PŘÍDAVNÉ MATERIÁLY AIR LIQUIDE WELDING- OERLIKON PRO ROPNÉ PLOŠINY OFFSHORE OIL AND GAS PRÚMYSL
|
|
|
- Renata Šimková
- před 8 lety
- Počet zobrazení:
Transkript
1 PŘÍDAVNÉ MATERIÁLY AIR LIQUIDE WELDING- OERLIKON PRO ROPNÉ PLOŠINY OFFSHORE OIL AND GAS PRÚMYSL Ing.Jan Veverka, Omnitech spol.s.r.o. 1.0Úvod Skupina Air Liquide, se svým sídlem v Paříži, je jednou z největších světových firem v oboru výroby a distribuce technických plynů. Společnost Air Liquide Welding, je representována ve světě individuálními společnostmi Jednou z nich je společnost OERLIKON.Vývoj a aplikace produktů OERLIKON je průběžně prováděn ve výzkumném a vývojovém centrum AL CTAS,které se nachází v Paříži a je jedním z největších center pro svařování v soukromém vlastnictví. Usnadňují rychlý přenos a implementaci důležitých inovací a pokroků ve svařovacích technologiích v celé síti poboček firmy OERLIKON. Díky uplatnění těchto výhod a zkušeností, si udržuje firma OERLIKON svou pozici výrobce a dodavatele spotřebního materiálu-příslušenství pro svařování,přídavných materiálů ke svařování a neposlední řadě také svařovacích technologií pro ruční svařování a pálení,strojního-automatického pálení a svařováni i speciálních svařovacích procesů a přípravku pro svařování. Díky této podpoře má firma OERLIKON dlouhou tradici v dodávání přídavných materiálů ke svařování v nejnáročnějších a kritických aplikací zejména pak v oboru pobřežním ropném a plynovém průmyslu známější spíše jako Offshore Oil and Gas systémy. Hned od úplného začátku se firma OERLIKON účastnila na téměř všech montážích a výrobě stacionárních i mobilních konstrukcí-plošin pro těžbu ropy a plynu v chladných vodách Evropské pánve a i v celosvětovém měřítku. Po toto období pokračovala firma OERLIKON v úzké spolupráci s ropnými společnostmi,dodavateli a výrobci ropných plošin, aby společně vyvíjeli a pak dodávali přídavné materiály, vybavení a technologické postupy, které budou vyhovovat i těm nejpřísnějším požadavkům pro mechanické namáhání v kritických povětrnostních podmínkách a čím dál tím více stoupající poptávce po vylepšování produktivity svařování v tomto oboru. Výsledky tohoto procesu, pokračující inovace a vývoj, jsou aplikovány na výběru přídavných materiálů OERLIKON, speciálně navržených pro použití v ropném a plynovém těžební průmyslu v pobřežních oblastech. Požadavky na použití přídavných materiálů ke svařovaní pro tyto aplikace jsou podrobeny výběrem jednotlivých technologii od ručních po automatizované metody svařování,a také je kladen velký důraz na protipožární požadavky.

2 2.0 OERLIKON a Offshore Oil and Gas průmysl Záruka technické preciznosti podpořená vysokou kvalitou je považována za Základ úspěchu firmy OERLIKON v Offshore Oil and Gas průmyslu. 2.1 Kvalita Firma OERLIKON se maximálně soustředí na kvalitu jednotlivých přídavných materiálů ke svařování,které jsou vyráběny v rámci koncernu v jednotlivých výrobních závodech. Všechny tyto závody mají zaveden a certifikován systém jakosti ISO. Detailní certifikace pro přídavné materiály je zajišťována dle konkrétních požadavků zákazníka s ohledem na speciální požadavky,na kvalitu a zvýšenou potřebu testování PM.Jednotlivé certifikacehomologace jsou prováděny dle potřeby jednotlivých společností,které vyrábí v různých oblastech nasazení těžebních konstrukcí. Přehled certifikací a homologací viz tabulka č.2 v příloze. 2.2 Technický servis Firma OERLIKON poskytuje technický servis jako podporu prodeje PM ke svařování. Zejména poskytuje poradenství od výběru až po nasazení PM ke svařování ve svařovacím procesu na místě. Tým kvalifikovaných inženýrů je připraven odpovědět na případné dotazy týkajících technologických řešení. Velká informační databáze je k dispozici každému zákazníkovi,aby zajistila cenově nejefektivnější výběr PM ke svařování tak,aby byly splněny požadavky každé aplikace. 2.3Flexibilita Rozsah sortimentu PM ke svařování firmy OERLIKON se soustavně vyvíjí tak, aby odpovídal měnícím se technologickým požadavkům. Jak se vyvíjejí a používají nové typy ocelí, tak se snaží firma OERLIKON reagovat na tyto změny poskytováním správných přídavných materiálů, a proto pravidelně spolupracuje s technickými odděleními a velkými výrobci při optimálním výběru nových svařovacích procesů. 2.4 Informace Všechny PM ke svařování firmy OERLIKON jsou poskytovány s úplnou technickou dokumentací, která je k dostání buď v tištěné nebo elektronické podobě. Informace o produktu jsou psány tak, aby profesionálnímu svářeči umožnili si vybrat správný PM od firmy OERLIKON pro dané použití. Za účelem detailnějšího zpracování technologie jsou dostupné i detailní technické články v časopise Kompetence, který se zaměřuje na svařování a řezání.

3 3.0 Obalené elektrody MMA pro použití v Offshore Oil and Gas průmyslu. MMA Svařování Elektrody TENACITO pro ruční svařování kovů elektrickým obloukem jsou navrhovány tak, aby optimalizovaly operativní vlastnosti a produktivitu při svařování konstrukčních ocelí potřebných pro svařování v pozicích konstrukcí přímo na místě. Nabídka elektrod TENACITO je charakterizována následujícími vlastnosti: 3.1 Odolnost MMA elektrody TENACITO pro použití na pobřežních konstrukce jsou úplně základní elektrody typu EX018-H4 s výtěžností až 110%. Jsou výsledkem mnohaletého vývoje a výzkumu. Dosahují vysokých hodnot vrubové houževnatosti při teplotách od -40 do -60 C a odolnosti proti popraskání do -10 C je dosahováno při reálných energiích svařovacího oblouku. Elektrody TENACITO jsou vyráběny s jádrem z vysoce čisté oceli, která má velmi malé hodnoty zbytkových příměsí tak,aby zajistily vysokou čistotu sváru a optimální mechanické vlastnosti. Malé průměry do 3,2 mm jsou vyráběny s dvojitým obalem za použití unikátní výrobní technologie firmy OERLIKON tak, aby zajistili stabilitu a dobré zapálení svařovacího oblouku, a tak je možné je využít při svařování ve všech polohách. 3.2 Svařovatelnost Přesný design elektrody vytváří výborný svařovací profil housenky s hladkým přechodem se základním svařovaným materiálem.. Tento fakt je velmi důležitým faktorem při produktivitě - jako je následné broušení, protože velikost sváru je minimalizována. Tato vlastnost je velmi důležitá, při montáži a dosažení odolnosti povětrnostním vlivům a odolnosti proti únavě materiálu. 3.3 Potenciál zbytkového vodíku ve svarovém kovu Elektrody TENACITO jsou obalené elektrody s velmi nízkým zbytkovým vodíkem.díky této vlastnosti jsou odolné vlhkosti okolí. V praxi je dosahováno u těchto elektrod obsah vodíku menší jak 4 ml H2 na 100g. 3.4 Klíčové typy obalených elektrody Seznam obalených elektrod je uveden v kompletní nabídce PM ke svařování v tabulce viz příloha č.1.v katalogu přídavných materiálů firmy OERLIKON jsou pak k dispozici jednotlivé datové listy

