Vysoká škola báňská Technická univerzita Ostrava. Fakulta metalurgie a materiálového inženýrství. Katedra metalurgie a slévárenství DIPLOMOVÁ PRÁCE
|
|
|
- Otto Štěpánek
- před 5 lety
- Počet zobrazení:
Transkript

1 Vysoká škola báňská Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra metalurgie a slévárenství DIPLOMOVÁ PRÁCE 2015 Bc. Radim Gajdacz
2
3
4
5
6 ABSTRAKT Tato diplomová práce se zabývá optimalizací parametrů hydraulické oscilace krystalizátoru při plynulém odlévání peritektických ocelí. V úvodu je popsáno schéma zařízení plynulého odlévání společně s problematikou tuhnutí peritektických ocelí. Dále jsou postupně rozebrány základní parametry mající vliv na hydraulickou oscilaci krystalizátoru, včetně aktuálních poznatků z celosvětové literatury zabývající se daným tématem. Vlastní experimentální část se pak zabývá vlivem parametrů oscilace na konečnou povrchovou kvalitu plynule litých předlitků z peritektické oceli ve snaze nalézt nejvhodnější parametry hydraulické oscilace. Klíčová slova: zařízení plynulého odlévání, tuhnutí peritektické oceli, hydraulická oscilace krystalizátoru, oscilační vrásky, podíl negativního stripu. ABSTRACT This thesis is devoted to the study of the optimization of parameters of hydraulic oscillation of mould during continuous casting of peritectic steel. The introduction describes the continuous casting scheme together with the issue of solidification peritectic steel. There are also gradually discussed the basic parameters influencing the hydraulic mold oscillation, including the actual global knowledge of literature dealing with the selected problem. The experimental part deals with the influence of the oscillation parameters on the final surface quality of continuously cast billets of peritectic steel in order to find the best hydraulic oscillation parameters. Key words: the continuous casting machine, solidification of peritectic steel, hydraulic mould oscillation, oscillation marks, negative strip ratio.
7 PODĚKOVÁNÍ Touto cestou bych rád poděkoval vedoucí mé diplomové práce doc. Ing. Markétě Tkadlečkové Ph.D. za její ochotu, čas, cenné rady a připomínky během zpracování mé diplomové práce. Dále bych chtěl poděkovat svému konzultantovi Ing. Jiřímu Cibulkovi, který mně seznámil s řešenou problematikou v provozních podmínkách. V neposlední řadě patří dík mé rodině a přítelkyni za dlouholetou finanční a morální podporu během mého studia.
8 OBSAH SEZNAM POUŽITÝCH ZKRATEK ÚVOD TUHNUTÍ PERITEKTICKÝCH OCELÍ BĚHEM PLYNULÉHO ODLÉVÁNÍ Primární výroba oceli v kyslíkovém konvertoru a její zpracování postupy sekundární metalurgie Zařízení plynulého odlévání Licí pánev a mezipánev Primární zóna chlazení krystalizátor Sekundární zóna chlazení Terciární zóna chlazení dělicí zařízení Licí prášky Teorie tuhnutí peritektických ocelí Teorie peritektické reakce a transformace Feritický potenciál Zmenšení objemu (kontrakce) peritektické oceli Chování peritektických ocelí během tuhnutí na ZPO VLIV NASTAVENÍ OSCILACE NA POVRCHOVOU KVALITU ODLÉVANÉ OCELI Popis základních parametrů Oscilace krystalizátoru Oscilační cyklus Asymetrický průběh oscilace krystalizátoru Doba negativního stripu Doba pozitivního stripu Podíl negativního stripu Vliv doby a podílu negativního stripu na výslednou kvalitu předlitku... 25
9 3.2 Vznik oscilačních vrásek Optimální frekvence oscilace Nalezení vhodné doby základních parametrů oscilace ANALÝZA LITERÁRNÍCH POZNATKŮ Z OBLASTI OPTIMALIZACE PARAMETRŮ OSCILACE KRYSTALIZÁTORU EXPERIMENTÁLNÍ ČÁST Popis zařízení plynulého odlévání a výchozích podmínek nastavení hydraulické oscilace použitých k hodnocení povrchové kvality ocelových předlitků z peritektické oceli Rozbor relevantních parametrů plynulého odlévání v průběhu experimentu Měření rozvrstvení licího prášku na hladině oceli v krystalizátoru Hladina oceli v krystalizátoru Průběh delta T Průběhy momentů tažné rovnací stolice HODNOCENÍ A DISKUZE VÝSLEDKŮ Vizuální kontrola povrchové kvality sochorů Mikrostrukturní rozbor reprezentativních vzorků oscilačních vrásek Hodnocení povrchové kvality tyčí ZÁVĚR LITERATURA SEZNAM OBRÁZKŮ PŘÍLOHY... 73
10 1 SEZNAM POUŽITÝCH ZKRATEK KK EOP ZPO LD LP Cp FP f S V c T N T P NS% PLP Kyslíkový konvertor Elektrická oblouková pec Zařízení plynulého odlévání Linz Donawitz Licí prášek Uhlíkový ekvivalent Feritický potenciál Frekvence oscilace Amplituda zdvihu Licí rychlost Doba negativního stripu Doba pozitivního stripu Podíl negativního stripu Plynule litý předlitek
11 2 1 ÚVOD Hlavním cílem předkládané diplomové práce je navrhnout optimalizaci parametrů hydraulické oscilace krystalizátoru na zařízení plynulého odlévání a to při plynulém lití peritektických ocelí. V úvodní kapitole je stručně popsána primární výroba oceli (se zaměřením na kyslíkový konvertor), sekundární metalurgie a detailně je popsáno zařízení plynulého odlévání. Dále je zde rozebrána problematika tuhnutí peritektických ocelí, zvláště pak peritektická reakce respektive transformace. Teoretické literární poznatky jsou v závěru kapitoly doplněny informacemi získanými rozborem zahraničních zdrojů. Vlastní experimentální část se zabývá ověřením vlivu negativního stripu v oscilačním cyklu hydraulické oscilace na tvar a hloubku oscilačních vrásek u peritektických ocelí při odlévání na zařízení plynulého odlévání. Posléze jsou prezentovány výsledky včetně obrázků popisujících vliv změny parametrů oscilace na výslednou povrchovou kvalitu sochorů včetně finálního válcovaného materiálu. V závěru jsou shrnuty všechny teoretické poznatky zabývající se touto problematikou včetně výsledků z vlastní experimentální části, společně s návrhy postupu pro optimalizaci parametrů hydraulické oscilace pro peritektické oceli odlévané na zařízení plynulého odlévání.
12 3 2 TUHNUTÍ PERITEKTICKÝCH OCELÍ BĚHEM PLYNULÉHO ODLÉVÁNÍ V dnešní době patří ocel mezi nejpoužívanější konstrukční materiál 21. století. Každoročně stoupá celosvětová produkce oceli, což je dáno především mimořádnými vlastnostmi oceli a hlavně jejich kombinacemi. Ocel v závislosti na chemickém složení, tepelném a mechanickém zpracování získává celou řadu mimořádných vlastností, jako jsou tvrdost, svařitelnost, pevnost a pružnost, korozivzdornost, odolnost proti únavě a opotřebení, odolnost proti vysokým teplotám a mnoho dalších. Těchto vlastností se využívá v celé řadě odvětví. Jak důležitým konstrukčním materiálem je ocel, nám dokazují také čísla. V roce 2013 činila celosvětová produkce oceli tun oceli. Ve státech evropské unie se vyrobilo úctyhodných tun oceli, na čemž se podílela ČR miliony tun vyrobené oceli [1]. Největší podíl na tomto čísle u nás mají především hutní podniky TŘINECKÉ ŽELEZÁRNY, a. s. a ArcelorMittal Ostrava a.s. 2.1 Primární výroba oceli v kyslíkovém konvertoru a její zpracování postupy sekundární metalurgie Veškerá ocel se vyrábí v hutních agregátech, kde největší zastoupení při výrobě oceli tvoří kyslíkové konvertory (KK) a elektrické obloukové pece (EOP). Postupem času byly kladeny ze strany zákazníků čím dál vyšší nároky na výslednou kvalitu vyráběné oceli, což mělo za následek zavedení takzvané sekundární metalurgie, která slouží především ke zlepšení jakosti vyráběné oceli. Díky zařízením sekundární metalurgie (homogenizační stanice, vakuová stanice, pánvová pec, atd.) můžeme vyrobit ocel o požadovaných vlastnostech, chemickém složení a teplotě, vhodné pro odlévání vyráběné oceli. V dnešní době se drtivá většina oceli odlévá na zařízení plynulého odlévání (ZPO) a zbylé množství se odlévá do kokil. Výhody odlévání oceli na ZPO jsou popsány v kapitole 2.2 Zařízení plynulého odlévání [1]. Díky snaze zefektivnit proces primární výroby oceli v konvertorech byl roku 1952 představen tzv. Linz - Donavitz konvertor (LD konvertor). Tento hutní agregát představoval zcela nový způsob dmýchání kyslíku do ocelové lázně, kdy se kyslík přiváděl tryskou horem. Tato zkujňovací tryska fouká kyslík pod hladinu lázně, čímž je zajištěno, že oblast nejvyšších teplot zůstane uzavřena v objemu kovu, a tím dochází k menšímu opotřebení vyzdívky. Také
13 4 došlo ke zvýšení podílu ocelového odpadu ve vsázce (cca na 25 %) a k výraznému snížení obsahu dusíku a horkých spalin ve vyráběné oceli. Důležitým aspektem pro každý hutní podnik, který využívá tento agregát, je zvládnout průmyslovou výrobu levného čistého kyslíku [2]. Kromě zmíněného LD konvertoru byla v Německu v roce 1967 vyvinuta technologie, při které se dmýchal čistý kyslík spodem. Trysky zde byly chráněny obalem uhlovodíků, které zajišťovaly chlazení ústí trysek. Tento pochod dostal označení OBM. V současnosti je výroba oceli v konvertorech zaměřena na technologie kombinovaného dmýchání. Tento proces spočívá v kombinaci dmýchání jak čistého kyslíku, tak dmýchání inertního plynu. Nejčastěji využívaným pochodem je LD konvertor, kde horem foukáme kyslík a spodem přivádíme do lázně inertní plyn za účelem lepšího promíchávání kovové lázně a snížení teplotního gradientu lázně ve snaze přiblížit se co nejvíce rovnovážnému stavu, a to především u reakcí probíhajících na rozhraní struska kov. Celková doba tavby v KK se pohybuje v rozmezí 45 minut (od sázení až po odpich, vlastní doba zkujňování trvá přibližně 16 min) bez ohledu na velikost konvertoru. Výroba oceli v KK slouží obvykle k velkoobjemové výrobě a je vhodná pro zajištění dostatečného množství oceli pro plynulý způsob odlévání. Díky efektivnosti tohoto procesu se společně s elektrickými obloukovými pecemi (zvláště UHP a SUHP) staly hlavními hutními agregáty při primární výrobě oceli [2]. Vzhledem k vyšším nárokům na výslednou kvalitu vyráběné oceli ze strany zákazníků došlo k intenzivnímu využívání sekundární výroby oceli, což můžeme označit za jeden z nejvýznamnějších pokroků v ocelářství v průběhu několika posledních desetiletí. Všechny pochody sekundární metalurgie při výrobě oceli mají za cíl snížit celkový čas zpracování. Kyslíkový konvertor se dostatečně dobře hodí pro procesy oduhličení, odfosfoření a k řízení hladiny dusíku, pokud nejsou na ocel kladeny příliš přísné požadavky. Není zde odstraněn vodík, a proto je třeba zlepšit čistotu oceli. Taktéž není KK schopen zaručit dostatečné odsíření oceli. Naopak, pánvová metalurgie slouží k překonání těchto omezení, která byla uvedena výše. Sekundární metalurgii můžeme rozdělit podle mnoha kritérií. Záleží, zda daný proces probíhá např. za sníženého tlaku, pak hovoříme o vakuové metalurgii, nebo nás může zajímat, v jakém agregátu proces probíhá (pánev nebo konvertor). Dalším důležitým poznatkem je,
14 5 jestli do lázně přivádíme inertní plyn (například Argon) a to za účelem promíchávání kovové lázně, čímž získáváme lepší teplotně i chemicky homogenizovanou kovovou lázeň. Sekundární metalurgie tedy zahrnuje rafinaci tekuté surové oceli - nejčastěji odsíření, úpravu tekuté oceli v pánvi, vakuování a přetavné pochody (jako je elektrostruskové přetavování). Ze zařízení sekundární metalurgie putuje ocel s přesnou licí teplotou v nízkém rozmezí na ZPO, případně na odlévání do kokil [3]. 2.2 Zařízení plynulého odlévání Plynulé odlévání oceli je v dnešní době nejvíce využívanou technologií. Je to dáno jak zvýšenými nároky na kvalitu oceli ze strany zákazníků, tak i z hlediska ekonomické a výrobní efektivnosti. Nedávné investice do technologií plynulého odlévání oceli proměnily tento proces do sofistikovaného, vysoce technologického procesu, kdy se 95 % vyráběné oceli ve světě odlévá právě tímto způsobem. Zbytek připadá na odlévání oceli do kokil. Odlévání oceli do kokil se dnes nejvíce využívá především v hutních podnicích, které se specializují na výrobu těžkých kovářských ingotů. ZPO slouží k masové výrobě kovů, kdy se odlévají dlouhé polotovary, které poté putují na válcovny [4]. Existují celkem tři typy ZPO (vertikální, radiální a horizontální), jak můžeme vidět na obr. 1. V dnešní době se nejvíce používá radiální ZPO nebo radiální se zakřiveným krystalizátorem. Při odlévání na ZPO je výsledkem polotovar (viz obr. 2) různého tvaru a rozměrů podle požadavků pro následné tváření. Obr. 1 Typy strojů pro plynulé lití. [5]

15 6 Ocel o správné teplotě a chemickém složení putuje ze zařízení sekundární metalurgie v licí pánvi do haly se ZPO a je umístěna do licího stojanu, který umožňuje určitou manipulaci s licími pánvemi tak, aby byla ocel nepřetržitě doplňována v průběhu odlévání. Z licí pánve je ocel přes stínicí trubici odlévána do mezipánve. Mezipánev slouží především jako rezervoár oceli v průběhu výměny licích pánví a zároveň rozděluje ocel do jednotlivých licích proudů. Následně je ocel výlevkami vedena do oscilujících krystalizátorů (primární zóna chlazení), kde je zajištěno řízené tuhnutí oceli. Pod krystalizátorem je soustava vodících a opěrných válečků (sekundární zóna chlazení) včetně chladících trysek, jež zajišťují tažení, přetváření a chlazení licího proudu oceli. Následuje terciární zóna chlazení. Na konci každého ZPO se nachází dělící zařízení, kde se ve většině případů jedná o kyslíko-palivové hořáky, které dělí předlitek na požadovanou délku. Schéma ZPO lze vidět na obr. 3. Obr. 2 Příklady různých typů předlitků a jejich názvosloví. [4] Výhody kontinuálního lití oproti odlévání oceli do kokil jsou: Vyšší kvalita předlitku. Vyšší výtěžnost konečné oceli (10 20 % více než u ingotového zpracování). Možnost odlévat přímo požadované tvary (sochory, bramy, kulatiny, atd.). Vyšší míra automatizace a řízení procesů.
16 7 Obr. 3 Schéma zařízení plynulého odlévání. [5] Všechny tyto výhody vedou ke značnému snížení ekonomických i provozních nákladů na tunu vyrobené oceli. Nižší ekonomické náklady lze vidět především v úspoře provozních nákladů, jako je energie nebo pracovní síla, ale také ve vyšší produktivitě. Dalším důležitým faktorem je úspora materiálu, jelikož jsme schopni odlít různé požadované tvary polotovarů a tím se chceme co nejvíce přiblížit finálnímu výrobku na válcovnách. Největší průlomem v posledních letech v oblasti odlévání oceli byl příchod odlévání tenkých desek a pásů z roztavené oceli. Tento vývoj se obecně seskupil pod názvem Near-Net Shape Casting. [4] Licí pánev a mezipánev Roztavená ocel se dopravuje ze zařízení sekundární metalurgie, nejčastěji je to z pánvové pece, kde je ocel ohřátá na požadovanou licí teplotu a má požadované chemické složení, v licí pánvi na licí stojan. Ten slouží k manipulaci s licími pánvemi, čímž je zajištěna nepřetržitá dodávka tekuté oceli do mezipánve. Mezipánev je obvykle obdélníkového tvaru, ovšem můžeme najít také mezipánve tvaru delta nebo T. Mezipánev je důležitou součásti ZPO, jelikož slouží jako zásobárna roztavené oceli v průběhu výměny licí pánve a její velikost ve většině případů odpovídá 8 10 % velikosti licí pánve. V mezipánvi dochází k rozdělování tekuté oceli jednotlivými licími proudy přes keramickou ponornou trubici do měděného, vodou chlazeného krystalizátoru a to za pomocí stavidel, zátkových tyčí a počítací tryskou s kontrolováním hladiny v mezipánvi. [6]

17 Primární zóna chlazení krystalizátor Krystalizátor je zřejmě nejdůležitější součástí ZPO. Jedná se o měděnou, vodou chlazenou otevřenou průtokovou nádobu, která svým tvarem dává předlitku požadovaný tvar potřebný pro následné zpracování na válcovnách a kde dochází, díky intenzivnímu chlazení vodou vedenou mezikružím stěny krystalizátoru, ke ztuhnutí povrchové skořepiny odlévané oceli (viz obr. 4). Zmíněná nádoba je vyrobena z čisté měděné slitiny. Hlavní funkcí krystalizátoru je tedy zajistit tuhnutí povrchové vrstvy takové tloušťky a pevnosti, aby udržela tekuté jádro oceli. Ztuhlá licí kůrka musí být dostatečně pevná, aby mohl být předlitek dále vytahován pomocí tažných válců do sekundární zóny chlazení a to tak, aby nedošlo k průvalu tekutého jádra. Dále musí být zajištěn povrch předlitku bez vnitřních i povrchových vad s minimální pórovitosti a minimálním počtem nekovových vměstků [5]. Obr. 4 Schematický popis krystalizátoru. [5] Aby nedocházelo k lepení odlévané oceli ke stěnám krystalizátoru, musí krystalizátor oscilovat. Důležitost a význam této oscilace je popsán v následujících kapitolách. Poslední velmi důležitou funkcí v krystalizátoru zastávají licí prášky (LP). Hladina oceli v krystalizátoru je jimi pokryta a dochází tak k natavování těchto prášku, které poté stékají po stěnách krystalizátoru a působí jako mazadlo [5].


