma ČSN ). V současné době se provádí návrh harmonizace značení zkratek textilních vláken podle Evropské směrnice č. 96/74. Tento návrh by měl řešit jednotné označování textilních vláken, jejich zkratky, a to u nás, i v rámci Evropské unie. Pro označování textilních výrobků je doporučeno používat na etiketách celé názvy vláken, s uvedením materiálového složení. Tab. Přehled nejběžněji užívaných vláken a jejich zkráceného označování český název vlákna česká zkratka podle ČSN návrh zkratky v rámci Evropské směrnice bavlna ba CO len ln LI konopí kn HA juta ju JU sisal si SI vlna vl WO velbloudí vlna vb WK kašmírová vlna ka WS mohérová vlna mo WM přírodní hedvábí ph SE viskóza VS CV acetát AC CA triacetátové vlákno ATv CTA měďnaté vlákno CUv CUP polyamid PAD PA polyester PES PES polyetylen PET PE polypropylen POP PP polyakryl PAN PAN polyuretan PUR elastan EL skleněné vlákno Skv GF kovové (pokovené)vlákno Ov MTF aramid AR 4



16 5
17 . Základní názvy textilních surovin, přádelnických polotovarů a výrobků Vlákno délková textilie, látkově homogenní. Vlákno je textilie jemná, tenká (pod 0, mm), ohebná, pružná, může mít různý původ, různé profily, délky. Vlákno je základní stavební jednotkou všech textilií. Obecně se vlákna dělí na spřadatelná, nekonečná (viz hedvábí) nebo nespřadatelná (vlákna kratší než 0 mm). Jemnost vláken se nejčastěji udává v jednotkách dtex. Vlákenná surovina vlákna přírodního (nebo chemického) původu v surovém nevyčištěném stavu v určitých staplových délkách. Do přádelen se dodávají většinou slisovaná v balících. Druhotné textilní suroviny vlákna získaná zpracováním textilních odpadů, nahrazují nebo doplňují primární textilní suroviny. Vločka chomáček vlákenné suroviny o malé hmotnosti (cca desetiny gramu), získává se během rozvolňování, čechrání. Rouno vlákenná vrstva (plošná textilie) vytvořená z chomáčků nebo jednotlivých vláken, spojených přirozenou soudržností. Používá-li se rouno jako předloha pro víčkové mykací stroje, navíjí se do stůčky. Rouno může být také vytvořeno vrstvením pavučin z mykacích strojů = častá předloha pro výrobu netkaných textilií. Pavučina tenká vlákenná vrstva (plošná textilie) vytvořená z ojednocených vláken sejmutých z mykacího stroje, většinou je shrnována do pramene, ev. dělena na proužky, ze kterých se vytvářejí přásty. Pramen délková textilie ze spřadatelných vláken spojených vzájemně přirozenou soudržností, podle technologického stupně se rozeznává pramen mykaný (mykanec), česaný (česanec), posukovaný pramen vše přádelnické polotovary, lišící se orientací, uspořádáním vláken a svou tloušťkou (jemností). Přást délková textilie ze spřadatelných vláken zpevněných zaoblováním nebo mírným zákrutem. Poslední přádelnický polotovar, získaný předpřádáním, předloha pro dopřádání. Příze délková textilie ze spřadatelných vláken zpevněná zakroucením při předení. Při napínání příze dochází k přetržení vláken. Příze vypředená na dopřádacích strojích je jednoduchá (lze rozkroutit na jednotlivá vlákna). Další typy přízí: příze družená (dvě nebo více přízí spojených bez zákrutu nejčastěji předloha pro skaní) příze skaná (vzniklá zakroucením dvou nebo více přízí) příze jádrová (jádro, např. hedvábí, elastomer, je opředeno staplovými vlákny) 6
18 objemovaná příze (příze vytvořená z vláken nesráživých a sráživých, může být jednoduchá, skaná). O dalších typech a druzích přízí (např. mykaná, česaná) bude pojednáno v příslušných kapitolách. Kabel délková textilie z nekonečných chemických vláken o celkové tloušťce (jemnosti) vyšší než 0 ktex. Používá se jako předloha pro zkrácený postup výroby staplových přízí konvertorovou technologií. Kabílek délková textilie z nekonečných chemických vláken o jemnosti 000 až dtex. Hedvábí délková textilie z nekonečných chemických vláken o jemnosti menší než 000 dtex. V současnosti se doporučuje užívat termíny: monofil, pro jedno nekonečné vlákno, multifil, pro více nekonečných vláken. Nekonečná vlákna mohou být hladká nebo tvarovaná. Termín hedvábí se doporučuje pro označování přírodního hedvábí. Nit obecný název pro délkovou textilii ze staplových nebo nekonečných vláken. balík vlákenné suroviny rouno stůčka pavučina mykanec česanec přást příze skaná příze Obr.. Polotovary přádelnické výroby.. Jemnost délkových textilií Vyjadřuje vztah mezi jejich hmotností a délkou. Běžně se jemnost (délková hmotnost, tloušťka) vyjadřuje v jednotkách tex, nebo jejich násobcích (ktex) a podílech (dtex, mtex). m[g] m[g] T [tex] = = 000, tex = g l [km] l [m] km, 7
19 Jemnost tex tedy znamená, že délka km délkové textilie má hmotnost g. Shrnutí názvů, značek a definicí v soustavě tex a použití pro jednotlivé délkové textilie je v tabulce č.. Tab.. Jednotky jemnosti délkových textilií v soustavě tex Název jednotky Značka Rozměr Použití kilotex ktex kg km - g m - kabely, prameny, rouna tex tex g km - příze, přásty decitex dtex 0,g km - vlákna, hedvábí, kabílky, pásky militex mtex mg km - vlákna V textilní praxi jsou užívány ještě další jednotky: m[g] hmotnostní titr denier Td [den] = 9, den = g. Užívá se pro označování l [km] 9 km jemnosti hedvábí l délkové číslo metrické č m[m g ] = [m] - (dříve používané) m [g] V textilní praxi se užívají ještě další způsoby číslování, resp. vyjadřování jemnosti přízí: číslo anglické vlny (ča v ), číslo anglické bavlny (ča b ), apod. Dále je nutné znát převody mezi jednotlivými typy označování (vyjadřování) jemností: T [tex] = 000 čm = 000 = 9000 čm T [tex] T [den] T [tex] = 0, T[den] T[dtex] =, T[den] T[den] = 9 T[tex], atd. Pro vyjadřování jemnosti družených a skaných přízí platí: a) pro různé jemnosti jednoduchých přízí n kde: T D jemnost družené příze [tex] TD = T T i i jemnost i-té jednoduché příze [tex] i= n počet jednoduchých přízí b) pro stejné jemnosti jednoduchých přízí T = D nt [tex] T jemnost jednoduché příze [tex] Skutečná jemnost skaných přízí je ovlivněna seskáním, neboli zkrácením zakrucovaných přízí. Seskání je možné vyjádřit takto: 8
20 δ= l ls 00 l kde: δ seskání příze v [%] l délka jednoduchých přízí [m] l s délka skané příze [m] Pro příze jednoduché různých jemností platí vztah: T s výsledná jemnost skané příze [tex] n Ts = T 00 δ i seskání i-té jednoduché příze v [%] i i= 00 δ [tex] li ls δ i i = 00[%] li l i délka i-té jednoduché příze [m] Pro příze jednoduché stejných jemností platí vztah: 00 Ts = nti 00 δ [tex] Zejména v přádelnické praxi jsou často používány prakticky vztahy pro vyjadřování jemnosti délkových textilií. Zjišťují se jemnosti přízí jednoduchých i skaných, délky nebo hmotnosti návinů a pod. Pro ilustraci budou uvedeny některé příklady k řešení. Zjistěte, jak dlouho [hod.] vydrží pramenová předloha pro rotorový dopřádací stroj o jemnosti,5 ktex při podávací rychlosti 0,8 m min, váží-li předloha 3 kg. (Výsledky: délka pramene, km, doba 5 hod.) Určete kolik m pletací příze o jemnosti 50 tex se spotřebuje na svetr vážící 450 g. (Výsledek: délka příze 9 km) Kolik kg celkem váží osnovní vál s nasnovanou hedvábnou osnovou o délce 6000 m. Celkový počet nití cpn = Jemnost viskózového hedvábí v Td = 50 den/70 fibril. Jakou jemnost v dtex má jedno vlákno hedvábí? Těleso osnovního válu váží 75 kg. (Výsledky: jemnost viskózového hedvábí = 6,7 tex jemnost jednoho vlákna =,4 dtex celková hmotnost osnovního válu = 576 kg) Určete jemnost trojmo družené bavlněné příze při jemnostech jednoduchých přízí T j = 4,5 tex (předloha pro výrobu šicí nitě). (Výsledek: 4,5 tex 3 = zápis, T D = 43,5 tex) Zjistěte skutečnou jemnost čtyřmo skané pletací příze při seskání 7,8 % a jemnostech jednoduchých přízí: 3 polyakrylnitrilové příze po 34 tex, polyamidové hedvábí 30 dtex. (Výsledky: T D = 05 tex, T S = 3,88 tex). 9
21 . Procesy spřádání Přádelny jsou prvním stupněm textilní výroby, vyrábějí délkové textilie různých struktur, ev. konstrukcí příze. Příze je možné vypřádat z různých vlákenných materiálů, ať již přírodních, nebo chemických, nebo jejich směsí. Typům zpracovávaných vlákenných materiálů odpovídá strojně technologické vybavení přádelen. Je zřejmé, že vlákennou surovinu, tj. neurovnanou, často slisovanou a znečištěnou masu vláken, není možné zpracovat v jedné technologické operaci, ale jednotlivé operace se musí provádět postupně, během různých spřádacích procesů. Pro větší názornost a přehlednost je uvedeno obecné schéma postupu předení, kde je nejlépe vidět návaznost jednotlivých technologických operací i vznikající přádelnické polotovary a produkty, čili výstupy z jednotlivých technologických stupňů přádelny. Vstupem do přádelny je většinou vlákenná surovina, slisovaná v balících. Tab. 3. Obecné schéma a procesy předení Technologická operace (proces) Forma vycházejícího vlákenného materiálu I. II. III. IV. V. VI. VII. VIII. ROZVOLŇOVÁNÍ ČECHRÁNÍ ČIŠTĚNÍ MÍSENÍ MYKÁNÍ (rozvlákňování) PŘÍPRAVA PRO ČESÁNÍ (družení a protahování) ČESÁNÍ (vylučování krátkých vláken) DRUŽENÍ A PROTAHOVÁNÍ (zajišťování stejnoměrnosti, ztenčování) PŘEDPŘÁDÁNÍ (zjemňování, zpevňování, navíjení) DOPŘÁDÁNÍ (zjemňování, zpevňování, navíjení) ZÁVĚREČNÉ PRÁCE (např. soukání, čištění, paření, ukládání) vločky (rouno, stůčka) pavučina (pramen, ev. přásty) prameny (ev. stůčka) pramen (česanec) + odpad (výčesky) pramen přást příze příze Hned zpočátku je třeba upozornit na to, že ne vždy musí při výrobě přízí proběhnout veškeré operace, resp. procesy, uváděné v obecném schématu předení. Řazením jednotlivých technologických stupňů za sebou, vynecháváním nebo jejich vícenásobným zařazováním, je 0
22 možné docílit vypřádání různých typů přízí od přízí mykaných až k přízím česaným, s přihlédnutím ke zpracovávaným vlákenným materiálům a následnému použití (zpracování) přízí. Pro lepší orientaci v přádelnické problematice budou nyní uvedeny stručné charakteristiky jednotlivých procesů, které probíhají při spřádání ve specifické formě podle zpracovávaného vlákenného materiálu... Rozvolňování, čechrání, čištění, mísení... Rozvolňování (čechrání), čištění Technologická operace, která zajišťuje počáteční rozvolnění slisované masy vláken na jednotlivé chomáčky vláken (tím umožní jejich další zpracování čechrání, čištění, mísení). Jedná se o první nezbytný proces, který umožní další procesy, probíhající postupně nebo i současně v čistírnách. V současné době je nejčastěji používáno v bavlnářských přádelnách automatické rozvolňování slisovaných balíků vlákenných surovin, které je zajišťováno na automatických rozvolňovacích strojích nejrůznějších typů. Obecně je možno konstatovat, že některé typy strojů se používají v bavlnářských i vlnařských čistírnách např. rozvolňovací stroj se šikmým ohroceným pásem, další typy jsou určeny jen pro bavlnu, chemická vlákna, apod. nos zub hrot pilkový povlak ocelová lišta fréza Obr.. Orgány rozvolňovacích strojů kleštiny Ve vlnařských přádelnách se surová potní vlna nejprve třídí a až potom, před praním, rozvolňuje; po usušení se opět může rozvolňovat a čechrat (před mykáním). Převažuje trend: získat ihned v první fázi rozvolňování co nejmenší chomáčky vláken, což umožní lepší čištění (hmotnosti jednotlivých chomáčků jsou v desetinách gramu), z co největšího množství balíků (mísení). Kromě automatických rozvolňovacích strojů jsou používány v úvodní fázi i jiné typy rozvolňovacích strojů např. čechrací stoje mísící (rozvolňovací stroje se šikmým ohroceným pásem), potěrací stroje, bubnové rozvolňovací stroje a další.
23 Rozvolňovací stroj se šikmým ohroceným pásem čechrání ve volném stavu šikmý ohrocený pás; rovnací válec, 3 podávací pás; 4 vlákenná surovina, 5 sčesávací válec; 6 odváděcí potrubí Stupňovitá čistička (bavlnářské čistírny) čechrání ve volném stavu rozvolňovací (čechrací) válce; roštnice 3 3 Bubnové čechradlo (horizontální) čechrání v sevřeném stavu podávací pás; podávací válečky, 3 rozvolňovací (čechrací) buben; 4 roštnice 4 Potěrací stroj (bavlnářské čistírny) čechrání v sevřeném stavu podávací pás; podávací válečky, 3 potěrací křídlen (dvoučinný); 4 roštnice, 5 odváděcí pás Obr. 3. Ukázky rozvolňovacích strojů rozvolňování ve volném a v sevřeném stavu 4 5 Další rozvolňování se člení na čechrání ve volném stavu a v sevřeném stavu a potěrání. Od rozvolňovacích strojů je vlákenný materiál dopravován většinou pneumaticky k čechracím strojům, které pomocí otáčení čechracích orgánů, soustav roštů a roštnic, umožní načechrání vlákenného materiálu a současné uvolňování, resp. vypadávání různých nečistot, obsažených ve vlákenných surovinách. Podle použitého typu stroje je možno hovořit o čechrání (rozvolňování) ve volném stavu nebo v sevřeném stavu (intenzívnější, ale poškozuje vlákenný materiál). Některé typy vlákenných materiálů je možné čistit za sucha (např. bavlna, len, chemická vlákna), jiné za mokra (vlna), tj. praním, pro odstranění ovčího tuku a potu, prachu, písku
24 a jiných anorganických nečistot. Zbývající nečistoty,převážně rostlinného původu,se musejí odstraňovat při dalších technologických operacích, t.j. při mykání a česání. Vypraná vlna příliš znečištěná rostlinnými nečistotami (řepíky) se může také čistit karbonizací, kdy se celulózové příměsi přeměňují na křehkou hydrocelulózu (působením roztoku kyseliny sírové a následného sušení při vyšších teplotách). Hydrocelulóza se po rozdrcení vyklepe, vlna se neutralizuje. Karbonizovaná vlna se v současnosti zpracovává mykanou technologií.... Mísení Pro zajištění co nejlepších vlastností vypředené příze je nutné vlákna co nejvíce navzájem promísit. Obr. 4. Automatický rozvolňovač balíků vstup do rozvolňovací a mísící linky Mísení vláken probíhá v průběhu celé přípravy pro předení, avšak v počáteční fázi se zajišťuje předkládáním co největšího počtu balíků ke zpracování a dále pak pomocí speciálních zařízení, jako jsou mísící agregáty (míchání ve vločce). V moderních provozech většinou procesy (rozvolňování, čechrání, čištění a mísení) probíhají na tzv. čistírenských linkách, na různých typech rozvolňovacích, čechracích a mísících strojů, řazených dle potřeby čištění vlákenných materiálů. Vlákenný materiál mezi jednotlivými stroji je dopravován převážně pneumaticky Obr. 5. Příklad bavlnářské čistírenské linky (rozvolňovač balíků mykací stroje) automatický rozvolňovač balíků; kondenzor; 3 axiální čistič; 4 mísící zařízení; 5 vločkové zásobování; 6 víčkové mykací stroje Výsledkem z čistírny (ve vlnařských přádelnách označovaných jako mísírny), je vyčištěný, načechraný a promísený vlákenný materiál ve formě vloček, nebo ve formě částečně slisovaného rouna navinutého do stůček. Odpady z čistíren (tzn. většinou různé rostlinné nečistoty a krátká vlákna) se v moderních provozech soustřeďují a lisují do různě tvarovaných briket, které je možné použít např. jako palivo. 3
25 .. Rozvlákňování mykání Proces rozvlákňování (mykání ) je zajišťován na mykacích strojích. Účelem mykání je vyrobit z předkládaného vlákenného materiálu (vločky, rouno) co nejstejnoměrnější pavučinu, resp. pramen mykanec, vyjímečně při vlnařské mykané technologii přásty. Na mykacích strojích probíhá více procesů souběžně: jemnější rozvolňování, čištění, napřimování, ojednocování, promísení, urovnávání vláken do podélného směru a po snímání vytvoření rovnoměrné jemné vlákenné vrstvy pavučiny. Ta je příliš jemná pro další manipulaci, a proto je shrnována a slisována do pramene. Správně vytvořená rovnoměrná pavučina je nutným předpokladem pro další přádelnické operace. Pro určité přádelnické technologie a určité vlákenné materiály se používají různé typy mykacích strojů, obecně: pro bavlnářské vlákenné materiály víčkové mykací stroje (pracovní orgány: víčka + hlavní buben) pro vlnařské vlákenné materiály a pro lýková vlákna válcové mykací stroje (pracovní orgány: válce + hlavní buben) plnící a zásobovací šachta vzduchotechnický systém regulovaného podávání 3 rozvolňovací a podávací ústrojí 4 pás víček 5 hlavní buben (tambur) 6 snímací válec (snímač) 7 rošty 8 snímací zhušťovací zařízení 9 svinovací hlava 0 konev Obr. 6. Víčkový mykací stroj Názvy mykacích strojů (víčkový, válcový) jsou odvozeny podle pracovních orgánů strojů, které zajišťují nejdůležitější procesy na stroji, tedy tzv. mykání. P v O O v P HB hlavní buben (tambur) P pracovní válec O obracecí válec (obraceč) v HB HB Obr. 7. Hlavní uzel mykání na válcovém mykacím stroji 4
26 Obr. 8. Válcový mykací stroj Všechny pracovní orgány mykacího stroje, tedy válce, bubny, víčka jsou opatřeny speciálními pracovními potahy, které umožňují vlastní mykací proces a přímo působí na propracování vláken. Povlaky mykacích strojů se dělí na: a) elastické (drátkové) obr. 9 a) polotuhé obr. 9 b) tuhé celokovové (pilkové) obr. 9 c) b) c) Obr. 9. Povlaky mykacích strojů Povlaky mykacích strojů musí být vyrobeny z vysoce kvalitní oceli, pro jejich práci je důležitý úhel sklonu zubů (resp. drátků), dále hustota povlaků, tj. počet hrotů na 00 mm. Při samotné práci na strojích je důležitá jejich údržba (čištění, broušení, seřizování, ). Nyní jsou nejčastěji používány povlaky celokovové (pilkové), právě pro snadnost jejich údržby a lepší životnost, na víčkách se používají drátkové nebo polotuhé. Vzájemné působení mykacích povlaků: obecně lze označit tři pracovní polohy mykacích povlaků:. na mykání (např. hlavní buben víčka, hlavní buben pracovní válce) obr. 0 a). na snímání (např. hlavní buben obraceč, pracovní válec obraceč) obr. 0 b) 3. na povyčesávání (hlavní buben volant) obr. 0 c), které se vyskytují na různých typech mykacích strojů. pracovní válec obraceč volant hlavní buben pracovní válec hlavní buben a) b) c) Obr. 0. Vzájemné postavení a působení mykacích povlaků 5
27 Pro jejich práci je, kromě tvaru a hustoty, důležitá též vzdálenost mezi povlaky, která se označuje jako usazení (seřizovací vzdálenost) a pohybuje se v hodnotách od setin do desetin milimetrů, v některých speciálních případech do sebe dokonce povlaky zasahují...3 Příprava pro česání (družení a protahování) Po technologické operaci mykání následuje ve většině případů proces družení a protahování, který je zajišťován na mnoha typech protahovacích posukovacích strojů. V česané technologii se označuje tento proces jako příprava pro česání. Účelem družení a protahování pramenů je zlepšení jejich stejnoměrnosti, struktury, orientace vláken v pramenech, napřimování vláken v pramenech a v neposlední řadě ztenčení pramenů a tvorba vhodné předlohy (stůčky). Tento proces probíhá vlivem různých rychlostí pracovních orgánů protahovacích posukovacích strojů. Pro pochopení procesu protahování budou uvedeny ve stručnosti základy teorie protahování a základy výpočtů průtahů v závěru kapitoly Předení II III II III IV II III IV I I I a) b) c) II I II I d) e) Obr.. Základní typy průtahových ústrojí (PÚ) a) průtahové ústrojí dvouřemínkové (využívané zejména na předpřádacích a dopřádacích strojích) b) průtahové ústrojí čtyřválečkové (čtyři páry protahovacích válečků) c) průtahové ústrojí 3/4 (tři válečky horní, čtyři válečky spodní bavlnářské PÚ) d) průtahové ústrojí hřebenové gilbox (jen spodní řada hřebenů vlnařské PÚ) e) průtahové ústrojí dvouhřebenové intersekting (vlnařské PÚ) 6
28 Pro protahování, resp. ztenčování vlákenných produktů z různých vlákenných materiálů se používají na protahovacích posukovacích strojích různé typy průtahových ústrojí. Tab. 4. Přiřazení průtahového ústrojí a vlákenného materiálu Vlákenný materiál bavlna chemická vlákna B typu válečková Průtahové ústrojí vlna chemická vlákna V typu len chemická vlákna L typu hřebenová (s hřebeny umístěnými v jedné řadě nebo ve dvou řadách proti sobě gilboxy a intersektingy Vysvětlivky: Chemická vlákna B typu jsou chemická vlákna bavlnářského typu, tj. o jemnosti cca dtex a délce střihu cca 40 mm, zpracovávají se na bavlnářské příze, buď jako 00%-ní nebo ve směsích s dalšími vlákny. Nejčastěji se ke směsování používají polyesterová a viskózová vlákna. Obdobně chemická vlákna V typu nebo L typu jsou chemická vlákna vlnařského, resp. lnářského typu, o jemnostech a délkách, které odpovídají vlně, resp. lnu. V dalších technologických stupních přádelny jsou používány různé typy průtahových ústrojí, např. PÚ válečková, řemínková a různé kombinace s mnoha typy pohonů. Zakončení protahovacích strojů (forma polotovaru a jeho návinu): pramen je navíjen na pramenovou válcovou křížovou cívku, pramen je ukládán do konví (stroje jsou často vybaveny tzv. automatickou výměnou konví), ve speciálních případech (přípravárenský sortiment pro česání) je několik sdružených pramenů navíjeno do stůčky (předloha pro bavlnářské česací stroje) Obr.. Pramenový družicí a stůčkový protahovací stroj družení pramenů (stůček); průtah; 3 družení; 4 průtah; 5 ukládání pramenů (navíjení stůček) 7
29 Poznámka: Příprava pro česání v bavlnářské technologii probíhá na speciálních protahovacích strojích řazených za sebou, např. pramenové družící stroje a stůčkové protahovací stroje, výsledkem jsou stůčky ze slisovaných pramenů. Ve vlnařské technologii se používají běžné protahovací stroje s dvojitým hřebenovým PÚ. Druhý stroj bývá zakončen navíjením pramenů na křížové cívky, které jsou pak předlohou pro česací stroje. Jedná-li se o protahování a družení pramenů v rámci bavlnářské technologické přípravy pro česání, doporučuje se, aby pracoval vždy sudý počet pasáží protahovacích strojů (nejčastěji nebo méně často 4). Souvisí to se snímáním pavučiny z mykacích strojů se zahnutými konci vláken (tzv. teorie háčků zadní konce vláken jsou po mykání zahnuté česacímu stroji je nutné předkládat zahnuté konce vpředu)...4 Vylučování krátkých vláken česání Účelem česání je zbavit předložené prameny krátkých vláken a zbytků rostlinných nečistot, dále vlákna urovnat a vytvořit pramen česanec. Vyčesaná část materiálu se nazývá výčesky. Běžné typy plochých česacích strojů pracují periodicky, neboli v tzv. cyklech česech, kterých bývá podle typu stroje 00 i více za minutu. Je tedy možné hovořit o pracovních fázích česacího stroje, které za sebou následují takto:. pročesání vlákenné třásně. příprava k odtrhu 3. odtrh..4. Popis česacího cyklu Bavlnářský česací stroj: Vlákenná vrstva z připravených pramenů nebo stůček je podávána do otevřených čelistí. Po uzavření čelistí je vyčnívající část vláken (třáseň)postupně pročesávána hřebeny česacího bubnu (od nejřidších po nejhustší jehelné hřebeny). Česací buben má hřebeny asi na /3 svého obvodu. Potom se začnou pohybovat válečky odtrhovacího ústrojí směrem k čelistem (příprava k odtrhu) a dojde ke spojení dříve a nově pročesané třásně. Dochází k odtrhu pročesané třásně a dodávce (podání) nové třásně. Dále ještě klesá dočesávací hřeben a svými hustými jehlami dočeše tu část třásně, která byla těsně u čelistí. Odtrhovací ústrojí se nyní pohybuje směrem k výstupu ze stroje a odvádí pročesaná vlákna ve formě pavučiny, která se shrnuje do pramene česance. V bavlnářském sektoru se používají česací stroje tzv. vícehlavé (6 8 hlav), kde pracují česací jednotky současně vedle sebe. Tyto stroje jsou zakončeny protahovacím ústrojím, kde dochází k družení a protažení česanců. 8
30 Vlnařské česací stroje jsou.jednohlavé, to znamená, že u těchto strojů pracuje každá 5 česací jednotka jako samostatný stroj. 3 Po česání musí být zařazeno alespoň dvounásobné protahování, 6 aby došlo k vyrovnání 8 nestejnoměrnosti česanců, která vznikla tzv. letováním pročesávané vlákenné třásně. Je tedy zřejmé, že 4 7 proces česání, neboli vylučování krátkých vláken, musí být chápán jako složitý technologický proces, 9 Obr. 3. Schéma česacího stroje podávací váleček;,3 spodní a horní čelist; zahrnující přípravu pro česání, 4 česací válec; 5 dočesávací hřeben; 6,7 odtrhovací ústrojí; 8 česanec; 9 výčesky vlastní česání a protahování po česání. Zařazován bývá jen tehdy, je-li to nutné, tj. má-li být vypředená příze hladká, jemná, stejnoměrná, tedy bez vyčnívajících krátkých vláken. Je zřejmé, že náklady na výrobu česané příze jsou značné. Výčesky odpad z česacích strojů je možné ještě zpracovávat v mykaných vlnařských, ev. bavlnářských přádelnách, nebo na vlákenné vrstvy pro výrobu netkaných textilií. Množství výčesků, udávané v % délka z celkového množství vlákenné vláken suroviny, předkládané česacímu [mm] vyèesaná vlákna stroji, je možné celkem přesně seřídit délkou podávané vlákenné třásně. Procento výčesků se pohybuje v rozmezí èesanec výèesky množství vláken 0 5 %. Pro názornost je [%] možné ukázat přibližné množství Obr. 4. Přibližné rozdělení vláken do česanců a výčesků krátkých vyčesávaných vláken na staplová křivka staplovém diagramu bavlněných vláken. 9
31 ..5 Družení a protahování Tato část přádelnické technologie navazuje buď na technologickou operaci mykání (předení mykaných nebo rotorových přízí bavlnářských), nebo následuje po operaci česání. Vzhledem k tomu, že proces protahování a družení byl již dříve popsán, bude nyní zaměřena pozornost na některé další charakteristiky a zvláštnosti protahovacích (posukovacích) strojů. Důležitým požadavkem na práci posukovacího stroje je zlepšení a zajištění stejnoměrnosti protažených pramenů. Toho se dociluje jednak družením předkládaných pramenů, jednak zařazováním strojů, které pracují s automatickou regulací, neboli vyrovnávači nestejnoměrnosti pramenů, které umožní snížení počtu průchodů protahovacími (posukovacími) stroji. Regulátory pracují na různých principech snímání hmotnosti pramenů mechanickém, optickém, pneumatickém aj. Podle typu přádelny a zpracovávaných vlákenných materiálů jsou používány vhodné typy posukovacích strojů v určitém počtu, tzv. pasážích. Toto bude nejlépe vidět na schematických přehledech jednotlivých technologií předení, uváděných v závěru kapitoly...6 Předpřádání Při technologické operaci předpřádání se jedná o následující postupné procesy: ztenčení (zjemnění) vlákenného útvaru (pramene průtahem; pavučiny dělením obr. 5); zpevnění ztenčeného vlákenného útvaru (mírným zákrutem; zaoblováním) a navinutí vzniklého přástu do vhodného tvaru. Podle technologie v dané přádelně je šířka mykacího stroje používán určitý systém předpřádání (pavučiny) šířka řemínku nejjednodušší a nejkratší způsob přípravy přástu se užívá ve vlnařské mykané technologii: poslední mykací stroj je zakončen zařízením na dělení pavučiny. Následuje zaoblení jednotlivých proužků pavučiny a jejich navinutí proužek pavučiny na přástové cívky. Toto zařízení se nazývá přástový řemínkový rozdělovač, bývá buď přást kotoučový nebo drážkový (válcový); nejčastěji jsou používány řemínky kožené, rovněž tak Obr. 5. Dělení pavučiny kožené zaoblovací pásy. Jednotlivé přásty jsou ve tvaru válcových křížových návinů, umístěných vedle sebe na cívkách, které jsou předlohou pro prstencové dopřádací stroje. Při dalších technologiích je výroba již složitější a nemusí vždy probíhat pouze na jediném stroji, ale ztenčování pramenů je postupné typické pro česanou vlnařskou 30
32 technologii, kdy při tzv. zkráceném způsobu předení se provádí protahování a družení ve čtyřech pasážích protahovacích strojů. 5 A B C D Obr. 6. Princip válcového řemínkového rozdělovače snímač; sčesávací pilka; 3 pavučina; 4 dělící válce; 5 vodící řemínky; 6 zaoblovací pásy; 7 vodič; 8 navíjecí válec; 9 návin přástu; A, B, C, D přásty Jako I. pasáž se zařazuje protahovací stroj s automatickou regulací a teprve ve IV. poslední pasáži se vyrobí přást, buď zaoblený, navinutý na válcových křížových cívkách, nebo přást zpevněný mírným zákrutem (např z m ), vyrobený na předpřádacím křídlovém stroji. Tento typ předpřádacího stroje předpřádací křídlovka je dále typickým pro výrobu přástu v bavlnářském, ale i ve lnářském sektoru, i když vlastní provedení strojů se od sebe liší. Obr. 7. Přástová válcová cívka s křížovým vinutím Obr. 8. Přástová cívka s úkosy na křídlovém vřetenu (s rovnoběžným vinutím) Obr. 9 Válcová cívka s okrajovými kotouči a rovnoběžným vinutím 3
33 Na předpřádacích křídlovkách se nejčastěji používá PÚ tříválečkové, dvouřemínkové (viz obr. a), které zajišťuje dobrou kontrolu vláken při protahování. Při navíjení přástu, který má poměrně nízkou pevnost (má být ještě umožněno protahování při vlastním dopřádání) musí být zajištěny vhodné podmínky pro navíjení přástu. V bavlnářském sektoru pracují křídlovky s tzv. předbíhající cívkou, zabraňující zbytečnému napínání přástu při rozběhu a tím přetrhům. V případě pevnějších přástů (ze lněných vláken) mohou být použity křídlovky s předbíhajícími křídly, kde se přást navíjí na válcovou cívku s okrajovými kotouči. U některých technologií odpadá předpřádání jako příprava přástu a dopřádá se přímo z jemných pramenů např. při výrobě bezvřetenových rotorových přízí, při výrobě poločesaných vlnařských přízí. Při výrobě přízí vypřádaných neortodoxním systémem Dref mohou být jako předloha pro dopřádání prameny i přímo z mykacích strojů...7 Dopřádání Zde se již jedná o vlastní dopřádání, proces výroby příze na různých typech dopřádacích strojů. Nejčastěji se používají stroje prstencové, bezvřetenové rotorové, křídlové a další stroje s různými principy dopřádání. Co je to dopřádání? Je to proces, kdy délkový vlákenný útvar přást, ev. pramen, je ještě dále zjemněn (protažen), zpevněn trvalým zákrutem a navinut na přízové těleso vhodného tvaru (potáč, vytáč, válcová křížová cívka, kónusová křížová cívka, válcová cívka s okrajovými kotouči). b) a) c) d) Obr. 0. Přízové náviny a potáč; b kónusová křížová cívka; c válcová křížová cívka; d vytáč Pro úplnost nyní budou vysvětleny principy vzniku zákrutu nepravého a trvalého, pomocí jednoduchých schémat. Obecně lze říci, že nepravý zákrut je vlastně používán při zpevňování zaoblováním (obr. ). Princip vzniku trvalého zákrutu, kde je spojeno krutné a navíjecí ústrojí, je uplatňován na klasických typech dopřádacích strojů (prstencový dopřádací stroj obr. a). 3
34 U rotorových dopřádacích strojů (obr. b) je znázorněn princip předení s volným koncem (OE), tj. mezi podávacím a krutným ústrojím jsou přerušeny mezivlákenné kontakty) a) Obr.. Princip zpevňování zaoblováním přiváděcí ústrojí; zaoblovací pásy; 3 odváděcí ústrojí; 4 přást Obr.. Princip vzniku trvalého zákrutu a) na prstencových dopřádacích strojích b) na rotorových dopřádacích strojích přást (pramen); přiváděcí ústrojí; 3 krutné ústrojí; 4 odváděcí ústrojí; 5 příze b) 5 Na obr. 3 je uveden průchod vláken spřádací jednotkou bezvřetenových rotorových dopřádacích strojů, včetně blokového schématu. příze na křížové cívce c) 5 6 příze stužka vláken ojednocená vlákna odtahové a navinovací ústrojí rotor (cykl. družení, zakrucování) ojednocovací ústrojí a oblast dopravy vláken vzduchem pramen a) z konve b) Obr. 3. Schéma předení při rotorovém dopřádání pramen; podávací váleček 3 vyčesávací váleček 4 přímý kanál; 5 rotor 6 odvádění příze; 7 technol. vzduch a) blokové schéma bezvřetenového rotorového spřádacího systému b) schéma průchodu vláken spřádací jednotkou c) tvorba příze v rotoru 33
35 Dalším typem dopřádacích strojů jsou prstencové dopřádací stroje, používané ve většině přádelen bavlnářských a vlnařských. V moderních přádelnách jsou agregovány prstencové dopřádací stroje s automatickými smekači se soukacími automaty, vybavenými bezuzlovým spojováním přízí. Příze je při soukání čištěna a přesoukávána na cívky s křížovým vinutím, které jsou výhodnější pro další zpracování. Na obrázku je znázorněno vřeteno prstencového dopřádacího stroje. 7 Obr. 4. Umístění vřetene na prstencovém dopřádacím stroji 3 4 vřeteno s potáčem; prstenec; 3 běžec; 4 prstencová lavice; 5 pohon vřetene; 6 vřetenová lavice; 7 vodící očko (vodič) Dokončovací práce Dokončovací práce v přádelnách se zařazují podle typu vypřádaných přízí a podle požadavků odběratelů. Jedná se zejména o soukání nebo operace spojené s čištěním přízí a jejich převedením na vhodné formáty, skaní, paření (pro ustálení zákrutů příze), event. barvení příze, většinou na cívkách s křížovým návinem..3 Základy teorie protahování a výpočtů průtahů Při procesu protahování je nutné zajistit postupné ztenčovaní předložených vlákenných produktů. Ztenčování je umožněno vzájemným posouváním vláken po sobě při dodržování určitých technologických podmínek. Nejjednodušeji je možné vysvětlit základy protahování pomocí dvouválečkového průtažného (průtahového) ústrojí PÚ. Pro vysvětlení a výpočet průtahu je možné použít vztahu s použitím obvodových rychlostí, (srovnej délku protaženého produktu a délku předlohy za určitý čas), resp. otáček protahovacích válečků nebo vztahu, kdy se používá jemnost protahovaného produktu. Má-li dojít k průtahu vlákenného produktu, musí platit, že výstupní (odváděcí) rychlost v I je větší 34
36 než rychlost vstupní v II (v I > v II ), velikost průtahu ( P ) je pak větší než jedna (P > ). Protože horní válečky jsou ke spodním přitlačovány, přejímají jejich obvodovou rychlost. F F T I v I v II T II I II Obr. 5. Schéma dvouválečkového průtahového ústrojí (PÚ), horní válečky (s pružným potahem); I, II spodní válečky (ocelové, rýhované); v I obvodová rychlost odváděcích válečků; v II obvodová rychlost přiváděcích válečků; T I jemnost odváděného vlákenného produktu; T II jemnost přiváděného vlákenného produktu (předloha); F přítlak Pro výpočet obvodové rychlosti v obecně platí vztah: v = nπ d kde: v obvodová rychlost válečku [m min ] nebo [m s ] n otáčky (frekvence otáčení) válečku [min ] nebo [s ] d průměr válečku [m] Pro výpočet průtahu P, jsou-li známy velikosti obvodových rychlostí protahovacích válečků, platí vztah: kde: P průtah [] v v I I obvodová rychlost protahovacího válečku na výstupu P = v ze stroje (odváděcí) [m min ] II v II obvodová rychlost protahovacího válečku na vstupu do stroje (přiváděcí) [m min ] Pro výpočet průtahu z jemností protahovaných vlákenných produktů (nejčastěji pramenů) platí vztah: kde: P průtah [] P T II = T D T II jemnost předkládaného pramene [tex] D družení, tj. počet předkládaných pramenů na vstupu [] I T I jemnost odváděného pramene (na výstupu) [tex] Pracuje-li na stroji složitější průtažné ústrojí, sestávající se např. z více párů válečků, pak se výsledný průtah označuje jako průtah celkový (P C ) a ten je roven součinu průtahů dílčích. P = C Pd Pd Pd n kde: P C průtah celkový v celém průtažném ústrojí [] Pd, Pd, Pd n jednotlivé dílčí průtahy [] Poznámka: Při výpočtech průtahů se většinou zanedbávají ztráty na materiálu během protahování. Velikosti průtahů nabývají různých hodnot podle typů průtahového ústrojí a podle typu stroje. Např. průtahy velmi malé se označují jako napínací, (cca od,05,) 35
37 ve vstupních částech průtažných ústrojí se užívají tzv. předprůtahy (cca,8,5), na bavlnářských protahovacích strojích se pracuje s velikostí průtahu cca 5 0, na vlnařských protahovacích strojích s hodnotami převážně 8 a více, na mykacích strojích je docilováno průtahů celkových cca 00 násobných, při vlastním dopřádání pracují prstencové dopřádací stroje s průtahem,5 50, rotorové dopřádací stroje pracují s průtahy vyššími, 00 i vícenásobnými (srovnej: pramen příze). Pro lepší orientaci v problematice protahování bude ještě uveden výpočet průtahů pomocí tzv. kinematických schémat, v návaznosti na výše uvedené vztahy pro výpočet průtahu. T II z = 50 8 II z = 5 z 3 = 40 8 I T I z 4 = 0 náhon Obr. 6. Kinematické schéma dvouválečkového průtahového ústrojí V tomto případě se průtah vyjádří převodovým poměrem mezi protahovacími válečky II. a I., tedy mezi přiváděcí a odváděcí obvodovou rychlostí. di n P = π π d n V případě, že průměry válečků II I II P n I = = i n, II II I d d I = II, pak vztah pro výpočet lze upravit: kde i II,I je vlastně převod mezi válečkem vstupním a výstupním, nebo-li poměr otáček mezi nimi. Z kinematického schéma je tedy možné vyjádřit průtah, a dále pomocí průtahu jemnost předlohy nebo jemnost odváděnou. Příklad. Určete průtah a odváděnou jemnost pramene T I [ktex, tex], když jemnost předlohy T II = ktex a D = 4 (viz kinem. schéma obr.6). Počty zubů: z = 50, z = 5, z 3 = 40, z 4 = 0. 36