4 TENACITO R Elektroda typu E7018-1H4 pro svařování nelegovaných ocelí typu 1,4 Mn ve svarovém kovu. Tato vlastnost zajišťuje dobrou odolnost svarových spojů jak ve výchozím stavu tak ve stavu po svaření. TENACITO 38R Elektroda typu E7018-GH4 pro svařování nízko legovaných konstrukčních ocelí typu 1,2%Mn a0,9%ni ve svarovém kovu pro aplikace požadující vysokou integritu a zároveň splňující nejnáročnější požadavky v použití v daném oboru. Tato elektroda je navrhována tak, aby zajistila optimální odolnost svarových spojů u konstrukcí jak ve výchozím stavu,tak ve stavu po svaření. Elektroda TENACITO 38R si zajistila unikátní pozici při konstrukci pobřežních konstrukcí pro těžbu plynu a ropy díky své stále vysoké odolnosti,proti prasknutí svařovaného kovu. TENACITO 70 Elektroda typu E8018-GH4 pro svařování nízko legovaných konstrukčních ocelí typu 1,6%Mn a 0,9%Ni,která splňuje požadavky v použití v daném oboru.tato elektroda je navrhnuta pro maximální odolnost více namáhaných spojů v kombinaci s dobrou odolností vůči prasklinám, například při svařování více zatěžovaných spojů při aplikaci ve vyšších pevnostech. TENACITO 70B Elektroda typu E8018-C1H4 pro svařování nízko legovaných konstrukčních ocelí typu 0,8%Mn-2,5%Ni pro vysokou hodnotou vrubové houževnatosti při teplotě -50 C a vyšších energiích svařovacího oblouku. Tato elektroda se používá pro nízké provozní teploty zařízení. TENACITO 80CL Elektroda typu E11018-GH4 pro svařování nízko legovaných konstrukčních a pevnostních ocelí typu 1,4 Mn-2,2NiCrMo,pro svařování základních materiálů s mezí pevností větší jak 690 MPa a vysokou vrubovou houževnatostí při teplotě -50 C. Používá se při spojování ozubení nebo dopravníků, pásů atd..

5 4.0 Plněné-trubičkové dráty FCW pro použití v Offshore Oil and Gas průmyslu. Plněné dráty OERLIKON pro svařování metodou MAG jsou vyráběny a dodávány ve dvou řadách, s vysokou produktivitou svařování, FLUXOFIL a CITOFLUX. Dráty FLUXOFIL a CITOFLUX jsou vyráběny ve výrobních závodech s certifikací ISO. Plněné dráty FLUXOFIL jsou vyráběny podobným procesem jako plné dráty s tím,že předností je,že drát je podélně svařen a následně poměděn a tím je k nerozeznání od plného drátu.tyto plněné dráty mají některé výhody. 4.1 Nízký obsah vodíku Dráty FLUXOFIL mají obsah vodíku přibližně 4ml H2 na 100g ve svarovém kovu v originálním balení.tato hodnota je velmi malá a může být považována za perfektní ochranný faktor. Není nutné sušení-předehřev.tím klesájí nároky na použití drátu v provozu a náklady na použití se snižují. 4.2 Charakteristika podávání Poměděný povrh drátu poskytuje stabilní podávání drátu bez nutnosti použití zvláštních podávacích kladek a proto je podávání drátu plynulé bez sukování a cukání. Proces výroby zajišťuje stabilitu tvrdosti drátu a dobré navinutí na klec cívky a tyto vlastnosti snižují opotřebení podavače drátu a svařovací hořáky. 4.3 Stabilita ve svařování Dráty FLUXOFIL jsou poměděné stejně jako dráty plné. Přenos proudu kontaktní tryskou je tím pádem stejný jako u plného drátu. 4.4 Plněné dráty CITOFLUX Tyto plněné dráty jsou zařazeny do sortimentu plných drátů firmy OERLIKON. Jsou vyráběny metodou, kdy pásek po stočení není svařován,ale je zafalcován. Tyto dráty jsou plněny rutilovým,basickým i kovovým práškem.dráty dosahují jinou vyváženost operačních i mechanických vlastností a rychlost svařování.sortiment této řady plněných drátů firmy OERLIKON tak splnily všechny požadavky na použití ve výrobě.

6 4.5 Rychlost odtavování Rutilové plněné dráty CITOFLUX představují vylepšené plnění práškem a je dosaženo větší rychlost odtavování, a tím zvýšení rychlost svařování Klíčové typy plněných drátů Seznam plněných drátů je uveden v kompletní nabídce přídavných materiálů v tabulce viz příloha č.1.v katalogu přídavných materiálů firmy OERLIKON jsou pak k dispozici jednotlivé datové listy. FLUXOFIL 20HD Plněný drát s rutilovou náplní pro svařování v ochranné atmosféře MAG, například 80%Ar/20%CO2. Vyšším poměrem plnění náplní drátu se dosahuje zvýšené rychlosti svařování a vyšší rychlost odtavení.je možno ho použít ve všech pozicích. FLUXOFIL 20HD se používá pro svařování nízkolegovaných konstrukčních ocelí typu 1,2%Mn- 0,9%Ni s odolností svarového kovu až do -40 C jak ve výchozím stavu,tak po svaření. Používá se například pro svařování konstrukcí,výztuh, lemů nádob atp. FLUXOFIL 21HD Plněný drát s rutilovou náplní je totožný jako FLUXOFIL 20HD,ale používá se v jiné ochranné atmosféry MAG CO2. FLUXOFIL 41 Plněný drát s basickou náplní pro svařování v ochranné atmosféře MAG,například 80%Ar/20%CO2. FLUXOFIL 41 se používá pro svařování nízkolegovaných ocelí typu 1,2%Mn-0,9%Ni a používá se na svařování pevnostních ocelí s mezí pevností vetší jak 550 MPa. FLUXOFIL 42/42LT Plněný drát s basickou náplní pro svařování v ochranné atmosféře MAG například 80%Ar/20%CO2. FLUXOFIL 42 se používá s DC+ a 42LT DC- a obsahuje velmi pevný a velmi odolný svařovací kov a proto se používá pro svařování nízkolegovaných ocelí typu 2,4%Ni-0,4%Cr-0,4%Mo, tak se používá pro svařování pevnostních ocelí s mezí pevností větší jak 690 MPa. Používá se například pro svařování spojů zubů nebo pásů. CITOFLUX R550 Plněný drát s rutilovou náplní pro svařování v ochranné atmosféře MAG například 80%Ar/20%CO2. CITOFLUX R550 se používá pro svařování nízkolegovaných konstrukčních ocelí typu 1,0%Mn-1,5%Ni s odolnost svarového kovu až do -50 C jak ve výchozím stavu tak po svaření a Používá se též pro svařování pevnostních ocelí s minimálním mezí pevnosti 550 MPa. CITOFLUX R82 Plněný trubičkový drát s rutilovou náplní pro svařování v ochranné atmosféře MAG, například 80%Ar/20%CO2. CITOFLUX R82 se používá pro svařování nízkolegovaných konstrukčních ocelí typu 1,4%Mn-0,8%Ni s odolností svarového kovu v rozsahu od -40 do -50 C jak ve výchozím stavu,tak po svaření.

7 CITOFLUX R26 Plněný trubičkový drát s rutilovou náplní pro svařování v ochranné atmosféře MAG, například 80%Ar/20%CO2. CITOFLUX R26 se používá pro svařování nízkolegovaných konstrukčních ocelí typu 1,3%Mn-2,2%Ni s odolností svarového kovu v rozsahu od -50 C do -60 C jak ve výchozím stavu,tak po svaření Tavidla a dráty pro svařování pod tavidlem SAW Offshore Oil and Gas průmyslu Aglomerovaná tavidla pro svařování pod tavidlem SAW firmy OERLIKON v kombinaci s nabídkou plných a plněných-trubičkových drátů dosáhli celosvětového uznání pro použitípro kvalitní svařování pod tavidlem 5.1 Odolnost Stálost vrubové houževnatosti i při teplotách hluboko pod bodem mrazu díky správné kombinaci drátu a tavidla. 5.2 Svařovatelnost Tavidla firmy OERLIKON mají stálou schopnost dodat nejkvalitnější mechanické vlastnosti, ale také díky nim vznikají stabilní charakteristiky svarového kovu společně s výbornou odstranitelností vzniklé strusky. 5.3 Technologie Specifikace drátů OERLIKON pro svařování pod tavidlem jsou navrhovány tak, aby zahrnovaly nejnovější technologie a tím dosahovali i nejvyšší možné odolnosti svarového kovu. Navíc s nově vyvíjenými ocelemi a aplikacemi jsou navrhovány speciální svařovací dráty a následně přidávány do sortimentu firmy OERLIKON. 5.4 Nízký obsah vodíku Zcela zásaditá a polozásaditá tavidla firmy OERLIKON jsou navrhována a vyráběna tak, aby zajišťovala nízký obsah vodíku ve svarovém kovu i při těch nejnáročnějších podmínkách. Toto minimalizuje riziko prasklin vzniklých díky vodíku obsaženém ve svarovém kovu při svařování silných stěn ocelí i poté,co bylo tavidlo vystaveno atmosferické vlhkosti během používání. Tyto charakteristiky tavidla jsou podporovány systémem OERLIKON DryBag, který se nejčastěji používá v oblastech s vysokou vlhkostí. 5.5 Reproduktivita Konsolidace metalurgického složení aglomerovaných tavidel firmy OERLIKON, distribuce zrn tavidla a pevnost aglomerátu zajišťuje spolehlivou recirkulační

