Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 2. Ing. Kubíček Miroslav. Autor:
|
|
|
- Romana Šmídová
- před 9 lety
- Počet zobrazení:
Transkript
1 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19 17 Anotace: Slouží jako podklad pro výuku obrábění.popis a charakteristika metod elektrochemického,chemického obrábění,ultrazvukem a vodním paprskem. Text určen pro studenty 2. ročníku střední odborné školy oboru strojírenství. Podpora digitalizace a využití ICT na SPŠ CZ.1.07/1.5.00/

2 FYZIKÁLNÍMETODY OBRÁBĚNÍ Fyzikálnítechnologie obráběníjsou založeny na využitífyzikálního nebo chemického principu úběru materiálu Většinou jde o bezsilovépůsobenínástroje na obráběný materiál, bez tvoření klasických třísek které vznikají při obrábění řeznými nástroji Obrobitelnost materiálu u těchto metod je dána Tepelnou vodivostí - Teplotou tání Elektrickou vodivostí - Odolností proti elektrické erozi Odolnostíproti chemickéerozi -Vzájemnou vazbou atomů a molekul Vhodnépro obráběnítěžkoobrobitelných materiálůa pro složité( členité) tvary ( vnějšíi vnitřní) 2
 tvary (")
3 ELEKTROCHEMICKÉ Obráběníje metoda beztřískového( bezsilového ) úběru materiálu elektricky vodivých materiálů Obráběnásoučást je ponořena do elektrolytu a připojena na anodu, docházív něm k reakci, při nížse kationty elektrolytu slučují s anionty kovu na povrchu anody a postupně rozrušují (ubírají) kov z anody Anoda kopíruje ( je negativem) tvar katody nástrojové elektrody Největšírychlost rozpouštěníkovu je při minimálnímezeře mezi elektrodami ( 0,05 1 mm) Hustota proudu až1 000 Acm -2 SS napětí5 30 V 3
 Hustota proudu až1 000 Acm -2 SS napětí5")
4 ELEKTROCHEMICKÉ Stejného principu elektrochemického obráběníse používá i u dalších metod Obráběnís nuceným odstraňováním produktůvzniklých chemickými reakcemi Obráběníproudícím elektrolytem ( hloubenítvarůa dutin,hloubení malých otvorů,odstraňování otřepů, dělení materiálu) S mechanickým odstraňováním ( broušenílapování, honování) Povrchovéobráběníbez odstraňováníproduktůvzniklých chemickými reakcemi 4
 Povrchovéobráběníbez odstraňováníproduktůvzniklých")
5 ELEKTROCHEMICKÉ Princip elektrochemického obrábění 5

6 ANODOMECHANICKÉ 6

7 ELEKTROCHEMICKÉ- otáčející se elektrodou 7

8 ELEKTROCHEMICKÉ proudícím elektrolytem 8

9 ELEKTROCHEMICKÉ hloubení dutin Zařízení pro hloubení dutin 9

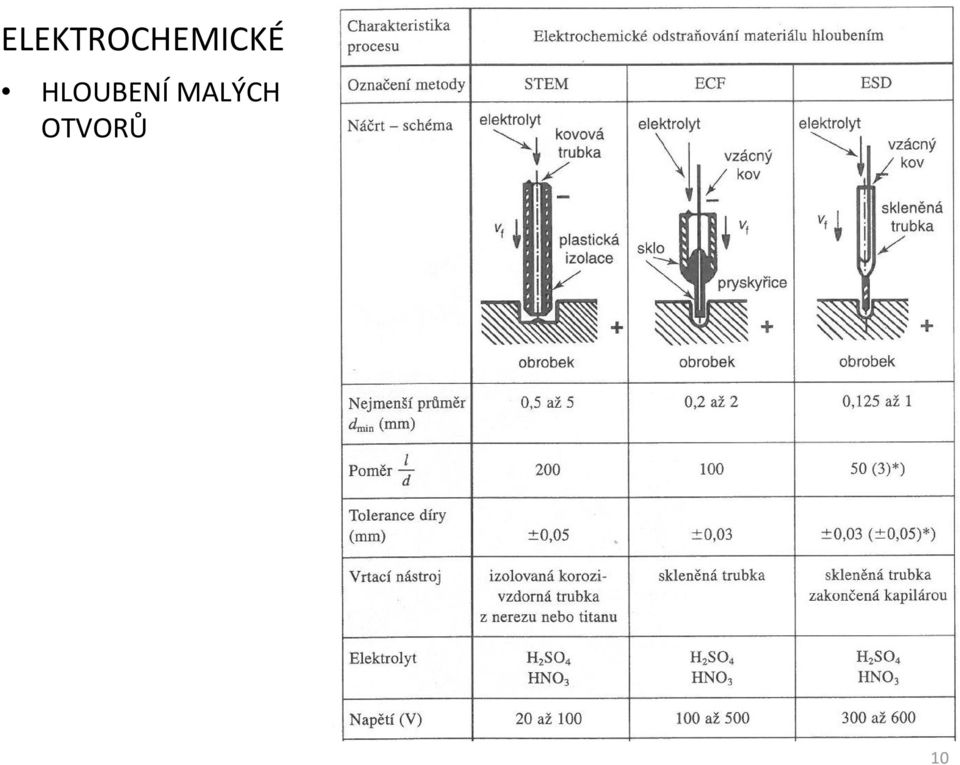
10 ELEKTROCHEMICKÉ HLOUBENÍMALÝCH OTVORŮ 10
11 ELEKTROCHEMICKÉ OBR odstraňování otřepů-druhy Obr str.123 stt3/2 11

