Protahování, protlačování
|
|
|
- Lukáš Fišer
- před 9 lety
- Počet zobrazení:
Transkript
1 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19 12 Anotace: Slouží jako podklad pro výuku obrábění.charakteristika a rozdíl mezi protahováním a protlačováním. Řezné podmínky. Text určen pro studenty 2. ročníku střední odborné školy oboru strojírenství. Podpora digitalizace a využití ICT na SPŠ CZ.1.07/1.5.00/

2 Definice: je strojní třískové obrábění, zařazované obvykle jako dokončovací operace pro obrábění tvarových, převážněvnitřních ploch (ale i ploch vnějších). Uplatňuje se zejména v sériové a hromadné výrobě Pohyby :hlavnípohyb je přímočarý a konáho nástroj - obrobek zpravidla stojí Nástroj : se jmenuje protahovací nebo protlačovací trn Stroj : se nazývá protahovací nebo protlačovací stroj Použití: převážně sériová a hromadná výroba 2

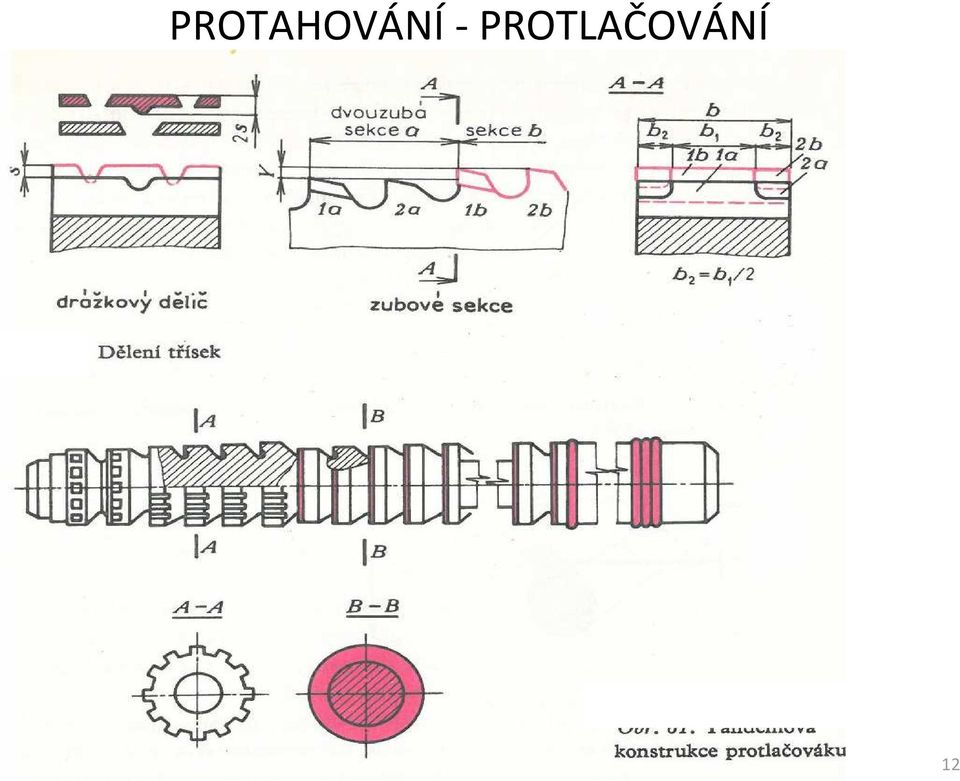
3 Princip úběru třísky - mnohobřitý nástroj vykonává přímočarý pohyb; jednotlivé zuby předřezávací a řezací části jsou uspořádány tak, že kdý následující zub je oproti zubu předchozímu vyšší o hodnotu posuvu na zub f z (mm/zub) PRINCIP PROTAHOVÁNÍ 1 HLAVNÍŘEZNÝ POHYB 4 OBROBEK 5 PROTAHOVÁK 6 SMÝKADLO 7 VODÍCÍ POUZDRO 8 UPÍNACÍ HLAVICE 3

4 PRINCIP PROTLAČOVÁNÍ ZPŮSOB ODEBÍRÁNÍ TŘÍSEK 4

5 PROTAHOVÁK - hlavní části Protahovací trn je namáhán tahem,proto se konstruuje štíhlejší a delší 5

6 PROTLAČOVÁK trn protlačovací je namáhán na tlak a na vzpěr,proto má robustnější konstrukci a menší délku( je kratší ) F 6

