VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÝROBA KUŽELOVÉHO OZUBENÉHO KOLA NA UNIVERZÁLNÍ CNC FRÉZCE
|
|
|
- Aneta Urbanová
- před 8 lety
- Počet zobrazení:
Transkript
1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KUŽELOVÉHO OZUBENÉHO KOLA NA UNIVERZÁLNÍ CNC FRÉZCE PRODUCTION OF BEVEL GEAR ON UNIVERSAL CNC MILLING MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR ALEŠ HOLEČEK Ing. OSKAR ZEMČÍK, Ph.D. BRNO 2013
2 Zadání
3 Licenční smlouva
4 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Tato práce se zabývá jak teoretickým popsáním problematiky kuželových ozubených kol, tak praktickým vytvořením 3D modelu zvoleného ozubeného kuželového kola a jeho NC obráběcího programu pro universální CNC obráběcí stroj za pomocí vhodné CAD/CAM aplikace. Na závěr je provedeno posouzení této metody obrábění oproti klasickým metodám z hlediska technicko-ekonomického. Klíčová slova kuželová ozubena kola, CNC obrábění, CAD/CAM, PowerMILL, Inventor, NC program, 5-ti osé obrábění, frézování, obráběcí strategie ABSTRACT This bachelor s thesis deals with both theoretical describing of the bevel gears issues, thus creating a practical 3D model of the selected gear bevel gear and its NC machining programme for universal CNC machine tools with the help of a suitable CAD/CAM applications. At the end, an evaluation of this method compared to conventional machining methods in terms of techno-economic is made. Key words bever gears, CNC working, CAD/CAM, PowerMILL, Inventor, NC program, five axis machining, milling, working strategy BIBLIOGRAFICKÁ CITACE HOLEČEK, A. Výroba kuželového ozubeného kola na univerzální CNC frézce. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí bakalářské práce Ing. Oskar Zemčík, Ph.D
5 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 Prohlášení Prohlašuji, že jsem bakalářskou práci na téma Výroba kuželového ozubeného kola na univerzální CNC frézce vypracoval samostatně s použitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce. Datum Aleš Holeček
6 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 Poděkování Děkuji tímto Ing. Oskaru Zemčíkovi, Ph.D. za cenné připomínky a rady při vypracování bakalářské práce.
7 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 OBSAH Abstrakt...4 Prohlášení...5 Poděkování...6 Obsah...7 Úvod Teorie kuželových ozubených kol Různoběžnost a mimoběžnost os u ozubených soukolí Kuželové soukolí Základní pojmy kuželového soukolí Dělení kuželových ozubených kol podle tvaru věnce Dělení kuželových kol podle vzájemné polohy os Dělení kuželových kol podle směru stoupání zubů Dělení kuželových kol podle zakřivení zubů Silové poměry v kuželovém soukolí Porovnávací (virtuální) kolo Podřezání zubů Korekce zubů Materiály kuželových kol Způsoby výroby kuželových kol Přímé a šikmé ozubení Frézování tvarovou frézou Frézování nožovými hlavami Obrážení podle šablony Obrážení dvěma noži Protahování Výroba zakřiveného ozubení Frézování čelní nožovou hlavou (způsob Oerlikon) Frézování čelní nožovou hlavou (způsob Gleason) Frézování kuželovou odvalovací frézou (způsob Klingelnberg) CNC obrábění kuželových kol Dokončování ozubených kol Stříškování a oblení hran Broušení Lapování Zaběhávání Kontrola ozubení Volba kuželového ozubeného kola Návrhový výpočet a výpočet pevnosti soukolí Volba polotovaru Tvorba 3D modelu kuželového ozubeného kola Přímé generování modelu speciálním softwarem Tvorba modelu pomocí virtuálního kola Postup tvorby 3D modelu ozubeného kuželového kola Tvorba v programu Auto CAD Tvorba v programu Autodesk Inventor Professional Tvorba CNC programu kuželového kola...37
8 FSI VUT BAKALÁŘSKÁ PRÁCE List Import modelu Transformace modelu Volba polotovaru Pracovní roviny Rychloposuvy Hranice Hrubovaní modelu Volba hrubovacího nástroje Přesun roviny do nástroje Volba hrubovací strategie Dokončovací operace Volba dokončovacího nástroje Volba dokončovací strategie Kruhové kopírování drah NC program Tvorba NC programu Animace NC programu Zapsání NC programu Kontrola trvanlivosti nástroje Technologicko-ekonomické zhodnocení Strojní časy Strojní časy PowerMILL Strojní časy - obrábění Náklady na výrobu Náklady využití universální CNC frézky Náklady standardní obrábění na odvalovacích strojích Gleason...54 Závěr...56 Seznam použitých zdrojů...57 Seznam použitých zkratek a symbolů...59 Seznam příloh...61
9 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 ÚVOD Výroba ozubených kol patří ve strojírenském průmyslu zcela jistě k jednomu z velmi důležitých výrobních procesů. Ozubená kola patří mezi složitější strojní součásti, a to jak po stránce teoretické a konstrukční, tak výrobní. Soukolí dvou ozubených kol je základním prvkem k realizaci přenosu kroutícího momentu z hnacího hřídele na hnaný. K transformaci mechanické energie a pohybu zde dochází bez skluzu s přesným převodovým číslem, a to vzájemným odvalem zubů po svých plochách, nejčastěji evolventních. V řadě případů je třeba realizovat přenášení točivého momentu a mechanické energie mezi hřídeli umístěnými jinak než rovnoběžně. Zde již hrají velkou roli právě kuželová ozubená kola. Tato kola jsou výrobně náročná. Jejich způsob obrábění je pro každý typ speciální ve smyslu odlišných tvarů tvořících křivek zubů. Používají se převážně v průmyslu automobilovém (diferenciály a převodovky), v zemědělství, u výrobních a obráběcích strojů atd. Využití kuželových kol se zakřivenými zuby (Gleason, Klingelnberg, Oerlikon) se rozšiřuje, zvláště pro jejich výhody jako: plynulejší a tišší chod, delší životnost a větší přenos výkonu než u kol s přímým ozubením. V této práci jsou popsány jak jednotlivé druhy ozubených kol a jejich metody výroby, tak postup tvorby 3D modelu zvoleného kola a jeho NC obráběcího programu pro universální CNC obráběcí stroj. K tomuto účelu byl zvolen CAD/CAM software PowerMILL, podporující obrábění v 5-ti osách. Výsledný NC program má být připraven pro nahrání do obráběcího stroje. Poslední kapitola se zabývá technicko-ekonomickým porovnání této metody obrábění oproti metodě klasické pro dané zvolené kolo.
10 FSI VUT BAKALÁŘSKÁ PRÁCE List 10 1 TEORIE KUŽELOVÝCH OZUBENÝCH KOL 1.1 Různoběžnost a mimoběžnost os u ozubených soukolí Při konstrukci je často potřeba zrealizovat přenášení točivého momentu a mechanické energie mezi různoběžnými nebo mimoběžnými hřídeli. Za tímto účelem lze volit kuželová, hypoidní, spiroidní a šneková ozubená soukolí (viz obr 1.1). Obr. 1.1 Schématické srovnání ozubených kuželových kol s různoběžnými a mimoběžnými osami hřídelů pastorku a kola. Pro porovnání je zařazeno i šnekové soukolí. [3] Kuželová soukolí různoběžné osy, kola mají ozubení vytvořené na kuželových plochách. Hypoidní soukolí malá vzdálenost mimoběžných os, roztečné plochy kol jsou rotační hyperboloidy. Spiroidní soukolí velká vzdálenost mimoběžných os, pastorek připomíná spíše kuželový šnek. Šneková soukolí mimoběžné osy, válcový šnek představuje jednochodý nebo vícechodý šroub, jedná se o zvláštní případ šroubového soukolí.
11 FSI VUT BAKALÁŘSKÁ PRÁCE List Kuželové soukolí Valivá kuželová soukolí se používají pro přenos kroutícího momentu mezi dvěma různoběžnými hřídeli, přičemž úhel os obou kol může být skloněný pod různým úhlem, nejčastěji však 90. Vzájemný pohyb kol se děje odvalováním po roztečných kuželích. Přenos otáčivého pohybu a mechanické energie se realizuje z jednoho hřídele na druhý bez skluzu se stálým převodovým poměrem. Jedná se zde o mechanický kontaktní převod s tvarovým stykem. Oproti čelnímu soukolí pracuje soukolí kuželové s menší účinností a je náročnější na výrobu i montáž. Výroba kuželových ozubených kol vyžaduje speciální (často jednoúčelové) obráběcí stroje a nástroje, a kromě délkových úchylek je třeba sledovat i úchylky úhlové; dosažení daného stupně přesnosti je tak obtížnější. Zuby kuželových kol mohou být přímé, šikmé a zakřivené. Druh použitého ozubení úzce souvisí s provozními podmínkami, především s maximální obvodovou rychlostí a nároky na hlučnost a plynulost navrhovaného převodu. Pastorek bývá nejčastěji uložen letmo. Kuželová soukolí přenáší výkon 2 až 500 kw, obvodová rychlost se pohybuje v rozmezí 0,3 až 40 m/s při extrémních podmínkách se obvodová rychlost dostane na hranici 130 m/s, přičemž maximální otáčky mohou dosáhnout min -1. Převodový poměr kuželového soukolí má velikost 1 až 5 (v extrémech 8), což je nejmenší ze všech ozubených soukolí. Účinnost kuželového soukolí je srovnatelná s účinností čelního soukolí v rozmezí 96 až 99 %. [6] 1.3 Základní pojmy kuželového soukolí δ - úhel roztečného kužele δa - úhel hlavového kužele δf - úhel patního kužele ϑ - úhel zubu ϑ a - úhel hlavy zubu ϑ f - úhel paty zubu Rd - délka povrchové přímky roztečného kužele b - šířka ozubení Dae - vnější hlavový průměr D - roztečný průměr h - výška zubu ha - výška hlavy zubu hf - výška paty zubu Obr. 1.2 Kuželové soukolí se základními rozměry [7]
12 FSI VUT BAKALÁŘSKÁ PRÁCE List Dělení kuželových ozubených kol podle tvaru věnce Polohy patního a hlavového kužele vůči roztečnému kužely souvisí s výškou zubu. Věnce kuželových ozubených kol dělíme tak do tří základních kategorií [2, 4]: Typ I - Hlavová, patní a roztečná kuželová plocha má společný vrchol. Pro typ věnce I je zpravila normalizován vnější čelní modul m et (viz obr. 1.3a). Typ II - Vrchol patního kužele je posunut tak, aby šířka zubové mezery byla konstantní. Pro typ věnce II je normalizován střední normálový modul m mn (viz obr. 1.3b). Typ III - Konstantní výška zubů. Površky všech kuželů jsou rovnoběžné. Pro typ věnce III je normalizován střední normálový modul m mn (viz obr. 1.3c). Obr. 1.3 Tvary věnce kuželových ozubených kol [3]
13 FSI VUT BAKALÁŘSKÁ PRÁCE List Dělení kuželových kol podle vzájemné polohy os Obr. 1.4 Dělení kuželových ozubených kol podle vzájemné polohy os [7] a) Soukolí s vnějším ozubením pravoúhlé (Σ=90 ) b) Soukolí s vnějším ozubením kosoúhlé (Σ<90 nebo Σ >90 ) c) Základní soukolí (δ2=90 ), dostáváme tzv. korunové (talířové) kolo d) Soukolí s vnitřním ozubením 1.6 Dělení kuželových kol podle směru stoupání zubů U soukolí s šikmými a zakřivenými zuby je požadováno, aby byl otáčivý pohyb převážně v jednom směru. Směr zakřivení zubu se potom volí tak, aby axiální síly působící na kola měly snahu kola ze záběru vytlačovat (zuby vstupují do záběru svými silnějšími konci na vnější čelní ploše kol). Směr stoupání zubů tak dělíme na levý a pravý (viz obr. 1.5). [16] Obr. 1.5 Směr stoupání zubů (A levý, B pravý) [16] 1.7 Dělení kuželových kol podle zakřivení zubů Kuželová soukolí dělíme podle průběhu zubu na kuželová kola s přímými, šikmými a zakřivenými zuby (viz obr. 1.6). Kola se od sebe liší nejen způsobem výroby, ale i svými vlastnostmi. Přímé ozubení - při letmém uložení jednoho z kol vzniká nebezpečí větších deformací hrozí hranový záběr, a tím snížená životnost, neklidný chod a hlučnost. Vhodné pro méně náročné převody a pro nižší obvodové rychlosti 2 až 3 m.s -1.