12 ELEKTROCHEMICKÉ dělení materiálu Obr str.124 stt3/2 12

13 ELEKTROCHEMICKÉ obráběnívnějších tvarových ploch Obr str.119 stt3/2 13

14 ELEKTROCHEMICKÉ ELEKTROLYT MÁ TYTO ÚKOLY Zajistit vedení elektrického proudu Určovat podmínky rozpouštění anody Odvádět z pracovního prostoru teplo Odvádět produkty vzniklé chemickými reakcemi Požadavky na materiál nástroje Dobrá elektrická vodivost Odolnost proti výbojům a korozi Možnost jednoduché a přesné výroby Dostatečná pevnost Možnost získat velmi hladký, leštěný povrch Materiál nástroje může být z mosazi,cu,korozivzdornéoceli, grafitu, kompozice grafit+cu, Jako elektrolyt se používá NaCl,NaNO 3 NaClO 3,HCl,H 2 SO 4,NaOH 14

15 ELEKTROLYTY PRO ELEKTROCHEMICKÉ OBRÁBĚNÍ 15

16 CHEMICKÉ Pod chemické obrábění zahrnujeme leptání Leptáníje řízenéodstraňovánívrstvy materiálu s povrchu obrobku chemickou reakcívznikajícímezi obrobkem a nástrojem ( chemickou látkou ) bezsilovým způsobem Obráběnémateriály Al,konstrukčnía korozivzdornéoceli, Cu, mosaz, Ti 16

17 Charakteristiky CHEMICKÉ Rychlost obrábění 0,01 0,4 mmmin -1 Max doba leptání( závislána celkovéploše leptání) 8 10 hod Max. hloubka do 10 mm ( většinou setiny mm ) Nelze vytvořit ostré hrany, vždy je okraj dutiny zaoblen Obrobek vkládat do leptacílázněpod úhlem 45 Oblast využití výroba mělkých,, několik setin mm hlubokých, tvarověsložitých povrchů, nosníky v leteckých konstrukcích, obrábění tenkostěnných součástí, tvarově složitých a málo tuhých součástí, kterélze obtížněupínat, aby nedošlo k jejich deformaci 17

18 CHEMICKÉ Postup práce při leptání Al slitiny Odmaštění a očistění povrchu součásti technickým benzinem Ponořenído 5% roztoku NaOH o teplotěcca 60 na dobu 1,5 min Oplach v teplévodě( ) Ponořenído 15 30% roztoku kyseliny dusičné, aby se odstranil kal vzniklý na povrchu, teplota C, doba ponoření0,5 5 min Oplach ve studenévodě( C ) Osušení povrchu teplým vzduchem Ponořenív H 2 SO 4 a dvojchromanu draselného za účelem zvýšení přilnavosti povrchu obrobku k maskovacímu ochrannému nátěru Nanesení masky Vysušenímasky ( 2 8 hod ) Vlastní leptání Oplach s cílem odstranění leptací chemické látky 18
 Vlastní leptání Oplach s cílem odstranění leptací")
19 CHEMICKÉ Při opracování Si existují dva způsoby leptání Anizotropické tvar vyleptané dutiny závisí na krystalografické orientaci povrchu obrobku ( Si), tvaru a orientaci dutiny v krycímasce a použitého leptacího roztoku Selektivní opět řízenérozpouštěníkrystalůsi sycených borem. Při koncentraci boru se výrazněsnižuje účinnost leptacího roztoku,umožňuje to vertikální odebírání materiálu. Použití při výrobě Si membrán tlustých několik mikrometrů a v elektronové litografii 19

20 ULTRAZVUK Řízenérozrušovánímateriálu obrobku účinkem pohybu zrn abrazivního materiálu a působením kavitační eroze Zrna abrazivního materiálu jsou přiváděna mezi obráběný povrch a nástroj, který kmitáv kolmém směru na obráběný povrch kmity khz. Zrna jsou nástrojem přitlačována stálou silou k povrchu, a tím dochází k překopírování tvaru nástroje do obrobku 20