7 7

8 Příklady protahování a) vnitřního b) vnějšího 8

9 Materiál a tepelnézpracování protahovacích a protlačovacích trnů materiál - obvykle NO slitinová nebo HSS , , Používají se také vsazené zuby ze SK tepelné zpracování: předepsána tvrdost břitůhv10 min. 771 (od 770 do 830), tj. min. HRC 62 předepsanátvrdost stopky HV10 od 404 do 470, tj. HRC Protahovat lze materiály o pevnosti MPa 9
, tj. min. HRC 62 předepsanátvrdost stopky HV10 od 404 do 470, tj.")
10 Protlačovací hydraulický lis Protahování s více protahováky najednou 10

11 Protahování drážky náboje ozubeného kola 11

12 12
13 Řezné podmínky Řezná rychlost v nástroje bývá do 10 m/min Posuv na zubf z se pohybuje v mezích od do 0,2 mm Obráběný materiál R m (MPa) Posuv na zub f z (mm) Geometrie břitu Řezná rychlost v p (m/min) drážkové plochy tvarové plochy úhel čela γ ( o ) úhel hřbetu α ( o ) drážkové plochy tvarové plochy Mazání a chlazení Ocel (R m = , ,8 6 1,2 4,2 chladící emulze Ocel (R m = ,04 0, nebo Ocel (R m = , ,8 5 1,8 4,2 řezný olej Litina s lupínkovým grafitem 0,1 0, , ,8 6 na sucho nebo Temperovaná litina 0,04 0,08 0,04 0, , ,8 6 řezný olej Bronz 0,08 0,15 0,04 0, , za sucha 13

14 Dosahovaný stupeňpřesnosti IT7 IT 9 Dosahovanádrsnost povrchu R a bývá v rozmezír a 0,8 R a 3,2 Pro nástroje s hladícími a kalibračními zuby dosahujíit 5 IT 6 a R a 0,1 0,4 14

15 Typ protahováku Materiál obrobku Ocel pevnosti (MPa ) Litina Slitiny Al uhlíková a nízkolegovaná legovaná tzv. tem- 500 nad 750 do 800 nad 800 pero- vaná Mg 750 šedá do 500 Bronzy a mosazi válcový ,08 0,1 0,12 na drážky pro pera 0,04 0,08 0,04 5 0,04 0,1 0,1 0,1 0,12 na evolventní drážky 0,04 0,04 0,04 0,08 0,08 šestidrážkový a osmidrážkový 0,15 0,2 0,12 0,12 0,1 0,2 0,2 0,08 0,08 0,2 plochý 0,12 0,15 0,15 0,12 0,1 0,2 0,15 0,08 0,15 na ostatní tvary 0,04 0,08 0,1 0,12 15

16 Obráběný materiál Úhel čela ( o ) Úhel hřbetu ( o ) Pevnost R m (MPa) γ ( o ) předřezávací zuby α ř dořezávací zuby α k do Oceli ,5 2,5 1 2 Litina nad ,5 2,5 1 2 na odlitky 6 8 1, tzv. šedá do HB 150 tzv. šedá nad HB , , temperovaná , Slitiny hliníku ,5 2,5 1 2 Bronzy 1 4 1,5 1 2 Mosazi ,5 1 2 Tolerance úhlů : γ ± 30 předřezávací zuby : α ř + 30 dořezávací zuby : α k

17 Zdroje: Hluchý,M.Strojírenská Technologie 2, SNTL PRAHA 1979, Černoch S.,Strojně technická příručka, sv.2, SNTL, Praha, 1977, Driensky D. - Fúrik P. - Lehmanová T. - Tomaides J.: Strojní obrábění I.,SNTL, Praha, 1986 Hájíček J. - Komíž S.,Technologie strojního obrábění III., SNTL, Praha, 1986 Kříž R. - Vávra P. - Gremlica F. - Krejčí V. - Martinisko C.,Strojírenská příručka, sv.7,scientia, Praha,

KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 09 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Frézování Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Frézování Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Přehled metod, základní pojmy. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Přehled metod, základní pojmy Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Přehled metod, základní pojmy Ing. Kubíček
Odborníci na vrtání se slinutým karbidem
 Produktová příručka Vrtání _ ZISKOVÁ TECHNIKA Odborníci na vrtání se slinutým karbidem 2 Všeobecný úvod do tématu 6 Přehled sortimentu 16 Informace o výrobcích 16 Vrtáky VHM 16 X treme Step 90 18 X treme
Produktová příručka Vrtání _ ZISKOVÁ TECHNIKA Odborníci na vrtání se slinutým karbidem 2 Všeobecný úvod do tématu 6 Přehled sortimentu 16 Informace o výrobcích 16 Vrtáky VHM 16 X treme Step 90 18 X treme
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Spojení hřídele s nábojem
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Spojení hřídele s nábojem
Tvrdokovové frézy válcové, 2 - břité, břit přes střed DIN 6535 HA HB 30º. Označení DN630+ Rozměr [mm] CZK D 1. Obráběný materiál
![Tvrdokovové frézy válcové, 2 - břité, břit přes střed DIN 6535 HA HB 30º. Označení DN630+ Rozměr [mm] CZK D 1. Obráběný materiál](/thumbs/93/112644974.jpg "Tvrdokovové frézy válcové, 2 - břité, břit přes střed DIN 6535 HA HB 30º. Označení DN630+ Rozměr [mm] CZK D 1. Obráběný materiál") E70-7/2011-TM-CZ TM Tools s.r.o JD6342 Tolerance Rozsah rozměrů pro hřídele od..do [mm] Povolené úchylky v µm 1 3 3 6 6 10 10 14 14 18 18 24 24 30-14 -28-20 -38-25 -47-32 -59-32 -59-40 -73-40 -73 Třída
E70-7/2011-TM-CZ TM Tools s.r.o JD6342 Tolerance Rozsah rozměrů pro hřídele od..do [mm] Povolené úchylky v µm 1 3 3 6 6 10 10 14 14 18 18 24 24 30-14 -28-20 -38-25 -47-32 -59-32 -59-40 -73-40 -73 Třída
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Přesný střih. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3
![Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3](/thumbs/26/7514041.jpg "Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3") Obráběný materiál Malá hloubka vrtán Středn hloubka vrtán Velká hloubka vrtán Extrémně velká hloubka vrtán Chlazen Řezná rychlost [m/min] Průměr vrtáku [mm] 2 4 6 9 12 16 25 40 50 63 75 80 Doporučený posuv
Obráběný materiál Malá hloubka vrtán Středn hloubka vrtán Velká hloubka vrtán Extrémně velká hloubka vrtán Chlazen Řezná rychlost [m/min] Průměr vrtáku [mm] 2 4 6 9 12 16 25 40 50 63 75 80 Doporučený posuv
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
BOOM Stejný průměr stopky jako řezné části Minimální odběr vrtáků: Ø 0,3~6,5 včetně - 10ks, Ø 6,6~13 včetně - 5 ks, Ø 13,1~20 včetně - 1 ks.
 A 105 Ø 6,6~ včetně - 5 ks, Ø,1~ včetně - 1 ks. COVÝ R 1050 2,0 0,66 19 1059 2,05 0, 15 105021 2,1 105003 0,3 3 19 0,79 105004 0,4 5 105005 0,5 6 105006 0,6 7 0, 15 1051 2,15 105007 0,7 9 0, 15 1050 2,2
A 105 Ø 6,6~ včetně - 5 ks, Ø,1~ včetně - 1 ks. COVÝ R 1050 2,0 0,66 19 1059 2,05 0, 15 105021 2,1 105003 0,3 3 19 0,79 105004 0,4 5 105005 0,5 6 105006 0,6 7 0, 15 1051 2,15 105007 0,7 9 0, 15 1050 2,2
Karbidové vrtáky. Vrtáky SE HPG pro hluboké otvory. Primární aplikace. Vlastnosti a výhody
 Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost
 Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost Influence of Cutting Edge Modification on Durability of PVD Coated Monolithic Shank-Type Cutter Doc. Dr. Ing. Ivan Mrkvica,
Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost Influence of Cutting Edge Modification on Durability of PVD Coated Monolithic Shank-Type Cutter Doc. Dr. Ing. Ivan Mrkvica,
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
2 K20 QP25 QP25C QP30P QP40. od 200. do. 1500 - - - 100-300 - - - - - - max. 800 200-800 - - - - - - max. 900 50-80 - - - -
 Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
201 E. Kvalitní nástroje od jednoho výrobce. Katalog 201 E. Katalog 205. Katalog 202. Katalog 206. Katalog 203. Katalog 208. Katalog 209.
 Kvalitní nástroje od jednoho výrobce Katalog 201 E Katalog 205 Dílenské pilníky, ostřicí pilníky, rašple a precizní pilníky Diamantové a CBN nástroje na pilování, broušení a řezání Katalog Katalog 206
Kvalitní nástroje od jednoho výrobce Katalog 201 E Katalog 205 Dílenské pilníky, ostřicí pilníky, rašple a precizní pilníky Diamantové a CBN nástroje na pilování, broušení a řezání Katalog Katalog 206
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
TOOLS NEWS B228CZ. Řada čelních stopkových fréz CERAMIC END MILL. Ultravysoká produktivita pro niklové žáruvzdorné slitiny
 TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Závitníky Shark žraloci s vysokým výkonem
 Závitníky Shark žraloci s vysokým výkonem Představení řady Shark Dormer DIN závitníky pro různé aplikace se značkou Shark vynikají vysokým výkonem a snadno je rozeznáte podle barevných proužků, které označují
Závitníky Shark žraloci s vysokým výkonem Představení řady Shark Dormer DIN závitníky pro různé aplikace se značkou Shark vynikají vysokým výkonem a snadno je rozeznáte podle barevných proužků, které označují
Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ Technická univerzita
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ Technická univerzita
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Řezné podmínky při broušení
 Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
TM Tools s.r.o. DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
 Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Vrtání a jeho následné operace
 Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.6 FRÉZOVÁNÍ ROVINNÝCH A PRAVOÚHLÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.6 FRÉZOVÁNÍ ROVINNÝCH A PRAVOÚHLÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 2. Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
NC - strojní výstružníky
 VÝSTRUŽNÍKY NC - strojní výstružníky Informace o produktu Ø > 4,0 mm s extrémně nerovnoměrnou roztečí se zuby v levé šroubovici tolerance: od Ø 0,98-5,03 mm: 0,000/+0,004 od Ø 5,97 -,05 mm: 0,000/+0,005
VÝSTRUŽNÍKY NC - strojní výstružníky Informace o produktu Ø > 4,0 mm s extrémně nerovnoměrnou roztečí se zuby v levé šroubovici tolerance: od Ø 0,98-5,03 mm: 0,000/+0,004 od Ø 5,97 -,05 mm: 0,000/+0,005
Evoluce v oblasti trochoidního frézování
 New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
HOFMANN & VRATNY. The highest quality from Germany
 HOFMANN & VRATNY The highest quality from Germany HOFMANN & VRATNY Přední německý výrobce tvrdokovových fréz nejvyšší kvality Obsah strana speciální frézy 7 15 jednobřité frézy 1 19 dvoubřité frézy 0 tříbřité
HOFMANN & VRATNY The highest quality from Germany HOFMANN & VRATNY Přední německý výrobce tvrdokovových fréz nejvyšší kvality Obsah strana speciální frézy 7 15 jednobřité frézy 1 19 dvoubřité frézy 0 tříbřité
Řezání vnějších i vnitřních závitů závitovými noži
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
HCR1325 Obrábění oceli zapichováním a upichováním. Nové produkty pro obráběcí techniky. Březen 2015
 New Březen 2015 Nové produkty pro obráběcí techniky Obrábění oceli zapichováním a upichováním WNT Česká republika s.r.o. Sokolovská 250 594 01 Velké Meziříčí Tel. +420 566 522 411 Fax +420 566 522 414
New Březen 2015 Nové produkty pro obráběcí techniky Obrábění oceli zapichováním a upichováním WNT Česká republika s.r.o. Sokolovská 250 594 01 Velké Meziříčí Tel. +420 566 522 411 Fax +420 566 522 414
US 2000 MC NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI TEPLOTA KOROZNÍ ODOLNOST ELMAX. Kaleno a popouštěno na 58 HRC