18 Sekundární zóna chlazení Sekundární zóna chlazení je tvořena především vodícími a opěrnými válečky a vodními tryskami, které ochlazují povrch předlitku. Chladící trysky tvoří určité zóny. V této oblasti se poté uplatňují všechny tři způsoby přenosu tepla a to vedením, konvekcí a radiací. Předlitek, který vychází z krystalizátoru, má ještě stále tekuté jádro s velmi tenkou ztuhlou povrchovou vrstvou, a proto je velmi důležité, aby byla zajištěna intenzita a rovnoměrnost chlazení v této oblasti. Tyto podmínky ostřiku vodou mají zásadní vliv na vznik povrchových a vnitřních trhlin předlitku. I když se v literatuře přisuzují tyto vady spíše nerovnoměrnému chlazení v krystalizátoru, tak špatně nastavené parametry chlazení v sekundární oblasti můžou jakost předlitku dále prudce zhoršovat [5] Terciární zóna chlazení dělicí zařízení Za sekundární zónou chlazení navazuje terciární zóna chlazení předlitků. Tato zóna je tvořena tažným systémem s vodící dráhou a u radiálního ZPO rovnací stolicí, a za tím vším následuje dělící zařízení. Teplo je zde odváděno do okolní atmosféry převážně sáláním a v malé míře i přirozenou konvekcí. Dále pomocí chladících lóží a vodících válců je teplo odváděno z předlitků vedením. Abychom zajistili požadované délky polotovarů (sochory, bramy, kulatiny, atd.), musíme předlitek rozdělit na potřebné rozměry. Toto dělení se provádí pomocí dělícího zařízení a to pomocí dvou způsobů. Buď se předlitek dělí mechanickou cestou za pomocí speciálních nůžek, nebo kyslíko-palivovým hořákem. Prvního způsobů se využívá především u předlitků z ušlechtilých a vysocelegovaných ocelí. Tímto způsobem jsme totiž schopni zkrátit jak čas dělení, tak i snížit materiálové ztráty [5]. Obr. 5 Dělení předlitku pomocí hořáku.[4] Obr. 6 Dělení předlitku pomocí dvou hořáků.[4]
19 10 Druhého způsobu se využívá u ZPO s vysokou výrobností, kdy se předlitky dělí pomocí automatických strojů pro řezání plamenem. Výhodou je, že předlitek má stále velmi vysokou teplotu, která napomáhá snazšímu řezání, nežli u předlitků s nízkou teplotou. Dělící zařízení se proto pohybuje stejnou rychlostí jakou je tažen předlitek a jsme tak schopni dělit nejenom menší předlitky, ale i silné bramy [5] Licí prášky Licí prášky zastávají v krystalizátoru mnoho funkcí. Zvolíme-li správný licí prášek vhodného chemického složení, můžeme dosáhnout optimálního mazání uvnitř krystalizátoru, vhodné tepelné a chemické izolace povrchu předlitku, včetně vytvoření strusky na hladině tekuté oceli, která slouží k absorpci vměstků a zvyšuje tak výslednou povrchovou kvalitu předlitku. Velkým problémem se jeví schopnost vybrat správný licí prášek pro danou třídu oceli. I když výrobci licích prášku nabízejí velkou škálu, tak je třeba si uvědomit, že jednotlivá ZPO na ocelárnách mají svou specifičnost a proto se musí vhodný licí prášek potvrdit až v praxi dlouhodobým pozorováním. Při tomto pozorování je rozhodujícím kritériem právě povrchová kvalita polotovarů odlévaných na ZPO [6]. Hlavními vlastnostmi licích prášků pak jsou: Dynamická viskozita. Rychlost tavení Teplota krystalizace Tepelný tok Obecně se dá říci, že pro peritektické oceli se jeví nejlépe licí prášek s vyšší bazicitou a nižší viskozitou. Problémem tohoto licího prášku je však pomalejší doba natavování, což má za následek nerovnoměrné vnikání tohoto prášku do pracovního prostoru krystalizátoru a tím dochází ke zvýšenému tření a k proměnlivosti přestupu tepla uvnitř krystalizátoru [6]. 2.3 Teorie tuhnutí peritektických ocelí Nízkouhlíkové oceli obvyklých jakostí, konstrukční nebo mikrolegované, tvoří největší skupinu konstrukčních materiálu, které se hojně využívají v mnoha odvětvích průmyslu. Většina vyrobených ocelí se odlévá na zařízení plynulého odlévání.
20 11 Peritektické oceli jsou velmi specifické, především během tuhnutí. Problémem je vysoká náchylnost na vznik povrchových trhlin a tím jsou kladeny vysoké nároky na optimalizaci procesu tuhnutí v primární a sekundární zóně ZPO. Problém spočívá nejen v samotné peritektické reakci, ale také v objemových změnách a v rozpustnosti nečistot [7]. Z hlediska kvality povrchu se peritektické oceli, jejichž obsah uhlíku se pohybuje v rozmezí 0,10 0,18 %, nebo mají uhlíkový ekvivalent (Cp) od 0,1 do 0,20 hm. %, jeví velmi problematicky. Při peritektické reakci, respektive transformaci, dochází k přeměně delta feritu na austenit a rozdílnost mechanických vlastností způsobuje negativní chování ocelí, což se projeví na celém procesu lití. Hlavní negativní dopad se projeví na nerovnoměrné tvorbě licí kůrky, snížení tepelného toku mezi stěnami krystalizátoru a prvotně ztuhlou licí kůrkou, apod. Zmíněné negativní projevy pak mají zásadní vliv na tvorbu hlubokých oscilačních vrásek, jak je patrné na obr. 7, kde je viditelná závislost hloubky oscilačních vrásek na uhlíkovém ekvivalentu, což je parametr vztahující se k peritektické reakci [8]. Obr. 7 Hloubka oscilačních vrásek pro různé hodnoty uhlíkového ekvivalentu. [8] Nicméně negativní vlivy lze částečně upravit zvolením vhodného průběhu oscilačního cyklu, který zajistí mělčí oscilační vrásky, což vede k vyšší jakosti povrchu sochorů a následně i válcovaného materiálu [8] Teorie peritektické reakce a transformace Během nerovnovážných procesů ochlazování a ohřevu peritektických ocelí (krystalizace) je velmi složité stanovit teploty peritektické reakce, respektive transformace. Důvodem je fakt, že v současnosti se využívá mnoho vícesložkových systémů (například ocel) a oblast peritektické reakce se s ohledem na obsah legujících prvků jeví velmi složitě.
21 12 Bereme-li v potaz pouze čistý systém Fe C, tak zjistíme, že popis z termodynamického hlediska je relativně jednoduchý. Ovšem právě přidáním například legujícího prvku dochází k odlišnostem v chování, které jsou způsobeny různými interakcemi a segregacemi prvků. Při určení chování multikomponentních systémů (v našem případě oceli) zjistíme, že jde velmi náročný a složitý proces, zvláště pak za vysokých teplot. Proces peritektické reakce a transformace začíná při teplotě 1499 C v rozmezí koncentrace uhlíku 0,09 0,53 hm. % (linie HB, zobrazena na obr. 8, vlastní peritektická reakce pak probíhá při koncentraci 0,16 hm. % C, při které se vyvíjejí pouze zrna austenitu) za rovnovážných podmínek v metastabilním systému Fe C, avšak negativně se projevuje v daleko užší koncentraci uhlíku (což bude dále vysvětleno i v experimentální části). Oblast peritektického tuhnutí H - B (obr. 8) lze rozdělit na dvě části, a to H - J a J - B. V oblasti mezi body H- J je počáteční stav před peritektickou reakcí δ- ferit + tavenina. Při snížení teploty pod 1499 C dojde v systému k transformaci a z původního stavu přejde systém do termodynamicky stabilnějšího stavu podle schéma: δ - ferit + tavenina δ- ferit + γ (austenit). V oblasti ohraničené body J - B dojde při poklesu teploty pod 1499 C k transformaci δ - feritu na fázi γ, přeměna probíhá podle schéma: δ - ferit + tavenina γ + tavenina. Podle Kerra [9] lze rozlišit dva peritektické systémy, a to peritektickou reakci a peritektickou transformaci. Při peritektické reakci jsou podle Kerra všechny tři fáze δ - ferit, austenit (γ) a tavenina ve vzájemném kontaktu. Při peritektické transformaci jsou tavenina a δ - ferit odděleny fází γ [10]. Obr. 8 Metastabilní diagram Fe C. [11]
22 Feritický potenciál Na obr. 9 jsou znázorněny oblasti vysokých teplot metastabilního diagramu Fe C. Lze vidět podíly fáze austenitu (γ) a delta feritu (δ) v tuhé části při peritektické teplotě a také teplotní interval solidu a likvidu. Až do obsahu 0,1% C probíhá tuhnutí peritektických ocelí čistě skrze delta ferit [12]. Obr. 9 Vliv obsahu uhlíku na podílu fází δ γ. [12] Relativní poměr austenitu a delta feritu ve ztuhlé licí kůrce může být definován na základě feritického potenciálu (dále jen FP). Feritický potenciál matematicky vyjádřil v roce 1991 Wolf a vypočítá se následovně: FP = 2,5(0,5 C p ) (1) kde FP je feritický potenciál (%), C p - uhlíkový ekvivalent (%). Dalším praktickým využitím feritického potenciálu je rozdělení oceli do dvou základních skupin podle rovnice (1). Do první skupiny se řadí oceli depresního typu, které jsou velmi náchylné na povrchové vady, což se mimo jiné projevuje tvorbou hlubokých
23 14 oscilačních vrásek. Na druhou stranu nemají tendenci k přilepování se ke stěnám krystalizátoru. Do druhé skupiny pak patří oceli náchylné na přilepování ke stěně krystalizátoru. Uhlíkový ekvivalent se pak vypočítá následovně: C p = [%C] + 0,02[%Mn] + 0,04[%Ni] 0,04[%Cr] 0,1[%Mo] (2) kde [%X] je obsah daného prvku v oceli (%) Obr. 10 Závislost indexu náchylnosti na feritickém potenciálu. [13] Z obr. 10 lze vyčíst hodnoty indexu náchylnosti v závislosti na FP. Oceli depresního typu se pohybují v rozmezí hodnot 0,85 až 1,05 FP. U ocelí náchylných k nalepování se ke stěnám krystalizátoru je FP menší než 0,85 nebo větší než 1,05 [13]. Na rozdíl od obyčejných uhlíkových nízkolegovaných ocelí, neslouží rovnovážný fázový diagram Fe C k určení podílu austenitu a delta feritu v průběhu tuhnutí u antikorozních ocelí. FP se pak vypočítá podle rovnice (3). Důvodem je, že antikorozní oceli obsahují širokou škálu legujících prvků. Dva společně legující prvky jsou Ni a Cr a označujeme je jako stabilizátory austenitu, respektive delta feritu [12]. kde FP je feritický potenciál (%) Cr - potenciál chromu (%) Ni - potenciál niklu (%) [12]. FP = 5,26 (0,74 Cr ) (3) Ni
24 Zmenšení objemu (kontrakce) peritektické oceli Tepelné smrštění oceli vyvolané změnou teplot během tuhnutí peritektických ocelí lze vypočítat pomocí odvozených matematických výrazů [14]: ε th 3 (T) = ρ (Tref ) ρ (T) 1 (4) kde Ԑ th (T) je tepelná kontrakce při teplotě T; ρ (Tref ) a ρ (T) jsou hustoty při referenční teplotě T ref respektive teplotě T. V případě peritektické transformace, kdy se jedná o několik fází, lze průměrnou hustotu oceli při teplotě T vypočítat pomocí následujícího výrazu: ρ (T) = 1 p ( f n(t) n=1 ) ρ n(t) (5) kde f n(t) a ρ n(t) jsou podíly fází a hustoty, respektive pro každou z n-fází koexistují při teplotě T. Hustota fází může být zjištěna použitím rovnic (4) a (5) v závislosti na teplotě a chemickém složení [14]. 2.4 Chování peritektických ocelí během tuhnutí na ZPO Ke vzniku trhlin při plynulém odlévání peritektických ocelí dochází, když působící napětí v povrchové vrstvě překročí mez pevnosti oceli. Největší riziko vzniku trhlin je při vysokých teplotách nad 1350 C. Tuhnutí oceli a následující procesy v nízkouhlíkových ocelích nám komplikuje již zmíněná peritektická reakce. Jak již bylo řečeno v předešlých kapitolách, tak vývoj mikrostruktury peritektických ocelí je velmi složitý. Proto se v dnešní době věnuje velká pozornost simulacím a modelování zmíněného procesu. Velmi vážným problémem se jeví vztah mezi kinetikou krystalizace peritektických ocelí a tvorbou sulfidů v ocelích. Předpokládá se, že nekovové vměstky se tvoří v oblasti teplot likvidu a solidu v mezi-dendritické oblasti taveniny. Po dosáhnutí teploty solidu však procesy přeměn v peritektických ocelích nekončí. Členité hranice mezi dendrity s vysokou povrchovou energií jsou termodynamicky nestálé a začínají se narovnávat. Ve výsledku tedy hovoříme o granulaci zrn, respektive o růstové rekrystalizaci. Austenitická zrna mají větší rozměry než původní dendrity (někdy až několik mm) a často obsahují sulfidické nebo oxisulfidické vměstky. Hranice austenitických zrn jsou mírně zvlněné a vyznačují se vznikem trojných bodů. Stávají se místem vzniku trhlin [7].