38 Řešení: P = = P T II = T D T I I TII D 8 = = = ktex = 000 tex P 4 Pomocí dalšího kinematického schématu je ukázán výpočet průtahů dílčích a průtahů celkového a naznačen výpočet počtu zubů měny průtahu (MP). 5 III T III II Pd 50 5 I Pd 0 MP T I Obr. 7. Kinematické schéma tříválečkového průtahového ústrojí Příklad. Podle kinematického schéma vypočítejte a naznačte výpočet průtahů dílčích a průtahu celkového. Řešení: 40 Pd = = Pd Pc = = MP 3 MP = = 40 MP 3 MP MP [zubů] Pc = Pd Pd = 60 = 0 MP [zubů] MP MP Je-li známa velikost potřebného průtahu (viz vztah P T II = ), resp. P T III =, pak je možné T T zjistit potřebný počet zubů MP pro daný případ, tj. pro určité seřízení stroje. Jemnost předlohy T III = 600 tex, odváděná jemnost T I = 00 tex I I 37
39 T Pc = III T = = I 0 6, pak MP = = 6 0 zubů Měna průtahu, MP = 0 zubů bude seřízena pro uvedený konkrétní případ. Uvedené příklady výpočtu slouží pouze pro ilustraci možností technologických výpočtů na přádelnických strojích. U novějších typů strojů již není nutné provádět klasické seřizování, hodnoty velikosti průtahu jsou měněny plynule, např. přes variátory nebo elektronickým ovládáním..4 Přehled vypřádaných přízí, postupy spřádání Vlákenné suroviny, ať již přírodního původu nebo vlákna chemická příslušných typů, jsou v přádelnách zpracovávána tak, aby byla získána příze požadovaných vlastností. Jak je zřejmé, jedná se vždy o určitý vybraný souhrn základních přádelnických procesů, které probíhají postupně na vhodných typech strojů. Podle zpracovávaných vlákenných surovin se dělí přádelny na bavlnářské, vlnařské, lnářské. Podle charakteru vypřádaných přízí se rozlišují příze mykané, česané, poločesané, rotorové, odpadové (vigoňové) a další. U všech přízí je možné posuzovat určité vlastnosti jako je jemnost, pevnost, tažnost, pružnost, stupeň zakroucení, stejnoměrnost, čistota, hladkost nebo naopak chlupatost i další vlastnosti. Bavlnářské příze zahrnují příze vypředené ze 00% bavlny nebo ze směsi bavlny a chemických vláken. Dělí se na: mykané příze (příze středních jemností průměrně okolo 40 tex i výše; příze kypré, méně stejnoměrné s vyčnívajícími vlákny a zbytky rostlinných nečistot. Používají se pro výrobu teplákovin, flanelů, sportovních letních úpletů, atd. česané příze (příze vyšších jemností cca pod 0 tex), stejnoměrné, tenké, hladké. Používají se na výrobu damašků, košilovin, plášťovin, atd. bezvřetenové rotorové příze (příze v jemnostech jako mykané příze), rovněž kypré, ale stejnoměrnější a čistší. Použití částečně jako mykané příze, dále na froté, manšestry, denimy, dekoračky, atd. Vlnařské příze zahrnují příze vypředené ze 00% vlny nebo ze směsí vlny, přírodních a chemických vláken. Běžná manipulace směsové příze je 45% vlny / 55% polyesteru. Dělí se na: mykané příze (příze z kratších vláken, silnější, chlupaté, načechrané, méně stejnoměrné). Použití na flauše, tvídy, valchovaná sukna, potahovky, koberce, atd. 38
40 česané příze (příze jemné, stejnoměrné, hladké, pro výrobu pánských a dámských oblekových tkanin, pletacích přízí pro strojní a ruční pletení, dámské šatovky apod.). poločesané příze (příze středních jemností, vypřádané většinou ze 00% chemických vláken). Nejčastější je použití v oblasti bytových textilií přikrývky, plyše, nábytkové látky, koberce apod. bezvřetenové rotorové příze (příze cca v jemnostech mezi mykanými a česanými), vypřádané většinou z chemických vláken, stejnoměrné. Použití pro vložkové, nábytkové a dekorační tkaniny, atd. odpadové (vigoňové) příze (příze vypřádané z přádelnických odpadů, druhotných textilních surovin vlnařským mykaným způsobem, jsou hrubší (nad 00 tex), méně stejnoměrné, chlupaté. Použití na obyčejné počesávané přikrývky, prachovky, mycí hadry apod. Poznámka: Existuje ještě řada přízí vypřádaných neortodoxními systémy předení, jako příze Dref, Repco a další. Tyto příze mají pak charakteristické vlastnosti dané systémem spřádání, které je předurčují pro zcela specifické použití. Příze lnářské, vypřádané ze 00% lněných vláken nebo jejich směsí s chemickými vlákny, se dělí na základní typy přízí: příze česané z vochlovaného lnu s názvem lenka (příze vypřádané speciální technologií z dlouhých lněných vláken pomocí procesu vochlování česání bez mykání. Dopřádání se provádí většinou za mokra). Příze jsou velmi jemné, tenké, hladké a pevné. Použití na ložní, stolní prádlo, košiloviny, apod. příze mykané s názvem koudelka (příze z kratších hrubších vláken), spřádané mykanou technologií. Použití na technické tkaniny, obaloviny, apod. česaná koudelka (příze vypředená ze lněné koudele česaným způsobem, tzn. příze je jemnější, hladší než koudelka), použití např. na prostírání, dekorační tkaniny, šatovky. Pro snadnou orientaci v technologii spřádání výše popsaných základních typů přízí je připojena přehledová tabulka. Z této přehledové tabulky není patrný použitý počet protahovacích strojů (pasáží), proto v závěru kapitoly budou pro ilustraci uvedeny alespoň dva příklady technologických postupů v přádelnách v bavlnářské rotorové, tj. jeden z nejkratších postupů, dále blokové schéma postupů prací ve vlnařských česaných přádelnách, tj. nejdelší a nejsložitější postup prací v přádelnách. 39
41 Tab. 5. Přehled vypřádaných přízí podle technologií Typ a surovinové složení příze Technologické operace bavlnářské vlnařské lnářské rozvolňování, čechrání, čištění, mísení M Č R M Č PČ R O N ČL MK ČK mykání protahování a družení česání protahování a družení předpřádání ( ) dopřádání technologická operace je zařazena ( ) technologická operace nemusí být zařazena M mykaná N neortodoxní (např.syst.dref) Č česaná ČL česaná lenka R rotorová MK mykaná koudelka O odpadová (vigoňová) ČK česaná koudelka PČ poločesaná Postup předení bavlněné rotorové příze: rozvolňování,čechrání, čištění, mísení mykání protahování I. a II.pasáž dopřádání na rotorových dopřádacích strojích 40
42 Postup ve vlnařské česané přádelně pro výrobu směsové příze 45% vlna / 55% polyester: polyesterová vlákna jsou zpracovávána tzv. konvertorovým způsobem,tj. z polyesterových kabelů trháním ev. řezáním. Mísení vlněného a polyesterového podílu je prováděno ve formě pramenů na mísících posukovacích strojích. Celý postup je pro zjednodušení uveden pro příze režné, nebarvené. Barvení se provádí buď ve formě česanců (na křížových cívkách nebo kontinuálně) zušlechťování česanců, nebo jsou barveny přízové křížové cívky. Postup předení vlnařské česané směsové příze: Vlna potní třídění rozvolňování praní sušení + maštění mykání PES kabely trhání na konvertorech stabilizace (fixace) pařením I. pasáž protahování II. pasáž protahování (navíjení pramenů na x cívky) protahování před česáním, I. a II. pasáž česání protahování po česání I. a II. pasáž (navíjení pramenů na x cívky) mísení vl a PES pramenů (česanců) protahování na protahovacích strojích mísících protahování příprava přástu na I. až IV. pasáži protahovacích strojů v předpřádelně (IV. pasáž = finizér nebo předpřádací křídlovka) dopřádání na prstencových dopřádacích strojích soukání z potáčů na x cívky na automatických soukacích strojích 4
43 Strojní zařízení používané ve vlnařských přádelnách bylo popisováno průběžně při jednotlivých procesech předení; zpracování polyesterových vláken je následující: do přádelen jsou dodávána polyesterová vlákna ve formě kabelů z nekonečných vláken V typu (vlnařského typu). Pro účely přádelnického zpracování musí mít polyesterová vlákna určitou staplovou délku (tj. délku odpovídající délce vlněných vláken). Krácení na určitou staplovou délku se provádí na konvertorech, kde se vlákna buď trhají nebo řezají (drtí). Bezprostředně po trhání se provádí obloučkování natrhaných vláken (trhance), potom fixace trhance pařením při určité teplotě, kdy je stabilizována struktura polyesterových vláken. Dále jsou trhance (prameny) druženy a protahovány ve dvou pasážích intersektingů. Při protahování se mohou dotrhat jednotlivá dlouhá vlákna. Výsledkem jsou prameny navinuté na křížových cívkách. Zde jsou prameny ve fázi česanců, tzn. mohou se dále zpracovávat mísit, ev. barvit apod. Jedná se o zkrácený způsob výroby česanců (odpadá např. rozvolňování, čechrání, čištění, mykání a česání), což je značně ekonomické. Proto se konvertorová technologie stále častěji používá (např. při výrobě polyesterových šicích nití apod.). 4




44 43
45 3. Základní pojmy Tkanina plošná textilie vytvořená zpravidla ze dvou vzájemně kolmých soustav nití, osnovy a útku, navzájem provázaných vazbou tkaniny. Osnova soustava nití ležících ve směru délky tkaniny. Skládá se z většího počtu nití (stovky až tisíce) rovnoběžných s okraji tkaniny. Útek nit kolmá k osnově, ukládá se rovnoběžně s předchozím útkem. Vazba tkaniny způsob vzájemného provázání (překřížení) osnovních a útkových nití; znázorňuje se do čtverečkovaného vzornicového papíru (tzv. rastru). Dostava tkaniny parametr, který udává hustotu (počet) dané soustavy nití na 00 mm, v praxi běžně na cm. Vazný bod překřížení osnovní niti s útkem. Osnovní vazný bod osnovní nit je při křížení položena nad útkem (značí se plně) obr. 8 (a). Útkový vazný bod útek je nad osnovní nití v místě křížení (neznačí se nevyplňuje se) obr. 8 (b). osnovní vál osnova útek b tkanina a vazba tkaniny osnovní vazný bod (a) útkový vazný bod (b) Obr. 8. Schéma tvorby tkaniny a základní pojmy Střída vazby taková část vazby, která se v celé ploše, s výjimkou krajů tkaniny, pravidelně opakuje (velikost je dána počtem osnovních vazných bodů krát počet útkových vazných bodů). Střída vazby se běžně kreslí černě, rozkreslení vazby po střídě (opakování vazby) se zakresluje červeně. Pro přehlednost je 44
46 v těchto skriptech rozkreslování po střídě značeno šedě. Zesilování vazeb je značeno křížky (x). Střída vazby může být zvýrazněna silným rámečkem. Vzornice vazby vzniká zakreslením osnovních vazných bodů na vzornicový papír. Útkové vazné body se nekreslí, příslušné čtverečky nejsou vyplněny. Osnovní vazba má na líci tkaniny převahu osnovních vazných bodů nad útkovými. Útková vazba má na líci větší počet útkových vazných bodů než osnovních. Oboustranná vazba má stejný počet osnovních a útkových vazných bodů. Technická vzornice je vzornice vazby (), ev. rozkreslení po střídě (), včetně návodu do paprsku (4), návodu do listů (3), závěsu listů (5), vzornice pro karty listového stroje (6). Obr. 9. Schéma technické vzornice Příčný řez je řez rovinou kolmou k osnovním nitím, tj. ve směru útku. Líc tkaniny je znázorněn nahoře (obr. 30 a). Podélný řez je řez rovinou kolmou k útkovým nitím, tj. ve směru osnovy (obr. 30 b). osnova číslování útkových nití líc tkaniny 3. směr osnovy číslování osnovních nití útek. osnovní nit osnova útek b). útek a) Obr. 30. Řez tkaninou a) příčný řez; b) podélný řez Číslování nití jednotlivé osnovní a útkové nitě se číslují pořadově, tj. osnovní nitě zleva doprava a útkové nitě zespoda nahoru. 45
 a na dalším použití tkaniny. Základní vazby tkanin jsou: plátnová vazba keprová vazba atlasová vazba 3.")
.")
47 3. Základní vazby tkanin Správná volba vazby tkaniny je velmi důležitá. Vytváří nejen vlastní tkaninu, ale dodává tkanině určité vlastnosti (pevnost, splývavost, tuhost, drsnost, vzhled, omak aj.). Volba vazby tkaniny záleží též na zpracovávaném materiálu (v osnově i útku) a na dalším použití tkaniny. Základní vazby tkanin jsou: plátnová vazba keprová vazba atlasová vazba 3.. Plátnová vazba Je to nejjednodušší a nejhustěji provázaná vazba. Jedná se o nejpevnější a nejtrvanlivější vazbu. Střídu vazby tvoří dvě nitě osnovní a dvě nitě útkové. Je to vazba oboustranná. Typické je pravidelné střídání osnovních a útkových vazných bodů, resp. skupin osnovních a útkových vazných bodů, (viz odvozené plátnové vazby). Tká se nejčastěji ve čtyřech listech vačkovým prošlupním ústrojím.. list závěs (podvaz) listu. list paprsek pohybové páky (vzornice pro karty) Obr. 3. Plátnová vazba, pohled na tkaninu, návaznost na technickou vzornici Použití plátnových vazeb je velmi časté, běžné košiloviny, letní dámské šatovky, kapesníky, ložní a stolní prádlo, dekorační tkaniny, technické tkaniny (plachtoviny, obaloviny, atd.), mul, sukno, popelín, taft, mušelín, aj. P N o N u P Obr. 3. Plátnová vazba, střída, obecný zápis 46


48 Poznámka: Označují-li se vazby symbolickým zápisem viz např. obr. 3, pak písmenem se značí příslušná vazba a číslo v čitateli znamená počet osnovních vazných bodů v prvním řádku vazby a číslo ve jmenovateli znamená počet útků v prvním řádku vazby (počítá se vždy od levého spodního rohu). Čísla ve zlomku se nepíší nad sebe, ale rozloženě, aby bylo jasné rozložení osnovních a útkových nití. Toto je dobře patrné např. u zápisu víceřádkového kepru, K Z, kde 4 je okamžitě vidět, že se jedná o osmivazný kepr útkový, směru pravého. 3.. Keprová vazba Keprové vazby jsou buď útkové nebo osnovní, jsou charakteristické šikmým úhlopříčným (diagonálním) řádkováním levého nebo pravého směru. Směr řádkování se značí buď písmeny nebo šipkou, a to: pravý směr řádků: písmeno Z nebo levý směr řádků: písmeno S nebo Při stejné hustotě osnovy i útku je sklon řádků 45, je-li osnova hustší, je sklon řádků strmější, a naopak, při hustším útku je sklon řádků mírnější. Symbolický záznam keprových vazeb je možný provést takto: K N o N u Z (S) kde: K keprová vazba N o počet osnovních vazných bodů N u počet útkových vazných bodů Z směr řádkování doprava S směr řádkování doleva Keprové vazby se tkají pomocí vačkového nebo listového prošlupního ústrojí. Nejmenší střída kepru je 3 3. K Z nebo K S nebo Obr. 33. Třívazný osnovní kepr pravého Obr. 34. Třívazný útkový kepr levého směru směru 47
49 Použití keprových vazeb je opět velmi časté. Známá je tkanina džínsovina (denim), podšívkoviny ze syntetického hedvábí, keprové tkaniny na pracovní oděvy, barchet, flanel, flauš, tzv. rybí kost na zimní plášťoviny, gabardén a mnohé jiné Atlasová vazba Atlasové vazby jsou buď osnovní nebo útkové, vyznačují se leskem, který je způsoben vazbou. Mají nevýrazné šikmé řádkování. Vazné body jsou pravidelně rozsazeny tak, aby se vzájemně nedotýkaly. Musí se sestavovat podle tzv. postupného (ev. vzestupného) čísla, které určuje na kolikáté osnovní niti je v následujícím řádku další vazný bod. Atlasové vazby se tkají většinou pomocí listového a žakárového prošlupního ústrojí, tkanina je podstatně hustší a těžší než v plátnové vazbě. Využívá se často pro výrazné vzorování lesklé efekty proužky na kapesnících, efekty na damašcích, brokátech aj. Určování postupného čísla (PČ): nejmenší postupné číslo (PČ) je, největší PČ je o menší než střída vazby, PČ nesmí být obsaženo ve střídě vazby beze zbytku, PČ nesmí být dělitelno číslem, jež je ve střídě vazby beze zbytku obsaženo, zvolené PČ má přibližně odpovídat /3 nebo /3 čísla, které udává velikost střídy. Nejmenší střída vazby atlasu je 5 5, ta se také nejčastěji používá, dále se často používá atlas osmivazný (8 8). Pro velmi husté tkaniny se používá atlas dvanáctivazný, výjimečně 6-ti vazný. Atlas Postupné číslo pětivazný Tab. 6. Vytváření postupných čísel. šestivazný sedmivazný osmivazný devítivazný desetivazný jedenáctivazný dvanáctivazný Poznámka: Jak vyplývá z uvedeného přehledu, není možné sestavit 6-ti vazný pravidelný atlas, nemá PČ, neexistuje. Vazbu atlasu je možno zapsat do vzorce: A N o N u (PČ) kde: A atlasová vazba N o počet osnovních vazných bodů N u počet útkových vazných bodů PČ stanovené postupné číslo 48
 b) c) d) Obr. 35.")

50 Použití atlasových vazeb pro typický lesklý vzhled je v oblasti dámských společenských tkanin satény, brokáty, atlasy, vyrábějí se stuhy atlasky, podšívkoviny, tzv. padákoviny nyní ze syntetického hedvábí, dále různé typy brokátů a damašků na ložní i stolní prádlo, tkané v žakárových vazbách, zdobené atlasem a) b) c) d) Obr. 35. Postup kreslení atlasové vazby pomocí postupného čísla e) 4 A ( 3) A () 4 a) pětivazný osnovní atlas s postupným číslem 3 b) pětivazný útkový atlas s postupným číslem Obr. 36. Atlasová vazba 3..4 Vybrané odvozené vazby Tyto vazby jsou uvedeny, protože se velmi často používají a doplňují tak vazby základní. Mezi odvozené vazby plátnové patří především rypsy (podélný a příčný), které jsou charakteristické podélnými nebo příčnými vroubky (které vzniknou provázáním dvou nebo více stejně vázajících nití); dále vazba panama, tzv. zesílené plátno, vazba kanava a další. Tyto vazby jsou opět oboustranné. Poznámka: Pro pochopení správného vytváření rypsové vazby, je nutné ještě upozornit na správný symbolický zápis, např. R ( ) + R ( ) N o No + Nu N znamená, že se jedná o ryps příčný, pravidelný, střída vazby je 4. Čísla uváděná za zlomkem znamenají počet osnovních a útkových vazných bodů, vázajících nad sebou v prvním sloupku. Rovněž se používá jiný způsob zápisu, bez čísel za zlomkem, s důrazem na značení ( ) nebo ( ) R N o N u ( );( ) u 49






51 R ( ) + Obr. 37. Ryps příčný, střída vazby 4 Obr. 38. Ryps podélný, střída vazby 4 PA + Obr. 39. Panamová vazba, střída vazby 4 4 Obr. 40. Kanava, střída vazby 6 6 (vzniká z vazby plátnové a jejich odvozenin) K odvozeným keprovým vazbám patří zejména: zesílené kepry křížové kepry víceřádkové kepry lomené kepry (rybí kostra) hrotové kepry vlnité, vzorované a další typy odvozených keprových vazeb Bude uvedeno alespoň několik typických ukázek: K Z K 4 4 Obr. 4. Kepr cirkas Čtyřvazný útkový kepr, zesílený jedním vazným bodem, střída vazby 4 4. Je to oboustranná vazba. Obr. 4. Osmivazný víceřádkový kepr, zesílený třemi vaznými body, střída vazby


 5 vznikl z A (3) 7 Obr. 45.")
52 Obr. 43. Kepr hrotový (zpáteční) podélný, střída vazby 6 6 K odvozeným vazbám atlasovým patří: nepravidelné atlasy smíšené atlasy zesílené atlasy Obr. 44. Křížový kepr s vazebními efekty, střída vazby 0 0 stínované atlasy přisazované atlasy Nepravidelné atlasy se sestavují bez postupných čísel, platí ale, že ve střídě váže každá osnovní a útková nit jen jednou a vazné body se nedotýkají. Sestavují se zcela libovolně, jen se přihlíží k určitému vzorování vazbou. Zesílené atlasy se vytvářejí ze základních atlasů útkových (podobně jako zesílené kepry), zesilující vazné body je možné zakreslovat libovolně, ale vždy jen v jednom směru, tj. osnovy nebo útku. A 3 (3) 5 vznikl z A (3) 7 Obr. 45. Osmivazný útkový atlas, zesílený dvěma vaznými body ve směru osnovy Existuje celá řada dalších odvozených vazeb, vzniklých různým kombinováním základních i odvozených vazeb, např. vazby krepové, vaflové, štrukové atd. 5
, střída vazby 8 8 Poznámka: U uvedených příkladů vazeb byly zobrazeny pouze samotné vazby, ev.")

 požadované vazby tkanin při vlastním procesu tkaní.")
53 Obr. 46. Pětivazný útkový atlas, zesílený třemi vaznými body (dvěma vaznými body ve směru útku, jedním ve směru osnovy), střída vazby 5 5, PČ Obr. 47. Příklad na libovolně sestavenou krepovou vazbu (zrnitý povrch tkaniny), střída vazby 8 8 Poznámka: U uvedených příkladů vazeb byly zobrazeny pouze samotné vazby, ev. jejich rozkreslení (opakování) po střídě. Pro úplnost je dále připojen příklad celé technické vzornice vazby čtyřvazného útkového kepru tak, jak musí být proveden ve výrobních pokynech pro tkalcovnu. Je zde tedy vidět návod do paprsku, návod do listů, závěs listů a vzornici pro karty listového stroje Technická vzornice Technická vzornice je výrobní dispozicí pro dosažení (utkání) požadované vazby tkanin při vlastním procesu tkaní. návod do listů závěs listů návod do paprsku opakování vazby střída vazby vzornice pro karty Obr. 48. Technická vzornice V tomto případě se jedná o hladký návod do listů. Existuje však řada dalších návodů do listů, zejména u složitějších vazeb např. návod rozsazený, lomený, zpáteční, klikatý, dvojitý, atd. 5
54 Návod do listů se vždy volí takový, aby se tkalo s co nejmenším možným počtem listů, a s přihlédnutím k hustotě osnovy. Stejně vázající osnovní nitě se navádí do stejného listu. Návod se značí zaplněním čtverečku černě na příslušné osnovní niti. Listy se číslují tak, že list č. je nejdále od tkadleny a poslední list nejblíže. Závěs listů znázorňuje spojení listu s prošlupním listovým ústrojím a kreslí se černě na technické vzornici v pravém rohu nahoře v průsečících mezer, které znázorňují listy a prošlupní ústrojí (vačkové nebo listové). Dříve se používal termín podvaz listů. Vzornice pro karty znázorňuje černě zaplněným čtverečkem na průsečíku mezi závěsem listů a příslušným útkem zdvih listu. Prázdný čtvereček značí stah listu. Na základě této vzornice se vytloukají karty pro listový vzor (nyní je již možné tuto práci provádět pomocí výpočetní techniky) nebo se sestavují vačky pro vačkové prošlupní ústrojí. Počet karet se řídí počtem útků ve střídě vazby. Návod do paprsku se znázorňuje vodorovnou černou čarou v prostoru mezi vzornicí pro vazbu a návodem do listů. Počet přetnutých osnovních nití značí, kolik nití se navádí do jednoho zubu paprsku. Návod do paprsku dokáže ovlivnit vzhled povrchu tkaniny. O technologických operacích navádění do listů (do brda) a do paprsku, bude pojednáno dále v kapitole Příprava osnovy Vazební technika Je to složitější způsob provázání tkanin, při kterém se uplatňují více než soustavy nití a docílí se odlišného vzhledu tkaniny než u tkanin jednoduchých. Hlavní druhy vazebních technik: víceútková tkanina útkový samet víceosnovní tkanina manšestr dutinná tkanina osnovní plyš stehová tkanina (piké) perlinka (nejčastěji používaná na okraji tkanin) smyčková tkanina 53
55 3.3 Výroba tkanin Více než polovina celkové výroby textilního průmyslu připadá ve světovém průměru na produkci tkalcovských závodů. Velkou různorodostí výrobních operací a výrobních postupů v rámci přípravy pro tkaní i při vlastním tkaní se mohou tkalcovny zařadit mezi technicky, organizačně a investičně náročné provozy textilního průmyslu. Proto je tomuto úseku textilní výroby věnována značná pozornost ze strany konstruktérů i ekonomů. Bezčlunkové tkací stroje skřipcové, jehlové a tryskové zavedené do výroby v nedávno uplynulých letech již vyrábějí asi polovinu všech tkanin. Je připraveno uplatnění tkacích strojů víceprošlupních. Výroba tkanin má stále určité přednosti proti jiným plošným textiliím, týkající se užitné hodnoty výrobku i ekonomiky využití substance nití je optimální, tkaniny mají přiměřenou tuhost (pružnost), kterou je možné v určitém rozmezí měnit; technika tkaní umožňuje velkou variabilnost v hustotě, vazbě i barvách obou soustav nití Rozdělení tkanin Tkaniny se běžně rozdělují podle zpracovávaného textilního materiálu na bavlněné, lněné, vlněné (z česaných nebo mykaných přízí), hedvábné (z přírodního nebo syntetického hedvábí), ze skleněných vláken; nebo směsové bavlnářské (např. bavlna / polyester) a nebo směsové vlnařské (např. vlna / viskóza / polyester) a další běžné i výjimečné typy. Další dělení tkanin se provádí podle účelu a použití na tkaniny: ) oblekové, plášťové a svrchníkové oblekové tkaniny pánské, dámské a dětské podšívkové tkaniny vložkové tkaniny (tuženky, pruženky, vložkoviny a pod.). ) prádlové tkaniny tkaniny na osobní prádlo pánské, dámské, dětské tkaniny na stolní prádlo (ubrusy, ubrousky a pod.). tkaniny na ložní prádlo (povlaky, sypkoviny, prostěradla aj.). 3) bytové tkaniny koberce nábytkové a dekorační tkaniny záclonoviny 4) technické tkaniny obalové tkaniny, filtry, knihařské tkaniny, tkaniny pro obuvnický a sedlářský průmysl, tkaniny pro sportovní a vojenské účely, těsnící tkaniny, speciální technické tkaniny (hadice, hnací řemeny, letecká plátna, atd.). 5) kravatové tkaniny a tkaniny pro módní doplňky 6) stuhy a prýmky 54
56 3.3. Princip výroby tkanin Výroba tkanin probíhá na tkacích strojích, dříve označované jako tkací stavy. Nyní se toto označení používá pouze pro stavy ruční. Princip tkacího stroje a vzniku tkaniny jsou schematicky znázorněny na obr. 49 a 50. Osnova je navinuta na osnovním válu (), ze kterého se odvíjí přes osnovní svůrku () do tkací roviny. Pořadí a rozdělení osnovních nití zajišťují křížové činky (3). Osnovní nitě jsou navedeny jednotlivě do nitěnek (4). Soubor všech nitěnek ve společném rámu tvoří list. Soustava všech listů se nazývá brdo. Funkcí brda je vytvářet prošlup tj. rozdělovat osnovní nitě do dvou rovin a vytvořit klínový prostor (prošlup), do kterého je zanášen útek (0). Paprsek (5) udržuje osnovní nitě v požadované šířce a zajišťuje stejnoměrnou hustotu osnovních nití. Po prohození útku do prošlupu se pohybuje paprsek směrem ke tkanině a přirazí útek paprskem na bidle (6). V době přírazu útku se prošlup uzavírá a začíná se tvořit nový prošlup pro další útek. Postupně vznikající tkanina je odváděna z tkací roviny přes prsník (7) drsným válcem (8) a navíjí se na zbožový vál (9) útková cívka 8 9 člunek útek osnova Obr. 49. Pohled na tkací stroj (stav) Obr. 50. Princip vzniku tkaniny Tkalcovská výroba Výroba tkanin ve tkalcovském závodě neprobíhá najednou, tj. v jedné výrobní operaci, ale jedná se o sled technologických operací. Vždy je zachován určitý postup: ) příprava materiálu ke tkaní ) tkaní 3) dokončovací práce 55
57 Pro lepší orientaci je uvedeno blokové schéma postupu prací v tkalcovně: Příprava osnovy Sklad příze Tkaní Dokončovací práce Zušlechťovací práce Příprava útku O výrobě příze bylo jednáno v předešlé kapitole, nyní bude specifikována problematika tkalcovny, v první části tedy příprava materiálu ke tkaní Příprava pro tkaní Přízi dodávanou do tkalcoven je nutné připravit pro vlastní proces tkaní. Protože v tkalcovnách jsou zpracovány minimálně dvě soustavy nití, osnova a útek, dělí se příprava pro tkaní na přípravu osnovy a přípravu útku. Příprava osnovy Příprava osnovy je proces, který v sobě zahrnuje řadu dílčích technologických operací. Schéma přípravy osnovy ke tkaní: PŘÍZE (ve formě potáčů) družení soukání na křížové cívky skaní snování šlichtování barvení osnovních válů navádění nebo navazování tkaní V uvedeném přehledu je vidět, že některé operace přípravy osnovy nemusí být vždy prováděny. Tak např. nakupuje-li se již příze skaná, navinutá na křížem soukaných cívkách, může se ihned přistoupit ke snování. Dále je zde vidět, že je-li to vhodné, je možné přízi barvit i na osnovních válech. 56
58 Stručný popis jednotlivých operací při přípravě osnovy Soukání Účelem soukání je převinout přízi z nevhodného tvaru na cívky vhodné pro další zpracování. Příze se zbaví nečistot, prachu, odstraní se z ní vadná místa. Konce přízí se svážou správnými uzly nebo se spojí bezuzlově, tzv. splétači (angl. splicery). Nasoukaná příze má mít stejnoměrné napnutí, zásoba příze v návinech má být pokud možno stejná, a to co největší délky. Obr. 5. Schéma soukacího stroje předlohový potáč; rušič balónu; 3 niťová brzda; 4 čistič; 5 dotykač niťové zarážky; 6 vazač uzlů; 7 pohon cívky a rozvaděč příze; 8 soukaná cívka; 9 rámec pro uložení cívky Poznámka: V současné době jsou používány soukací stroje neautomatické, zejména stroje pro tzv. přesné soukání a pro speciální účely. Stále více jsou používány soukací stroje automatické s vysokými pracovními rychlostmi (až 00 m min ), velkou hmotností nasoukaných cívek, stále dokonalejším spojováním konců nití, s automatickým dodáváním potáčů i smekáním nasoukaných cívek. Práce sukařky je zaměřena na kontrolu procesu soukání, ev. doplňování potáčů pro soukání a ukládání hotových nasoukaných cívek. Důležité je správné nastavení čištění příze tak, aby přesoukaná příze byla dostatečně kvalitní, ale aby naopak nebylo přetrhů, resp. spojů, na cívce příliš mnoho. Známé jsou soukací stroje firem Schlafhorst Autoconer, Murata aj. 3 Tvary cívek Cívky ze soukacích strojů bývají většinou válcové nebo kuželové, s křížovým vinutím (obr. 0 b, c), ale používají se i přízové náviny další ( obr. 0 d ). c) a) b) d) e) Obr. 5. Další možnosti návinů cívek a) variokónická; b) bikónická; c) terčová kuželová; d) terčová válcová; e) raketová 57
59 Brzdění příze Při soukání musí být příze brzděna, tím je docíleno přiměřeného napnutí příze. Současně se také příze očistí od povrchových nečistot, popř. se přetrhnou slabá místa nebo špatné uzly. Nejpoužívanější typy brzdiček jsou: hřebenové, kotoučové, destičkové, válečkové. Čištění příze a) b) c) Obr. 53. Tvary niťových brzdiček a) hřebenová; b) kotoučová; c) destičková Úkolem čističe je přetrhnout nebo přestřihnout soukanou přízi v místě, kde je shluk nezapředených vláken, silné místo (klas) nebo nevhodný uzel. Používají se buď čističe mechanické (štěrbinové) nebo čističe elektronické. 3 a) b) Obr. 54. Čističe přízí a) pevný štěrbinový b) dielektrický ( kondenzátor, elektromagnet, 3 nůž) Rozváděcí a navíjecí ústrojí Při soukání se používají rotační rozvaděče se šroubovou drážkou (bubnové, válečkové nebo kuželíkové), kterou prochází soukaná nit. Dále se příze může rozvádět rozvaděči s přímočarým vratným pohybem (rozvaděče očkové a zářezové). K navíjení soukaných nití dochází otáčením soukaných cívek. Ty mohou mít pohon obvodový (konstatní navíjecí rychlost) nebo přímý (osový), kde s přibývajícím průměrem cívky dochází ke zvyšování navíjecí rychlosti. 58
60 Zarážky Na soukacích strojích se používají zarážky: niťové průměrové délkové Na automatických soukacích strojích dávají tyto zarážky podnět k likvidaci přetrhu, resp. k automatické výměně plné cívky za prázdnou dutinku. Vazače uzlů, splétače Moderní typy strojů jsou vybaveny ústrojím s vazačem (splétačem) uzlů, které samočinně navazuje spojuje konce příze. Vazače se konstruují pro vázání uzlů tkalcovských, rybářských nebo tzv. babských. Ve splétačích dojde ke spojení konců přízí pomocí stlačeného vzduchu. Konce přízí se nejprve vzduchem rozvolní, potom přeloží přes sebe a tlakem proudu vzduchu se zapletou do sebe. rozvolnění splétání Obr. 55. Princip spojování přízí splétáním pomocí stlačeného vzduchu Pomocná zařízení Mezi pomocná zařízení soukacích strojů patří zařízení ofukovací nebo odsávací pro odstraňování nečistot a krátkých uvolněných vláken. Někdy se na soukacích strojích používá zařízení pro úpravu a preparaci příze, např. parafinováním, avivováním (tam, kde se příze nebude šlichtovat). Dále bývají soukací stroje vybaveny zásobníky potáčů, resp. plných cívek, dopravníky potáčů, dutinek, plných cívek, automatickým ovládáním apod. Skaní Jsou-li kladeny na osnovní nitě zvýšené požadavky, co do pevnosti, stejnoměrnosti, vzorování apod., je nutné provádět operaci skaní. O technologické operaci skaní je pojednáváno v kapitole Příprava materiálu pro pletení. 59
61 Snování Při technologické operaci snování se zajišťuje převinutí přízí z křížových nebo jiných cívek na osnovní vály, a to v požadované hustotě (dostavě), v určitém počtu nití, šířce a délce, ev. vzoru, s přiměřeným napnutím. Poněvadž se tkají tkaniny stále širší a počty osnovních nití vedle sebe jsou vysoké (řádově tisíce), je nutné vytvářet osnovní náviny vlastně postupně (cívečnice pro uložení předlohových cívek pro snování bývají konstruovány pro cívek). Rozlišují se dva typy snování, které zajistí výše uvedený požadavek. Snování pásové, kdy se snove v plné dostavě a částečné šíři pás po pásu na snovací buben, z něhož se niti převinou na společný osnovní vál cívečnice křížový paprsek 3 snovací paprsek 4 měřicí váleček 5 přítlačný (odklopný) váleček 6 snovací buben 7 kužel snovacího bubnu 8 osnovní vál 9 nanášecí váleček Obr. 56. Schéma pásového snování Snování válové, kdy se snove v plné šíři, ale částečné dostavě na potřebný počet dílčích válů (,, 3), z nichž se pak nitě převinou na společný osnovní vál (4). Toto převíjení se dost často provádí při šlichtování osnovy. Schéma převíjení nasnovaných osnov je na obr. 57. Některé osnovy (s menším počtem nití) je možné snovat přímo, to znamená, že požadovaný počet nití se najednou nasnove na osnovní vál např. kobercové osnovy nebo osnovy při výrobě stuh. Pro přípravu osnov pro stuhy, osnovní pleteniny, pro výrobu pletenotkanin se často používá snování dílové, kde se snove v plné šíři a hustotě na dílové vály, které se až na stroji sestavují v požadovanou osnovu. 60
62 3 4 šlichtování Obr. 57. Schéma sdružování a převíjení nasnovaných válů při šlichtování popis viz text Nejdůležitější části snovacích strojů Cívečnice. Stojan nebo stojany pro uložení křížových cívek, vybavené brzdičkami, zarážkami, ev. dalšími potřebnými zařízeními. Na trny cívečnice se cívky ukládají většinou ve vodorovné poloze. Podle konstrukce jsou cívečnice tzv. pevné, výkyvné, vozíkové, pásové. Důležité pro nepřetržitou práci cívečnice je místo pro zálohové cívky, které se navazují na cívky v pracovní poloze. Obr. 58. Ukázka pevné cívečnice (bez zálohových cívek) Navíjecí a přitužovací zařízení. Pomocí tohoto zařízení je zajištěno navinutí osnovy pod určitým napětím. Náhony snovacího válu jsou buď nepřímým pohonem (povrchem), nebo přímým pohonem (osou). Nové typy snovadel jsou vybavovány regulačními kolektorovými elektromotory nebo jinými způsoby regulace otáček, resp. tvrdosti návinu osnovy. Měřící a zarážkové zařízení. Po navinutí předem stanovené délky osnovy se snovadlo samočinně zastaví. Niťové zarážky jsou umístěné na cívečnici (jsou to vlastně lamely), při přetrhu nebo vyčerpání zásoby nitě na cívce rovněž zastaví stroj. 6
63 Křížový paprsek. Umožňuje vytvoření tzv.snovacího kříže, který zajišťuje správné pořadí osnovních nití při šlichtování a tkaní. Snovací paprsek. S jeho pomocí se nastavuje šířka pásu a hustota nití při snování. Snovací buben. Při pásovém snování slouží k upevnění a navinutí jednotlivých pásů osnovních nití. Na jedné straně je opatřen pevným nebo nastavitelným kuželem. Převíjecí, sklápěcí, upínací zařízení. Umožňuje převíjení osnovy a manipulaci s osnovními vály. Nejnovější typy snovacích strojů jsou programovatelné, s funkcemi ovládanými počítačem. Pracují spolehlivě i při vysokých pracovních rychlostech. Úprava osnov (šlichtování) Pod úpravou osnov se rozumí: šlichtování osnov nebo barvení a šlichtování osnov v jednom procesu barvení osnov hlazení osnov vosky. Při ručním tkaní nebylo nutné osnovní nitě šlichtovat. S mechanizací tkacího procesu vznikla nutnost úpravy osnov. V posledních letech se úpravám osnov věnuje zvýšená pozornost zpracovávají se osnovy nekonvenčního charakteru, zvyšují se nároky na produkční rychlosti, automatizace strojů klade rovněž určité požadavky, nezanedbatelné je hledisko ekologické (odstraňování šlichet problematika odpadních vod, ev. recyklace šlichet). Účelem šlichtování je nanesení správného množství šlichtovacího roztoku na osnovní nitě, které se po usušení stanou hladšími a pevnějšími, umožní tak lepší další zpracování (při navádění a tkaní) a vyšší produktivitu práce ve tkalcovnách. Některé typy osnov dostatečně pevné a odolné se šlichtovat nemusí. Hlavní požadavky na šlichtu: šlichta má mít požadovanou lepivost, odstávající a vyčnívající vlákna se mají přilepit k povrchu příze, ale nitě se nesmí slepovat navzájem, šlichta by měla přízi (nit) obalit stejnoměrně a dobře proniknout i do jejího jádra, při sušení se má na povrchu nití vytvořit souvislá, pružná, hladká a pevná vrstva, šlichtováním se má zvýšit i pevnost nití, zejména pak odolnost proti oděru, vrstva šlichty na osnovních nitích má pevně lpět na vláknech, nemá praskat a odletovat ( prášit ), šlichtovací lázeň má reagovat slabě zásaditě, protože slabě kyselá šlichta by mohla poškozovat hlavně celulózová vlákna, šlichta by neměla mít nepříznivý vliv na vzhled, barvu a lesk tkaniny, šlichta by neměla poškozovat součásti šlichtovacího, ev. tkalcovského stroje, měla by být zaručena snadná vypíratelnost šlichty v obvyklých pracích prostředcích používaných v textilních provozech a tuto vlastnost by neměla ztrácet ani při delším skladování, 6