8 charakteristiku a stálost chemického složení tavidla. Tyto vlastnosti jsou velmi důležité při svařování pod tavidlem. 5.6 Produktivita Firma OERLIKON v závislosti na volbě použití více drátů, nastavení-geometrie svařovacích hlav a průměrů drátů pro dané použití dosahuje větší optimalizace produktivity pro dané použití v provozu. Zlepšené rychlosti odtavování svarového kovu může být dosáhnuto bez snížení odolnosti jednotlivých housenek v návaznosti na povrhu nebo profilu sváru. 5.7 Kvalita Všechny aglomerovaná tavidla firmy OERLIKON jsou vyráběna ve výrobních závodech, které jsou certifikovány systémem ISO, pod nejpřísnějšími kontrolami kvality. 5.8 Klíčové produkty Seznam jednotlivých tavidel v kombinaci s dráty je uveden v kompletní nabídce přídavných materiálů v tabulce viz příloha č.1.v katalogu přídavných materiálů firmy OERLIKON jsou pak k dispozici jednotlivé datové listy. Tavidla OP 121TT Tavidlo OP121TT dosáhlo celosvětového uznání pro použití v Offshore Oil and Gas průmyslu. Je to aglomerované tavidlo s vysokou zásaditostí, typ B.I.=3 FB, a je používáno na spoje s vysokou strukturní integrity, kde je potřebná vysoká odolnost vůči CTOD. Tavidlo OP 121TT je schopno vytvořit optimální podmínky při použití při vysokých rychlostech svařování v závislost na použití většího počtu drátu.těmito podmínkami je možno dosáhnout větší produktivitu svařování. Tavidlo OP 121TT je též možno použít pro svařování v úzkých mezerách. Tavidlo OP 121TT nabízí nízký obsah vodíku,menší jak 5ml H2 na 100g ve svarovém kovu, s výbornou recirkulační charakteristikou v automatických systémech, kde je nízkého množství vodíku dosahováno bez problému i ve vlhkém prostředí. OP 121TT/W OP 121TT/W je aglomerované tavidlo s vysokou zásaditostí, typ B.I.=3 FB s velmi nízkým obsahem vodíku menším jak 4 ml H2 na 100g ve svarovém kovu. Je používáno pro svařování tlustších stěn a zvláště vhodné pro svařování do úzké mezery. Tavidlo OP 121TTW je vhodné zejména v kombinaci s plněnými-trubičkovými dráty řady FLUXOCORD pro svařování pod tavidlem. Dráty pro svařování pod tavidlem

9 Nabídka drátu pro svařování pod tavidlem firmy OERLIKON obsahuje velmi málo nečistot a zbytkových elementů a jsou optimalizovány pro odolnost spojů v plném rozsahu pevností. Plné dráty OE-SD3, OE-S2 Ni1, OE-SD3 1Ni?Mo, OE-SD3 1Ni?Mo, OE-TiBoR 33 pro "punch trough" dokončování spojů. Plněné-trubičkové dráty pro svařování pod tavidlem Pro svařování SAW (nabídka FLUXOCORD) k maximalizování produktivity v kombinaci s tavidlem OP121TT(W) : FLUXOCORD 31HD, 41HD & Konstrukce pláště a zvedacího zařízení vrtné soupravy Výroba nádob, tubusů, uzlových bodů a výztuží. Výroba ozubnic, pásů, plášťů zvedácích zařízení, konzolových nosníků. 6.1 Výroba pláště Současná specifikace odolnosti pro konstrukci pláště je požadována hodnota vrubové houževnatosti CV při -30 C do -60 C a minimálně 0,25-0,35mm CTOD při -10 C závisle na svarovém kovu. Balení přídavných materiálů OERLIKON jsou dostupné tak,aby spolehlivě dosáhli těchto požadavků -na odolnost proti povětrnostním vlivům prostředí a vysokým požadavkům na produktivitu svařování. Oceli typu DIN StE 355 (St E 36), T St E 420 (TT St E 43) a EN S (P) 235-S (P) 500. Oceli typu ABS Gr.A, B, D, E. ABS HT Gr.AH36, DH36, EH Klíčové přídavné materiály Vrubová houževnatost CVN při -40 do -60 C CTOD při -10 C MMA - TENACITO 38R, TENACITO 70, TENACITO 70B SAW - OP121TT/OE-SD3, OP 121TT/OE S2 Ni1, OP 121TT/OE TiBoR 33 (root) FCW - FLUXOFIL 20HD, FLUXOFIL 21HD, CITOFLUX R82, CITOFLUX R Výroba zvedacího zařízení vrtné soupravy

10 Současné specifikace odolnosti pro vysoce pevné komponenty zvedacího zařízení vrtné soustavy jsou jmenovité hodnoty vrubové houževnatosti CVN při -40 do -0 C závisle na svarovém kovu. Vysoce pevné oceli, které jsou konkrétně důležité pro zvedací zařízení jsou typu A514 třída Q, ALDUR 700QL1, A517 třída F. Aplikace na plášti zvedacího zařízení, konzolovém nosníku, spojů ozubnice s pásem, ozubnice s ozubnicí a pás s pasem: 6.4 Klíčové přídavné materiály: Mez pevnosti větší jak 690 MPa,a vrubová houževnatost CVN při -40 do -60 C MMA - TENACITO 80CL SAW - FLUXOCORD 42/OP 121TT(W), OE SD3 2NiCrMo/OP 121TT(W) FCW - FLUXOFIL 42 a 42LT 7.0 Konstrukce vrchní části plošiny Výroba modulů, podpůrných skeletů a integrovaných plošin Současné specifikace odolnosti pro konstrukce vrchní části plošiny jsou při vrubové houževnatosti CVN při -30 do -60 C a minimální CTOD při -10 C musí být 0,25-0,35mm v závislosti na svarovém kovu. Vysoce pevné oceli, které jsou konkrétně důležité pro konstrukce vrchní části plošiny jsou z materiálu typu DIN StE 355(St E 36), T St E 420 (TT St E 43) a EN S (P) 235-S (P) 500. ABS měkké oceli Gr.A, B, D, E. ABS HT Gr.AH36, DH36, EH36 EN 10225: S460 G2+Q 7.1 Klíčové přídavné materiály: vrubová houževnatost CVN při -40 do -60 C CTOD při -10 C MMA - TENACITO 38R, TENACITO 70, TENACITO 70B SAW - OP121TT/OE-SD3, OP 121TT/OE S2 Ni1, OP 121TT/OE TiBoR 33 (root) FCW - FLUXOFIL 20HD, FLUXOFIL 21HD, CITOFLUX R82, CITOFLUX R Výroba vysoce pevných skupin vrubová houževnatost CVN při -40 do -60 C CTOD při -10 C
, OE SD3 2NiCrMo/OP 121TT(W) FCW - FLUXOFIL")
11 MMA - TENACITO 70 SAW - OP 121TT/OE SD3 1Ni 1/4Mo FCW - FLUXOFIL 41, CITOFLUX R Přidružená konstrukce a speciální aplikace Schéma zapojení, zamezovače prasknutí, hlavy šachet a práce na procesním potrubí Úplný výběr elektrod MMA, plněných-trubičkových drátů pro metody MIG, TIG a SAW dráty a tavidla jsou dostupné pro všechny aspekty konstrukce horních částí a pro aplikace schémat zapojení nelegovaných ocelí, nízkolegovaných ocelí,nerezavějící oceli, niklových ocelí a měď-niklových slitin. 8.1 Základní materiál typu AISI 4130 Zamezovače prasknutí a konstrukce hlav šachet jsou vyráběny z materiálů AISI 4130 nebo z podobné nízkolegovaných ocelí s odpovídajícími pevnostními vlastnosti jež jsou specifikovány. Tyto vlastnosti musí občas být udržovány v svarovém kovu pomocí tepelného zpracování. MMA obalené elektrody TENAX 118D2 je svařovací elektroda pro použití na svařování nízkolegovaných ocelí typu 1,9%Mn-0,4%Mo obsahující tvrdý mangan-molibdenový svarový kov s minimálním mezí pevnosti 690 MPa TENAX 118D2, je používán pro svařováni AISI 4130 ve výchozím stavu. SAW tavidla, plné a plněné-trubičkové dráty OE-SD3 1Ni1/2Mo/OP 121TT(W) se používá pro ukládání vysoce pevného, vůči praskaní odolného svarového kovu vhodného pro svařování AISI 4130 ve výchozím stavu. 8.2 Nerezavějící ocel MMA obalené elektrody Nabídka elektrod SUPRANOX s rutilovým obalem pro ruční svařování obloukem je navržena tak, aby elektrody zajistily vzájemnou svařitelnost rozdílných nerezových plechů, trubek, odlitků a prefabrikátů. Dobrá svařitelnost ve všech pozicích s minimálním rozstřikem a dobře uvolňující se struskou zaručují výborný vzhled a povrch- profil sváru. Nabídka obalených elektrod řady SUPRANOX též prokázala odolnost vůči pórovitosti ve svaru. Tyto vlastnosti dělají tyto elektrody vhodné zejména pro nejkritičtější aplikace použití.