14 FSI VUT BAKALÁŘSKÁ PRÁCE List 14 Šikmé a zakřivené ozubení - Menší citlivost na výrobní nepřesnosti a na deformace, klidnější a tišší chod, umožňují dosáhnout vyšších převodových poměrů v jednom stupni (až i = 8). Používá se pro vyšší obvodové rychlosti, vyšší zatížení a dosahují vyšší trvanlivosti oproti přímému ozubení. [2] Typy zakřiveného ozubení Gleason zuby zakřivené podle kružnice (kruhové ozubení, ozubení Zerol) Oerlikon zuby zakřivené podle prodloužené epicykloidy (eloidní ozubení) Klingelnberg zuby zakřivené podle prodloužené evolventy (paloidní ozubení) nebo epicykloidy (cyklopaloidní ozubení) a) kola s přímými zuby b) kola s šikmými zuby c) kola s kruhovými zuby d) kola s kruhovými zuby systém Zerol e) kola s paloidními zuby f) kola s evolventními zuby g) kola se spirálními zuby Obr. 1.6 Druhy zakřivení zubů [2]
15 FSI VUT BAKALÁŘSKÁ PRÁCE List Silové poměry v kuželovém soukolí V místě styku kol při zatížení kroutícím momentem dochází ke vzniku sil. Tyto vzájemné síly jsou velikostně stejné, ale opačně orientované. Radiální a axiální síla působí směrem do zubu. Zakřivení zubu a směr kroutícího momentu určuje smysl axiální síly (viz obr. 1.7). Vznikající síly jsou dále přenášeny na konstrukci stroje. [3] Obr. 1.7 Sílové poměry v soukolí [10] 1.9 Porovnávací (virtuální) kolo Ke každému kuželovému kolu lze přiřadit pomyslné evolventní válcové kolo s přímými zuby, jehož profil je prakticky stejný jako normálný profil zubů kuželového kola, zpravidla ve středním příčném řezu. [2] Obr. 1.8 Vznik porovnávacího (virtuálního) kola [2]
16 FSI VUT BAKALÁŘSKÁ PRÁCE List Podřezání zubů K podřezání dochází, když je záběr hlavy zubu v patě zubu protikola mimo funkční část evolventy. Při výrobě tak dochází k tomu, že výrobní nástroj podřezává patu zubu kola. Takto poškozený zub je v patě zeslaben a dochází zde ke koncentraci napětí. Toto napětí nepříznivě působí při ohybovém namáhání. Zub je zeslaben a má nižší únosnost. Pro vznik podřezání má rozhodující vliv mezní počet zubů. [2] 1.11 Korekce zubů Nedostatky běžného (nekorigovaného) ozubení se dají zmírnit nebo odstranit vhodnou korekcí zubů. Radiálním (výškovým) a tangenciálním (obvodovým) posunutím nožů při výrobě je možné měnit geometrické, kinematické a pevnostní charakteristiky ozubení. Radiální (výškové) posunutí je určené součinitelem x, tangenciální (obvodové) posunutí je dané součinitelem xτ. Kuželová soukolí se ve většině případů vyrábí jako ozubení VN, tedy x = x 1 = -x 2 a xτ = xτ 1 = -xτ 2. [2] Korigováním ozubení je možné: Zabránit podřezání zubu Zabránit špičatosti zubů Zabránit vzniku výrobních a provozních interferencí zubů Snížit hlučnost a vibrace ozubení Zlepšit účinnost Zlepšit únosnost ozubení (dotyk, ohyb, zadírání, opotřebení) 1.12 Materiály kuželových kol Kuželová kola se vyrábějí z plastů neželezných kovů a ocelí. Pastorek musí být pevnější a tvrdší než kolo. Kola se vyrábějí samostatně a na hřídel se upevňují pery nebo pomocí drážkování na hřídeli a v náboji. Používané materiály: Kompozity a plasty: textit, teflon Neželezné kovy: mosazi, bronzy, dural, titanové slitiny Oceli: šedá litina ( ) tvárná litina ( ) ocel na odlitky (legované , ; nelegované ) uhlíková ocel (konstrukční: ; ušlechtilé: ) legovaná ocel (13 242, , ) vysoce legovaná ocel (17 243, )
17 FSI VUT BAKALÁŘSKÁ PRÁCE List 17 2 ZPŮSOBY VÝROBY KUŽELOVÝCH KOL 2.1 Přímé a šikmé ozubení Frézování tvarovou frézou Frézování tvarovou (kotoučovou nebo stopkovou) frézou (viz obr. 2.1) se uskutečňuje na universálních frézkách dělícím způsobem tak, že po obrobení jedné zubové mezery je vždy kolo pootočeno o jednu rozteč a postup se zopakuje. Při hrubování se obrábí každý bok zubu zvlášť. Tvarovou kotoučovou frézou se vyrábějí ozubená kola s přímým a šikmým ozubením, čepovou frézou lze navíc obrábět i ozubení šípové a zakřivené. Použití této metody je pro ozubení větších modulů a u kol s malou přesností. Tvarovou frézou teoreticky nelze vyrobit správné kuželové ozubení, neboť nástroj není schopen lineárně zmenšovat svůj modul. Dále je metoda používána k hrubování kol před dokončením odvalovacím způsoben. [14] Obr. 2.1 Frézování ozubení kuželového kola kotoučovou tvarovou frézou [14] Frézování nožovými hlavami Tato metoda je používána pro výrobu kuželových kol menších a středních rozměrů. Nástroj jsou dvě kotoučové nožové hlavy se vsazenými břity, které se v zubové mezeře vzájemně překrývají. Princip výroby spočívá v odvalování vyráběného ozubení po plochém základním kole, jehož zuby jsou tvořeny největšími břity dvou frézovacích hlav. Odvalování zajišťuje natáčení kolébky nebo odvalování frézovacích hlav a natáčením obrobku. Ozubení se frézuje dělícím způsobem a obrobek vykonává radiální posuv na hloubku zubu, následuje frézování boku zubů odvalem. Zubová mezera je tak vytvořena zapichováním a odvalováním bez podélného posuvového pohybu frézovacích hlav. Zuby mají soudečkový tvar, zubové mezery mají tvar kruhového oblouku. [14]
18 FSI VUT BAKALÁŘSKÁ PRÁCE List 18 Obr. 2.2 Frézování ozubení kuželového kola pomocí dvou kotoučových nožových hlav [14] Obrážení podle šablony Obrážení podle šablony se používá pro výrobu přesnějších kol s většími moduly. Dochází zde k výrobě přesného kuželového ozubení, ale s horší jakostí povrchu. Obráběné kolo je upnuto na hřídel dělícího přístroje. Pro výrobu jednoho zubu se vždy pootočí o jednu rozteč. Obráběcí nože (v nožových hlavách suportů) se pohybují po vedení suportů přímočarým vratným pohybem a pomocí vačky posunového zařízení se posunou o danou hodnotu. Poloha nástroje potřebná k obrobení boku zubů je určena kopírovací kladkou umístěnou na konci vedení suportu, která se odvaluje po šabloně. [14] Obr. 2.3 Obrážení ozubení kuželového kola podle šablony [14]
19 FSI VUT BAKALÁŘSKÁ PRÁCE List Obrážení dvěma noži Obrážením dvěma noži dochází k výrobě boku zubu s odvalem, každý nůž obrábí jeden bok zubové mezery. Nože mají tvar lichoběžníku a jsou upnuty v otočné hlavě. Jejich ostří představuje zubovou mezeru pomyslného plochého základního kola, se kterým je obráběné kolo v záběru. Dochází zde k výrobě přesného evolventního tvaru zubů. Použití u kuželových kol větších modulů pro přímé a šikmé ozubení. [14] Obr. 2.4 Odvalovací obrážení ozubení kuželového kola dvěma noži [14] Protahování Tento způsob výroby se používá ve velkosériové výrobě kuželových kol s přímými zuby. Nástrojem je vodorovně upnutý kotoučový protahovák, který má na svém obvodu umístěny segmenty s jednotlivými břity (odstupňované podle tvaru zubové mezery). Pří této metodě je evolventní zakřivení nahrazeno kruhovým. Nástroj koná rotační pohyb a posouvá se podél zubu od menšího profilu k většímu. V místě vynechaných břitů dochází k otočení obrobku o jednu zubovou mezeru. [14] Obr. 2.5 Protahování ozubení kuželového kola [14]
20 FSI VUT BAKALÁŘSKÁ PRÁCE List Výroba zakřiveného ozubení Frézování čelní nožovou hlavou (způsob Oerlikon) Jedná se o odvalovací frézování čelní nožovou hlavou, která vytváří boky zubů obráběného kola plynulým odvalem nedochází zde k dělícím pohybům. Ozubení vzniká kombinací tří na sobě nezávislých pohybů: rotační pohyb hlavy, rotační pohyb obrobku a natáčení unášivé desky. Jednotlivé břity jsou uspořádány tak, že tvoří části samostatných spirál. [14] Obr. 2.6 Frézování ozubení kuželových kol se zakřivenými zuby způsobem Oerlikon [14] 1 obráběné kolo, 2 unášecí deska, 3 pomyslné základní kolo, 4 nožová hlava Frézování čelní nožovou hlavou (způsob Gleason) Jedná se o metodu odvalovacího frézování kuželových kol dělícím způsobem pomocí čelní nožové hlavy. Princip vyplývá z dvoubokého odvalu pomyslného plochého základního kola s kolem obráběným. Základní kolo je tvořeno unášivou deskou, na níž je upnuta frézovací hlava. Nože frézovací hlavy mají lichoběžníkový profil a jsou uspořádány za sebou s vystřídanými vnitřními a vnějšími břity. Nejprve se obrobek přisune radiálně na hloubku zubové mezery. Poté jsou automaticky zapnuty odvalovací pohyby. Pohyby unášecí desky a nástroje jsou sladěny podle převodového poměru záběru základního a obráběného kola. Obrobeny jsou oba boky zubové mezery. Poté dochází odsunutí obrobku od nástroje a jeho pootočení o další zubovou mezeru. Celý proces se opakuje do vyrobení všech zubových mezer. [14]
