Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
|
|
|
- Ludvík Černý
- před 9 lety
- Počet zobrazení:
Transkript
1 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13 Korekce nástrojů - frézování...15 Úvod do NC programování...16 Struktura NC bloku...16 Programové (dle ČSN-přípravné) funkce dle normy DIN Programování soustruhu...34 Programování frézky
 funkce dle normy DIN 66025.")
2 1 Technologie obrábění na CNC obráběcím stroji Souřadnicový systém V NC programu jsou mimo jiné udány dráhy a cílové body, které má najíždět nástroj. Aby byly příkazy v programu správné musíme umět přesně zadat jednotlivé body pohybu nástroje. Základem je proto určit v rovině nebo prostoru systém, který umožní definovat polohu zadávaných bodů. Takovým vztažným systémem je souřadný systém. 2

3 Souřadný systém (u frézování) sestává ze tří na sebe kolmých os, na kterých je číselná hodnota nanesena v určitém měřítku.průsečík těchto os se nazývá počáteční nebo nulový bod souřadného systému. Vodorovná osa se označuje X,svislá Y. U soustružení je osa rovnoběžná s osou vřetene označena Z,osa na ni kolmá X. Tento pravoúhlý systém souřadnic se nazývá kartézský. Mimo kartézského souřadného systému můžeme použít také polárních souřadnic,např. pokud má obrobek více úhlových rozměrů. Bod v rovině bude pak v polárních souřadnicích definován těmito údaji: délka L úhel A 3

4 Pro frézování (3-osé) jsou osy označeny X,Y,Z 4

5 5