12 Elektrody SUPRANOX jsou vyráběny v následujících typech : 308L, 308LP, RS308L, RS308H, 347, RS347, 347-P, 316L, 316LP, RS316L, 317, 318, 309L, RS309L, 309L- P, 309MoL, RS309Mo, 310, RS310 & 904L. Rozsah použití je poměrně rozsáhlý.. MIG/TIG dráty Úplná nabídka drátů OERLIKON MIG řady INERTFIL a TIG řady INERTROD pro všechny aplikace například 308L, 347, 316L, 309L & 312. FCW-plněné-trubičkové dráty Úplná nabídka plněných-trubičkových drátů pro svařování nerezavějících ocelí aplikace,například FLUXINOX 316L a poziční například FLUXINOX 316L-PF aplikace zahrnuje slitiny 308L, 308H, 347, 307, 316L, 318, 309L, 309MoL, L, 310, a 625. SAW tavidla,plné a plněné trubičkové dráty OP 33 je speciální polozásadité aglomerované tavidlo s indexem bazicity 1,8. Je používáno pro svařování nerezavějící a žáruvzdorné oceli. Kvůli obsahu uhlíku v svarovém kovu je OP 33 neutrální. Typicky se používá s dráty dle AWS A5.9 třídy 300 například OE-316L, OE-308L, OE-309LMo. 8.3 Duplex nerezová ocel Duplex nerezová ocel (například W.No ) je používána pro potrubní systémy, nádoby a práce na modulových trubkách. Je možno použít následujících přídavných materiálů: MMA obalené elektrody SUPRANOX RS L je MMA elektroda obsahující duplex nerezavějící oceli s obsahem Cr-Ni-Mo-N, vysoce odolná vůči mezikrystalické korozi a tlakové korozi v přítomnosti vodíku obsahujícího vodnaté roztoky nebo vlhké plyny. MIG/TIG dráty INERTFIL/INERTROD jsou plné dráty obsahující duplex nerezavějící oceli. FCW plněné-trubičkové dráty FLUXINOX L je optimalizován pro svařování obrub a FLUXINOX L-PF pro svařování v pozicích duplex nerezavějící oceli. SAW tavidla a plné a plněné-trubičkové dráty OE-S22 09/OP 33 je používáno pro navařování duplex nerezové oceli velkou rychlostí. Měď-niklové slitiny

13 Měď-niklové slitiny jsou používány pro procesní a protiznečišťovací práce na potrubí. MMA obalené elektrody SUPRANEL NiCu7 je používán pro manuální svařování měd-niklových slitin. MIG/TIG dráty NIFIL/NIROD NiCu7 jsou měď-niklové dráty pro svařování metodou MIG a TIG používané pro svařování měď-niklových slitin typu 70/30, 80/20 a 90/ DRYBAG Absolutně vodovzdorná kontrola pro svařování pod tavidlem DRYBAG je inovativní systém balení od firmy OERLIKON, které šetří peníze, čas a energii. Potřeby průmyslu Výrobní specifikace ropných společností a dodavatelů konstrukcí většinou požadují garanci nízké úrovně vlhkosti SAW tavidla za účelem dosáhnutí úrovně volného vodíku nižší než 5ml na 100g ve svarovém kovu. Tyto specifikace jasně stanovují podmínky potřebné pro garanci shody s těmito požadavky. DRYBAG: Řešení balení od našeho týmu R&D Výzkumné, vývojové a výrobní oddělení skupiny Air Liquide Welding vyvinulo nový inovativní systém balení pro tavidla OERLIKON. DRYBAG díky tomu, že je kompletně odolný vůči vlhkosti, není potřeba tavidlo nijak dodatečně upravovatdosušovat a výsledkem je kvalitní svařování i v těch nejnáročnějších okolních podmínkách. DRYBAG je vytvořen z vylepšené folie-obalu, speciálně vyvinuté pro aplikace při vakuovém balení. Pro zlepšenou bezpečnost je při balení tavidla v DRYBAGu vytvořeno částečné vakuum. Nízký tlak slouží jako indikátor bezpečnosti balení. OERLIKON DRYBAG nabízí podobné úrovně zabezpečení jako balení v plechových sudech, ale je více efektivní. DRYBAG je k dostání v balení po 25kg nebo větším 800 nebo 1000 kg vaků. 25kg DRYBAG může být skladován, transportován a paletován stejně jako klasické 25kg pytle a větší formy balení vaky mají vlastní paletu. Výhody - Eliminování rizika vnikání vlhkosti i při transkontinentálních nebo transportech po moři a následujícího dlouhodobé skladování v nepříznivých povětrnostních podmínkách. - Žádné riziko od okolní vlhkosti i v extremních klimatických podmínkách. - Tavidlo není potřeba před použitím přesušovat

14 - Toto nové řešení balení dovoluje výrobcům ocelových konstrukcí snížit riziko prasklin způsobených vodíkem. - Není potřeba detailně kontrolovat teplotu nebo vlhkost během skladování a tím se šetří čas i energie. - Zlepšená zjednodušená manipulace a skladování ve srovnání s existujícím skladováním v plechových sudech opět redukuje cenu. OERLIKON: Spokojení zákazníci jsou náš primární cíl Skupina Allseas si vybrala tavidlo OERLIKON v balení DRYBAG OP 121TT Skupina Allseas S.A se sídlem ve Švýcarsku je jedna z velkých konstrukčních firem, která se zabývá pokládáním potrubí na dně moří.je vybavena speciálními loděmi, které jsou pro toto použití speciálně navrhovány. Největší loď na pokládání potrubí na světě, Solitaire, nastavila nové standardy v průmyslu pokládání potrubí. S-lay kapacita s úložnou silou 1050 tun jí umožňuje pokládat to nejtěžší potrubí. Svařovací procesy SAW (rotující potrubí) a metoda MAG (stabilní potrubí) jsou používány na palubě lodi. Pro skladování tavidla na moři si vybrali balení DRYBAG, aby se vyhnuli vniknutí vlhkosti. Také pro dráty SAW bylo vyvinuto speciální balení do hliníkových folií, aby se zabránilo korozi v agresivním mořském prostředí.díky používání těchto speciálních balení PM ke svařování firmy OERLIKON může firma Allseas zaručit svařovaní s nízkým obsahem vodíku ve svarovém kovu.