64 někdy se, zejména při výrobě režných tkanin, zboží dále neupravuje a šlichta zůstává na tkanině jako apretura. Šlichta v těchto případech musí splňovat požadavky trhu kladené na tyto druhy textilií, šlichtovací prostředky by měly být pokud možno levné a jejich příprava ve šlichtovně jednoduchá, další požadavek je nezávadnost šlichtovacích prostředků v odpadních vodách. Složení šlichty (hlavní složky) Tužidla. Tato po zaschnutí šlichty tvoří na povrchu nitě a vláken ochrannou vrstvu. Z části pak pronikají i dovnitř příze a tuto do určité míry zpevňují (např. bramborový škrob). Měkčící látky. Jejich účelem je dodat vláčnost a ohebnost a hladkost ochranné vrstvě. Bývají to nerozpustné látky (tuky, oleje ap.), které jsou jemně dispergované v šlichtovací lázni. Antiseptické látky. Tyto konzervují šlichtovací lázeň, zabraňují růstu bakterií a plísní. Hygroskopické látky. Zabraňují nadměrnému vysychání, tvrdnutí nebo křehnutí šlichtovacího nánosu na vláknech. Smáčedla. Tato složka není ve šlichtě nezbytná, avšak podporuje a urychluje smáčecí proces, zlepšuje stejnoměrný nános šlichty na nitě. Zatěžkávací přísady (plnidla). Tyto nejsou rovněž pravidelnou součástí šlichty. Přidávají se jen do šlichet, které se nevypírají. Jsou to různé anorganické soli, které mají zatěžkávat nitě, dodávat jim tedy plnějšího omaku. Barviva. Úkolem barviv je učinit šlichtu viditelnou na přízích. Tato barviva nesmí mít chemickou příbuznost ke šlichtovaným materiálům, protože musí být dobře vypratelná. Obecně lze konstatovat, že použité šlichtovací prostředky musí odpovídat zpracovávanému vlákennému materiálu. U nás používané typy šlichtovacích strojů (bubnové, komorové horkovzdušné, kombinované) se liší sušícím zařízením. Nové typy strojů jsou vybaveny regulačním zařízením, které zajišťuje stejnoměrné a správné usušení osnovy. (Regulační zařízení snímá vlhkost nití při výstupu ze sušárny a podle ní upravuje rychlost průchodu osnovy sušárnou) Obr. 59. Schéma šlichtovacího bubnového stroje předlohový vál; šlichtovací nádrž; 3 sušící bubny; 4 tažné válečky; 5 osnovní vál 63
65 Navádění a navazování Navádění nebo navazování osnovních nití do lamel osnovní zarážky, brda (nitěnek jednotlivých listů), paprsku je poslední stupeň přípravy osnovy ke tkaní. Lamely na každou osnovní nit se nasazuje lamela (otevřená nebo uzavřená). Při přetrhu nitě lamela klesne do tzv. hřebene a je dán impuls k zastavení stroje. a) b) Obr. 60. Lamely osnovní zarážky a) uzavřená; b) otevřená Brdo jednotlivé osnovní nitě se navádějí do nitěnek sdružených do listů, které vytváří brdo. Brdo slouží k vytvoření prošlupu, tj. umožní tkát příslušnou vazbu tkaniny. Hlavní součástí listu (obr. 6) jsou: rám (), horní a spodní činek (), sloupky (3), nitěnky (4) a) b) c) Obr. 6. List brda Obr. 6. Nitěnky Nitěnek existuje více typů (vybrané typy jsou znázorněné na obr. 6): a) drátěná nitěnka stáčená b) plochá nitěnka přímá c) plochá nitěnka s otevřeným koncovým očkem a otvorem klíčového tvaru (pro automatické navádění). V současné době se nejčastěji provádí navádění strojní, tj.pomocí naváděcích přístrojů. Paprsek základní funkce paprsku jsou: příraz útku ke tkanině vedení a rozdělování osnovních nití vedení zanašeče útku. 64
66 Paprsek se skládá z ocelových třtin na konci uchycených v rámu. Mezery mezi třtinami se nazývají zuby, do zubů paprsku se navádí většinou 4 osnovní nitě. Navádění se provádí ručně nebo nyní častěji strojově. Paprsky jsou buď ploché nebo mají určitý profil, který pak napomáhá vedení zanášeného útku (např. na pneumatických tryskových strojích). osnovní nit naváděcí jehla Navazování a) b) Obr. 63. Paprsek a) přímý (plochý); b) profilovaný Používá se místo navádění při zpracování stejných druhů osnov po sobě. Osnovy se stejným počtem nití, pro tkaniny se stejnou vazbou, se tedy navazují přímo na tkacích strojích. Konce staré a nové osnovy se navazují ručně nebo strojově. Vzhledem k tomu, že technologická operace navazování je ekonomicky výhodnější, používá se častěji (přibližně v 80 % případů). Příprava útku Při výrobě tkanin ze silnějších přízí nebo při výrobě určitých typů tkanin (např. mycí hadry, prachovky, vigoňové přikrývky) je možné použít jako útkovou předlohu pro člunek přímo potáče z přádelny. V ostatních případech se útek většinou přesoukává, buď na útkové cívky kanety, vytáče (přízové těleso bez podkladové dutinky z hrubších přízí) viz obr. 0 d), superkopsy, tedy útkové předlohy pro člunkové tkací stroje, nebo se používají křížové a raketové cívky, jako útkové předlohy pro bezčlunkové tkací stroje viz obr. 5. kaneta superkops Obr. 64. Tvary útkových přízových cívek pro člunkové tkací stroje 65
67 Princip soukání útku je obdobný jako při soukání osnovy. Stroje jsou nazývány automaty na soukání útku, mají buď skupinový, nebo individuální pohon soukacích jednotek. Existuje též soukací zařízení umístěné přímo na tkacím stroji, které umožňuje automatickou výměnu útkových cívek přímo na stroji (tzv. Unifil). Pro tkací stroje bezčlunkové se jako útková předloha používají nejčastěji cívky s křížovým vinutím (válcové i kuželové). Zde se opět používají nejčastěji automatické soukací stroje viz příprava pro tkaní soukání osnovy. Napařování příze. Tam, kde by docházelo při odvíjení příze ke smyčkování (vlivem zakrucování příze), je nutná operace napařování příze, tj. fixace zákrutů. Provádí se v pařácích různých typů, jejichž teplota, tlak a doba napařování se řídí podle napařovaného materiálu. Napařená příze nesmyčkuje, je plnější, měkčí, tvárnější Tkaní Princip vzniku tkaniny již byl popsán dříve. Je nutné si uvědomit, že tento princip tkaní je v podstatě zachován u všech typů tkacích strojů, u některých typů strojů s určitými výjimkami. Tkanina je vytvářena dvěma pravoúhlými soustavami nití, osnovy a útku. Před vlastním tkaním musí být vložena osnova do stroje, zkontrolovány návody osnovních nití do brda, paprsku, připraven útek, seřízeny jednotlivé mechanismy stroje. Cyklus tkaní je možné seřadit do následujících fází: I. fáze otevření prošlupu. Z osnovních nití je podle tkané vazby vytvořen brdem (tkacími listy) klínový prostor prošlup, do kterého je možné zanést útek. II. fáze zanesení útku. Do prošlupu je pomocí zanašeče (člunku, skřipce, jehly, proudu vzduchu nebo vody) vložena po celé šířce osnovy útková nit. III. fáze zavření prošlupu. Po zanesení útku si tkací listy vymění polohu. Nejdříve dojdou do základní polohy (kdy jsou v tzv. zástupu). V pokračujícím pohybu tkacích listů se osnovní nitě se zaneseným útkem překříží, aby mohl být útek přírazem upevněn ke tkanině. IV. fáze příraz útku. Zanesený útek je paprskem umístěným na bidle přiražen ke tkanině. Zároveň se začíná tvořit nový prošlup. Posuv soustavy osnova tkanina. Po přírazu útku je tkanina odtahovým válcem posunuta o dráhu rovnající se požadované vzdálenosti mezi dvěma útky. Zároveň se popustí osnova. Poznámka: V následujícím tkacím cyklu jsou tkací listy, které byly předtím nahoře, staženy dolů a obráceně. Ostatní fáze (II IV) se opakují. 66
68 Stroje pro tkaní mají všeobecně následující hlavní části a mechanismy nebo funkční celky: ) mechanismy nutné pro tkaní prošlupní mechanismus s tkacími listy nebo žakárové brdo prohozní mechanismy přírazový mechanismus s paprskem osnovní a zbožové regulátory ) části stroje nezbytné pro jeho konstrukci: rám stroje hnací ústrojí (elektromotor, převodová ústrojí, spojka, brzda) elektroinstalace, mazací systémy, a pod. 3) přídavné mechanismy a části usnadňující obsluhu a kontrolu: osnovní a útkové zarážky ústrojí barevné záměny útku nebo výměny cívky měřící zařízení zařízení pro sběr dat signalizační zařízení rozpínky, pojistky, ochranné kryty atd. speciální zařízení (na speciálních tkacích strojích). Na obr. 65 je schéma dvouhřídelového tkacího stroje. Jsou zde přehledně vidět části stroje a zařízení nutná k vedení osnovy a nabalování tkaniny osnovní vál prošlupní vačky na spodním hřídeli 3 prošlupní páky 4 tkací listy (brdo) 5 hřídel s válečky pro závěs listů 6 osnovní svůrka 7 křížové činky 8 paprsek na bidle 9 prsník 0 drsný válec (drsník) zbožový vál horní hřídel 3 útek a) 67
69 osnovní vál osnovní svůrka 3 křížové činky 4 závěs listů 5 tkací listy (brdo) 6 prošlup 7 prošlupní páky 8 bidlo 9 paprsek na bidle 0 útek prsník zbožový vál s tkaninou b) Obr. 65 Schéma tkacího stroje a průchodu osnovy tkacím strojem a) schéma dvouhřídelového tkacího stroje b) zjednodušený průchod osnovy tkacím strojem Popis částí tkacího stroje: Osnovní vál ocelová trubka (průměr 0 50 mm) a okrajové kotouče (průměr až 000 mm). V trubce válu jsou záchytné otvory pro pásy osnovních nití. Vál se na stroj ukládá nejčastěji do kluzných ložisek. Ústrojí k popouštění osnovy je to buď osnovní brzda nebo osnovní regulátor, které zajišťují správné odvíjení a napínání osnovních nití. Osnovní svůrka vede osnovní nitě do tkací roviny, ovlivňuje jejich napnutí. Je buď pevná (nehybná) nebo otočná. Je to ocelová tyč nebo trubka, ev. má průřez ledvinovitý. Křížové činky obvykle dvě hladké tyče, kovové nebo dřevěné. Ovlivňují délku zadního prošlupu (od křížových činek po listy), a tím napnutí nití, zajišťují niťový kříž. Brdo soustava tkacích listů, jejich počet závisí na tkané vazbě a dostavě osnovních nití. Součástí listu jsou nitěnky, do jejichž oček se navádí osnovní nitě. Na žakárových tkacích strojích se používá šňůrové neboli žakárové brdo. Jednotlivé nitěnky jsou připojeny ke zdvižným šňůrám, které ovládají platiny žakárového stroje. Paprsek skládá se z ocelových třtin spojených vazbou v rámu. Vede osnovu v určité šíři. Bývá plochý nebo má určitý profil. Prsník udržuje tkaninu rozepjatou a vede ji na odtahové zařízení. Ulehčuje práci rozpínek. Většinou se používá nehybný prsník. Rozpínky mají za úkol udržet šířku tkaniny v místě přírazu útku. Odtahování a navíjení tkaniny tkanina je na zbožový vál navíjena většinou pomocí zbožového regulátoru. Ten může pracovat jako pozitivní (popotahuje tkaninu pravidelně 68
70 o stejnou část přetržitě přerušovaně nebo plynule) nebo negativní (odtahuje tkaninu v závislosti na tloušťce zatkaného útku). Prošlupní ústrojí slouží k vytváření prošlupu (klínovitého prostoru mezi osnovními nitěmi). Podle požadované vazby se používá vačkové prošlupní ústrojí, nebo listový či žakárový stroj. Vačkové prošlupní ústrojí se používá pro tkaní vazeb nejjednodušších, max. do listů. Listová prošlupní ústrojí se používají pro výrobu tkanin do 5 tkacích listů (výjimečně 33). Jednotlivé listy jsou ovládány poměrně složitým mechanismem podle vzorů vytlučených na kartách nebo pásech podle vazby tkaniny. Pracují buď jako jednozdvižné nebo dvouzdvižné. Základní přehled prošlupních ústrojí je uveden na schématu. Schéma prošlupních ústrojí: Prošlupní ústrojí s listovým brdem se šňůrovým brdem vačkové mechanismy listové stroje žakárské stroje Žakárové stroje se používají na výrobu tkanin s velkými vazebními vzory (např. koberce, damašky, brokáty). Jednotlivé osnovní nitě jsou navlečeny v nitěnkách, které pak vytváří prošlup po skupinách, pomocí tzv. šňůrového brda. Skupiny nitěnek jsou ovládány mechanicky nebo elektronicky, podle zadaného vzoru tkaniny. Ústrojí k pohybu útku je poněkud odlišné podle typu tkacího stroje (srovnej tkací stroje člunkové a bezčlunkové). U člunkových tkacích strojů má tyto nejdůležitější části: bidlo a pohybové ústrojí ústrojí prohozní ústrojí člunkové záměny ústrojí k doplňování záměny útku. Na obr. 66 je schematicky znázorněn člunek. Člunek se vyrábí buď z tvrdých dřev nebo z polyamidu. Provedení člunků je různé pro útkové cívky, potáče nebo vytáče. Obr. 66. Člunek Pro tkaní vícebarevných tkanin se používají tzv. člunkové záměny, které umožní požadované střídání útku pomocí člunečníkových skříněk člunečníků (otočných revolverových záměn nebo záměn stoupacích, apod). Doplňování zásob útku u mechanických tkacích strojů provádí ručně obsluha, u automatických strojů je výměna útkových cívek nebo celých člunků prováděna samočinně. 69
71 Výhody člunkových tkacích strojů: univerzální použití vysoká kvalita tkaniny pevné okraje tkaniny malý odpad útku Nevýhody člunkových tkacích strojů: člunek je těžký, rozměrný, a proto omezuje prohozní rychlosti nutnost vysokého prošlupu, větší přetrhovost osnovních nití, nižší produktivita stroje pracná příprava útku velká hlučnost změna napětí útku vlivem změny průměru útkových cívek (menší průměry, vyšší napětí), potom je možnost příčného pruhování tkaniny po vybarvení největší nevýhodou je velká spotřeba pohybové energie V podstatě, na základě uvedených nevýhod člunkových tkacích strojů, byly navrženy a vyvinuty nové typy tkacích strojů s různými zanašeči útku, s více prošlupy, s kombinací tkaní a pletení. Tyto nové stroje jsou výkonnější, bezpečnější, méně hlučné. Odpadá přesoukávání útku na malé útkové náviny, jako útkové předlohy se používají větší, a tím i vhodnější přízové náviny. Přehled používaných tkacích strojů jednoprošlupních: člunkové (ruční, mechanické, automatické) skřipcové (s prohozem z jedné strany, s prohozem z obou stran) tryskové (vzduchové, vodní) jehlové (zanášení útku jednou jehlou nebo zanášení útku dvěma jehlami) pro výrobu tříosých tkanin ostatní způsoby tkaní (např. prohoz setrvačností, bičový, apod). Přehled a rozdělení víceprošlupních tkacích strojů. Za víceprošlupní se považují takové tkací stroje, které pracují s více než dvěma prošlupy: rovinné kruhové bubnové Postup tkaní na víceprošlupních tkacích strojích Prošlupy P, P, P 3 se tvoří kontinuálně plynule za sebou (v délce asi 00 mm). Na začátku pracovní zóny vznikají, na konci pracovní zóny zanikají. Prošlupní půlvlna má délku x, osnovní nit se při plátnové vazbě vrátí do původní polohy, až se prošlup posune o celou délku vlny x. V každé půlvlně prošlupu se stejnou obvodovou rychlostí v posunují zanašeče z, z. 70
72 Z Z 3 P P x P 3 Z v Obr. 67. Schéma vlnovitého prošlupu postupujících kolmo k osnovním nitím Liché osnovní nitě jsou značeny plnou čarou, sudé nitě dvojitou. Činnost zanašečů je přetržitá, ale proces tkaní probíhá nepřetržitě. Z víceprošlupních strojů vyráběných u nás je znám zejména stroj KONTIS Bezčlunkové tkací stroje Jak je zřejmé z uvedeného přehledu, jsou v našich tkalcovnách, kromě člunkových tkacích strojů, používány bezčlunkové tkací stroje, tj. především stroje s prohozem skřipcovým, jehlovým nebo tryskovým.bezčlunkových tkacích strojů pracuje v našich tkalcovnách většina. U tkacích strojů s uvedenými typy prohozů bylo postupně vynalezeno a zdokonalováno více variant, zde však bude pro ilustraci uveden vždy jen základní typ daného tkacího stroje. Bezčlunkové tkací stroje mají ve srovnání s člunkovými stroji, následující přednosti: mají vyšší otáčky, tedy i vyšší výrobnost a produktivitu práce, jako útkové předlohy se používají velké křížové cívky, odpadá soukání malých útkových návinů, a tím i častá výměna útkových cívek, zanašeče útku mají menší rozměry, takže prošlup může být nižší a osnovní nitě jsou méně namáhány, záměna barev útku je jednodušší, hlučnost většiny bezčlunkových strojů je nižší. Tkací stroje s prohozem skřipcovým Útek je odebírán z křížové cívky a do prošlupu je zanášen skřipcem. Skřipec je kovové tělísko o hmotnosti 0 00 g. Stroje pracují s více skřipci (podle šířky stroje 9 0), tj. jeden skřipec zanáší útek a ostatní skřipce se v mimopracovní poloze vracejí zpět. Na tomto principu pracují stroje firmy Sulzer (Švýcarsko). Skřipec je do prošlupu vhazován prohozním ramenem, jehož výkyv způsobuje torzní tyč. 7
73 3 4 5 a) b) 5 křížová cívka; vodící očko; 3 niťová brzda 4 vyrovnávač napětí; 5 skřipec; 6 vodící lamely; 7 háček pro zatahování konce útku do následujícího prošlupu; 8 nůžky Obr. 68. Prohoz skřipce na tkacím stroji a) schéma prohozu skřipce; b) princip zanášení útku skřipcem Na strojích naší výroby (Novostav, Nopas) je používán jeden skřipec, zanášený z obou stran. Tkací stroje s tryskovým prohozem útku Z křížové cívky se odvine a odměří délka útku, potřebná pro jeden prohoz. V okamžiku prohozu prohozní médium (vzduch nebo voda), které vychází z trysky, zanese útek do prošlupu. Zanesený útek se sevře chapadlem a přirazí paprskem. Paprsek se užívá buď přímý (plochý) nebo profilovaný. Okraje tkaniny se proti uvolnění zajišťují většinou perlinkovou vazbou. 3 4 křížová cívka odměřovací zařízení 3 tryska 4 nůžky Obr. 69. Princip tryskového prohozu Aby se mohly vyrábět tkaniny o větších šířkách, je útek veden buď zvláštním lamelovým kanálem konfuzorem (obr. 70), nebo je útek veden v profilu paprsku, a současně je prováděno přifukování v dráze útku speciálními přídavnými tryskami. 7
74 6 3 3 A 4 5 B 7 C a 4 Obr. 70. Umístění konfuzoru na tryskovém tkacím stroji Obr. 7. Vedení útku v profilovaném paprsku tkací listy; bidlo; 3 paprsek 4 lamely konfuzoru; 5 útek; 6 osnova; 7 tkanina A, B, C polohy konfuzoru v průběhu tkacího cyklu útek; tryska; 3 paprsek 4 přídavná (dofukovací) tryska a rozteč mezi přídavnými tryskami Tkací stroje s jehlovým prohozem útku 3 4 Útek je odebírán z křížových cívek a zatahován do prošlupu jehlou, která je pevně vedena po celé dráze prošlupu. Stroje pracují s pevnými jehlami, tzv. rapíry nebo s jehlami ohebnými. Existuje více možných způsobů zanášení útku, jednou jehlou nebo dvěma jehlami. Snadno pochopitelný je princip zanášení útku dvěma jehlami, s předáváním útku uprostřed tkacího stroje, ve tvaru vlásenky (kličky). Tento způsob tkaní vytváří na tkanině jeden pevný kraj, druhý je zpevňován perlinkou (speciální typ zpevňovací vazby). a) b) c) d) Obr. 7. Schéma zanášení útku dvěma jehlami křízová cívka;,3 jehly; 4,5 kleště pro sevření útku; 6,7 kotouče pro pohyb jehel 73
75 3.3.5 Kombinace tkaní a pletení pletenotkaní Pletenotkaní je nová technika vytváření plošných textilií spojením dvou technologických principů výrob textilií tkanin a pletenin. Stroje na výrobu pletenotkanin byly vyvinuty z pneumatických tryskových tkacích strojů. Obr. 73. Schéma pletenotkaniny Typické jsou proužky tkaniny, spojené sloupky oček, tj. řetízkem. Vlastnosti pletenotkanin jsou kombinací vlastností tkanin a částečně pletenin. Zpracovávat se mohou všechny druhy vlákenných materiálů. Jako osnovy jsou většinou používána syntetická hedvábí (polyamidová, polyesterová). Sortiment výrobků může být velmi široký, např. lůžkoviny, podšívkoviny, košiloviny, textilie pro pracovní oděvy, technické textilie, obvazové materiály s pevnými kraji, bytové textilie atd. Stroje pracují s vysokými výkony, nižší hlučností a nižšími nároky na energii než tkací stroje. 3.4 Dokončovací práce Celý systém výroby tkanin je zaměřen na dodržování konstrukčně technologických parametrů výrobků a na předcházení vzhledovým vadám ve tkaninách. Technická kontrola výroby se dělí na kontrolu mezioperační a kontrolu výrobní. Mezioperační kontrola je dána podmínkami a řízena směrnicemi v jednotlivých tkalcovnách. Ve směrnicích je uváděn způsob, rozsah a četnost kontrol pro jednotlivé technologické operace. Kontrola při tkaní probíhá vlastně neustále, provádí ji zejména tkadlena a seřizovač, ev. kontrolor pro celou tkalcovnu. Kontrola po tkaní v některých tkalcovnách je zavedena bezprostřední kontrola ihned po tkaní, která zajistí rychlé provedení nápravných opatření na jednotlivých strojích. V podstatě je možno říci, že při výrobě tkanin se musí dodržovat důsledně technologický postup výroby dané tkaniny, včetně výrobního předpisu dané tkaniny (viz. poznámka). 74
76 3.4. Přejímka, čištění a měření textilie Zkontroluje se šířka, dostava, vazební technika, střída vazby, označí se vady, tkanina se zařadí do klasifikační třídy. Čištění odstraní se možné závady (nopky, uzlíky). Hodnocení textilie zkontroluje se práce čističky a zboží se zařadí do jakostní třídy. Měření textilie je změřena, zvážena a označena tak, aby bylo zřejmé, jaké operace budou následovat v úpravně. Zkontrolované, vyčištěné, označené kusy tkanin se ukládají do skladu nebo předávají k úpravě do zušlechťovacího provozu. Poznámka: Technologické postupy mohou být různě podrobné. Obvykle obsahují:. Základní technické údaje druhu tkaniny.. Typy strojního zařízení včetně technických a technologických údajů. 3. Rozpis velikosti utkané partie pro všechny výrobní operace. 4. Podmínky pro přejímku příze. 5. Předpisy pro čištění zboží. 6. Jiné zvláštní předpisy pro vyráběný druh tkaniny. Výrobní předpis dané tkaniny obsahuje základní technické údaje, jsou to:. Název tkaniny a číslo druhu (standardu).. Šířka tkaniny v [cm], a to: šířka paprsku, šířka utkané (režné) tkaniny a šířka hotové (upravené) tkaniny. 3. Dostava osnovy a útku na 0 cm nebo na cm, a to pro režnou i upravenou tkaninu. 4. Celkový počet osnovních nití (cpn) a počet nití v krajích tkaniny. 5. Jemnost a druh příze v osnově a v útku. 6. Spotřeba příze v osnově a útku na m nebo na 00 m tkaniny, ev. na l dílec. 7. Vazba tkaniny, počet listů a návod do brda. 8. Označení a hustota paprsku (počet třtin na 0 cm) a návod nití do paprsku. 9. U pestrobarevného zboží vzor snovaný a vzor tkaný (pořadí házení). 0.Podle potřeby se přiloží vzorek tkaniny a vzornice vazby s návodem osnovních nití..v předpisech někdy bývá ještě uvedena délka dílce (kusu) tkaniny a snovaná délka osnovy pro dílec tkaniny. Dále se uvádí hmotnost m a běžného metru [bm] tkaniny. 75
77 76



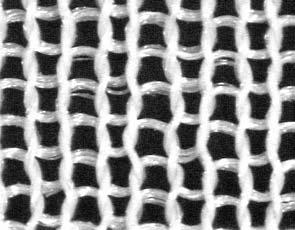
78 77
79 4. Úvod Historie pletařství je poměrně krátká, počátky pletení se datují až od začátku našeho letopočtu (srovnej s vývojem tkaní!). V Evropě se první pletené výrobky objevily až ve 3. století, ve Španělsku. Pletařství se šířilo pomalu, rozšíření řemeslné výroby a vznik cechů v Německu a ve Francii se datuje až do let 6. a 7. století. V historii pletařství nesmí být vynecháno jméno Wiliama Leeho, anglického pastora, který vynalezl ruční zátažný stávek (r. 589) a urychlil tak pletařskou výrobu asi desetinásobně. U nás byla první pletárnou punčochárna, založená při oseckém klášteře (r. 697). Velký rozmach pletařské výroby nastal až v 9. století, kdy vlastně byly vynalezeny téměř všechny principy pletacích strojů. V současné době dosahuje úroveň pletařských strojů vysoké technické dokonalosti, produktivita strojů se několikanásobně zvyšuje, zlepšuje se využití strojů, objevují se nové vzorovací principy, vzorovací a vazební možnosti (dané např. využíváním elektroniky), zlepšuje se jakost pletenin, rozšiřuje se sortiment a použití pletenin. Výrobky pletařského průmyslu zahrnují v současnosti velmi širokou oblast, a to zejména pro své užitné vlastnosti a rozšiřující se sortiment. Jedná se o výrobky kusové (punčochové a ponožkové zboží, rukavice), dále o zátažné pleteniny v metráži, zpracovávané na trika, prádlo, vrchní ošacení. Z osnovních úpletů (metráže) jsou jednak záclonoviny, závěsy, dále pak opět prádlo, domácí obleky atd. Další část výrobků tvoří pleteniny tvarované plošně i prostorově pletením např. módní svetry, ale některé i výrobky punčochové. Speciálním typem pletených výrobků jsou pleteniny pro technické účely, dále např. pletené kožešiny, stuhy apod. 4. Základní pojmy Pletenina plošná textilie vznikající (většinou) z jedné soustavy nití: vytvářením a proplétáním oček. Pletenina zátažná vytváří se z vodorovné soustavy nití (jedné nebo více), postupně v příčném směru, po řádcích, je snadno paratelná. Pletenina osnovní vytváří se ze svislé soustavy nití, očka se vytvářejí v podélném směru po sloupcích (celý řádek najednou). Je obtížněji paratelná. Klička je volně vytvořená z niti, z ní je možné protažením vytvořit tzv. otevřené očko (obr. 74 a). Smyčka (uzavřená klička) vzniká otočením niti kolem jehly. Protažením smyček navzájem vznikají uzavřená očka (obr. 74 b). Očko lícní vzniká protažením kličky původním očkem zezadu dopředu. V pletenině vynikají stěny oček obr. 75 a) a obr. 77. Očko rubní vzniká protažením původního očka kličkou zepředu dozadu (v pletenině vynikají jehelní a platinové oblouky) obr. 75 b) a obr
80 Očko základní vazební prvek pleteniny. a) a) b) b) Obr. 74. Vazební prvky a) klička; b) smyčka Obr. 75. Očka zátažné pleteniny a) lícní; b) rubní Poznámka: Lícní a rubní očka osnovní pleteniny vznikají obdobně jako u pleteniny zátažné, ale mohou být i položená šikmo. Očko osnovní pleteniny má jehelní a platinové obloučky, stěny oček a spojovací kličku.. Obr. 76. Očka osnovní pleteniny rubní a) s otevřeným kladením b) s uzavřeným kladením a) b) jehelní obloučky stěny oček vazné body platinové obloučky původní očka lícní očko Obr. 77. Části očka rubní očko 79
81 Sloupek vzájemně provázaná očka (seskupená nad sebou) obr. 78. Řádek očka ležící vedle sebe (kolmo na sloupek) obr. 78. Hustota sloupků Hs udává počet sloupků pleteniny, připadajících na jednotku délky m, někdy na 00 mm Hustota řádků pleteniny Hř udává počet řádků pleteniny na m (nebo 00 mm) Hustota celková (plošná) Hc udává počet oček v ploše m. Platí, že Hc = Hs Hř [m ] řádek 4.3 Znázorňování pletenin Obr. 78. Řádek, sloupek Zakreslování vazeb pletenin se provádí buď formou oček (tak, jak se pletenina jeví z lícní nebo z rubní strany), nebo pomocí určitých symbolických znaků, tzv. patron (technických vzornic), kde jsou přehledně zachyceny jednotlivé vazební prvky pletenin. Pro zátažné i osnovní pleteniny se používají jiné systémy značení. Pro zátažné pleteniny: systém Prusa používá čtverečkový rastr, do kterého se zakreslují jednotlivé znaky vazebních prvků pletenin. Symbolické znázornění jehel v lůžku: jehla v činnosti, jehla mimo činnost. lícní očko rozřazení jehel v lůžku podložená klička (neznačí se) rubní očko (jednolícní a oboulícní pleteniny) rubní očko (obourubní a interlokové pleteniny) chytová klička (lícní, rubní) shozené očko (lícní, rubní) Obr. 79. Vybrané znaky systému PRUSA 80
82 systém anglický je to schematické znázornění příčného řezu pletenin. Tečky v obrázku značí jehly v předním a zadním lůžku: rubní očka lícní očka očka chytová klička (na zadním lůžku) podložená klička (na předním lůžku) Obr. 80. Vybrané znaky anglického systému systém VÚP (Výzkumný ústav pletařský) vazební prvky pleteniny jsou znázorněny písmeny do čtverečkovaného rastru (využití počítačů): v lícní očko v o v o o rubní očko v o v o chytová klička v o v o podložená klička v o v o a) b) Obr. 8. Systém VÚP a) vybrané znaky b) příklad použití při značení oboulícní zátažné pleteniny hladké Pro osnovní pleteniny: Je používán jiný schematický jednotný systém zápisu (tzv. kladení) znázorňuje se pohyb kladecích jehel (přístrojů) mezi a okolo (před a za) pletacích jehel, nebo-li schéma vedení nitě v pletenině. Znázornění kladení může být otevřené vznikají kličky, nebo uzavřené vznikají smyčky. otevřené uzavřené Obr. 8. Kladení osnovních pletenin 4.4 Nejdůležitější vybrané vlastnosti pletenin Charakteristické vlastnosti pletenin jsou dány zejména strukturou (šířka a výška očka, délka nitě v očku, tloušťka průměr nitě, hustota sloupků a řádků) a materiálem zpracovávaným do pletenin. U běžných typů zátažných pletenin jsou tedy významné následující vlastnosti, důležité pro spotřebitele (tzn. užitné vlastnosti): tažnost (po řádku, sloupku) pružnost mačkavost splývavost stáčivost zátrhavost paratelnost pevnost ve švu prodyšnost tepelně izolační schopnost savost náročnost údržby a další 8
83 Osnovní pleteniny jsou často vyráběny z chemického hedvábí, např. záclonové výrobky, krajky, tyly, prádloviny, podšívkoviny, a tyto výrobky mají charakteristické vlastnosti odlišné, díky použitému materiálu i díky odlišné struktuře, např. nižší tažnost, pružnost, apod. 4.5 Základní rozdělení pletenin, znázornění a přehled nejužívanějších vazeb pletenin Základem vazeb pletenin jsou očka. Pleteniny jsou vyráběny vesměs z jedné soustavy nití: z příčné soustavy nití pleteniny zátažné z podélné soustavy nití pleteniny osnovní. Pleteniny vyráběné na jednom jehelním lůžku stroje jsou pleteniny jednolícní, dvoulůžkové pletací stroje umožňují plést pleteniny oboulícní (resp. obourubní, interlokové). Nejjednodušší vazby, tzv. hladké, se pletou na plném počtu jehel v lůžku (lůžkách). Další vazby se tvoří např. vyřazením určitých jehel z činnosti, manipulací s očky (přenášení, převěšování), přídavnými nitěmi, apod. Pro snadnější orientaci je uvedeno celkové rozdělení pletenin (zátažných a osnovních). Nejčastěji používaným vazbám je v textu věnována větší pozornost. Používané zkrácené označování pletenin: ZJ zátažná jednolícní pletenina ZO zátažná oboulícní pletenina ZR zátažná obourubní pletenina ZI zátažná interloková pletenina OJ osnovní jednolícní pletenina OO oboulícní osnovní pletenina Zátažné pleteniny jsou uvedeny vždy s nákresem vazby (formou oček), patronou v systému Prusa, rozřazením jehel v lůžkách a příklady na nejběžnější použití uvedené pleteniny. Pletou se většinou na jazýčkových nebo dvoujazýčkových jehlách. Pleteniny osnovní. Z jednolícních vazeb osnovních pletenin jsou uvedeny pouze nejjednodušší vazby, tj. vazba řetízků a vazba trikotu z rubní strany, včetně kladení otevřeného i uzavřeného. Z oboulícních osnovních pletenin je zobrazena základní vazba oboulícní pleteniny (:). Tyto pleteniny se tvoří převážně na strojích s háčkovými (i jazýčkovými) jehlami. 8
84 Tab. 7. Základní rozdělení pletenin Zátažné (z příčné soustavy nití) s plným počtem oček obr. 83 podkládané (s chybějícími očky) obr. 84 jednolícní (ZJ) s vazbami: s chytovými kličkami obr. 85 (keprové, štrukové, ) s doplňkovými nitěmi (kryté, výplňkové s útkem, ) s přenášením oček (petinetové obr. 86, twistové, ) Pleteniny s plným počtem oček (hladké :) obr. 87 s chybějícími očky (žebrované, patent : obr. 88, vlny duté, ) oboulícní (ZO)s vazbami: s chytovými kličkami (perlový chyt, oboustranný chyt) s doplňkovými nitěmi (méně) s posunutím lůžek, s přenášením oček, tj. se změnou polohy nebo struktury vazebních prvků s plným počtem oček (hladké) obr. 89 obourubní(zr) s vazbami: se střídáním druhu oček (rub rub, rub líc) kombinace střídání oček a vazeb interlokové (ZI) s vazbami: s plným počtem oček (hladké) obr. 90 odvozeniny Osnovní (z podélné soustavy nití) s kladením nití přímým (řetízky) obr. 93 jednolícní (OJ): s kladením postupným (atlasy) s kladením střídavým (trikoty obr. 95, sukna) kombinované kladení nití střídavě na přední a zadní lůžko stroje oboulícní (OO): (s plným počtem oček obr. 94) různé kombinace 83
85 4.5. Zátažné pleteniny Zátažná pletenina jednolícní vazba z rubní strany patrona + jehly v zadním lůžku Na obrázku je uvedena vazba ZJ pleteniny s plným počtem oček, lícní a rubní strana, včetně patron Prusa a jehel v lůžku. Je to základní pletařská vazba, z lícní strany je typická stěnami oček, z rubní strany jehelními a platinovými obloučky. Plete se na jednolůžkových pletacích strojích. Použití: punčochové výrobky, trička, vrchní ošacení. vazba z lícní strany patrona + jehly v předním lůžku Obr. 83. Zátažná jednolícní pletenina Zátažné jednolícní pleteniny s vzorovacími vazebními prvky Patří sem vazba ZJ pleteniny podkládané (s podkládanými kličkami a s chybějícími očky). Při podložené kličce je jehla vyřazena z činnosti neplete (obr. 84). Podkládání kliček se může využít při pletení vícebarevných vzorů, tzv. norských. Další vzorovací vazební možností je vazba ZJ pleteniny chytové (s chytovou kličkou), kdy se netvoří očko, ale nit je přidána k předcházejícímu očku, se kterým je zapletena ( chycena ) v následujícím řádku (obr. 85). Pletenina je charakteristická protaženými očky. Při vícenásobném chytu vznikají tzv. nopy. Chytové kličky se vytvářejí změnou zámkové dráhy jehel. Použití: svetry, vrchní ošacení. 84
86 Dále je uveden příklad na petinetovou vazbu (obr. 86) očka jsou přenášena (u ZJ) převěšována (u ZO) uvnitř úpletu a tvoří otvory. Přenáší-li se očka na kraji pleteniny, hovoří se o ujímání tvarování, což se využívá při bezodpadové technologii výroby pletenin. Obr. 84. Vazba ZJ pleteniny s podkládanou kličkou z rubní strany Obr. 85. Vazba ZJ pleteniny s chytovou kličkou z rubní strany a) b) Obr. 86. ZJ pletenina s přeneseným očkem z rubní strany a) vazba; b) patrona Zátažné oboulícní pleteniny Mezi ZO pleteniny patří především základní pletenina hladká :. Dále se mezi tyto pleteniny řadí tzv. pleteniny žebrové se střídáním různého počtu sloupků lícních a rubních oček např. vzory 5:3, 8:4, :6, atd. Vazba ZO pleteniny hladké : se jeví z obou stran jako pletenina lícní (po sražení pleteniny v příčném směru). Plete se na dvoulůžkových pletacích strojích. Sráží se v příčném směru. Použití: např. dětské punčochové kalhoty, vrchní ošacení, různá trika. Obr. 87. Zátažná oboulícní pletenina hladká (:) Vazba, patrona, rozdělení jehel v lůžkách, vedení příze na jehlách Libovolným vyřazením jehel se mohou vytvářet různé šířky žeber, tvořených sloupky lícních nebo rubních oček. 85
87 a) b) Vazba ZO pleteniny žebrové : patent. Vazba je charakteristická velkou pružností v příčném směru, často se proto používá na pružné lemy. Plete se na dvoulůžkových pletacích strojích. Pro patent se vyřazuje každá třetí jehla z činnosti v obou lůžkách (viz obr. 88 b) patrony Prusa a rozřazení jehel v lůžkách). v v v v o o v v v v o o v v v v o o v v v v o o c) d) Obr. 88. Zátažné oboulícní pleteniny Patent : a) vazba; b) patrona, rozřazení jehel v lůžkách Žebrová 4: c) patrona Prusa; d) patrona VÚP Zátažné obourubní pleteniny Vazba ZR pleteniny se jeví z obou stran jako rubní, sráží se v podélném směru. Plete se pomocí dvoujazýčkových jehel na pletacích strojích typu RUB RUB. Drážky jehelních lůžek jsou umístěny proti sobě. Tato pletenina se sráží v podélném směru, má velkou tažnost. Použití: ponožky, dětské (kojenecké) soupravičky, čepice, atd. řádek rubních oček řádek lícních oček Obr. 89. Zátažná obourubní pletenina hladká Vazba, patrona, jehly v lůžkách 86
88 Zátažné interlokové pleteniny Nejjednodušší je vazba interlokové pleteniny hladké. Interlokové pleteniny jsou speciálním druhem pletenin. Vyrábějí se na dvoulůžkových okrouhlých pletacích interlokových strojích. Pletenina je v podstatě vytvořena dvěma vzájemně se prostupujícími pleteninami (obr. 90). Použití: vrchní ošacení, teplé prádlo. rubní očko lícní očko } }. řádek. řádek b) a) c) d) Obr. 90. Interloková pletenina oboulícní hladká a) vazba; b) rozevřený řádek; c) patrona; d) anglický způsob znázorňování Vybrané ukázky zátažných oboulícních pletenin Obr. 9. Vazba ZO pleteniny nopové (kombinace chytových a podkládaných kliček). Obr. 9. Vazba ZO pleteniny s vloženým útkem. Použití např. na lemy ponožek, kde útkem je elastomerová nit. Existuje takřka nepřeberné množství dalších možností vytváření vzorovaných pletenin zátažných i osnovních, a to jak vazebně, tak barevně. 87