6 Vztažné body Při řízeni stroje (soustruhu) dochází k pohybu suportu, což představuje pohyb v souřadném (referenčním) systému.v tomto systému si nyní určíme následující referenční body: Nulový bod stroje Výchozím bodem tohoto referenčního systému je nulový bod stroje. Ten je pevně určený výrobcem stroje a není možné jej měnit. Referenční bod Referenční bod je pevně určený bod ležící uvnitř pracovního rozsahu vztažného bodu nástrojové hlavy. Od referenčního bodu jsou vztaženy souřadné osy suportu. Vztažný bod nástroje Údaje o poloze suportu jsou v řídícím systému vztaženy k referenčnímu bodu.ten se nachází na dorazové ploše nástrojové hlavy. Protože pro praktické použití je pohodlnější zadávat polohu špičky nástroje (která se liší u každého nástroje), zadáváme řídícímu systému pro každý nástroj hodnoty korekcí, které určují vzdálenost referenčního bodu nástroje a špičky nástroje. Podle těchto diferenčních hodnot vypočítá řídící systém dráhu k cílovému bodu. Nulový bod obrobku Nulový bod obrobku je vztažen k nulovému bodu stroje a může být libovolně přemístěn.je vhodné jej volit tak aby byl shodný s nulovým bodem na výkrese - tím nám odpadne přepočet souřadnic. Leží-li nulový bod na čele obrobku (obr. 1.6) programujeme souřadnice ve směru osy Z s opačným znaménkem. 6

7 Poloha nástroje Suport může být dle provedení stroje před nebo za osou rotace obrobku Povšimněte si, jak se mění poloha souřadného systému (obr. 1.7). 7

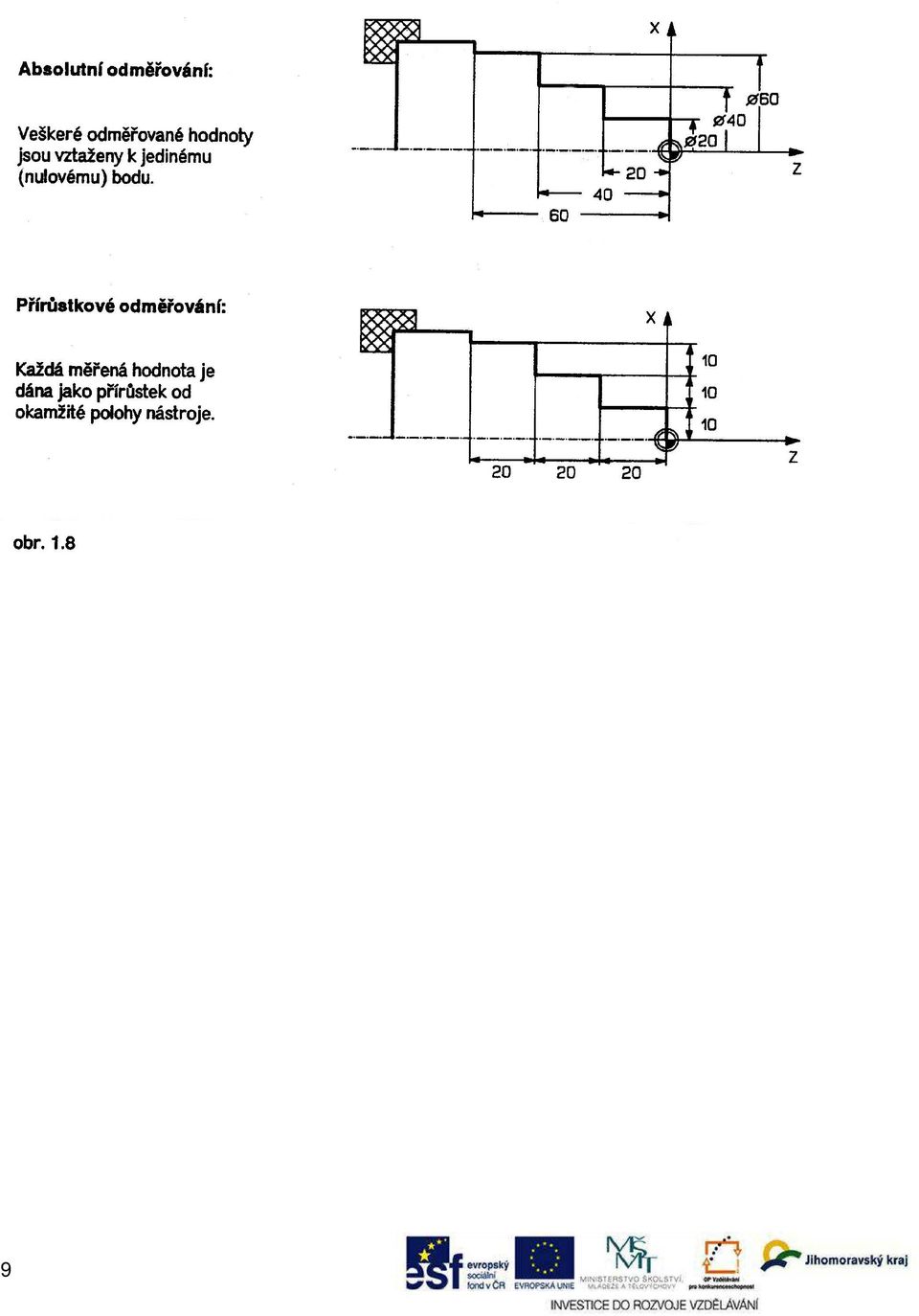