21 ULTRAZVUK Princip obrábění ultrazvukem 21
22 STROJ NA OBRÁBĚNÍ ULTRAZVUKEM SKUTEČNÉ PROVEDENÍ 22
23 OBRÁBĚNÍ ULTRAZVUKEM SCHEMA - PRINCIP 1 generátor ultrazvukových kmitů 2 systém pro vytvoření mechanických kmitů 3 přívod brousících zrn a kapaliny 4 obrobek 5 - nástroj 23
24 PŘÍKLADY NÁSTROJŮ A OPERACÍ OBRÁBĚNÝCH ULTRAZVUKEM NEROTAČNÍ DUTINY OTEVŘENÉ DRÁŽKY 1 NÁSTROJ 2 - OBROBEK 24
25 PŘÍKLADY NÁSTROJŮ A OPERACÍ OBRÁBĚNÝCH ULTRAZVUKEM KRUHOVÉ DÍRY ZÁVITY 1 NÁSTROJ 2 - OBROBEK 25
26 PŘÍKLADY NÁSTROJŮ A OPERACÍ OBRÁBĚNÝCH ULTRAZVUKEM PRŮCHOZÍ DRÁŽKY TVAROVÉ DRÁŽKY 1 NÁSTROJ 2 - OBROBEK 26
27 OBROBITELNOST MATERIÁLŮ ULTRAZVUKEM - Obrobitelnost materiálů je úměrná jejich tvrdosti a křehkosti ( viz tabulka) - Obrábět lze elektricky vodivé i nevodivé materiály, sklo, Si, ferity, germanium, keramické materiály, grafit, kavlar, slinuté karbidy, kalené oceli, polodrahokamy - Zásadně nevhodné pro plastické materiály 27
28 Příklady součástí vyrobených ultrazvukem 28
29 Technologické aplikace obrábění ultrazvukem 29
30 VODNÍPAPRSEK Obráběníje založeno na přeměněkinetickéenergie kapaliny na mechanickou práci, za současného působení kavitační koroze Tlak pracovníkapaliny je MPa Rychlost kapaliny z tryska asi 4x větší než je rychlost zvuku Druhy Čistý kapalinový paprsek pro řezáníměkkých a málo houževnatých materiálů. Max. tloušťka řezaného materiálu je závislána druhu materiálu obrobku, tlaku pracovníkapaliny, rychlosti řezání, průměru a vzdálenosti trysky od povrchu obrobku. Šířka řeznéspáry 0,1 0,3 mm Abrazivníkapalinový paprsek( s příměsíbrousícího materiálu zrna křemičitého písku, olivínu, granátu, KNB o velikosti 0,2 0,5 mm ) pro tvrdéa houževnatémateriály. Řezanátloušťka kolem 100 mm. Šířka řeznéspáry 1,1 2,5 mm Rychlost řezáníod 5 mmmin -1 ( kovy) do mmmin -1 (překližky) 30
31 VODNÍPAPRSEK 31
32 VODNÍPAPRSEK Pracovní řezací hlava pro čistý kapalinový paprsek 32
33 VODNÍPAPRSEK Pracovní řezací hlava pro abrazivní kapalinový paprsek 33
34 VODNÍPAPRSEK 34
35 VODNÍPAPRSEK 35
36 VODNÍ PAPRSEK 36
37 VODNÍ PAPRSEK FRÉZOVÁNÍ LOPATEK ROTORU ABRAZIVNÍM KAPALINOVÝM PAPRSKEM 37
38 Pracovníparametry Obráběníproudem brusiva Pracovní tlak 5 MPa Brousícízrna z Al 2 O 3 nebo SiC velikosti 60 μm Rychlost obráběnímax. 2 mms -1 vzdálenost trysky od povrchu je 10 mm Průměr výstupní tryska 3,5 mm,vyrobena z SK,safíru nebo keramiky Max. úběr materiálu 10 mgmin -1 38
39 OBRÁBĚNÍ PROUDEM BRUSIVA Schéma zařízení pro obrábění proudem brusiva 39
40 Zdroje: Řasa J.,Pokorný P.,Gabriel V., Strojírenská technologie 3, díl2, SCIENTIA, PRAHA, 2001 ISBN Beneš V.,KlůnaJ.,ŠverclJ.,Vávra P.,Dílenské tabulky,albra,úvaly,2008, ISBN
METODY OBRÁBĚNÍ. Dokončovací metody, nekonvenční metody, dělení mat.
 METODY OBRÁBĚNÍ Dokončovací metody, nekonvenční metody, dělení mat. Dokončovací metody obrábění Dokončovací metody takové způsoby obrábění, kterými dosahujeme u výrobku přesného geometrického tvaru a jakosti
METODY OBRÁBĚNÍ Dokončovací metody, nekonvenční metody, dělení mat. Dokončovací metody obrábění Dokončovací metody takové způsoby obrábění, kterými dosahujeme u výrobku přesného geometrického tvaru a jakosti
Netřískové způsoby obrábění
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Číslo: Anotace: Prosinec 2013. Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Elektrický proud stejnosměrný Elektrický
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Elektrický proud stejnosměrný Elektrický
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
CZ.1.07/1.5.00/34.0304
 Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Dokončovací metody obrábění 2. Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Ultrazvukové obrábění, obrábění paprskem vody
 USM Je to způsob používaný: pro obrábění tvrdých a křehkých materiálů materiálů elektricky nevodivých přivádí ve formě suspenze mezi ultrazvukem rozkmitaný nástroj a obráběný materiál USM úběr materiálů
USM Je to způsob používaný: pro obrábění tvrdých a křehkých materiálů materiálů elektricky nevodivých přivádí ve formě suspenze mezi ultrazvukem rozkmitaný nástroj a obráběný materiál USM úběr materiálů
Řezné podmínky při broušení
 Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Název materiálu: Vedení elektrického proudu v kapalinách
 Název materiálu: Vedení elektrického proudu v kapalinách Jméno autora: Mgr. Magda Zemánková Materiál byl vytvořen v období: 2. pololetí šk. roku 2010/2011 Materiál je určen pro ročník: 9. Vzdělávací oblast:
Název materiálu: Vedení elektrického proudu v kapalinách Jméno autora: Mgr. Magda Zemánková Materiál byl vytvořen v období: 2. pololetí šk. roku 2010/2011 Materiál je určen pro ročník: 9. Vzdělávací oblast:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T E R I Á L Y _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T E R I Á L Y _ P W P Název školy: Číslo a název projektu:
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
ELEKTRICKÝ PROUD V KAPALINÁCH, PLYNECH A POLOVODIČÍCH
 Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_3S3_D14_Z_OPAK_E_Elektricky_proud_v_kapalinach _plynech_a_polovodicich_t Člověk a příroda
Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_3S3_D14_Z_OPAK_E_Elektricky_proud_v_kapalinach _plynech_a_polovodicich_t Člověk a příroda
Co Tiskové je to POLYGRAFIE
 CO JE TO POLYGRAFIE Co Tiskové je to POLYGRAFIE techniky Specifikace oboru 2. Tisková forma 1. pro hlubotisk I. www.isspolygr.cz 1 Co je to polygrafie Vytvořila: Vytvořil: Zuzana Jan Dvořáková Doležal
CO JE TO POLYGRAFIE Co Tiskové je to POLYGRAFIE techniky Specifikace oboru 2. Tisková forma 1. pro hlubotisk I. www.isspolygr.cz 1 Co je to polygrafie Vytvořila: Vytvořil: Zuzana Jan Dvořáková Doležal
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 6 _ T Ř Í S K O V É O B R Á B Ě N Í
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 6 _ T Ř Í S K O V É O B R Á B Ě N Í NEKONVENČNÍ O B R Á B Ě N Í _ P W P Název školy: Číslo a název
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 6 _ T Ř Í S K O V É O B R Á B Ě N Í NEKONVENČNÍ O B R Á B Ě N Í _ P W P Název školy: Číslo a název
Protahování, protlačování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Průvodka. CZ.1.07/1.5.00/34.0802 Zkvalitnění výuky prostřednictvím ICT. III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pořadí DUMu v sadě 08
 Průvodka Číslo projektu Název projektu Číslo a název šablony klíčové aktivity CZ.1.07/1.5.00/34.0802 Zkvalitnění výuky prostřednictvím ICT III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Příjemce
Průvodka Číslo projektu Název projektu Číslo a název šablony klíčové aktivity CZ.1.07/1.5.00/34.0802 Zkvalitnění výuky prostřednictvím ICT III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Příjemce
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
ELEKTRICKÝ PROUD V KAPALINÁCH, VYUŽITÍ ELEKTROLÝZY V PRAXI
 Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_2S2_D17_Z_ELMAG_Elektricky_proud_v_kapalinach_ vyuziti_elektrolyzy_v_praxi_pl Člověk
Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_2S2_D17_Z_ELMAG_Elektricky_proud_v_kapalinach_ vyuziti_elektrolyzy_v_praxi_pl Člověk
Svařování elektrickým obloukem obalenou elektrodou Ing. Kubíček Miroslav
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování elektrickým obloukem obalenou
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování elektrickým obloukem obalenou
ELEKTROLÝZA. Autor: Mgr. Stanislava Bubíková. Datum (období) tvorby: 13. 3. 2012. Ročník: osmý
 tvorby: 13. 3. 2012. Ročník: osmý") Autor: Mgr. Stanislava Bubíková ELEKTROLÝZA Datum (období) tvorby: 13. 3. 2012 Ročník: osmý Vzdělávací oblast: Člověk a příroda / Chemie / Chemické reakce 1 Anotace: Žáci se seznámí s elektrolýzou. V rámci
Autor: Mgr. Stanislava Bubíková ELEKTROLÝZA Datum (období) tvorby: 13. 3. 2012 Ročník: osmý Vzdělávací oblast: Člověk a příroda / Chemie / Chemické reakce 1 Anotace: Žáci se seznámí s elektrolýzou. V rámci
Datum: 21. 8. 2013 Projekt: Využití ICT techniky především v uměleckém vzdělávání Registrační číslo: CZ.1.07./1.5.00/34.
 Datum: 21. 8. 2013 Projekt: Využití ICT techniky především v uměleckém vzdělávání Registrační číslo: CZ.1.07./1.5.00/34.1013 Číslo DUM: VY_32_INOVACE_93 Škola: Akademie VOŠ, Gymn. a SOŠUP Světlá nad Sázavou
Datum: 21. 8. 2013 Projekt: Využití ICT techniky především v uměleckém vzdělávání Registrační číslo: CZ.1.07./1.5.00/34.1013 Číslo DUM: VY_32_INOVACE_93 Škola: Akademie VOŠ, Gymn. a SOŠUP Světlá nad Sázavou
Základní informace o wolframu
 Základní informace o wolframu 1 Wolfram objevili roku 1793 páni Fausto de Elhuyar a Juan J. de Elhuyar. Jedná se o šedobílý těžký tažný tvrdý polyvalentní kovový element s vysokým bodem tání, který se
Základní informace o wolframu 1 Wolfram objevili roku 1793 páni Fausto de Elhuyar a Juan J. de Elhuyar. Jedná se o šedobílý těžký tažný tvrdý polyvalentní kovový element s vysokým bodem tání, který se