25 16 Závěrem lze tedy napsat, že nejdůležitějšími metalurgickými faktory ovlivňující vznik trhlin a prasklin při plynulém odlévání peritektických ocelí na ZPO je precipitace sulfidů a sulfidických oxidů na hranicích dendritů anebo na hranicích austenitických zrn a makroskopické napětí vyvolané objemovými změnami při tuhnutí způsobené peritektickou reakcí [7]. V předešlých kapitolách bylo pospáno schéma a technologický postup ZPO, a základní teoretické poznatky o peritektických ocelích. V kapitole 2.4 se zaměříme na tuhnutí peritektických ocelí, především v primární zóně chlazení, neboli v krystalizátoru. Obr. 11 Schéma krystalizátoru při odlévání bram na ZPO. [15] V blízkosti okrajů krystalizátoru se nám ukazují významné jevy při procesu kontinuálního lití (obr. 11). Roztavená ocel chladne díky vodou chlazeným stěnám měděného krystalizátoru a dochází zde k tvorbě pevné licí kůrky. Měděný krystalizátor osciluje ve svislém směru za účelem zamezení nalepení tuhnoucí licí kůrky na stěny krystalizátoru. Pomocí tažných a vodících válečků, které jsou umístěny pod krystalizátorem, je zajištěno nepřetržité stahování licí kůrky z krystalizátoru určitou rychlostí neboli takzvanou licí rychlostí, která odpovídá průtoku vstupního kovu. Průtok kapaliny je řízen pomocí omezení otvorů umístěných v ponorné výlevce a to na základě signálu, který přichází ze snímače hladiny v krystalizátoru.
26 17 Nejdůležitější části procesu tuhnutí je meniskus, nalézající se na místě, kde se horní část tuhnoucí licí kůrky setkává s krystalizátorem a povrchem taveniny. V zmíněném místě dochází postupně k vytvoření výsledného povrchu předlitku. Aby se zajistila požadovaná kvalita povrchu, lze použít vhodné licí prášky společně se snahou optimalizovat parametry oscilace krystalizátoru [15]. Závěrem lze říci, že jedním z velkých problémů při odlévání peritektických ocelí na ZPO je tvorba povrchových a podpovrchových vad během tuhnutí předlitku v krystalizátoru. Jedním z ukazatelů určující náchylnost k tvorbě zmíněných vad je feritický potenciál. U peritektických oceli se feritický potenciál nejčastěji pohybuje kolem hodnoty 1, čímž vykazují zmíněné oceli vysoký index náchylnosti k vadám (především k tvorbě hlubokých oscilačních vrásek). Nejvyšší hloubky oscilačních vrásek lze pak nalézt pro hodnoty uhlíkového ekvivalentu v rozmezí 0,1 až 0,2 hm. %, čímž se vyznačují právě peritektické oceli. Dalším problémem je samotná peritektická reakce, kdy dochází k přeměně delta feritu na austenit. Navíc při tuhnutí peritektických ocelí dochází vlivem klesající teploty k objemovým změnám v předlitku, čímž dochází ke snížení tepelného toku v oblasti krystalizátoru. Z těchto důvodů je při odlévání peritektických ocelí kladen velký důraz na vhodné nastavení parametrů oscilace, aby nedocházelo k tvorbě hlubokých oscilačních vrásek [16].
27 18 3 VLIV NASTAVENÍ OSCILACE NA POVRCHOVOU KVALITU ODLÉVANÉ OCELI V kapitole je podrobně rozebrána problematika oscilace krystalizátoru, která velkou mírou ovlivňuje výslednou kvalitu předlitku. Navrhnout správný průběh oscilačního cyklu je však velmi obtížné. Samotnou oscilaci ovlivňuje mnoho parametrů, které budou postupně vysvětleny. Technolog pak musí navrhnout průběh oscilace tak, aby bylo dosaženo vysoké povrchové jakosti odlévané oceli. 3.1 Popis základních parametrů V předchozích kapitolách bylo popsáno schéma ZPO, včetně nejdůležitější části (krystalizátoru). V měděném krystalizátoru, který je ochlazován vodou, dochází ke krystalizaci předlitku a samotný proces je doprovázen oscilací, což je velmi důležité. Oscilace krystalizátoru totiž zabraňuje přilepování primárně ztuhlé vrstvy licí kůrky na povrch stěn krystalizátoru. Pokud by nedocházelo k oscilaci, tak by se primárně vzniklá licí kůrka přilepila na stěnu krystalizátoru a mohlo by dojít k průvalu tekutého jádra odlévané oceli uvnitř krystalizátoru. Proto je velmi důležité nastavit vhodné parametry oscilace tak, aby nedocházelo k nežádoucím účinkům, jako je nalepování licí kůrky, vzniku nadměrně hlubokých oscilačních vrásek a dalších povrchových a podpovrchových vad. Ovšem při nastavování parametrů oscilace se setkáváme s několika překážkami, které je potřeba zvládnout. Patří zde především frekvence oscilace f (min -1 ), určení správné amplitudy zdvihu S (mm), stanovení vhodné licí rychlosti, kterou označujeme V c (mm. min -1 ) a nakonec nastavit vhodný průběh oscilace (např. sinusový, sinusový asymetrický a jiný) [17]. Dalším důležitým parametrem je použití vhodného licího prášku (LP). Výběrem vhodného licího prášku o požadovaném chemickém složení docílíme lepší kvality povrchu předlitku. Licí prášky slouží především jako mazadlo (lubrikant) mezi stěnou krystalizátoru a povrchem licího proudu. Mohou současně zastávat funkci strusky, která nám pohlcuje nekovové vměstky a chrání roztavenou ocel před okolní atmosférou. S licím práškem také úzce souvisí parametr nastavení intenzity primárního chlazení. Vhodným nastavením všech popsaných parametrů zajistíme vysokou kvalitu polotovarů bez výraznějších vad (především povrchových, které zde můžeme značně ovlivnit) a zajistíme vysokou produktivitu a plynulost celého ZPO [17].
28 Oscilace krystalizátoru Pod pojmem oscilace krystalizátoru si lze představit kmitání měděné vložky krystalizátoru ve své podélné ose. Obvyklá oscilace krystalizátoru se vyznačuje amplitudou menší než 10 mm a kmitáním o frekvenci mezi 50 až 250 cykly za minutu (angl. CPM Cycles Per Minute) [12]. Jak bude dále uvedeno, dnes se setkáváme se dvěma typy oscilace krystalizátoru, a to elektromechanickou a hydraulickou oscilací Elektromechanická oscilace Během samotného odlévání tekuté oceli se snažíme navrhnout vhodný průběh oscilace tak, aby bylo dosaženo co nejvyšší kvality předlitku. Nicméně u elektromechanické oscilace můžeme jen částečně měnit základní parametry. Problém nastává při změně amplitudy zdvihu. Elektromechanická oscilace, která pracuje na technologii pákového mechanismu hnaného motorem, nedovoluje nastavit zdvih během odlévání oceli. Jediným parametrem, který můžeme měnit během nepřetržitého lití oceli, tak zůstává frekvence oscilace. Je-li požadována změna amplitudy zdvihu, je nutné přerušit proces plynulého lití a celý mechanismus rozebrat a vyměnit potřebné součástky, čímž se snižuje možnost ovlivnit dynamické děje v oblasti formující se licí kůrky [18] Hydraulická oscilace Mnohem větší možnosti poskytuje využití novější metody hydraulické oscilace, která pracuje na zcela jiném principu, čímž lze měnit hodnoty jak frekvence, tak i amplitudy zdvihu během nepřetržitého odlévání oceli. Hydraulická oscilace pracuje na principu hydraulických pístů, které zde nahrazují elektromotory. V některých případech lze měnit i průběh oscilačního cyklu, což v praxi znamená možnost přejít ze sinusového průběhu na asymetrický apod. Lze tak dosáhnout stejných hodnot doby a podílu negativního stripu během různých hodnot licích rychlostí, čímž lze příznivě ovlivnit kvalitu povrchu předlitku [18] Oscilační cyklus Jak již bylo zmíněno v předchozích kapitolách, není snadné nastavit vhodné parametry oscilace krystalizátoru. Technolog daného procesu nemá mnoho možností a oscilaci může ovlivnit především frekvencí a amplitudou zdvihu. Někteří autoři však dokázali, že samotný cyklus oscilace se může výrazně lišit od zavedeného sinusového cyklu. Zjistili, že určitou úpravou průběhu oscilace docílí lepšího průběhu celkové oscilace krystalizátoru, která bude
29 20 mít pozitivní dopad na výslednou kvalitu předlitku. Při pomalejším pohybu krystalizátoru směrem vzhůru a naopak rychlejším dopadu (rázu) formy směrem dolů získáme kratší dobu negativního stripu, což znamená kratší dobu strávenou v jednou oscilační cyklu a také výsledné tření bude dosahovat nižších hodnot. Zmíněná úprava oscilačního cyklu se nazývá asymetrický průběh oscilace krystalizátoru a je znázorněna na obr. 12. Lze tedy říci, že při zvolení vhodných podmínek frekvence a amplitudy zdvihu a částečné úpravy průběhu oscilace v celém rozsahu licích rychlostí dosáhneme společně s vhodným výběrem LP minimálního tření a nízkých hodnot povrchových vad, především pak oscilačních vrásek. Tím zajistíme odlévání předlitků s vysokou povrchovou jakostí [17]. Obr. 12 Rozdíl mezi asymetrickým a sinusovým průběhem oscilace krystalizátoru. [17] Hlavní rysy cyklu oscilace krystalizátoru jsou znázorněny na obr. 13a, který představuje vývoj rychlosti krystalizátoru v jednom cyklu v rámci sinusového režimu. Oscilační cyklus ovlivňuje tření mezí stěnou krystalizátoru a povrchem předlitku včetně následného posunu předlitku z krystalizátoru a také definuje topografii povrchu předlitku. Z hlediska mazání krystalizátoru při oscilačním cyklu můžeme oscilaci rozdělit do dvou fází a to následovně [12]: 1. Kompresní fáze (T N ) je definována jako doba negativního stripování a je to čas, při kterém je LP vtahován do mezery mezi prvotní licí kůrku a stěny krystalizátoru. To znamená, že při negativním stripování je rychlost krystalizátoru směrem dolů vyšší, než je rychlost odlévání. 2. Takzvaná mazací fáze (T P ), kde jsou tahová napětí aplikována na prvotně ztuhlou licí kůrku předlitku doprovázená usazováním infiltrovaného LP proti stěnám krystalizátoru. Zmíněná doba se označuje jako pozitivní stripování a odpovídá
30 21 zbytku oscilačního cyklu, tedy době jedné periody zmenšené o dobu negativního stripu [12]. Samotný oscilační cyklus ovlivňuje velmi mnoho parametrů. V předkládané diplomové práci budou popsány jen nejdůležitější z nich, a to především doba negativního (T N ) a pozitivního stripu (T P ), podíl negativního stripu (NS % ) a co způsobují [17] Vznik tření při oscilačním cyklu Vliv oscilace vzhledem k tření mezi předlitkem a stěnou krystalizátoru při zdvihu nahoru a dolů je znázorněn na obr. 13b. Měřená odezva na snímači ukazuje tření při sinusové oscilaci. Lze vypozorovat vysoký podíl tření při zdvihu směrem nahoru a minimální tření středem během negativního stripu. Ztráta tření při T N naznačuje oddělení licí kůrky od stěny krystalizátoru. Obr. 13c a 13d také ukazují výsledky dalších různých změn způsobených oscilací, například pohlcování a tlak licího prášku [12]. Obr. 13 Vliv oscilace krystalizátoru na jednotlivé parametry. [12] Asymetrický průběh oscilace krystalizátoru Asymetrický průběh oscilačního cyklu slouží k odlévání oceli vysokými licími rychlostmi, neboť zajišťuje nejen stabilitu krystalizátoru, ale také zabraňuje nalepování licí kůrky na stěny krystalizátoru, podporuje infiltraci LP a tím snižuje vzniklé tření a celkově tak snižuje riziko průvalu respektive vzniku hlubokých oscilačních vrásek, což vede ke zvýšení kvality předlitku v souladu se zvýšenou produkcí na daném ZPO.
31 22 Rozdíl křivek mezi sinusovou a asymetrickou oscilací je znázorněn na obr. 14. Vidíme, že průběh asymetrické křivky je částečně "deformován" oproti křivce sinusové. Rychlost krystalizátoru směrem nahoru je jiná, než směrem dolů. Díky rozdílům v rychlostech stoupání a klesání krystalizátoru oproti sinusovému průběhu lze například prodloužit dobu pozitivního stripu a snížit tak relativní rychlost mezi předlitkem a krystalizátorem v daném období. Dalším příkladem může být vyšší rychlost krystalizátoru směrem dolů, než je tomu při sinusové oscilaci, čímž dochází ke zkrácení doby negativního stripu. Důsledkem je vytvoření dostatečných dynamických sil, které působí pozitivně na kvalitu předlitku tím, že zabraňují protržení licí kůrky [19]. Obr. 14 Poloha krystalizátoru vzhledem k asymetrickému respektive sinusovému průběhu oscilace. [19] Rozdíl mezi asymetrickým a sinusovým průběhem oscilace se vypočítá podle rovnice (6), která vyjadřuje součinitele asymetrického průběhu [19]. α = 4t m f (6) kde α je součinitel asymetrického průběhu (1) t m - časové zpoždění asymetrického průběhu za sinusovým (s) f - frekvence oscilace (Hz) [19].
32 Vliv asymetrického průběhu oscilace na povrchovou kvalitu předlitků Při snížení maximální rychlosti krystalizátoru směrem nahoru se výrazně snižuje tření mezi stěnou krystalizátoru a vzniklou licí kůrkou předlitku. Je to dáno delší dobou pozitivního stripu, která vede ke snížení dynamického tlaku na meniskus, čímž se zabraňuje přilnutí licí kůrky ke stěně krystalizátoru v oblasti menisku, což vede ke zlepšení povrchu odlévané oceli. [19]. Důsledkem prodloužení doby pozitivního stripu se tak zkracuje doba negativního stripování, což má za následek, že se meniskus licí kůrky tolik neprodlouží. Popsaný jev vede ke snížení hloubky oscilačních vrásek, neboť není dostatek času na prodloužení oscilační vrásky, která pak vznikne během pozitivního stripu. Další výhodou asymetrického průběhu je zvýšena maximální rychlost během negativního stripu, což má za následek intenzivnější působení dynamického tlaku na licí kůrku. Právě dynamický tlak výrazně ovlivňuje zacelování mikrotrhlin v licí kůrce a zabraňuje tak průvalu tekutého jádra oceli z předlitku. Závěrem se dá říci, že správným nastavením asymetrického průběhu oscilace lze docílit zvýšení jakosti povrchu odlévaného předlitku (menší hloubka oscilačních vrásek, zacelování mikrotrhlin), snížit rizika spojená s průvalem licí kůrky a dosáhnout nižší hodnoty tření mezi stěnou krystalizátoru a povrchem předlitku [19] Doba negativního stripu Pod pojmem negativního stripování je možno si představit čas oscilačního cyklu, který se udává v sekundách, kdy je pohyb měděné formy (krystalizátoru) směrem dolů rychlejší, než je pohyb předlitku, který vykonává v krystalizátoru pohyb směrem dolů a následně vychází z krystalizátoru směrem k sekundární oblasti ZPO. Zmíněný čas označujeme jako T N. Lze tedy říci, že licí rychlost předlitku, který se pohybuje stejným směrem jako krystalizátor, je menší, než je samotná rychlost krystalizátoru směrem dolů [20]. Čas, po který probíhá negativní strip, se vypočítá podle následující rovnice a je možno vidět, že je ovlivňován základními parametry oscilace (frekvencí, amplitudou zdvihu a licí rychlostí). kde f je frekvence oscilace (min -1 ) V c - licí rychlost (mm.min -1 ) T N = 60 πf cos 1 ( V c πsf ) (7)
33 24 S - amplituda zdvihu (mm) Součin ve jmenovateli (πsf) vyjadřuje maximální rychlost krystalizátoru (mm.min -1 ). Z rovnice (7) lze vypočítat dobu negativního stripu, avšak je velmi těžké určit vhodnou dobu z hlediska kvality povrchu předlitku. Obecně platí, že čím kratší je doba tohoto stripu, tím snadněji dosáhneme vyšší jakosti povrchu. Delší doba totiž vede k formování hlubších oscilačních vrásek. Na druhou stranu pří negativním stripu dochází k pozitivnímu zacelování mikrotrhlin, což je dáno vyvíjením kompresního tlaku na licí kůrku. Průběh oscilace se nakonec nastavuje tak, aby se našel určitý kompromis. Tedy, aby čas negativního stripu byl co nejkratší, ale přitom nesmí dojít k průvalu licí kůrky [20] Doba pozitivního stripu Pozitivní strip je časový úsek oscilačního cyklu, který označujeme T P a v některých případech se také označuje jako mazací fáze. Jedná se tedy o zbylou část oscilačního cyklu, kdy neprobíhá negativní strip. Zmíněný časový úsek je tedy především doba, kdy se krystalizátoru pohybuje směrem nahoru proti předlitku. Navíc zde můžeme zahrnout i úsek, kdy je oscilační rychlost krystalizátoru směrem dolů nižší, než je samotná licí rychlost předlitku. Většinou se jedná o dobu, kdy je okamžitá rychlost krystalizátoru nižší, tedy na začátku a konci druhé části periody při pohybu dolů. Rovnice (8), jenž vyjadřuje dobu pozitivního stripu, je obdobná jako při výpočtu doby negativního stripu a závisí na stejných parametrech. kde f je frekvence oscilace (min -1 ) T P = 60 f T N (8) T N - doba negativního stripu (s) Zlomek ( 60 ) v rovnici (11) vyjadřuje celkovou dobu oscilačního cyklu v sekundách [20]. f Podíl negativního stripu Mezi další parametr ovlivňující výslednou kvalitu povrchu předlitku patří podíl negativního stripu, který se označuje NS %. Při podílu rozeznáváme dva vzorce, rovnici alfa (9) respektive rovnici beta (10). Každá z těchto rovnic vyjadřuje něco jiného. ROVNICE ALFA
34 25 NS %alfa = V c 2Sf V c. 100 (9) Rovnice (9) vyjadřuje poměr mezi průměrnou rychlostí oscilace krystalizátoru a rychlostí jakou se pohybuje předlitek v krystalizátoru (licí rychlost). Pokud bude vycházet záporná hodnota, pak je rychlost krystalizátoru vyšší, než je samotná rychlost předlitku a naopak při kladných hodnotách se krystalizátor pohybuje pomaleji [20]. ROVNICE BETA NS %beta = T N. f (10) Výsledná hodnota rovnice (10) popisuje celkovou dobu oscilačního cyklu, kdy probíhá negativní stripování. Výsledná hodnota se pak označuje jako relativní doba negativního stripu. V některých zahraničních literaturách se také uvádí takzvaný koeficient negativního stripování, který se označuje NSR. Zmíněný koeficient však není v praxi příliš využíván, neboť technolog navrhující podmínky oscilace si vystačí se základními parametry (doba pozitivního a negativního stripu a podíl negativního stripu). NSR = 2. T N. f (11) Koeficient negativního stripování se vypočte podle rovnice (11) a jeho vyjádření je obdobné jako při výpočtu podílu negativního stripu (10). Jediným rozdílem mezi popsanými rovnicemi je dvojnásobná výsledná hodnota při výpočtu koeficientu [20] Vliv doby a podílu negativního stripu na výslednou kvalitu předlitku V předchozích kapitolách bylo teoreticky popsáno, co představuje doba respektive podíl negativního stripování. Kapitola se zabývá vlivem doby a podílu negativního stripu v průběhu oscilace krystalizátoru na výslednou jakost povrchu předlitku. Významnou roli při tvorbě oscilačních vrásek hraje právě doba negativního stripu. Čím je daný časový úsek delší, tím náchylnější je předlitek ke vzniku hlubších oscilačních vrásek, které řadíme mezi povrchové vady, a tím samozřejmě dochází ke zhoršení povrchové kvality předlitku. Větší hloubka oscilačních vrásek je dána růstem menisku, který po ohnutí v údobí pozitivního stripu vytvoří oscilační vrásku. Vznik a vlastnosti oscilačních vrásek jsou dále popsány v kapitole 3.2. Nicméně doba negativního stripu má i pozitivní dopad na kvalitu polotovaru. Během negativního údobí totiž dochází k zacelování mikrotrhlin na licí kůrce
35 26 a navíc lze docílit pozitivního strhávání licího prášku mezi stěny krystalizátoru a povrch předlitku, čímž dochází ke snižování tření a zabraňuje se tak nalepování předlitku na stěny krystalizátoru. Závěrem lze tedy říci, že při delším časovém úseku negativního stripu docílíme lepšího mazání a také zabráníme průvalu tekutého jádra předlitku skrze licí kůrku [18]. Dalším neméně důležitým parametrem je podíl negativního stripu, který se využívá především pro řízení protichůdných požadavků na kompresní zacelování licí kůrky. Dalším předpokladem je zajištění dostatečného mazání za pomoci vhodného licího prášku. Pro zlepšení celistvosti povrchu licí kůrky (zacelování mikrotrhlin) se vyžadují vyšší hodnoty podílu negativního stripu (tzn. větší záporná čísla). Bohužel mají vyšší hodnoty negativní dopad na mazání předlitku v krystalizátoru. Pro zajištění dostatečné infiltrace licího prášku musíme volit nižší podíly negativního stripu a zajistit nižší relativní rychlost krystalizátoru k rychlosti předlitku. Maximální relativní rychlost zásadně ovlivňuje strhávání LP do krystalizátoru a podílí se tak významně na výsledné hodnotě tření. Technolog tedy musí nalézt určitý kompromis pro dané podmínky odlévání (druh oceli, odlévaný formát, atd.). Určitou pomocí se z pohledu chemického hlediska jeví takzvaný feritický potenciál (FP), který je schopen určit, k čemu je ocel náchylná a podle toho je třeba volit parametry oscilace [18]. 3.2 Vznik oscilačních vrásek Během oscilace krystalizátoru dochází ke vzniku povrchových vad. Nejčastěji se vyskytují dva typy vad oscilační vrásky a vlnění. V mnoha případech je velmi těžké je rozlišit. Takzvané vlnění není přičítáno oscilaci krystalizátoru, ale vzniká při odlévání, kdy kolísá hladina taveniny v krystalizátoru, což má za následek ohýbání ztuhlé licí kůrky. Zmíněný typ vady je většinou nepravidelného charakteru a nedosahuje tak velké hloubky, jako oscilační vráska. Na druhou stranu se tvorbou oscilačních vrásek zabývá mnoho autorů a v dnešní době existuje několik modelů, jenž popisují mechanismus vzniku těchto vad během odlévání oceli na ZPO. Pro kontrolu tvorby výše uvedených vad je nutné znát všechny souvislosti týkající se jejich vzniku. Při vzniku oscilačních vrásek lze rozeznávat dva typy - depresní typ a hákový typ (angl. hook). Oscilační vráska hákového typu je doprovázena defektní čárou směrem pod povrch předlitku oproti oscilační vrásce depresního typu, jak je znázorněno na obr. 15.
36 27 Oscilační vráska hákového typu Směr lití Čára defektu Oscilační vráska depresního typu Obr. 15 Dva typy oscilačních vrásek. [21] Oba typy těchto vrásek jsou úzce spjaty s chováním menisku v krystalizátoru. Tvar a kvalita povrchu předlitku velmi závisí na vytvoření menisku, což má velký dopad na vznik oscilačních vrásek. Při ohýbání menisku prvotní licí kůrky vznikají oscilační vrásky depresního typu. Naopak, když se tavenina dostane přes ztuhlou licí kůrku, vznikají na povrchu předlitku oscilační vrásky hákového typu [21]. Na obr. 16 je schematický znázorněn průběh vzniku oscilační vrásky hákového typu [16]. Obr. 16 Mechanismus vzniku oscilační vrásky hákového typu. [16] Obr. 17 zobrazuje ztuhlý meniskus uvnitř odlitku včetně oscilační vrásky hákového typu. Obrázek tak potvrzuje vznik oscilačních vrásek hákového typu vlivem přetečení taveniny přes ztuhlou licí kůrku [16].



37 28 Obr. 17 Povrch odlitku včetně oscilační vrásky hákového typu. [16] Na tvorbu oscilačních vrásek má zásadní vliv nastavení vhodného průběhu oscilačního cyklu, jak lze pozorovat na obr. 18 a 19. Obr. 18 znázorňuje povrchovou kvalitu polotovaru odlévaného na ZPO bez oscilace krystalizátoru. Obr. 19 zachycuje stejnou jakost odlévané oceli při vhodných parametrech oscilace krystalizátoru. Při nevhodném nastavení, nebo dokonce bez použití oscilace krystalizátoru, lze vidět velmi nepravidelné a jemně rozložené oscilační vrásky. Pro vhodné nastavení parametrů oscilace vykazuje polotovar úzké a pravidelně rozložené hlubší oscilační vrásky [16]. Obr. 18 Povrch předlitku odlévaného na ZPO bez oscilace krystalizátoru. [16] Obr. 19 Povrch předlitku odlévaného na ZPO s použitím oscilace krystalizátoru. [16]
38 29 Správně zvolené základní parametry jako jsou doba a podíl negativního, respektive pozitivního stripu, frekvence, amplituda zdvihu a průběh oscilačního cyklu, zajišťují vyšší povrchovou kvalitu předlitku. Pro navrhnutí správného průběhu oscilace může sloužit model, který je založen na tepelné bilanci, povrchovém napětí a tlaku. Tepelná bilance pak udává tempo růstu oscilačních vrásek, zůstatek povrchového napětí udává úhly mezi fázemi a tlak nám dává tvar menisku tekutého kovu během procesu odlévání [22] Optimální frekvence oscilace Podle některých zahraničních autorů je velmi důležité najít vhodnou frekvenci oscilace tak, aby se tvorba oscilačních vrásek stala stabilní. Při nalezení vhodné frekvence mají všechny oscilační vrásky stejnou hloubku bez ohledu na jejich typ. Oscilace způsobuje změnu výšky menisku a to může vést k zabránění tvorby oscilačních vrásek. Je-li zvolena frekvence oscilace tak, aby se nikdy nedosáhlo maximální výšky menisku, pak nedojde k přetečení. Jinými slovy, v případě, že se krystalizátor obrací k pohybu směrem vzhůru tak, že je dosažena maximální výška menisku, potlačí se riziko přetečení. Optimální frekvence oscilace se navrhuje podle rovnice (12): f = v 2. a (12) I když zajistíme vhodný průběh oscilace, nikdy nezabráníme vzniku oscilačních vrásek. Kvalita povrchu je výrazně lepší v případě, kdy se zvolená hodnota frekvence oscilace přiblíží vypočtené hodnotě ideální frekvence oscilace. [22]. 3.3 Nalezení vhodné doby základních parametrů oscilace V praxi se obecně pracuje s krátkou dobou negativního stripu během oscilačního cyklu krystalizátoru. Nevýhodou kratšího úseku je nedostatečné zacelování mikrotrhlin v plášti licí kůrky. Problém může vést až k průvalu licí kůrky, neboť je třeba si uvědomit, že v primární zóně chlazení (krystalizátoru) je pořád tekuté jádro oceli předlitku. Naopak velkou výhodou kratší doby negativního stripu je zlepšení jakosti odlévaného předlitku. Důvodem je vznik oscilačních vrásek s minimální hloubkou, což se pozitivně projeví ve výsledné kvalitě. Vyvstává tedy otázka, jaká je vhodná doba negativního stripu. V provozních podmínkách se doba liší a závisí především na dalších parametrech, jako jsou: - chemické složení odlévané oceli, - odlévaný formát,
39 30 - licí rychlost, - konstrukční uspořádání ZPO, - jakost odlévané oceli. Technolog navrhující oscilaci krystalizátoru se pak snaží najít kompromis tak, aby nedošlo k průvalu tekutého jádra a přitom byla dosáhnuta co nejvyšší jakost povrchu odlévaného předlitku. Nejčastěji se uvádí, že by hodnota negativního stripu neměla být menší než 0,1 s [20]. Pokud se sníží doba negativního stripu pod výše uvedenou hranici, hrozí riziko průvalu. Někteří zahraniční autoři dokonce uvádějí, že doba negativního stripu se může pohybovat v rozmezí 0,05 s 0,08 s. Při těchto hodnotách je sice dosaženo vysoké jakosti povrchu předlitku, ale hrozí zde průvaly licí kůrky. Proto se hodnoty 0,05 s 0,08 s využívají především pro odlévání předlitků malých rozměrů [20].
40 31 4 ANALÝZA LITERÁRNÍCH POZNATKŮ Z OBLASTI OPTIMALIZACE PARAMETRŮ OSCILACE KRYSTALIZÁTORU V literatuře [20] byl podrobně popsán výzkumný projekt, který se prováděl v hutním podniku v Indii. Autoři se zabývali myšlenkou zlepšit jakost povrchu výsledného polotovaru odlévaného pomocí ZPO při použití minimální doby negativního stripu (T N ). Pokus byl prováděn na ZPO č. 3, na kterém se odlévají desky s roční produkcí tun. V dřívějších letech pracovali obvykle s parametry oscilace, kdy byla frekvence 60 cyklů za minutu a amplituda zdvihu se pohybovala kolem 10 mm. V popisovaném experimentu se snaží zvýšit frekvenci na 180 cyklů za minutu a amplitudu zdvihu nahradit kratšími zdvihy o délce 4-6 mm. Účelem použití vyšších hodnot frekvence společně s kratšími zdvihy bylo vytvořit podmínky pro kratší dobu negativního stripu, aby se zlepšila povrchová kvalita polotovaru. Nicméně příliš krátká doba negativního stripu se projevila nedostatečným zacelováním mikrotrhlin na povrchu předlitku. Z výše uvedeného důvodu je výhodná hydraulická oscilace oproti elektromechanické, neboť hydraulická oscilace dovoluje měnit nastavení amplitudy zdvihu včetně frekvence za plynulého provozu, čímž lze ovlivnit dynamické děje při vzniku prvotně ztuhlé licí kůrky [20]. Při nastavení doby negativního stripu pod 0,10 s se výrazně zvyšuje riziko průvalu tekutého jádra předlitku. Důvodem je nedostatek času, který krystalizátor má na zacelování mikrotrhlin [20]. Celý experiment se navíc zabývá odléváním nízkouhlíkových ocelí. Obsah uhlíku v oceli je z velké části zodpovědný za hloubku oscilačních vrásek, které jsou nejvýraznější u peritektických uhlíkových ocelí s obsahem 0,1 hm.% C. Výsledkem je hlubší oscilační vráska. Autoři se snažili hledat řešení pro dva hlavní problémy: docílit snížení sklonu k nalepování předlitků ke stěnám krystalizátoru a zlepšit jakost povrchu předlitku především snížením hloubky oscilačních vrásek pro širokou škálu licích rychlostí během odlévání peritektických ocelí. Na obr. 20 je znázorněn průběh oscilace, který má potenciál s ohledem na podmínky, které vyžadují dobrou kvalitu povrchu odlitku, dokonce i při snížené rychlosti odlévání, včetně zachování míry spotřeby LP. Oscilace krystalizátoru pracovala s relativně krátkým zdvihem a "střední" hodnotou frekvence. Pro střední až vysoké rychlosti lití by měla být T N