 1 ELMAX 2 Charakteristika ELMAX je Cr-Mo-V slitinová, práškovou metalurgií vyrobená ocel, s následujícími vlastnostmi: vysoká odolnost proti opotřebení vysoká pevnost v tlaku vysoká rozměrová stabilita
1 ELMAX 2 Charakteristika ELMAX je Cr-Mo-V slitinová, práškovou metalurgií vyrobená ocel, s následujícími vlastnostmi: vysoká odolnost proti opotřebení vysoká pevnost v tlaku vysoká rozměrová stabilita
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby strojního obrábění na frézkách a horizontálních vyvrtávačkách
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby strojního obrábění na frézkách a horizontálních vyvrtávačkách Obor: Nástrojař Ročník: 2. Zpracoval(a): Pavel Rožek Střední průmyslová škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby strojního obrábění na frézkách a horizontálních vyvrtávačkách Obor: Nástrojař Ročník: 2. Zpracoval(a): Pavel Rožek Střední průmyslová škola
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Vrtání,vyvrtávání,vyhrubování,vystružování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
GOmill ekonomické stopkové frézy
 GOmill ekonomické stopkové frézy Hlavní aplikace Frézy GOmill jsou speciálně vyvinuty pro obrábění s krátkým vyložením nástroje a různých druhů materiálů od uhlíkových ocelí až po tvrzené oceli do 48 HRC,
GOmill ekonomické stopkové frézy Hlavní aplikace Frézy GOmill jsou speciálně vyvinuty pro obrábění s krátkým vyložením nástroje a různých druhů materiálů od uhlíkových ocelí až po tvrzené oceli do 48 HRC,
Nový Takeoff! Kvalitní nástroje 1/2015. Super ceny Od profesionálů pro profesionály
 Nový Takeoff! 1/2015 Kvalitní nástroje Super ceny Od profesionálů pro profesionály platí do 31. říjen 2015 Středicí vrták tvar A úhel zahloubení 60 krátký pro středící otvory podle IN 333 0,5 a 0,8 jsou
Nový Takeoff! 1/2015 Kvalitní nástroje Super ceny Od profesionálů pro profesionály platí do 31. říjen 2015 Středicí vrták tvar A úhel zahloubení 60 krátký pro středící otvory podle IN 333 0,5 a 0,8 jsou
Váš ukazatel na cestě k vhodnému nářadí pro vrtání
 Vrtání Back 60 Vrtání Přehled Příslušenství Bosch 11/12 Váš ukazatel na cestě k vhodnému nářadí pro vrtání Následující stránky by se měly stát pomůckou pro prodejce i uživatele. Na jedné straně se jedná
Vrtání Back 60 Vrtání Přehled Příslušenství Bosch 11/12 Váš ukazatel na cestě k vhodnému nářadí pro vrtání Následující stránky by se měly stát pomůckou pro prodejce i uživatele. Na jedné straně se jedná
NÁSTROJE NOVINKY LSE445-E NSE300-E/400-E. Univerzální frézovací hlavy 45 a 90 stupňů MP103CZ. 20 pozitivní destičky pro vysoko efektivní obrábění.
 NÁSTROJE NOVINKY MP103CZ LSE445-E NSE300-E/400-E 20 pozitivní destičky pro vysoko efektivní obrábění. Univerzální frézovací hlavy 45 a 90 stupňů ČELNÍ FRÉZOVÁNÍ LSE445-E Lehká slitina
NÁSTROJE NOVINKY MP103CZ LSE445-E NSE300-E/400-E 20 pozitivní destičky pro vysoko efektivní obrábění. Univerzální frézovací hlavy 45 a 90 stupňů ČELNÍ FRÉZOVÁNÍ LSE445-E Lehká slitina
_WALTER XPRESS PŘEPÍNÁ NA TURBO. Investujte do úspor. Walter Xpress
 _WALTER XPRESS PŘEPÍNÁ NA TURBO Investujte do úspor Walter Xpress SPOJTE TO, CO K SOBĚ PATŘÍ: EFEKTIVITU A HOSPODÁRNOST Se speciálními nástroji vyrobenými na míru můžete spojovat několik operací. Ušetříte
_WALTER XPRESS PŘEPÍNÁ NA TURBO Investujte do úspor Walter Xpress SPOJTE TO, CO K SOBĚ PATŘÍ: EFEKTIVITU A HOSPODÁRNOST Se speciálními nástroji vyrobenými na míru můžete spojovat několik operací. Ušetříte
KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202
 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202 < 55 HRc < 1600 N/mm 2 ocel nerez litina měď hliník OR201.020 2 2-38 7 - - 3 OR202.020 2 2-50 12 - - 3 OR201.030 2 3-38 7 - - 3 OR202.030 2 3-50 12 - -
KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202 < 55 HRc < 1600 N/mm 2 ocel nerez litina měď hliník OR201.020 2 2-38 7 - - 3 OR202.020 2 2-50 12 - - 3 OR201.030 2 3-38 7 - - 3 OR202.030 2 3-50 12 - -