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 1. Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 1 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 1 Autor: Ing. Kubíček
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Elektrotermické procesy
 Elektrotermické procesy Elektrolýza tavenin Výroba Al Elektrické pece Výroba P Výroba CaC 1 Vysokoteplotní procesy, využívající elektrický ohřev (případně v kombinaci s elektrolýzou) Elektrotermické procesy
Elektrotermické procesy Elektrolýza tavenin Výroba Al Elektrické pece Výroba P Výroba CaC 1 Vysokoteplotní procesy, využívající elektrický ohřev (případně v kombinaci s elektrolýzou) Elektrotermické procesy
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_18 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_18 Autor
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Identifikační značení strojních součástí a měřidel
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Číslo: Anotace: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
OCELI A LITINY. Ing. V. Kraus, CSc. Opakování z Nauky o materiálu
 OCELI A LITINY Ing. V. Kraus, CSc. 1 OCELI Označování dle ČSN 1 Ocel (tvářená) Jakostní Tř. 10 a 11 - Rm. 10 skupina oceli Tř. 12 a_ 16 (třída) 3 obsah všech leg. prvků /%/ Význačné vlastnosti. Druh tepelného
OCELI A LITINY Ing. V. Kraus, CSc. 1 OCELI Označování dle ČSN 1 Ocel (tvářená) Jakostní Tř. 10 a 11 - Rm. 10 skupina oceli Tř. 12 a_ 16 (třída) 3 obsah všech leg. prvků /%/ Význačné vlastnosti. Druh tepelného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Technologie pro úpravu bazénové vody
 Technologie pro úpravu GHC Invest, s.r.o. Korunovační 6 170 00 Praha 7 info@ghcinvest.cz Příměsi významné pro úpravu Anorganické látky přírodního původu - kationty kovů (Cu +/2+, Fe 2+/3+, Mn 2+, Ca 2+,
Technologie pro úpravu GHC Invest, s.r.o. Korunovační 6 170 00 Praha 7 info@ghcinvest.cz Příměsi významné pro úpravu Anorganické látky přírodního původu - kationty kovů (Cu +/2+, Fe 2+/3+, Mn 2+, Ca 2+,
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
DUM VY_52_INOVACE_12CH35
 Základní škola Kaplice, Školní 226 DUM VY_52_INOVACE_12CH35 autor: Kristýna Anna Rolníková období vytvoření: říjen 2011 duben 2012 ročník, pro který je vytvořen: 9. vzdělávací oblast: vzdělávací obor:
Základní škola Kaplice, Školní 226 DUM VY_52_INOVACE_12CH35 autor: Kristýna Anna Rolníková období vytvoření: říjen 2011 duben 2012 ročník, pro který je vytvořen: 9. vzdělávací oblast: vzdělávací obor:
Zařazení materiálu: Šablona: Sada: Inovace a zkvalitnění výuky v oblasti přírodních věd (V/2) Název materiálu: Elektrolýza 2 Autor materiálu:
 Název materiálu: Elektrolýza 2 Autor materiálu:") Projekt: Příjemce: Tvořivá škola, registrační číslo projektu CZ.1.07/1.4.00/21.3505 Základní škola Ruda nad Moravou, okres Šumperk, Sportovní 300, 789 63 Ruda nad Moravou Zařazení materiálu: Šablona: Sada:
Projekt: Příjemce: Tvořivá škola, registrační číslo projektu CZ.1.07/1.4.00/21.3505 Základní škola Ruda nad Moravou, okres Šumperk, Sportovní 300, 789 63 Ruda nad Moravou Zařazení materiálu: Šablona: Sada:
Koroze. Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí
 Koroze Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí Korozní činitelé Vnitřní: čistota kovu chemické složení způsob
Koroze Samovolně probíhající nevratný proces postupného narušování a znehodnocování materiálů chemickými a fyzikálněchemickými vlivy prostředí Korozní činitelé Vnitřní: čistota kovu chemické složení způsob
 Číslo projektu CZ.1.07/1.5.00/34.0743 Název školy Autor Tematická oblast Ročník Moravské gymnázium Brno s.r.o. RNDr. Miroslav Štefan Chemie obecná elektrochemie 1. ročník Datum tvorby 3.1.2014 Anotace
Číslo projektu CZ.1.07/1.5.00/34.0743 Název školy Autor Tematická oblast Ročník Moravské gymnázium Brno s.r.o. RNDr. Miroslav Štefan Chemie obecná elektrochemie 1. ročník Datum tvorby 3.1.2014 Anotace
TOOLS NEWS B228CZ. Řada čelních stopkových fréz CERAMIC END MILL. Ultravysoká produktivita pro niklové žáruvzdorné slitiny
 TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
TECHNOLOGIE POVRCHOVÝCH ÚPRAV. 1. Definice koroze. Soli, oxidy. 2.Rozdělení koroze. Obsah: Činitelé ovlivňující korozi H 2 O, O 2
 TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou.
 1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
Informationen zu Promat 1000 C
 Informationen zu Promat 1000 C 38 1 0 0 0 C Úspora energie snížením tepelného toku Kalciumsilikát, minerální vlákna a mikroporézní izolační desky firmy Promat zajistí výbornou tepelnou izolaci a úsporu