8 Absolutní odměřování, přírůstkové odměřování V technickém kreslení se používají dva druhy kótování (obr. 1.8) Absolutní odměřování - G90 Při tomto způsobu odměřování vztahujeme všechny měřené údaje k počátečnímu bodu souřadného systému tzv.vztažný bod odměřování. Přírůstkové odměřovaní - G91 Oproti absolutnímu odměřování zde zadáváme vždy vzdálenost mezi dvěma sousedním body.takto měřené údaje se označují jako inkrementální. Podle způsobu jakým chceme souřadnice zadávat do programu můžeme již při kreslení výkresu postupovat tak, aby kóty odpovídaly absolutnímu nebo přírůstkovému odměřování, (obr. 1.9). 8

9 9
10 Geometrie nástroje Použití soustružnických nástrojů je závislé na jejich geometrických vlastnostech.tak například rohový nůž má pro čelní soustružení nebo hrubování menší úhel břitu než nůž pro soustružení načisto. (obr. 110) K důležitým znakům geometrie nástrojů patří:(obr. 1.11) úhel hřbetu α úhel břitu β úhel špičky ε délka/šířka břitu poloměr špičky břitu ( R 0,4) U nástrojů pro vnitřní obrábění je důležité navíc: úhel čela γ délka a průměr dříku minimální průměr obráběného otvoru 10
 úhel hřbetu α úhel břitu β úhel špičky ε délka/šířka břitu poloměr špičky břitu ( R 0,4) U nástrojů pro vnitřní")
11 γ εr = 0.8 aretační šroub tříska utvařeč třísky β α 11

12 Pro spirálové vrtáky je limitující: průměr maximální hloubka vrtání Úhel pomocného Tento úhel je velmi důležitý pro výrobu klesajících obrysů. Jeho velikost v ostří podstatě určuje zda je nástroj pro daný obrobek použitelný. Je-li úhel pomocného ostří menší než sklon obrysu dochází ke kolizím s držákem nástroje nebo poškození obrobku. (obr. 1.12) 12