Metabo rychloupínací sklíčidlo Futuro Top
 Příslušenství vrtaček a příklepových vrtaček Sklíčidla na vrtáky KVALITA BEZ OMEZENÍ Sklíčidla Metabo jsou k dispozici pro všechny běžné vrtačky, i stacionární, a příklepové vrtačky a pro každé pracovní
Příslušenství vrtaček a příklepových vrtaček Sklíčidla na vrtáky KVALITA BEZ OMEZENÍ Sklíčidla Metabo jsou k dispozici pro všechny běžné vrtačky, i stacionární, a příklepové vrtačky a pro každé pracovní
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
VÝROBNÍ PROGRAM TK NÁSTROJE
 TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
EMCO Sinumerik 810 T - soustružení
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 Tento materiál vznikl jako součást rojektu, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci Technologie
Tento materiál vznikl jako součást rojektu, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci Technologie
Frézování. Rozeznáváme dva základní druhy frézovaní:
 Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 13
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 13
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
TVRDOKOVOVÉ TECHNICKÉ FRÉZY
 5-1 TVRDOKOVOVÉ TECHNICKÉ FRÉZY ZÁKLADNÍ TVARY VÁLCOVÉ KUŽELOVÉ ZAHLUBOVACÍ x) PROVEDENÍ ALU VÁLCOVÁ VÁLCOVÉ KUŽELOVÉ VÁLCOVÉ ELIPTICKÉ KUŽELOVÉ STROMEČKOVÉ SE ŠPIČKOU STROMEČKOVÉ SFÉRICKÉ SFÉRICKÉ LEMOVÉ
5-1 TVRDOKOVOVÉ TECHNICKÉ FRÉZY ZÁKLADNÍ TVARY VÁLCOVÉ KUŽELOVÉ ZAHLUBOVACÍ x) PROVEDENÍ ALU VÁLCOVÁ VÁLCOVÉ KUŽELOVÉ VÁLCOVÉ ELIPTICKÉ KUŽELOVÉ STROMEČKOVÉ SE ŠPIČKOU STROMEČKOVÉ SFÉRICKÉ SFÉRICKÉ LEMOVÉ
CTR 750 EV NABÍDKOVÝ LIST. Pilous. 4140 34 0,9 1,1 mm
 NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
NABÍDKOVÝ LIST Pilous CTR 750 EV Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 4140 34 0,9 1,1 mm 750 640 530 530 Max. průměr kmene 750
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Strojírenská technologie v příkladech
 Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Katalog fréz. Norma Typ obrázek. 3mm - 20mm DIN 6527 K Carbid. 3mm - 20mm DIN 6527 L Carbid. 3mm - 20mm DIN 6527 L Carbid. HSS Co NR P DIN 844, ISO
 obráběný materiál 0 0 0 DI, F0 krátké, mm - 0mm R P % břit přes střed Al DI, F0 krátké, mm - 0mm, ČS W % břit přes střed 0 DI, F0 dlouhé, mm - 0mm, ČS W % břit přes střed 0 DI, E F0 krátké, mm - 0mm, ČS
obráběný materiál 0 0 0 DI, F0 krátké, mm - 0mm R P % břit přes střed Al DI, F0 krátké, mm - 0mm, ČS W % břit přes střed 0 DI, F0 dlouhé, mm - 0mm, ČS W % břit přes střed 0 DI, E F0 krátké, mm - 0mm, ČS
Charakteristika. Použití VLASTNOSTI MOLDMAXXL FYZIKÁLNÍ ÚDAJE
 1 MOLDMAXXL 2 Charakteristika MOLDMAX XL je vysoce pevná slitina mědi s vysokou vodivostí, vyrobená firmou Brush Wellman Inc. MOLDMAX XL se používá pro výrobu různých tvarovek z plastu. Vyznačuje se následujícími
1 MOLDMAXXL 2 Charakteristika MOLDMAX XL je vysoce pevná slitina mědi s vysokou vodivostí, vyrobená firmou Brush Wellman Inc. MOLDMAX XL se používá pro výrobu různých tvarovek z plastu. Vyznačuje se následujícími
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vrtáky šroubovité s válcovou stopkou ČSN 22 1121
 šroubovité s vácovou stopkou ČSN 22 1121 Provedení: Materiá rychořezná oce HSS, Ø 2,0 až 20,0 tvářený za tepa; pasivované. Průměrová toerance h8, kužeový podbrus, úhe špičky 118. Stabiní, tuhé vrtáky s
šroubovité s vácovou stopkou ČSN 22 1121 Provedení: Materiá rychořezná oce HSS, Ø 2,0 až 20,0 tvářený za tepa; pasivované. Průměrová toerance h8, kužeový podbrus, úhe špičky 118. Stabiní, tuhé vrtáky s
Univerzální druhy karbidu v kombinaci s moderními utvářeči třísek snižují náklady na výměnu nástrojů, zejména v malosériové výrobě
 Nr. 223-TM TM Tools s.r.o Krok do budoucnosti JD-vyměnitelné břitové destičky Soustružnické břitové destičky Charakteristika Univerzální druhy karbidu v kombinaci s moderními utvářeči třísek snižují náklady