41 32 udržována na nízké, fixní hodnotě. Zmíněný návrh se jeví slibně pro testování nízko uhlíkových ocelí s širokým rozsahem licích rychlostí. Za připomenutí stojí, že vyšší rychlost lití je účinnější při snižování hloubky oscilačních vrásek, než vliv změny frekvence nebo amplitudy zdvihu [20]. Obr. 20 Nízký až střední zdvih s variabilně se měnící frekvencí [20] Cílem článku [23] bylo prozkoumat vliv různých podmínek oscilace na míru spotřeby LP v krystalizátoru a popsat tvorbu oscilačních vrásek, především pak vrásek hákového typu pro peritektické oceli a najít způsob jak minimalizovat jejich škodlivé účinky v praxi. V posledních letech se pozornost zaměřuje na zlepšení infiltrace LP a nalezení vhodných parametrů oscilace pro odlévání na ZPO vysokými licími rychlosti. Jedním z aspektů ovlivňující výslednou kvalitu povrchu jsou oscilační vrásky, podpovrchové vady, zejména u ocelí s nízkým obsahem uhlíku. Pro konzistentní a rovnoměrné mazání byly navrženy různé teorie pro infiltraci tekutého LP do mezifázové mezery mezi ocelovým pláštěm tvořeným licí kůrkou a zužujícími se stěnami krystalizátoru. Většina autoru uvádí, že při zvýšené rychlosti lití a snížené viskozitě tekutého LP při teplotě 1300 C se snižuje spotřeba LP. Za účelem odhadnout rychlost spotřeby LP byly vyvinuty různé koncepce. Mezi jevy ovlivňující spotřebu LP patří doba negativního a pozitivního stripu. Výsledky ukazují, že krystalizátor s delší dobou negativního stripu zvyšuje spotřebu LP, zatímco jiné vykazují korelaci s dobou pozitivního stripu. V článku [23] jsou shromážděny vzorky a provozní údaje během odlévání prováděných v hutním podniku v Severní Koreji pro několik různých nastavení oscilace (frekvence, amplituda zdvihu a účinek asymetrického průběhu oscilace) [23]. Zkoušky byly provedeny v roce 2002 s různými parametry oscilace za běžného provozu na ZPO. Krystalizátor pracoval s hydraulickou oscilací, která umožňuje celou řadu
42 33 asymetrických změn režimů oscilace. Bylo provedeno deset zkušebních měření, které jsou uvedeny v tab. 1 [23]. Tab. 1 Parametry oscilace krystalizátoru [23] Zdvih (mm) Frekvence Součinitel asymetrického průběhu (%) Doba negativní ho stripu (s) Doba pozitivníh o stripu (s) Míra spotřeby LP (kg. m -2 ) Test 1 6, ,107 0,273 0,247 Test 2 5, ,116 0,298 0,232 Test 3 5, ,101 0,244 0,225 Test 4 5, ,083 0,212 0,253 Test 5 6, ,131 0,366 0,223 Test 6 6, ,111 0,303 0,229 Test 7 6, ,124 0,231 0,230 Test 8 7, ,142 0,437 0,248 Test 9 7, ,155 0,328 0,208 Test 10 7, ,129 0,285 0,211 Každý test trval po většinu jedné sekvence (4-6 taveb). U všech zkoušek byl odléván formát 230 x 1300 mm a rychlost lití se pohybovala na relativně konstantní hodnotě 1,45 m. min -1, a to i během výměny licích pánví. V tab. 2 je uvedeno chemické složení zkoušené oceli. I když z článku [23] vyplývá, že se jedná o peritektické oceli, lze z tab. 2 vidět, že podle obsahu uhlíku se určitě o peritektickou ocel nejedná. Tab. 2 Chemické složení oceli [23] C Mn Si P S Cr Ni Cu Ti Al 0,002 ~ 0,005 0,08 < 0,005 ~ 0,015 ~ 0,01 0,01 0,01 0,01 ~ 0,02 0,05 ~ 0,04 V kapitole 3.2 je popsán mechanismus vzniku oscilačních vrásek. V článku [23] byla definována hloubka, délka, úhel a tloušťka oscilačních vrásek hákového typu, jako parametry charakterizující základní vlastnosti vrásek hákového typu, jak je znázorněno na obr. 21.
![34 Obr. 21 Základní popis oscilační vrásky hákového typu. [23] v tab. 3 [23]. Průměrné výsledky charakteristiky a hloubky oscilačních vrásek jsou uvedeny Tab.](/docs-images/92/109171907/images/43-0.jpg "3 Průměrné hodnoty charakteristik oscilačních vrásek depresního a hákového typu.")
![[23] Test 1 Test 2 Test 3 Test 4 Test 5 Test 6 Test 7 Test 8 Test 9 Test 10 Teplota pánve( C) Teoretická šířka oscilačních vrásek (mm) Naměřená šířka oscilačních vrásek (mm) Naměřená hloubka](/docs-images/92/109171907/images/43-1.jpg "oscilačních vrásek (mm) Naměřená hloubka hákových vrásek (mm) Naměřená délka hákových vrásek (mm) Naměřený úhel hákových vrásek (stupně) Naměřená tloušťka hákových vrásek (mm) 1566 9,31 9,15 0,246")
43 34 Obr. 21 Základní popis oscilační vrásky hákového typu. [23] v tab. 3 [23]. Průměrné výsledky charakteristiky a hloubky oscilačních vrásek jsou uvedeny Tab. 3 Průměrné hodnoty charakteristik oscilačních vrásek depresního a hákového typu. [23] Test 1 Test 2 Test 3 Test 4 Test 5 Test 6 Test 7 Test 8 Test 9 Test 10 Teplota pánve( C) Teoretická šířka oscilačních vrásek (mm) Naměřená šířka oscilačních vrásek (mm) Naměřená hloubka oscilačních vrásek (mm) Naměřená hloubka hákových vrásek (mm) Naměřená délka hákových vrásek (mm) Naměřený úhel hákových vrásek (stupně) Naměřená tloušťka hákových vrásek (mm) ,31 9,15 0,246 1,68 2,16 34,3 0, ,04 11,79 0,395 2,14 4,72 19,8 0, ,43 7,86 0,310 1,39 2,16 27,6 0, ,37 7,14 0,290 1,54 2,43 29,7 0, ,41 12,59 0,357 1,73 3,34 23,1 0, ,13 9,88 0,343 1,69 2,75 28,7 0, ,82 8,66 0,255 1,59 2,77 27,5 0, ,37 13,57 0,308 1,89 3,08 29,7 0, ,84 11,26 0,340 2,32 4,87 21,6 0, ,34 10,10 0,329 1,94 4,58 20,2 0,78 Z praktického hlediska je velmi důležité zkoumat parametry oscilace. Obr. 22 ukazuje vliv parametrů oscilace na hloubku oscilačních vrásek hákového typu. Zdá se, že hloubka
44 35 klesá s rostoucí frekvencí a se zvyšujícím se součinitelem asymetrického průběhu (α), ale je těžší najít spojitost s amplitudou zdvihu [23]. Obr. 22 Vliv frekvence (a) a součinitele asymetrického průběhu (b) na hloubku osc. vrásek. [23] Obr. 23 ukazuje účinky frekvence a asymetrického průběhu oscilace na velikost úhlu hákových oscilačních vrásek, rozdělených podle malé a velké tloušťky. Dřívější práce naznačují, že tlak působící v důsledku oscilace krystalizátoru způsobuje počáteční tuhnutí a deformuje kůrku větší mírou v oblasti tenčí vrstvy, která se může snadněji ohýbat. Nicméně se nezdá, že by vrásky hákového typu korelovaly s úhlem vychýlení. Jak je vidět na obr. 23a, tak klesající frekvence zvětšuje vrásky hákového typu. Obr. 23b ukazuje, že se úhel u silných hákových vrásek zvyšuje s rostoucí asymetrií. Zmíněný trend je nejvážnější při asymetrii přesahující 12 %. Možná, že větší odchylky oscilačních vrásek hákového typu vznikají proto, že vyšší hodnoty frekvence a asymetrie generují větší tlaky během pohybu krystalizátoru směrem dolů [23]. Obr. 23 Vliv frekvence (a) a součinitele asymetrického průběhu (b) na úhel osc. vrásek. [23]
45 36 Povrchové vady u plynule litých sochorů jsou někdy vytvářeny vlivem tahových napětí a deformace. Výsledkem je vznik povrchové trhliny především podél hranic austenitických zrn. Autoři článku [24] se zabývají zmíněnou problematikou při odlévání sochorů na ZPO, právě kvůli povrchovým vadám. Během kontinuálního odlévání jsou na povrchu vytvářeny oscilační vrásky. Austenitická zrna ve spodní části oscilačních vrásek mají tendenci hrubnout, neboť rychlost ochlazování je zde nižší, než v horní části. Povrchové trhliny u předlitku se obvykle vyskytují ve spodní části oscilačních vrásek. Vyšší rychlost ochlazování a použití nekovových vměstků jsou metody ovlivňující strukturu austenitického zrna. Vzhledem k faktu, že nekovové vměstky můžou zhoršit vlastnosti výsledného produktu, byla nakonec využita vyšší intenzita ochlazování, za účelem snížit velikost austenitického zrna [24]. V článku [24] jsou provedeny experimenty zahrnující nastavení základních parametrů oscilace krystalizátoru. Byly provedeny testy při nižším nastavení amplitudy zdvihu a vyšší frekvence za účelem snížení hloubky oscilačních vrásek. Vliv rychlosti ochlazování na velikost austenitického při odlévání byl zkoumán společně s mechanismem růstu zrna. Byly použity vzorky odlévané oceli s obsahem uhlíku 0,2 hm.%. Základní parametry odlévání jsou uvedeny v tab. 4 [24]. Tab. 4 Různá nastavení parametrů oscilace. [24] Parametry oscilace Odlévaný formát (mm x mm) 380x490 Rychlost lití (m. min -1 ) 0,5 Přehřátí (K) 25 Zdvih krystalizátoru (mm) Frekvence krystalizátoru Podíl negativního stripu (%) Doba negativního stripu (s) 4 4 2, ,22 0,19 0,14 0,13 0,11 Bazicita LP 0,6 Viskozita LP pro 1573K (Pa. s) 2,4
46 37 Obr. 24 ukazuje vztah mezi dobou negativního stripu a hloubkou oscilačních vrásek. Průměrná hloubka oscilačních vrásek se redukuje s vyšší frekvencí a nižší amplitudou zdvihu [24]. Obr. 24 Vztah mezi dobou negativního stripu a hloubkou oscilačních vrásek [24] Při zmíněných podmínkách je rozdíl ve spotřebě LP minimální, i když vlastnosti oscilačních vrásek byly různé. Obr. 25 ukazuje vztah mezi hloubkou od povrchu odlitku (L) a průměrnou velikostí austenitického zrna (d), pro všechna nastavení oscilace. Austenitická zrna byla nejmenší na povrchu odlitku a průměrná velikost zrna se zvětšovala lineárně s rostoucí vzdálenosti od povrchu ke středu odlitku. Lze také vidět aproximaci přímé linie vztahu mezi parametry (d) a (L) pro všech 5 nastavení [24]. Obr. 25 Vztah mezi hloubkou od povrchu odlitku a velikostí austenitického zrna pro různá nastavené parametrů oscilace. [24]
47 38 závěry: Z analýzy zahraničních literárních článků [20], [23] a [24] vyplynuly následující Hydraulická oscilace poskytuje plnou flexibilitu v nastavení amplitudy zdvihu nebo frekvence tak, aby bylo dosaženo optimálních podmínek pro minimalizování náchylnosti k nalepování povrchu předlitku ke stěnám krystalizátoru a snížení hloubky oscilačních vrásek. Konstantní vyšší hodnota frekvence krystalizátoru se ukázala jako vhodná nejen pro snížení doby negativního stripu, ale také vytváří mělčí oscilační vrásky a zajišťuje lepší spotřebu nataveného LP v souladu s požadavkem na snížení náchylnosti k lepení předlitku na stěny krystalizátoru ve srovnání s vysokofrekvenční oscilací. Zdá se, že hloubka oscilačních vrásek klesá se snižující se dobou negativního stripu, alespoň pro vyšší hodnoty přehřátí. Navíc zvýšený stupeň přehřátí má silný vliv na snížení velikosti hákových vrásek, včetně délky a hloubky, což vede ke zlepšení povrchu předlitku. Rychlost ochlazování, chování zrn a vměstků společně s chemickým složením oceli mohou být faktory, které ovlivňují velikost austenitického zrna. Zjemnění počátečních austenitických zrn bylo dosaženo vyšší průměrnou intenzitou chlazení, což mělo za následek menší interval výskytu a hloubku oscilačních vrásek. Průměrná intenzita chlazení byla odhadnuta na 6 až 16 K. s -1, podle teploty austenitické fáze v závislosti na vlastnostech oscilačních vrásek.

48 39 5 EXPERIMENTÁLNÍ ČÁST Experimentální část se zabývá ověřením vlivu podílu negativního stripu v oscilačním cyklu hydraulické oscilace na tvar a hloubku oscilačních vrásek u peritektických ocelí při odlévání na ZPO. Dále byla sledována výsledná struktura odlévaných ocelí a procesní proměnné ZPO a to hladina oceli v krystalizátoru, parametr delta T, tloušťka licího prášku na hladině a momenty tažné rovnací stolice. V úvodu bude teoreticky rozebrána problematika vlastního experimentu. V závěru jsou poté prezentovány výsledky včetně snímků popisujících vliv změny parametrů oscilace na povrchovou kvalitu i finálního válcovaného materiálu. 5.1 Popis zařízení plynulého odlévání a výchozích podmínek nastavení hydraulické oscilace použitých k hodnocení povrchové kvality ocelových předlitků z peritektické oceli Experimentální práce byly realizovány na sochorovém zařízení plynulého odlévání radiálního typu s poloměrem zakřivení 9/16 m. Dané sochorové zařízení plynulého odlévání je vybaveno dvěma mezipánvemi, z každé z nich vystupují čtyři licí proudy. Celkově se tak jedná o osmiproudé ZPO (obr. 26), kde je odléván pouze jediný formát, kterým je kvadrát 150 x 150 mm. Odlévané sochory jsou používány pro výrobu tyčí a drátů průměrů 5,5 až 80 mm na kontijemné a kontidrátové trati. Obr. 26 Základní uspořádání zkoumaného sochorového. ZPO. Zařízení umožňující hydraulickou oscilaci bylo pokusně instalováno na jednom licím proudu daného ZPO. Na zbylých sedmi licích proudech byly ponechány původní elektromechanické pohony. Od nového hydraulicky pracujícího zařízení se očekává lepší ovlivnění dynamických dějů v oblasti formující se licí kůrky předlitku během plynulého lití.
49 40 Díky hydraulické oscilaci lze měnit za plynulého provozu nejen frekvenci, ale také amplitudu zdvihu krystalizátoru, kterou při elektromechanické oscilaci měnit nelze. Porovnání použitých základních parametrů elektromechanické a hydraulické oscilace je zřejmé z tab. 5. Tab. 5 Porovnání základních parametrů hydraulické a elektromechanické oscilace použitých na studovaném sochorovém ZPO. Parametry oscilace Elektromechanická oscilace Hydraulická oscilace Zdvih 4 13 mm 0 18 mm Frekvence max. 250 CPM max. 400 CPM Z hlediska kvality povrchu se jako nejvíce problematické jeví peritektické oceli, jejichž obsah uhlíku se pohybuje v rozmezí 0,10 0,18%. Peritektická přeměna, respektive peritektická transformace, při které dochází k tvorbě příslušných fází a objemovým změnám tuhnoucí oceli, má za následek nerovnoměrnou tvorbu licí kůrky, a tedy snížení tepelného toku na rozhraní krystalizátoru a tuhnoucího povrchu předlitku. Zmíněné negativní projevy pak mají zásadní vliv na tvorbu hlubokých oscilačních vrásek [25]. Nicméně negativní projevy tuhnutí peritektických ocelí lze částečně zmírnit zvolením vhodného průběhu oscilačního cyklu, který je v závislosti na odlévané oceli schopen zajistit tvorbu mělčích oscilačních vrásek, lepší mazání či vyšší kompresi licí kůrky, což se v konečném důsledku projevuje vyšší jakostí povrchu sochorů a následně i válcovaného materiálu. Vlastní experimentální práce byly realizovány během odlévání peritektické oceli s následujícím typickým chemickým složením: C 0,18 %, Mn 1,30 %, P 0,015 % a S 0,022 % vykazující feritický potenciál přibližně 0,85 %, tedy nacházející se v kritickém intervalu, kdy ocel vykazuje maximální náchylnost k tvorbě povrchových vad. Vzhledem k ověření vlivu doby a podílu negativního stripu v oscilačním cyklu hydraulické oscilace na hloubku oscilačních vrásek byl navrhnut experiment probíhající na jednom licím proudu sochorového ZPO. Celý experiment spočíval ve změně podílu negativního stripu pro konstantní dobu negativního stripu T N. Důvodem aplikace hydraulické oscilace na jeden licí proud byla snaha eliminovat vliv dalších parametrů během plynulého odlévání oceli. Licí rychlost byla pro všechna nastavení konstantní. Celkem byla zkoušená tři nastavení (viz tab. 6) na jednom licím proudu rozdělená do třinácti plynule litých předlitků (PLP), jak je schematicky znázorněno na obr. 27.
50 41 Tab. 6 Zkoušená nastavení parametrů hydraulické oscilace. Nastavení Pořadí plynule litých předlitků Doba negativníh o stripu (s) Podíl negativního stripu (%) Frekvence (cpm) Amplituda zdvihu (mm) Licí rychlost (m. min -1 ) , ,1 2, , ,5 2, , ,4 2,5 SMĚR PLP1 PLP 2 PLP 3 PLP 4 PLP 5 PLP 6 PLP 7 PLP 8 PLP 9 PLP 10 PLP 11 PLP 12 PLP NASTAVENÍ (0,085 s/-40 %) 2. NASTAVENÍ (0,085 s/-15 %) 3. NASTAVENÍ (0,085 s/+10 %) Obr. 27 Schéma nastavování parametrů oscilace v průběhu experimentu. Z tab. 6 lze vyčíst, že byla zvolena pro všechna tři zkoušená nastavení konstantní doba negativního stripu 0,085 s, která je dostatečná k tomu, aby nedošlo k průvalu tekutého jádra sochoru, přičemž zajistí tvorbu mělkých oscilačních vrásek, což je obecně z pohledu odlévání peritektických ocelí velice důležité. Zastoupení negativního stripu v oscilačním cyklu lze měnit pomocí parametrů oscilace frekvencí a především amplitudou zdvihu. Z tab. 6 je možno vidět, jak docházelo ke změnám zmíněných parametrů v průběhu odlévání. Díky hydraulické oscilaci na zkoušeném licím proudu lze měnit nejen frekvenci, ale hlavně amplitudu zdvihu v průběhu plynulého odlévání. Na výslednou kvalitu sochorů však mají vliv nejen parametry oscilace, ale také relevantní parametry plynulého odlévání. Mezi zmíněné parametry, které byly měřeny, patří hladina oceli v krystalizátoru, delta T (představuje rozdíl teploty vody na vstupu do a výstupu z krystalizátoru) a moment tažné rovnací stolice.
51 Rozbor relevantních parametrů plynulého odlévání v průběhu experimentu Během provozního experimentu bylo nezbytné sledovat kromě cílových proměnných také další parametry plynulého odlévání, které mohou získané výsledky zásadně ovlivnit. Povrchová kvalita plynule litých sochorů je sice obecně určována základními parametry oscilačního cyklu (tj. dobou negativního stripu a jejím podílem v oscilačním cyklu), nicméně jak ukazují dřívější interní poznatky [18], na jejichž základech je předkládaná diplomová práce založena, tak velice významný vliv má také např. natavování licího prášku. Nicméně vliv procesu natavování licího prášku není jediným parametrem ovlivňujícím výslednou kvalitu povrchu. Dalším důležitým parametrem je hladina oceli v krystalizátoru, která je dle literárních zdrojů [26] považována za jeden z klíčových parametrů určujících povrchovou kvalitu odlévaných předlitků. Další kapitoly experimentální části se proto zabývají rozborem základních ukazatelů plynulého odlévání v průběhu celého experimentu, tj. měřením jednotlivých vrstev licího prášku na hladině oceli v krystalizátoru a měřením stability samotné hladiny oceli v krystalizátoru. Kromě sledovaných hodnot procesních parametrů přímo určujících povrchovou kvalitu odlévaných sochorů jsou taktéž diskutovány průběhy rozdílu teplot vody primární zóny chlazení (tzv. delta T) a momentů tažně-rovnací stolice, u kterých se dá očekávat, že se v průběhu experimentu budou měnit. Příčinou možných změn je vliv společného působení nastavených parametrů oscilace, hladiny oceli v krystalizátoru a natavování licího prášku. Vlivem zmíněných dějů bude docházet k změnám tření v krystalizátoru a tepelného toku z tuhnoucího sochoru v primární zóně chlazení Měření rozvrstvení licího prášku na hladině oceli v krystalizátoru Měření tloušťky LP je velmi důležité z hlediska povrchové kvality výsledného produktu. Lze v podstatě říci, že LP by se měl za určitou dobu v závislosti na parametrech ZPO a rychlosti tavení přeměnit na lubrikant, který bude snižovat tření mezi povrchem sochorů a stěnami krystalizátoru. Během procesu odlévání je LP pravidelně dodáván na hladinu tekuté oceli, kde by měl vytvořit dostatečnou tloušťku. Celá vrstva LP by se měla pro dané podmínky pohybovat v rozmezí 10 až 15 mm [6]. Samotné měření tloušťky LP se provádělo pro každé nastavení. Pozice sondy použité k měření byla shodná pro všechna tři nastavení. Důvodem je lepší přesnost naměřených