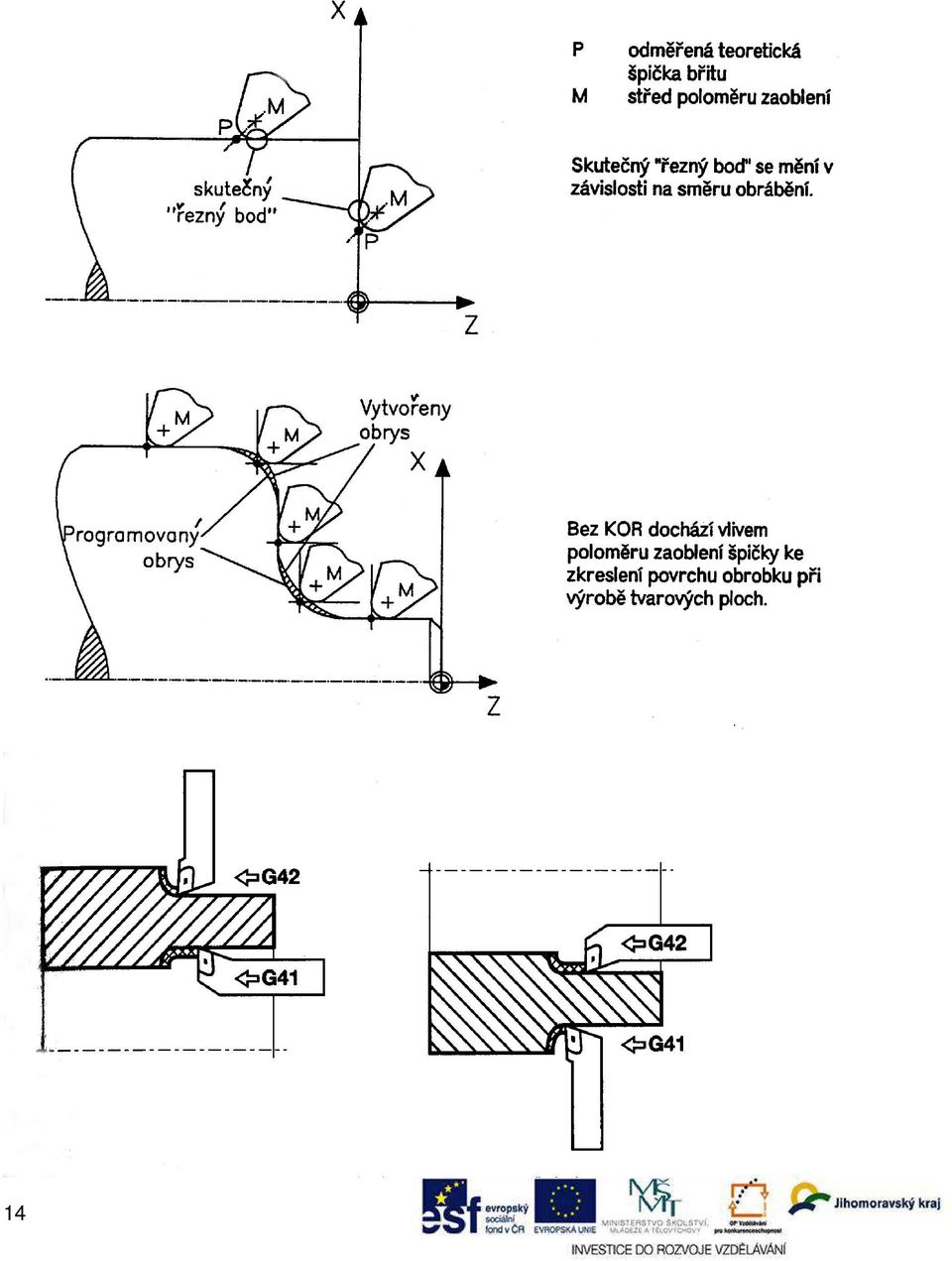
13 Korekce nástrojů - soustružení Různé nástroje pro obrábění se svou geometrií navzájem značně liší. Poloha pracovního bodu břitu vzhledem k poloze vztažného bodu nástroje je různá. Proto pro každý nastroj je pro výpočet dráhy nutné určit vzdálenosti mezi špičkou břitu a vztažným bodem nástrojů. Tyto hodnoty jsou uloženy jako hodnoty korekcí do příslušné tabulky. Důležité údaje pro výpočet korekcí dráhy jsou: X a Z - ová vzdálenost od referenčního bodu nástrojů Poloměr zaoblení špičky Špička nástroje bývá zaoblena. Poloměr tohoto zaoblení bývá od několika desetin poloměru zaoblení milimetru až po kruhové plátky (pro dělený řez a těžké hrubování). Řídící systém přepočítá dráhu nástroje vztaženou na vrchol břitu. 13

14 14
15 Korekce nástrojů - frézování Korekce délky Korekce délky udává vzdálenost mezi vztažným bodem nástroje a koncem frézy ve směru osy Z. Poloměr frézy Pro každý nástroj je v paměti korekcí uložen doplňkový poloměr. Je-li V NC programu zadána výměna nástroje, bude hodnota korekcí načtena do paměti pracovní a použita pro výpočet korigované dráhy nástroje. Dráha středu frézy Na základě hodnoty poloměru frézy uložené v paměti korekcí je řídícím systémem vypočtena dráha středu nástroje (korekce poloměru frézy). Tato dráha se nazývá ekvidistantou k programovanému obrysu, a má od tohoto obrysu v celé délce konstantní vzdálenost. 15
.")