21 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 Obr. 2.7 Frézování ozubení kuželových kol se zakřivenými zuby způsobem Gleason [14] 1 obráběné kolo, 2 nožová hlava, 3 unášecí deska, 4 pomyslné základní kolo Frézování kuželovou odvalovací frézou (způsob Klingelnberg) Paloidní ozubení je vytvářeno odvalovacím frézováním pomocí kuželové frézy, která vytváří boky zubů obráběného kola plynulým odvalem. Zubové mezery jsou vytvořeny kombinací tří pohybů: rotační pohyb frézy, rotační pohyb obrobku a odvalovací pohyb frézy na unášecí desce. Tento způsob je vhodný pro malosériovou a kusovou výrobu. Cyklopaloidní ozubení je vyráběno na stejném principu jako u metody Oerlikon. Rozdíl spočívá v konstrukci nožové hlavy, která je dvoudílná a uspořádaná tak, že všechny vnější nože jsou v jedné části a vnitřní nože v druhé části hlavy. Obě části se mohou vzájemně posouvat, což umožňuje vytvářet křivky s různými poloměry křivosti. Tím vzniká požadované zakřivení zubů. Je to produktivní způsob výroby kuželových kol pro menší až střední moduly. [14] Obr. 2.8 Frézování kuželových kol s paloidním ozubením metodou Klingelnberg [14] 1 obráběné kolo, 2 kuželová odvalovací fréza, 3 unášecí deska, 4 pomyslné základní kolo
22 FSI VUT BAKALÁŘSKÁ PRÁCE List CNC obrábění kuželových kol Provádí se na universálních CNC obráběcích centrech (5 až 8 os), která jsou ovládána pomocí programu nahraného v paměti CNC systému. Podle velikosti a složitosti kola se může strojní čas pohybovat v řádu hodin. Proto se tato metoda hodí spíše pro kusovou a malosériovou výrobu (modul ozubeného kola větší než 2). Touto metodou lze prakticky obrábět jakýkoliv typ ozubeného kola. Používají se universální nástroje (válcové a kulové stopkové frézy). Pro zajištění optimální přesnosti a kvality povrchu vyráběného ozubení je třeba zajistit polohu nástroje vůči povrchu zubu tečně k vektoru řezné rychlosti Speciální technologie obrábění, kapitola: Ozubená kola a ozubené převody [4]. Obr Frézování kuželových kol na CNC obráběcích centrech [18] 2.3 Dokončování ozubených kol Stříškování a oblení hran Jedná se o úpravu tvaru náběžné hrany ozubení. Nejčastěji se provádí frézováním stopkovou frézou (volenou podle modulu obráběného kola) na speciálních strojích pracujících v poloautomatickém, či automatickém režimu, případně s CNC řízením. Upnutý obrobek se otáčí a pracující nástroj je řízen buď vačkovým mechanismem (podle povrchu ozubeného kola), nebo s pomocí CNC řízení. Lze také použít speciální rotační nástroj pro rotační srážení hran a odstraňování ostřin. [4] Broušení Nejnáročnější je broušení kuželových kol se šikmými zuby. Obvykle je možné brousit kola typu Klingelnberg a Gleason (kotouč hrncového tvaru). Ostatní ozubení kuželových kol se pouze lapují, či zaběhávají.
23 FSI VUT BAKALÁŘSKÁ PRÁCE List Lapování Ozubené kolo je v záběru s kolem lapovacím. Hnaným kolem je kolo lapovací. Do zubové mezery se přivádí speciální pasta (směs oleje a lapovacího prášku), která zajistí úběr materiálu. Nejčastěji se používá po tepelném zpracování Zaběhávání Obdoba lapování. Používají se však vždy spárovaná kola, která budou spolu montována Kontrola ozubení Provádí se tak, že se ozubení pastorku natře tupírovací barvou. Kolo je přibrzďováno tak, aby se dosáhlo přibližně stejných podmínek provozu soukolí. V místech, kde se zuby dotýkaly, se barva vytlačí, tím vznikne světlejší místo, které nám ohraničuje oblast záběru zubů. Světlejšímu místu se říká zrcátko. Obr Zrcátko na boku zubu [2]
24 FSI VUT BAKALÁŘSKÁ PRÁCE List 24 3 VOLBA KUŽELOVÉHO OZUBENÉHO KOLA Pro tvorbu modelu a následného CAM obráběcího programu, bylo zvoleno nekorigované kuželové ozubené kolo (pastorek) s kruhovým zakřivením zubů Gleason Zerol (poloměr tvořící kružnice se rovná rozměru R m ), tvar věnce typ I, bez tepelné úpravy. Obr. 3.1 Pomyslné rovinné kolo a řídící kružnice typu Gleason Zerol [3] Aby se na zvolené ozubené kuželové kolo mohl aplikovat věnec typu I, musí toto soukolí splňovat podmínku celkového počtu zubů (3.1). Obr. 3.2 Tvar věnce typ I [3] Podmínka celkového počtu zubů pro věnec typu I [2]: 2 2 z c = z + z 30 (3.1) 1 2 kde: z c [-] - celkový počet zubů z 1 [-] - počet zubů pastorku z 2 [-] - počet zubů kola
25 FSI VUT BAKALÁŘSKÁ PRÁCE List 25 Tab. 3.1 Základní vztahy výpočtu rozměrů kuželového soukolí [3]. Převodové číslo z2 sinδ 2 i = = z simδ Úhel roztečného kužele 1 sin Σ tanδ 1 = i + cos Σ δ = Σ 2 δ 1 pro Σ = 90 : 1 tanδ 1 = ; tanδ 2 = i i 1 Vnější délka površky 0,5 d e1 0,5 d e roztečného kužele Re = = sinδ1 sinδ 2 Střední délka površky b Rm = Re roztečného kužele 2 Vnitřní délka površky b Ri = Re roztečného kužele 2 Šířka ozubení Vnější čelní modul Střední čelní modul Střední normálný modul Střední roztečný modul Úhly záběru R b e ; b 10 met 3 m m m d d e1 et = = mt = = z 1 R R m e mn m mt m1,2 = d d e2 z m et 2 cos β e1,2 tanα mn tan α t = cos β m b sinδ m 2 1,2 mmn z = cos β Úhly hlavy zubu θ a 1,2 = δ a 1,2 δ1, 2 Pro konstantní výšku hlavy zubu: δ δ θ 0 a1,2 = 1,2 a1,2 = 1,2 m = d e1,2 + d 2 i1,2 Úhly paty zubu θ f 1,2 = δ1,2 δ f 1, 2 Pro konstantní výšku hlavy zubu: δ δ θ 0 f 1,2 = 1,2 f 1,2 = Střední výška hlavy zubu nad roztečným kuželem Střední výška paty zubu nad roztečným kuželem h am1,2 = mmn ( 1+ xhm 1, 2 ) h = m ( 1,25 x 1, 2 ) fm1,2 mn hm
26 FSI VUT BAKALÁŘSKÁ PRÁCE List Návrhový výpočet a výpočet pevnosti soukolí Zvolený materiál pro výrobu zvoleného kuželového kola: ČSN neušlechtilá konstrukční ocel obvyklé vlastnosti s vyšším obsahem uhlíku. V hodná na strojní součásti namáhané staticky i dynamicky, u niž se nevyžaduje svařitelnost. Požívá se na hřídele, ozubená kola, řetězová kola, páky, čepy a kolíky. Návrhový a pevnostní výpočet soukolí byl proveden v programu MITCalc (tab. 3.2, celý výstup viz příloha 1). Zvolené soukolí splňuje podmínku celkového počtu zubů pro tvar věnce typu I. Tab. 3.2 Vybrané hodnoty z programu MITCalc pro pastorek. Přenášený výkon P w =1,5 [kw] Otáčky Kroutící moment Požadovaný převodový poměr n=500 [min-1] M k =28,65 [Nm] i=1,4 Skutečný převodový poměr i=1,3889 (odchylka -0,8%) Požadovaná životnost L h = [hod] Koeficient jednorázového přetížení K AS =2 Volený koeficient bezpečnosti (dotyk/ohyb) S H =1,3 / S F =1,6 Minimální koeficient bezpečnosti (dotyk/ohyb) Součinitel výšky hlavy zubu h a *=1 S Hmin =1,499 / S Fmin =35,364 Jednotková hlavová vůle c*=0,2 Zaoblení paty zubu r f *=0,304 Počet zubů z 1 =18 Úhel os hřídelí Σ=90 [ ] Čelní úhel záběru α=20 [ ] Základní úhel sklonu zubů β m =0 [ ] Smysl stoupání zubů Tečný modul (vnější) Šířka ozubení Levý m et =12 [mm] b=50 [mm]
27 FSI VUT BAKALÁŘSKÁ PRÁCE List Volba polotovaru Pro předpokládanou kusovou výrobu byl jako polotovar zvolen válcový přířez (tyč kruhová válcovaná za tepla). V případě velkých sérií by již bylo vhodnější volit za polotovar výkovek. Polotovar: Ø ČSN EN Obr. 3.3 Průřez polotovaru tyč kruhová válcovaná za tepla
28 FSI VUT BAKALÁŘSKÁ PRÁCE List 28 4 TVORBA 3D MODELU KUŽELOVÉHO OZUBENÉHO KOLA 4.1 Přímé generování modelu speciálním softwarem Mnohé konstrukční či výpočetní softwary mají funkci přímého generování modelů ozubených kol, a to s přesným evolventním tvarem profilu zubu. Tak to alespoň platí pro relativně jednoduché čelní ozubení. Pro náročnější tvary zubu, jako je například zakřivené ozubení, či změna průřezu zubu u kuželového ozubeného kola, to již může být problém. Autodesk Inventor Professional plnohodnotný konstrukční software vybavený generátorem kuželových ozubených kol. Zvládá ovšem jen přímé a šikmé ozubení a navíc evolventní tvar zubu nahrazuje přímkou (viz obr. 3.1). Toto zjednodušení je možná dostačující u sestav, ovšem k účelu vytvoření přesného modelu kola pro CNC program, je to zcela nevhodné. Obr. 3.1 Vygenerované kuželové soukolí Inventor MITCalc tento výpočetní program zvládá i přímé generování modelů do prostředí Auto CAD Inventor či jiných konstrukčních softwarů. V případě kuželového ozubeného kola však nedokáže vytvořit zuby, výstupem je tak těleso kola s kuželovou plochou v místě hlavy zubů (viz obr. 3.2).