52 43 výsledků pro jednotlivá nastavení. Navíc díky konstrukci krystalizátoru nelze provádět měření z více pozic, jelikož se pracovalo s malými rozměry krystalizátoru. Pro měření tloušťky licího prášku na povrchu oceli v krystalizátoru byla použitá sonda (obr. 28), která se skládala z ocelového drátu o tloušťce 2 mm, na němž byly namontovány: Cu drát tloušťky 1 mm upálení v tekuté vrstvě licího prášku Al drát tloušťky 1 mm upálení v sypké vrstvě licího prášku Ocel (2 mm) Al (1 mm) Cu (1 mm) Obr. 28 Sonda pro měření tloušťky licího prášku. Naměřené hodnoty tlouštěk jednotlivých vrstev licího prášku na hladině oceli v krystalizátoru v průběhu experimentu jsou uvedeny v tab. 7. Je zřejmé, že tekutá vrstva LP se pro všechna zkoušená nastavení pohybuje v podobných číslech. Měření tekuté vrstvy LP je důležité, neboť zmíněná vrstva LP je infiltrována do prostoru mezi licí kůrku a krystalizátor a slouží nejen jako lubrikant či absorbent nekovových vměstků, ale ovlivňuje také přestup tepla. Nejvyšší hodnota tekuté vrstvy byla naměřena pro nastavení 2 (0,085 s; -15 %). Naopak nejnižší hodnotu lze vidět při použití nastavení 1 s nejvyšším podílem negativního stripu (0,085 s; -40 %). Celkový maximální rozdíl mezi jednotlivými nastaveními tak činil pouhé 2 mm. Lze tedy říci, že rozvrstvení licího prášku na hladině oceli v krystalizátoru by nemělo vytvořit zásadní rozdíly v kvalitě povrchu sochorů pro zkoušená nastavení. Tab. 7 Naměřené hodnoty tloušťky LP v průběhu experimentu. Nastavení Tekutá vrstva prášku (mm) Celková vrstva prášku (mm) 1.(0,085 s/-40 %) (0,085 s/-15 %) (0,085 s/+10 %) 6 11
53 Hladina oceli v krystalizátoru Sledování hladiny oceli v krystalizátoru je velmi důležité, neboť regulace hladiny roztavené oceli v krystalizátoru má velký vliv na kvalitu povrchu výsledného polotovaru. Kolísání hladiny oceli v krystalizátoru je způsobeno poruchami při dopravě oceli z mezipánve do krystalizátoru, především změnou vlastností toku roztavené oceli, vlivem ucpávání ponorné výlevky nekovovými vměstky apod. Nutností je udržovat konstantní průtok oceli z mezipánve do krystalizátoru, aby byl zajištěn plynulý proces odlévání [26]. Na studovaném sochorovém ZPO je hladina oceli v krystalizátoru měřena radiační metodou, která patří mezi nejběžnější metody snímání hladiny oceli v krystalizátoru především u menších formátů. Hladina oceli v krystalizátoru byla v průběhu celého experimentu držena na konstantní úrovni, kdy byla nastavena na 80 % měřeného rozsahu (viz obr. 29). Na obr. 30 je pak uvedený celý časový záznam hladiny oceli v krystalizátoru v průběhu celého experimentu, kde je patrné, že se hladina oceli v krystalizátoru pohybovala opravdu na hodnotě odpovídající původnímu nastavení. Nicméně i když lze označit hladinu za stabilní, tak na konci nastavení číslo 3 (0,085 s; -40 %) došlo k mírnému nárůstu hladiny (znázorněno červenou šipkou). Lze tedy usoudit, že popisovaný parametr odlévání nebude vytvářet zásadní rozdíly ve výsledné kvalitě pro jednotlivá nastavení. Na druhou stranu je však možno usuzovat, že zmíněný nárůst hladiny v závěru experimentu bude nějak detekovatelný na některém z procesních sledovaných proměnných ZPO delta T a momentů tažně-rovnací stolice.
54 45 Průměrná hodnota hladiny oceli v krystalizátoru Nastavení 1 (0,085 s/-40 %) Nastavení 2 (0,085 s/-15 %) Nastavení 3 (0,085 s/+10 %) Obr. 29 Průměrné hodnoty hladiny oceli v krystalizátoru pro všechna tři nastavení 100 Hladina oceli v krystalizátoru (%) Nastavení 1 (0,085 s/-40 %) Nastavení 2 (0,085 s/-15 %) Nastavení 3 (0,085 s/+10 %) 60 Čas Obr. 30 Hladina oceli v krystalizátoru pro všechna tři nastavení.
55 Průběh delta T Důležitým článkem celého ZPO je chladicí systém. V primární zóně ZPO (krystalizátor) dochází vlivem ochlazování k vytvoření prvotní ztuhlé licí kůrky. Správné nastavení intenzity chlazení má vliv na výslednou kvalitu povrchu, neboť určuje natavování licího prášku a rychlost tvorby licí kůrky. Delta T udává teplotní rozdíl mezi vstupní a výstupní teplotou vody v krystalizátoru. Obr. 31 zobrazuje křivku průběhu delta T pro zvolená nastavení. Pro první dvě nastavení, tedy pro vyšší hodnoty zastoupení negativního stripu v oscilačním cyklu, lze říci, že je na obr. 31 vidět postupná klesající hodnota parametru delta T. Křivka se pohybuje po většinu doby lití v rozmezí od 8,5 až 8 C. Křivka má postupnou klesající tendenci až do závěru lití při nastavení číslo 3 (0,085 s; +10 %). Zmíněný pokles křivky delta T má zřejmě souvislost s podílem negativního stripu. Zdá se, že s klesajícím podílem negativního stripu v oscilačním cyklu klesá i parametr delta T. Vysvětlení lze nalézt v tloušťce vrstvy LP mezi povrchem sochorů a stěnami krystalizátoru, která významně mění přestup tepla v krystalizátoru. Při tlustší vrstvě LP totiž dochází k lepšímu mazání mezi stěnou krystalizátoru a povrchem sochoru, což se projevuje právě sníženou hodnotou delta T. Nicméně při pohledu na průběh křivky pro nastavení číslo 3 lze vidět v závěru lití nárůst křivky přes hodnotu 9 C. Zmíněná vzestupná odchylka je nejspíše důsledkem již dříve zmíněného drobného nárůstu hadiny oceli v krystalizátoru (viz obr. 30). Z hlediska průběhu křivky můžeme vyvodit následující tvrzení. Během lití, kdy je zastoupení negativního stripu v oscilačním cyklu nejvyšší, dosahuje parametr delta T vysokých hodnot. Ovšem zmíněná podmínka platí v případě, že ostatní parametry lití, především pak úroveň hadiny oceli v krystalizátoru, nijak neovlivňují parametr delta T. Podle obr. 31 lze nakonec říci, že nejlepší mazání bylo dosaženo při nastavení číslo 2 a 3. U nastavení číslo 3 (0,085 s; +10 %) však v závěru došlu k nárůstu křivky delta T vlivem zvýšené hladiny oceli v krystalizátoru. Nicméně i přes nepatrnou odchylku při nastavení číslo 3 (označeno červenou šipkou), vykazovala křivka pro všechna nastavení klesající charakter, jak potvrzuje i obr. 32. Parametr delta T tak indikuje určitý vliv na kvalitu sochorů pro jednotlivá nastavení, neboť nižší hodnoty delta T značí větší tloušťky nataveného LP mezi stěnami krystalizátoru a povrchem sochorů. Zmíněná větší vrstva LP by pak měla snižovat tření mezi danými povrchy. Na druhou stranu větší vrstva nataveného LP uvnitř krystalizátoru
56 47 značí pomalejší odvod tepla z povrchu sochorů. Jaký dopad budou mít tyto jevy na výslednou strukturu sochorů je popsáno v kapitole 6.1. Delta T ( C) 10 9,5 9 Nastavení 1 (0,085 s/ -40 %) Nastavení 2 (0,085 s/ -15 %) Nastavení 3 (0,085 s/ +10 %) 8,5 8 7,5 7 6,5 6 Čas Obr. 31 Křivka zobrazující hodnoty delta T pro všechna tři nastavení. Průměrné hodnoty Delta T ( C) 8,49 8,26 8,17 Nastavení 1 (0,085 s/-40 %) Nastavení 2 (0,085 s/-15 %) Nastavení 3 (0,085 s/+10 %) Obr. 32 Průměrné delta T pro všechna tři nastavení.
57 Průběhy momentů tažné rovnací stolice ZPO se skládá z několika chladících zón a vodícího systému válců. Tažné a rovnací stolice jsou podle konstrukčního uspořádání ZPO často součástí sekundární, v některých případech i terciární zóny chlazení. Tažná stolice se skládá ze systému válečků, které jsou poháněny nejčastěji elektromotorem a způsobují požadovaný pohyb předlitku licím strojem ve směru odlévání. V závislosti na typu ZPO a velikosti odlévaného formátu může být umístěno několik tažných stolic za sebou. Během odlévání na sochorovém ZPO jsou významnější válce v tažné a rovnací stolici, neboť počet vodících válců je zde minimální. Z hlediska odváděného tepla je vliv válců zanedbatelný. Větší význam vlivu válců je v tom, že oddělují oblasti, kam mohou stříkat trysky. Vzdálenost mezi válci je tedy využita k ochlazování povrchu sochorů. V sekundární zóně je snaha mít co nejkratší oblasti s přerušením působení trysek, aby nedocházelo k opětovnému ohřevu materiálu, neboť zmíněný ohřev iniciuje vznik podpovrchových trhlin, což může vést k nižší výsledné jakosti sochoru [27]. Rovnací zařízení slouží k narovnání zakřiveného sochoru v místě přechodu na přímou část ZPO. Zařízení je tvořeno systémem válců, které silovým působením vyvolávají v sochoru plastické deformace, čímž dochází k vyrovnávání sochoru. Rovnání sochoru je důležitým aspektem radiálního ZPO a je nutností provádět jej tak, aby docházelo ke vzniku minimálního mechanického napětí. Vhodným provedením rovnání a správným uspořádáním rovnacího zařízení docílíme požadované jakosti povrchu sochoru, především z hlediska povrchových a mezilehlých trhlin [27]. Momenty tažně-rovnací stolice mohou poskytnout jistou informaci o průběhu tření v krystalizátoru, neboť jsou závislé na odporech v licím oblouku vůči vytahování odlévaného předlitku ve směru odlévání. Tažně-rovnací stolice na sledovaném ZPO se skládá ze tří válců, kdy první dva válce představují tažnou stolici (spodní a horní válec), za kterými se nachází třetí přítlačný válec pro narovnání sochoru. Obr. 33 a 34 zobrazují křivky horního a dolního momentu válečku. Lze vidět téměř shodné hodnoty s minimálními výkyvy pro všechna zkoušená nastavení. Křivka znázorňující moment spodního válečku se pohybuje nejčastěji v rozmezí od -0,05 až -0,25 N. m. U momentu horního válečku se křivka většinu času pohybuje v hodnotách 0,09 až 1,13 N. m. Na obr. 35 a 36 lze pozorovat průměrné hodnoty rotařních momentů spodního a horního válečku pro všechna tři nastavení. Pro moment spodního válečku se nejnižší průměrná
58 49 hodnota dosahuje u nastavení číslo 3 (0,085 s; +10 %) a největší u nastavení 1 (0,085 s; - 40 %). Naopak u momentu spodního válečku je průměrná hodnota nejnižší u nastavení číslo 1 (nejvyšší zastoupení negativního stripu) a největší u nastavení 2 (0,085 s; -15 %). Pro moment spodního válečku lze konstatovat, že se vzrůstajícím podílem negativního stripu v oscilačním cyklu stoupá moment ke kladným hodnotám. Zmíněná stoupající tendence by měla indikovat, že váleček méně brzdil sochor. Nicméně je obtížné říci, zda je tento trend vhodný či nikoliv. Pro moment horního válečku nelze nalézt žádný jednoznačný trend nebo spojitost s ostatními parametry. Proto je velmi složité vyvodit jasnější závěr a je možno spíše konstatovat, že změna podílu negativního stripu se na odporu vůči vytahování odlévaného sochoru licím obloukem příliš neprojevuje, přestože rozbor průběhu delta T naznačuje jisté zlepšení mazání při nižším podílu negativního stripu Rorační moment u spodního válečku (N.m) Nastavení 1 Nastavení 2 Nastavení 3 (0,085 s/ -40 %) (0,085 s/ -15 %) (0,085 s/ +10 %) Čas Obr. 33 Křivka zobrazující moment spodního válečku pro všechna tři nastavení.
59 Moment u horního válečku (N.m) Nastavení 1 Nastavení 2 Nastavení 3 (0,085 s/ -40 %) (0,085 s/ -15 %) (0,085 s/ +10 %) Čas Obr. 34 Křivka zobrazující moment horního válečku pro všechna tři nastavení. Průměrné hodnoty momentu spodního válečku (N.m) Nastavení 1 Nastavení 2 Nastavení 3 (0,085 s/-40 %) (0,085 s/-15 %) (0,085 s/+10 %) -0,06-0,19-0,25 Obr. 35 Průměrné hodnoty momentu spodního válečku pro všechna tři nastavení.
60 51 Průměrné hodnoty momentu horního válečku (N.m) 0,14 0,10 0,10 Nastavení 1 (0,085 s/-40 %) Nastavení 2 (0,085 s/-15 %) Nastavení 3 (0,085 s/+10 %) Obr. 36 Průměrné hodnoty momentu spodního válečku pro všechna tři nastavení.
61 52 6 HODNOCENÍ A DISKUZE VÝSLEDKŮ V úvodu kapitoly jsou postupně shrnuty všechny získané poznatky z měření relevantních parametrů plynulého odlévání. Dále je pospána mikrostruktura výsledných sochorů pro jednotlivá zkoušená nastavení. V závěru jsou prezentovány výsledky. 6.1 Vizuální kontrola povrchové kvality sochorů Kontrola jednotlivých sochorů odlévaných na ZPO se prováděla ze všech čtyř stran. Na obr 37 je zobrazeno celkem šest snímků povrchu předlitků z peritektické oceli, přičemž dva snímky odpovídají jednomu typu nastavení hydraulické oscilace. Červené šipky pak značí směr lití. V předešlé kapitole byly postupně rozebrány relevantní parametry odlévání (rozvrstvení licího LP na hladině oceli v krystalizátoru, parametr delta T, hladina oceli v krystalizátoru a moment tažné rovnací stolice). Pomocí naměřených údajů byly zpracovány grafy (obr. 29 až obr. 36) odpovídající průběhu daných parametrů pro jednotlivá zkoušená nastavení. Z rozborů a naměřených hodnot relevantních parametrů plynulého odlévání bylo zjištěno, že nižší podíl negativního stripu generoval zřejmě lepší mazání. Zjištěný fakt odpovídá průběhu křivky delta T. Z pohledu momentu tažné rovnací stolice je velmi těžké posoudit, jaký měla vliv na výslednou kvalitu povrchu. U momentu spodního válečku se zdá, že s růstem %NS, dochází u válečku k menšímu brždění. Otázkou zůstává, zda je to dobře nebo špatně. U momentu horního válečku nebyl nalezen žádný trend a je tedy velmi složité vyvodit nějaký závěr. Závěrem lze říci, že relevantní parametry plynulého odléváni neovlivňují zásadním vlivem výslednou kvalitu povrchu sochorů. Dochází zde k nepatrnému vlivu parametru delta T a hladiny oceli v krystalizátoru, nicméně žádné výrazné rozdíly mezi jednotlivými nastaveními nebyly nalezeny. Zkoumaný experiment tak probíhal za optimálních podmínek. Z hlediska parametrů oscilace se zdá, že s klesajícím podílem negativního stripu stoupá kvalita povrchu odlitku. Provedením vizuální kontroly sochorů (obr. 37) lze na první pohled zjistit, že výsledná struktura ze strany malého a velkého rádiusu vykazuje horší kvalitu z hlediska pravidelného intervalu výskytu a viditelnosti oscilačních vrásek. Naopak struktura na obr. 37