16 Úvod do NC programování Pro tvorbu NC programů je nezbytně nutná přehledná programová struktura. Dbáme li na přehlednost, je značně ulehčeno hledáni chyby, případně provedení změn. Tuto přehlednost oceníme zejména při hledání chyby v programu pře po jiném programátorovi. Struktura NC bloku NC program musíme pro automatické obrábění rozvést do jednotlivých pracovních kroků a 16

17 tyto instrukce přeložit do řídícímu systému srozumitelné řeči - kódu. NC program se skládá z bloků (řádků) které jsou sestaveny z jednotlivých příkazů-slov. Každý příkaz (slovo) se skládá ze dvou částí. Adresné a Významové. Adresa určuje kam bude instrukce směřována. Příklad: Každé slovo dále dělíme na adresu a význam. Významy adres v NC programu N číslo bloku (řádku) G přípravná funkce (funkce dráhy) X x souřadnice cílového bodu Y y souřadnice cílového bodu Z z souřadnice cílového bodu F posuv S počet otáček vřetena T číslo (pozice) nástroje / číslo řádku korekcí M pomocné funkce (smysl otáčení vřetene,chlazení ) Stálé a jednorázové příkazy Stálé (modální) příkazy zůstávají po načtení z programu stále platné a musí být buďto zrušeny,nebo přepsány příkazem se stejnou adresou.oproti tomu jsou jednorázové příkazy platné pouze v bloku ve kterém jsou zapsány. Stálé příkazy jsou například :smysl a počet otáček, velikost posuvu, určení nástroje atd. Tyto příkazy stačí zadat pouze jednou a jsou vykonávány až do zrušení nebo změny hodnoty. Příklad: N115 F0,07 S1800 M03 N120 G01 Z-60 17
 nástroje / číslo řádku korekcí M pomocné funkce (smysl otáčení vřetene,chlazení ) Stálé a jednorázové příkazy Stálé (modální) příkazy zůstávají po načtení z programu stále")
18 N125 X+70 N130 Z-85 N115 Je programován posuv 0.07 mm/ot, otáčky vřetena 1800 ot/min, smysl otáčení vřetena -po směru pohybu hodinových ručiček. Tato technologická data jsou automaticky uchována i v blocích N120 až N130. N120 Nástroj přejede pracovním posuvem ze své okamžité polohy na souřadnici Z-60 N125 Funkce G01 platí z minulého bloku nástroj tedy pojede na souřadnici X 70 N130 Nástroj přejíždí po souřadnici Z na hodnotu -85 Pomocné funkce (M) K přípravným funkcím je nutné zadávat i funkce pomocné,řadící otáčky,posuvy,chlazení,výměny nástrojů atd.,nebo manipulující s programem. M03 M04 M05 vřeteno zapnuto-otáčení ve směru pohybu hodinových ručiček CW vřeteno zapnuto-otáčení proti směru pohybu hodinových ručiček CCW vřeteno vypnuto 18
 K přípravným funkcím je nutné zadávat i funkce pomocné,řadící otáčky,posuvy,chlazení,výměny nástrojů atd.,nebo manipulující s programem.")
19 M07 M08 M09 1. chladící čerpadlo zapnuto (vnitřní chlazení) 2. chladící čerpadlo zapnuto (chlazení mlhou vnější) chladící čerpadla vypnuta M00 programový stop - po načtení této funkce je program zastaven a obsluha může provést měření, nebo odstranit třísky atd M30 ukončení NC programu.zároveň je vypnuto chladící čerpadlo a vřeteno.nc program je přelistován na začátek M02 ukončení NC programu, ale nevrací se na začátek M99 ukončení podprogramu.řídící systém se vrací do hlavního programu a pokračuje ve vykonávání příkazů od dalšího řádku,než ze kterého byl podprogram vyvolán. M19 orientace (úhlové polohování) vřetena Velikost posuvu F Je programována v milimetrech za otáčku pro soustružení Např.: F rychlost posuvu činí 0,2 mm za otáčku Nebo je programována v milimetrech za minutu pro frézování Např.: F180 - rychlost posuvu činí 180 mm za minutu Počet otáček vřetene S Je programován v otáčkách za minutu ( n / min) Např.: S počet otáček je 1800 za minutu Výměna nástroje T Je programována adresou T, za kterou následuje tří, nebo čtyřmístné číslo. První číslo, nebo 19