29 FSI VUT BAKALÁŘSKÁ PRÁCE List 29 Obr. 3.2 Vygenerované kuželové soukolí - MITCalc Jiné softwary, jako například KISSsoft, dokáží přímé generování kuželových kol se zakřivenými zuby, a to s přesnou geometrií (viz obr. 3.3). Podléhají však licenci, kterou momentálně škola nevlastí a demoverze těchto programů mají jen velmi omezené funkce. Obr. 3.3 Vygenerované kuželové soukolí KISSsoft [9]
30 FSI VUT BAKALÁŘSKÁ PRÁCE List Tvorba modelu pomocí virtuálního kola Pomocí znalostí geometrie ozubených kol, jako je především tvorba evolventní křivky a princip virtuálního kola, lze zvolené kuželové kolo s dostupným softwarem vytvořit. Problémem tvorby virtuálního kola je v jeho atypickým vlastnostem jako třeba nenormalizovaný modul a počet zubů, který u virtuálního kola není celým číslem. Přímé generování geometrie evolventních zubů například pomocí doplňku TrueGear programu Auto CAD tak nelze využít. Proto bude evolventa zubu vytvářena manuálně. Nejprve v programu Auto CAD 2008 připravíme základní poloviční řez kola a tři zubové mezery, které následně přesuneme do programu Autodesk Inventor Professional Zde bude z polovičního řezu orotováním vytvořeno základní tělo kuželového kola a pomocí zubových mezer virtuálních kol budou v tělese vytvořeny zuby. Dále bude kolo upraveno pro možné umístění na hřídeli. 4.3 Postup tvorby 3D modelu ozubeného kuželového kola Tvorba v programu Auto CAD Z výpočetního softwarového programu MITCalc byl proveden grafický 2D výstup soukolí do prostředí Auto CAD (viz obr. 3.4). Obr. 3.4 Grafický 2D výstup z MITCalc do Auto CAD Provedení řezů virtuálních ozubených kol s následným odměřením roztečných, hlavových a patních kružnic pro jednotlivé řezy. S ohledem na další postup, byly řez A a C úmyslně vedeny s mírným přesahem mimo ozubení - zubovou mezeru myšleně o tyto řezy prodloužíme (viz obr.3.5).
31 FSI VUT BAKALÁŘSKÁ PRÁCE List 31 Obr. 3.5 Řezy virtuálních kol Z odměřených průměrů roztečných kružnic jednotlivých řezů byly vypočteny základní kružnice dle vzorce (3.1). Dále následovalo vytvoření evolvent zubů virtuálních kol ze základních kružnic (viz obr. 3.6). Vzorec pro výpočet základní kružnice virtuálního kola[2]: d d cosα (3.1) vb = v kde: d vb [mm] - průměr základní kružnice virtuálního kola d v [mm] - průměr roztečné kružnice virtuálního kola α [ ] - úhel záběru Obr. 3.6 Tvorba evolventní křivky Tvorba tvaru zubové mezery pro jednotlivé řezy (viz obr. 3.7). Z počtu zubů virtuálního kola byl vypočten úhel mezi zuby. Zaoblení paty zubu bylo zjištěno vynásobením r f * modulem v daném řezu; vzhledem k volbě h a =1, byl modul každého řezu odměřen přímo z výšky hlavy zubu.
32 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 Kontrola rozměrů Obr. 3.7 Průřez zubové mezery Při porovnávání vypočtených výsledků z programu MITCalc a rozměrů odměřených při tvorbě v Auto CADu, byly zjištěny odlišné výsledky u tloušťky zubu na hlavové kružnici. Výpočet udával větší tloušťku zubu. Tento fakt odporuje evolventě vytvořené ze základní kružnice, což podpořil i následný přepočet tloušťky zubu na hlavové kružnici virtuálního kola dle vzorce (3.2) zahrnujícího funkci involuta. Tloušťka zubu na hlavové kružnici [2]: s π 2x tgα + + invα invα, 2z z a = d a a cosα a d b = = (3.2) d a d cosα d a kde: s a [mm] - tloušťka zubu na hlavové kružnici d a [mm] - průměr hlavové kružnice z [-] - počet zubů x [mm] - jednotkové posunutí pastorku a kola α [ ] - úhel záběru d b [mm] - průměr základní kružnice Za touto odlišností pravděpodobně může chyba uvnitř výpočetního programu MITCalc. Obr. 3.8 Rozdíly tloušťky s a na hlavové kružnici (tvorba v Auto CADu 7,3378 mm, výpočet MITCalc 9,3023 mm)
33 FSI VUT BAKALÁŘSKÁ PRÁCE List Tvorba v programu Autodesk Inventor Professional Základní těleso kola bylo vytvořeno orotováním polovičního řezu vloženého do v Inventoru Náčrtu z programu Auto CAD (viz obr. 3.9). Obr. 3.9 Vytvořené základní těleso kola Pracovní rovina umístěna tečně k roztečnému kuželu (viz obr. 3.10) bude sloužit k vytvoření geometrie zakřivení zubu. Obr Pracovní rovina tečně k roztečnému kužely


34 FSI VUT BAKALÁŘSKÁ PRÁCE List 34 Vytvoření kruhové trajektorie zubové mezery typu Gleason Zerol (viz obr. 3.11). Umístění bodů na trajektorii do míst řezů virtuálních kol. Obr Trajektorie zubové mezery Gleason Zerol Umístění pracovních rovin kolmo na trajektorie zubové mezery do bodů řezů (viz obr. 3.12). Obr Pracovní roviny pro vložení řezu zubových mezer
35 FSI VUT BAKALÁŘSKÁ PRÁCE List 35 Vložení příslušných řezů zubových mezer do bodů na trajektorii zubové mezery v jednotlivých pracovních rovinách (viz obr. 3:14). Obr Vložení řezů zubových mezer do pracovních rovin Protažení zubové mezery šablonováním a následné odečtení ze základního tělesa kuželového kola (viz obr. 3.14). Obr Protažení zubové mezery šablonováním
36 FSI VUT BAKALÁŘSKÁ PRÁCE List 36 Kruhovým kopírováním zubových mezer se docílí vytvoření celkového ozubení na tělese kuželového kola (viz obr. 3.15). Obr Kruhové kopírování zubových mezer Vytvoření normalizovaného uchycení kola na hřídeli; kroutící moment bude přenášen perem (viz obr. 3.16). Obr Normalizované uchycení kola na hřídeli
37 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 5 TVORBA CNC PROGRAMU KUŽELOVÉHO KOLA Pro lepší vytvoření ozubení na zvoleném kuželovém kole, je vhodné použít místo klasické 3 osé raději 5-ti osou frézku. Je tedy třeba vybrat vhodný CAD/CAM software schopný pracovat v požadovaném počtu os. K tomuto účelu byl zvolen program PowerMILL Pro PowerMILL je CAM software určený převážně pro 2,5D a 3D obrábění. Podporuje tří až pěti osé souvislé obrábění pro frézování tvarově složitých ploch. Řadí se mezi špičkové CAM software na trhu. Uplatnění nalézá především v oblasti výroby forem, automobilového a leteckého průmyslu. Pro komunikaci s CAD aplikacemi podporuje většinu dostupných formátů, jako jsou: IGES, STEP, PARASOLID, CATpart, DXF a další. 5.1 Import modelu Protože byl model kola vytvořen v CAD programu Autodesk Inventor Professional, má příponu (.ipt) a samotný model nelze v PowerMILLu načíst, je nutné jej tedy převést do vhodnějšího formátu. Import modelu do prostředí PowerMILL je tedy realizován přes externí program PS-Exchange. Ten model načte a převede jej do formátu s příponou (.dgk), který reprezentuje plošné těleso a program PowerMILL jej již ochotně přijme a bezpečně s ním pracuje (viz obr. 4.1). Obr. 4.1 Importovaný model kuželového ozubeného kola Po načtení lze model stínovat a prověřit jeho úplnost, zda nechybí nějaká plocha po převedení. Dále je vhodné zkontrolovat minimální rádius, který má vliv na pozdější volbu nástroje.
38 FSI VUT BAKALÁŘSKÁ PRÁCE List Transformace modelu Protože model byl vytvořen v jiné 3D konstrukční aplikaci, může se stát že se v prostředí PowerMILL zobrazí v nevyhovující poloze, či s nevhodně umístěným nulovým bodem. V těchto případech je nutné u modelu provést transformaci, což je změna polohy či měřítka modelu. Nulový bod byl umístěn na plochu čela v ose kola. Při obrábění tak bude souřadnice X a Y odměřena z osy sklíčidla, kde bude obrobek upnut a souřadnice Z se odměří z čela upnutého obrobku. 5.3 Volba polotovaru Zvolit polotovar je důležitý krok pro výpočty strategií, bez něj by strategie v PowerMILLu nemohly být aplikovány. Pro zjednodušení, zrychlení a zlevnění výroby budeme uvažovat, že polotovar je již předvyrobené kuželové kolo, které bylo vytvořeno soustružením a pro přenos kroutícího momentu v něm byla obražena drážka pro pero. CNC frézka tak bude mít za úkol pouze vytvořit zubové mezery evolventního ozubení typu Gleason Zerol. Obr. 4.2 Model polotovaru vytvořený v Inventoru Model polotovaru byl rovněž vytvořen v programu Autodesk Inventor Professional (viz obr. 4.2) s příponou (.ipt) a následně převeden přes externí program PS-Exchange na soubor s příponou (.dmt), který představuje objemové těleso. Takto převedený soubor byl v PowerMILLu načten jako polotovar a následně byl k modelu ukotven (viz obr. 4.3). Obr. 4.3 Model polotovaru načtený v PowerMILLu
39 FSI VUT BAKALÁŘSKÁ PRÁCE List Pracovní roviny Uprostřed modelu na vybrané horní ploše byla vytvořena pracovní rovina hlavni (viz obr. 4.4), která bude sloužit ke kruhovému kopírování konečných obráběcích strategií do všech zubových mezer. Obr. 4.4 Vytvoření hlavni pracovní roviny Další pracovní rovinu nejprve vytvoříme uvnitř jedné zubové mezery (viz obr. 4.5). Je-li třeba, provedeme zde úpravu os tak, aby osa x byla ve směru zubové mezery pro budoucí hrubování rastrem bude směr osy x řídící. 5.5 Rychloposuvy Obr. 4.5 Vytvoření pracovní roviny v zubové mezeře Pro rychloposuvy je třeba nastavit bezpečnou výšku Z, ve které může nástroj projíždět zrychleným posuvem, aniž by došlo ke kolizi. Ve formuláři Rychloposuvy klikneme na tlačítko Spočítat pro nastavení bezpečné výšky.