89 4.5. Osnovní pleteniny Osnovní jednolícní pleteniny Nejjednodušší vazby OJ pleteniny, s kladením nití přímým (otevřeným a uzavřeným) jsou řetízky (obr. 93). Vazba se používá pro vzorování záclon, při zpevňování propletů, atd. kladení a vazba otevřeného řetízku kladení a vazba uzavřeného řetízku Obr. 93. Řetízky osnovní pleteniny Obr. 94. Oboulícní osnovní pletenina Další velmi používanou osnovní vazbou je vazba OJ pleteniny s kladením střídavým trikot (obr. 95). Existuje celá řada dalších vazeb jednolícních osnovních pletenin. Použití: prádlo (trikotýny), podšívkoviny, závěsy,atd. kladení nitě otevřené vazba s otevřeným kladením kladení nitě uzavřené Obr. 95. Osnovní pletenina trikot vazba s uzavřeným kladením Osnovní oboulícní pleteniny Nejjednodušší je vazba OO pleteniny s plným počtem oček; kladení střídavě na přední a zadní lůžko stroje; vazba pleteniny je znázorněna na obr. 94. Použití: prádlo, domácí obleky, vrchní ošacení, rukavice. 88
90 4.6 Rozdělení pletařských strojů Pletařských strojů existuje v současné době velmi mnoho typů, od nejjednodušších (v podstatě mechanických), až po automatické, elektronicky řízené stroje. Dělení pletařských strojů je možné provádět podle různých hledisek, např.: podle použité soustavy nití: stroje zátažné osnovní podle druhu jehel a způsobu uložení jehel stroje s jehlami háčkovými jazýčkovými dutými Jehly mohou být uloženy pevně (např. háčkové jehly na osnovních stávcích, nebo mohou být pohyblivé (např. jazýčkové na zátažných pletacích strojích plochých nebo okrouhlých). Duté jehly (trubičkové nebo drážkové) mají tělo s průběžným jazýčkem. Pohyb těchto jazýčků je odlišný od ostatních druhů jehel. Používají se při výrobě propletů. podle počtu a tvaru jehelních lůžek jednolůžkové ploché dvoulůžkové stroje jednolůžkové okrouhlé dvoulůžkové Postavení jehelních lůžek a jejich tvary jsou nejlépe vidět na schematických obrázcích. a) b) c) d) e) f) Obr. 96. Postavení a uspořádání jehelních lůžek a jehel pletařských strojů a) jednolůžkový plochý pletací stroj b) dvoulůžkový plochý pletací stroj c) dvoulůžkový stroj RUB RUB s jednou sadou jehel (dvoujazýčkových) d) jednolůžkový okrouhlý pletací stroj (jednoválcový) válec e) dvoulůžkový okrouhlý pletací stroj válec, talíř f) dvoulůžkový okrouhlý pletací stroj (dvouválcový) dva válce proti sobě, jedna sada jehel (dvoujazýčkových) 89
91 Další hlediska pro dělení a označování pletařských strojů mohou být: podle druhu vyráběné vazby podle vzorovacího zařízení podle skupiny vyráběných výrobků podle počtu systémů, apod. a) b) c) d) e) Obr. 97. Modely pletařských lůžek okrouhlých pletacích strojů a) jehelní věnec; b) talíř; c) válec; d) válec a talíř; e) dvouválec 4.6. Pracovní ústrojí pletařských strojů Přehled nejdůležitějších ústrojí pletařských strojů je nejvhodnější rozdělit podle hlediska zpracovávaných soustav nití, tj. na stroje pro zátažné a osnovní pleteniny. Jak je patrné z tab. 8, některé pracovní části a mechanismy mají zátažné i osnovní pletací stroje obdobné (i když v příslušném provedení), některé se vyskytují pouze u určitých typů strojů. Pro vznik pleteniny jsou samozřejmě důležitá všechna výše jmenovaná ústrojí, pozornost však bude zaměřená pouze na ty části pletařských strojů, které přímo souvisejí s vytvářením oček, tj. pleteniny. 90
92 Tab. 8. Přehled pracovních ústrojí pletařských strojů ZÁTAŽNÉ PLETACÍ STROJE. nosné části stroje (kostra). pracovní ústrojí OSNOVNÍ PLETACÍ STROJE pletařské jehly pletařské jehly (většinou jazýčkové) (většinou háčkové i jazýčkové) platiny platiny, lis, zámky kladecí jehly (kladecí přístroj) 3. motorová jednotka pro pohon stroje 4. ústrojí pro podávání nitě vačkový mechanismus nitě v příčném směru osnovních nití po celé šířce stroje v podélném směru (vodič nitě) (kladecí přístroj) 5. ústrojí pro odtah pleteniny 6. řídící a vzorovací ústrojí různých typů (ovládané např. mechanicky nebo pomocí počítače) 7. kontrolní a hlídací zařízení (např. hlídače nití zarážky, podávače nití, otevírače jazýčků, atd). 8. pomocná ústrojí a zařízení (např. speciální platiny, přenášecí a převěšovací jehly apod.) Pletařské jehly Pletařské jehly patří do jehlářských výrobků, základní typy jehel i s popisem částí jsou znázorněny na obrázku a) 5 b) 5 5 c) Obr. 98. Pletařské jehly d) a) jehla háčková; b) jehla jazýčková tažená z drátů; c) jehla jazýčková odlehčená, ražená d) oboustranná jazýčková jehla (dvoujazýčková); e) jehla dutá (trubičková) dvoudílná hlava jehly s háčkem; jazýček; 3 stvol; 4 kolénko; 5 patka; 6 háček 7 pohyblivý jazýček; 8 dutý stvol (tělo) e) 9
93 Podle způsobu výroby se rozlišují jehly tažené z drátu nebo ražené z ocelového plechu, vyrábějí se na speciálních automatech. Jejich velikosti a tvary jsou velmi rozmanité, přizpůsobené typům strojů a vyráběným pleteninám. Kromě běžných typů jehel existuje celá řada jehel speciálních, např. dvoudílných, s pružinami, jehly tzv. pomocné, atd. Jehly jsou uloženy v lůžkách různých tvarů (viz obr. 96, 97) Platiny Platiny napomáhají vytváření oček na pletařských jehlách. Jejich názvy jsou odvozeny od funkce, kterou vykonávají např. ovládací, zatahovací, odhazovací, vyrovnávací, vzorovací, atd. Některé typy platin jsou uvedeny na následujícím obrázku. a) b) c) d) Obr. 99. Vybrané typy a tvary platin a) ovládací; b) vzorovací; c),d) uzavírací Poznámka: Pletařské jehly a platiny jsou označovány jako jehlářské výrobky, vyrábějí se ze speciální oceli, jsou přesně označené názvem a čísly. Např. jehla Bita 8770 je jehla tažená s jedním kolénkem, dlouhým vrchním vybráním a dlouhou dvojitou patkou, celková délka jehly = 87 mm, tloušťka jehly = 0,70 mm Lůžka Základní tvary a umístění lůžek pletařských strojů jsou vidět na obr. 96 a 97. Drážky pro uložení jehel jsou buď frézované nebo ze vsazovaných žeber (tato lůžka jsou dražší). Řez lůžkem plo jazýčková jehla jehelní lůžko 3 zámky v saních 4 jehelní pera 5 jehelní uzávěr 6 pletenina chého pletacího stroje je znázorněn na obr Obr. 00. Řez lůžkem plochého pletacího stroje (PPS) 9
94 Zámky plochých pletacích strojů (PPS) Zámky PPS jsou v podstatě vačky, které vytvářejí tzv. zámkovou dráhu, ve které se pohybují kolénka jehel. Na jehlách se tak vytvářejí očka. Tedy pohyb jehel zajišťují zámky, uložené na saních, které se pohybují při pletení nad jehelním lůžkem. Nastavením zámků je možné vytvořit různé zámkové dráhy, a tím buď očka, nebo chytové kličky nebo jehly vyřadit z činnosti a vytvářet kličky podkládané. Běžný tvar zámků plochého pletacího stroje je znázorněn na obr. 0. Tyto zámky jsou osově symetrické a mají následující části dva stahovače, můstek mezi stahovači a jeden zvedač, který může být dělený na část chytovou a uzavírací Obr. 0. Zámky plochého pletacího stroje pro oboustranný chod jehel chytová část zvedače; uzavírací část zvedače 3 stahovače; 4 můstek; 5 dráha jehel 6 směr pohybu zámků (saní) 5 6 Obr. 0. Příklad zámků okrouhlého pletacího stroje zvedač; uzavírací část 3 stahovače; 4 seřiditelný zvedač 5 dráha jehel; 6 směr pohybu zámků 4 Poznámka: Na ostatních typech pletařských strojů jsou poněkud jiné typy zámků, např. na obourubních pletacích strojích, plochých i okrouhlých, kde zámky zajišťují pohyb platin (ovládacích), které potom pohybují dvoujazýčkovými jehlami, umístěnými v lůžkách s drážkami proti sobě. Dále se na pletacích strojích používají zámky nelineární, na okrouhlých pletacích strojích tzv. jednosměrné. Jedna z možností jejich tvaru je vyobrazena na obr Kladecí jehly Kladecí jehly se na osnovních pletacích strojích, ať už stávcích nebo rašlech, používají k přivádění a kladení osnovních nití na jehly. Jsou to vlastně kovové tyčinky s očkem, kterým prochází niť, jsou pevně uloženy (zality) v cínech, celek se nazývá kladecí přístroj. Kladecí přístroj (přístroje) je zavěšen nad jehlami, potřebný pohyb (tj. kladení) dostává od příslušných vaček a řetězů. Tak je možné vytvářet různé vazby osnovních pletenin. Obr. 03. Kladecí jehla kladecí jehla odlitek (kladecí přístroj) 93
95 Řídící a vzorovací ústrojí V současné době patří pletařské stroje ke skupině textilních strojů, které často pracují podle předem připraveného programu, v podstatě automaticky. Řídící ústrojí ovládá programově nutné části stroje, vzorovací ústrojí ovládá ty části stroje, které zajišťují určité vazby a vzory pleteniny. U některých nejmodernějších pletacích strojů řídící a vzorovací ústrojí splývá v jeden celek (ovládaný počítačem apod.). Samotné ovládání funkce vzorování jehel je buď mechanické (např. ovládání jehel přes karty děrované, vzorovací bubínky na velkoprůměrových pletacích strojích) nebo elektronické (počítačem řízený elektromagnet, krokový motor, apod.). Další pracovní ústrojí a mechanismy pletacích strojů již nebudou popisovány, posluchači budou mít možnost seznámit se s nimi přímo na pletařských strojích v dílenských laboratořích, kde je patrná jejich funkce a umístění na strojích. Poznámka: Všechny typy pletařských strojů se vyrábějí v různých jemnostech, tzn. s různou jehelní roztečí v mm (nebo se udává počet jehel na anglický palec 5,4 mm = dělení). Čím má stroj jemnější dělení (je to vždy celé číslo), tzn. tím menší je jehelní rozteč a tím jemnější nitě, např. hedvábí, se na nich může zpracovávat týká se např. záclonovin, punčoch a pod. Stroje s větší roztečí jehel jsou určeny pro zpracování středně silných i silnějších přízí (např. od 00 tex do 50 tex) pro vrchní ošacení různé svetry apod Vybrané typy pletařských strojů Plochý pletací stroj (jednolůžkový nebo dvoulůžkový) patří k základnímu strojnímu zařízení v pletárnách pro zátažné pletení. Ze schematického řezu lůžkem stroje (obr. 00 a 04), a ze znázornění zámků (obr. 0) je možné vytvořit si obraz o tomto typu stroje. Poznámka: Kromě průmyslových pletacích strojů sem patří též pletací stroje, které je možné zakoupit běžně na trhu pro domácí potřebu nebo malosériovou výrobu např. stroje firem Brother, Silver Reed, Dopleta aj. Obourubní pletací stroje, označované RUB RUB, pracují buď se dvěma plochými lůžky nebo se dvěma lůžky válcovými. Na obr. 05 je uveden řez strojem se dvěma plochými lůžky. Okrouhlé pletací stroje podle velikosti průměru lůžka (lůžek) se označují jako maloprůměrové (většinou pro výrobu ponožek a punčochového zboží) a tzv. velkoprůměrové pro výrobu úpletů prádlových i pro další ošacení. Patří sem i stroje interlokové. Poznámka: Další typy strojů pro výrobu zátažných pletenin, jako jsou kotonové stávky a francouzské stávky, jsou nyní používány zřídka, proto nejsou uvedeny jejich ukázky. 94
96 b) 7 0 a) c) Obr. 04. Řez dvoulůžkovým plochým pletacím strojem a) schematické znázornění celého stroje; b) lůžka jehly v uzavírací poloze; c) jehly v základní poloze přední lůžko; zadní lůžko; 3 saně se zámky; 4 vodič; 5 předlohová cívka s přízí 6 cívkový stojan s napínači a vodiči; 7 pohon stroje; 8 vzorovací zařízení; 9 odtah pleteniny 0 ukládání pleteniny; jehly v předním lůžku; jehly v zadním lůžku Obr. 05. Schéma obourubního pletacího stroje lůžka; dvoujazýčková jehla; 3 ovládací platiny; 4 odtah pleteniny 5 pohyb dvoujazýčkové jehly (ovládacích platin) 95
97 předlohová cívka kontrolní zařízení 3 napínače 4 vodič 5 jehly v talíři (věnci) 6 jehly ve válci 7 pletenina 8 rozpínací ústrojí 9, 0 odtahové válce Obr. 06. Schéma okrouhlého pletacího stroje Obr. 07. Schéma osnovního stávku háčková jehla; platina; 3 lis; 4 kladecí jehla 5 kladecí přístroj; 6 jehelní lůžko Obr. 08. Schéma dvoulůžkového rašlu jazýčkové jehly v lůžkách kladecí jehla; 3 pletenina 96
98 Osnovní stávky jsou pletařské stroje s háčkovými nebo dvoudílnými (dutými) jehlami,umístěnými v jehelním lůžku pevně. Podle počtu lůžek se dělí na jednolůžkové, nebo dvoulůžkové, převažují jednolůžkové ploché osnovní stávky schéma je vidět na obr. 07. Vyrábí se na nich převážně prádlové úplety, záclonoviny, krajky, elastické zboží, technické textilie, apod. Rašly jsou osnovní pletařské stroje jednolůžkové nebo dvoulůžkové s jazýčkovými jehlami, uloženými pevně (zvedá se najednou celé jehelní lůžko). Mohou se na nich vyrábět vzorované úplety pro vrchní ošacení, krajky, bytové dekorační textilie, technické textilie, atd Vytváření řádku na plochém pletacím stroji Pro vytvoření představy o tvorbě pleteniny bude popsán alespoň jeden způsob vytváření pleteniny, a to na plochém pletacím stroji. Popis základních částí pletacího stroje byl již uveden dříve. Především je nutné si uvědomit, že pohyb jazýčkových jehel způsobují zámky, které tlačí na kolénka jehel, a ta se pak pohybují v zámkové dráze, tzn. jehly jsou vysouvány nebo stahovány do určité pracovní polohy, a tak vytvářejí očka. Pro vytvoření názorné představy o tvorbě očka na jazýčkové jehle zátažného stroje slouží obr. 09 a obr. 0, kde je prostorově zachycen pohyb jehel v lůžku. směr kladení nové nitě vodičem odhozová rovina základní poloha první chytová poloha uzavírací poloha druhá chytová poloha nanášení odhoz zatahování Obr. 09. Tvorba očka na jazýčkové jehle 97
99 Fáze tvorby očka na jazýčkové jehle: Jak je vidět na obrázcích, jehla, resp. jehly vychází ze základní polohy, jejich kolénka se pohybují po hraně zvedače do první chytové polohy staré očko odklápí jazýček jehly a zůstává na něm. V případě vypnutí uzavírací části zvedače se kolénka pohybují po hraně základní části zvedače do druhé chytové polohy, kdy se naklade nová nit a při dalším postupu jehly vznikne chytová klička. Zvedače jsou nastavitelné do několika poloh a podle zvolené polohy zachytí jen kolénka určité výšky. Při zařazení špičky zvedače, tj. po dalším stoupání, o 5 stahovač 4 3 zvedač stahovač dráha jehel nově nakladená nit staré očko jehelní lůžko dráha kolének jehel v zámku jehly se dostávají do nejvyšší, uzavírací polohy, kdy stará očka klesají až na stvol jehly pod jazýček. Z nejvyšší polohy jsou jehly stahovány stahovačem do druhé chytové polohy, kde zároveň dochází ke kladení nové nitě vodičem. Jehly jsou dále stahovány a staré očko překlápí jazýček jehly a dochází k tzv. nanášení. Jehly dále klesají pod úroveň odhozové roviny, staré očko sklouzává přes hlavu jehly, dochází k odhozu. Pak již podle seřízení stahovače se zatahuje délka nově vzniklých oček, a tak se reguluje hustota pleteniny. Při zpětném pohybu saní se zámky probíhá vytváření nových oček z druhé strany stejným způsobem. Obr. 0. Pohyb jehel v lůžku jehly v základní poloze; jehly v první chytové poloze; 3 jehly v uzavírací poloze 4 jehly při nanášení; 5 zatahovací poloha jehel; o délka nově vzniklého očka Obecný postup prací v pletárnách Tak jako i při jiných technologiích výroby délkových i plošných textilií, tak se i v pletárnách výrobní postup sestává z více technologických operací Příprava materiálu pro pletení Není-li příze z přádelny na vhodném tvaru přízového tělesa je nutné přesoukávání, při kterém se docílí: zvětšení délky návinu na cívkách, vytvoření vhodného tvaru cívky, zkontrolování jakosti příze, odstranění vad příze, zlepšení hladkosti povrchu příze (příze se parafinuje nebo apretuje). 98
100 Protože se v pletárnách většinou zpracovává příze skaná, bude nyní stručně pojednáno o hlavních zásadách skaní. Skaní je v rámci přípravy pro pletení (nebo přípravy pro tkaní) prováděno tehdy, jsou-li kladeny na používané příze určité požadavky. Jedná se zejména o pevnost, stejnoměrnost, strukturu, pružnost, ohebnost, měkkost, efekty na přízích. Skané příze vzniknou sdružením a zakroucením dvou nebo více jednoduchých přízí. Použije-li se skací zákrut stejný jako přádní, bude skaná příze tvrdá, tuhá. Při opačném skacím zákrutu bude skaná příze měkká a poddajná. Obecný postup při výrobě skaných přízí: příprava pro skaní (družení, soukání, ), vlastní skaní (na vhodných typech skacích strojů), dokončovací práce (přesoukávání, paření, objemování, ). Hladké skané příze se vyrábějí ze stejných přízí, stejné jemnosti, materiálu i barvy. Hladké skaní se provádí na skacích strojích různých typů. Používají se skací stroje prstencové, dvouzákrutové, etážové, stroje pro stupňové skaní. Efektní skané příze se většinou skají z různých jemností přízí, ev. různobarevných přízí. Mezi efektní příze se řadí skané příze smyčkové, buklé (spirálové), nopkové, řáskové, housenkové, muliné, žinylkové a další. Výroba těchto přízí se provádí na speciálních skacích strojích, z nichž nejnovější jsou již řízeny počítačem. Pro osnovní pletařské stroje je nutné připravit osnovu, čili určitý počet osnovních nití se snove na vály s přiměřeným napětím. Obdobně jako v tkalcovnách se používá snování, nejčastěji snování dílové (z více užších osnovních válů vedle sebe dílů osnovy je vytvořena celá osnova) předloha pro pletení širších výrobků např. 3 m širokých záclon Vlastní pletení Plete se na různých typech pletařských strojů, podle specifiky daných výrobků Dokončovací práce Dokončovací operace mohou být velmi rozmanité, podle druhu vyrobené pleteniny. Kromě kontroly úpletů se běžně provádí zušlechťování pletenin, tj. např. praní, barvení, fixace, často se pleteniny zpracovávají na hotové výrobky konfekčním zpracováním. Při výrobě vrchního ošacení se jednotlivé díly (regulérní) sešívají nebo řetízkují, provádí se fixace, vyšívají se knoflíkové dírky, přišívají knoflíky, výrobky se perou, ev. chemicky čistí, žehlí, kontrolují, označují, adjustují. 99
101 00




102 0
103 5. Úvod Jako prapůvodní plošné textilie je možné označit plsti z přírodních textilních materiálů srstí zvířat, vyráběných již v dávnověku. V 9. století byly určitým způsobem zpracovávány odpadové textilní suroviny do vlákenných vrstev, podobných plsti. Přibližně v polovině 0. století vzniká řada netradičních technologií, vyrábějících plošné textilie, které je možno označit souhrnným názvem netkané textilie (popis základních technologických principů výroby bude uveden dále). V současné době se výroba netkaných textilií neustále zvyšuje, dochází k výrobě zcela nových typů textilií, novými technologiemi, z nových materiálů, pro běžné, velmi často i pro vysoce specializované použití (např. textilie užívané při leteckém a kosmickém výzkumu, izolační textilie, zdravotnické textilie, filtry atd). Společným znakem těchto textilií je ekonomická výhodnost, kvalitativní rozvoj, nové aplikační možnosti. 5. Základní pojmy Netkaná textilie (dále jen NT) vlákenná vrstva, vyrobená z jednosměrně nebo náhodně orientovaných vláken, zpevněná mechanicky, chemicky nebo termicky (ev. kombinací dříve uvedených principů). Vlákennou vrstvu je možno kombinovat s plošnými textiliemi (tkaniny, pleteniny) nebo netextilními plošnými útvary (fólie z plastických hmot, z kovů a pod.) viz vrstvené NT. NT mechanicky vázané NT vyrobené z výchozí vlákenné vrstvy mechanickým provázáním jednotlivými vlákny nebo jejich svazky, anebo soustavou vazných nití. NT pojené NT vyrobené z výchozí vlákenné vrstvy a pojiva adhezí (adheze je souhrn chemických a fyzikálních sil, působících mezi dvěma látkami, v našem případě povrch vláken a povrch pojiva). Pojivo může být v různých formách: tuhé (termoplasty) vlákna, prášek, nitě, fólie, mřížka, síťoviny, roztok nebo disperse pojiva; může být jako kapalina, pěna, pasta. Typu a formě pojiva je přizpůsobeno technologické zařízení pro nanášení, pojení roztokem a pod. NT vrstvené NT vzniklá spojením alespoň dvou textilních vrstev nebo textilní vrstvy a dalšího textilního nebo netextilního útvaru. Spojení může být mechanické, chemické, termické, ev. kombinací uvedených způsobů. 0
104 Vlákenná vrstva může být připravena v různých tloušťkách, orientacích a pevnostech, v podstatě se jedná o pavučinu (snímanou z mykacího stroje); rouno (několik sdružených pavučin, nebo rouno vytvořené pneumaticky a pod); list (vytvořený z naplavené suspenze krátkých vláken a následného odstranění kapaliny); spleť (z nekonečných vláken nebo nití). Jak je vidět, uvedené vlákenné vrstvy jsou nejenom různých tlouštěk, s různou orientací vláken, ale je nutné je připravovat různou technologií výroby, jsou určené pro rozmanité NT. 5.3 Obecný postup výroby netkaných textilií Obecně je možné shrnout výrobu NT do následujících technologických stupňů: příprava vlákenných surovin příprava vlákenných vrstev zpevnění vlákenných vrstev úpravy (zušlechťování) NT konečné zpracování NT ořezávání, nabalování, adjustace Příprava vlákenných surovin V úvodu jen orientační zmínka o používaných vlákenných surovinách: je možno konstatovat, že se při výrobě NT používají textilní vlákenné suroviny běžně zpracovávané v textilním průmyslu (vlákna přírodní i vlákna z přírodních a syntetických polymerů), dále je možné zpracovávat i některé textilní odpady (např. výčesky), druhotné textilní suroviny a v neposlední řadě vlákna speciální. Pod speciálními vlákny se rozumí vlákna různě tvarovaná (příčně i podélně), vlákna bikomponentní, různě modifikovaná, štěpená z fólie. Další skupinu tvoří vlákna skleněná, čedičová, silikátová. Pro speciální oblasti tepelně odolných kompozitů se používají vlákna uhlíková, dále whiskery do speciálních kompozitů s kovovou matricí. Mezi další speciální vlákna patří vlákna kovová, borová, keramická a mnohá další. Typu vlákenné suroviny je potom přizpůsobeno další zpracování, buď běžné nebo určitým způsobem specializované. Důležité je vzpomenout na úpravu povrchu vláken běžnou nebo speciální aviváží, u skleněných vláken se jedná o nanesení lubrikace, u dalších vláken je možno hovořit o preparaci apod. Samotná příprava vlákenné suroviny musí být přizpůsobena požadavkům na budoucí textilii, tzn. vlákenná surovina je nejčastěji ve formě stříže, dodávaná slisovaná v balících; vyjímku tvoří použití nití, tj. délkových útvarů z nekonečných nebo staplových vláken, které musí být navinuty na cívkách vhodného tvaru. 03
105 5.3. Příprava vlákenných vrstev Tato část bude zaměřena pouze na vybrané nejdůležitější možnosti přípravy vlákenných vrstev, nejčastěji používané. Tab. 8. Přehled přípravy vlákenných vrstev suchý způsob podélné vrstvení mechanicky příčné vrstvení kolmé vrstvení aerodynamicky přímo z polymeru elektrostaticky mokrý způsob naplavováním vhodné suspenze vláken Suchý způsob Mechanické způsoby Nejčastěji se připravuje vlákenná vrstva pavučina, resp. rouno na mykacích strojích víčkových nebo válcových. Průběh a význam operace mykání je znám z přádelnické technologie, mykací stroje se od běžně používaných liší pouze svým zakončením, kde snímaná pavučina není shrnována do pramene nebo dělena na přásty, ale pomocí vrstvícího zařízení se vytváří vlákenná vrstva (rouno) o potřebné tlouštce. Pavučina může být vrstvena např. vertikálním nebo horizontálním kladečem pavučiny v příčném směru, nebo je možná agregace potřebného počtu mykacích strojů za sebou a vytvoření rouna z podélně družených pavučin. 4 3 a) 3 Obr.. Vytváření vlákenné vrstvy a) vertikální příčný kladeč pavučiny; b) uspořádání mykacích strojů vedle sebe mykací stroj; pavučina; 3 odváděcí dopravník; 4 dvojice výkyvných kladecích pásů b) Kolmé kladení. Na katedře netkaných textilií byla v nedávných letech vyvinuta nová technologie kolmého kladení pavučiny, včetně technologického zařízení. Pavučina z mykacího stroje je ukládána do vyšší vlákenné vrstvy s lepší odolností vůči stlačení 04
106 (výhodné použití NT z této vlákenné vrstvy je v čalounictví). Technologie byla nazvána STRUTO pavučina od mykacího stroje dopravník teplovzdušné pojící komory 3 kolmo vrstvené rouno; 4 pěchovací lišta 5 drátový rošt; 6 pracovní kotouč; 7 kryt 8 přiváděcí a krycí stěna Obr.. Rotační kolmý kladeč pavučiny pro technologii STRUTO Poznámka: Existují ještě další možnosti výroby vlákenných vrstev, vyráběných např. i v kombinaci dříve popsaných principů, dále pak zařízení speciální, vyráběná např. firmou Fehrer, Rakousko rounotvořič K. Aerodynamická výroba Aerodynamická výroba vlákenné vrstvy spočívá principiálně v tom, že rozvolněná vlákenná surovina (viz předení) je nasávána např. mezi sítové bubny, slisována mezi kalandrovacími válci. Vzniklé rouno má vyšší hmotnost, orientace vláken, resp. skupin vláken, je nahodilá. Příprava vlákenné vrstvy z taveniny polymeru Zde se jedná především o technologii spun bond (zvlákňování a pojení). Je to vysoce produktivní technologie s následujícím postupem: tavení granulátového polymeru (většinou polypropylen) zvlákňování přes zvlákňovací trysky odtah vláken, ev. dloužení ukládání vláken na sítový dopravník zpevnění vlákenné vrstvy ořez okrajů a navíjení. Ukládání vláken na dopravník je možné několika způsoby např.: přímé ukládání z trysky o dostatečném počtu otvorů (textilie PETEX), rozkmitáním svazku vláken pod odtahovací vzduchovou tryskou výkyvnou destičkou, šanžírováním odváděcího dopravníku a další možnosti. Jak je zřejmé, vzniklá vlákenná vrstva je zpevňovaná bezprostředně po přípravě, vzniklé NT se používají v oblasti zdravotnictví, jako obalové textilie, ochranné oděvy, geotextilie, agrotextilie, filtry a pod.. Další známou technologií přípravy vlákenné vrstvy je technologie melt blown (tavit a foukat), což lze opsat jako textilie vyrobené rozfukováním taveniny. Při této technologii se často zpracovávají mikrovlákna. Běžnými polymery jsou polypropylen, polyetylen, polyester a polyamid. 05
107 Použití textilií melt blown: průmyslové sorbenty, ochranné oděvy, sanitární a hygienické zboží, filtrační materiály pro plyny a kapaliny a další Obr. 3. Schéma zařízení melt blown 7 přívod polymeru tavící extrudér 3 dávkovací zubové čerpadlo 4 zvlákňovací hubice 5 rozvod horkého vzduchu 6 sítový buben kolektor 7 navíjení textilie Příprava vlákenné vrstvy elektrostatickým nanášením. Při této technologii se jedná o výrobu vlákenné vrstvy z krátkých vláken ( 5 mm), většinou nanášených na textilii nebo jiný netextilní útvar, opatřený vrstvou pojiva. Vlákna musí být elektricky vodivá nebo opatřená elektricky vodivou povrchovou preparací. Jsou dopravena k textilii a v elektrickém poli se postaví většinou kolmo a zachytí jedním koncem v pojivu, pak se vlákna v pojivu zafixují v tepelné zóně. Výrobky se vyznačují zvláštním semišovým omakem a používají se nejčastěji k dekoračním účelům. Existují ještě další technologické možnosti přípravy vlákenných vrstev zejména ze spleti nekonečných vláken, ev. nití, buď skleněných nebo syntetických. Spleť je vytvářena na dopravníku z různě kladených smyček, vytvořená vrstva se pak zpevňuje buď mechanicky, chemicky nebo termicky. Další možnost vytváření vlákenné vrstvy je ze štěpené fólie, např. z polypropylenu, vyrábí se nejčastěji jako geotextilie anebo absorbenty olejových látek k čištění vody. Některé další možnosti přípravy vlákenných vrstev se vyvíjejí. Poznámka: Vlákenná vrstva všívaná do podkladové tkaniny se vytváří při výrobě tzv. všívaných textilií (podlahových krytin, přikrývek a plyšů). O této skupině NT bude pohovořeno v oblasti NT vyráběných mechanickými technologiemi Mokrý způsob Příprava vlákenné vrstvy mokrým způsobem zahrnuje pouze asi 0% výroby NT. Jedná se o postupy, odvozené od papírenských technologií, tedy od postupů a zařízení používaných při výrobě papíru. Vzniklé textilie mají většinou nižší hmotnost, jedná se o textilie pro zdravotnictví (pleny a sanitární zboží), filtrační a těsnící materiály, výrobky pro jednorázové použití, elektroizolační papíry a další). 06
108 Mezi základní operace přípravy vlákenné vrstvy mokrým způsobem patří: smočení vláken a vytvoření jejich disperze ve vodě, odvedení vlákenné suspenze na nekonečný sítový pás, filtrace vody z vlákenné suspenze, usušení, ev. další úpravy nebo zpevňování. Vlákna, ze kterých je možné vytvářet tímto způsobem vlákenné vrstvy, mohou být např. bavlna, vlna, viskózová stříž, syntetická vlákna, skleněná vlákna, azbestová vlákna. Jedná se vesměs o vlákna kratší (např. 5 mm) a jemnější (B typ), ev. mikrovlákna Zpevňování vlákenných vrstev Technologické principy výroby NT jednovrstvých Připravenou vlákennou vrstvu je nutné vhodným způsobem zpevnit, tzn. způsobem vhodným pro určitý typ a použití NT. Podle způsobu zpevnění se hovoří často o určité technologii výroby NT a podle toho se většinou NT klasifikují. Technologické možnosti zpevňování vlákenné vrstvy: A. mechanicky B. chemicky C. termicky D. kombinace A, B, C Základní možnosti a technologické způsoby zpevňování budou uvedeny v přehledové tabulce 0. Tabulka umožňuje lepší a ucelenější orientaci v celé oblasti NT, proto jsou k základním technologickým principům přiřazeny příklady konkrétních NT, včetně použití. Pro informaci je také uveden způsob přípravy výchozí vlákenné vrstvy. Poznámka: Tabulka si nečiní nárok na úplnost, existuje řada dalších speciálních technologií výrob NT a neustále jsou vyvíjeny nové. Technologie výroby plstí, propletů, všívaných textilií tvoří zvláštní skupiny plošných textilií. Tyto technologické principy výroby textilií nesplňují přesně všechny podmínky definující NT. 07
109 Tab. 0. Rozdělení netkaných textilií podle technologie výroby, příklady a použití netkaných textilií Technologický princip výroby NT A. mechanický B. chemický C. termický D. různé kombinace vrstvení Způsob přípravy vlákenné vrstvy, její typ mechanický způsob (MS), rouno mechanický způsob (vrstvení pavučin z MS), rouno mechanický způsob (vrstvení pavučin z MS), rouno podkladová tkanina ev. s navrstv. rounem nebo zpevněné rouno papírenský způsob, mechanický způsob (MS), pavučina mechanický způsob, hmotnější vlákenná vrstva z MS nebo rounotvořiče, rouno mechanický způsob, rouno je často zpevněno vpichováním mechanický nebo papírenský způsob, pavučina mechanický způsob, rouno obsahuje pojivá vlákna (cca 5%) mechanický, papírenský způsob, pavučina, rouno mechanický způsob, pavučina, rouno mechanický způsob (MS nebo rounotvořič), rouno většinou mechanický, ev. papírenský způsob, pavučina, rouno Technologický způsob zpevňování NT plstění a valchování vpichování proplétání všívání impregnace střik pěna tisk vlákny Druh netkané textilie Příklad použití netkané textile Poznámka plstě vpichované plstě proplety všívané bytové a oděvní textilie NT pojené impregnací (viz strukt. pojených NT) NT pojené střikem tryska-kartáč-pistole NT pojené nánosem pěny NT pojené tiskem izolační vrstvy (pojené plsti) sedlářské plstě, chlupové desky, těsnění tepelné a zvukové izolace, filtry, papírové plstěnce oděvní vložky,obaloviny dekorační textilie podlahové textilie, přikrývky, plyše hygienické zboží, filtry, oděvní vložky, zdravotní textilie pro jednorázové použití tepelně izolační oděvní vložky rubová úprava koberců (typu JEKOR) pro jednorázové použití ve zdravotnictví v automobilovém průmyslu, filtry, zdravotnické textilie práškem vložkové NT oděvní (např.zažehlovací) vložky klasické plstě se vyrábějí z vlny a srstí další zpevňování NT je možné termicky i chemicky širší oblast použití u oděv. vložek a dekoračních textilií se provádí úpravnické operace např. barvení, počesávání, tisk, kabílky, ev. staplové příze, jsou všívány do podkladové textilie nutnost tepelné fixace pojiva sušením, ev. kalandrováním dtto dtto dtto pojení vyhřívanými kalandry nebo teplovzdušné pojení a ochlazení existuje více typů mřížkou (fólií) izolační textilie viz vrstvené NT vpichování a impregnace vrstvení podlahové textilie vrstvené (sendvičové) NT podlahová krytina (pokládaná ode zdi ke zdi) syntetické pórometrické usně, tepelně izolační vrstvy, technické textilie existuje více možností, uveden jen příklad různé možnosti povrstvování polymery pomocí kalandrů, kašírování (různé spojení dvou samostatných vrstev) 08
110 A. Mechanicky zpevňované netkané textilie a) Technologie plstění a valchování Původní nejstarší proces zpevňování vlákenných vrstev z vlny nebo dalších živočišných srstí a chlupů. Je to proces, kdy se díky šupinkovitému povrchu těchto vláken a působení vlhka, tepla, chemikálií zásad či kyselin a opakovanému mechanickému působení vytvoří poměrně pevná vlákenná spleť. Lépe jsou plstitelná vlákna jemnější, kadeřavější. Plstící proces může probíhat např. takto: předplstění vlákenné vrstvy na plstícím zařízení (pomocí plstících desek a páry) valchování na valchovacím stroji, např. kladivové valše lisování vzniklých plstěnců pro dodržení určité tloušťky. Použití klasických plstí je podle jejich typu a zpracovávaného vlákenného materiálu velmi různorodé; např. jako oděvní materiály, vysekávaná těsnění, podložky pod přístroje, kladívka a dusítka v klavírech, v sedlářství, v obuvnictví, hladící desky, brusné a leštící kotouče, klobouky. Celkově je výroba plstí náročný a drahý proces, proto byla vyvinuta výroba obdobných textilií vpichovanou technologií. Poznámka: Výrobu klasických plstí je tedy nutné chápat jako speciální oblast textilní výroby. Pouze pro přehlednost byla informace o jejich výrobě zařazena k netkaným textiliím. b) NT vpichované technologie vpichování Podstatou této technologie je provázání vlákenné vrstvy vlákny nebo svazky vláken z vrstvy, pomocí speciálních vpichovacích jehel s ostny, umístěných v kmitající (jehelné) desce (viz obr. 4). Čím více vpichů je na plochu vrstvy, tím bývá vpichovaná NT pevnější. Rozpětí kmitů jehelné desky je kmitů za minutu. Počet vpichů na jednotku plochy textilie je možné vyjádřit: v p = af p 00 v [ m - ] kde: v p počet vpichů [ m - ] a celkový počet jehel na m vpichovací desky (ve všech řadách) f frekvence desky [s - ] p počet průchodů textilie strojem v rychlost průchodu (odvádění) textilie strojem [m s - ] Běžně se vyrábějí vpichované textilie zpevněné vpichy m -. Další sledovaný parametr je hloubka vpichu (většinou se řídí tloušťkou předkládané vlákenné vrstvy) a bývá od 5 5 mm. 09
111 a) b) Obr. 4. Princip výroby vpichovaných NT a) schéma vpichovacího zařízení ( jehelní deska; jehla; 3 stírací rošt; 4 opěrný rošt; 5 přiváděcí pás 6 odtahové zařízení; 7 přiváděné rouno; 8 odváděná vpichovaná textilie) b) vpichovací jehly ( patka; stvol; 3 pracovní část; 4 osten; 5 hrot) c) NT proplétané proplety Tato technologie je u nás zastoupena především textiliemi vyráběnými na strojních zařízeních typu Arachne. Soustavou osnovních nití je proplétána dutými jehlami předkládaná vlákenná vrstva základními osnovními vazbami. Podle hustoty propletení, tloušťky vlákenné vrstvy a vlákenného materiálu jsou proplety používané od oděvního zpracování, až po dekorační, ev. technické textilie šikmý dopravník rouno 3 odhozový stůl 4 jehelní lůžko 5 jazýčkové lůžko 6 osnovní vál 7 osnova 8 opěrný stůl 9 kladecí přístroj 0 trubičková jehla proplet Obr. 5. Schéma výroby propletů d) NT všívané Jedná se o progresivní technologii výroby bytových a oděvních textilií, kdy se do podkladové textilie (tkaniny z polypropylenových pásků, juty nebo směsových přízí) všívají v plné šíři smyčky ze syntetických kabílků, ev. střížových vlnařských přízí. Jedná-li se o výrobu podlahových textilií, je nutné kromě běžného zušlechťování (např. tisku a s ním spojenými pracemi) provést patřičné rubové úpravy. Pro bytové a oděvní textilie je hlavní 0
112 úpravou oboustranné nebo jednostranné počesávání, v některých případech s předcházejícím potiskováním. Princip všívání je ve všech případech stejný, liší se pouze hustotou a velikostí jehel, šířkou a druhem podkladové tkaniny, nebo rychlostí všívání a možnostmi vzorování ústrojí pro pohyb jehel jehla 3 háček 4 nůž 5 vodící trubka 6 podkladová textilie 7 kabílek (vlasová příze) 8 všívaná textilie Obr. 6. Schéma výroby všívaných textilií c) 3 a) b) d) Obr. 7. Princip výroby všívaných textilií a) všívání smyčky tažené; b) všívání smyčky řezané háček; všívací jehla; 3 nůž; 4 všívaná nit (kabílek,příze); 5 podkladová textilie; 6 všívaná textilie c) řez všívanou textilií taženou; d) řez všívanou textilií řezanou kabílek (vlasová příze); podkladová tkanina; 3 latexové pojivo (ev. druhotná podkladová textilie) 3 Poznámka: Výroba všívaných textilií bývá zařazována do oblasti výroby NT, ale jedná se o speciální technologii výroby textilií, kdy je vlastně vlákenná vrstva vytvářena všíváním do podkladové tkaniny. Základem je tedy podkladová tkanina a vlákenná vrstva vzniká následně výše popsanou technologií. Jedná se vlastně o NT vrstvené.