20 dvojčíslí udává pozici (otočení) nástrojové hlavy,druhé dvojčíslí pak číslo řádku ze kterého budou načteny korekce. Např.: T0808 Po načtení tohoto příkazu řídící systém pootočí nástrojovou hlavu tak, aby v pracovní poloze byl nástroj upnutý na pozici č.8 a zároveň tomuto nástroji přiřadí korekce z řádku č. 8 rejstříku nástrojových korekcí. Programové (dle ČSN-přípravné) funkce dle normy DIN G00 přejezd rychloposuvem G01 lineární interpolace pracovním posuvem G02 kruhová interpolace ve směru hodinových ručiček G03 kruhová interpolace proti směru hodinových ručiček G04 časová prodlevag09 přesné zastavení G20 programování v palcích (inch) G21 programování v milimetrech (mm) G22 volání podprogramu G26 najetí bodu výměny nástroje G40 zrušení korekce poloměru nástroje G41 korekce poloměru vlevo G42 korekce poloměru vpravo G53 zrušení přírůstkového posunutí nulového bodu G54-G58 posunutí nulového bodu absolutně G76 cyklus pro řezání závitů (soustruh) G59 posunutí nulového bodu přírůstkově G80 ukončení pevného cyklu G90 absolutní odměřování G91 přírůstkové odměřování G92 omezení otáček (platí pro soustruhy) G96 konstantní řezná rychlost (platí pro soustruhy) G97 přímé zadání otáček vřetene (platí pro soustruhy) 20
 funkce dle normy DIN 66025 G00 přejezd rychloposuvem G01 lineární interpolace pracovním posuvem G02 kruhová interpolace ve směru hodinových ručiček G03 kruhová")
21 21
22 22
23 23
24 24
25 25
26 26
27 27
28 28
29 29
30 30
31 Připomínka: Funkce G09 musí být v samostatném bloku!!! 31
32 32
33 33
34 Programování soustruhu 34
35 Programování frézky 35
36 Vztažné body na CNC frézce 36
37 37
38 38
39 39
40 40
41 41
42 42
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Moderní způsoby strojního obrábění na CNC soustruzích
 Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ _ C N C V Z T A Ž N É A O B R Y S O V É B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
CNC stroje. Všechny funkce stroje jsou řízeny počítačem (řídícím systémem).
.") CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
NC a CNC stroje číslicově řízené stroje
 NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
Vznik a vývoj CNC DNC. Vznik a vývoj. Základní pojmy počítačové podpory. Základní pojmy CNC řízení. Číslicové řízení ve strojírenské technologii
 Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Střední průmyslová škola, Hronov, Hostovského 910, 549 31 Hronov
 Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Otáčky vřetena (S), směr otáčení vřetena (M3, M4, M5)
, směr otáčení vřetena (M3, M4, M5)") Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
Posuv (G93, G94, G95, F, FGROUP, FL, FGREF)
") Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ
 TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Ing. Petr KELLER, Ph.D. PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ PREZENTACE PŘEDNÁŠEK 2. ČÁST 2005 Programování CNC strojů přehled témat
TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Ing. Petr KELLER, Ph.D. PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ PREZENTACE PŘEDNÁŠEK 2. ČÁST 2005 Programování CNC strojů přehled témat
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách.
 Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Číslicově řízené stroje
 1 Číslicově řízené stroje Při číslicově řízeném obrábění je program výroby součásti zadán stroji ve formě čísel, alfabetických znaků a dalších symbolů ve zvoleném kódu na nositeli informací (děrná nebo
1 Číslicově řízené stroje Při číslicově řízeném obrábění je program výroby součásti zadán stroji ve formě čísel, alfabetických znaků a dalších symbolů ve zvoleném kódu na nositeli informací (děrná nebo
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
6. ZADÁNÍ POSUVU. V = S.β
 Zadání posuvu 6. ZADÁNÍ POSUVU Pracovní posuv po obráběné křivce se programuje pod adresou F. Posuv je zadáván způsobem podle G-funkce skupiny G6, nebo-li tato funkce určuje rozměr adresy F. Při programování
Zadání posuvu 6. ZADÁNÍ POSUVU Pracovní posuv po obráběné křivce se programuje pod adresou F. Posuv je zadáván způsobem podle G-funkce skupiny G6, nebo-li tato funkce určuje rozměr adresy F. Při programování
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