40 FSI VUT BAKALÁŘSKÁ PRÁCE List Hranice Hranice se skládá z uzavřených kontur, které vymezují obráběcí strategie do specifické oblasti, takže probíhají pouze ve vhodných oblastech součásti. K vytvoření hranice využijeme přímou návaznost na existující geometrii. Vybereme plochy zubové mezery a vytvoříme hranici definovanou uživatelem na modelu (viz obr. 4.6). 5.7 Hrubovaní modelu Obr. 4.6 Vytvoření hranice Hrubování je první obráběcí strategie, jejíž cílem je odebírání co největšího množství materiálu v co nejkratším čase, ale tak, aby nedošlo k poškození nástroje. K tomu je třeba vhodně sladit zvolené řezné podmínky. Nástroj na povrchu zanechává viditelné stopy své dráhy, které ovšem další obráběcí operací zmizí Volba hrubovacího nástroje Pro zkrácení času při hrubování volíme pokud možno největší možný nástroj, schopný odebrat co nejvíce přebytečného materiálu z obrobku. Zvolena byla stopková rádiusová torus fréza 4-břitá z tvrdokovu (viz obr. 4.7). Tvrdost 55 HRC, úhel šroubovice 35, povlak TiAln. d [mm] l [mm] L [mm] D [mm] z R [mm] Obr. 4.7 Parametry hrubovacího nástroje [viz příloha 1]
. Nulový bod tohoto souřadného systému bude sloužit pro přesun nástroje nad obrobkem. Obr. 4.5 Vytvoření pracovní roviny v zubové mezeře")
41 FSI VUT BAKALÁŘSKÁ PRÁCE List 41 Tento nástroj byl následně virtuálně vytvořen v PowerMILLu pod názvem D8TR2 (viz obr. 4.8) Přesun roviny do nástroje Obr. 4.8 Vytvoření hrubovacího nástroje Poté souřadný systém ze zubové mezery přesuneme do špičky nástroje v bezpečné vzdálenosti od obrobku (viz obr. 4.5). Nulový bod tohoto souřadného systému bude sloužit pro přesun nástroje nad obrobkem. Obr. 4.5 Vytvoření pracovní roviny v zubové mezeře
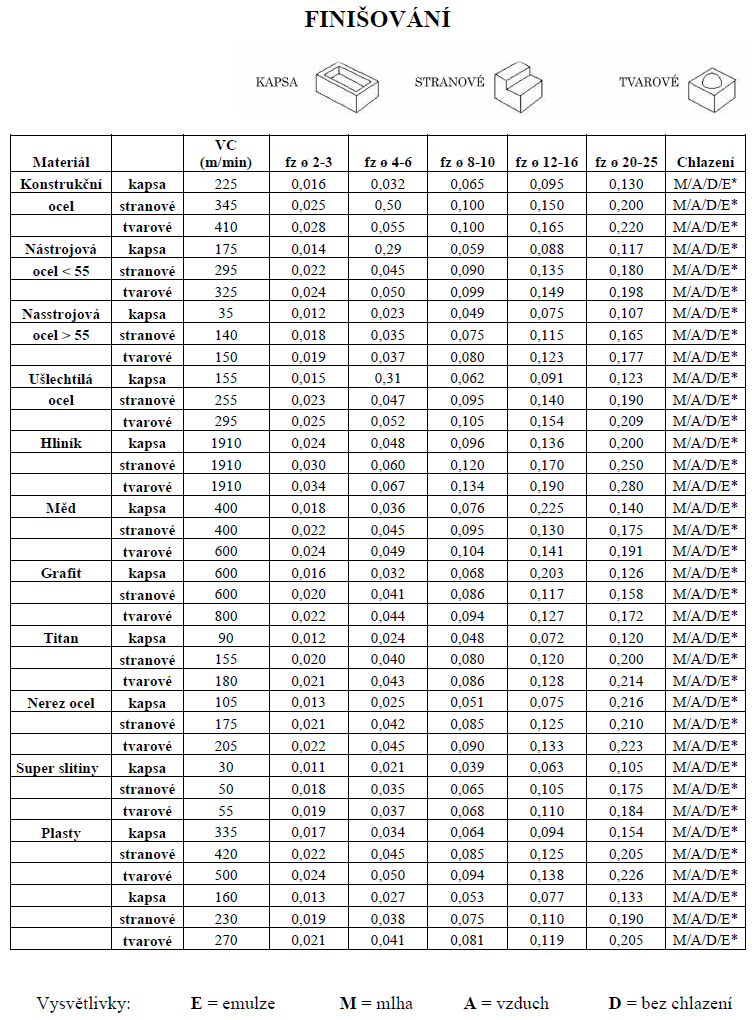
42 FSI VUT BAKALÁŘSKÁ PRÁCE List Volba hrubovací strategie Pro hrubování byla zvolena strategie Hrubování rastrem, která představuje sérii lineárních pohybů na polotovaru uvnitř zvolené hranice. V záložce Hrubování modelu zvolíme styl na Rastr, pro rychlejší obrobení zvolíme směr řezu Oba (sousledně i nesousledně), přídavek na 0,5 mm, krok a krok dolů na 5 mm (viz tab. 4.1). Pro odstranění schodů vzniklých přísuvem, zvolíme možnost Obrábění schodů. Nájezdy a výjezdy budou Pod úhlem, krátké propojení Kruhový oblouk, ostatní propojení Nejkratší. Obr. 4.9 Tvorba hrubovací strategie Po zadání řezné rychlosti a posuvu na zub byly ostatní hodnoty řezných podmínek PowerMILLem automaticky přepočteny dle vzorců (4.1) a (4.2). Řezná rychlost a posuvu na zub byly voleny dle doporučení výrobce zvoleného nástroje pro hrubování (viz příloha 2).
43 FSI VUT BAKALÁŘSKÁ PRÁCE List 43 Obr Výpočet řezných podmínek - hrubování Výpočet otáček nástroje [5]: vc 1000 n = π D (4.1) kde: n [mim -1 ] - otáčky nástroje v c [mm.min -1 ] - řezná rychlost D [mm] - průměr nástroje π [-] - Ludolfovo číslo Výpočet posunové rychlosti [5]: v f = f z n (4.2) z kde: v f [mm.min -1 ] - posunová rychlost f z [mm] - posuv na zub z [-] - průměr nástroje n [mim -1 ] - Ludolfovo číslo
44 FSI VUT BAKALÁŘSKÁ PRÁCE List 44 Tab. 4.1 Parametry obrábění Hrubování. Referenční dráha Hrubování rastrem Nástroj Axiální přídavek Radiální přídavek Krok Krok dolů Hrubovací stopková fréza rádiusová Ø 8 mm, R 2 mm 0,5 mm 0,5 mm 5 mm 5 mm Směr obrábění Oba Otáčky vřetene min -1 Řezná rychlost 255 m.min -1 Posuvová rychlost 3571 mm.min -1 Sjezdová rychlost 357 mm.min -1 Posuv na zub 0,088 mm Po zadání příkazu Spočítat je pro nástroj vygenerována dráha hrubovací strategie (viz obr. 4.11), kterou lze následně animovanou simulací ve virtuálním prostředí zkontrolovat. Obr Vygenerovaná dráha nástroje - hrubování 5.8 Dokončovací operace Dokončovací operace následují po hrubovacích a vytváří konečnou podobu obráběných ploch. Pro dosažení požadované kvality povrchu a přesnosti obrábění, je důležité vhodně přizpůsobit nastavení těchto konečných obráběcích strategií.
45 FSI VUT BAKALÁŘSKÁ PRÁCE List Volba dokončovacího nástroje Za dokončovací nástroj jsme zvolili půlkulovou 4-břitou frézu podle nejmenšího rádiusu v zubové drážce (viz obr. 4.12). Tvrdost 60 HRC, úhel šroubovice 30, povlak π-hsc. d [mm] l [mm] L [mm] D [mm] z R [mm] Obr Dokončovací nastroj [viz příloha 1] I tento nástroj byl virtuálně vytvořen v PowerMILLu pod názvem RAD4 (viz obr. 4.13). Obr Vytvoření dokončovacího nástroje
46 FSI VUT BAKALÁŘSKÁ PRÁCE List Volba dokončovací strategie Pro dokončení byla zvolena strategie Dokončení optimalizovaným konstant Z (viz obr. 4.14), která v sobě spojuje výhody strategií Konstant Z (ve strmých místech) a Rastr (pro ostatní oblasti). Pro lepší povrch zvolíme Vyhlazování, směr řezu Sousledně, tolerance 0,02 mm, krok 0,5 mm (viz tab. 4.2). Nájezdy a výjezdy budou Pod úhlem, krátké propojení Kruhový oblouk, ostatní propojení Nejkratší. Obr Tvorba dokončovací strategie Řezné podmínky byly po zadání automaticky přepočteny (viz obr. 4.15) dle vzorců (4.1) a (4.2). Řezná rychlosti a posuvu na zub byly voleny podle doporučení výrobce zvoleného nástroje pro dokončení (viz příloha 2).


47 FSI VUT BAKALÁŘSKÁ PRÁCE List 47 Obr Výpočet řezných podmínek - dokončování Po zadání příkazu Spočítat jsou vygenerovány dráhové strategie dokončovacího nástroje (viz obr. 4.16), které si opět můžeme animovanou simulací ve virtuálním prostředí zkontrolovat. Obr Vygenerovaná dráha nástroje - dokončování
48 FSI VUT BAKALÁŘSKÁ PRÁCE List 48 Tab. 4.2 Parametry obrábění Dokončování. Referenční dráha Dokončení optimalizovaným konstant Z Nástroj Dokončovací stopková fréza kulová Ø 4 mm Axiální přídavek 0 mm Radiální přídavek 0 mm Krok dolů 0,5 mm Směr obrábění Sousledný Otáčky vřetene min -1 Řezná rychlost 345 m.min -1 Posuvová rychlost 5491 mm.min -1 Sjezdová rychlost 549 mm.min -1 Posuv na zub 0,05 mm 5.9 Kruhové kopírování drah Tímto máme hotovou jednu zubovou mezeru. Pro zjednodušení a zrychlení práce v PowerMILLu provedeme kruhové kopírování vytvořených strategií do ostatních zubových mezer modelu kuželového kola. Nejprve zaktivujeme pracovní rovinu hlavni, která nám bude sloužit jako střed rotace. Pravým tlačítkem myši klikneme na vytvořenou hrubovací strategii a zvolíme Upravit a Transformuj. Z transformace zvolíme ikonu Rotovat dráhu k libovolnému bodu, nastavíme počet kopií zubových mezer, úhel mezi nimi a potvrdíme. Hrubovací strategie i s pracovní rovinou se nakopíruje do jednotlivých zubových mezer (viz obr. 4.17). Stejný postup zvolíme i pro dokončovací strategii. Obr Kruhové kopírování hrubovací strategie
49 FSI VUT BAKALÁŘSKÁ PRÁCE List NC program NC program je textový soubor, který se skládá z řádků NC kódu, obsahujícího instrukce a souřadnice pro řídící jednotku obráběcího stroje. Čtení a následné provádění daných operací je základem CNC obrábění. Řídící jednotky od různých výrobců mohou využívat různé formáty NC dat, proto je třeba provést vygenerování NC programu přes vhodný postprocesor podle zvoleného výrobního stroje. Postprocesor je propojovací článek mezi CAM systémem a řídícím systémem stroje a slouží k překladu dat s ohledem na technologické a konstrukční možnosti stroje Tvorba NC programu Obr Dráhy v NC programu včetně změny náklonu osy Z V Průzkumníku pravým tlačítkem myši u NC programy zvolíme Vytvořit NC program. Kliknutím pravým tlačítkem na Dráhy a volbou Přidat do NC programu vložíme všechny strategie do vytvořeného programu (viz obr. 4.18) Animace NC programu Vytvořený kompletní program celého obráběcího procesu si můžeme animovanou simulací ve virtuálním prostředí zkontrolovat (viz obr a 4.20).