62 53 znázorňující sochory z boční strany vykazují lepší viditelnost a pravidelnost oscilačních vrásek. Vysvětlením může být, že docházelo k lepšímu mazání z bočních stran sochorů. Horší kvalita ze strany malého a velkého rádiusu pak může nalézt vysvětlení v tom, že byl předlitek v silnějším kontaktu s povrchem krystalizátoru, to znamená, že jsou zde horší podmínky pro mazání, čímž se hůře zajišťuje, aby oscilace působila tak jak má, protože se krystalizátor hůře vede po požadované dráze. U velkého rádiusu může navíc působit gravitační síla. Zmíněné účinky jsou typickým jevem vyskytující se na všech typických radiálních ZPO. Z vizuální kontroly výsledného povrchu sochorů odlitých pro jednotlivá nastavení lze říci, že z optického hlediska se tak jako nejlepší jeví povrchová kvalita sochoru pro nastavení parametrů oscilace s podílem negativního stripu +10 %. NASTAVENÍ ČÍSLO 1 (0,085 s; NS = -40 %) (Malý a velký rádius) (Boční strany) NASTAVENÍ ČÍSLO 2 (0,085 s; NS = -15 %)

, tedy nejnižší zastoupení negativního stripu v oscilačním cyklu ze všech zkoumaných nastavení. Ukázaly se také rozdíly v kvalitě povrchu sochorů na obr.")
63 54 (Malý a velký rádius) (Boční strany) NASTAVENÍ ČÍSLO 3 (0,085 s; NS = +10 %) (Malý a velký rádius) (Boční strany) Obr. 37 Typický povrch sochorů odlévaných s různým podílem negativního stripu během provozního experimentu. 6.2 Mikrostrukturní rozbor reprezentativních vzorků oscilačních vrásek Kontrola povrchové kvality prokázala, že z hlediska rovnoměrnosti výskytu oscilačních vrásek se jeví nejlépe nastavení číslo 3 (0,085 s; +10 %), tedy nejnižší zastoupení negativního stripu v oscilačním cyklu ze všech zkoumaných nastavení. Ukázaly se také rozdíly v kvalitě povrchu sochorů na obr. 37 z boční strany a ze strany malého a velkého rádiusu. Sochory z bočních stran vykazovaly mnohem lepší povrchovou kvalitu. Vzorky byly odebrány za účelem sledování mikrostruktury v podpovrchových vrstvách oscilačních vrásek a byly proměřeny také jejich tvarové charakteristiky (délka rozevření vrásky a její hloubka). Pro odhalení podpovrchové mikrostruktury byly vzorky leptány v roztoku nitalu. Během zkoušek byly odebrány 3 kusy z boční strany a 3 kusy z velkého nebo malého rádiusu pro každé nastavení z reprezentativních míst sochorů. Rozměry vzorků byly 6 x 1 cm a hloubkou přibližně 1,5 cm. Vyznačené červené oblasti značí výřezy zkoumaných vzorků pro mikroskopické účely. Celkem byla zkoumána struktura pro 18 vzorků. Šest vzorků pro každé nastavení parametrů oscilace. Všechny vzorky jsou označeny čísly, která odpovídají použitému nastavení, a písmeny A, B, C označující vzorky ze strany malého a velkého rádiusu a písmeny


")
 2A 2D 2B 2E 2C 2F (Malý a")
64 55 D, E, F označující vzorky z bočních stran. Veškeré značení vzorků sochorů lze vidět na obr. 38. NASTAVENÍ ČÍSLO 1 (0,085 s; NS = -40 %) 1A 1D 1B 1E 1C 1F (Malý a velký rádius) (Boční strany) NASTAVENÍ ČÍSLO 2 (0,085 s; NS = -15 %) 2A 2D 2B 2E 2C 2F (Malý a velký rádius) (Boční strany) NASTAVENÍ ČÍSLO 3 (0,085 s; NS = +10 %)


.")
, kde je viditelná typická Widmannstattova struktura, která je")
65 56 3A 3D 3B 3E 3C 3F (Malý a velký rádius) (Boční strany) Obr. 38 Pořízené fotografie znázorňující odebrané vzorky k mikroskopickým účelům. Mikrostrukutrní rozbor byl proveden u všech sochorů pro jednotlivá zkoušená nastavení. Na úvod je potřeba zmínit, že mezi jednotlivými nastaveními nebyly vidět větší rozdíly ve struktuře. Obr. 39 zobrazuje typickou strukturu jednoho ze zkoumaných sochorů (přiblížení 25x) pro nastavení oscilace s podílem negativního stripu -15 %, kde lze vidět vytvořené kolumnární krystaly (označeny červenými šipkami). Uvedené kolumnární krystaly indikují odvod tepla a tvoří se u zlomu licí kůrky. Obr. 40 znázorňuje strukturu při větším přiblížení (50x), kde je viditelná typická Widmannstattova struktura, která je tvořena bílými jehličkami feritu (označeno modrými šipkami), jejž indikují vyšší odvod tepla. Obr. 39 Typická struktura sochoru při NS = - 15 % (25x). Obr. 40 Typická struktura sochoru pro NS = - 15 % (50x).
66 57 Na obr. 41 a 42 je vidět struktura pro jednotlivá nastavení jak ze strany malého a velkého rádiusu, tak i z bočních stran. Byly vybrány snímky, které nejlépe zobrazují výslednou strukturu. Všechny zbylé snímky mikrostruktury všech zkoumaných vzorků jsou přiloženy v příloze diplomové práce. Obr. 41 znázorňuje pouze struktury sochorů ze strany malého a velkého rádiusu a obr. 42 ukazuje struktury z bočních stran. Pro každé zkoušené nastavení byly vybrány vzorky jak z okrajových částí (hrany), tak také středových oblastí sochorů. Nepatrné viditelné rozdíly ve struktuře byly nalezeny pouze ze stran malého a velkého rádiusu, kde byly obecně horší podmínky pro mazání. Největší odvod tepla z hlediska mikrostruktury byl nalezen u struktur pro nastavení číslo 1 (0,085 s; -40 %). Pro strukturu s podílem negativního stripu -15 % (nastavení 2) je odvod tepla nižší než při prvním nastavení a struktura tvořena převážně kolumnárními krystaly. Struktura tvořena acikulárním feritem která byla zjištěna u nastavení (0,085 s; +10 %) pak indikuje nejnižší odvod tepla. Snížený podíl negativního stripu tak zde byl schopen zajistit infiltraci licího prášku, protože klesal odvod tepla (nejdříve Widmannstattova struktura, pak zřetelné kolumnární krystaly a posléze došlo k rozbití na acikulární ferit). Veškerá popsaná tvrzení potvrzuje průběh křivky delta T, která má klesající charakter. Z hlediska podpovrchové kvality se jeví nejlépe struktura pro nastavení číslo 3 (NS = +10 %), avšak otázkou je, jaký bude konečný závěr z hlediska indexu povrchové kvality. Následně byly vzorky zkoumány z hlediska tvaru, rozložení a hloubky oscilačních vrásek. U obr. 41 ze strany malého a velkého rádiusu bylo analyzováno pouze několik oscilačních vrásek, a když už byly viditelné, tak byly roztáhnuté a mělké. Oscilační vrásky ze středové oblasti sochorů měly podobný tvar jako vrásky z okrajů, ale byly méně rozevřené a vykazovaly větší hloubku. Zásadní rozdíly pro jednotlivá nastavení ve výsledné struktuře z hlediska tvaru oscilačních vrásek nejsou viditelné Jediný nepatrný rozdíl, nebo spíše zvláštnost, lze nalézt při nastavení negativního stripu +10 %, kde je zobrazen zvláštní tvar oscilační vrásky. Vypadá to, jako by se dvakrát ohnul meniskus (označeno červenou šipkou). Dvojitý ohyb menisku zřejmě souvisí s již dříve zmíněnou domněnkou, že ze stran malého a velké rádiusu je obecně složitější zajistit správné vedení krystalizátoru v požadovaném směru, neboť zde dochází k narušování dynamického tlaku působícího na meniskus v údobí pozitivního stripu, který je zodpovědný za jeho ohyb ke stěně krystalizátoru.
, což je velmi zvláštní, neboť se očekávaly u nastavení 1 s podílem negativního stripu -40 %.")

67 58 Typické oscilační vrásky z bočních stran jsou znázorněny na obr. 42. Nejlépe viditelné ve výsledné struktuře jsou při nastavení číslo 2 (0,085 s; -15 %), což je velmi zvláštní, neboť se očekávaly u nastavení 1 s podílem negativního stripu -40 %. Struktura z bočních stran pro podíl negativního stripu -40 % vykazuje oscilační vrásky tvarem připomínající důlek (obr. 42). Tvarově podobné oscilační vrásky byly zjištěny také při podílu negativního stripu -15 %, avšak vyznačovaly se větším rozevřením. V důsledku tvarového charakteru oscilačních vrásek pozorovaných při podílech negativního stripu -40 % a -15 % nelze na pořízených snímcích jednoznačné určit směr odlévání. Až při pohledu na struktury pro podíl negativního stripu +10 % lze poznat směr lití, neboť vidíme vytvořený meniskus na počátku oscilační vrásky a poté klesá hloubka oscilační vrásky ve směru lití. Uvedený tvar zřejmě indikuje lepší mazání, protože pozorovaný tvar ukazuje, že v údobí pozitivního stripu docházelo v důsledku snížené relativní rychlosti mezi povrchem předlitku a stěnou krystalizátoru k postupnému ohýbání menisku směrem ke stěně krystalizátoru, zatímco u vyšších podílů negativního stripu byl meniskus ohnut velmi rychle, čímž se vytvořila oscilační vráska tvarem připomínající symetrický důlek. U nastavení s podílem negativního stripu +10 % je tak možno pozorovat oscilační vrásky, které jsou zřejmě typické pro dobré mazání. Malý rádius a velký rádius NASTAVENÍ ČÍSLO 1 (0,085 s; NS = -40 %) Hrany Středy
 Hrany Středy")
 Hrany Středy Obr.")


68 59 NASTAVENÍ ČÍSLO 2 (0,085 s; NS = -15 %) Hrany Středy NASTAVENÍ ČÍSLO 3 (0,085 s; NS = +10 %) Hrany Středy Obr. 41 Typická mikrostruktura pod povrchem oscilačních vrásek pro jednotlivá zkoušená nastavení ze strany malého a velkého rádiusu