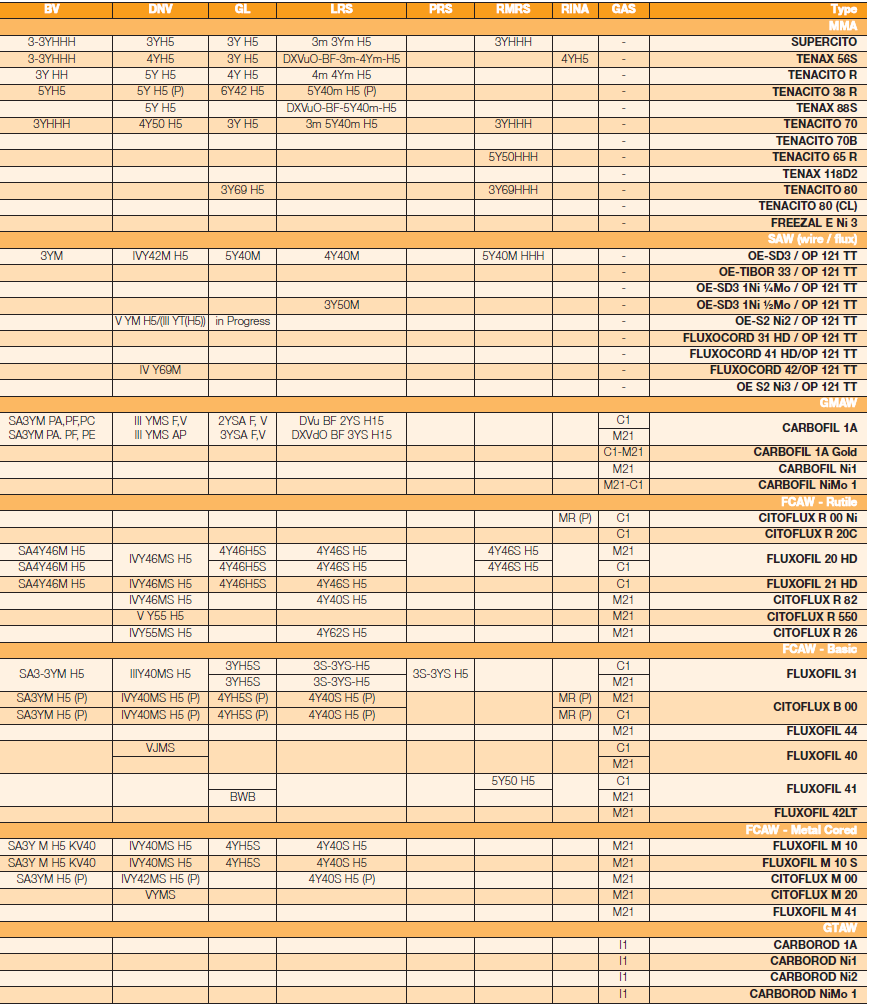
15 Příloha č.1 Přehled přídavných materiálů pro použití v Offshore Oil and Gas průmyslu.