Informationen zu Promat 1000 C 38 1 0 0 0 C Úspora energie snížením tepelného toku Kalciumsilikát, minerální vlákna a mikroporézní izolační desky firmy Promat zajistí výbornou tepelnou izolaci a úsporu
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Dokončovací obrábění termoplastů. Bc. Tomáš Adámek
 Dokončovací obrábění termoplastů Bc. Tomáš Adámek Diplomová práce 2008 ABSTRAKT Tato diplomová práce je zaměřena na problematiku dokončovacího obrábění termoplastů, zejména broušení, a následné měření
Dokončovací obrábění termoplastů Bc. Tomáš Adámek Diplomová práce 2008 ABSTRAKT Tato diplomová práce je zaměřena na problematiku dokončovacího obrábění termoplastů, zejména broušení, a následné měření
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Prvky III. A skupiny Nejdůležitějším a technicky nejvýznamnější kov této skupiny je hliník. Kromě hliníku jsou
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Prvky III. A skupiny Nejdůležitějším a technicky nejvýznamnější kov této skupiny je hliník. Kromě hliníku jsou
ELEKTROCHEMIE A KOROZE Ing. Jiří Vondrák, DrSc. ÚACH AV ČR
 ELEKTROCHEMIE A KOROZE Ing. Jiří Vondrák, DrSc. ÚACH AV ČR Elektrochemie: chemické reakce vyvolané elektrickým proudem a naopak vznik elektrického proudu z chemických reakcí Historie: L. Galvani - žabí
ELEKTROCHEMIE A KOROZE Ing. Jiří Vondrák, DrSc. ÚACH AV ČR Elektrochemie: chemické reakce vyvolané elektrickým proudem a naopak vznik elektrického proudu z chemických reakcí Historie: L. Galvani - žabí
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vyučující po spuštění prezentace může provádět výklad a zároveň vytvářet zápis. Výklad je doprovázen cvičeními k osvojení probírané tématiky.
 Projekt: Příjemce: Tvořivá škola, registrační číslo projektu CZ.1.07/1.4.00/21.3505 Základní škola Ruda nad Moravou, okres Šumperk, Sportovní 300, 789 63 Ruda nad Moravou Zařazení materiálu: Šablona: Sada:
Projekt: Příjemce: Tvořivá škola, registrační číslo projektu CZ.1.07/1.4.00/21.3505 Základní škola Ruda nad Moravou, okres Šumperk, Sportovní 300, 789 63 Ruda nad Moravou Zařazení materiálu: Šablona: Sada:
Technické sekundární články - AKUMULÁTOR
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Technické sekundární články - AKUMULÁTOR Galvanické články, které je možno opakovaně nabíjet a vybíjet se nazývají
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Technické sekundární články - AKUMULÁTOR Galvanické články, které je možno opakovaně nabíjet a vybíjet se nazývají
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Vlastnosti technických materiálů
 Vlastnosti technických materiálů Kovy a jejich slitiny mají různé vlastnosti, které jsou dány především jejich chemickým složením a strukturou. Pro posouzení použitelnosti kovů v technické praxi je obvyklé
Vlastnosti technických materiálů Kovy a jejich slitiny mají různé vlastnosti, které jsou dány především jejich chemickým složením a strukturou. Pro posouzení použitelnosti kovů v technické praxi je obvyklé
Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006. Degradace nízkolegovaných ocelí v. abrazivním a korozivním prostředí
 ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Degradace nízkolegovaných ocelí v abrazivním a korozivním prostředí ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Odborný Curiculum Vitae Curiculum Vitae Michal Černý - 29.
ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Degradace nízkolegovaných ocelí v abrazivním a korozivním prostředí ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Odborný Curiculum Vitae Curiculum Vitae Michal Černý - 29.
7. Kondenzátory. dielektrikum +Q + + + + + + + + U - - - - - - - - elektroda. Obr.2-11 Princip deskového kondenzátoru
 7. Kondenzátory Kondenzátor (někdy nazývaný kapacitor) je součástka se zvýrazněnou funkční elektrickou kapacitou. Je vytvořen dvěma vodivými plochami - elektrodami, vzájemně oddělenými nevodivým dielektrikem.
7. Kondenzátory Kondenzátor (někdy nazývaný kapacitor) je součástka se zvýrazněnou funkční elektrickou kapacitou. Je vytvořen dvěma vodivými plochami - elektrodami, vzájemně oddělenými nevodivým dielektrikem.
Charakteristika. Použití VLASTNOSTI MOLDMAXXL FYZIKÁLNÍ ÚDAJE
 1 MOLDMAXXL 2 Charakteristika MOLDMAX XL je vysoce pevná slitina mědi s vysokou vodivostí, vyrobená firmou Brush Wellman Inc. MOLDMAX XL se používá pro výrobu různých tvarovek z plastu. Vyznačuje se následujícími