")
")
69 60 Boční strany NASTAVENÍ ČÍSLO 1 (0,085 s; NS = -40 %) Hrany Středy NASTAVENÍ ČÍSLO 2 (0,085 s; NS = -15 %) Hrany Středy NASTAVENÍ ČÍSLO 3 (0,085 s; NS = +10 %) Hrany Středy
, neboť zmíněná doba má na hloubku oscilačních vrásek zcela rozhodující vliv.")
.")
70 61 Obr. 42 Typická mikrostruktura pod povrchem oscilačních vrásek pro jednotlivá zkoušená nastavení z bočních stran. Hloubka oscilačních vrásek je pro všechna nastavení téměř stejná. Důvodem je konstantní doba negativního stripu, která byla stejná pro všechna nastavení (0,085s), neboť zmíněná doba má na hloubku oscilačních vrásek zcela rozhodující vliv. Nejmenší hloubka oscilačních vrásek pak byla celkově naměřena pro nastavení pracující s podílem negativního stripu -15 % (nastavení 2) a to jak pro malý a velký rádius, tak i z bočních stran. Na obr. 43 je graf znázorňující hloubku oscilačních vrásek z okrajových oblastí (hran). Dá se vyčíst, že hloubka oscilačních vrásek z okrajových oblastí dosahuje o něco vyšších hodnot, než je hloubka vrásek ve středové oblasti (viz obr. 44). Důvodem je vyšší viskozita licího prášku v rohové oblasti v důsledku vyššího podchlazení prášku. Závěrem se dá říci, že podle výsledné struktury docházelo ze strany malého a velkého rádiusu celkově k lepšímu mazání než tomu bylo z bočních stran.
71 Hloubka oscilačních vrásek (mm) Hloubka oscilačních vrásek (mm) 62 0,50 0,40 0,30 0,20 0,26 0,24 0,26 0,10 0, Podíl negativního stripu NS (%) Obr. 43 Hloubka oscilačních vrásek v závislosti na NS pro okrajové oblasti. 0,50 0,40 0,30 0,20 0,22 0,20 0,21 0,10 0, Podíl negativního stripu NF (%) Obr. 44 Hloubka oscilačních vrásek v závislosti na NS pro středové oblasti. Z hlediska mikrostruktury bylo zjištěno, že nejsou žádné zásadní rozdíly ve výsledné struktuře z bočních stran a stran malého a velkého rádiusu. Pro jednotlivá zkoušená nastavení se zjistilo, že struktura sochoru při nastavení číslo 3 (0,085 s; +10 %) indikovala nejvyšší odvod tepla, což bylo potvrzeno i průběhem křivky delta T. Z podpovrchového hlediska se zmíněná struktura jevila nejlépe pro zmíněné nastavení.
72 63 Při rozboru tvaru, rozevření a hloubky oscilačních vrásek pak bylo zjištěno, že ze strany malého a velkého rádiusu se jeví vrásky velmi nezřetelně. Až při struktuře z bočních stran byly vrásky více rozeznatelné a pro nastavení pracující s podílem NS + 10 % byl tvar vrásky typický pro dobré mazání mezi povrchem sochorů a stěnami krystalizátoru. Z grafů zobrazujících závislost hloubky oscilačních vrásek na podílu negativního stripu pak bylo zjištěno, že nejmenší hloubka oscilačních vrásek je dosažena při nastavení číslo 2 (0,085 s; - 15 %) a to jak ze strany malého a velkého rádiusu, tak i z bočních stran. 6.3 Hodnocení povrchové kvality tyčí Nicméně zjištěné výsledky popisují výslednou strukturu z hlediska plynule odlitých sochorů. Důležitější je však finální povrchová kvalita vyválcovaného materiálu. Během zkoušeného experimentu byly všechny sochory po odlití následně válcovány do tyčí. Z hlediska povrchové kvality tyčí je důležité, zda nedocházelo ke vzniku trhlin během válcování. Byl tak stanoven index povrchové kvality. Vyšší hodnota zmíněného indexu značí lepší kvalitu tyčí vyválcovaných ze sochorů. Na obr. 45 lze vidět index povrchové kvality pro jednotlivá zkoušená nastavení. Na obr. 45 je viditelná nejvyšší hodnota indexu kvality při nastavení číslo 2 (0,085 s; -15 %). Při zmíněném nastavení docházelo k dostatečnému zacelování mikrotrhlin, což se pozitivně projevilo ve výsledné kvalitě tyčí. I když se z hlediska podpovrchové struktury jevilo nejlépe nastavení 3 (0,085 s; +10 %), tak z hlediska výsledné kvality povrchu tyčí už tomu tak nebylo. Důvodem se zdá být nedostatečná komprese licí kůrky, respektive špatné zacelování mikrotrhlin. Pro zkoumaný experiment, který se zabýval plynulým odléváním sochorů z peritektických ocelí na licím proudu sochorového zařízení, kde byla nainstalována hydraulická oscilace, se jeví z hlediska výsledné povrchové kvality vyválcovaných tyčí nejlépe nastavení číslo 2, jenž pracuje s podílem negativního stripu -15 % při konstantním T N = 0,085 s. Za zmínku stojí, že pro dané podmínky a danou jakost by bylo vhodné zaměřit se do oblasti okolo podílu negativního stripu 15 % až 22 %. Větší podíl NS v oscilačním cyklu při konstantní T N (0,085 s), která je vhodná pro odlévání peritektických ocelí, zajistí dostatečnou kompresi licí kůrky, čímž dojde k lepšímu zacelování mikrotrhlin.
73 64 1,61 1,42 1,18 Nastavení 1 (0,085 s/-40 %) Nastavení 2 (0,085 s/-15 %) Nastavení 3 (0,085 s/+10 %) Obr. 45 Index povrchové kvality tyčí pro jednotlivá zastoupení negativního stripu v oscilačním cyklu
74 65 7 ZÁVĚR Diplomová práce se věnuje optimalizaci parametrů hydraulické oscilace při odlévání peritektických ocelí na zařízení plynulého odlévání. V úvodní kapitole je popsána technologie plynulého odlévání společně s popisem zařízení plynulého odlévání. Posléze je rozebrána problematika odlévání peritektických ocelí. Během tuhnutí dochází k přeměně delta feritu na austenit a rozdílnost mechanických vlastností zmíněných fází vytváří určité problémy. Vlivem snížení teploty při tuhnutí navíc dochází k objemovým změnám a k rozpustnosti nečistot. Hlavní negativní dopad se pak projeví na nerovnoměrné tvorbě licí kůrky, snížení tepelného toku mezi stěnami krystalizátoru a prvotně ztuhlou licí kůrkou, apod. Zmíněné negativní jevy pak mají zásadní vliv na tvorbu hlubokých oscilačních vrásek. Nicméně nastavením vhodného průběhu oscilačního cyklu lze zajistit mělčí oscilační vrásky, což vede k zvýšení výsledné jakosti plynule litých předlitků. V dalších kapitolách je popsán oscilační cyklus a parametry, jejž ho ovlivňují. Mezi základní parametry oscilace patří především doba pozitivního a negativního stripu a zastoupení negativního stripu v oscilačním cyklu. Ovšem při nastavování parametrů oscilace se setkáváme s několika překážkami, které je potřeba zvládnout. Patří zde především frekvence oscilace f (min -1 ), určení správné amplitudy zdvihu S (mm), stanovení vhodné licí rychlosti, kterou označujeme V c (mm. min -1 ) a nakonec nastavení vhodného průběhu oscilace (např. sinusový, sinusový asymetrický a jiný). Z rozboru aktuální zahraniční literatury vyplynulo, že hydraulická oscilace poskytuje flexibilitu v nastavení amplitudy zdvihu a frekvence během procesu plynulého lití, což indikuje lepší podmínky k ovlivnění dynamických dějů v oblasti formující se licí kůrky. Ukázalo se, že vyšší hodnoty frekvence společně s nižší amplitudou zdvihu jsou vhodné nejen pro snížení doby negativního stripu, ale také vytváří mělčí oscilační vrásky a zajišťují lepší spotřebu licího prášku. Nicméně zajímavým zjištěním byl i vliv stupně přehřátí. Při vyšších hodnotách klesá hloubka oscilačních vrásek společně se snižující se dobou negativního stripu. Také zvýšená intenzita ochlazování vedla k menšímu intervalu výskytu a hloubky oscilačních vrásek. Vlastní experiment se pak zabýval zkoumáním vlivu různého zastoupení negativního stripu v oscilačním cyklu hydraulické oscilace při konstantní době negativního stripu (T N = 0,085 s), která je vhodná pro odlévání problematických peritektických ocelí. V úvodu je popsán zmíněný experiment, který byl proveden na jednom licím proudu sochorového ZPO
75 66 pracujícího s hydraulickou oscilaci. Posléze jsou prezentovány naměřená data relevantních parametrů plynulého odlévání a je popsán jejich vliv na průběh vlastního experimentu. Dále jsou zkoumány mikrostruktury jednotlivých vzorků sochorů pro zkoušená nastavení včetně hloubky a tvaru oscilačních vrásek. Z podpovrchové kvality se jako nejlepší jevila struktura pro nastavení pracující s podílem negativního stripu + 10 %. Nicméně z hlediska povrchové kvality vyválcovaných tyčí se jeví nejlépe nastavení pracující s podílem negativního stripu - 15 %. Při zmíněném nastavení byla navíc naměřena nejnižší hloubka oscilačních vrásek. Pro optimalizaci parametrů hydraulické oscilace krystalizátoru se pro dané podmínky a danou jakost jeví vhodné zaměřit se do oblasti okolo podílu negativního stripu 15 % až 22 %. Větší podíl NS v oscilačním cyklu při konstantní T N (0,085 s), která je vhodná pro odlévání peritektických ocelí, zajistí dostatečnou kompresi licí kůrky, čímž dojde k lepšímu zacelování mikrotrhlin.
76 67 LITERATURA [1] World Steel Association, poslední revize Dostupný z WWW: < [2] ADOLF, Z. Technologie výroby oceli v konvertorech. Studijní opora. VŠB-TU Ostrava, s. [3] LANGE, K.Thermodynamic and kinetic aspects of secondary steelmaking processes. ISIJ INTERNATIONAL vol. 33, no. 2, p [4] BAŽAN, J. Lití a krystalizace oceli. Studijní opora. VŠB-TU Ostrava, s. [5] ŠTĚTINA, J. Dynamický model teplotního pole plynule odlévané bramy. Ostrava, Disertační práce. VŠB-TU Ostrava, Fakulta metalurgie a materiálového inženýrství, Katedra metalurgie, [6] PINDOR, L.; CIBULKA, J.; MILATA, R. Vliv charakteru licích prášků na tuhnutí peritektických ocelí. HUTNICKÉ LISTY. 2011, roč. LXIV, č. 5, s ISSN [7] MIŠIČKO, R; MASEK, V; SOJKO, M. Cracking of continuously cast peritectic steels. ACTA METALLURGICA SLOVAKA vol. 3, no. 2, p [8] CIBULKA, J.; PINDOR, L.; CUPEK, L.; KUFA, J.; KAWA, F. První zkušenosti s provozováním hydraulické oscilace na sochorovém zařízený plynulého odlévání v TŽ, A.S. In Iron and Steelmaking. Horní Bečva, Česká republika, [9] KERR, H.W.; CISSE J.; BOLLING, G.F. On equilibrium and non equlibrium peritectic transformation. ACTA METALLURGICA vol. 22, p [10] SMETANA, B; KOZELSKÝ, P; DOBROVSKÁ, J. Výzkum oblasti peritektické reakce teploty tání a tuhnutí nízkolegovaných ocelí. Metal , Hradec nad Moravicí, 5 s. [11] Binární diagram železo-uhlík, poslední revize Dostupný z WWW: < zo-uhl%c3%adk> [12] MAZUMDAR, S; RAY, S. K. Solidification control in continuous casting of steel. Sadhana, India vol. 26, p
77 68 [13] WOLF, Manfred. M. Continuous casting. vol. 9. Initial solidification and strand surface quality of peritectic steels. USA: Iron and steel society, 1997, 496 p. ISBN [14] MONDRAGÓN, J; HERRERA TREJO, M; et al. Description of the Hypoperitectic steel solidification under continuous cooling and crack susceptibility. ISIJ INTERNATIONAL vol. 48, no. 4, p [15] THOMAS B.-G. Continuous Casting, Yearbook of Science and Technology, McGraw-Hill, [16] KURZ, W. About initial solidification in continuous casting of steel. ACTA METALLIRGICA ITALIA. 2008, no.7/8, p [17] BHATTACHARY, A. K.; DEBJANI, S.; ROYCHOWDHURY, A.; DAS, J. Optimization of continuous casting mould oscillation parameters in steel manufacturing process using genetic algorithms. In 2007 IEEE congress on Evolutionary Computation. New York City, USA: Ieee, 2007, p ISBN [18] CIBULKA, J.; KRZOK, R.; HERMANN, R.; BOCEK, D. Vliv parametrů oscilace na povrchovou kvalitu plynule litých sochorů. In Iron and Steelmaking. Horní Bečva, Česká republika, [19] WANG, HM.; LI, GR.; ZHAO, YT.; ZHAO, H. Dynamic pressure in mould flux channel during mould non-sinusoidal oscillation. IRONMAKING AND STEELMAKING. 2010, vol. 37, no. 6, p ISSN [20] KOZAK, B.; MOJUMDAR, D.; CHAUDHARI, P. Slab surface optimization utilizing fixed minimum negative strip time. In AISTech Indianapolis, USA. [21] BO, Kaitao.; CHENG, Guoguang.; WU, Jie.; ZHAO, Pei.; WANG, Jun. Mechanism of oscillation mark formation in continuous casting of steel. JOURNAL OF UNIVERSITY OF SCIENCE AND TECHNOLOGY BEIJING. 2000, vol. 7, no. 3, p ISSN [22] ELFSBERG, J. Oscillation mark formation in continuous casting process. Casting of metals, Stockholm, Sweden, [23] SHIN, H.-J.; LEE, GO.-GI.; CHOI, W.-Y. Effect of mold oscillation on powder consumption and hook formativ in ultra low carbon steel slabs. In AISTech Nashville, USA.
78 69 [24] OHBA, Y., KITADE, S., TAKASU, I. Austenite grain refining of as-cast bloom surface by reduction of oscillation mark depth. ISIJ INTERNATIONAL, Vol. 48, No. 3, 2008, p [25] CIBULKA, J.; PINDOR, L.; CUPEK, L.; KUFA, J.; KAWA, F. První zkušenosti s provozováním hydraulické oscilace na sochorovém zařízený plynulého odlévání v TŽ, A.S. In Iron and Steelmaking. Horní Bečva, Česká republika, [26] SMUTNÝ, L.; FARANA, R.; VÍTEČEK A, L.; KAČMÁŘ, D. Řízení výšky hladiny v krystalizátoru při kontinuálním odlévání oceli. In Preprints of the 16th IFAC World Congreess. Praha, Česká republika, 2006, s.1-6. [27] LOUHENKILPI, S.; LAITINEN, E.; NIEMINEN, R. Real-time simulation of heat transfer in continuous casting, Metallurgical Transactions B, 24B:4, 1993, p
79 70 SEZNAM OBRÁZKŮ Obr. 1 Typy strojů pro plynulé lití [5] 5 Obr. 2 Příklady různých typů předlitků a jejich názvosloví [4] 6 Obr. 3 Schéma zařízení plynulého odlévání [5] 7 Obr. 4 Schematický popis krystalizátoru [5] 8 Obr. 5 Dělení předlitku pomocí hořáku [4] 9 Obr. 6 Dělení předlitku pomocí dvou hořáků [4] 9 Obr. 7 Hloubka oscilačních vrásek pro různé hodnoty uhlíkového ekvivalentu [8] 11 Obr. 8 Metastabilní diagram Fe C [11] 12 Obr. 9 Vliv obsahu uhlíku na podílu fází δ γ [12] 13 Obr. 10 Závislost indexu náchylnosti na feritickém potenciálu [13] 14 Obr. 11 Schéma krystalizátoru při odlévání bram na ZPO [15] 16 Obr. 12 Rozdíl mezi asymetrickým a sinusovým průběhem oscilace krystalizátoru [17] 20 Obr. 13 Vliv oscilace krystalizátoru na jednotlivé parametry [12] 21 Obr. 14 Poloha krystalizátoru vzhledem k asymetrickému respektive sinusovému průběhu oscilace. [19] 22 Obr. 15 Dva typy oscilačních vrásek [21] 27 Obr. 16 Mechanismus vzniku oscilační vrásky hákového typu [16] 27 Obr. 17 Povrch odlitku včetně oscilační vrásky hákového typu [16] 28 Obr. 18 Povrch předlitku odlévaného na ZPO bez oscilace krystalizátoru [16] 28 Obr. 19 Povrch předlitku odlévaného na ZPO s použitím oscilace krystalizátoru [16] 28 Obr. 20 Nízký až střední zdvih s variabilně se měnící frekvencí [20] 32 Obr. 21 Základní popis oscilační vrásky hákového typu [23] 34 Obr. 22 Vliv frekvence (a) a součinitele asymetrického průběhu (b) na hloubku osc. vrásek [23] 35
80 71 Obr. 23 Vliv frekvence (a) a součinitele asymetrického průběhu (b) na úhel osc. vrásek. [23] 35 Obr. 24 Vztah mezi dobou negativního stripu a hloubkou oscilačních vrásek [24] 37 Obr. 25 Vztah mezi hloubkou od povrchu odlitku a velikostí austenitického zrna pro různá nastavené parametrů oscilace [24] 37 Obr. 26 Základní uspořádání zkoumaného sochorového ZPO 39 Obr. 27 Schéma nastavování parametrů oscilace v průběhu experimentu 41 Obr. 28 Sonda pro měření tloušťky licího prášku 43 Obr. 29 Průměrné hodnoty hladiny oceli v krystalizátoru pro všechna tři nastavení 45 Obr. 30 Hladina oceli v krystalizátoru pro všechna tři nastavení 45 Obr. 31 Křivka zobrazující hodnoty delta T pro všechna tři nastavení 47 Obr. 32 Průměrné delta T pro všechna tři nastavení 47 Obr. 33 Křivka zobrazující moment spodního válečku pro všechna tři nastavení 49 Obr. 34 Křivka zobrazující moment horního válečku pro všechna tři nastavení 50 Obr. 35 Průměrné hodnoty momentu spodního válečku pro všechna tři nastavení 50 Obr. 36 Průměrné hodnoty momentu spodního válečku pro všechna tři nastavení 51 Obr. 37 Obr. 38 Typický povrch sochorů odlévaných s různým podílem negativního stripu během provozního experimentu 54 Pořízené fotografie znázorňující odebrané vzorky k mikroskopickým účelům 56 Obr. 39 Typická struktura sochoru při NS = -15 % (25x) 56 Obr. 40 Typická struktura sochoru pro NS = -15 % (50x) 56 Obr. 41 Obr. 42 Typická mikrostruktura pod povrchem oscilačních vrásek pro jednotlivá zkoušená nastavení ze strany malého a velkého rádiusu 59 Typická mikrostruktura pod povrchem oscilačních vrásek pro jednotlivá zkoušená nastavení z bočních stran 61 Obr. 43 Hloubka oscilačních vrásek v závislosti na NS pro okrajové oblasti 62 Obr. 44 Hloubka oscilačních vrásek v závislosti na NS pro středové oblasti 62
81 72 Obr. 45 Index povrchové kvality tyčí pro jednotlivá zastoupení negativního stripu v oscilačním cyklu 65