16


17 Příloha č.2 Homologace-certifikace-přehled

18 18

DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY.
 PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY. Ing.Jan Veverka,OMNITECH spol. s r.o. Ing.Schlixbier Air Liquide Welding Cz spol. s r.o. 1.1.Nová generace bezešvých trubičkových drátů a nerezových elektrod pro svařování
PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY. Ing.Jan Veverka,OMNITECH spol. s r.o. Ing.Schlixbier Air Liquide Welding Cz spol. s r.o. 1.1.Nová generace bezešvých trubičkových drátů a nerezových elektrod pro svařování
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb B 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
Aweld E71T-1. Aweld 5356 (AlMg5) Hořáky
 Hořáky") Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
durostat 400/450 Za tepla válcované tabule plechu Datový list srpen 2013 Odolné proti opotřebení díky přímému kalení
 Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Opravy a údržba XA00171114
 Opravy a údržba XA00171114 Struktura názvu výrobků pro opravy a údržbu Společnost ESAB se snaží reagovat na vývoj v oblasti svařování inovacemi a vývojem nových produktů a úpravami svého sortimentu.v rámci
Opravy a údržba XA00171114 Struktura názvu výrobků pro opravy a údržbu Společnost ESAB se snaží reagovat na vývoj v oblasti svařování inovacemi a vývojem nových produktů a úpravami svého sortimentu.v rámci
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
CITOTIG II DC Průmyslové zdroje
 CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
CITORCH T NG. Vysoce kvalitní svařovací hořáky pro metodu TIG. www.airliquidewelding.cz
 Vysoce kvalitní svařovací hořáky pro metodu TIG www.airliquidewelding.cz Nová řada svařovacích hořáků značky OERLIKON přináší inovativní řešení pro náročné práce v různých svařovacích aplikací. Vysoce
Vysoce kvalitní svařovací hořáky pro metodu TIG www.airliquidewelding.cz Nová řada svařovacích hořáků značky OERLIKON přináší inovativní řešení pro náročné práce v různých svařovacích aplikací. Vysoce
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Weld G3Si1. SFA/AWS A 5.18: ER 70S-6 EN ISO 14341A: G3Si1
 Weld G3Si1 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341A: G3Si1 Weld G3Si1 je poměděný drát z produkce společnosti ESAB určený pro svařování nelegovaných a nízko legovaných uhlík-manganových konstrukčních ocelí
Weld G3Si1 SFA/AWS A 5.18: ER 70S-6 EN ISO 14341A: G3Si1 Weld G3Si1 je poměděný drát z produkce společnosti ESAB určený pro svařování nelegovaných a nízko legovaných uhlík-manganových konstrukčních ocelí
Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí
 Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
OK SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32
 OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Nízkolegovaná bazická elektroda poskytující svarový kov legovaný Ni a Cu s velmi dobrou korozní odolností proti mořské vodě, kouřovým plynům
OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Nízkolegovaná bazická elektroda poskytující svarový kov legovaný Ni a Cu s velmi dobrou korozní odolností proti mořské vodě, kouřovým plynům
SHIELD-BRIGHT 308L OK TUBROD 14.20
 SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
MATERIÁLY PRO SVAŘOVÁNÍ METODOU MMA/ MIG/TIG /SAW A NAVAŘOVÁNÍ PÁSKOU. XA00166214
 Přídavné svařovací materiály na bázi niklu pro svařování a navařování MATERIÁLY PRO SVAŘOVÁNÍ METODOU MMA/ MIG/TIG /SAW A NAVAŘOVÁNÍ PÁSKOU. XA00166214 Nejkvalitnější přídavné svařovací materiály na bázi
Přídavné svařovací materiály na bázi niklu pro svařování a navařování MATERIÁLY PRO SVAŘOVÁNÍ METODOU MMA/ MIG/TIG /SAW A NAVAŘOVÁNÍ PÁSKOU. XA00166214 Nejkvalitnější přídavné svařovací materiály na bázi
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Maxx Gases. ochranné atmosféry pro rychlé a čisté svařování
 Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály
 Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály 1. Všeobecně Tento postup platí pro příjem, manipulaci, skladování a obrat zboží ve skladech. Tyto činnosti jsou zajišťovány
Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály 1. Všeobecně Tento postup platí pro příjem, manipulaci, skladování a obrat zboží ve skladech. Tyto činnosti jsou zajišťovány
FastMig X 450 MXP 37 Pipe
 FastMig X 450 MXP 37 Pipe Kompletní řešení pro svařování trubek a plechů Excelentní svařování trubek s digitální přesností a kvalitou. Proč zařízení FastMig x 450: - PipeRoot software pro svařování kořene
FastMig X 450 MXP 37 Pipe Kompletní řešení pro svařování trubek a plechů Excelentní svařování trubek s digitální přesností a kvalitou. Proč zařízení FastMig x 450: - PipeRoot software pro svařování kořene
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
TOPTIG. Nový robotizovaný svařovací proces určený pro průmyslové použití
 TOPTIG Nový robotizovaný svařovací proces určený pro průmyslové použití Proces TOPTIG: principy, funkce a Společnost AIR LIQUIDE Welding se stále zlepšuje. Díky práci výzkumného střediska specializovaného
TOPTIG Nový robotizovaný svařovací proces určený pro průmyslové použití Proces TOPTIG: principy, funkce a Společnost AIR LIQUIDE Welding se stále zlepšuje. Díky práci výzkumného střediska specializovaného
Svařování duplexních nerezavějících ocelí
 Svařování duplexních nerezavějících ocelí KOMPLETNÍ SORTIMENT SVAŘOVACÍCH MATERIÁLŮ STRENGTH THROUGH COOPERATION Duplexní svařovací materiály a technická podpora nejvyšší kvality Aplikace duplexních ocelí
Svařování duplexních nerezavějících ocelí KOMPLETNÍ SORTIMENT SVAŘOVACÍCH MATERIÁLŮ STRENGTH THROUGH COOPERATION Duplexní svařovací materiály a technická podpora nejvyšší kvality Aplikace duplexních ocelí
OK AUTROD 1070 (OK AUTROD 18.01)
") OK AUTROD 1070 (OK AUTROD 18.01) EN ISO 18273: S Al 1070 (Al99,7) SFA/AWS (ER1070) OK Autrod 1070 je svařovací drát vysoké čistoty, určený pro svařování trubek malých průměrů a tenkých plechů z čistého
OK AUTROD 1070 (OK AUTROD 18.01) EN ISO 18273: S Al 1070 (Al99,7) SFA/AWS (ER1070) OK Autrod 1070 je svařovací drát vysoké čistoty, určený pro svařování trubek malých průměrů a tenkých plechů z čistého
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS , 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ
 ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
FastMig M. Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace
 FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
ThyssenKrupp Materials Austria GmbH
 GmbH Organizace koncernu Business Area Materials Services 2 Historie společnosti TKMA 3 Centrála Vídeň - Freudenauer Hafen Plocha hal 8.000 m² Administrativní plocha 1.200 m² 69 pracovníků 17 pásových
GmbH Organizace koncernu Business Area Materials Services 2 Historie společnosti TKMA 3 Centrála Vídeň - Freudenauer Hafen Plocha hal 8.000 m² Administrativní plocha 1.200 m² 69 pracovníků 17 pásových
Výrobce profesionální svařovací techniky
 FROWELD Svařovací a nabíjecí technika Lukáš Čech, Tyršova 499, 417 05 Osek, Tel.: 417 538 552, 728 262 393, E-mail: info@froweld.cz www.froweld.cz Výrobce profesionální svařovací techniky Mahe, spol. s
FROWELD Svařovací a nabíjecí technika Lukáš Čech, Tyršova 499, 417 05 Osek, Tel.: 417 538 552, 728 262 393, E-mail: info@froweld.cz www.froweld.cz Výrobce profesionální svařovací techniky Mahe, spol. s
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
TAVIDLA PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ
 TAVIDLA PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ Základní informace o technologii svařování pod tavidlem a typech tavidel... I1 Normy pro tavidla... I2 Celkový přehled tavidel... I3 Základní informace o technologii
TAVIDLA PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ Základní informace o technologii svařování pod tavidlem a typech tavidel... I1 Normy pro tavidla... I2 Celkový přehled tavidel... I3 Základní informace o technologii
Dráty a tavidla pro svařování pod tavidlem SAW MMA
 Dráty a tavidla pro svařování pod tavidlem SAW MMA Přehled produktů podle norem Dráty pro svařování pod tavidlem SAW Dráty nelegované a nízkolegované Název AWS / ASME SEC. II EN dle AWS / ASME dle EN OE-S1
Dráty a tavidla pro svařování pod tavidlem SAW MMA Přehled produktů podle norem Dráty pro svařování pod tavidlem SAW Dráty nelegované a nízkolegované Název AWS / ASME SEC. II EN dle AWS / ASME dle EN OE-S1
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zákaznická řešení v oblasti ocelových trubek
 Zákaznická řešení v oblasti ocelových trubek Regionální zastoupení Náš závazek ve 30 zemích Zákaznická řešení v oblasti ocelových trubek po celém světě. Toto vyjádření je podpořeno - ve více než 50 pobočkách
Zákaznická řešení v oblasti ocelových trubek Regionální zastoupení Náš závazek ve 30 zemích Zákaznická řešení v oblasti ocelových trubek po celém světě. Toto vyjádření je podpořeno - ve více než 50 pobočkách
PROJEKCE, KONSTUKCE, VÝROBA A DODÁVKY STROJŮ A TECHNOLOGICKÝCH UZLŮ Z NEREZOVÝCH MATERIÁLŮ