113 B. Chemické zpevňování netkaných textilií Podstatou výroby této skupiny NT je zpevnění vlákenné vrstvy pojivem adhezivem, které může být jednak v různé formě, jednak může být nanášeno na vlákennou vrstvu různými způsoby, nejčastěji impregnací, postřikem, tiskem a dalšími způsoby nanášení. Způsob a množství pojiva ovlivňuje významným způsobem vlastnosti výsledné textilie. Obecně je možné výrobní postup chemicky zpevňovaných NT znázornit takto: výroba vlákenné vrstvy nanesení pojiva odstranění přebytku pojiva a jeho fixace na textilii Podle typu a množství naneseného pojiva je možné hovořit o různých strukturách pojených NT (obr. 8): struktura segmentová pojivo je ve vlákenné vrstvě rozloženo ve formě větších segmentů struktura aglomerační pojivo je soustředěno v místech většího počtu vláken často u pevných pojiv (vlákna, prášek) struktura bodová jednotlivá spojení v NT jsou dána např. v místech styku dvoukomponentních vláken segmentová aglomerační bodová Obr. 8. Struktury netkaných textilií pojených a) Zpevňování pojením impregnací Impregnace pojiva ve formě disperze nebo roztoku může být oboustranná nebo pouze z jedné strany. Nejčastější ze způsobů impregnace jsou vidět na obr Obr. 9. Impregnace vlákenné vrstvy a) oboustranná (na fuláru ); b) jednostranná (pomocí nanášecího a lisovacího válce) vlákenná vrstva; impregnační nádržka; 3 dvojice ždímacích válců; 4 vodící válečky; 5 fixace naneseného pojiva; 6 nanášecí (impregnační) válec; 7 ždímací (lisovací) válec; 8 transportní pásy
114 b) Nanášení pojiva střikem Příklad možnosti výroby NT: Z rozvolněného vlákenného materiálu (běžně polyesterová stříž) je vytvořena vlákenná vrstva (rouno), oboustranně nebo jednostranně postříkaná pojivem (např. akrylová pryskyřice), s následným usušením. 3 4 pneumatický rounotvořič stříkací pistole 3 sušení 4 navíjení Obr. 0. Schéma výrobní linky pro pojení rouna střikem c) Nanášení pěnového pojiva Zpěněné pojivo je možné nanášet různými způsoby, příklady nanášením pomocí různých raklí jsou uvedeny na obr. (a, b, c, d) nanášení pěny ponořovacím válcem zespodu (a) oboustranné nanášení pěny dvěma fulárovými válci (b) nanášení pěny nožovou raklí, podepřenou válcem (c) nanášení pěny kruhovou šablonou s roztírací raklí (d) a) b) c) d) Obr.. Příklady možností nanášení pěnového pojiva d) Nanášení pojiva tiskem Nanášení pojiva na vlákennou vrstvu kruhovou šablonou se používá při vzorovaném nanášení pojiva nejčastěji rotačními šablonami, nebo vzorovacími válci (obdoba textilního tisku). V textilii jsou pak místa napojená pojivem, zajišťující pevnost textilie a místa bez pojiva, kde jsou vlákna pohyblivá a prodyšná. 3
115 C. Termicky zpevňované netkané textilie U tohoto typu NT se vlákenné vrstvy zpevňují různými typy pojiv v pevných formách, jako jsou prášky, termoplastická a bikomponentní vlákna, mřížky, fólie, nitě. Termoplastická pojiva musí mít nižší teplotu tání, než základní materiál vlákenné vrstvy, často se používá polypropylen, polyamid, ev. různé kopolymery. Podle formy pojiva se volí způsob nanášení, např. pojivá vlákna se promísí s nepojivými přímo do vlákenné vrstvy, nebo se vlákenná vrstva posype práškem, fólie nebo mřížka se vloží mezi dvě vrstvy základních vláken. Vlastní pojení se nejčastěji provádí vyhřívanými kalandrovacími válci, mohou být hladké nebo rastrované, musí mít přizpůsobeny určité parametry teplota, tlak, rychlost průchodu. Výrobky mají nízkou objemnost. Dále je možné, zejména pro směs pojivých a nepojivých vláken, používat tzv. teplovzdušné pojení tj. použití obdoby horkovzdušných sušících strojů pásových nebo bubnových, tyto NT jsou objemnější. Vyvíjejí se i nové metody pojení např. ultrazvukem, infračerveným zářením, atd. D. Netkané textilie vyráběné kombinací různých způsobů zpevňování Jednotlivé technologické principy výroby, resp. zpevňování vlákenných vrstev je možné, a někdy potřebné (pro některé určité výrobky), kombinovat a spojovat. Velmi často používanými kombinacemi je např.: mechanické zpevňování vpichováním a následné termické zpracování (vlákna pojivá + základní) mechanické zpevnění vpichováním, nános pojiva impregnací, termické zpracování kalandry apod. Příklad výroby podlahové krytiny kombinovaným způsobem (vpichováním a impregnací) je na obr Obr.. Schéma výroby podlahových krytin spojování obou vrstev; dopravník; 3 vpichovací stroj; 4 impregnační lázeň 5 ždímací válce; 6 sušící komora s děrovanými bubny 4
116 Vrstvené netkané textilie Vrstvené textilie tvoří zvláštní skupinu NT, jsou to textilie vzniklé vrstvením alespoň jedné vlákenné vrstvy s jiným plošným textilním nebo netextilním útvarem. Vrstvy je možné navzájem spojovat mechanicky, termicky nebo pojit adhezivy. Způsobů vrstvení i spojování existuje více, např.: natavením jednoho vrstveného útvaru plynovým hořákem (obr. 3), odporovým elektrickým tělesem nebo vysokofrekvenčním ohřevem, pojením plošných útvarů adhezivy v různých formách (viz pojiva), nanášením pojiva na jednu nebo obě vrstvy, nebo vkládání pojivé mezivrstvy, mechanické spojování vrstev, např. prošíváním polyuretanová pěna textilie (pletenina) 3 vodící válce 4 plynový hořák 5 laminační válec 6 nábal laminované textilie 5 Obr. 3. Natavování polyuretanové vrstvy laminování 3 3 lícová vrstva výztužná tkanina 3 rubová vrstva a) b) Obr. 4. Příklad vrstvených netkaných textilií (syntetické usně) a) dvouvrstvý typ; b) trojvrstvý typ Úprava netkaných textilií Úpravy NT je možné dělit na mechanické, chemické běžné a speciální, provádějí se zejména podle účelu použití NT Mechanické a chemické úpravy NT Běžně se provádí počesávání, postřihování, kdy se zlepšují tepelně izolační vlastnosti a vzhled (např. u přikrývek, plyšů, oděvních vložek atd). Dále je možné provádět např.barvení, tisk. U netkaných textilií typu podlahových krytin se provádějí úpravy rubu tzv. rubové úpravy, např. latexování, nános pěny apod. 5
117 Pro získání speciálních vlastností se provádí např. změkčování, tužení, antistatické, hydrofilní, hydrofóbní, nehořlavé, protimolové a jiné úpravy. Speciální úpravou je povrstvování, tj. nanášení zahuštěné disperze, pěny, pasty nebo prášku. Výrobek může být např. syntetická useň, nepromokavá textilie, plachtoviny, obalové materiály Konečné zpracování netkaných textilií Konečné zpracování, resp. konečné úpravy NT mohou být též řazeny mezi zušlechťovací práce. Jedná se o výstupní kontrolu, měření, vážení, ořezávání, řezání, nabálení, adjustaci, označování, apod. Strojní zařízení používané na zušlechťování NT je obdobné jako při běžném zušlechťování textilií Oblasti použití netkaných textilií Jak již bylo řečeno v úvodu, NT pokrývají stále širší a nové oblasti používání, pro orientaci budou uvedeny alespoň nejběžnější příklady. Zdravotnictví podložky, prostěradla, přikrývky na jedno použití, obleky a roušky pro zdravotníky, obvazy, tampony apod. Osobní použití hygienické zboží (dětské pleny, hygienické kapesníčky, apod.) Použití v domácnosti jednoúčelové ubrusy, ručníky, čistící a mycí hadry, utěrky, podlahové krytiny, bytové textilie, přikrývky, dekorační textilie, lůžkoviny, Oděvnictví oděvní vložky výztuhové nebo tepelné, podšívky (vycpávky), plyše, vrchní ošacení, pracovní oblečení, Obuvnictví a galanterie vložky do obuvi, obuvnické tuženky, syntetické usně, výztuhy obuvnické a galanterní, tepelné vložky. Technické textilie vzduchové a kapalinové filtry, papírenské plstěnce, plachtoviny, podkladové textilie, izolační a obalové textilie, elektro a brusné materiály, těsnění, Automobilový průmysl různé tepelně a zvukově izolační vrstvy, filtry, podlahové a potahové krytiny, polstrování, Stavebnictví tepelné a zvukové izolace, podlahové krytiny, tapety, geotextilie (jako pomoc při stavbě silnic, aj.), agrotextilie (využívané v zemědělství), drenáže, 6
118 77
119 . Charakterizujte základní přádelnické polotovary a výrobky, jejich náviny, schematicky nakreslete.. Příklady na výpočty jemnosti délkových textilií : a) Polyesterový kabel má celkovou tloušťku 64 ktex, jedno vlákno má jemnost 3,6 den, kolik vláken je v průřezu kabele? (Výsledek: počet vláken v kabelu = 60000) b) Kolik g bude vážit návin kabílku na křížové cívce, když je na ní navinuto 5500 m kabílku o jemnosti 300 dtex? (Výsledek: hmotnost návinu kabílku je 75 g) c) Zjistěte délku příze navinuté na potáči, když návin váží 00 g a jemnost příze je 5 tex. (Výsledek: délka navinuté příze je 8 km) d) Určete skutečnou jemnost skané příze v jednotkách tex, při seskání 3,5% a jemnostech jednotlivých přízí T = 00 dtex, T = Čm 40, T 3 = 00 den. (Výsledek: trojmoskaná příze má skutečnou jemnost T s = 69,66 tex) 3. Naznačte obecný postup předení, včetně předloh a výstupů z jednotlivých strojů. 4. Naznačte postupy výroby přízí: mykaných bavlnářských, mykaných vlnařských, rotorových bavlnářských, česaných bavlnářských, vlnařských a lnářských. 5. Proč je nutné provádět v přádelnách mísení vlákenných surovin a polotovarů? 6. Proč a kdy se v přádelnách provádí rozvolňovaní, na jakých strojích? 7. Vysvětlete rozdíl mezi rozvolňováním v sevřeném a ve volném stavu. 8. Nakreslete schémata základních typů rozvolňovacích strojů a jejich orgánů. 9. Co je účelem mykání, na jakých strojích se provádí? 0. Nakreslete a označte schéma víčkového mykacího stroje.. Nakreslete a popište schéma hlavního uzlu mykání na válcových mykacích strojích.. Naznačte vzájemné působení mykacích povlaků. 3. Co je účelem družení a protahování, kdy a proč se provádí? 4. Jaké znáte typy protahovacích (posukovacích) strojů a průtahových ústrojí schematicky naznačte. 5. Na schématu dvouválečkového průtahového ústrojí vysvětlete vznik průtahu výpočty pomocí obvodových rychlostí válečků a jemnosti délkových textilií. Příklady na výpočet průtahu: a) Podle kinematického schéma (viz. obr. 6) spočítejte potřebný počet zubů měny průtahové pro předkládaných pramenů o tloušťce T II = 5 tex, dále potřebný průtah pro odváděnou tloušťku pramene T I = 0 ktex. Počty zubů z = 00 zubů, z = MP =?, z 3 = 75 zubů, z 4 = 5 zubů. (Výsledky: potřebný průtah je 5-ti násobný a hledaná velikost výměnného kola MP = 0 zubů) b) Podle kinematického schéma (viz. obr. 7) spočítejte průtahy dílčí a průtah celkový, dále odváděnou jemnost příze v jednotkách tex. Předloha je přást o jemnosti 600 tex, počty zubů v převodu jsou: z = 30 zubů, z = 0 zubů, z 3 = 60 zubů, z 4 = 5 zubů, z 5 = 0 zubů, z 6 = 0 zubů. (Výsledky: Pd =,5, Pd = 6, P C = 4, T I = 5 tex) 78
120 6. Vysvětlete, proč se provádí příprava pro česání a na jakých strojích? 7. Co je účelem česání? 8. Na jakých strojích se provádí česání, nakreslete a popište schéma česacího stroje. 9. Jakými způsoby je možné provádět v přádelnách ztenčování? 0. Co je účelem předpřádání? Jaké typy předpřádacích strojů znáte?. Vysvětlete princip přástového řemínkového rozdělovače.. Nakreslete přástové náviny, uveďte z kterých jsou strojů. 3. Co je účelem dopřádání? Na jakých strojích se provádí? 4. Vysvětlete princip zpevňování zaoblováním, kdy a proč se provádí? Nakreslete schéma. 5. Popis předení na prstencovém dopřádacím stroji. Schematicky nakreslete. 6. Popište průchod vláken spřádací jednotkou rotorového dopřádacího stroje, nakreslete schéma. 7. Vysvětlete rozdíl mezi dopřádáním na prstencovém a rotorovém dopřádacím stroji, nejlépe pomocí schémat, udejte a nakreslete výsledné přízové náviny. 8. Postup při zpracování polyesterových kabelů v přádelnách, jaké strojní zařízení se používá na výrobu staplových vláken z nekonečných? 9. Uveďte typy přízí vypřádaných v přádelnách a udejte jejich stručné charakteristiky a nejčastější použití.. Vysvětlete základní pojmy: tkanina, osnova, útek, střída vazby, dostava tkaniny, osnovní a útkový vazný bod.. Co zahrnuje technická vzornice, vyznačte do schématu. 3. Znázorněte příčné a podélné řezy u základních vazeb tkanin. 4. Nakreslete základní vazby tkanin, rozkreslete po střídě, doplňte symbolický záznam, přesně pojmenujte. Respektujte osnovní, útkové a oboustranné vazby. 5. Uveďte podmínky pro stanovení postupného čísla atlasových vazeb. 6. Nakreslete a přesně pojmenujte vybrané odvozené tkalcovské vazby, rozkreslete po střídě. 7. Naznačte blokové schéma postupu prací v tkalcovně. 8. Uveďte operace, které se provádí při přípravě pro tkaní u osnovy a útku. 9. Co je účelem soukání, nakreslete a popište schéma soukacího stroje. 0. Proč se provádí operace skaní, jaké znáte možnosti?. Co je účelem snování, jaké znáte typy snování, schematicky naznačte.. Proč je nutné provádět šlichtování osnovy, vyjmenujte nejdůležitější složky šlichty. 3. Rozdíl mezi naváděním a navazováním osnovy, jaké jsou možnosti, do čeho se navádí osnovní nitě, proč? 4. Uveďte a popište cyklus tkaní na tkacím stroji. 79
121 5. Vyjmenujte základní části tkacích strojů. 6. Nakreslete a popište schéma tkacího stroje a průchod osnovy tkacím strojem. 7. K čemu slouží prošlupní ústrojí, jaké znáte typy prošlupních ústrojí? 8. Vysvětlete funkci paprsku na tkacích strojích. 9. Jaké znáte paprsky, nakreslete je. 0. Uveďte výhody a nevýhody člunkových tkacích strojů.. Vyjmenujte hlavní přednosti bezčlunkových tkacích strojů, jaké znáte bezčlunkové tkací stroje?. Charakterizujte tkaní na skřipcových tkacích strojích, schematicky naznačte. 3. Vysvětlete princip tkaní s tryskovým prohozem útku; co je to konfuzor, profilovaný paprsek, štafetové trysky? 4. Vysvětlete princip tkaní na skřipcových tkacích strojích, jaké jsou možnosti, zjednodušeně naznačte. 5. Stručně charakterizujte víceprošlupní tkací stroje. 6. Co se řadí mezi dokončovací práce v tkalcovnách? 7. Co rozumíte pod termínem pletenotkaní? Vysvětlete vznik pletenotkaniny, uveďte příklady na použití těchto plošných textilií.. Vysvětlete základní pojmy: klička, smyčka, očko lícní a rubní, jejich vznik; řádek, sloupek, hustota řádků, sloupků, celková hustota pleteniny; pletenina zátažná, pletenina osnovní.. Jaké znáte možnosti znázorňování pletenin, uveďte a nakreslete znaky pro zátažné a osnovní pleteniny. 3. Vyjmenujte charakteristické vlastnosti pletenin. 4. Základní rozdělení pletenin a jejich zkrácené označování. 5. Zakreslete vazbu pleteniny očky, v patronách VÚP a Prusa těchto pletenin: zátažná jednolícní z lícní a z rubní strany, oboulícní hladká :, oboulícní : patent, libovolná žebrová, obourubní hladká, minimální velikost: 6 sloupků x 6 řádků. U patron Prusa naznačte též rozřazení jehel v lůžkách. 6. Zakreslete zapracovanou chytovou a podloženou kličku v jednolícní pletenině z rubní strany včetně patron. 7. Podle zadané patrony nakreslete a přesně pojmenujte vazbu pleteniny, včetně vzorovacích prvků. 8. Podle zadané vazby nakreslete a přesně pojmenujte patronu pleteniny. 9. Nakreslete kladení osnovní pleteniny trikot otevřené a uzavřené. 0. Nakreslete vazbu osnovní pleteniny trikot s otevřeným kladením z rubní strany. 80
122 . Nakreslete otevřené a uzavřené kladení řetízků osnovní pleteniny, a vazby řetízků, min. 5 oček.. Rozdělte pletařské stroje podle hledisek: použitá soustava nití, druh a uložení jehel, počet a tvar jehelních lůžek. 3. Nakreslete schematicky tvary a položení jehelních lůžek. 4. Vyjmenujte a stručně popište ústrojí pletařských strojů, zejména pracovní. 5. Schematicky nakreslete pletací jehly, označte jejich části. 6. Jaké znáte platiny pletařských strojů, vyjmenujte a nakreslete některé jejich základní tvary. 7. Nakreslete schematicky zámky plochých pletacích strojů, popište jejich části. 8. Vysvětlete funkci zámků plochých pletacích strojů. 9. Vysvětlete vznik očka na jazýčkové jehle (vypracování řádku na plochých pletacích strojích), jednotlivé pracovní polohy schematicky nakreslete. 0. Vyjmenujte typy pletacích strojů pro zátažné pleteniny, schematicky naznačte postavení jejich lůžek.. Nakreslete a označte schéma osnovního stávku.. Vyjmenujte fáze vypracování řádku na osnovním stávku. 3. Jaké znáte stroje pro pletení osnovních pletenin? 4. Uveďte typické výrobky z osnovních pletenin. 5. Vyjmenujte příklady výrobků pletařského průmyslu a jejich formy. 6. Shrňte výrobní postup v pletárnách. 7. Jaké operace zahrnuje příprava pro pletení, jaké požadavky jsou kladeny na pletací příze?. Vysvětlete základní pojmy: vlákenná vrstva, pavučina, rouno, list, spleť, netkaná textilie obecně, netkaná textilie mechanicky vázaná, pojená, vrstvená, pojivo, základní typy pojiv.. Naznačte obecný postup výroby netkaných textilií. 3. V čem spočívá příprava vlákenných vrstev pro netkané textilie? 4. Jaké jsou možnosti přípravy vlákenných vrstev? 5. Mechanické způsoby přípravy vlákenných vrstev (pomocí mykacích strojů, technologie STRUTO), stručně popište. 6. V čem spočívá princip výroby vlákenných vrstev aerodynamickým způsobem? 7. Příprava vlákenných vrstev z taveniny polymerů stručný postup výroby. 8. Stručně popište vznik vlákenné vrstvy elektrostatickým nanášením. 9. Popište vznik vlákenné vrstvy mokrým způsobem. 0. Jaké znáte technologické možnosti zpevňování vlákenných vrstev?. Vyjmenujte a stručně popište mechanické způsoby zpevňování vlákenných vrstev. 8
123 . Popište stručně výrobu plstí a jejich použití. 3. Stručně popište výrobu vpichovaných netkaných textilií a jejich použití. Nakreslete technologické zařízení na výrobu. 4. Stručně popište a nakreslete strojní zařízení na výrobu propletů, udejte použití propletů. 5. Nakreslete schéma výroby všívaných textilií a řezy všívanými textiliemi, udejte možnosti použití. 6. Naznačte blokově obecný postup výroby chemicky zpevňovaných netkaných textilií. 7. Které struktury pojených netkaných textilií se rozeznávají podle množství pojiva? Nakreslete je a označte. 8. Jaké znáte možnosti impregnace vlákenné vrstvy pojivem? Schematicky je naznačte. 9. Uveďte příklad strojního zařízení pro nanášení pojiva střikem a možnosti použití NT. 0. Jaké znáte možnosti nanášení pěnového pojiva, alespoň jednu možnost nakreslete.. Popište princip výroby termicky zpevňovaných netkaných textilií.. Vysvětlete princip výroby netkaných textilií kombinací různých výrobních technologií, udejte praktické použití. 3. Jaké znáte možnosti výroby vrstvených netkaných textilií, schematicky nakreslete příklad netkané vrstvené textilie, udejte její použití. 4. Uveďte oblasti, ve kterých se nejvíce používají netkané textilie a praktické příklady použití. 5. Charakterizujte geotextilii, udejte její použití, schematicky nakreslete.. Vysvětlete, co je účelem zušlechťování. Jak se rozdělují zušlechťovací technologie a zušlechťovací operace podle dosaženého účinku?. Co jsou to textilní pomocné přípravky, kdy se používají, uveďte zkratku. 3. Vyjmenujte požadavky na vodu používanou v úpravnách, i požadavky na hospodaření s vodou. 4. Vysvětlete, co se rozumí pod označením aktivní a pasivní ústrojí zušlechťovacích strojů, udejte příklady, ev. nakreslete. 5. Jaké technologické operace se zařazují do předúpravy textilií, seřaďte je pro předúpravu bavlny a vlny. 6. Co je účelem požehování, jaké textilie se požehují a na jakých typech strojů se provádí? 7. Co je účelem praní, rozdělte prací cyklus. 8. Co rozumíte pod praním v plné šíři? Kdy a na jakých strojích se provádí? 9. Co je to provazec? Nakreslete schéma provazcového pracího stroje a označte jednotlivé části. 8
124 0. Jaké znáte možnosti pro zvýšení účinnosti praní (intenzifikace praní)? Vyjmenujte a některou jednoduchou možnost nakreslete.. Proč a jak se provádí odšlichtování?. Co je účelem bělení, jaké znáte možnosti, bělící činidla a používaná strojní zařízení. 3. Charakterizujte proces mercerace proč se provádí, na jakých textilních materiálech, za jakých podmínek a čím, v čem spočívá mercerační efekt? 4. Proč se provádí fixace textilií? 5. Pojmenujte a vysvětlete fixační proces u vlněných textilií, udejte příklad strojního zařízení. 6. Proč a na jakých textiliích se provádí valchování textilií, za jakých podmínek. Díky čemu se docílí efekt plstění? 7. Vysvětlete účel karbonizace na jakých textilních materiálech, pomocí čeho, kdy se provádí, stručný postup. 8. Proč se provádí předúprava vlněných textilií chlorováním? 9. Vyjmenujte možnosti odvodňování, co je účelem? 0. Jaké znáte sušicí stroje?. Co je účelem barvení? Vysvětlete termíny substantivita a afinita. Co je definováno tzv. trojúhelníkem barviv?. Nakreslete a vysvětlete obecnou kinetickou křivku barvení. 3. Jaké znáte formy barvených textilií, vyjmenujte základní typy barviv. 4. Co je podstatou barvení na vysokotepelných barvicích aparátech? 5. Co rozumíte pod pojmem tryskové barvicí stroje? 6. Nakreslete schéma džigru, s popisem, uveďte možnosti použití džigru. 7. Nakreslete schéma fuláru, označte jeho části, uveďte jeho princip a možnosti jeho použití. 8. Co znamená pojem textilní tisk? Co je to střída vzoru? Uveďte schéma postupu prací při potiskování textilií. 9. Rozdělte tiskařské techniky po chemické a mechanické stránce. 30. Z čeho vznikl název filmový tisk? Jaké znáte způsoby filmového tisku? 3. Vysvětlete principy: filmového tisku, válcového strojního tisku, tisku přenosem a vločkového tisku. 3. Jaké znáte speciální způsoby textilních tisků? 33. Proč je nutné v úpravnách provádět mezioperační kontrolu, kdy a jak? 34. Vyjmenujte a stručně charakterizujte běžné konečné úpravy textilií. 35. Které úpravy se řadí do konečných speciálních úprav textilií? 36. Nakreslete a vysvětlete princip postřihování. 37. Vysvětlete princip kalandrování, mandlování a lisování, schematicky naznačte. 38. Které práce se řadí mezi závěrečné práce v úpravnách? Na jakých zařízeních se provádějí? 83
125 . Vyjmenujte jaké prvotní vlivy působily na vznik oděvů a jaké vlivy se upřednostňují v současnosti?. Jak se běžně rozčleňuje sortiment oděvních výrobků? 3. Rozdělte oděvní materiály, včetně příkladů. 4. Uveďte požadavky na oděvní výrobky, ze strany výrobců a ze strany spotřebitelů. 5. Shrňte nejdůležitější požadavky kladené na šicí nitě. 6. Uveďte obecný postup výroby šicích nití a stručně ho charakterizujte. 7. Jaké znáte typy a druhy šicích nití, kam směřuje jejich vývoj? 8. Co zahrnuje komplexní výrobní proces v oděvní výrobě? Uveďte schéma operací. 9. Uveďte postupně operace hlavního výrobního procesu v oděvní výrobě. 0. Proč je nutné provádět technickou přípravu výroby v oděvní výrobě, jakým způsobem se provádí, uveďte jednotlivé fáze, ev. nakreslete základní schéma.. Co zahrnuje modelování v rámci technické přípravy oděvní výroby?. Vyjmenujte, co patří do konstrukční, technologické a ekonomické přípravy oděvní výroby. 3. Co je účelem oddělovacího procesu, vyjmenujte které operace zahrnuje. 4. Schematicky nakreslete základní způsoby nakládání (vrstvení) a udejte pro jaké oděvní materiály se používají. 5. Jakými způsoby se provádí vlastní oddělování oděvních materiálů, jaké oddělovací nástroje se používají? 6. Které operace patří do spojovacího procesu oděvní výroby? 7. Co je základním prvkem spojování, definujte steh. Jaké jsou základní stehy? 8. Nakreslete dvounitný strojový vázaný steh a jeho stopu. 9. Co je to šev? Vyjmenujte základní třídy švů a schematicky je nakreslete. 0. Vyjmenujte funkční ústrojí šicího stroje.. Uveďte rozdělení šicích strojů podle: účelu použití, povahy práce, vykonávaných operací, podle použití v odvětvích.. Co se provádí při tvarovacím procesu oděvní výroby, vyjmenujte některé operace tvarování. 3. Vyjmenujte pracovní prostředky používané při tvarování oděvních výrobků. 4. Co zahrnuje dokončovací proces oděvní výroby, některé pracovní operace vyjmenujte, uveďte, kdy se provádí a kdy ne. 5. Nakreslete a vysvětlete základní symboly pro ošetřování oděvních výrobků. 84




126 7
127 6. Úvod do problematiky zušlechťování textilií Zušlechťováním se dodávají vláknům, přízím, tkaninám, pleteninám a dalším výrobkům vhodné vlastnosti, nutné a potřebné pro účel jejich použití. Zušlechťování je souhrnný název pro řadu technologických a pracovních operací a postupů, kterými se mění fyzikálněmechanické a chemické vlastnosti vláken, polotovarů i hotových výrobků, např. barva, lesk, pevnost, pružnost, vzhled, omak, tepelně izolační vlastnosti, stálost tvaru a další vlastnosti. Při zušlechťovacích (úpravnických) pracovních postupech se působí na textilní materiály a textilie chemickými a mechanickými vlivy za určitých definovaných podmínek, které jsou charakteristické pro příslušné technologické úseky zušlechťování. Podle toho, jestli se na textilie působí chemicky nebo mechanicky, rozlišuje se jednak chemická technologie a mechanická technologie zušlechťování. Při většině zušlechťovacích procesů se užívají kombinace obou technologií. Úpravnické procesy probíhají v různém pracovním prostředí a potom se rozeznává mokrá a suchá úprava textilií. Většinou suché úpravy navazují na úpravy mokré. Pro klasifikaci úpravnických operací slouží celá řada dalších hledisek. Z hlediska použité vlákenné suroviny můžeme úpravnické pochody dělit na úpravu vlněných a vlnařských tkanin, úpravu bavlněných a bavlnářských tkanin, úpravu textilií z plně syntetických vláken apod. Podle dosaženého účinku, vzhledu, požadovaného výsledku zušlechťování se rozdělují úpravnické technologie následovně: ) příprava textilních materiálů pro vlastní technologii zušlechťování ) předúprava (např. praní, fixace, mercerace, plstění, bělení atd.) 3) barvení 4) tisk 5) speciální a účelové úpravy (např. počesávání, broušení, nesmáčivá hydrofóbní úprava, nemačkavá úprava, ) 6) konečné úpravy vzhledu, povrchu a užitných vlastností 7) závěrečné práce potřebné pro prodej (výstupní kontrola, klasifikace, adjustace, atd.) Po předúpravě, ev. po barvení a tisku se zařazuje mezioperační kontrola. Po veškerých mokrých procesech musí být zařazeno odvodňování a sušení, podle potřeby a druhů zušlechťovaných textilií. Tyto vyjmenované technologie se dále ještě dělí na dílčí technologické procesy (operace). Je zřejmé, že k dosažení určitých úpravnických efektů se používají pouze některé vybrané vhodné technologie a operace. Závisí to na druhu zpracovávaného materiálu, formě polotovaru nebo hotového výrobku a na vlastnostech, které má mít hotový výrobek. To 8
128 znamená, že je možné zušlechťovat (např. prát, barvit, bělit) vlákna, prameny česance, přásty, příze (na křížových cívkách, v přadenech, na osnovních válech), kabílky, tkaniny v plné šíři i v provazci, pleteniny v hadici, netkané textilie v plné šíři, kusové výrobky (např. ponožky a punčochové zboží). U mokrých úprav je samozřejmě velmi důležitá zušlechťovací lázeň, tj. roztok určitých chemikálií, textilních pomocných prostředků přípravků (TPP), nebo barviv ve vodě, někdy v organických rozpouštědlech. Průběh zušlechťovacích procesů potom ovlivňují faktory jako: složení lázně (obsah zušlechťovacích činidel), délka lázně (poměr hmotnosti zpracovávaného materiálu ke hmotnosti lázně), teplota lázně, hodnota ph lázně, jakost vody. Textilní pomocné přípravky (TPP) Jsou to látky používané k zušlechťovacím pochodům, které můžeme rozdělit na: pomocné textilní přípravky TPP přímé textilní přípravky ostatní pomocné látky pro textilní průmysl a) Pomocné textilní přípravky po provedené operaci se z vláken odstraní. Jsou to např.: přípravky masticí (špikovací), šlichtovací, prací (detergenty), bělicí a egalizační (pro barvení). b) Přímé textilní přípravky zůstávají po skončené úpravě na vláknech a dodávají výrobkům nové vlastnosti. Jsou to např.: látky pro nemačkavou, nešpinivou, nehořlavou a vodoodpudivou úpravu, matovací látky, změkčovací a avivážní přípravky. c) Ostatní pomocné látky (např. látky pro úpravu vody). d) K nejvíce užívaným TPP (ve všech třech skupinách) patří povrchově aktivní látky nebo-li tenzidy. Voda při zušlechťování textilií. Nejvíce vody v textilním průmyslu je zapotřebí při zušlechťování textilií, tj. při mokrých úpravárenských procesech, dále pak na výrobu páry. Používá se voda pitná, užitková a provozní (technologická). Na vodu, i technologickou, (ta se získává většinou z vodních nádrží, řek, potoků) jsou kladeny určité požadavky. Voda musí být čistá, nezakalená, měkká, s minimálním obsahem nečistot (zejména organických látek, manganu, železa). Spotřeba vody je značná, někdy se musí surová voda upravovat např. filtrovat, čistit biologicky nebo chemicky, změkčovat, atd. Samozřejmě vzniká i značné množství odpadních vod, lišících se svým znečištěním. Odpadní vody obsahují zbytky vláken, tuky, detergenty, mýdla, zásady, kyseliny, zbytky barviv, a mnoho dalších látek, více či méně jedovatých, podléhajících hnití. Tomu musí odpovídat hospodaření s vodou, maximální využití vody, zavádění recirkulace vodních lázní, přečišťování vody a její znovupoužití. Nejnovějším trendem je snižování 9
129 spotřeby vody při zavádění zušlechťovacích procesů s podstatně menšími objemy pracovních lázní a zavádění nových zušlechťovacích technologií. Odpadní vody z úpraven by bylo nejvhodnější bezprostředně čistit, nebo alespoň předčišťovat. 6.. Obecně o nejdůležitějších strojích a procesech Jak je patrné již z úvodní části musí být zušlechťovací operace zajišťovány na mnoha různých typech strojů. Není možné, ani účelné podrobně popsat všechny používané typy, ale bude předložen pouze přehled nejběžněji a nejčastěji používaných strojů, včetně technologických principů úpravnických operací, které budou popsány blíže. Všeobecně je možno říci, že některé části strojů se přímo podílejí na zušlechťovacích operacích, jedná se o tzv. aktivní ústrojí. Jsou to např. ždímací válce, prací hašple, různé intenzifikátory pracích procesů, sušicí zařízení (bubny, válce), valchovací ústrojí, lisy, kalandry, počesávací, kartáčovací, postřihovací ústrojí apod. (viz obr. 6). Pro správnou funkci musí být zušlechťovací stroje vybaveny dalšími ústrojími, která v podstatě napomáhají hlavním zušlechťovacím procesům. Jedná se o ústrojí vodicí, naváděcí, rozpínací, napínací, skládací, nabálecí, rozevírače provazců do plné šíře, různé zásobníky, apod. Tato ústrojí zušlechťovacích strojů se nazývají pasivní ústrojí. a) b) c) d) e) f) g) Obr. 5. Pasivní ústrojí zušlechťovacích strojů a) vodicí oko; b) vodicí mříž; c) vodicí hřeben; d) vodicí váleček s vodičem e) laťový válec; f) rozpínka; g) skládací zařízení s vozíkem 0
130 a) b) c) Obr. 6. Aktivní ústrojí zušlechťovacích strojů a) hašple; b) ždímací válce; c) valchovací ústrojí 6. Principy nejdůležitějších zušlechťovacích procesů 6.. Předúprava Zušlechťovací práce zařazené do předúpravy textilií jsou rozmanité pro různé textilní materiály, ev. jejich směsi: bavlnářská předúprava požehování, odšlichtování, praní, vyvařování, bělení (často bývá řazeno do předúpravnických linek), mercerace, vlnařská předúprava předepírání, praní, krabování (vyvařování, tj. fixační proces), valchování, karbonizace, ev. bělení, předúprava lnu požehování, odšlichtování, vyvařování, praní, bělení, předúprava syntetických materiálů odšlichtování, praní, fixace, bělení, Jak je vidět z uvedeného přehledu, některé typy předúpravnických operací jsou běžně používané pro všechny typy textilních materiálů, některé jsou určeny pouze pro určité textilní materiály. Je nutné také respektovat formu textilie, tzn. zda se jedná o materiál ve vločce, přádelnické polotovary a výrobky, nebo tkaniny a pleteniny. Stručný popis vybraných principů technologických operací předúpravy: Před vlastními předúpravnickými pracemi se provádí práce přípravné, sem patří např. označování textilií, jejich příprava do vhodného tvaru (pěchování vloček, přadenování příze, sešívání kusů tkanin, pletenin, nabálení, skládání apod.) Příklad předúpravy bavlnářských tkanin a následných úpravnických operací: požehování odšlichtování vyvářka bělení mercerace barvení konečné úpravy závěrečné práce
131 Tab.. Přehled nejdůležitějších a nejčastějších operací v rámci předúpravy, členěných podle textilních materiálů a jejich forem Forma textilie Operace předúpravy vlákenný materiál Přípravné práce Praní Požehování Odšlichtování ( odapretování ) Vyváření Mercerace bavlna Fixace rozměrů Krabování vlna Valchování vlna Karbonizace vlna Chlorování vlna Bělení Odvodňování, sušení Barvení *) Tisk *) Speciální úpravy *) Konečné úpravy *) Závěrečné práce *) Poznámka: Operace bez označení se provádí pro všechny textilní materiály (vlna, bavlna, len, chemická vlákna), operace pro určité vlákenné materiály jsou označeny. *) Navazující práce v úpravně 6... Požehování Provádí se v bavlnářských a lnářských úpravnách pro dosažení hladkého povrchu textilií, (tj. odstranění vyčnívajících vláken). Běžně se provádí na tkaninách v plné šíři na plynových požehovacích strojích. Často se přímo na požehovacích strojích, po vlastním opalování, napouští textilie enzymatickým odšlichtovacím prostředkem (v rámci tzv. dušení jisker) pro snadnější odbourání škrobových šlichet při následujících operacích. Požehování na elektricky vyhřívaných požehovacích strojích se používá zejména při úpravě šicích nití, rovněž pro docílení hladkosti povrchu.