50 FSI VUT BAKALÁŘSKÁ PRÁCE List 50 Obr Hrubování zubových mezer Obr Dokončování zubových mezer
, který se uloží na předem určeném místě v počítači. Posledním krokem je úprava přípony (.tap) na (.mpf) pro správnou komunikaci se strojem.")
51 FSI VUT BAKALÁŘSKÁ PRÁCE List Zapsání NC programu Posledním krokem je v Nastavení konkrétního NC programu zadat vhodný postprocesor 5-ti osé frézky, kde bude kolo vyráběno a program Zapsat. Tím se spustí generování NC programu (viz obr. 4.21), který se uloží na předem určeném místě v počítači. Posledním krokem je úprava přípony (.tap) na (.mpf) pro správnou komunikaci se strojem. Vzhledem k otáčkám je třeba použít stroj vybavený vysokorychlostním vřetenem. Obr Ukázka výstupu NC programu Kontrola trvanlivosti nástroje Standardní trvanlivost nástroje je 45 minut v záběru, tato hodnota lze vhodnou volbou řezných podmínek upravit. Pro obrábění na CNC frézce a zvláště při dokončování je žádoucí, aby pro zachování maximální přesnosti obrábění vydržel nástroj na celou operaci. Tab. 4.3 Časy záběru nástrojů pro dané operace. Operace hrubování Jedna zubová mezera 00:00:42 Všechny zubové mezery 00:12:36 Počet vytvořených kusů 3 Operace dokončování Jedna zubová mezera 00:00:59 Všechny zubové mezery 00:17:42 Počet vytvořených kusů 2 Z uvedených časů (viz tab. 4.3) vyplívá, že nástroj dokončovací bezpečně vydrží na dva a hrubovací dokonce na tři celé obrobky.
52 FSI VUT BAKALÁŘSKÁ PRÁCE List 52 6 TECHNOLOGICKO-EKONOMICKÉ ZHODNOCENÍ Cílem technologicko-ekonomického zhodnocení je porovnání strojních časů u jednotlivých kroků a určení odhadu jejich přibližných nákladů k výrobě konečného produktu. 6.1 Strojní časy Strojní časy PowerMILL CAM systém PowerMILL zvládá rychlé vytvoření obráběcích strategií. U vygenerované dráhy nástroje však neřeší propojení jednotlivých drah a nájezdů a používá vždy nastavení na ochranou výšku. Tím dochází k prodlužování obráběcích časů (viz tab. 5.1). Tab. 5.1 Porovnání strojních časů z hlediska propojení drah. Název strategie Čas PowerMILL bez propojení drah [hod] Čas PowerMILL s propojení drah [hod] Obrábění 1 zubové mezery Hrubování rastrem 0:04:02 0:03:17 Optimalizované konstant Z dokončení 0:13:29 0:09:21 Celkem (1 zubová mezera) 00:17:31 00:12:38 Rozdíl +00:04:53 - Obrábění všech 18-ti zubových mezer Hrubování rastrem 01:12:36 00:59:06 Optimalizované konstant Z dokončení 04:02:42 02:48:18 Celkem 05:15:18 03:47:24 Rozdíl +03:27:54 - Nastavením propojováním drah obloukem a nájezdů nejkratší dráhou lze časy obrábění výrazně zkrátit. U obrábění ozubení zadaného kuželového kola tak došlo ke zkrácení o 3:27:54 hodin Strojní časy - obrábění Při obrábění na skutečném stroji dochází k prodlužování strojních časů oproti časům generovaným programem PowerMILL. Tento fakt je třeba brát na zřetel a generované časy násobit koeficientem 1,1 1,2 pro zpřesnění času obrábění [11], a tím přesnější kalkulaci ceny provozu výrobního stroje (viz tab. 5.2).
53 FSI VUT BAKALÁŘSKÁ PRÁCE List 53 Tab. 5.2 Porovnání reálných časů s časy generovaných PowerMILLem. Název strategie Čas PowerMILL [hod] Obrábění 1 zubové mezery Čas obrábění [hod] Hrubování rastrem 00:03:17 00:03:56 Optimalizované konstant Z dokončení 00:09:21 00:11:13 Celkem (1 zubová mezera) 00:12:38 00:15:09 Rozdíl - +00:02:31 Obrábění všech 18-ti zubových mezer Hrubování rastrem 00:59:06 01:10:55 Optimalizované konstant Z dokončení 02:48:18 03:21:58 Celkem 03:47:24 04:32:53 Rozdíl - +00:45:29 Po následném přepočtu byl čas obrábění prodloužen o 0:45:29 hodin. 6.2 Náklady na výrobu Při výpočtu odhadů nákladů na výrobu kuželového kola se vychází z přibližné hodinové sazby jednotlivých strojů. Dále je nutno do nákladů zahrnout pořizovací cenu materiálu, nástrojů a režii. Režie byla pro tento modelový příklad stanovena na 25% z nákladů na provoz strojů. Zde je přibližné porovnání dvou výrobních metod využití universální CNC frézky a klasické obrábění odvalovací metodou Gleason Náklady využití universální CNC frézky Tab. 5.3 Náklady na provoz strojů. Stroj - pracoviště Program Inventor (model kola) Program PowerMILL (NC program) Soustruh TOS - SN45A (výroba polotovaru) Obrážečka SG 220 (obrážení drážky pro pero) Obráběcí centrum MCV 1210 (frézování ozubení) Doba výroby [hod] Hodinová sazba [Kč/hod] Výrobní náklady na stroj [Kč] 01:15: :15: :45: :02: :32:
54 FSI VUT BAKALÁŘSKÁ PRÁCE List 54 Frézka 250 MD (stříškování) 00:03: ZLK 500 (zaběhávání) 00:20: ZPLK 500 (kontrola dotyku) 00:10: Celkem 08:23: Tab. 5.4 Ceny použitých nástrojů na obráběcí centrum MCV 1210 [17] Nástroj Cena nástroje [Kč] Stopková rádiusová torus fréza Ø 8 mm, R 2 mm 516 Stopková půlkulová fréza Ø 4 mm 581 Celkem Tab. 5.5 Celkové náklady na výrobu Fyzické náklady Cena [Kč] Materiál Nástroje Stroje - pracoviště Režie Celkem Z tab. 5.5 vyplívá, že odhad celkových nákladů na výrobu kuželového ozubeného kola činní Kč. Největší podíl na výrobě kola zaujímají náklady na provoz obráběcího centra. Pokud bychom vycházeli z časů generovaných PowerMILLem, došlo by tak k podcenění výrobních nákladů o Kč Náklady standardní obrábění na odvalovacích strojích Gleason Tab. 5.6 Náklady na provoz strojů. Stroj - pracoviště Doba výroby [hod] Hodinová sazba [Kč/hod] Výrobní náklady na stroj [Kč] Soustruh TOS - SN45A (výroba polotovaru) 00:45: Obrážečka SG 220 (obrážení drážky pro pero) 00:02: ZFTKK 500 (frézování ozubení) 02:00: Frézka 250 MD (stříškování) 00:03: ZLK 500 (zaběhávání) 00:20: ZPLK 500 (kontrola dotyku) 00:10: Celkem 03:20:
55 FSI VUT BAKALÁŘSKÁ PRÁCE List 55 Nástrojem odvalovacího frézování typu Gleason je nožová hlava. Budeme předpokládat, že zvolený stroj je již touto hlavou se vsazenými noži vybaven, proto ji nebudeme započítávat do nákladů. Tab. 5.7 Celkové náklady na výrobu Fyzické náklady Cena [Kč] Materiál Stroje - pracoviště Režie Celkem Z Celkových nákladů na výrobu (tab. 5.5 a 5.7) je vidět, že klasická metoda je levnější o Kč a rychlejší (tab. 5.3 a 5.6) o 05:02:53 hodin. Lze tedy prohlásit, že klasický způsob výroby odvalovacím frézováním je rozhodné ekonomičtější a produktivnější něž metoda výroby ozubení na universální CNC frézce. Způsob výroby kuželových kol na universální CNC frézce je tak vhodné jen pro kusovou výrobu či malé série. Případně pro dostupnost tohoto výrobního zařízení. Pro výroby větších sérií je stále vhodné volit klasický způsob výroby, který je mnohem produktivnější a hospodárnější.
56 FSI VUT BAKALÁŘSKÁ PRÁCE List 56 ZÁVĚR Z výsledků této práce byly zjištěny následující poznatky: 3D model kuželového ozubeného kola lze vytvořit i přímým generováním ze vstupních dat. Mnohé softwary však tyto modely zjednodušují pro účely sestav a nedokáží vytvořit evolventní profil či zakřivení zubů. Pro zjednodušení a zlevnění výroby byl základní tvar kuželového kola vytvořen soustružením z normalizovaného válcového přířezu. CNC frézka tak vytvoří pouze ozubení typu Gleason Zerol. Pro větší série by již bylo vhodnější volit za polotovar (místo válcového přířezu) například výkovek. Vygenerované strategie v programu PowerMILL je třeba doplnit o nastavení propojení drah. Bez tohoto kroku dochází k prodloužení výrobních časů a tím i ceny. U zadané součásti kuželového kola prodloužení činilo 3:27:54 hodin. Při dokončování na CNC frézce je žádoucí, aby pro zachování maximální přesnosti vydržel nástroj na celou obráběcí operaci. Je tedy vhodné provést kontrolu jeho trvanlivosti. Vytvořené obráběcí strategie byly vizuálně otestovány ve virtuálním simulačním prostředí programu PowerMILL. Pro bezpečný převod CAM strategií do CN programu a pro dobrou komunikaci stroje s programem, je třeba volit vhodných postprocesorů. Při obrábění na skutečném stroji dochází k prodlužování strojních časů oproti časům generovaným PowerMILLem. Násobením generovaných časů koeficientem 1,1 1,2 lze dosáhnout zpřesnění času obrábění a tím reálnější kalkulace ceny. Po přepočtu tak byl čas obrábění prodloužen o 0:45:29 hodin Největší podíl na nákladech výroby kuželového kola pomocí NC programu měl proces obrábění ozubení na CNC obráběcím centru. Z Celkových nákladů na výrobu bylo zjištěno, že klasická metoda je levnější o Kč a rychlejší o 05:02:53 hodin. Lze tedy prohlásit, že klasický způsob výroby odvalovacím frézováním je rozhodné ekonomičtější a produktivnější něž metoda výroby ozubení na universální CNC frézce. Způsob výroby kuželových kol na universální CNC frézce je tak vhodné jen pro kusovou výrobu či malé série. Případně pro dostupnost tohoto výrobního zařízení. Pro výroby větších sérií je stále vhodné volit klasický způsob výroby, který je mnohem produktivnější a hospodárnější.