Nr. 223-TM TM Tools s.r.o Krok do budoucnosti JD-vyměnitelné břitové destičky Soustružnické břitové destičky Charakteristika Univerzální druhy karbidu v kombinaci s moderními utvářeči třísek snižují náklady
KATALOG 2016 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2016 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2016 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
TOOLS NEWS B200CZ. 2015.11 Aktualizace. Čelní stopkové frézy s vyměnitelnou hlavou. imx
 TOOLS NEWS 215.11 Aktualizace B2CZ Čelí stopkové frézy s vyměitelou hlavou imx Čelí stopkové frézy s vyměitelou hlavou imx Speciálí ocelový šroubový spoj K dispozici s vitřím přívodem řezé kaliy Typ s
TOOLS NEWS 215.11 Aktualizace B2CZ Čelí stopkové frézy s vyměitelou hlavou imx Čelí stopkové frézy s vyměitelou hlavou imx Speciálí ocelový šroubový spoj K dispozici s vitřím přívodem řezé kaliy Typ s
Speciální velkoobjemové vydání
 Katalog č. 123 G/HV řezání vnitřních závitů Speciální velkoobjemové vydání Výběr z hlavního katalogu č. 123 G firmy Schumacher Výrobky Použití Služby Developed by Podnik Propojení (sítě) & kooperace (po
Katalog č. 123 G/HV řezání vnitřních závitů Speciální velkoobjemové vydání Výběr z hlavního katalogu č. 123 G firmy Schumacher Výrobky Použití Služby Developed by Podnik Propojení (sítě) & kooperace (po
NOVÁ GENERACE FRÉZ MINIMASTER
 NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
P O N U K O V Ý L I S T
 NABÍDKOVÝ LIST CTR 550 Pilous Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 3110 27 35 0,9 mm 550 400 365 365 Max. průměr kmene 550 mm Délka
NABÍDKOVÝ LIST CTR 550 Pilous Železná 9, 619 00 Brno, Czech Republic Tel.: +420 543 25 20 10 e-mail: wood@pilous.cz, www.pilous.cz Max. (mm) 3110 27 35 0,9 mm 550 400 365 365 Max. průměr kmene 550 mm Délka
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli
 NÁSTROJE NOVINKY B215CZ Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli Technologie povlakování nové generace Vynikající odolnost proti opotřebení zajišťuje vyšší účinnost
NÁSTROJE NOVINKY B215CZ Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli Technologie povlakování nové generace Vynikající odolnost proti opotřebení zajišťuje vyšší účinnost
Ruční zpracování kovů, zaškrabávání
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.5.2013 Název zpracovaného celku: Ruční zpracování kovů, zaškrabávání Zaškrabávání Zaškrabávání (obr.č.208 A) je ubírání jemných třísek
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Dokončovací metody obrábění 2. Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Dokončovací metody obrábění 2 Autor: Ing. Kubíček
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Vysoká efektivita s kvalitou HSS
 New Červen 2017 Nové produkty pro obráběcí techniky Vysoká efektivita s kvalitou HSS Nový vrták HSS-E-PM UNI vyplňuje mezeru mezi HSS a TK vrtáky TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o.
New Červen 2017 Nové produkty pro obráběcí techniky Vysoká efektivita s kvalitou HSS Nový vrták HSS-E-PM UNI vyplňuje mezeru mezi HSS a TK vrtáky TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o.
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Pístové spalovací motory 2 pohyblivé části motoru
 Předmět: Ročník: Vytvořil: Datum: Silniční vozidla třetí NĚMEC V. 28.8.2013 Název zpracovaného celku: Pístové spalovací motory 2 pohyblivé části motoru Pohyblivé části motoru rozdělíme na dvě skupiny:
Předmět: Ročník: Vytvořil: Datum: Silniční vozidla třetí NĚMEC V. 28.8.2013 Název zpracovaného celku: Pístové spalovací motory 2 pohyblivé části motoru Pohyblivé části motoru rozdělíme na dvě skupiny:
Analýza dynamických jevů při broušení se zaměřením na vysoce pórovité brousící kotouče. Adam Baselides