132 6... Praní Nejběžnější proces předúpravy textilií je praní, dále praní po barvení, po tisku, které se provádí pro odstranění různých nečistot, přebytku barviv apod., získání lepšího omaku textilií. Pere se textilní materiál na všech formách. Samotný prací cyklus je možné dělit na dílčí procesy: namáčení, vlastní praní, oplachování. Prací stroje, ve kterých se textilie perou, jsou přizpůsobeny formám textilií. Tkaniny se perou buď v plné šíři nebo v provazci. Praní v provazci je intenzivnější, není ho však možné použít pro textilie náchylné k vytváření lomů. Typickým strojem pro praní v provazci jsou tzv. vijákové (válcové) prací stroje, označované často jako hašple a) b) Obr. 7. Provazcový prací stroj a) schéma provazcové pračky s volným provazcem; b) provazcový prací stroj s napnutým provazcem přiváděný provazec; odváděný provazec; 3 vodicí zařízení; 4 laťový válec 5 postřik; 6 vana; 7 ždímací válce; 8 vodicí váleček 8 Provazec může probíhat strojem jednotlivě (sešité jednotlivé kusy) nebo v nekonečné spirále, účinnost praní se zvyšuje postřikem, prací lázní nebo vibracemi. Účinné jsou provazcové pračky doplněné pěchovacím zařízením, obdobným jako u valchovacích strojů pro vlněné a vlnařské textilie. Vyvíjeny jsou i další typy provazcových pracích strojů, např. tzv. protiproudé, kdy protiproudé vedení prací lázně a textilie zaručuje velmi účinné praní. Užívá se pro textilie, které nesnáší mechanické namáhání hašplí, ždímacími válci, apod. Další kategorií pracích strojů jsou stroje pro praní v plné šíři, tzv. válečkové prací vany šířkové prací stroje (obr. 8), kterých existuje více konstrukčních typů, nejčastěji se používají stroje stavebnicově sestavované do pracích linek, kde kromě vlastního předepírání a praní může probíhat odšlichtování, paření, bělení a pod. 3
133 4 3 Obr. 8. Schéma šířkového pracího stroje vana s vodicími válečky; postřik; 3 ždímací válce; 4 ukládání a) b) c) d) Obr. 9. Nejběžněji používané možnosti intenzifikace pracího procesu a) zvětšená délka návleku b) protiběžný návlek c) pračka Rotomat (spojení více intenzifikačních prvků střídavé postřikování a odmačkávání) d) příklad moderního intenzivního praní textilií na zařízení BEN Injecta (postřik horkou vodou a párou) 4
134 Na pracích strojích pro praní v plné šíři se rovněž používá řada intenzifikačních principů a zařízení pro zvýšení účinnosti praní, jako jsou např.: častější výměna prací lázně a odvádění znečištěné, rozvíření prací lázně, protiproudý princip praní, zvětšením délky návleků textilií (obr. 9 a), protiběžné návleky textilií (obr. 9 b), častější odmačkávání prací lázně např. pračka Rotomat (obr. 9 c), využití vlivu zvýšených teplot např. zařízení BEN Injecta (obr. 9 d), používání různých intenzifikačních prvků, jako jsou trysky, střiky, vibrátory, bicí účinky, odstředivá síla, sací sítové bubny a pod. Pro účinné vyprání textilií je důležité, pomocí různých doplňků a prostředků, docílení turbulentního pohybu prací lázně. Při moderním způsobu praní na zařízení BEN Injecta se jedná o šokový ohřev textilie (teplota C) a velmi krátké kontakty se zašpiněnou lázní. Nejlépe se využívá při odšlichtování a praní po tisku, pohybuje se textilie i prací lázeň. Praní je mimořádně účinné a hospodárné. Jedná se o prací agregát, který je možné předřadit běžným pracím strojům. Poznámka: Pro praní pletenin se používají prací stroje s beztahovým vedením textilie, stroje se sacími sítovými bubny a jiné vhodné typy. Pro praní koberců jsou rovněž používány širokoprací stroje vhodných konstrukcí, většinou s tryskovým postřikem. Praní vlny ve vločce se nejčastěji provádí na pracích linkách, leviatanech. Obecné dílčí prací procesy však zůstávají zachovány. 5
135 6...3 Odšlichtování Odšlichtování je nutné provádět proto, aby se osnovní nitě, které byly ošlichtovány před tkaním, této filmové vrstvy zbavily a umožnily se běžné úpravnické práce, barvení apod. Protože jsou nejvíce používány šlichty škrobové, tj. běžně nevypratelné, bude dále pojednáno o odšlichtování těchto typů šlichtovacích prostředků. Většina ostatních typů šlichet je vypratelná při intenzivním praní. Odšlichtování škrobových šlichet se provádí enzymaticky (je to hospodárný způsob), a to buď v plné šíři nebo v provazci, diskontinuálně, polokontinuálně nebo kontinuálně. Úvodní informace byly již uvedeny v kapitole požehování, kdy se enzymatický odšlichtovací prostředek (amylázy čili diastázy) napouští bezprostředně po požehování na tkaninu v plné šíři, která se nabálí na tzv. velkonábaly, Obr. 30. J skříň ve kterých potom 3 4 hodin probíhá odležení (kontinuální odkládací zásobník) (působení enzymů). Nejčastěji jsou velkonábaly předkládány na kontinuálně pracující prací, odšlichtovací a bělicí linky, kde proběhnou tyto potřebné technologické operace. Tyto linky jsou různých konstrukcí. Napouštění pracími, bělicími, odšlichtovacími prostředky se může na vstupu do linek provádět na fulárech, do linky se zařazují napařovací komory, J skříně (J boxy) na odležení, vypírání se provádí nejčastěji ve válečkových pracích vanách Bělení Způsob a intenzita bělení se řídí podle nároku na stupeň vyčištění vybělení textilního materiálu. Rozhodující je, zda se jedná o bělení jako proces předúpravy (např. pro tisk), nebo zda se jedná o konečné bělení. Nejméně nároků je na bělení syntetických materiálů, maximální nároky jsou na bělení lněných textilií. Při operaci bělení je nutné respektovat formu textilního materiálu. Účelem bělení je odstranění veškerých barevných substancí z textilních materiálů. Nejběžnější bělení je bělení oxidační, kdy se barevné příměsi oxidují na vypratelné bezbarvé nebo rozpustné sloučeniny, poskytuje stálou bělost. Nejčastěji používaná oxidační a bělicí činidla jsou: peroxid vodíku, chlornan sodný, chloritan sodný. Při redukčním bělení se barevné nečistoty přeměňují na bezbarvé leukosloučeniny, které zůstávají částečně na vláknech. Dochází zde k opětnému sežloutnutí textilie (leukosloučeniny se snadno zoxidují). Proto se tento způsob bělení používá méně. 6
136 Optické bělení (dobělování) se provádí pomocí opticky zjasňovacích prostředků. Jsou to speciální fluorescenční barviva, která účinně kompenzují nažloutlé odstíny a projevují se jako bíle viditelné fluorescenční záření. Optické zjasňování se používá buď současně s bělením nebo samostatně. Bělicí stroje a zařízení jsou buď prací, odšlichtovací a bělicí linky, někdy se bělí diskontinuálně na džigrech, hašplích, aparátech a pod Obr. 3. Ukázka kontinuální odšlichtovací, bělicí a prací linky velkonábal;,3 bělící, příp. vyvářecí lázně; 4 paření, odležení; 5 praní, oplachování; 6 velkonábal nebo skládání textilie Mercerace Na bavlněné textilie (příze, tkaniny, pleteniny, šicí nitě), se působí většinou studeným koncentrovaným roztokem ( 6 %) louhu sodného, textilní materiál musí být napínán válci, řetězy, jinak vzniknou pružné tkaniny, tzv. streče, krepy. Mercerační efekt spočívá zejména ve zvýšení lesku a pevnosti v tahu, nižší sráživosti a lepší afinitě vůči barvivům, příjemnějším omaku. b) a) Obr. 3. Mercerace a) princip bezřetězové mercerace (vedení tkaniny mezi válci) b) mikroskopický řez a pohled na nemercerované bavlněné vlákno c) mikroskopický řez a pohled na mercerované bavlněné vlákno c) Použitý louh sodný se čistí, upravuje a znovu používá (recyklace). Pro merceraci se používají speciální stroje mercerační stolice, řetězové mercerační stroje, válcové mercerační stroje apod., na kterých se provádí nejenom louhování, ale i oplachování, kyselení (tzn. neutralizace), vypírání. 7
137 Jak je zřejmé, některé výše uvedené operace předúpravy se provádějí pouze u bavlněných textilií, ostatní operace, jako např. praní, se provádí vždy, je-li to potřebné, a to u všech typů textilií. Naopak určité operace jsou typické pro vlněné a vlnařské textilie. Pro úplnost je uveden postup prací ve vlnařské úpravně směsových tkanin (vlna/polyester), v předúpravně i pro další navazující úpravnické operace. I ve vlnařském sektoru se některé operace provádí pouze pro určitý účel, např. valchování, karbonizace, chlorování. Příklad technologických operací v úpravnách vlnařských tkanin: předepírání fixace polyesterového podílu praní, (ev. strojní detašování) ustalování vlněného podílu (krabování) valchování sušení mezioperační kontrola nopování kartáčování postřihování pánvové lisování dekatování retušování finální kontrola závěrečné dekatování nebo žehlení adjustační práce Poznámka: Ve vlnařských úpravnách je běžné rozlišovat úpravu mokrou (v podstatě předúprava) a úpravu suchou (operace konečných a závěrečných prací), která se provádí vždy až po mezioperační kontrole. Jak je vidět, členění úpravnických operací ve vlnařských úpravnách se provádí podle jiných hledisek než v bavlnářském sektoru, což vyplývá z charakteristických vlastností vlněných vláken Fixace Účelem této operace je odstranění vnitřního pnutí mezimolekulárních vazeb polyesterových vláken. Provádí se na fixačních strojích. Předeprané zboží se smáčí, odždímá a navádí mezi ojehlené řetězy. Řetězy je tkanina v určité šíři zboží (např. 60 cm) vedena do fixačních komor stroje. Fixační teplota bývá 87 C, což je přibližně teplota měknutí polyesterových vláken. Při této teplotě se za současného napínání v řetězech ustálí a vyrovná vnitřní struktura polyesterových vláken. Poslední komora stroje je ochlazovací. Tato operace se provádí při úpravě vlnařských směsových tkanin Ustalování krabování Fixace vlněných tkanin (nebo vlněného podílu u směsových tkanin) se provádí při tzv. ustalování. Při tomto procesu dochází k morfologické změně vlněného vlasu, tj. novému uspořádání keratinových řetězců vlny. S výhodou je možné provádět krabování směsových vlnařských tkanin kontinuálně, např. na stroji Konticrab (fy Hemmer). Vlhká tkanina se navede mezi gumotextilní pás a buben, který je vyhřátý na 0 C a prochází strojem rychlostí 6 9 m min -. Působením určitého tlaku, vlhkosti a teploty získá tkanina jemný lesk a stálost rozměrů. 8
 4 vstup tkaniny; 5 nádrž s horkou vodou; 6 nádrž se")

, kdy se na vlněnou textilii v provazci, smočenou ve valchovací lázni (zásadité ph 6 0 nebo naopak kyselé ph 5), působí mechanickými účinky a teplem.")
138 Obr. 33. Konticrab stroj pro kontinuální krabování vlnařských tkanin párou vyhřívaný buben; vodicí válečky; 3 nekonečná pryžová podložka (deka) 4 vstup tkaniny; 5 nádrž s horkou vodou; 6 nádrž se studenou vodou (chladicí část); 7 odvádění tkaniny Valchování Valchování vlněných tkanin a pletenin se provádí pro docílení zvláštního vzhledu a omaku, dále pro zhutnění a zpevnění textilie. U jemnějších textilií se dociluje pouze tzv. flanelového omaku, valchování může probíhat na kontinuálních valchovacích strojích v plné šíři. Klasický efekt valchování se docílí na válcových valchách (viz obr. 34), kdy se na vlněnou textilii v provazci, smočenou ve valchovací lázni (zásadité ph 6 0 nebo naopak kyselé ph 5), působí mechanickými účinky a teplem. Zplstění se dosáhne díky šupinkovému povrchu, pružností a bobtnavostí vlněných vláken. Valchují se např. sukna z mykaných vlnařských přízí, lodeny aj. Při výrobě plstí se ještě používají kladivové valchy. 3 a) b) Obr. 34. Valchování a) schéma válcového valchovacího stroje; b) mikroskopický vzhled vlněného vlákna ( pěchovací válce tambur a ruleta; pěchovací kanál; 3 svislé naváděcí válce) 9
139 6...9 Karbonizace Účelem karbonizace je odstranění nečistot rostlinného původu z vlny, zejména z vlny prané ve vločce. Celkem výjimečně se karbonizují tkaniny. Karbonizace se nejčastěji provádí smáčením vlny v roztoku kyseliny sírové (0 30 g l - ), po vyždímání se vlna suší při vyšších teplotách (kolem 00 C), přitom se rostlinná celulóza přemění (zuhelnatí) na křehkou hydrocelulózu. Vlna s nečistotami projde drticím a klepacím zařízením, rozdrcené nečistoty se odstraní. Bezprostředně musí proběhnout neutralizace (zásaditá), vypírání, sušení. Karbonizovanou vlnu je možné v současnosti zpracovávat pouze na mykané příze Chlorování Chlorování je speciální operace předúpravy vlny, kterou se snižuje sráživost a plstivost vlněných přádelnických polotovarů, přízí, tkanin, pletenin. Aktivní chlor, uvolněný z určitých chlornanových nebo chloritanových sloučenin, reaguje s keratinem tvořícím základ vlněných vláken. Byly vyvinuty i jiné úpravy obdobné nebo nahrazující chlorování. Chlorování se tedy provádí jako: neplstivá úprava vlny, předúprava před barvením a tiskem (zvýšená afinita k barvivům). 6.. Odvodňování a sušení Po mokrých zušlechťovacích procesech se musí textilie zbavit přebytečné vlhkosti. Nejjednodušší a nejběžnější způsob je ždímání mezi ždímacími válci. Kde je to možné, využívá se odstřeďování, zejména při diskontinuálních procesech. Pro textilie, které se nemohou odvoďňovat výše uvedenými způsoby, bývá využíváno odsávání vlhkosti (např. pro koberce) nebo profukování. V závěru odvodňování se zařazuje termické sušení na různých typech sušicích strojů, které je možno rozdělit následovně: a) podle způsobu předávání tepla prouděním (vzduchu, přehřáté páry, spalných plynů), vedením (kontinuální sušení na bubnech), přeměnou elektrické energie v teplo (dielektrický ohřev); b) podle účelu použití sušicí a rozpínací rámy (s prouděním vzduchu podélným nebo příčným; s prouděním vzduchu, přehřáté páry nebo spalných plynů tryskami), stroje pro sušení bez napětí (v závěsu buď v dlouhých nebo v krátkých smyčkách, na vzduchovém polštáři, na sítu nebo na děrovaných bubnech s prosáváním vzduchu), sušicí stroje s vyhřívanými válci (kontaktní), 30
140 Do zvláštní skupiny se řadí stroje používající jako tepelného zdroje infrazářičů a stroje pro sušení dielektrickým ohřevem. Obecně je nutné konstatovat, že sušení je jeden z nejnákladnějších procesů v úpravnách. K sušení, egalizaci (rozměrová stabilizace), ev. fixaci tkanin a pletenin, se nejčastěji používají sušicí a rozpínací rámy s dopravními jehličkovými nebo klapkovými řetězy, kde je textilie sušena nepřímo cirkulujícím vzduchem. Vedení textilie může být v podstatě trojího typu. Většinou se textilie vedou do sušicích komor pomocí jehličkových řetězů. To umožňuje tzv. předstih při navádění textilie. V podstatě to znamená, že textilie se navádí navolněná po délce, což umožňuje její vysrážení. Potřebné šířky se docílí tím, že vzdálenost mezi vodicími řetězy je nastavena na požadovanou šířku textilie, která je ve skutečnosti větší (textilie je prověšená).tím dochází k vysrážení, resp. fixaci egalizaci textilie, v obou směrech. a) b) c) Obr. 35. Možnosti vedení textilie v sušicích a rozpínacích rámech a) plochý s jedním průchodem; b) plochý se dvěma průchody; c) etážový s více průchody Další velkou skupinou sušicích strojů jsou stroje bubnové kontaktní, s hladkými bubny různých konstrukcí (stojaté, ležaté, pro jednostranné nebo oboustranné sušení apod.). Pro některé textilie jsou vhodné sušicí stroje s děrovacími bubny (např. pro pletené zboží, netkané textilie, podlahové krytiny, materiál ve vločce apod.). Pro zlepšení omaku, vzhledu a užitných vlastností tkaniny se před vlastním sušením provádí nanášení změkčovacích a antistatických prostředků v předepsaných koncentracích. Dále je možné provádět i úpravy speciální, např. nemačkavou, hydrofóbní, protimolovou, apod. 3 4 a) sušicí stroj s děrovanými bubny přívod materiálu ve vločce děrované sušicí bubny 3 teplý vzduch 4 odvod suchého materiálu 3 3
141 3 3 b) bubnový sušicí stroj kontaktní s oboustranným sušením 6..3 Barvení přívod textilie; vyhřívané sušicí bubny; 3 odvádění Obr. 36. Bubnové sušicí stroje c) bubnový sušicí stroj kontaktní s jednostranným sušením Barvením textilií se získává určitá požadovaná barva a barevný odstín. Požadovaný odstín musí odolávat mechanickým, chemickým i fyzikálním vlivům, tj. vybarvení musí mít příslušné stálosti např. stálost vybarvení na světle, v povětrnosti, v potu, v otěru, ve vodě, v prádle, ve vyvářce, při žehlení, při plisování atd. Textilie se barví ve všech formách (od vláken až po hotové výrobky), barví se celou řadou barviv, dnes již synteticky vyráběných. Podle barvířských vlastností se dělí barviva na tyto základní skupiny: přímá substantivní barviva (obyčejná, na světle stálá, ustalovatelná diazotací a kopulací, aj.), kyselá barviva, kyselá mořidlová barviva, kyselá kovokomplexní barviva (: a : kovokomplexní barviva), kationtová barviva (bázická), kypová barviva, sirná barviva, disperzní barviva, nerozpustná barviva azová (naftoly a aminy, stabilizované soli a stabilizované směsi diazosolí a naftolů), pigmenty, opticky zjasňující prostředky, speciální barviva pro barvení směsí vláken (např. polyesterových vláken s vlákny celulózovými a polyesterových vláken s vlnou), speciální barviva, např. pro přenosový tisk. Pro různé textilní materiály jsou používány různé typy barviv přehled je uveden v tab.. 3
142 Trojúhelník barviv Barvivy, které jsou koloristovi k disposici, lze dosáhnout vzájemnou kombinací velkého množství vybarvení různých odstínů. Proto existuje mnoho vzorkovnic a atlasů barev, kde jsou zpravidla uvedeny pouze základní barevné varianty. Exaktnějším řešením tohoto problému je trojúhelník barviv, který kvantitativně a jednoznačně definuje odstíny (vybarvení) získané subtraktivním míšením tří základních barviv čisté žlutě, červeně a modře. Míšením těchto tří barviv může být dosaženo všech běžných odstínů. Obecně ŽLUŤ ČERVEŇ MODŘ Obr. 37. Trojúhelník barviv je však možné použít trojúhelníku barviv pro jakékoliv tři kombinace vyhovujících barviv. Podstata barvení Podstatou barvení je přechod z jedné fáze (barvivo) do druhé fáze, tj. do vlákna, zejména do jeho méně orientovaných (amorfních) částí. Zde se bobtnáním vlákna zvětšují póry, kudy pronikají molekuly barviva dovnitř. Syntetická vlákna bobtnají málo, proto se obvykle obtížně barví. Vzájemné vztahy mezi barvivem a textilním materiálem jsou charakterizovány pojmy substantivita a afinita. Substantivita barviva je schopnost barviv vybarvovat; afinita je schopnost vláken přijímat barviva. Kinetika barvení (rychlost barvení) je ovlivňována technologickými podmínkami, z nichž nejdůležitější je teplota barvení, poměr lázně, pohyb barveného materiálu v barvicí lázni, přítomnost elektrolytů (chloridu sodného, síranu sodného) a TPP v barvicí lázni. Rychlost barvení se definuje jako množství barviva, které se během barvení fixovalo na jednotkové množství vlákna za jednotku času. Je možné vyjádřit ji obecnou křivkou barvení. 33
143 Tab.. Přehled barvitelnosti textilních vláken barviva vlákna disperzní přímá kyselá : kovokomplexní : kovokomplexní chromová kationtová nerozpustná azová kypová indigosoly sirná reaktivní pigmenty ve hmotě přírodní celulózová vlna přírodní hedvábí z polyamidu polyuretanová (normální) polyuretanová (elastomerní) polyesterová polyakrylonitrilová polyvinylchloridová polyvinylalkoholová polyethylenová polypropylenová polytetrafluorethylenová neomezeně použitelná vhodná Na obr. 38 je znázorněna obecná kinetická křivka barvení a postup výpočtu některých charakteristických rychlostí barvení. Průměrná rychlost barvení ( v ) v intervalu t barveného materiálu: C C v = = t t C t b b b [ mg g min ] t pro jednotkové hmotnostní množství C b [mg/g] 00% vytažení C b kde: C b koncentrace barviva na vlákně v čase t v [mg/g], může být i uváděna v % vytažení t doba barvení v [min] C b C b t t t Obr. 38. Obecná kinetická křivka barvení t [min] 34
144 6..3. Přehled strojního zařízení v barevnách Technologie barvení a volba nejvhodnějšího strojního zařízení pro barvení textilií závisí na široké řadě zvolených vnějších podmínek, z nichž je nutno uvést: a) formu barveného textilního materiálu, tj. barvení ve vločce nebo stříže, barvení přádních kabelů, barvení česanců, barvení příze v návinech, přadenech, nebo osnov, barvení plošných textilií v plné šíři, v provazci nebo v hadici, barvení hotových kusových výrobků, barvení speciálních textilií, jako koberců, stuh, klobouků aj. b) druh textilního materiálu, c) použité textilní barvivo, d) způsob lázňového nebo impregnačního barvení, což prakticky znamená diskontinuální nebo kontinuální proces barvení, e) barvení při teplotě do 00 C beztlakové nebo nad 00 C tlakové barvení vysokotepelné, f) barvení v samostatném procesu nebo barvení sdružené s další technologií (barvení s předením, barvení s tvarováním termofixací apod.). Dle výše uvedeného můžeme technologii barvení a barvící zařízení rozdělit do následujících skupin: barvení vločky barvení česanců, pramenů, aj. barvení příze v přadenech, v návinu na křížových cívkách, na osnovních válech, aj. barvení plošných textilií v provazci, v hadici nebo v plné šíři barvení dílců a hotových výrobků zařízení pro speciální technologii barvení Jak je vidět z uvedeného přehledu je pro barvení textilií možno použít mnoho různých typů barvicích strojů, jejichž volba závisí na uvedených podmínkách. Podrobněji budou popsány alespoň ty nejčastěji používané. Vysokotepelné (VT) barvicí stroje univerzální (aparáty) Na těchto strojích je možné (díky výměně nosiče) barvit vločku, česance, křížové cívky, přadena, popř. i osnovní vály. Hlavními částmi těchto strojů jsou:. nádrž na barvicí lázeň, většinou válcovitá, pro VT barvení se neprodyšně uzavírá víkem, pro nízkotlaké barvení může být otevřená. čerpadlo pro cirkulaci lázně (střídavě oběma směry) 3. vyhřívací zařízení (topná spirála nebo trubkový ohřívač) 4. nosič materiálu 35
145 a) schéma univerzálního barvicího aparátu (stroje) b) znázornění cirkulace barvicí lázně křížovou cívkou Barvicí stroje s vijákem a) b) Obr. 39. Barvení na barvicím aparátu Barvicí stroje s vijákem hašple jsou univerzální stroje pro diskontinuální barvení vlněných, bavlněných, směsových, viskózových tkanin a úpletů, které nejsou náchylné k vytváření lomů. Barví se v provazcích. Princip hašple byl popsán u praní textilií obr. 6 a) a 7. Moderní stroje jsou z nerez oceli, kryté, s přídavnými zařízeními, různě kombinované. Tryskové barvící stroje (JET aparáty) Nevýhody hašplí překonávají tyto hydromechanické stroje, ve kterých je cirkulační pohyb textilního provazce (tkanina, pletenina) podstatně intenzifikován usměrněným proudem lázně v trysce (obr. 40 b). Většina JET aparátů umožňuje barvení za tlaku, tj. při teplotách až do 40 C. Jde o nejběžnější stroje pro barvení polyesterových a akrylových textilií a jejich směsí s vlnou či celulózovými nebo jinými vlákny. Jedna z běžných konstrukcí je na obr. 40 a). 36
146 a) b) Obr. 40. Tryskový barvící stroj a) JET aparát; b) detail trysky při barvení tryska; připouštěcí ventil; 3 vodící válečky; 4 tepelný výměník; 5 čerpadlo; 6 vodící trubice 7 barvený materiál (provazec textilie); 8 zásobník lázně; 9 barvící lázeň Džigr V bavlnářském sektoru se často pro barvení, ale i pro operace předúpravy (bělení, praní, odšlichtování), používá pro diskontinuální barvení v plné šíři džigr. Hlavní vana džigru (nerez ocel) má obsah 00 až 500 l, lázeň se ohřívá většinou přímo parou. Nad vanou jsou dva převíjecí válce se střídavým pohonem. Důležité jsou vyrovnávací válečky, tzv. houpačka, udržující tkaninu bez lomů a záhybů. Džigr může být krytý, zasklený apod. Délka návinu tkaniny bývá kolem 000 m, nabálí se na jeden válec džigru, pak prochází střídavě ve více pasážích (6 ) strojem. Nové typy strojů pracují automaticky. Na džigru je možné barvit i viskózové a polyamidové tkaniny. Fulár 4 3 Obr. 4. Schéma krytého džigru, nabálecí válce s textilií 3 rozpínací vyrovnávací válečky 4 vodicí válečky 5 vana s barvicí lázní 5 Častý typ stroje v barevnách používaný pro barvení v plné šíři je fulár. Na fulárech se mohou provádět i další úpravnické operace (napouštění klocování, impregnování, preparování, ustalování apod). K fuláru se přidružují horkovzdušné sušicí stroje (hotflue), napínací a sušicí rámy, válečkové vany nebo pařák, které pak s fulárem tvoří barvicí stroj. Fuláry mohou být různé konstrukce, lišicí se zejména počtem a uspořádáním ždímacích válců (viz obr. 4). Princip práce fuláru musí zůstat zachován: krátký průchod textilie lázní s následným odždímáním. 37
147 a) b) Obr. 4. Barvení na fulárech a) dvouválcový fulár; b) čtyřválcový fulár přívod textilie; barvicí lázeň; 3 ždímací válce; 4 odvádění textilie k sušení; 5 šetřicí klín 6..4 Potiskování textilií Pod pojmem textilní tisk se rozumí místní vybarvení textilie, ostře ohraničené, využívající vícebarevného opakovaného vzoru. Základem tiskárenského vzoru je vzorová jednotka (střída, raport), opakuje se pravidelně na plošné textilii. Vzory se přizpůsobují módě i charakteru textilie. Potiskování tkanin je velmi stará technika zdobení textilií, vzniklo vlastně z techniky batikování. Z technik ručního potiskování přes šablony v Číně a Japonsku vznikl filmový tisk. Až v 9. století byl ruční tisk zmechanizován Francouzem Perrotem, stroj se nazývá perotina. Na rozdíl od technologie barvení se při textilním tisku nanáší na textilie silně koncentrované a zahuštěné barvivo různými tiskařskými technikami. Nanesené barvivo se musí na textilii ihned zafixovat, jeho přebytek odstranit. Schéma technologických operací při tisku lze vyjádřit následovně: příprava textilie příprava tiskací pasty vlastní tisk fixace barviva praní sušení další úpravy 38
148 Dělení tiskařských technik Po chemické stránce je možné techniku tisku dělit na: tisk přímý (nejrozšířenější), tisk leptem (na obarvenou textilii se tiskne leptací činidlo, které rozloží barvivo), tisk rezervou (na textilii se tiskne rezerva bílá nebo barevná, která zabrání obarvení textilie), Po mechanické stránce se rozlišují následující způsoby tisku: ruční tisk, strojní válcový tisk, filmový tisk, speciální druhy tisku (např. česanců, přízí, přikrývek, koberců, ), neortodoxní způsoby tisku (např. přenosem, střikem, vločkový, ). Příprava textilií pro tisk spočívá ve vhodné předúpravě, která především zvyšuje savost materiálu, dále musí být textilie dokonale hladká (zbavená vyčnívajících vláken), rozměrově stálá, vybělená, ev. vybarvená na požadovaný odstín, samozřejmě čistá bez prachu apod. Dále musí být textilie (s dokonale vyrovnanými útky) navinuta na vál v požadované délce (až třeba 000 m). Příprava tiskacích barev se provádí v tzv. varně barev, kde se barvy, včetně záhustek připravují (vaří) v kotlích. Potom se musí barva cedit a filtrovat. Někdy se tiskařské barvy se záhustkami melou nebo třou pro dokonalou hladkost. Výsledkem musí být tiskací barva dokonale homogenní, jemná, dostatečně hustá (aby se nerozpíjela) Přehled používaných způsobů tisku Ruční tisk se používá ojediněle pro uměleckou řemeslnou výrobu. Nejčastěji se tiskne ručními formami, dřevěnými nebo kovovými. Filmový tisk spočívá v tisku přes šablony se vzorem na textilie. Tiskařská barva se šablonou protlačuje stěrkou (raklí). Šablona je jemné síto (sítovina), v místech vzoru prostupná. Filmových tisků existuje více způsobů. ruční filmový tisk s plochými šablonami strojní s rotačními šablonami s jinými šablonami Poznámka: Název filmový tisk pochází z původní techniky výroby šablon, kdy se na sítovinu nanesla jemná vrstvička (film) želatiny citlivé na světlo. Potom se přiložila průsvitná fólie s tmavým vzorem a vše se osvítilo silným zdrojem. V místech vzoru, kam neproniklo světlo, želatina neztvrdla a mohla být odstraněna. Šablony se před použitím musely ještě dokončit (lakovat, rámovat apod.). 39
149 Tab. 3. Přehled výhod a nevýhod nejpoužívanějších způsobů tisku Druh tisku Výhody Nevýhody Strojní tisk válcový Filmový tisk plochými šablonami Rotační filmový tisk Neortodoxní způsoby tisku kontinuální tisk, vysoká rychlost tisku, ostré kontury levná výroba šablon, malé přítlaky, vyšší brilance barev, krátké přípravné časy vysoká rychlost tisku, jednoduchá obsluha, krátké přípravné časy, malá potřeba místa, kontinuální proces, automatický přívod tiskacích barev obvykle jednoduchá obsluha, krátké přípravné časy, kontinuální výroba drahá výroba tiskacích válců, dlouhé přípravné časy, dlouhé zaškolování obsluhy, těžkopádnost, nižší brilance barev velká potřeba místa, diskontinuální tisk, nízká výkonnost, nepřehlednost vlivem velké délky tiskacích stolů větší sklad šablon, dražší šablony omezené použití, prakticky módní záležitost Technika filmového tisku je hodně používaná, nyní zejména kontinuální způsoby. Pro názornost je uvedeno schéma rotační šablony s uvnitř umístěným přívodem tiskacího barviva a raklí. Tímto způsobem se potiskují letní i vlněné šatovky, šátky, šály, úplety, koberce i další textilie Obr. 43. Schéma filmového tisku s rotačními šablonami textilie; rotační šablony 3 přívod barviva a stěrka; 4 pružný přítlak Obr. 44. Schéma hlubotiskového válcového stroje gumotextilní běhoun; běhoun; 3 textilie 4 přítlačný válec; 5 nádržka s barvivem 6 nanášecí váleček; 7 vzorovací hlubotiskový válec 8 stěrky (rakle) 40