 Speciální zařízení PROJEKCE, KONSTUKCE, VÝROBA A DODÁVKY STROJŮ A TECHNOLOGICKÝCH UZLŮ Z NEREZOVÝCH MATERIÁLŮ KOEXPRO OSTRAVA, akciová společnost v rámci výrobního programu zajišťuje projekci, konstrukci,
Speciální zařízení PROJEKCE, KONSTUKCE, VÝROBA A DODÁVKY STROJŮ A TECHNOLOGICKÝCH UZLŮ Z NEREZOVÝCH MATERIÁLŮ KOEXPRO OSTRAVA, akciová společnost v rámci výrobního programu zajišťuje projekci, konstrukci,
Technická příručka Svařování nerezavějících ocelí
 Technická příručka Svařování nerezavějících ocelí PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Všechno najdete zde Kompletní rozsah svařovacích a řezacích zařízení,
Technická příručka Svařování nerezavějících ocelí PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Všechno najdete zde Kompletní rozsah svařovacích a řezacích zařízení,
SAFMIG BLX Inteligentní, stupňově řízené zdroje pro svařování metodou MIG/MAG ve verzi kompaktní i s odděleným podavačem.
 SAFMIG BLX Inteligentní, stupňově řízené zdroje pro svařování metodou MIG/MAG ve verzi kompaktní i s odděleným podavačem. Produktivita je klíčem k úspěchu současných firem a ta může být dosažena pomocí
SAFMIG BLX Inteligentní, stupňově řízené zdroje pro svařování metodou MIG/MAG ve verzi kompaktní i s odděleným podavačem. Produktivita je klíčem k úspěchu současných firem a ta může být dosažena pomocí
Materiálový list SWX 150 CHEMICKÉ SLOŽENÍ TAVIDLA APLIKACE TYPICKÉ ZÁKLADNÍ MATERIÁLY. Strana 1/5 KLASIFIKACE TAVIDLA:
 Strana 1/5 SKUPINA: METODA: VÝROBCE: KLASIFIKACE TAVIDLA: TYP TAVIDLA: Tavidla Tavidla Hobart Brothers Inc. EN ISO 14174 : S A FB 1 55 AC H5 Aglomerované fluorid-bazické tavidlo Polarita Bazicita (Boniszewski)
Strana 1/5 SKUPINA: METODA: VÝROBCE: KLASIFIKACE TAVIDLA: TYP TAVIDLA: Tavidla Tavidla Hobart Brothers Inc. EN ISO 14174 : S A FB 1 55 AC H5 Aglomerované fluorid-bazické tavidlo Polarita Bazicita (Boniszewski)
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex
 Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex Není nad opravdu dobrý nástroj Pro nás, jakožto vynálezce vysokootáčkového řezného kotouče, je plynulá optimalizace a zlepšení našich výrobků
Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex Není nad opravdu dobrý nástroj Pro nás, jakožto vynálezce vysokootáčkového řezného kotouče, je plynulá optimalizace a zlepšení našich výrobků
Technická příručka Svařování nerezavějících ocelí
 Technická příručka Svařování nerezavějících ocelí PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Všechno najdete zde Kompletní rozsah svařovacích a řezacích zařízení,
Technická příručka Svařování nerezavějících ocelí PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Všechno najdete zde Kompletní rozsah svařovacích a řezacích zařízení,
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
NOVINKY VE SVAŘOVACÍ TECHNICE OERLIKON
 NOVINKY VE SVAŘOVACÍ TECHNICE OERLIKON Ing.Jan Veverka, OMNITECH spol s.r.o. Oerlikon kompletní řada zdrojů pro svařování a dělení materiálů Kompletní řada zahrnují zdroje pro svařování metodou MMA, MIG/MAG,
NOVINKY VE SVAŘOVACÍ TECHNICE OERLIKON Ing.Jan Veverka, OMNITECH spol s.r.o. Oerlikon kompletní řada zdrojů pro svařování a dělení materiálů Kompletní řada zahrnují zdroje pro svařování metodou MMA, MIG/MAG,
Nabídka svářečské školy JK-WELD Mělník pro rok 2015
 Nabídka svářečské školy JK-WELD Mělník pro rok 2015 Evidenční číslo školy: 2-402 (v systému ANB) 3026-040 (v systému Stavcert) Poskytované služby: Základní kurzy svařování dle ČSN 05 0705 Zaškolení svářečů
Nabídka svářečské školy JK-WELD Mělník pro rok 2015 Evidenční číslo školy: 2-402 (v systému ANB) 3026-040 (v systému Stavcert) Poskytované služby: Základní kurzy svařování dle ČSN 05 0705 Zaškolení svářečů
Standardní balení obalených elektrod
 BALENÍ Typy balení pro obalené elektrody Standardní balení obalených elektrod Číslo GIN: - 00 Celé balení, 3 krabičky/karton - 10 Poloviční balení, 6 krabiček/karton Papírová krabička pro elektrody pro
BALENÍ Typy balení pro obalené elektrody Standardní balení obalených elektrod Číslo GIN: - 00 Celé balení, 3 krabičky/karton - 10 Poloviční balení, 6 krabiček/karton Papírová krabička pro elektrody pro
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Katalog přídavných materiálů
 Katalog přídavných materiálů www.airliquidewelding.cz www.airliquidewelding.sk Přídavné materiály O značce OERLIKON Jednička v celosvětovém svařování OERLIKON je součástí Air Liquide Welding Group. S
Katalog přídavných materiálů www.airliquidewelding.cz www.airliquidewelding.sk Přídavné materiály O značce OERLIKON Jednička v celosvětovém svařování OERLIKON je součástí Air Liquide Welding Group. S
OK AUTROD SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb)
") OK AUTROD 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drát pro svařování žáropevných a korozivzdorných ocelí, 9%-Ni ocelí a ocelí s podobným chemickým složením. Např. typů NiCr22Mo,
OK AUTROD 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drát pro svařování žáropevných a korozivzdorných ocelí, 9%-Ni ocelí a ocelí s podobným chemickým složením. Např. typů NiCr22Mo,
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
OK AUTROD 308L OK Autrod 16.10
 OK AUTROD 308L OK Autrod 16.10 SFA/AWS A 5.9: ER308L EN 12072: S 19 9 L Drát pro svařování nestabilizovaných nerezavějících ocelí typu 19Cr10Ni pod tavidlem. Používá se v kombinaci s tavidly OK Flux 10.92
OK AUTROD 308L OK Autrod 16.10 SFA/AWS A 5.9: ER308L EN 12072: S 19 9 L Drát pro svařování nestabilizovaných nerezavějících ocelí typu 19Cr10Ni pod tavidlem. Používá se v kombinaci s tavidly OK Flux 10.92
Vypracoval: Ing.Vojtěch Slavíček Vydání: 1 Schválil dne: František Klípa
 DISTANCE OCELOVÉ TYPU S Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
DISTANCE OCELOVÉ TYPU S Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
SONDEX. Celosvařované výměníky tepla SPS a SAW. Copyright Sondex A/S
 SONDEX Celosvařované výměníky tepla SPS a SAW Copyright Sondex A/S Sondex A/S je dánská společnost specializující se na vývoj, konstrukci a výrobu deskových výměníků tepla. Od svého založení v roce 1984
SONDEX Celosvařované výměníky tepla SPS a SAW Copyright Sondex A/S Sondex A/S je dánská společnost specializující se na vývoj, konstrukci a výrobu deskových výměníků tepla. Od svého založení v roce 1984
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
CITOTIG 240 & 310 AC/DC
 CITOTIG 20 & 310 AC/DC Svařovací zdroje TIG AC/DC pro náročné specialisty www.airliquidewelding.cz CITOTIG AC/DC Stroje CITOTIG AC/DC jsou konstruované s cílem splnit požadavky většiny náročných svářečů.
CITOTIG 20 & 310 AC/DC Svařovací zdroje TIG AC/DC pro náročné specialisty www.airliquidewelding.cz CITOTIG AC/DC Stroje CITOTIG AC/DC jsou konstruované s cílem splnit požadavky většiny náročných svářečů.
Vyrobeno v České republice. od roku Profesionální bimetalové pilové pásy
 Vyrobeno v České republice od roku 1934 Profesionální bimetalové pilové pásy O NÁS OD ROKU 80 let zkušeností s výrobou řezných nástrojů. Výroba řezných nástrojů začala v Hulíně již v roce 1934. Firma byla
Vyrobeno v České republice od roku 1934 Profesionální bimetalové pilové pásy O NÁS OD ROKU 80 let zkušeností s výrobou řezných nástrojů. Výroba řezných nástrojů začala v Hulíně již v roce 1934. Firma byla
Invertorový zdroj pro svařování metodou MIG/MAG. Počátek nové éry
 Invertorový zdroj pro svařování metodou MIG/MAG Počátek nové éry OPTIPULS i Velmi jednoduché a uživatelsky příjemné ovládání, vynikající svařovací vlastnosti a kompaktní a odolná konstrukce to vše předurčuje
Invertorový zdroj pro svařování metodou MIG/MAG Počátek nové éry OPTIPULS i Velmi jednoduché a uživatelsky příjemné ovládání, vynikající svařovací vlastnosti a kompaktní a odolná konstrukce to vše předurčuje
Technická příručka Příručka pro svařování pod tavidlem
 Technická příručka Příručka pro svařování pod tavidlem TAVIDLA A DRÁTY PRO SVAŘOVÁNÍ NELEGOVANÝCH, NÍZKOLEGOVANÝCH, NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Vše pro svařování Nabízíme kompletní sortiment
Technická příručka Příručka pro svařování pod tavidlem TAVIDLA A DRÁTY PRO SVAŘOVÁNÍ NELEGOVANÝCH, NÍZKOLEGOVANÝCH, NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Vše pro svařování Nabízíme kompletní sortiment
DRÁTY PRO SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH
 DRÁTY PRO SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Základní doporučení pro svařování v ochranných atmosférách, výběr plynu... C1 Přehled platných norem pro přídavné materiály pro metody MIG/MAG/WIG... C2 Celkový
DRÁTY PRO SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Základní doporučení pro svařování v ochranných atmosférách, výběr plynu... C1 Přehled platných norem pro přídavné materiály pro metody MIG/MAG/WIG... C2 Celkový
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE
 PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou
collect: Kryty šachet Shromažďovat, pojmout a zachycovat
 collect: Kryty šachet Shromažďovat, pojmout a zachycovat 136 Kryty šachet Výplňové kryty Pozinkované a nerezové kryty TopTek UNIFACE GS/SS 140 Hliníkové kryty TopTek UNIFACE AL TopTek UNIFACE SMART AL
collect: Kryty šachet Shromažďovat, pojmout a zachycovat 136 Kryty šachet Výplňové kryty Pozinkované a nerezové kryty TopTek UNIFACE GS/SS 140 Hliníkové kryty TopTek UNIFACE AL TopTek UNIFACE SMART AL
Obsah KAPITOLY. 1 Svařované nerezové trubky 4-6. 2 Čtyřhranné a obdélníkové svařované trubky 7-9. 3 Bezešvé trubky 10-14.
 KATALOG PRODUKTŮ Obsah KAPITOLY listy 1 Svařované nerezové trubky 4-6 2 Čtyřhranné a obdélníkové svařované trubky 7-9 3 Bezešvé trubky 10-14 4 Duté tyče 15-16 5 Tyčové materiály 17-22 6 Nerezové potrubí
KATALOG PRODUKTŮ Obsah KAPITOLY listy 1 Svařované nerezové trubky 4-6 2 Čtyřhranné a obdélníkové svařované trubky 7-9 3 Bezešvé trubky 10-14 4 Duté tyče 15-16 5 Tyčové materiály 17-22 6 Nerezové potrubí
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Svitková helma DSP508 Ochranný prvek vnitřních hran svitků
 Svitková helma DSP508 Ochranný prvek vnitřních hran svitků DSP je nová generace ochraných prvků v oblasti ochrany vnitřních hran svitků při mezioperačních a skladových přesunech. Celoplastový vnitřní kruh
Svitková helma DSP508 Ochranný prvek vnitřních hran svitků DSP je nová generace ochraných prvků v oblasti ochrany vnitřních hran svitků při mezioperačních a skladových přesunech. Celoplastový vnitřní kruh
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
LITHOPLAST INSTAL TECHNICKÝ LIST PN VÝROBCE: LITHOPLAST, s.r.o.
 VÝROBCE: Tento dokument platí pro výrobu, zkoušení, přejímku a dodávání výrobku. je jednovrstvá nopová fólie vyrobená z vysokohustotního polyetylenu HDPE bez stabilizačních přísad proti UV záření. Nopová
VÝROBCE: Tento dokument platí pro výrobu, zkoušení, přejímku a dodávání výrobku. je jednovrstvá nopová fólie vyrobená z vysokohustotního polyetylenu HDPE bez stabilizačních přísad proti UV záření. Nopová
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU
 ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU Označení a název ČOS 343902, 4. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ Změna č. 1 Část č. 1 (velikost
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU Označení a název ČOS 343902, 4. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ Změna č. 1 Část č. 1 (velikost
collect: Kryty šachet Shromažďovat, pojmout a zachycovat
 collect: Shromažďovat, pojmout a zachycovat 180 Kliknutím na stránky se přesunete na požadovaný výrobek Úvod Přehled krytů Certifikace 182 183 Výplňové kryty Pozinkované a nerezové kryty TopTek UNIFACE
collect: Shromažďovat, pojmout a zachycovat 180 Kliknutím na stránky se přesunete na požadovaný výrobek Úvod Přehled krytů Certifikace 182 183 Výplňové kryty Pozinkované a nerezové kryty TopTek UNIFACE
Expert na svařování MMA
 Expert na svařování MMA Invertor, tyristor i usměrňovač, kompletní nabídka zařízení Oerlikon na svařování obalenými elektrodami. www.oerlikon-welding.com www.airliquidewelding.com Svařování MMA Při svařování
Expert na svařování MMA Invertor, tyristor i usměrňovač, kompletní nabídka zařízení Oerlikon na svařování obalenými elektrodami. www.oerlikon-welding.com www.airliquidewelding.com Svařování MMA Při svařování
Katalog náhradních, spotřebních dílů a příslušenství pro svařování
 Katalog náhradních, spotřebních dílů a příslušenství pro svařování 2013 MIG/MAG svařování FE svařovací hořáky MMT svařovací hořáky PMT svařovací hořáky WELDSNAKE svařovací hořáky MMG svařovací hořáky MMG
Katalog náhradních, spotřebních dílů a příslušenství pro svařování 2013 MIG/MAG svařování FE svařovací hořáky MMT svařovací hořáky PMT svařovací hořáky WELDSNAKE svařovací hořáky MMG svařovací hořáky MMG
NOVÝ Zpětný ventil. Typ 561 a 562. www.titan-plastimex.cz
 NOVÝ Zpětný ventil Typ 561 a 562 www.titan-plastimex.cz VÝHODY Nové zpětné ventily jsou maximálně spolehlivé a výkonné díky optimalizované geometrii proudění vede k vašemu prospěchu a vyššímu zisku. Zpětné
NOVÝ Zpětný ventil Typ 561 a 562 www.titan-plastimex.cz VÝHODY Nové zpětné ventily jsou maximálně spolehlivé a výkonné díky optimalizované geometrii proudění vede k vašemu prospěchu a vyššímu zisku. Zpětné
... teplo pro Vás. technický ceník. Platnost cen od 01.05.2011
 ... teplo pro Vás technický ceník Platnost cen od 01.05.2011 04/2011 ZÁRUKA LET GARANCE 10 Nový závod KORADO, a.s. je v současné době svým technologickým vybavením a organizačním uspořádáním nejmodernějším
... teplo pro Vás technický ceník Platnost cen od 01.05.2011 04/2011 ZÁRUKA LET GARANCE 10 Nový závod KORADO, a.s. je v současné době svým technologickým vybavením a organizačním uspořádáním nejmodernějším
PRECIZNOST VÝROBY PILOVÝCH PÁSŮ
 PRECIZNOST VÝROBY PILOVÝCH PÁSŮ Dělení materiálů pásovými pilami se stalo sofistifikovanou vyspělou technologií. Firma EBERLE se zařadila mezi nejvýznamnější výrobce pilových pásů díky vysoce zkušenému
PRECIZNOST VÝROBY PILOVÝCH PÁSŮ Dělení materiálů pásovými pilami se stalo sofistifikovanou vyspělou technologií. Firma EBERLE se zařadila mezi nejvýznamnější výrobce pilových pásů díky vysoce zkušenému
PŘÍPADOVÉ STUDIE. AGADOS, s.r.o. Situace: Výchozí stav: Obchodní cíle: Řešení mygem :
 PŘÍPADOVÉ STUDIE AGADOS, s.r.o. AGADOS s.r.o. je společnost, která vyrábí vysoce spolehlivé výrobky. Jednou z priorit firmy je kvalita vyráběných přívěsů. Jejich dlouhověkost je zajištěna kvalitním designérským,
PŘÍPADOVÉ STUDIE AGADOS, s.r.o. AGADOS s.r.o. je společnost, která vyrábí vysoce spolehlivé výrobky. Jednou z priorit firmy je kvalita vyráběných přívěsů. Jejich dlouhověkost je zajištěna kvalitním designérským,
LITHOPLAST INSTAL TECHNICKÝ LIST PN VÝROBCE: LITHOPLAST, s.r.o.
 Tento dokument platí pro výrobu, zkoušení, přejímku a dodávání výrobku LITHOPLAST INSTAL. LITHOPLAST INSTAL je jednovrstvá nopová fólie vyrobená z vysokohustotního polyetylenu HDPE bez stabilizačních přísad
Tento dokument platí pro výrobu, zkoušení, přejímku a dodávání výrobku LITHOPLAST INSTAL. LITHOPLAST INSTAL je jednovrstvá nopová fólie vyrobená z vysokohustotního polyetylenu HDPE bez stabilizačních přísad
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr
 Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
Vynikající kvalita řezů a konzistence materiálu Maximální produktivita Minimální provozní náklady Nesrovnatelná flexibilita průběhu pálení
 Vynikající kvalita řezů a konzistence materiálu Maximální produktivita Minimální provozní náklady Nesrovnatelná flexibilita průběhu pálení Vynikající kvalita řezů a konzistence materiálu Plasma HPR řeže
Vynikající kvalita řezů a konzistence materiálu Maximální produktivita Minimální provozní náklady Nesrovnatelná flexibilita průběhu pálení Vynikající kvalita řezů a konzistence materiálu Plasma HPR řeže
Silniční keramická směs HF / LF. Silniční sintermetalická směs HS / LS
 SBS je synonymem pro vynikající výrobky v oblasti brzdových destiček. Výrobce, firma Obtec a/s byla založena v roce 1964 a v roce 1977 byla tato firma první, která nabízela brzdové destičky bez příměsi
SBS je synonymem pro vynikající výrobky v oblasti brzdových destiček. Výrobce, firma Obtec a/s byla založena v roce 1964 a v roce 1977 byla tato firma první, která nabízela brzdové destičky bez příměsi
PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE
 PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE 1 Úvod Ing. Jan Veverka, OMNITECH spol. s r.o. Použití PM v jaderné energetice podléhá poměrně přísným pravidlům jak při schvalování náhrad původních přídavných materiálů,tak
PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE 1 Úvod Ing. Jan Veverka, OMNITECH spol. s r.o. Použití PM v jaderné energetice podléhá poměrně přísným pravidlům jak při schvalování náhrad původních přídavných materiálů,tak
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
PRINZ technika řetězových pil: Výzva pro řezání
 PRINZ technika řetězových pil: Výzva pro řezání V oblasti techniky řetězových pil vyvíjí a vyrábí přední rakouská společnost PRINZ už od roku 1947 pro profesionální použití pily, příslušenství a náhradní
PRINZ technika řetězových pil: Výzva pro řezání V oblasti techniky řetězových pil vyvíjí a vyrábí přední rakouská společnost PRINZ už od roku 1947 pro profesionální použití pily, příslušenství a náhradní
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
ELGEF Plus. Modulární systém pro velké rozměry až. tvarovek. www.titan-metalplast.cz
 Modulární systém pro velké rozměry až do 2000 mm ELGEF Plus Systém sedlových tvarovek Výhody systému sedlových tvarovek Využijte maximální flexibilitu inteligentního a modulárního systému velkých dimenzí,
Modulární systém pro velké rozměry až do 2000 mm ELGEF Plus Systém sedlových tvarovek Výhody systému sedlových tvarovek Využijte maximální flexibilitu inteligentního a modulárního systému velkých dimenzí,