1 MOLDMAXXL 2 Charakteristika MOLDMAX XL je vysoce pevná slitina mědi s vysokou vodivostí, vyrobená firmou Brush Wellman Inc. MOLDMAX XL se používá pro výrobu různých tvarovek z plastu. Vyznačuje se následujícími
Srovnávací analýza technologií používaných v galvanickém zinkování. Bc.Pavel Pávek
 Srovnávací analýza technologií používaných v galvanickém zinkování Bc.Pavel Pávek Diplomová práce 2013 ***nascannované zadání s. 1*** ***nascannované zadání s. 2*** *** naskenované Prohlášení str. 1***
Srovnávací analýza technologií používaných v galvanickém zinkování Bc.Pavel Pávek Diplomová práce 2013 ***nascannované zadání s. 1*** ***nascannované zadání s. 2*** *** naskenované Prohlášení str. 1***
Výukové texty. pro předmět. Měřící technika (KKS/MT) na téma. Základní charakteristika a demonstrování základních principů měření veličin
 na téma. Základní charakteristika a demonstrování základních principů měření veličin") Výukové texty pro předmět Měřící technika (KKS/MT) na téma Základní charakteristika a demonstrování základních principů měření veličin Autor: Doc. Ing. Josef Formánek, Ph.D. Základní charakteristika a
Výukové texty pro předmět Měřící technika (KKS/MT) na téma Základní charakteristika a demonstrování základních principů měření veličin Autor: Doc. Ing. Josef Formánek, Ph.D. Základní charakteristika a
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Ultrazvukové svařování - 41
 Ultrazvukové svařování - 41 Ultrazvuková svařovací technika se během posledních dvaceti let prosadila jako důležitá spojovací technologie a prochází od té doby prudkým vývojem. Jak se technologie vyvíjí,
Ultrazvukové svařování - 41 Ultrazvuková svařovací technika se během posledních dvaceti let prosadila jako důležitá spojovací technologie a prochází od té doby prudkým vývojem. Jak se technologie vyvíjí,
KONTROLA JAKOSTI POVLAKOVÝCH SYSTÉMŮ
 KONTROLA JAKOSTI POVLAKOVÝCH SYSTÉMŮ Kontrola jakosti povlakových systémů Hodnocení jakosti povrchové úpravy (povlaku) event. třídění výrobků VZHLEDOVÉ VLASTNOSTI Celkový vzhled Vizuální vzhledová kontrola
KONTROLA JAKOSTI POVLAKOVÝCH SYSTÉMŮ Kontrola jakosti povlakových systémů Hodnocení jakosti povrchové úpravy (povlaku) event. třídění výrobků VZHLEDOVÉ VLASTNOSTI Celkový vzhled Vizuální vzhledová kontrola
Historie výroby skla na našem území sklo bylo objeveno v polovině 3. tisíciletí př. n. l. v Mezopotámii (teorií objevu skla je více)
") SKLO Historie výroby skla na našem území sklo bylo objeveno v polovině 3. tisíciletí př. n. l. v Mezopotámii (teorií objevu skla je více) první písemná zmínka o skle na našem území pochází až z roku 1162
SKLO Historie výroby skla na našem území sklo bylo objeveno v polovině 3. tisíciletí př. n. l. v Mezopotámii (teorií objevu skla je více) první písemná zmínka o skle na našem území pochází až z roku 1162
MODERNÍ MATERIÁLY A TECHNOLOGIE PRO VÝROBU ZAŘÍZENÍ URČENÝCH K PRÁCI V KOROZIVNÍM PROSTŘEDÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie. Neželezné kovy
 Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie Neželezné kovy V technické praxi se používá velké množství neželezných kovů a slitin. Nejvíc používané technické neželezné
Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie Neželezné kovy V technické praxi se používá velké množství neželezných kovů a slitin. Nejvíc používané technické neželezné
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Přesný střih. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
2 MECHANICKÉ VLASTNOSTI SKLA
 2 MECHANICKÉ VLASTNOSTI SKLA Pevnost skla reprezentující jeho mechanické vlastnosti nejčastěji bývá hlavním parametrem jeho využití. Nevýhodou skel je jejich poměrně nízká pevnost v tahu a rázu (pevnost
2 MECHANICKÉ VLASTNOSTI SKLA Pevnost skla reprezentující jeho mechanické vlastnosti nejčastěji bývá hlavním parametrem jeho využití. Nevýhodou skel je jejich poměrně nízká pevnost v tahu a rázu (pevnost
Číslo projektu: CZ.1.07/1.5.00/34.0290. Ročník: 1. pro obory zakončené maturitní zkouškou
 Zlepšení podmínek pro vzdělávání na středních školách Operačního programu Vzdělávání pro konkurenceschopnost Název a adresa školy: Integrovaná střední škola Cheb, Obrněné brigády 6, 350 11 Cheb Číslo projektu:
Zlepšení podmínek pro vzdělávání na středních školách Operačního programu Vzdělávání pro konkurenceschopnost Název a adresa školy: Integrovaná střední škola Cheb, Obrněné brigády 6, 350 11 Cheb Číslo projektu:
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