150 Válcový strojní tisk je již méně používaný způsob potiskování textilií (šatovek, dekoračních tkanin, pracích kordů, úpletů aj.). Schéma klasického stroje je na obr. 44. Tiskací válce jsou buď reliéfní (zřídka) nebo hlubokotiskové (vzor vyrytý do hloubky), jejich výroba je náročná a drahá. Tiskací válce (jednotky) jsou rozmístěny po obvodu přítlačného bubnu (válce preséru). Tisk přenosem (sublimační) patří mezi progresivní tiskařské techniky. Potiskuje se ve dvou etapách:. etapa vzor se natiskne na přenosový papír,. etapa z potištěného papíru vysublimuje barvivo, za pomoci tepla a tlaku na textilii. Potiskují se tkaniny, polyesterové i bavlněné úplety, kusové pletené zboží, osnovy, netkané textilie. Při této technologii tisku odpadá praní po tisku úspora technologické vody, ale i energie. Spotřeba papíru je značná. Další způsoby tisku jsou méně používané. Vločkový tisk. Princip vločkového tisku spočívá v nalepování barevné vlákenné vločky na základovou textilii, potaženou lepicí vrstvou. Tím se dá docílit efekt podobný plyši, sametu, veluru nebo dyftýnu. Vlákenné vločky nařezané na délku 0,3 až,0 mm se nanášejí buď celoplošně na textilii, potaženou vrstvou lepivé, tvrditelné pryskyřice, nebo pouze lokálně ve vzorech, realizovaných technikou filmového tisku s plochou šablonou. Vlákna v elektrostatickém poli se vklíní do lepidla jedním koncem. Poté jsou nepřilepená vlákna odsáta a pojivo se vytvrdí v kondenzační peci, aby bylo stálé v praní, případně při chemickém čištění. Vločkou nanesený vzor je plastický a dá se vhodně kombinovat s barevným potištěným vzorem přívod textilie přenosový papír 3 vyhřívaný válec 4 přítlačné válečky 5 odvod papíru 6 odvod potištěné textilie 7 odvod tepla Obr. 45. Schéma stroje pro přenosový tisk Tisk střikem. Je to méně používaný způsob tisku, při kterém se pomocí stříkací pistole nanáší nezahuštěná tiskací barva přes vzorovou šablonu na textilii. Tato technologie je převzata z lakýrnického nanášení barvy a používá se převážně pouze na zdobení dekorací a hraček, ev. triček. 4
151 Tisk z masy. Tiskem z masy lze jedním tiskacím válcem tisknout vícebarevný vzor. Tento způsob tisku se prakticky nerozšířil, přestože v tuzemsku byla tato technologie podrobně rozpracována. Potiskování přaden. Rozložená a napnutá přadena se potiskují barvenými reliéfními tiskacími válci, ve tvaru pruhů. Způsob tisku je diskontinuální. Potištěná přadena slouží po přesoukání jako útek, nebo pletací příze pro zátažné pleteniny, které pak mají žíhaný efekt. Stejného efektu se také dosáhne zónovým barvením, a to s ekonomičtějším účinkem. Vigoureux tisk. Touto technikou se potiskují česance barevnými, nejčastěji černými pruhy o různé hustotě. Technika tisku je obdobná jako u strojního válcového tisku. Potištěný česanec dává po vícenásobném družení a protahování melanžový přást a přízi. Melanž provedená tímto tiskem je rovnoměrnější, než jaká se docílí mísením různobarevných vláken. Potiskování koberců. S rozvojem výroby všívaných koberců byla vyvinuta i řada nových potiskovacích metod na koberce. V tuzemsku se zatím používají pouze dva způsoby potiskování koberců, rotační šablonou až do šíře 5 m a potiskování tryskami, jejichž otvírání a zavírání se řídí počítačem Fixace barev po tisku Natisknuté zahuštěné tiskací barvy se musí na textiliích upevnit, tj. převést na vlákna a tam zafixovat. Fixace se musí provádět bezprostředně po tisku tak, aby se natištěné barvivo nerozmazalo. Tomu musí být přizpůsobeno strojní zařízení. Fixace se provádí buď nasycenou nebo přehřátou parou, pařením pod tlakem nebo horkým vzduchem Praní a sušení po tisku I po fixaci zůstává na textilii část tiskací barvy neupevněná, zakalovala by vzhled potištěné textilie, zhoršila by se též stálost po tisku. Přebytečná barviva, záhustka, TPP se musejí vyprat, a to poměrně intenzivně. Pere se v provazci i plné šíři, většinou kontinuálně (viz kap. Praní). Sušení se provádí na běžných typech sušicích strojů Konečné úpravy vzhledu povrchu a vlastností textilií Mezioperační kontrola. Po provedení předúpravy, po barvení a po tisku, je nutné zkontrolovat, jak byly jednotlivé práce, postupy a operace provedeny, ať už se jedná o čistotu vyprání, sytost, odstín, a egálnost vybarvení, správnou šířku textilie a mnoho dalších faktorů. Je-li textilie v pořádku, postupuje po označení k dalším úpravám, konečným běžným nebo speciálním. Mezioperační kontrola se většinou provádí na prohlížecích stolech nebo v příslušných zkušebnách a laboratořích. 4
152 V závěru technologie zušlechťování textilií je nutné pro dokončení celého procesu provést konečné a speciální úpravy, které textiliím dodávají vlastnosti vhodné a potřebné pro užívání. Pro běžné spotřebitelské užívání jsou závěrečné práce nasměrovány zejména pro zlepšení estetického vzhledu a užitných vlastností textilií, jako jsou nemačkavost, tvarová a barevná stálost, dobré fyziologické vlastnosti, snížení špinivosti, snadná údržba apod. Potlačují se některé nežádoucí vlastnosti, dodávají se vlastnosti nové, zlepšující celkovou hodnotu textilií. Konečné úpravy se provádějí buď pomocí chemických nebo fyzikálně-mechanických postupů, často s kombinovaným účinkem. Obecně je možné dělit závěrečné úpravy na běžné konečné a účelové (speciální) úpravy. Na různých textilních materiálech se provádějí různé typy úprav. Typické jsou úpravy celulózových materiálů, založené na síťování celulózy s úpravnickými prostředky, které jsou stálé (tj. nevypratelné) úpravy nemačkavé, nežehlivé, permanent press a nesrážlivé. Přehled uplatnění konečných a speciálních úprav na jednotlivých druzích textilií a vláken je v tab Vybrané typy úprav a strojní zařízení pro konečné úpravy textilií Pro konečné a speciální úpravy se používají buď běžné typy úpravárenských strojů např. fuláry, různá nanášecí zařízení, sušicí a kondenzační stroje. Principy těchto strojů již byly popsány dříve. Do druhé skupiny se řadí stroje a zařízení, která působí mechanicko-fyzikálně a vytvářejí efekty na povrchu tkanin, pletenin, netkaných textilií. Patří sem stroje počesávací, brousicí, kartáčovací, postřihovací, kalandry, mandly, lisovací zařízení a další. Nopování Jedná se o první pracovní operaci v suché úpravně vlnařských tkanin. Nejčastěji se provádí na nopovacích linkách. Je to ruční operace, při které se nopovací pinzetou odstraňují nečistoty, které se do zboží dostaly při výrobě přízí a tkanin. Po vyprání vystupují některé vady na povrch zboží. Jedná se o příměsky v přízi, nopky, náletky, plamence apod. Kartáčování Na bubnovém kartáčovém stroji se zboží okartáčuje, dočistí a vyčesají se nezapředená odstávající vlákna, zároveň se vyčnívající konce vláken napřímí. Obvykle se při této pracovní operaci také od sebe oddělují utkané kusy, které byly dříve kvůli předcházejícím pracovním postupům sešité. 43
153 Postřihování Provádí se na postřihovacích agregátech. Před vlastním postřihováním se tkaniny propařují, a tím se docílí další napřímení vyčnívajících vláken a snazší postřihování. Postřihuje se líc i rub tkaniny spirálovými noži na válcích. Při vlasovém povrchu tkanin se postřihuje pouze líc textilie, a to na určitou výšku vlasu (např. plyše, přikrývky). Tkanina je vedena a ostře lomena přes dutý nebo pevný stůl. Postřižená vlákna jsou odsávána a) b) Obr. 46 Princip postřihování a) schéma postřihovacího ústrojí ;b) ukázka nepostřižené a postřižené tkaniny nepostřižená textilie; válec s rotačními noži; 3 pevný nůž; 4 postřihovací stůl; 5 postřižená textilie Počesávání (česání) Pomocí česacích válečků s kovovými hrotovými povlaky (obdobných jako na mykacích strojích) se ze struktury textilie vytahují na povrch jednotlivá vlákna, až se vytvoří souvislý vlasový povrch. Textilie je objemnější, teplejší, má lepší omak, může se lépe valchovat. V současnosti se nejvíce pro počesávání textilií (např. přikrývek) používá válcový česací stroj. Textilie se vede po vnějším obvodu válečků. Podobný proces, ale drastičtější, je proces úpravy tygrování. Broušení Tímto způsobem se rovněž získá vlasový povrch, krátký, hustý (jako dyftýn). Brousí se tečnovitě brousicími válci s povrchem ze skelného (smirkového) papíru. Nyní je broušení módní úpravou na textiliích ze syntetických vláken (ev. mikrovláken), kdy se získá jemný hedvábný povrch. Upozornění: pevnost textilií se broušením snižuje. Dekatování Účelem dekatování je další zvýšení a zlepšení jemnosti omaku a zlepšení mechanickofyzikálních vlastností tkanin, zejména vlnařských. Je to v podstatě krátkodobé propařování tkanin s následným ochlazováním. Tkanina se nabálí na perforovanou trubku současně s tzv. souběžníkem, který bývá buď meltonový nebo saténový. Použitý souběžník určuje výsledný efekt dekatování (matnější nebo výraznější lesk). 44
154 Tab. 4. Přehled uplatnění konečných a speciálních úprav na jednotlivých druzích textilií Druhy textilií a materiálové složení Druh úpravy Mechanická úprava povrchu Nesráživá úprava Fixace rozměru a tvaru Omaková úprava (tužicí, měkčicí, plnicí) Nemačkavá, nežehlivá úprava Vodoodpudivá úprava Oleofóbní úprava Soil Release a nešpinivá úprava Nehořlavá úprava Baktericidní a fungicidní úprava Hygienická a hydrofilní úprava Antistatická úprava Protimolová úprava Neplstivá úprava Protižmolková úprava Povrstvování Rubová úprava základní úprava velmi často používaná úprava málo používaná úprava 45
155 Povrchové úpravy textilií tlakem provádějí se za současného působení vlhka a tepla a jsou to lisování, mandlování, kalandrování. Kalandrování Je to běžná důležitá úpravnická operace. Provádí se za sucha na různých typech kalandrovacích strojů. Textilie prochází mezi kalandrovacími válci vždy v jedné vrstvě a plné šíři. Textilie získá plný omak, vláčnost, patřičný lesk, ev. určitou neprodyšnost (např. sypkoviny), nebo vzorovaný povrch. Kalandry mohou být 6-ti válcové, kalandrovací válce kovové (ne proti sobě), tvrdé a pružné (z textilií, z papíru, syntetických hmot) se různě kombinují a pracují s přítlakem až do 6000 N m -. K dosažení vysokého lesku se používají kalandry frikční, k vyrážení vzorů na textiliích kalandry razicí (s ocelovým razicím vyhřívaným válcem) atd. Mandlování Je to dokončovací úprava pro bavlnářské a lnářské textilie, zejména pro ložní a stolní prádlo, a technické textilie. Tkanina se navíjí na pružný zbožový vál a válí se mezi dvěma ocelovými mandlovacími válci se střídavými otáčkami vpřed a vzad. Přítlak bývá hydraulický. 3 3 Obr. 47. Schéma víceválcového kalandru přívod textilie v jedné vrstvě kalandrovací válce; 3 odvod textilie Obr. 48. Princip mandlování hydraulický tlačný válec; opěrné válce 3 mandlované zboží navinuté ve více vrstvách 46
156 Lisování Je to úprava, která se používá zejména ve vlnařském sektoru, lisují se 3 i některé vlasové bavlněné tkaniny. Nejčastěji se používá lis pánvový, docílí se lesklý nebo matový vzhled 4 (při použití plstěnce), textilie je vyrovnaná, hladká. Pro speciální vlněné tkaniny se používá lis deskový, Obr. 49. Schéma pánvového lisu s hydraulickým přítlakem (mezi přívod textilie; přítlačná pánev tkaniny se vkládají vyhřáté nebo 3 vyhřívaný válec; 4 ukládání textilie vyhřívané lepenkové desky), přitlačí se, nechají vychladnout cca 8 hod. = diskontinuální operace). Podle typu textilie se mohou provádět ještě některé další úpravy, zařazené do této skupiny operací (např. sanforizace aj.) Závěrečné práce v úpravnách Závěrečné zpracování upravených textilií vyžaduje řadu operací, které již nic nemění na kvalitě upraveného zboží, avšak jsou velmi důležité, jak s ohledem na další manipulaci zboží směrem k odběrateli, tak i s ohledem na vzájemné, zejména ekonomické vztahy mezi výrobcem a odběratelem. Těmito operacemi prochází veškerá produkce výrobního podniku. Mezi závěrečné operace se řadí souhrn všech prací po skončení technologických operací až k expedici hotového zboží mezi odběratele. Patří sem prohlížení zboží spojené s jeho klasifikací a značením vad, zdvojování širokých kusů, navíjení nebo skládání, adjustace, balení a expedice. Na dokončovací operace navazují dnes formy počítačové evidence a fakturace zboží. Postup závěrečného zpracování závisí na druhu a tvaru textilie, jejího následného určení použití a na podmínkách odbytu. Postup těchto operací je následující: prohlížení a klasifikace, hřbetování (zdvojování, dublování), měření, navíjení, skládání, dělení na kupóny (kusy), adjustace, etiketování, balení a expedice. 47
157 Vyjmenované závěrečné operace se provádějí na příslušných strojních zařízeních prohlížecích stolech, hřbetovacích strojích, měřicích a dělicích zařízeních, balicích strojích. 3 4 Obr. 50. Prohlížecí stůl pracovní deska ; tažný válec se skládacím zařízením; 3 odtahovací válec; 4 textilie 48




158 49
Netkané textilie. Technologická část 1
 Netkané textilie Technologická část 1 Netkané textilie 1 Netkané textilie 2 Příprava vlákenných vrstev Mechanické způsoby přípravy vlákenných vrstev Aerodynamická výroba vlákenné vrstvy Mechanicko-aerodynamické
Netkané textilie Technologická část 1 Netkané textilie 1 Netkané textilie 2 Příprava vlákenných vrstev Mechanické způsoby přípravy vlákenných vrstev Aerodynamická výroba vlákenné vrstvy Mechanicko-aerodynamické
TEXTILNÍ STROJE. Úvod do strojírenství (2009/2010) 10/1 Stanislav Beroun
 10/1 Stanislav Beroun") TEXTILNÍ STROJE Umění zpracovávat vlákna do vhodných útvarů pro potřeby člověka 4000 let před n.l. Vlákna: Přírodní - rostlinná ze semen (bavlna, kokos, ) lýková (len, konopí, juta, ) z listů (sisal, konopí,
TEXTILNÍ STROJE Umění zpracovávat vlákna do vhodných útvarů pro potřeby člověka 4000 let před n.l. Vlákna: Přírodní - rostlinná ze semen (bavlna, kokos, ) lýková (len, konopí, juta, ) z listů (sisal, konopí,
Mechanická technologie netkaných textilií Katedra netkaných textilií a nanovlákenných materiálů. Kapitola II. PŘÍPRAVA VLÁKENNÉ VRSTVY
 Kapitola II. PŘÍPRAVA VLÁKENNÉ VRSTVY PŘÍPRAVA VLÁKENNÉ VRSTVY 1 TVORBA VLÁKENNÉ VRSTVY Suchou cestou Mokrou cestou Náhodná orientace vláken Z polymeru MYKÁNÍ AIR LAID SPUN LAID Vlákna jsou uložena podélně,
Kapitola II. PŘÍPRAVA VLÁKENNÉ VRSTVY PŘÍPRAVA VLÁKENNÉ VRSTVY 1 TVORBA VLÁKENNÉ VRSTVY Suchou cestou Mokrou cestou Náhodná orientace vláken Z polymeru MYKÁNÍ AIR LAID SPUN LAID Vlákna jsou uložena podélně,
ZBOŽÍZNALSTVÍ PŘÍZE Projekt POMOC PRO TEBE CZ.1.07/1.5.00/
 ZBOŽÍZNALSTVÍ PŘÍZE Projekt POMOC PRO TEBE CZ.1.07/1.5.00/34.0339 Mgr. Jana Trubačová Označení Název DUM Anotace Autor Jazyk Klíčová slova Cílová skupina Stupeň vzdělávání Studijní obor VY_32_INOVACE_ZBO-04
ZBOŽÍZNALSTVÍ PŘÍZE Projekt POMOC PRO TEBE CZ.1.07/1.5.00/34.0339 Mgr. Jana Trubačová Označení Název DUM Anotace Autor Jazyk Klíčová slova Cílová skupina Stupeň vzdělávání Studijní obor VY_32_INOVACE_ZBO-04
Plátnová vazba. Kepr čtyřvazný 2/2
 Textilní materiály a výzdobné techniky 2011 Petra Mertová Kontakt: tel. 732 264 594 email: mertao@chello.cz Podmínky zkoušky Čerpání informací z přednášek a materiálů vyvěšených na IS (studijní materiály).
Textilní materiály a výzdobné techniky 2011 Petra Mertová Kontakt: tel. 732 264 594 email: mertao@chello.cz Podmínky zkoušky Čerpání informací z přednášek a materiálů vyvěšených na IS (studijní materiály).
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
Specializace Obsluha strojů na úpravu vláken, dopřádání a navíjení příze a nití (CZ-ISCO 8151) Kraj Od Medián Do Od Medián Do
 Kraj Od Medián Do Od Medián Do") Přadlák Přadlák zabezpečuje obsluhu strojů a zařízení pro výrobu přízí a vykonává další související činnosti (např. manipulace s materiálem, evidence dat o průběhu a výsledcích výroby apod.). Odborný směr:
Přadlák Přadlák zabezpečuje obsluhu strojů a zařízení pro výrobu přízí a vykonává další související činnosti (např. manipulace s materiálem, evidence dat o průběhu a výsledcích výroby apod.). Odborný směr:
1993R2454 CS 01.01.2008 011.002 317
 1993R2454 CS 01.01.2008 011.002 317 PŘÍLOHA 10 SEZNAM ZPRACOVÁNÍ NEBO OPRACOVÁNÍ, KTERÁ UDĚLUJÍ NEBO NEUDĚLUJÍ VÝROBKŮM STATUS PŮVODU, POKUD JSOU PROVÁDĚNA NA NEPŮVODNÍCH MATERIÁLECH Textilie a textilní
1993R2454 CS 01.01.2008 011.002 317 PŘÍLOHA 10 SEZNAM ZPRACOVÁNÍ NEBO OPRACOVÁNÍ, KTERÁ UDĚLUJÍ NEBO NEUDĚLUJÍ VÝROBKŮM STATUS PŮVODU, POKUD JSOU PROVÁDĚNA NA NEPŮVODNÍCH MATERIÁLECH Textilie a textilní
Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil
 Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil Profilový okruh Marketing : 1. Smysl a poslání marketingu 2. Marketingové prostředí (mikroprostředí, makroprostředí))
Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil Profilový okruh Marketing : 1. Smysl a poslání marketingu 2. Marketingové prostředí (mikroprostředí, makroprostředí))
kapitola 56 - tabulková část
 5600 00 00 00/80 VATA, PLSŤ A NETKANÉ TEXTILIE; SPECIÁLNÍ NITĚ; MOTOUZY, ŠŇŮRY, PROVAZY A LANA A VÝROBKY Z NICH 5601 00 00 00/80 Vt z textilních mteriálů výrobky z ní; textilní vlákn o délce nepřeshující
5600 00 00 00/80 VATA, PLSŤ A NETKANÉ TEXTILIE; SPECIÁLNÍ NITĚ; MOTOUZY, ŠŇŮRY, PROVAZY A LANA A VÝROBKY Z NICH 5601 00 00 00/80 Vt z textilních mteriálů výrobky z ní; textilní vlákn o délce nepřeshující
LibTex Systém projektování textilních struktur
 LibTex Systém Manuál k části I. Liberec, 11.11. 2004 Dr. Ing. Dana Křemenáková 1. Volba jednoduché či skané příze Jednoduchá Dvojmoskaná ze stejných jednoduchých přízí 2. Volba technologie výroby příze
LibTex Systém Manuál k části I. Liberec, 11.11. 2004 Dr. Ing. Dana Křemenáková 1. Volba jednoduché či skané příze Jednoduchá Dvojmoskaná ze stejných jednoduchých přízí 2. Volba technologie výroby příze
CZ.1.07/1.5.00/ Digitální učební materiály III/ 2- Inovace a zkvalitnění výuky prostřednictvím ICT
 Název školy: Číslo a název projektu: Číslo a název šablony klíčové aktivity: Označení materiálu: Typ materiálu: Předmět, ročník, obor: Číslo a název sady: Téma: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ
Název školy: Číslo a název projektu: Číslo a název šablony klíčové aktivity: Označení materiálu: Typ materiálu: Předmět, ročník, obor: Číslo a název sady: Téma: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ
Úvodní poznámky k seznamu v příloze II
 16.9.2016 L 250/1953 PŘÍLOHA I Úvodní poznámky k seznamu v příloze II Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny, aby tento produkt mohl být považován za dostatečně opracovaný
16.9.2016 L 250/1953 PŘÍLOHA I Úvodní poznámky k seznamu v příloze II Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny, aby tento produkt mohl být považován za dostatečně opracovaný
Dodatek 1. Úvodní poznámky k seznamu v dodatku 2
 L 185/36 8.7.2016 Dodatek 1 Úvodní poznámky k seznamu v dodatku 2 Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny, aby tento produkt mohl být považován za dostatečně opracovaný
L 185/36 8.7.2016 Dodatek 1 Úvodní poznámky k seznamu v dodatku 2 Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny, aby tento produkt mohl být považován za dostatečně opracovaný
IZOLAČNÍ MATERIÁLY. Zpracovala: Ing. Ladislava Brožová. SOŠ a SOU Česká Lípa. VY_32_INOVACE_638_Izolační materiály_pwp
 IZOLAČNÍ MATERIÁLY Zpracovala: Ing. Ladislava Brožová SOŠ a SOU Česká Lípa VY_32_INOVACE_638_Izolační materiály_pwp Název školy: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28. října
IZOLAČNÍ MATERIÁLY Zpracovala: Ing. Ladislava Brožová SOŠ a SOU Česká Lípa VY_32_INOVACE_638_Izolační materiály_pwp Název školy: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28. října
kapitola 54 - tabulková část
 5400 00 00 00/80 CHEMICKÁ NEKONEČNÁ VLÁKNA; PÁSKY A PODOBNÉ TVARY Z CHEMICKÝCH TEXTILNÍCH MATERIÁLŮ 5401 00 00 00/80 Šicí nitě z chemických nekonečných vláken, též upravené pro drobný prodej 5401 10 00
5400 00 00 00/80 CHEMICKÁ NEKONEČNÁ VLÁKNA; PÁSKY A PODOBNÉ TVARY Z CHEMICKÝCH TEXTILNÍCH MATERIÁLŮ 5401 00 00 00/80 Šicí nitě z chemických nekonečných vláken, též upravené pro drobný prodej 5401 10 00
kapitola 58 - tabulková část
 5800 00 00 00/80 SPECIÁLNÍ TKANINY; VŠÍVANÉ TEXTILIE; KRAJKY; TAPISÉRIE; PRÝMKAŘSKÉ VÝROBKY; VÝŠIVKY 5801 00 00 00/80 Vlasové tkaniny a žinylkové tkaniny, jiné než textilie čísel 5802 nebo 5806 5801 10
5800 00 00 00/80 SPECIÁLNÍ TKANINY; VŠÍVANÉ TEXTILIE; KRAJKY; TAPISÉRIE; PRÝMKAŘSKÉ VÝROBKY; VÝŠIVKY 5801 00 00 00/80 Vlasové tkaniny a žinylkové tkaniny, jiné než textilie čísel 5802 nebo 5806 5801 10
Textilní vlákna. Úvod. Jiří Militký. Technická Univerzita v Liberci
 Textilní vlákna Úvod Jiří Militký Technická Univerzita v Liberci Textil a člověk Textilie provázejí člověka od narození do smrti Oděvní počet lidí (5-10 kg za rok) Technické úroveň poznání Prijem Odevni
Textilní vlákna Úvod Jiří Militký Technická Univerzita v Liberci Textil a člověk Textilie provázejí člověka od narození do smrti Oděvní počet lidí (5-10 kg za rok) Technické úroveň poznání Prijem Odevni
Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám
 VY_52_INOVACE_ZBO2_4764HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření:
VY_52_INOVACE_ZBO2_4764HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření:
PŘÍLOHA A Úvodní poznámky k příloze B
 PŘÍLOHA A Úvodní poznámky k příloze B Poznámka 1: Příloha II stanoví pro každý výrobek podmínky, které musí být splněny, aby tento výrobek byl považován za dostatečně zpracovaný nebo opracovaný ve smyslu
PŘÍLOHA A Úvodní poznámky k příloze B Poznámka 1: Příloha II stanoví pro každý výrobek podmínky, které musí být splněny, aby tento výrobek byl považován za dostatečně zpracovaný nebo opracovaný ve smyslu
Bakalářský studijní program Textil:
 Podle platné akreditace je státní závěrečná zkouška na FT vedena formou odborné rozpravy komise s uchazečem. Student má v průběhu rozpravy přesvědčit členy komise o svých znalostech i o schopnosti své
Podle platné akreditace je státní závěrečná zkouška na FT vedena formou odborné rozpravy komise s uchazečem. Student má v průběhu rozpravy přesvědčit členy komise o svých znalostech i o schopnosti své
Kompaktní příze tvorba, struktura a vlastnosti
 Kompaktní příze tvorba, struktura a Nováčková, J. Úvod Kompaktní předení je možno řadit mezi poměrně nový druh dopřádání. Jedná se modifikaci klasického prstencového předení. Modifikace spočívá v zařazení
Kompaktní příze tvorba, struktura a Nováčková, J. Úvod Kompaktní předení je možno řadit mezi poměrně nový druh dopřádání. Jedná se modifikaci klasického prstencového předení. Modifikace spočívá v zařazení
kapitola 57 - tabulková část
 5700 00 00 00/80 KOBERCE A JINÉ TEXTILNÍ PODLAHOVÉ KRYTINY 5701 00 00 00/80 Koberce a jiné textilní podlahové krytiny, vázané, též zcela zhotovené 5701 10 00 00/80 - Z vlny nebo jemných zvířecích chlupů:
5700 00 00 00/80 KOBERCE A JINÉ TEXTILNÍ PODLAHOVÉ KRYTINY 5701 00 00 00/80 Koberce a jiné textilní podlahové krytiny, vázané, též zcela zhotovené 5701 10 00 00/80 - Z vlny nebo jemných zvířecích chlupů:
Netkané textilie. Technologie 2
 Netkané textilie Technologie 2 Netkané textilie 1 Technologie spun-bond Název technologie je odvozen z anglických výrazů zvlákňování a pojení. Do češtiny se tento název většinou nepřekládá. Někdy se používá
Netkané textilie Technologie 2 Netkané textilie 1 Technologie spun-bond Název technologie je odvozen z anglických výrazů zvlákňování a pojení. Do češtiny se tento název většinou nepřekládá. Někdy se používá
Textilní výroba v českých zemích ve 13. 15. století. PhDr. Helena Březinová, Ph.D. Archeologický ústav AV ČR Praha, v.v.i. brezinova@arup.cas.
 Textilní výroba v českých zemích ve 13. 15. století PhDr. Helena Březinová, Ph.D. Archeologický ústav AV ČR Praha, v.v.i. brezinova@arup.cas.cz Poznání středověké textilní produkce Rozsáhlá a složitá problematika
Textilní výroba v českých zemích ve 13. 15. století PhDr. Helena Březinová, Ph.D. Archeologický ústav AV ČR Praha, v.v.i. brezinova@arup.cas.cz Poznání středověké textilní produkce Rozsáhlá a složitá problematika
Výukový materiál zpracován v rámci projektu EU peníze školám. Registrační číslo projektu: CZ.1.07/1.5.00/
 Výukový materiál zpracován v rámci projektu EU peníze školám Registrační číslo projektu: CZ.1.07/1.5.00/34.0552 Střední škola uměleckořemeslná a oděvní Liberec, s.r.o. Horská 167, 460 14 Liberec Šablona
Výukový materiál zpracován v rámci projektu EU peníze školám Registrační číslo projektu: CZ.1.07/1.5.00/34.0552 Střední škola uměleckořemeslná a oděvní Liberec, s.r.o. Horská 167, 460 14 Liberec Šablona
Proč právě ložní prádlo Stella...
 Proč právě ložní prádlo Stella... Vyrobeno z dlouhovlákenné ručně sbírané bavlny JERSEY nevyžaduje žehlení Praní při 60 Zip, na který se vztahuje dlouhodobá záruka,je všitý s překrytím, nezničí se při
Proč právě ložní prádlo Stella... Vyrobeno z dlouhovlákenné ručně sbírané bavlny JERSEY nevyžaduje žehlení Praní při 60 Zip, na který se vztahuje dlouhodobá záruka,je všitý s překrytím, nezničí se při
Témata diplomových prací pro akademický rok 2015/2016
 Témata diplomových prací pro akademický rok 2015/2016 Katedra textilních technologií Modelování tloušťky tkanin ze skané příze Cíl práce: Predikce tloušťky. Porovnání metodik měření tloušťky (řezy, KES,
Témata diplomových prací pro akademický rok 2015/2016 Katedra textilních technologií Modelování tloušťky tkanin ze skané příze Cíl práce: Predikce tloušťky. Porovnání metodik měření tloušťky (řezy, KES,
Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil
 Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil Datum aktualizace 2. 4. 2012 Profilový okruh Marketing : 1. Podstata marketingu jeho role ve společnosti
Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil Datum aktualizace 2. 4. 2012 Profilový okruh Marketing : 1. Podstata marketingu jeho role ve společnosti
(Text s významem pro EHP)
") 26.1.2018 L 22/3 NAŘÍZENÍ KOMISE V PŘENESENÉ PRAVOMOCI (EU) 2018/122 ze dne 20. října 2017, kterým se mění přílohy I, II, VI, VIII a IX nařízení Evropského parlamentu a Rady (EU) č. 1007/2011 o názvech
26.1.2018 L 22/3 NAŘÍZENÍ KOMISE V PŘENESENÉ PRAVOMOCI (EU) 2018/122 ze dne 20. října 2017, kterým se mění přílohy I, II, VI, VIII a IX nařízení Evropského parlamentu a Rady (EU) č. 1007/2011 o názvech
L 143/18 CS Úřední věstník Evropské unie
 L 143/18 CS Úřední věstník Evropské unie 6.6.2009 PŘÍLOHA I ÚVODNÍ POZNÁMKY K SEZNAMU V PŘÍLOZE II Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny, aby tento produkt mohl
L 143/18 CS Úřední věstník Evropské unie 6.6.2009 PŘÍLOHA I ÚVODNÍ POZNÁMKY K SEZNAMU V PŘÍLOZE II Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny, aby tento produkt mohl
Toto nařízení vstupuje v platnost sedmým dnem po vyhlášení v Úředním věstníku Evropské unie. Použije se ode dne 1. ledna 2005.
 L 34/6 Úřední věstník Evropské unie 8.2.2005 NAŘÍZENÍ KOMISE (ES) č. 209/2005 ze dne 7. února 2005, kterým se stanoví seznam textilních výrobků, při jejichž propouštění do volného oběhu ve Společenství
L 34/6 Úřední věstník Evropské unie 8.2.2005 NAŘÍZENÍ KOMISE (ES) č. 209/2005 ze dne 7. února 2005, kterým se stanoví seznam textilních výrobků, při jejichž propouštění do volného oběhu ve Společenství
Témata diplomových prací pro akademický rok 2016/2017
 Témata diplomových prací pro akademický rok 2016/2017 Katedra textilních technologií Vnitřní struktura příze metodika značených vláken Vedoucí: Ing. Bc. Monika Vyšanská, Ph.D. Konzultant: Ing. Martin Krula
Témata diplomových prací pro akademický rok 2016/2017 Katedra textilních technologií Vnitřní struktura příze metodika značených vláken Vedoucí: Ing. Bc. Monika Vyšanská, Ph.D. Konzultant: Ing. Martin Krula
PŘEHLED ODBORNÝCH TEXTILNÍCH SEMINÁŘŮ. Vaši kvalitu oceníme!