1. ÚVOD DO PROGRAMOVÁNÍ...1-1
 Obsah 1. ÚVOD DO PROGRAMOVÁNÍ...1-1 1.1. Základní pojmy...1-1 1.2. Kód vstupních informací...1-2 2. STAVBA PARTPROGRAMU...2-1 2.1. Slovo partprogramu...2-1 2.1.1. Stavba slova...2-1 2.1.2. Psaní obsahu
Obsah 1. ÚVOD DO PROGRAMOVÁNÍ...1-1 1.1. Základní pojmy...1-1 1.2. Kód vstupních informací...1-2 2. STAVBA PARTPROGRAMU...2-1 2.1. Slovo partprogramu...2-1 2.1.1. Stavba slova...2-1 2.1.2. Psaní obsahu
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Obecný úvod do problematiky CNC programování
 Obecný úvod do problematiky CNC programování Část první Název programu: Operační program Vzdělávání pro konkurenceschopnost Název projektu: Inovace v rozvoji kompetencí ţáků dle potřeb trhu práce Registrační
Obecný úvod do problematiky CNC programování Část první Název programu: Operační program Vzdělávání pro konkurenceschopnost Název projektu: Inovace v rozvoji kompetencí ţáků dle potřeb trhu práce Registrační
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST. Číslo projektu: CZ.1.07/1.1.38/ PŘEDMĚT ODBORNÝ VÝCVIK
 PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT ODBORNÝ VÝCVIK TENTO PROJEKT JE SPOLUFINANCOVÁN Z EVROPSKÉHO SOCIÁLNÍHO FONDU A STÁTNÍHO ROZPOČTU ČESKÉ REPUBLIKY Obor:
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT ODBORNÝ VÝCVIK TENTO PROJEKT JE SPOLUFINANCOVÁN Z EVROPSKÉHO SOCIÁLNÍHO FONDU A STÁTNÍHO ROZPOČTU ČESKÉ REPUBLIKY Obor:
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Pohyb rychlým posuvem (G0, RTLION, RTLIOF)
") Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Co je nového v RhinoCAMu 2012
 Co je nového v RhinoCAMu 2012 6. únor Tento dokument popisuje nové funkce a vylepšení, které přináší RhinoCAM 2012, CAM systém pro Rhinoceros 4.0 a Rhinoceros 5.0 od společnosti MecSoft Corporation. 2012,
Co je nového v RhinoCAMu 2012 6. únor Tento dokument popisuje nové funkce a vylepšení, které přináší RhinoCAM 2012, CAM systém pro Rhinoceros 4.0 a Rhinoceros 5.0 od společnosti MecSoft Corporation. 2012,
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 06 Frézování kapes a drážek
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby při použití cyklu
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
22.4.2010. konný CNC soustruh Quick Turn Smart 200
 ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
Učební text Obsluha CNC strojů
 Učební text Obsluha CNC strojů pro Integrovanou střední školu v Chebu Ing. Jan Homolka 1 Obsah Řídící systémy CNC... 4 Číslicová řídící technika... 4 Pohony... 4 Odměřovací systémy... 5 Funkce CNC řízení...
Učební text Obsluha CNC strojů pro Integrovanou střední školu v Chebu Ing. Jan Homolka 1 Obsah Řídící systémy CNC... 4 Číslicová řídící technika... 4 Pohony... 4 Odměřovací systémy... 5 Funkce CNC řízení...
VITRALAB. Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530
 VITRALAB Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530 Příručka CNC programování (Vitralab_Title) Doc. Type: Authors: Version: Internal Working Document (Vitralab_Paragraph_1) Name and surname
VITRALAB Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530 Příručka CNC programování (Vitralab_Title) Doc. Type: Authors: Version: Internal Working Document (Vitralab_Paragraph_1) Name and surname
Obsah. CNC Programy WOP. Exec Grafické. okno. CNC řízení. Přípravné funkce. Pomocné funkce. Pevný formát CNC programu.
 S2000 WOP - CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické programování Ladění externích podprogramů a funkcí WOP Exec Grafické okno CNC řízení S2000 WOP
S2000 WOP - CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické programování Ladění externích podprogramů a funkcí WOP Exec Grafické okno CNC řízení S2000 WOP
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VY_32_INOVACE_E 14 02
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Základy práce v CAD/CAM systému EdgeCAM soustružení
 Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,