57 FSI VUT BAKALÁŘSKÁ PRÁCE List 57 SEZNAM POUŽITÝCH ZDROJŮ 1. ŠIMONEK, Pavel, Michal JELÍNEK a Aleš POLZER. Aplikace CAD/CAM v technologii: (vzdělávací a tréninkový modul). Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, 2012, 343 s. 2. BOLEK, Alfred et al. Části strojů. 5. přeprac. vyd. Praha: SNTL - Nakladatelství technické literatury, 1990, 707 s. ISBN SHIGLEY, Joseph Edward, Charles R MISCHKE, Richard G BUDYNAS, Martin HARTL a Miloš VLK. Konstruování strojních součástí. 1. vyd. Brno: VUTIUM, 2010, 1159 s. ISBN PÍŠKA, Miroslav et al. Speciální technologie obrábění. Vyd. 1. Brno: Akademické nakladatelství CERM, 2009, 247 s. ISBN KOCMAN, Karel a Jaroslav PROKOP. Technologie obrábění. 2. vyd. Brno: CERM, 2005, 270 s. ISBN KŘÍŽ, Rudolf, VÁVRA, Pavel. Strojírenská příručka : Svazek 6 R Části strojů a převody (2. část). 1. vyd. Praha : SCIENTIA, spol. s. r. o., s. ISBN HELLER, Josef, HRUŠKA, Zdeněk. Strojní součásti II : pro střední průmyslové školy strojnické. 1. vyd. Praha : SNTL Nakladatelství technické literatury, n. p., s. 8. BILÍK, Oldřich, VRABEC, Martin. Vrabec Martin Technologie obrábění s využitím CAD/CAM systému. Ostrava : Vysoká škola bánská-technická univ., s. ISBN CHANG, Tien-Chien, WYSK, Richard; WANG, Hsu-Pin. Computer-Aided Manufacturing. 3. New Jersey : Prentice Hall, s. ISBN FOŘT, Petr, KLETEČKA, Jaroslav. Autodesk Inventor. Brno : Computer Press, s. ISBN KAFKA, L. Využití CAD/CAM technologie pro výrobu formy čerpadlového kola. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s., příloh 6. Vedoucí diplomové práce Ing. Josef Sedlák, Ph.D. 12. SLOUKA, Radim. Moderní metody výroby kuželových kol. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s., Vedoucí práce Ing. Oskar Zemčík, CSc.
58 FSI VUT BAKALÁŘSKÁ PRÁCE List NEPAUER, J. Výroba kuželových ozubených kol. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s., příloh 4. Vedoucí práce Ing. Oskar Zemčík, Ph.D. 14. HUMÁR, A. Výrobní technologie I [on-line]. Studijní opory pro magisterskou formu studia Strojírenská technologie. VUT v Brně, Fakulta strojního inženýrství Dostupné na WWW: < D modely kuželových ozubených kol se zakřivenými zuby [on-line]. Vydáno: [citováno ]. Dostupné z WWW: < Kuželové ozubení s přímými, šikmými a zakřivenými zuby [on-line]. [citováno ]. Dostupné z WWW: < 17. MPAC CZ Katalog frézování tvrdokovové stopkové řezné nástroje [on-line]. [citováno ]. Dostupné z WWW: < BACH P. HOVORKA J. SMOLIK J., Stroje na ozubeni, aktualizace 2009, Dostupné na WWW: <
59 FSI VUT BAKALÁŘSKÁ PRÁCE List 59 SEZNAM POUŽITÝCH ZKRATEK A SYMBOLŮ Zkratka CAD CAM CNC NC (COMPUTER AIDED DESIGN) (COMPUTER AIDED MANUFACTURING) (COMPUTER NUMERIC CONTROL) (NUMERIC CONTROL) Popis programy používané pro kreslení a návrh 2D a 3D objektů programy pro vytváření a simulaci NC programů počítačové číslicové řízení číslicové řízení Symbol Jednotka Popis δ [ ] úhel roztečného kužele δa [ ] úhel hlavového kužele δf [ ] úhel patního kužele ϑ [ ] úhel zubu ϑ a [ ] úhel hlavy zubu ϑ f [ ] úhel paty zubu R e (Rd) [mm] délka površky roztečného kužele vnější R m [mm] délka površky roztečného kužele střední R i [mm] délka površky roztečného kužele vnitřní b [mm] šířka ozubení Dae [mm] vnější hlavový průměr D [mm] roztečný průměr h [mm] výška zubu ha [mm] výška hlavy zubu hf [mm] výška paty zubu m mn [mm] střední normálový modul m et [mm] vnější čelní modul Σ [ ] úhel os i [-] převodové číslo x, x 1, -x 2 [-] jednotkové posunutí xτ, xτ 1, -xτ 2 [-] jednotková změna tloušťky zubu z c [-] celkový počet zubů z 1 [-] počet zubů pastorku z 2 [-] počet zubů kola α [ ] úhel záběru d v [mm] průměr roztečné kružnice virtuálního kola d vb [mm] průměr základní kružnice virtuálního kola d b [mm] průměr základní kružnice d a [mm] průměr hlavové kružnice
60 FSI VUT BAKALÁŘSKÁ PRÁCE List 60 s a [mm] tloušťka zubu na hlavové kružnici n [mim -1 ] otáčky nástroje v c [mm.min -1 ] řezná rychlost D [mm] průměr nástroje π [-] Ludolfovo číslo
61 FSI VUT BAKALÁŘSKÁ PRÁCE List 61 SEZNAM PŘÍLOH Tištěné přílohy Příloha 1 Výstup výpočtu kuželového soukolí z programu MITCalc Příloha 2 Stopková fréza rádiusová torus 4-břitá [17] Příloha 3 Stopková fréza rádiusová 4-břitá s povlakem π HSC [17] Příloha 4 Tabulka řezných rychlostí a posuvu na zub pro hrubování [17] Příloha 5 Tabulka řezných rychlostí a posuvu na zub pro dokončování [17] Elektronické přílohy Příloha E1 3D model kuželového kola Příloha E2 NC program kuzelove_kolo.igs NC_program.mpf
62 Příloha 1
63
64
65
66
67 Příloha 2
68 Příloha 3
69 Příloha 4
70 Příloha 5
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
PŘEVODY S OZUBENÝMI KOLY
 PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Tvorba technické dokumentace
 Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
PŘEVODY S OZUBENÝMI KOLY KUŽELOVÝMI A ŠROUBOVÝMI PLANETOVÝ PŘEVOD
 PŘEVODY S OZUBENÝMI KOLY KUŽELOVÝMI A ŠROUBOVÝMI PLANETOVÝ PŘEVOD Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
PŘEVODY S OZUBENÝMI KOLY KUŽELOVÝMI A ŠROUBOVÝMI PLANETOVÝ PŘEVOD Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
Technologie výroby ozubení I.
 Ústav Strojírenské technologie Speciální technologie Cvičení Technologie výroby ozubení I. č. zadání: Příklad č. 1 (parametry čelního ozubení) Pro zadané čelní ozubené kolo se šikmými zuby vypočtěte základní
Ústav Strojírenské technologie Speciální technologie Cvičení Technologie výroby ozubení I. č. zadání: Příklad č. 1 (parametry čelního ozubení) Pro zadané čelní ozubené kolo se šikmými zuby vypočtěte základní
OZUBENÁ KOLA ČELNÍ. Výroba ozubených kol
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ANALÝZA TECHNOLOGIE VÝROBY KUŽELOVÝCH OZUBENÝCH KOL.
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ANALÝZA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ANALÝZA
Fakulta strojního inženýrství VUT v Brně Ústav konstruování. KONSTRUOVÁNÍ STROJŮ převody. Přednáška 7
 Fakulta strojního inženýrství VUT v Brně Ústav konstruování KONSTRUOVÁNÍ STROJŮ převoy Přenáška 7 Kuželová soukolí http://www.gearesteam.com/ The universe is full of magical things patiently waiting for
Fakulta strojního inženýrství VUT v Brně Ústav konstruování KONSTRUOVÁNÍ STROJŮ převoy Přenáška 7 Kuželová soukolí http://www.gearesteam.com/ The universe is full of magical things patiently waiting for
14.14 Kuželová soukolí
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
VÝROBA KUŽELOVÝCH OZUBENÝCH KOL PRODUCTION OF BEVEL GEARS
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KUŽELOVÝCH
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KUŽELOVÝCH
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Obr. 1 Převod třecí. Obr. 2 Variátor s osami kolmými
 1 Třecí převody - patří do kontaktních převodů - princip - dva kotouče jsou přitlačeny silou FN - velikost třecí síly je ovlivněna součinitelem tření µ - pro zvýšení součinitele tření třecí se kontaktní
1 Třecí převody - patří do kontaktních převodů - princip - dva kotouče jsou přitlačeny silou FN - velikost třecí síly je ovlivněna součinitelem tření µ - pro zvýšení součinitele tření třecí se kontaktní
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY MODERNÍ METODY VÝROBY KUŽELOVÝCH KOL MODERN METHODS IN BEWEL GEAR PRODUCTION
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
14.11 Čelní válcová soukolí se šikmými zuby
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Organizace a osnova konzultace III-IV
 Organizace a osnova konzultace I-IV Konzultace : 1. Zodpovězení problémů učební látky z konzultace I 2. Úvod do učební látky Části strojů umožňujících pohyb 3. Úvod do učební látky Mechanické převody a
Organizace a osnova konzultace I-IV Konzultace : 1. Zodpovězení problémů učební látky z konzultace I 2. Úvod do učební látky Části strojů umožňujících pohyb 3. Úvod do učební látky Mechanické převody a
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM
 MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v
MECHANICKÉ PŘEVODOVKY S KONSTANTNÍM PŘEVODOVÝM POMĚREM Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje MODUL 03 - TP ing. Jan Šritr Ozubený převod přenáší
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje MODUL 03 - TP ing. Jan Šritr Ozubený převod přenáší
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ 15 05 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Kuželová soukolí Ing. Magdalena
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Kuželová soukolí Ing. Magdalena
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
14.10 Čelní válcová soukolí s přímými zuby - korigovaná evolventní ozubení, vnitřní ozubení. Střední průmyslová škola strojnická Vsetín
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Kompatibilita a import CAD
 Kompatibilita a import CAD Import a automatické rozpoznání 3D vlastností CATIA V5 WorkNC nyní nabízí import a automatické rozpoznání vlastností vrtaných otvorů z CATIA V5. V modulu automatického vrtání
Kompatibilita a import CAD Import a automatické rozpoznání 3D vlastností CATIA V5 WorkNC nyní nabízí import a automatické rozpoznání vlastností vrtaných otvorů z CATIA V5. V modulu automatického vrtání
10. PŘEVODY S OZUBENÝMI KOLY 10. TRANSMISSION WITH GEAR WHEELS
 10. PŘEVOY S OZUBENÝMI KOLY 10. TRANSMISSION WITH GEAR WHEELS Jedná se o převody s tvarový styke výhody - relativně alé roěry - dobrá spolehlivost a životnost - dobrá echanická účinnost - přesné dodržení
10. PŘEVOY S OZUBENÝMI KOLY 10. TRANSMISSION WITH GEAR WHEELS Jedná se o převody s tvarový styke výhody - relativně alé roěry - dobrá spolehlivost a životnost - dobrá echanická účinnost - přesné dodržení
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Šnekové soukolí nekorigované se šnekem válcovým a globoidním kolem.