82 73 PŘÍLOHY
83 74
84 75
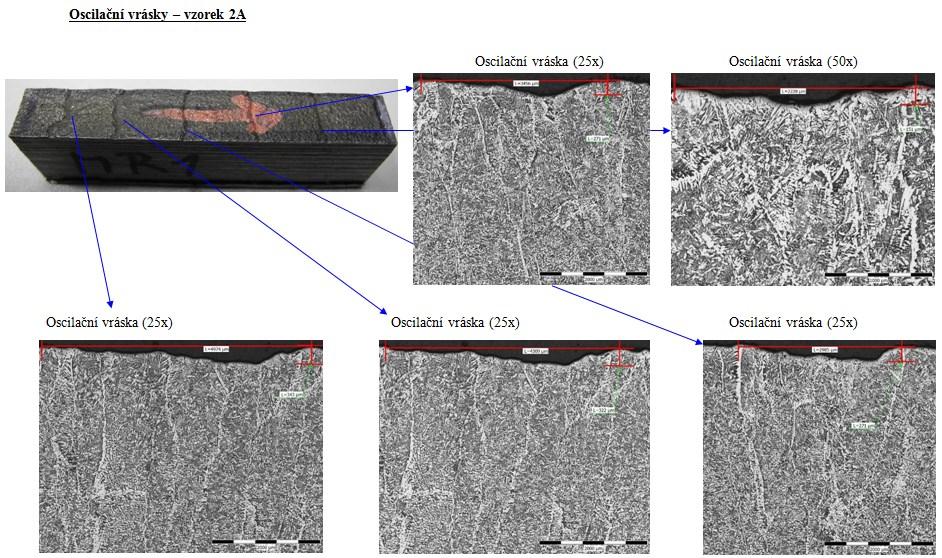
85 76
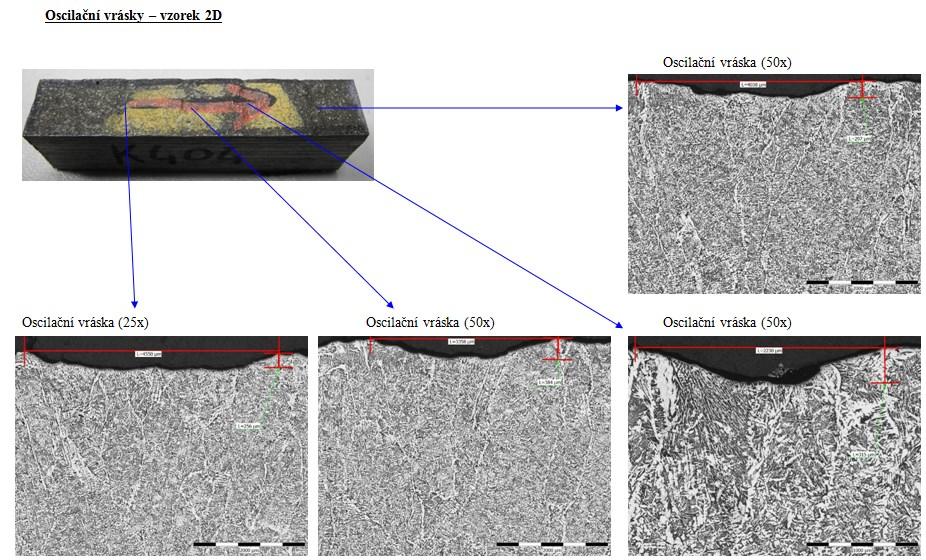
86 77
87 78
88 79
89 80
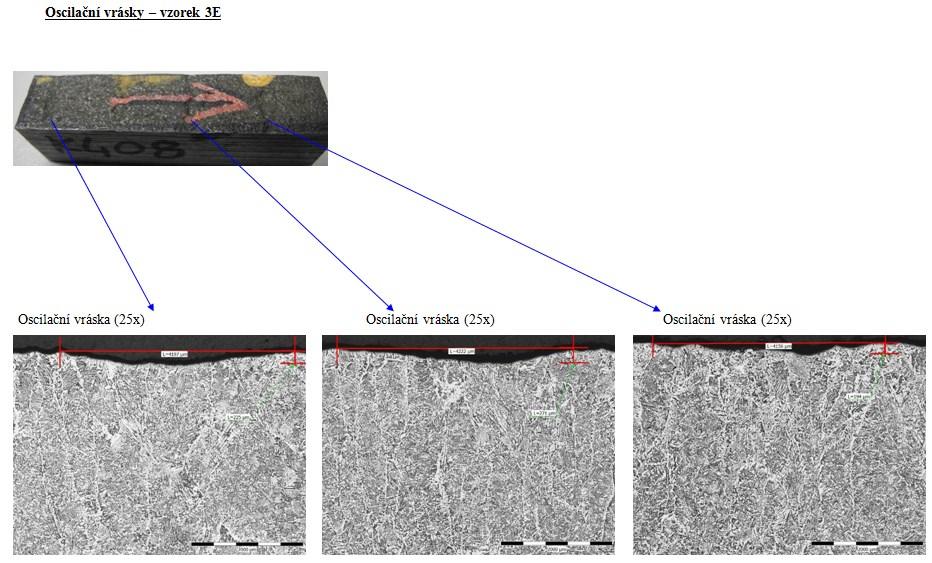
90 81
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ
 NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
ŽELEZO A JEHO SLITINY
 ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
MOŽNOSTI PREDIKCE DOSAŽENÍ POŽADOVANÉ LICÍ TEPLOTY OCELI PRO ZAŘÍZENÍ PLYNULÉHO ODLÉVÁNÍ
 MOŽNOSTI PREDIKCE DOSAŽENÍ POŽADOVANÉ LICÍ TEPLOTY OCELI PRO ZAŘÍZENÍ PLYNULÉHO ODLÉVÁNÍ PREDICTION POSSIBILITIES OF ACHIEVING THE REQUISITE CASTING TEMPERATURE OF STEEL IN CONTINUOUS CASTING EQUIPMENT
MOŽNOSTI PREDIKCE DOSAŽENÍ POŽADOVANÉ LICÍ TEPLOTY OCELI PRO ZAŘÍZENÍ PLYNULÉHO ODLÉVÁNÍ PREDICTION POSSIBILITIES OF ACHIEVING THE REQUISITE CASTING TEMPERATURE OF STEEL IN CONTINUOUS CASTING EQUIPMENT
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312
 ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK. Jaroslav Pindor a Karel Michalek b
 POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Ing. Tomáš MAUDER prof. Ing. František KAVIČKA, CSc. doc. Ing. Josef ŠTĚTINA, Ph.D.
 OPTIMALIZACE BRAMOVÉHO PLYNULÉHO ODLÉVÁNÍ OCELI ZA POMOCI NUMERICKÉHO MODELU TEPLOTNÍHO POLE Ing. Tomáš MAUDER prof. Ing. František KAVIČKA, CSc. doc. Ing. Josef ŠTĚTINA, Ph.D. Fakulta strojního inženýrství
OPTIMALIZACE BRAMOVÉHO PLYNULÉHO ODLÉVÁNÍ OCELI ZA POMOCI NUMERICKÉHO MODELU TEPLOTNÍHO POLE Ing. Tomáš MAUDER prof. Ing. František KAVIČKA, CSc. doc. Ing. Josef ŠTĚTINA, Ph.D. Fakulta strojního inženýrství
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD
 TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD Andrea Michaliková a Jiří Molínek a Miroslav Příhoda a a VŠB-TU Ostrava, FMMI, katedra tepelné techniky, 7. listopadu 5, 708 Ostrava-
TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD Andrea Michaliková a Jiří Molínek a Miroslav Příhoda a a VŠB-TU Ostrava, FMMI, katedra tepelné techniky, 7. listopadu 5, 708 Ostrava-
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ
 Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ Jan Bažacký Katedra automatizace a výpočetní techniky v metalurgii VŠB TU Ostrava, 27.3.2007
Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ Jan Bažacký Katedra automatizace a výpočetní techniky v metalurgii VŠB TU Ostrava, 27.3.2007
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti. Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor
 Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S.
 VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ JANČAR, D., HAŠEK, P.* TVARDEK,P.**
 METAL 2003 20.-22.5.2003, Hradec nad Moravicí VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ 1. ÚVOD JANČAR, D., HAŠEK, P.* TVARDEK,P.** *.VŠB - TU Ostrava **. NOVÁ HUŤ, a.s. Současná doba
METAL 2003 20.-22.5.2003, Hradec nad Moravicí VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ 1. ÚVOD JANČAR, D., HAŠEK, P.* TVARDEK,P.** *.VŠB - TU Ostrava **. NOVÁ HUŤ, a.s. Současná doba
Tlakové lití. Zpracování taveniny v tlakovém lití využívá:
 Tlakové lití Při vysoké výrobnosti je nejhospodárnější metoda tlakového lití. Rychlost tuhnutí je tak vysoká, že i vliv metalurgie materiálu je velice malý. Proto odpadá nutnost modifikace a zjemnění zrna
Tlakové lití Při vysoké výrobnosti je nejhospodárnější metoda tlakového lití. Rychlost tuhnutí je tak vysoká, že i vliv metalurgie materiálu je velice malý. Proto odpadá nutnost modifikace a zjemnění zrna
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ
 Abstrakt NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ 1) Václav Čermák, Aleš Herman, 2) Jaroslav Doležal 1) ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6,
Abstrakt NUMERICKÁ OPTIMALIZACE PROCESU ODLÉVÁNÍ INGOTŮ 1) Václav Čermák, Aleš Herman, 2) Jaroslav Doležal 1) ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6,
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Teplotní profily ve stěně krystalizátoru blokového ZPO
 Hutnické listy č.3/28 Teplotní profily ve stěně krystalizátoru blokového ZPO Ing. Marek Velička, Ph.D., prof. Ing. Miroslav Příhoda, CSc., Ing. Jiří Molínek, CSc., VŠB-TU Ostrava, 17. listopadu 15, 78
Hutnické listy č.3/28 Teplotní profily ve stěně krystalizátoru blokového ZPO Ing. Marek Velička, Ph.D., prof. Ing. Miroslav Příhoda, CSc., Ing. Jiří Molínek, CSc., VŠB-TU Ostrava, 17. listopadu 15, 78
Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti.
 LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN
 5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY
 VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY Vladislav KURKA, Lucie STŘÍLKOVÁ, Zbyněk HUDZIECZEK, Jaroslav PINDOR, Jiří CIENCIALA MATERIÁLOVÝ A METALURGICKÝ
VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY Vladislav KURKA, Lucie STŘÍLKOVÁ, Zbyněk HUDZIECZEK, Jaroslav PINDOR, Jiří CIENCIALA MATERIÁLOVÝ A METALURGICKÝ
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
NOVÉ MOŽNOSTI VÝROBY KRUHOVÝCH SOCHORŮ NA MODERNIZOVANÉM ZPO č. 1 V ARCELORMITTAL OSTRAVA A.S.
 NOVÉ MOŽNOSTI VÝROBY KRUHOVÝCH SOCHORŮ NA MODERNIZOVANÉM ZPO č. 1 V ARCELORMITTAL OSTRAVA A.S. Ladislav VÁLEK, Aleš MAREK, Markéta TKADLEČKOVÁ, Leoš KOCIÁN, Radim PACHLOPNÍK, Tomáš GUMULEC, Roland HINTERREITER,
NOVÉ MOŽNOSTI VÝROBY KRUHOVÝCH SOCHORŮ NA MODERNIZOVANÉM ZPO č. 1 V ARCELORMITTAL OSTRAVA A.S. Ladislav VÁLEK, Aleš MAREK, Markéta TKADLEČKOVÁ, Leoš KOCIÁN, Radim PACHLOPNÍK, Tomáš GUMULEC, Roland HINTERREITER,
Metalurgie vysokopevn ch ocelí
 Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře
 Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře Consarc Engineering Ltd, Inductotherm Group, vyvinula novou řadu indukčních tavicích pecí pro zpracování železných
Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře Consarc Engineering Ltd, Inductotherm Group, vyvinula novou řadu indukčních tavicích pecí pro zpracování železných
TEORIE SLÉVÁNÍ. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
Transportní jevy v plynech Reálné plyny Fázové přechody Kapaliny
 Transportní jevy v plynech Reálné plyny Fázové přechody Kapaliny Hustota toku Zatím jsme studovali pouze soustavy, které byly v rovnovážném stavu není-li soustava v silovém poli, je hustota částic stejná
Transportní jevy v plynech Reálné plyny Fázové přechody Kapaliny Hustota toku Zatím jsme studovali pouze soustavy, které byly v rovnovážném stavu není-li soustava v silovém poli, je hustota částic stejná
SLITINY ŽELEZA. Přehled a výroba materiálu
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Vliv tvaru ponorné výlevky na mikročistotu plynule odlévané oceli
 Vliv tvaru ponorné výlevky na mikročistotu plynule odlévané oceli Ing. David Bocek a), Ing. Lubomír Lacina a), Ing. Pavel Střasák Ph.D. b), Ing. Antonín Tuček CSc. b), Ing. Ladislav Socha c), Prof. Ing.
Vliv tvaru ponorné výlevky na mikročistotu plynule odlévané oceli Ing. David Bocek a), Ing. Lubomír Lacina a), Ing. Pavel Střasák Ph.D. b), Ing. Antonín Tuček CSc. b), Ing. Ladislav Socha c), Prof. Ing.
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Krystalizace ocelí a litin
 Moderní technologie ve studiu aplikované fyziky reg. č.: CZ.1.07/2.2.00/07.0018. Krystalizace ocelí a litin Hana Šebestová,, Petr Schovánek Společná laboratoř optiky Univerzity Palackého a Fyzikáln lního
Moderní technologie ve studiu aplikované fyziky reg. č.: CZ.1.07/2.2.00/07.0018. Krystalizace ocelí a litin Hana Šebestová,, Petr Schovánek Společná laboratoř optiky Univerzity Palackého a Fyzikáln lního
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
PODĚKOVÁNÍ. Ladislav Pavlík
 PODĚKOVÁNÍ Děkuji Ing. Karlu Grycovi, Ph.D., vedoucímu mé bakalářské práce, za věcné připomínky a odbornou pomoc při jejím zpracování. Za pomoc při finalizaci práce bych chtěl poděkovat svému konzultantovi
PODĚKOVÁNÍ Děkuji Ing. Karlu Grycovi, Ph.D., vedoucímu mé bakalářské práce, za věcné připomínky a odbornou pomoc při jejím zpracování. Za pomoc při finalizaci práce bych chtěl poděkovat svému konzultantovi
Nauka o materiálu. Přednáška č.10 Difuze v tuhých látkách, fáze a fázové přeměny
 Nauka o materiálu Přednáška č.10 Difuze v tuhých látkách, fáze a fázové přeměny Difuze v tuhých látkách Difuzí nazýváme přesun atomů nebo iontů na vzdálenost větší než je meziatomová vzdálenost. Hnací
Nauka o materiálu Přednáška č.10 Difuze v tuhých látkách, fáze a fázové přeměny Difuze v tuhých látkách Difuzí nazýváme přesun atomů nebo iontů na vzdálenost větší než je meziatomová vzdálenost. Hnací
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků
 Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
VLÁKNITÉ VYZDÍVKY OHŘEVOVÝCH VÍK PROVOZOVANÝCH V TŘINECKÝCH ŽELEZÁRNÁCH, A.S.
 VLÁKNITÉ VYZDÍVKY OHŘEVOVÝCH VÍK PROVOZOVANÝCH V TŘINECKÝCH ŽELEZÁRNÁCH, A.S. Petr ŠÍMA a, Michal PŘIBYL a, Milan CIESLAR b a1) PROMAT s.r.o., Praha; sima@promatpraha.cz, pribyl@promatpraha.cz b) TŘINECKÉ
VLÁKNITÉ VYZDÍVKY OHŘEVOVÝCH VÍK PROVOZOVANÝCH V TŘINECKÝCH ŽELEZÁRNÁCH, A.S. Petr ŠÍMA a, Michal PŘIBYL a, Milan CIESLAR b a1) PROMAT s.r.o., Praha; sima@promatpraha.cz, pribyl@promatpraha.cz b) TŘINECKÉ
Výroba surového železa, oceli, litiny
 Výroba surového železa, oceli, litiny Výroba surového železa Surové želeo se vyrábí ve vysoké peci. Obr. vysoké pece etapy výroby surového železa K výrobě surového železa potřebujeme tyto suroviny : 1.
Výroba surového železa, oceli, litiny Výroba surového železa Surové želeo se vyrábí ve vysoké peci. Obr. vysoké pece etapy výroby surového železa K výrobě surového železa potřebujeme tyto suroviny : 1.
COMTES FHT a.s. R&D in metals
 COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA. Jiří Stanislav
 OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
TECHNOLOGIE OHREVU PÁNVÍ NA VOD A JEJÍ PRÍNOSY TECHNOLOGY OF HEATING OF VOD LADLES AND ITS BENEFITS. Milan Cieslar a Jirí Dokoupil b
 TECHNOLOGIE OHREVU PÁNVÍ NA VOD A JEJÍ PRÍNOSY TECHNOLOGY OF HEATING OF VOD LADLES AND ITS BENEFITS Milan Cieslar a Jirí Dokoupil b a) TRINECKÉ ŽELEZÁRNY, a.s., Prumyslová 1000, 739 70 Trinec Staré Mesto,
TECHNOLOGIE OHREVU PÁNVÍ NA VOD A JEJÍ PRÍNOSY TECHNOLOGY OF HEATING OF VOD LADLES AND ITS BENEFITS Milan Cieslar a Jirí Dokoupil b a) TRINECKÉ ŽELEZÁRNY, a.s., Prumyslová 1000, 739 70 Trinec Staré Mesto,
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVAŘITELNOST A TRHLINY NA KONTINUÁLNĚ LITÝCH BRAMÁCH. Pavel Szturc a Petr Kozelský b Zdeněk Šáňa c
 TVAŘITELNOST A TRHLINY NA KONTINUÁLNĚ LITÝCH BRAMÁCH. Pavel Szturc a Petr Kozelský b Zdeněk Šáňa c a VÍTKOVICE Výzkum a vývoj,spol.s r.o.,pohraniční 31, 706 02 Ostrava - Vítkovice, ČR b VŠB - TU, 17.listopadu
TVAŘITELNOST A TRHLINY NA KONTINUÁLNĚ LITÝCH BRAMÁCH. Pavel Szturc a Petr Kozelský b Zdeněk Šáňa c a VÍTKOVICE Výzkum a vývoj,spol.s r.o.,pohraniční 31, 706 02 Ostrava - Vítkovice, ČR b VŠB - TU, 17.listopadu
Problematika filtrace odlitků. Petr Procházka, Keramtech s.r.o. Žacléř
 Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Výroba surového železa, výroba ocelí, výroba litin
 Výroba surového železa, výroba ocelí, výroba litin Výroba surového železa surové železo se vyrábí ve vysokých pecích (výška cca 80m, průměr cca 15m) z kyslíkatých rud shora se pec neustále plní železnou
Výroba surového železa, výroba ocelí, výroba litin Výroba surového železa surové železo se vyrábí ve vysokých pecích (výška cca 80m, průměr cca 15m) z kyslíkatých rud shora se pec neustále plní železnou
Krása fázových diagramů jak je sestrojit a číst Silvie Mašková
 Krása fázových diagramů jak je sestrojit a číst Silvie Mašková Katedra fyziky kondenzovaných látek Matematicko-fyzikální fakulta Univerzita Karlova Praha Pár základích pojmů na začátek Co jsou fázové diagramy?
Krása fázových diagramů jak je sestrojit a číst Silvie Mašková Katedra fyziky kondenzovaných látek Matematicko-fyzikální fakulta Univerzita Karlova Praha Pár základích pojmů na začátek Co jsou fázové diagramy?
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Poškození strojních součástí
 Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Diagram Fe N a nitridy
 Nitridace Diagram Fe N a nitridy Nitrid Fe 4 N s KPC mřížkou také γ fáze. Tvrdost 450 až 500 HV. Přítomnost uhlíku v oceli jeho výskyt silně omezuje. Nitrid Fe 2-3 N s HTU mřížkou, také εε fáze. Je stabilní
Nitridace Diagram Fe N a nitridy Nitrid Fe 4 N s KPC mřížkou také γ fáze. Tvrdost 450 až 500 HV. Přítomnost uhlíku v oceli jeho výskyt silně omezuje. Nitrid Fe 2-3 N s HTU mřížkou, také εε fáze. Je stabilní
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Metalografie ocelí a litin
 Metalografie ocelí a litin Metalografie se zabývá pozorováním a zkoumáním vnitřní stavby neboli struktury kovů a slitin. Dále také stanoví, jak tato struktura souvisí s chemickým složením, teplotou a tepelným
Metalografie ocelí a litin Metalografie se zabývá pozorováním a zkoumáním vnitřní stavby neboli struktury kovů a slitin. Dále také stanoví, jak tato struktura souvisí s chemickým složením, teplotou a tepelným
VLIVY TECHNOLOGICKÝCH PARAMETRŮ ODLÉVÁNÍ NA TŘENÍ V KRYSTALIZÁTORU ZPO
 VLIVY TECHNOLOGICKÝCH PARAMETRŮ ODLÉVÁNÍ NA TŘENÍ V KRYSTALIZÁTORU ZPO René Pyszko a Leopold Cudzik b a) VŠB-TU Ostrava, 17.listopadu 3, 78 33 Ostrava - Poruba, ČR b) DASFOS v.o.s., Ladislava Ševčíka 6,
VLIVY TECHNOLOGICKÝCH PARAMETRŮ ODLÉVÁNÍ NA TŘENÍ V KRYSTALIZÁTORU ZPO René Pyszko a Leopold Cudzik b a) VŠB-TU Ostrava, 17.listopadu 3, 78 33 Ostrava - Poruba, ČR b) DASFOS v.o.s., Ladislava Ševčíka 6,
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem
 Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem Setkání OU dne 12. 6. 2018, Praha Prof. Ing. Jana Dobrovská, CSc. Vysoká škola báňská Technická univerzita Ostrava Univerzita,
Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem Setkání OU dne 12. 6. 2018, Praha Prof. Ing. Jana Dobrovská, CSc. Vysoká škola báňská Technická univerzita Ostrava Univerzita,
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Popis softwaru VISI Flow
 Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Autokláv reaktor pro promíchávané vícefázové reakce
 Vysoká škola chemicko technologická v Praze Ústav organické technologie (111) Autokláv reaktor pro promíchávané vícefázové reakce Vypracoval : Bc. Tomáš Sommer Předmět: Vícefázové reaktory (prof. Ing.
Vysoká škola chemicko technologická v Praze Ústav organické technologie (111) Autokláv reaktor pro promíchávané vícefázové reakce Vypracoval : Bc. Tomáš Sommer Předmět: Vícefázové reaktory (prof. Ing.
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Proudění vzduchu v chladícím kanálu ventilátoru lokomotivy
 Proudění vzduchu v chladícím kanálu ventilátoru lokomotivy P. Šturm ŠKODA VÝZKUM s.r.o. Abstrakt: Příspěvek se věnuje optimalizaci průtoku vzduchu chladícím kanálem ventilátoru lokomotivy. Optimalizace
Proudění vzduchu v chladícím kanálu ventilátoru lokomotivy P. Šturm ŠKODA VÝZKUM s.r.o. Abstrakt: Příspěvek se věnuje optimalizaci průtoku vzduchu chladícím kanálem ventilátoru lokomotivy. Optimalizace
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
Výměna tepla může probíhat vedením (kondukcí), prouděním (konvekcí) nebo sáláním (zářením).
, prouděním (konvekcí) nebo sáláním (zářením).") 10. VÝMĚNÍKY TEPLA Výměníky tepla jsou zařízení, ve kterých se jeden proud ohřívá a druhý ochlazuje sdílením tepla. Nezáleží přitom na konečném cíli operace, tj. zda chceme proud ochladit nebo ohřát, ani
10. VÝMĚNÍKY TEPLA Výměníky tepla jsou zařízení, ve kterých se jeden proud ohřívá a druhý ochlazuje sdílením tepla. Nezáleží přitom na konečném cíli operace, tj. zda chceme proud ochladit nebo ohřát, ani
vlastností odlitků, zvláště pak na únavovou životnost. Jejich vliv Cena opravných prací těchto vad (připečeniny, zapečeniny) je
 je") PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
Zkušenosti se zjišťováním obsahu plynů v tavenině
 Zkušenosti se zjišťováním obsahu plynů v tavenině Nežádoucí příměsi v tavenině hliníku Hlavními nežádoucími nečistotami v roztaveném hliníku nebo jeho slitinách jsou: - plyny - kovové a nekovové vměstky
Zkušenosti se zjišťováním obsahu plynů v tavenině Nežádoucí příměsi v tavenině hliníku Hlavními nežádoucími nečistotami v roztaveném hliníku nebo jeho slitinách jsou: - plyny - kovové a nekovové vměstky
VLIV STŘÍDAVÉHO MAGNETICKÉHO POLE NA PLASTICKOU DEFORMACI OCELI ZA STUDENA.
 VLIV STŘÍDAVÉHO MAGNETICKÉHO POLE NA PLASTICKOU DEFORMACI OCELI ZA STUDENA. Petr Tomčík a Jiří Hrubý b a) VŠB TU Ostrava, Tř. 17. listopadu 15, 708 33 Ostrava, ČR b) VŠB TU Ostrava, Tř. 17. listopadu 15,
VLIV STŘÍDAVÉHO MAGNETICKÉHO POLE NA PLASTICKOU DEFORMACI OCELI ZA STUDENA. Petr Tomčík a Jiří Hrubý b a) VŠB TU Ostrava, Tř. 17. listopadu 15, 708 33 Ostrava, ČR b) VŠB TU Ostrava, Tř. 17. listopadu 15,
Názvosloví Kvalita Výroba Kondenzace Teplosměnná plocha
 Názvosloví Kvalita Výroba Kondenzace Teplosměnná plocha Názvosloví páry Pro správné pochopení funkce parních systémů musíme znát základní pojmy spojené s párou. Entalpie Celková energie, příslušná danému
Názvosloví Kvalita Výroba Kondenzace Teplosměnná plocha Názvosloví páry Pro správné pochopení funkce parních systémů musíme znát základní pojmy spojené s párou. Entalpie Celková energie, příslušná danému
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
OVĚŘENÍ ODLÉVÁNÍ BRAM S VYUŽITÍM TVAROVĚ UPRAVENÝCH ÚZKÝCH DESEK KRYSTALIZÁTORU. Ladislav VÁLEK, Aleš MAREK, Robert MOKROŠ, Libor WITALA
 OVĚŘENÍ ODLÉVÁNÍ BRAM S VYUŽITÍM TVAROVĚ UPRAVENÝCH ÚZKÝCH DESEK KRYSTALIZÁTORU Ladislav VÁLEK, Aleš MAREK, Robert MOKROŠ, Libor WITALA ArcelorMittal Ostrava a.s., Vratimovská 689, 707 02 Ostrava Kunčice,
OVĚŘENÍ ODLÉVÁNÍ BRAM S VYUŽITÍM TVAROVĚ UPRAVENÝCH ÚZKÝCH DESEK KRYSTALIZÁTORU Ladislav VÁLEK, Aleš MAREK, Robert MOKROŠ, Libor WITALA ArcelorMittal Ostrava a.s., Vratimovská 689, 707 02 Ostrava Kunčice,
Odborná zpráva projektu TAČR GAMA č. TG rok Evidovaná APOLLO
 Odborná zpráva projektu TAČR GAMA č. TG01010054 2 rok 2014 Evidovaná APOLLO 132070 PILOTNÍ ANALÝZA - KOMPLEXNÍ SYSTÉM DYNAMICKÉHO ŘÍZENÍ KVALITY PLYNULE ODLÉVANÉ OCELI (Pilot Analysis Complex system of
Odborná zpráva projektu TAČR GAMA č. TG01010054 2 rok 2014 Evidovaná APOLLO 132070 PILOTNÍ ANALÝZA - KOMPLEXNÍ SYSTÉM DYNAMICKÉHO ŘÍZENÍ KVALITY PLYNULE ODLÉVANÉ OCELI (Pilot Analysis Complex system of
Fe Fe 3 C. Metastabilní soustava
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9 Nestacionární vedení tepla v rovinné stěně Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9 Nestacionární vedení tepla v rovinné stěně Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento
Stanovení délky tekutého jádra na sochorovém ZPO č. 1 Liquid core determination on billet CCM 1
 Stanovení délky tekutého jádra na sochorovém ZPO č. 1 Liquid core determination on billet CCM 1 Rudolf Moravec 1 Jiří Pyš 1 Petr Horký 1 František Rosypal 2 Michael Lowry 3 1) Mittal Steel Ostrava a.s.,
Stanovení délky tekutého jádra na sochorovém ZPO č. 1 Liquid core determination on billet CCM 1 Rudolf Moravec 1 Jiří Pyš 1 Petr Horký 1 František Rosypal 2 Michael Lowry 3 1) Mittal Steel Ostrava a.s.,
ÚSTAV STROJÍRENSKÉ TECHNOLOGIE SLÉVÁRENSKÁ TECHNOLOGIE
 Magisterský obor studia: SLÉVÁRENSKÁ TECHNOLOGIE Obor slévárenská technologie: Je zaměřen zejména na přípravu řídicích a technických pracovníků pro obor slévárenství, kteří mají dobré znalosti dalších
Magisterský obor studia: SLÉVÁRENSKÁ TECHNOLOGIE Obor slévárenská technologie: Je zaměřen zejména na přípravu řídicích a technických pracovníků pro obor slévárenství, kteří mají dobré znalosti dalších
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
VLIV TECHNOLOGICKÝCH PARAMETRŮ ODLÉVÁNÍ NA ROZLOŽENÍ TEPLOT V KRUHOVÉM KRYSTALIZÁTORU ZPO
 METAL 22 14. 16. 5. 22, Hradec nad Moravicí VLIV TECHNOLOGICKÝCH PARAMETRŮ ODLÉVÁNÍ NA ROZLOŽENÍ TEPLOT V KRUHOVÉM KRYSTALIZÁTORU ZPO Miroslav Příhoda - Jiří Molínek - René Pyszko - Leoš Václavík - Marek
METAL 22 14. 16. 5. 22, Hradec nad Moravicí VLIV TECHNOLOGICKÝCH PARAMETRŮ ODLÉVÁNÍ NA ROZLOŽENÍ TEPLOT V KRUHOVÉM KRYSTALIZÁTORU ZPO Miroslav Příhoda - Jiří Molínek - René Pyszko - Leoš Václavík - Marek