 PŘEHLED ODBORNÝCH TEXTILNÍCH SEMINÁŘŮ Vaši kvalitu oceníme! 1. Seminář Reklamace z pohledu výrobce, prodejce a soudního znalce... 4 2. Seminář Zkoušky a interpretace výsledků zkoušek... 4 3. Seminář Plošné
PŘEHLED ODBORNÝCH TEXTILNÍCH SEMINÁŘŮ Vaši kvalitu oceníme! 1. Seminář Reklamace z pohledu výrobce, prodejce a soudního znalce... 4 2. Seminář Zkoušky a interpretace výsledků zkoušek... 4 3. Seminář Plošné
DODATEK I Úvodní poznámky k dodatku II
 DODATEK I Úvodní poznámky k dodatku II Poznámka 1: Dodatek II stanoví pro každý výrobek podmínky, které musí být splněny, aby tento výrobek byl považován za dostatečně zpracovaný nebo opracovaný ve smyslu
DODATEK I Úvodní poznámky k dodatku II Poznámka 1: Dodatek II stanoví pro každý výrobek podmínky, které musí být splněny, aby tento výrobek byl považován za dostatečně zpracovaný nebo opracovaný ve smyslu
1. Pleteniny - technika pletení je známá asi 1500 let, ale první nálezy ponožek pocházejí z Egyptských pyramid.
 ODĚVY Z PLETENIN 1. Pleteniny - technika pletení je známá asi 1500 let, ale první nálezy ponožek pocházejí z Egyptských pyramid. Pletenina je plošná textilie vyrobená provázáním jedné nebo více soustav
ODĚVY Z PLETENIN 1. Pleteniny - technika pletení je známá asi 1500 let, ale první nálezy ponožek pocházejí z Egyptských pyramid. Pletenina je plošná textilie vyrobená provázáním jedné nebo více soustav
CS Úřední věstník Evropské unie L 289/II/1821
 30.10.2008 CS Úřední věstník Evropské unie L 289/II/1821 PŘÍLOHA I protokolu I Úvodní poznámky k seznamu v příloze II ( 1 ) Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny,
30.10.2008 CS Úřední věstník Evropské unie L 289/II/1821 PŘÍLOHA I protokolu I Úvodní poznámky k seznamu v příloze II ( 1 ) Poznámka 1: Seznam stanoví pro každý produkt podmínky, které musí být splněny,
Katedra textilních materiálů ENÍ TEXTILIÍ PŘEDNÁŠKA 7 MECHANICKÉ VLASTNOSTI
 PŘEDNÁŠKA 7 Definice: Mechanické vlastnosti materiálů - odezva na mechanické působení od vnějších sil: 1. na tah 2. na tlak 3. na ohyb 4. na krut 5. střih F F F MK F x F F F MK 1. 2. 3. 4. 5. Druhy namáhání
PŘEDNÁŠKA 7 Definice: Mechanické vlastnosti materiálů - odezva na mechanické působení od vnějších sil: 1. na tah 2. na tlak 3. na ohyb 4. na krut 5. střih F F F MK F x F F F MK 1. 2. 3. 4. 5. Druhy namáhání
Provaznické výrobky. Zpracovala: Ing. Ladislava Brožová. SOŠ a SOU Česká Lípa. VY_32_INOVACE_629_Provaznické výrobky_pwp
 Provaznické výrobky Zpracovala: Ing. Ladislava Brožová SOŠ a SOU Česká Lípa VY_32_INOVACE_629_Provaznické výrobky_pwp Název školy: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28. října
Provaznické výrobky Zpracovala: Ing. Ladislava Brožová SOŠ a SOU Česká Lípa VY_32_INOVACE_629_Provaznické výrobky_pwp Název školy: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28. října
VÍTÁM VÁS NA PŘEDNÁŠCE Z PŘEDMĚTU TCT
 VÍTÁM VÁS NA PŘEDNÁŠCE Z PŘEDMĚTU TCT opakování Jeden směr křížem Cros - cros náhodně náhodně náhodně NT ze staplových vláken vlákna pojená pod tryskou Suchá technologie Mokrá technologie vlákna Metody
VÍTÁM VÁS NA PŘEDNÁŠCE Z PŘEDMĚTU TCT opakování Jeden směr křížem Cros - cros náhodně náhodně náhodně NT ze staplových vláken vlákna pojená pod tryskou Suchá technologie Mokrá technologie vlákna Metody
Vlákna a textilie na bázi hyaluronanu
 CETRUM TRANSFERU BIOMEDICÍNSKÝCH TECHNOLOGIÍ HK CZ.1.05/3.1.00/10.0213 Vlákna a textilie na bázi hyaluronanu Seminář JAK VÝZKUMNĚ SPOLUPRACOVAT S FIRMOU CONTIPRO? CENTRUM TRANSFERU BIOMEDICÍNSKÝCH TECHNOLOGIÍ
CETRUM TRANSFERU BIOMEDICÍNSKÝCH TECHNOLOGIÍ HK CZ.1.05/3.1.00/10.0213 Vlákna a textilie na bázi hyaluronanu Seminář JAK VÝZKUMNĚ SPOLUPRACOVAT S FIRMOU CONTIPRO? CENTRUM TRANSFERU BIOMEDICÍNSKÝCH TECHNOLOGIÍ
kapitola 60 - tabulková část
 6000 00 00 00/80 PLETENÉ NEBO HÁČKOVANÉ TEXTILIE 6001 00 00 00/80 Vlasové textilie, včetně textilií s "dlouhým vlasem" a smyčkových textilií, pletené nebo háčkované 6001 10 00 00/80 - S "dlouhým vlasem":
6000 00 00 00/80 PLETENÉ NEBO HÁČKOVANÉ TEXTILIE 6001 00 00 00/80 Vlasové textilie, včetně textilií s "dlouhým vlasem" a smyčkových textilií, pletené nebo háčkované 6001 10 00 00/80 - S "dlouhým vlasem":
Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil
 Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil Datum aktualizace 2.5.. 2011 Profilový okruh Marketing : 1. Podstata marketingu jeho role ve společnosti
Otázky pro profilové okruhy Státních závěrečných zkoušek bakalářského studijního programu Textil Datum aktualizace 2.5.. 2011 Profilový okruh Marketing : 1. Podstata marketingu jeho role ve společnosti
Příloha č. 1. Profesní životopis
 Příloha č. 1 Profesní životopis Pan Josef Fidler v letech 1987 až 1991 absolvoval učební obor s maturitou SOU textilní Jeseník v oboru mechanik seřizovač textilních strojů. Již během studia se začal intenzivně
Příloha č. 1 Profesní životopis Pan Josef Fidler v letech 1987 až 1991 absolvoval učební obor s maturitou SOU textilní Jeseník v oboru mechanik seřizovač textilních strojů. Již během studia se začal intenzivně
Test - Čalounictví II
 Test - Čalounictví II VY_32_INOVACE_640_Test Čalounictví III_PL Pracovní list Š11 / S32 / 640 Autor: Ing. Ladislava Brožová SOŠ a SOU, Česká Lípa Materiál je určen pro bezplatné používání pro potřeby výuky
Test - Čalounictví II VY_32_INOVACE_640_Test Čalounictví III_PL Pracovní list Š11 / S32 / 640 Autor: Ing. Ladislava Brožová SOŠ a SOU, Česká Lípa Materiál je určen pro bezplatné používání pro potřeby výuky
KATALOG ODBORNÝCH TEXTILNÍCH SEMINÁŘ. Vaši kvalitu oceníme!
 KATALOG ODBORNÝCH TEXTILNÍCH SEMINÁŘ Vaši kvalitu oceníme! 1. Seminář Reklamace z pohledu výrobce, prodejce a soudního znalce... 4 2. Seminář Textilní a oděvní zbožíznalství v prodejnách s textilem...
KATALOG ODBORNÝCH TEXTILNÍCH SEMINÁŘ Vaši kvalitu oceníme! 1. Seminář Reklamace z pohledu výrobce, prodejce a soudního znalce... 4 2. Seminář Textilní a oděvní zbožíznalství v prodejnách s textilem...
PŘEHLED ODBORNÝCH TEXTILNÍCH SEMINÁŘŮ. Vaši kvalitu oceníme!
 PŘEHLED ODBORNÝCH TEXTILNÍCH SEMINÁŘŮ Vaši kvalitu oceníme! 1. Seminář Reklamace z pohledu výrobce, prodejce a soudního znalce... 4 2. Seminář Zkoušky a interpretace výsledků zkoušek... 4 3. Jak na správné
PŘEHLED ODBORNÝCH TEXTILNÍCH SEMINÁŘŮ Vaši kvalitu oceníme! 1. Seminář Reklamace z pohledu výrobce, prodejce a soudního znalce... 4 2. Seminář Zkoušky a interpretace výsledků zkoušek... 4 3. Jak na správné
24. 3. 2011, Brno Připravila: doc.rndr. Jana Kotovicová, Ph.D. Možnosti řízení environmentálních aspektů na příkladu textilní výroby
 24. 3. 2011, Brno Připravila: doc.rndr. Jana Kotovicová, Ph.D. Možnosti řízení environmentálních aspektů na příkladu textilní výroby Ústav aplikované a krajinné ekologie strana 2 Úvod Typické vlivy textilního
24. 3. 2011, Brno Připravila: doc.rndr. Jana Kotovicová, Ph.D. Možnosti řízení environmentálních aspektů na příkladu textilní výroby Ústav aplikované a krajinné ekologie strana 2 Úvod Typické vlivy textilního
Autor: Miroslav Finger Datum : září 2012 Určení žáci 8.ročníku
 ZMĚNY V HOSPODÁŘSTVÍ V 16. STOLETÍ Masarykova ZŠ a MŠ Velká Bystřice projekt č. CZ.1.07/1.4.00/21.1920 Název projektu: Učení pro život Č. DUMu: VY_32_INOVACE_16_11 Tématický celek: Historie a umění Autor:
ZMĚNY V HOSPODÁŘSTVÍ V 16. STOLETÍ Masarykova ZŠ a MŠ Velká Bystřice projekt č. CZ.1.07/1.4.00/21.1920 Název projektu: Učení pro život Č. DUMu: VY_32_INOVACE_16_11 Tématický celek: Historie a umění Autor:
Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám
 52_INOVACE_ZBO2_6464HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření: 6.
52_INOVACE_ZBO2_6464HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření: 6.
CZ.1.07/1.4.00/21.1920
 PRŮMYSLOVÁ REVOLUCE Masarykova ZŠ a MŠ Velká Bystřice projekt č. CZ.1.07/1.4.00/21.1920 Název projektu: Učení pro život Č. DUMu: VY_32_INOVACE_20_07 Tématický celek: Historie a umění Autor: Miroslav Finger
PRŮMYSLOVÁ REVOLUCE Masarykova ZŠ a MŠ Velká Bystřice projekt č. CZ.1.07/1.4.00/21.1920 Název projektu: Učení pro život Č. DUMu: VY_32_INOVACE_20_07 Tématický celek: Historie a umění Autor: Miroslav Finger
DIGITÁLNÍ UČEBNÍ MATERIÁL
 DIGITÁLNÍ UČEBNÍ MATERIÁL Pořadovéčíslo DUM 216 Jméno autora Ing. Jaroslava Macounová Datum, ve kterém byl DUM vytvořen 25. 9. 2012 Ročník, pro který je DUM určen 9. Vzdělávací oblast (klíčová slova) Metodický
DIGITÁLNÍ UČEBNÍ MATERIÁL Pořadovéčíslo DUM 216 Jméno autora Ing. Jaroslava Macounová Datum, ve kterém byl DUM vytvořen 25. 9. 2012 Ročník, pro který je DUM určen 9. Vzdělávací oblast (klíčová slova) Metodický
Mezinárodní patentové třídění. Deváté vydání (2009) Základní úroveň (Core level) Svazek 2 Sekce D. Textil; Papír. Úřad průmyslového vlastnictví
 Základní úroveň (Core level) Svazek 2 Sekce D. Textil; Papír. Úřad průmyslového vlastnictví") Mezinárodní patentové třídění Deváté vydání (2009) Základní úroveň (Core level) Svazek 2 Sekce D Textil; Papír Úřad průmyslového vlastnictví Tato publikace devátého vydání Mezinárodního patentového třídění
Mezinárodní patentové třídění Deváté vydání (2009) Základní úroveň (Core level) Svazek 2 Sekce D Textil; Papír Úřad průmyslového vlastnictví Tato publikace devátého vydání Mezinárodního patentového třídění
14.3 Převody řemenové - plochými řemeny
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Střední průmyslová škola strojnická Vsetín CZ.1.07/1.5.00/34.0483 Ing.
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Střední průmyslová škola strojnická Vsetín CZ.1.07/1.5.00/34.0483 Ing.
Katedra textilních materiálů ENÍ TEXTILIÍ PŘEDNÁŠKA 5
 PŘEDNÁŠKA 5 π n * ρvk * d 4 n [ ] 6 d + s *0 v m [ mg] [ m] Metody stanovení jemnosti (délkové hmotnosti) vláken: Mikroskopická metoda s výpočtem jemnosti z průměru (tloušťky) vlákna u vláken kruhového
PŘEDNÁŠKA 5 π n * ρvk * d 4 n [ ] 6 d + s *0 v m [ mg] [ m] Metody stanovení jemnosti (délkové hmotnosti) vláken: Mikroskopická metoda s výpočtem jemnosti z průměru (tloušťky) vlákna u vláken kruhového
S utěrkou (nejen) na jarní úklid. Len se nešpiní
 na jarní úklid. Len se nešpiní") Duben 4., 2013 S utěrkou (nejen) na jarní úklid Tatam je doba, kdy i obyčejná prachovka byla nedostatkovým zbožím. Dnes už je na trhu takové množství utěrek z nejrůznějších materiálů, že bychom vám v tom
Duben 4., 2013 S utěrkou (nejen) na jarní úklid Tatam je doba, kdy i obyčejná prachovka byla nedostatkovým zbožím. Dnes už je na trhu takové množství utěrek z nejrůznějších materiálů, že bychom vám v tom
Základy navrhování průmyslových experimentů DOE
 Základy navrhování průmyslových experimentů DOE cílová hodnota 1. Úvod, Analýza procesu Gejza Dohnal střední hodnota cílová hodnota Řízení jakosti (kvality) Plánování experimentů - historie Klasický přístup
Základy navrhování průmyslových experimentů DOE cílová hodnota 1. Úvod, Analýza procesu Gejza Dohnal střední hodnota cílová hodnota Řízení jakosti (kvality) Plánování experimentů - historie Klasický přístup
Katedra textilních materiálů ENÍ TEXTILIÍ PŘEDNÁŠKA 4
 PŘEDNÁŠKA 4 PODMÍNKY PRO Vlastnosti charakterizující vnější formu textilií Hmotnost Obchodní hmotnost - je definována jako čistá hmotnost doplněná o obchodní přirážku Čistá hmotnost - je to hmotnost materiálu
PŘEDNÁŠKA 4 PODMÍNKY PRO Vlastnosti charakterizující vnější formu textilií Hmotnost Obchodní hmotnost - je definována jako čistá hmotnost doplněná o obchodní přirážku Čistá hmotnost - je to hmotnost materiálu
PŘÍLOHA. nařízení Komise v přenesené pravomoci,
 EVROPSKÁ KOMISE V Bruselu dne 28.7.2015 C(2015) 5195 final ANNEX 1 PART 2/3 PŘÍLOHA nařízení Komise v přenesené pravomoci, kterým se doplňuje nařízení Evropského parlamentu a Rady (EU) č. 952/2013, pokud
EVROPSKÁ KOMISE V Bruselu dne 28.7.2015 C(2015) 5195 final ANNEX 1 PART 2/3 PŘÍLOHA nařízení Komise v přenesené pravomoci, kterým se doplňuje nařízení Evropského parlamentu a Rady (EU) č. 952/2013, pokud
13370/14 ADD 3 JF/izk DGC 1B. Rada Evropské unie. Brusel 3. prosince 2014 (OR. fr) 13370/14 ADD 3. Interinstitucionální spis: 2014/0265 (NLE)
 13370/14 ADD 3. Interinstitucionální spis: 2014/0265 (NLE)") Rada Evropské unie Brusel 3. prosince 2014 (OR. fr) Interinstitucionální spis: 2014/0265 (NLE) 13370/14 ADD 3 ACP 149 WTO 250 COAFR 254 RELEX 761 PRÁVNÍ PŘEDPISY A JINÉ AKTY Předmět: Dohoda o hospodářském
Rada Evropské unie Brusel 3. prosince 2014 (OR. fr) Interinstitucionální spis: 2014/0265 (NLE) 13370/14 ADD 3 ACP 149 WTO 250 COAFR 254 RELEX 761 PRÁVNÍ PŘEDPISY A JINÉ AKTY Předmět: Dohoda o hospodářském
pra'delenska' technika
 pra'delenska' technika Systém mokrého čištění www.primuslaundry.cz CHRAŇTE SVÉ ŽIVOTNÍ PROSTŘEDÍ www.primuslaundry.cz PRIMUS SOFTWASH : ŘEŠENÍ PRO MOKRÉ ČIŠTĚNÍ JEMNÝCH TKANIN Standardy ochrany životního
pra'delenska' technika Systém mokrého čištění www.primuslaundry.cz CHRAŇTE SVÉ ŽIVOTNÍ PROSTŘEDÍ www.primuslaundry.cz PRIMUS SOFTWASH : ŘEŠENÍ PRO MOKRÉ ČIŠTĚNÍ JEMNÝCH TKANIN Standardy ochrany životního
Balící stroj na brikety BP 800
 Balící stroj na brikety BP 800 Pro balení briket nabízíme poloautomatický balicí stroj typu SmiPack BP 800 pro skupinové balení briket do teplem smrštitelné folie LDPE. Předpokládané technické zadání:
Balící stroj na brikety BP 800 Pro balení briket nabízíme poloautomatický balicí stroj typu SmiPack BP 800 pro skupinové balení briket do teplem smrštitelné folie LDPE. Předpokládané technické zadání:
PŘÍLOHA. návrhu rozhodnutí Rady
 EVROPSKÁ KOMISE V Bruselu dne 15.9.2014 COM(2014) 576 final ANNEX 4 PART 6/10 PŘÍLOHA návrhu rozhodnutí Rady o podpisu a prozatímním uplatňování Dohody o hospodářském partnerství mezi státy západní Afriky,
EVROPSKÁ KOMISE V Bruselu dne 15.9.2014 COM(2014) 576 final ANNEX 4 PART 6/10 PŘÍLOHA návrhu rozhodnutí Rady o podpisu a prozatímním uplatňování Dohody o hospodářském partnerství mezi státy západní Afriky,
DODATEK I Úvodní poznámky k dodatkům II a II(a)
") DODATEK I Úvodní poznámky k dodatkům II a II(a) Poznámka 1: Dodatek II stanoví pro každý výrobek podmínky, které musí být splněny, aby tento výrobek byl považován za dostatečně zpracovaný nebo opracovaný
DODATEK I Úvodní poznámky k dodatkům II a II(a) Poznámka 1: Dodatek II stanoví pro každý výrobek podmínky, které musí být splněny, aby tento výrobek byl považován za dostatečně zpracovaný nebo opracovaný
Rada Evropské unie Brusel 25. října 2017 (OR. en)
") Rada Evropské unie Brusel 25. října 2017 (OR. en) 13662/17 ADD 1 PRŮVODNÍ POZNÁMKA Odesílatel: Datum přijetí: 20. října 2017 Příjemce: TEXT 3 MI 751 ENT 216 CHIMIE 87 ECO 62 CONSOM 332 DELACT 205 Jordi
Rada Evropské unie Brusel 25. října 2017 (OR. en) 13662/17 ADD 1 PRŮVODNÍ POZNÁMKA Odesílatel: Datum přijetí: 20. října 2017 Příjemce: TEXT 3 MI 751 ENT 216 CHIMIE 87 ECO 62 CONSOM 332 DELACT 205 Jordi
PODŠÍVKOVÉ MATERIÁL Y
 1 PODŠÍVKOVÉ MATERIÁL Y Zpracováno podle přednášky č. 2 Ing. Bc. V. Glombíkové, Ph.D. Podšívkové materiály Podšívají se jimi některé druhy oděvů, buď kompletně nebo zčásti. Částečné podšívání se provádí
1 PODŠÍVKOVÉ MATERIÁL Y Zpracováno podle přednášky č. 2 Ing. Bc. V. Glombíkové, Ph.D. Podšívkové materiály Podšívají se jimi některé druhy oděvů, buď kompletně nebo zčásti. Částečné podšívání se provádí
3. FILTRACE. Obecný princip filtrace. Náčrt. vstup. suspenze. filtrační koláč. výstup
 3. FILTRACE Filtrace je jednou ze základních technologických operací, je to jedna ze základních jednotkových operací. Touto operací se oddělují pevné částice od tekutiny ( směs tekutiny a pevných částic
3. FILTRACE Filtrace je jednou ze základních technologických operací, je to jedna ze základních jednotkových operací. Touto operací se oddělují pevné částice od tekutiny ( směs tekutiny a pevných částic
Netkané textilie. Materiály
 Materiály 1 Suroviny pro výrobu netkaných textilií Důležité vlastnosti 1) zpracovatelnost surovin dále popsanými technologiemi 2) průběh procesů vytváření struktur netkaných textilií a možnost jejich řízení
Materiály 1 Suroviny pro výrobu netkaných textilií Důležité vlastnosti 1) zpracovatelnost surovin dále popsanými technologiemi 2) průběh procesů vytváření struktur netkaných textilií a možnost jejich řízení
Úřední věstník Evropské unie L 344/59
 19.12.2013 Úřední věstník Evropské unie L 344/59 Dodatek I Poznámka 1 Obecný úvod Úvodní poznámky Tato příloha stanoví v souladu s článkem 4 této přílohy podmínky, podle kterých se produkty považují za
19.12.2013 Úřední věstník Evropské unie L 344/59 Dodatek I Poznámka 1 Obecný úvod Úvodní poznámky Tato příloha stanoví v souladu s článkem 4 této přílohy podmínky, podle kterých se produkty považují za
TEXTILIE, TEXTILNÍ A ODĚVNÍ VÝROBKY
 DB TEXTILIE, TEXTILNÍ A ODĚVNÍ VÝROBKY 17 TEXTILIE A TEXTILNÍ VÝROBKY; SOUVISEJÍCÍ PRÁCE 17.1 Textilní vlákna a příze, tuk z ovčí vlny 17.10 Textilní vlákna a příze, tuk z ovčí vlny 17.10.1 Tuk z ovčí
DB TEXTILIE, TEXTILNÍ A ODĚVNÍ VÝROBKY 17 TEXTILIE A TEXTILNÍ VÝROBKY; SOUVISEJÍCÍ PRÁCE 17.1 Textilní vlákna a příze, tuk z ovčí vlny 17.10 Textilní vlákna a příze, tuk z ovčí vlny 17.10.1 Tuk z ovčí
INDIVIDUÁLNÍ AKTIVITA PROJEKTU VÝROBA PLOŠNÝCH TEXTILNÍCH STRUKTUR POJENÝCH KOLMÝM KLADENÍM POLYMERNÍ TAVENINY
 INDIVIDUÁLNÍ AKTIVITA PROJEKTU VÝROBA PLOŠNÝCH TEXTILNÍCH STRUKTUR POJENÝCH KOLMÝM KLADENÍM POLYMERNÍ TAVENINY PROJEKTOVÝ TÝM Ing. Brigita Kolčavová Sirková, Ph.D. Bc. Filip Sanetrník Ing. Karol Ježík
INDIVIDUÁLNÍ AKTIVITA PROJEKTU VÝROBA PLOŠNÝCH TEXTILNÍCH STRUKTUR POJENÝCH KOLMÝM KLADENÍM POLYMERNÍ TAVENINY PROJEKTOVÝ TÝM Ing. Brigita Kolčavová Sirková, Ph.D. Bc. Filip Sanetrník Ing. Karol Ježík
Speciální ZŠ a MŠ Adresa. U Červeného kostela 110, 415 01 TEPLICE Číslo op. programu CZ. 1. 07 Název op. programu
 Subjekt Speciální ZŠ a MŠ Adresa U Červeného kostela 110, 415 01 TEPLICE Číslo op. programu CZ. 1. 07 Název op. programu OP Vzdělávání pro konkurenceschopnost Číslo výzvy 21 Název výzvy Žádost o fin. podporu
Subjekt Speciální ZŠ a MŠ Adresa U Červeného kostela 110, 415 01 TEPLICE Číslo op. programu CZ. 1. 07 Název op. programu OP Vzdělávání pro konkurenceschopnost Číslo výzvy 21 Název výzvy Žádost o fin. podporu
CENÍK 2014 NOVINKY. V tomto ceníku naleznete skladové položky. Na zakázku je možné vyrobit zboží dle Vašich požadavků. Neváhejte nás kontaktovat.
 CENÍK 2014 V tomto ceníku naleznete skladové položky. Na zakázku je možné vyrobit zboží dle Vašich požadavků. Neváhejte nás kontaktovat. NOVINKY Penefol, PP, Termolin N 80, Decovil, PAD 90, FUSE`N`TEAR,
CENÍK 2014 V tomto ceníku naleznete skladové položky. Na zakázku je možné vyrobit zboží dle Vašich požadavků. Neváhejte nás kontaktovat. NOVINKY Penefol, PP, Termolin N 80, Decovil, PAD 90, FUSE`N`TEAR,
Plasty v automobilovém průmyslu
 Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
Plasty v automobilovém průmyslu Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního
1. Mechanické vlastnosti šitých spojů a textilií
 Mechanické vlastnosti šitých spojů a textilií 1. Mechanické vlastnosti šitých spojů a textilií 1.1 Teoretická pevnost švu Za teoretickou hodnotu pevnosti švu F š(t), lze považovat maximálně dosažitelnou
Mechanické vlastnosti šitých spojů a textilií 1. Mechanické vlastnosti šitých spojů a textilií 1.1 Teoretická pevnost švu Za teoretickou hodnotu pevnosti švu F š(t), lze považovat maximálně dosažitelnou
TISKOVÉ TECHNIKY S Í T O T I S K. www.sshopct.cz/polygrafie
 S Í T O T I S K ZÁKLADNÍ POJMY SÍTOTISKU TISKOVÉ TECHNIKY TISKOVÁ PŘEDLOHA (printon) Jedná se o vzor, text, který má být otisknut na potiskovaný materiál. Kvalita tiskové předlohy rozhodujícím způsobem
S Í T O T I S K ZÁKLADNÍ POJMY SÍTOTISKU TISKOVÉ TECHNIKY TISKOVÁ PŘEDLOHA (printon) Jedná se o vzor, text, který má být otisknut na potiskovaný materiál. Kvalita tiskové předlohy rozhodujícím způsobem
Měření a řízení chemických, potravinářských a biotechnologických procesů
 26. mezinárodní veletrh AMPER 2018 FÓRUM AUTOMATIZACE 2018 Prezentace nové monografie Měření a řízení chemických, potravinářských a biotechnologických procesů Editoři: K. Kadlec, M. Kmínek, P. Kadlec Monografie
26. mezinárodní veletrh AMPER 2018 FÓRUM AUTOMATIZACE 2018 Prezentace nové monografie Měření a řízení chemických, potravinářských a biotechnologických procesů Editoři: K. Kadlec, M. Kmínek, P. Kadlec Monografie
Dílčí projekt: Textilie pro speciální aplikace 3. etapa: Textilie z odpadních a recyklovaných materiálů
 3.1. Odpadní vlákenné podíly lýková vlákna - řešitel INOTEX s.r.o., VUB a.s., TUL Kotonizace odpadních podílů lýkových vláken souhrnná zpráva (Inotex Antonov rešerše, řešení, VUB), interní norma stupeň
3.1. Odpadní vlákenné podíly lýková vlákna - řešitel INOTEX s.r.o., VUB a.s., TUL Kotonizace odpadních podílů lýkových vláken souhrnná zpráva (Inotex Antonov rešerše, řešení, VUB), interní norma stupeň
Interní norma č. 22-102-01/01 Průměr a chlupatost příze
 Předmluva Text vnitřní normy byl vypracován v rámci Výzkumného centra Textil LN00B090 a schválen oponentním řízením dne 7.12.2004. Předmět normy Tato norma stanoví postup měření průměru příze a celkové
Předmluva Text vnitřní normy byl vypracován v rámci Výzkumného centra Textil LN00B090 a schválen oponentním řízením dne 7.12.2004. Předmět normy Tato norma stanoví postup měření průměru příze a celkové
Vliv úrovně zákrutového koeficientu na vlastnosti hrubých bavlněných přízí
 Vliv úrovně zákrutového koeficientu na vlastnosti hrubých bavlněných přízí Bakalářská práce Studijní program: Studijní obor: Autor práce: Vedoucí práce: B3107 Textil 3106R016 Textilní technologie, materiály
Vliv úrovně zákrutového koeficientu na vlastnosti hrubých bavlněných přízí Bakalářská práce Studijní program: Studijní obor: Autor práce: Vedoucí práce: B3107 Textil 3106R016 Textilní technologie, materiály
Hodnoticí standard. Textilní mistr (kód: H) Odborná způsobilost. Platnost standardu. Skupina oborů: Textilní výroba a oděvnictví (kód: 31)
 Odborná způsobilost. Platnost standardu. Skupina oborů: Textilní výroba a oděvnictví (kód: 31)") Textilní mistr (kód: 31-032-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Textilní výroba a oděvnictví (kód: 31) Týká se povolání: Výrobce textilií Kvalifikační úroveň NSK - EQF:
Textilní mistr (kód: 31-032-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Textilní výroba a oděvnictví (kód: 31) Týká se povolání: Výrobce textilií Kvalifikační úroveň NSK - EQF:
STAP a.s. Výroba elastických a neelastických stuh
 Představení fi rmy V současné době patří naše společnost se svými 230 zaměstnanci mezi největší evropské výrobce elastických, neelastických stuhařských výrobků a zdrhovadel. Vyrábíme na nejmodernějších
Představení fi rmy V současné době patří naše společnost se svými 230 zaměstnanci mezi největší evropské výrobce elastických, neelastických stuhařských výrobků a zdrhovadel. Vyrábíme na nejmodernějších
Filtry a filtrační koše. Naše filtry pro váš úspěch
 Filtry a filtrační koše Naše filtry pro váš úspěch Filtry Filtry Filtry jsou důležitou součástí technologických procesů v nejrůznějších odvětvích hospodářství. Používají se k filtraci tekutin v chemickém
Filtry a filtrační koše Naše filtry pro váš úspěch Filtry Filtry Filtry jsou důležitou součástí technologických procesů v nejrůznějších odvětvích hospodářství. Používají se k filtraci tekutin v chemickém
SINTEX, a. s. Zkušební laboratoř textilních materiálů Moravská 1078, Česká Třebová ČSN EN ISO 1973 ZP-LM/3 (ČSN :1986) ČSN EN ISO 5079
 ČSN EN ISO 5079") Laboratoř poskytuje odborná stanoviska a interpretace výsledků zkoušek. Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Zkoušky: 1 Zjišťování hmotné nestejnoměrnosti pramenů,
Laboratoř poskytuje odborná stanoviska a interpretace výsledků zkoušek. Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Zkoušky: 1 Zjišťování hmotné nestejnoměrnosti pramenů,
Interní norma č /01 Definice. Geometrické vlastnosti vláken
 Předmluva Text vnitřních norem byl vypracován v rámci Výzkumného centra Textil LN00B090 a schválen oponentním řízením dne 6.2. 2002. Předmět normy Norma stanoví definice geometrických vlastností vláken
Předmluva Text vnitřních norem byl vypracován v rámci Výzkumného centra Textil LN00B090 a schválen oponentním řízením dne 6.2. 2002. Předmět normy Norma stanoví definice geometrických vlastností vláken
Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám
 52_INOVACE_ZBO2_6264HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření: 4.6.2013
52_INOVACE_ZBO2_6264HO Výukový materiál v rámci projektu OPVK 1.5 Peníze středním školám Číslo projektu: CZ.1.07/1.5.00/34.0883 Název projektu: Rozvoj vzdělanosti Číslo šablony: V/2 Datum vytvoření: 4.6.2013
Didaktická pomůcka k rozvoji polytechnického vzdělávání v MŠ vyrobená v rámci projektu
 Didaktická pomůcka k rozvoji polytechnického vzdělávání v MŠ vyrobená v rámci projektu VZDUCH Venkovní Rozvoj učebna kreativity, využití poznávání školní různých zahrady druhů pro materiálů, rozvoj polytechnických
Didaktická pomůcka k rozvoji polytechnického vzdělávání v MŠ vyrobená v rámci projektu VZDUCH Venkovní Rozvoj učebna kreativity, využití poznávání školní různých zahrady druhů pro materiálů, rozvoj polytechnických
Stromolezení. Téma 3.: Konstrukce a materiál textilních lan. 27.3. 2012, Brno. Připravili: prof. Ing. Jindřich Neruda, CSc. Ing.
 27.3. 2012, Brno Připravili: prof. Ing. Jindřich Neruda, CSc. Ing. Pavel Nevrkla Ústav lesnické a dřevařské techniky Stromolezení Téma 3.: Konstrukce a materiál textilních lan strana 2 Úvod Pro práce ve
27.3. 2012, Brno Připravili: prof. Ing. Jindřich Neruda, CSc. Ing. Pavel Nevrkla Ústav lesnické a dřevařské techniky Stromolezení Téma 3.: Konstrukce a materiál textilních lan strana 2 Úvod Pro práce ve
Trubky HDPE pro uložení a ochranu optických kabelů
 Trubky HDPE pro uložení a ochranu optických kabelů Použití pro ukládání optických kabelů, poskytují optickým kabelům mechanickou a chemickou ochranu. Možnost výměny již vložené kabeláže. Jsou určeny zejména
Trubky HDPE pro uložení a ochranu optických kabelů Použití pro ukládání optických kabelů, poskytují optickým kabelům mechanickou a chemickou ochranu. Možnost výměny již vložené kabeláže. Jsou určeny zejména
TRIVAPUL pultrudované profily
 TRIVAPUL pultrudované profily Výroba pultrudovaných profilů z kompozitních materiálů firmou Trival se datuje od roku 1965. V tom roce zde byl vyroben první stroj pro pultruze a byla zahájena výroba profilů
TRIVAPUL pultrudované profily Výroba pultrudovaných profilů z kompozitních materiálů firmou Trival se datuje od roku 1965. V tom roce zde byl vyroben první stroj pro pultruze a byla zahájena výroba profilů
Filtry a koše. Naše filtry. pro Váš úspěch
 Filtry a koše Naše filtry pro Váš úspěch Filtry Filtry Filtry jsou důležitou součástí technologických procesů v nejrůznějších odvětvích hospodářství. Používají se k filtraci tekutin v chemickém a potravinářském
Filtry a koše Naše filtry pro Váš úspěch Filtry Filtry Filtry jsou důležitou součástí technologických procesů v nejrůznějších odvětvích hospodářství. Používají se k filtraci tekutin v chemickém a potravinářském
Mechanická technologie netkaných textilií Katedra netkaných textilií a nanovlákenných materiálů KAPITOLA IV.
 KAPITOLA IV. Příprava vlákenné vrstvy s nahodilou orientací vláken (aerodynamicky, hydrodynamicky) Doporučená literatura: O.Jirsák, K.Kalinová: Netkané textilie skripta TUL; S.J.Russell: Handbook of nonwovens,
KAPITOLA IV. Příprava vlákenné vrstvy s nahodilou orientací vláken (aerodynamicky, hydrodynamicky) Doporučená literatura: O.Jirsák, K.Kalinová: Netkané textilie skripta TUL; S.J.Russell: Handbook of nonwovens,
CZ.1.07/1.5.00/34.0880 Digitální učební materiály www.skolalipa.cz. III/ 2- Inovace a zkvalitnění výuky prostřednictvím ICT
 Název školy: Číslo a název projektu: Číslo a název šablony klíčové aktivity: Označení materiálu: Typ materiálu: Předmět, ročník, obor: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28.
Název školy: Číslo a název projektu: Číslo a název šablony klíčové aktivity: Označení materiálu: Typ materiálu: Předmět, ročník, obor: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28.
POHLEDOVÉ DÍLY. doc. Ing. Martin Hynek, PhD. a kolektiv. verze - 1.0
 Katedra konstruování strojů Fakulta strojní K3POHLEDOV POHLEDOVÉ DÍLY doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Katedra konstruování strojů Fakulta strojní K3POHLEDOV POHLEDOVÉ DÍLY doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Člověk a společnost Geografie Zeměpis Sekundér a terciér 4.ročník vyššího gymnázia
 Název vzdělávacího materiálu: Číslo vzdělávacího materiálu: Autor vzdělávací materiálu: Období, ve kterém byl vzdělávací materiál vytvořen: Vzdělávací oblast: Vzdělávací obor: Vzdělávací předmět: Tematická
Název vzdělávacího materiálu: Číslo vzdělávacího materiálu: Autor vzdělávací materiálu: Období, ve kterém byl vzdělávací materiál vytvořen: Vzdělávací oblast: Vzdělávací obor: Vzdělávací předmět: Tematická
PŘÍLOHA 3-A ÚVODNÍ POZNÁMKY KE SPECIFICKÝM PRAVIDLŮM PŮVODU PRODUKTU. Poznámka 1. Obecné zásady
 L 330/634 CS Úřední věstník Evropské unie 27.12.2018 PŘÍLOHA 3-A ÚVODNÍ POZNÁMKY KE SPECIFICKÝM PRAVIDLŮM PŮVODU PRODUKTU Poznámka 1 Obecné zásady 1. Tato příloha stanoví obecná pravidla pro použitelné
L 330/634 CS Úřední věstník Evropské unie 27.12.2018 PŘÍLOHA 3-A ÚVODNÍ POZNÁMKY KE SPECIFICKÝM PRAVIDLŮM PŮVODU PRODUKTU Poznámka 1 Obecné zásady 1. Tato příloha stanoví obecná pravidla pro použitelné
Netkané textilie. Technologie 6
 Netkané textilie Technologie 6 Netkané textilie 1 Termické způsoby zpevňování vlákenných vrstev Podstatou procesu je - nanesení pojiva na pavučinu nebo vlákennou vrstvu (prášek, pasta) nebo vrstvení vlákenné
Netkané textilie Technologie 6 Netkané textilie 1 Termické způsoby zpevňování vlákenných vrstev Podstatou procesu je - nanesení pojiva na pavučinu nebo vlákennou vrstvu (prášek, pasta) nebo vrstvení vlákenné
Výrobce netkaných textilií
 Výrobce netkaných tetilií Výrobce netkaných tetilií zabezpečuje obsluhu strojů a zařízení pro výrobu tetilií a vykonává další související činnosti. Odborný směr: Odborný podsměr: Kvalifikační úroveň: Alternativní
Výrobce netkaných tetilií Výrobce netkaných tetilií zabezpečuje obsluhu strojů a zařízení pro výrobu tetilií a vykonává další související činnosti. Odborný směr: Odborný podsměr: Kvalifikační úroveň: Alternativní
VII.6.4 Polykondenzace Lineární polymery. H. Schejbalová & I. Stibor, str I. Prokopová, str D. Lukáš 2013
 VII.6.4 Polykondenzace Lineární polymery H. Schejbalová & I. Stibor, str. 172. I. Prokopová, str. 157. D. Lukáš 2013 1 Vzdělávací záměr 1. Polykondenzace uvést obecný průběh stupňovité reakce 2. Příklady
VII.6.4 Polykondenzace Lineární polymery H. Schejbalová & I. Stibor, str. 172. I. Prokopová, str. 157. D. Lukáš 2013 1 Vzdělávací záměr 1. Polykondenzace uvést obecný průběh stupňovité reakce 2. Příklady
Pneumatické prvky pro potravinářský průmysl
 Pneumatické prvky pro potravinářský průmysl Zdeněk KAHUDA FESTO Praha Každá společnost, která má významné postavení na trhu, má svůj recept na úspěch. K receptu na úspěch společnosti Festo patří celosvětový
Pneumatické prvky pro potravinářský průmysl Zdeněk KAHUDA FESTO Praha Každá společnost, která má významné postavení na trhu, má svůj recept na úspěch. K receptu na úspěch společnosti Festo patří celosvětový