 .. Zadání. Program: Konstrukce převodové skříně převodového motoru Zadání: xxx Navrhněte, vypočtěte a zkonstruujte převodovou skříň jako součást jednotky převodového motoru. Převodová skříň bude řešena
.. Zadání. Program: Konstrukce převodové skříně převodového motoru Zadání: xxx Navrhněte, vypočtěte a zkonstruujte převodovou skříň jako součást jednotky převodového motoru. Převodová skříň bude řešena
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Ozubené tyče / Ozubená kola / Kuželová soukolí
 Strana Ozubené tyče.2 Ozubená kola s nábojem.4 Ozubená kola bez náboje. Kuželová soukolí. s přímým ozubením Kuželová soukolí. se spirálním ozubením Zakázkově vyráběná.34 stroj.elementy@haberkorn.cz www.haberkorn.cz.1
Strana Ozubené tyče.2 Ozubená kola s nábojem.4 Ozubená kola bez náboje. Kuželová soukolí. s přímým ozubením Kuželová soukolí. se spirálním ozubením Zakázkově vyráběná.34 stroj.elementy@haberkorn.cz www.haberkorn.cz.1
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Základy práce v CAD/CAM systému EdgeCAM soustružení
 Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Pastorek Kolo ii Informace o projektu?
 Kuželové Kuželové ozubení ozubení s přímými, s přímými, šikmými šikmými a zakřivenými a zakřivenými zuby [inch/agma] zuby [inch/agma] i Výpočet bez chyb. Pastorek Kolo ii Informace o projektu? Kapitola
Kuželové Kuželové ozubení ozubení s přímými, s přímými, šikmými šikmými a zakřivenými a zakřivenými zuby [inch/agma] zuby [inch/agma] i Výpočet bez chyb. Pastorek Kolo ii Informace o projektu? Kapitola
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ 15 01 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Převod ozubenými koly princip,
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Převod ozubenými koly princip,
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Schéma stroje (automobilu) M #1
 M #1") zapis_casti_stroju_hridele08/2012 STR Ba 1 z 6 Části strojů Schéma stroje (automobilu) M #1 zdroj pohybu - elektrický nebo spalovací H #2 válcové části pro přenos otáčivého pohybu S #3 spojují, příp. rozpojují
zapis_casti_stroju_hridele08/2012 STR Ba 1 z 6 Části strojů Schéma stroje (automobilu) M #1 zdroj pohybu - elektrický nebo spalovací H #2 válcové části pro přenos otáčivého pohybu S #3 spojují, příp. rozpojují
VY_32_INOVACE_C 08 08
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Název zpracovaného celku: Rozvodovky
 Předmět: Ročník: Vytvořil: Datum: Silniční vozidla třetí NĚMEC V. 28.8.2013 Název zpracovaného celku: Rozvodovky Rozvodovka je u koncepce s předním a zadním pohonem součástí převodovky.u klasické koncepce
Předmět: Ročník: Vytvořil: Datum: Silniční vozidla třetí NĚMEC V. 28.8.2013 Název zpracovaného celku: Rozvodovky Rozvodovka je u koncepce s předním a zadním pohonem součástí převodovky.u klasické koncepce
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Dynamická pevnost a životnost Přednášky
 DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ 15 02 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Čelní soukolí s vnějšími přímými
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Čelní soukolí s vnějšími přímými
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
10.1. Spoje pomocí pera, klínu. hranolového tvaru (u klínů se skosením na jedné z ploch) kombinaci s jinými druhy spojů a uložení tak, aby
 kombinaci s jinými druhy spojů a uložení tak, aby") Cvičení 10. - Spoje pro přenos kroutícího momentu z hřídele na náboj 1 Spoje pro přenos kroutícího momentu z hřídele na náboj Zahrnuje širokou škálu typů a konstrukcí. Slouží k přenosu kroutícího momentu
Cvičení 10. - Spoje pro přenos kroutícího momentu z hřídele na náboj 1 Spoje pro přenos kroutícího momentu z hřídele na náboj Zahrnuje širokou škálu typů a konstrukcí. Slouží k přenosu kroutícího momentu
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
1 Hrubování, dokončování
 1 Při hrubování ponecháme přídavek na stěnách kapsy a na dnu v rozmezí 0,5 až 1 mm v závislosti na délce obráběné plochy. Velikost přídavků na obrábění najdeme ve strojírenských tabulkách. V tomto příkladu
1 Při hrubování ponecháme přídavek na stěnách kapsy a na dnu v rozmezí 0,5 až 1 mm v závislosti na délce obráběné plochy. Velikost přídavků na obrábění najdeme ve strojírenských tabulkách. V tomto příkladu
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Soustružení tvarových ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy. Technologické parametry výroby ozubených kol Bakalářská práce
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Technologické parametry výroby ozubených kol Bakalářská práce Vedoucí práce: Ing. Jiří Votava, Ph.D. Vypracoval: Tomáš
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Technologické parametry výroby ozubených kol Bakalářská práce Vedoucí práce: Ing. Jiří Votava, Ph.D. Vypracoval: Tomáš
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ
 TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Czech Raildays 2010 MODIFIKACE OZUBENÍ
 MODIFIKACE OZUBENÍ Milan Doležal Martin Sychrovský - DŮVODY KE STANOVENÍ MODIFIKACÍ OZUBENÍ - VÝHODY MODIFIKACÍ - PROVEDENÍ MODIFIKACÍ OZUBENÍ - VÝPOČET MODIFIKACÍ OZUBENÍ - EXPERIMENTÁLNÍ OVĚŘOVÁNÍ PARAMETRŮ
MODIFIKACE OZUBENÍ Milan Doležal Martin Sychrovský - DŮVODY KE STANOVENÍ MODIFIKACÍ OZUBENÍ - VÝHODY MODIFIKACÍ - PROVEDENÍ MODIFIKACÍ OZUBENÍ - VÝPOČET MODIFIKACÍ OZUBENÍ - EXPERIMENTÁLNÍ OVĚŘOVÁNÍ PARAMETRŮ
Název projektu: Datum zahájení projektu: Datum ukončení projektu: Obor: Ročník: Zpracoval: Modul: CAD/CAM
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
NÁVRH ČELNÍHO SOUKOLÍ SE ŠIKMÝMI ZUBY VŠB TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ, KATEDRA ČÁSTÍ A MECHANISMŮ STROJŮ. Vysokoškolská příručka
 VŠB TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ, KATEDRA ČÁSTÍ A MECHANISMŮ STROJŮ NÁVRH ČELNÍHO SOUKOLÍ SE ŠIKMÝMI ZUBY Vysokoškolská příručka Květoslav Kaláb Ostrava 2010 1 OBSAH Zadání 3 1 Návrh ozubeného
VŠB TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ, KATEDRA ČÁSTÍ A MECHANISMŮ STROJŮ NÁVRH ČELNÍHO SOUKOLÍ SE ŠIKMÝMI ZUBY Vysokoškolská příručka Květoslav Kaláb Ostrava 2010 1 OBSAH Zadání 3 1 Návrh ozubeného
Dynamická pevnost a životnost Přednášky
 DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Kuželové a hypoidní ozubení - geometrie [ISO 23509] Pastorek Kolo ii Informace o projektu? i Výpočet bez chyb.
![Kuželové a hypoidní ozubení - geometrie [ISO 23509] Pastorek Kolo ii Informace o projektu? i Výpočet bez chyb.](/thumbs/91/104782830.jpg "Kuželové a hypoidní ozubení - geometrie [ISO 23509] Pastorek Kolo ii Informace o projektu? i Výpočet bez chyb.") K Kuželové a hypoidní ozubení - geometrie [ISO 23509] i Výpočet bez chyb. Pastorek Kolo ii Informace o projektu? Kapitola vstupních parametrů 1.0 Volba základních vstupních parametrů 1.1 Jednotky výpočtu
K Kuželové a hypoidní ozubení - geometrie [ISO 23509] i Výpočet bez chyb. Pastorek Kolo ii Informace o projektu? Kapitola vstupních parametrů 1.0 Volba základních vstupních parametrů 1.1 Jednotky výpočtu
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE
 Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
MECHANICKÉ PŘEVODY STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 MECHANICKÉ PŘEVODY STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ MECHANICKÉ PŘEVODY Mechanické převody umožňují spojení hnacích a hnaných členů ve strojích, přičemž umožňují změnu rychlosti otáčení a kroutícího
MECHANICKÉ PŘEVODY STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ MECHANICKÉ PŘEVODY Mechanické převody umožňují spojení hnacích a hnaných členů ve strojích, přičemž umožňují změnu rychlosti otáčení a kroutícího
Technická dokumentace
 Technická dokumentace VY_32_inovace_FREI25 : Zásady kreslení výkresů ozubených kol Datum vypracování: 17. 9. 2013 Vypracoval: Ing. Bohumil Freisleben Motto: proslulý výrobce automobilů Citroën se nejprve
Technická dokumentace VY_32_inovace_FREI25 : Zásady kreslení výkresů ozubených kol Datum vypracování: 17. 9. 2013 Vypracoval: Ing. Bohumil Freisleben Motto: proslulý výrobce automobilů Citroën se nejprve