 Analýza dynamických jevů při broušení se zaměřením na vysoce pórovité brousící kotouče Adam Baselides Bakalářská práce 2011 ABSTRAKT Ve své práci se zaměřuji na dynamické jevy při broušení u vysoce
Analýza dynamických jevů při broušení se zaměřením na vysoce pórovité brousící kotouče Adam Baselides Bakalářská práce 2011 ABSTRAKT Ve své práci se zaměřuji na dynamické jevy při broušení u vysoce
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30%
 NÁSTROJOVÁ OCEL CPM REX M4 Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30% CPM REX M4 Pro speciální aplikace vyvinutá vysokovýkonná rychlořezná ocel.
NÁSTROJOVÁ OCEL CPM REX M4 Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30% CPM REX M4 Pro speciální aplikace vyvinutá vysokovýkonná rychlořezná ocel.
C Cr V Mo W Mn 0,55 % 4,55 % 1,00 % 2,75% 2,15% 0,50%
 NÁSTROJOVÁ OCEL CPM 1 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Mn 0,55 % 4,55 % 1,00 % 2,75% 2,15% 0,50% CPM 1 V je nově vyvinutá, extrémně houževnatá nástrojová ocel pro práci za tepla,
NÁSTROJOVÁ OCEL CPM 1 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Mn 0,55 % 4,55 % 1,00 % 2,75% 2,15% 0,50% CPM 1 V je nově vyvinutá, extrémně houževnatá nástrojová ocel pro práci za tepla,
VRTÁCÍ A ŘEZNÉ NÁSTROJE PRO KOVOOBRÁBĚNÍ VRTACÍ A ŘEZNÉ NÁSTROJE PRO KOVOOBRÁBĚNÍ
 VRTÁCÍ A ŘEZNÉ NÁSTROJE PRO KOVOOBRÁBĚNÍ VRTACÍ A ŘEZNÉ NÁSTROJE PRO KOVOOBRÁBĚNÍ OBSAH Vysvětlení pojmů 4 1. NC návrtník HSCO / středící vrták HSS 5-7 2. Přehled vrtáků do kovu 9-64 Top vrtáky 10-11 Kompletní
VRTÁCÍ A ŘEZNÉ NÁSTROJE PRO KOVOOBRÁBĚNÍ VRTACÍ A ŘEZNÉ NÁSTROJE PRO KOVOOBRÁBĚNÍ OBSAH Vysvětlení pojmů 4 1. NC návrtník HSCO / středící vrták HSS 5-7 2. Přehled vrtáků do kovu 9-64 Top vrtáky 10-11 Kompletní
Firma Neskan s. r. o. je ryze česká firma, jejímž 100 % - vlastníkem je jednatel společnosti ing. Vojtěch Průša.
 P R O F I L F I R M Y P r o g r a m f r é z o v á n í - v r t á n í - v y v r t á v á n í Firma Neskan s. r. o. je ryze česká firma, jejímž 100 % - vlastníkem je jednatel společnosti ing. Vojtěch Průša.
P R O F I L F I R M Y P r o g r a m f r é z o v á n í - v r t á n í - v y v r t á v á n í Firma Neskan s. r. o. je ryze česká firma, jejímž 100 % - vlastníkem je jednatel společnosti ing. Vojtěch Průša.
I Provedení Kvalitní pilníky, ergonomické rukojeti pilníku, v odolném zavinovacím pouzdře z PVC. 5 dílů,
 ß 41000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 41000 101-106 4 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 41000 201-209 5 dílů, sada obsahuje po
ß 41000 Extra kvalita, plast. rukojeti pilníku, v kabele. Sady dílenských pilníků 41000 101-106 4 díly, po 1 pilníku: plochý tupý, půlkulatý, kulatý a trojhranný. 41000 201-209 5 dílů, sada obsahuje po
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
Vyhrubování a vystružování válcových otvorů
 Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Inovace a zkvalitnění výuky prostřednictvím ICT. Svařování. Název: Svařitelnost,technologické zásady,příprava materiálu Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařitelnost,technologické zásady,příprava
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařitelnost,technologické zásady,příprava
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Součásti točivého a přímočarého pohybu Lamelová brzda,
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Součásti točivého a přímočarého pohybu Lamelová brzda,
5-břité trochoidní frézy s proměnlivým úhlem šroubovice
 NOVINKA 5-břité trochoidní frézy s proměnlivým úhlem šroubovice 5-břité trochoidní stopkové frézy od SCT v sobě spojují několik jedinečných vlastností, které z nich dělají ideální nástroj pro frézování
NOVINKA 5-břité trochoidní frézy s proměnlivým úhlem šroubovice 5-břité trochoidní stopkové frézy od SCT v sobě spojují několik jedinečných vlastností, které z nich dělají ideální nástroj pro frézování