HLINÍK. Lehké neželezné kovy a jejich slitiny
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ UČILIŠTĚ, Česká Lípa, 28. října 2707, příspěvková organizace. Digitální učební materiály www.skolalipa.
 Název školy Číslo projektu Název projektu Klíčová aktivita Označení materiálu: Typ materiálu: Předmět, ročník, obor: Tematická oblast: Téma: Jméno a příjmení autora: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ
Název školy Číslo projektu Název projektu Klíčová aktivita Označení materiálu: Typ materiálu: Předmět, ročník, obor: Tematická oblast: Téma: Jméno a příjmení autora: STŘEDNÍ ODBORNÁ ŠKOLA a STŘEDNÍ ODBORNÉ
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Šroubové spoje základní
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Šroubové spoje základní
Inovace profesní přípravy budoucích učitelů chemie
 Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Inovace profesní přípravy budoucích učitelů chemie I n v e s t i c e d o r o z v o j e v z d ě l á v á n í CZ.1.07/2.2.00/15.0324 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem
Metalografie ocelí a litin
 Metalografie ocelí a litin Metalografie se zabývá pozorováním a zkoumáním vnitřní stavby neboli struktury kovů a slitin. Dále také stanoví, jak tato struktura souvisí s chemickým složením, teplotou a tepelným
Metalografie ocelí a litin Metalografie se zabývá pozorováním a zkoumáním vnitřní stavby neboli struktury kovů a slitin. Dále také stanoví, jak tato struktura souvisí s chemickým složením, teplotou a tepelným
Koroze pivních korunek I - struktura II - technologie
 Koroze pivních korunek I - struktura II - technologie Produkty koroze na hrdle pivní lahve světového výrobce piva Detail hrdla pivní láhve Koroze na vnitřní straně pivní korunky Možné zdroje koroze popř.
Koroze pivních korunek I - struktura II - technologie Produkty koroze na hrdle pivní lahve světového výrobce piva Detail hrdla pivní láhve Koroze na vnitřní straně pivní korunky Možné zdroje koroze popř.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
NÁVRH VÝROBY BRZDOVÉHO KOTOUČE VYRÁBĚNÉHO TECHNOLOGIÍ STŘÍHÁNÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH VÝROBY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH VÝROBY
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Lisy působí na tvářený materiál klidným tlakem a prokovou materiál v celém průřezu. Oproti bucharům je práce na nich bez rázů a bezpečnější.
 4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
Elektrochemie. 2. Elektrodový potenciál
 Elektrochemie 1. Poločlánky Ponoříme-li kov do roztoku jeho solí mohou nastav dva různé děje: a. Do roztoku se z kovu uvolňují kationty (obr. a), na elektrodě vzniká převaha elektronů. Elektroda se tedy
Elektrochemie 1. Poločlánky Ponoříme-li kov do roztoku jeho solí mohou nastav dva různé děje: a. Do roztoku se z kovu uvolňují kationty (obr. a), na elektrodě vzniká převaha elektronů. Elektroda se tedy
Vrtání,vyvrtávání,vyhrubování,vystružování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
THE IMPACT OF PROCESSING STEEL GRADE 14 260 ON CORROSIVE DEGRADATION VLIV TEPELNÉHO ZPRACOVÁNÍ OCELI 14 260 NA KOROZNÍ DEGRADACI
 THE IMPACT OF PROCESSING STEEL GRADE 14 260 ON CORROSIVE DEGRADATION VLIV TEPELNÉHO ZPRACOVÁNÍ OCELI 14 260 NA KOROZNÍ DEGRADACI Votava J., Černý M. Ústav techniky a automobilové dopravy, Agronomická fakulta,
THE IMPACT OF PROCESSING STEEL GRADE 14 260 ON CORROSIVE DEGRADATION VLIV TEPELNÉHO ZPRACOVÁNÍ OCELI 14 260 NA KOROZNÍ DEGRADACI Votava J., Černý M. Ústav techniky a automobilové dopravy, Agronomická fakulta,
Pracovní list: Opakování učiva 8. ročníku
 Pracovní list: Opakování učiva 8. ročníku Komentář ke hře: 1. Třída se rozdělí do čtyř skupin. Vždy spolu soupeří dvě skupiny a vítězné skupiny se pak utkají ve finále. 2. Každé z čísel skrývá otázku.
Pracovní list: Opakování učiva 8. ročníku Komentář ke hře: 1. Třída se rozdělí do čtyř skupin. Vždy spolu soupeří dvě skupiny a vítězné skupiny se pak utkají ve finále. 2. Každé z čísel skrývá otázku.
Mineralogický systém skupina I - prvky
 Mineralogický systém skupina I - prvky Autor: Mgr. Vlasta Hlobilová Datum (období) tvorby: 11. 10. 2012 Ročník: devátý Vzdělávací oblast: přírodopis Anotace: Žáci se seznámí s vybranými nerosty, které
Mineralogický systém skupina I - prvky Autor: Mgr. Vlasta Hlobilová Datum (období) tvorby: 11. 10. 2012 Ročník: devátý Vzdělávací oblast: přírodopis Anotace: Žáci se seznámí s vybranými nerosty, které