Nové vzdělávací moduly NC technologií
|
|
|
- Bohuslav Vlček
- před 8 lety
- Počet zobrazení:
Transkript
1 Nové vzdělávací moduly NC technologií

2 OBSAH 1. PNEUMATIKA 1.1. Výroba a rozvod vzduchu Ventily rozvaděče Pneumatické motory Prvky přístroje Schématické značky Příklady zapojení Ukázky výkresů Úlohy OBRÁBĚNÍ HSC Základní pojmy Řezný proces Výhody a nevýhody technologie HSC Ekonomické důvody pro rozvoj HSC Řezné nástroje pro HSC obrábění Stavba obráběcích strojů pro HSC Použití HSC Závěr NÁSTROJÁŘ Orientace v technické dokumentaci Využití výpočetní techniky Základní pojmy strojního obrábění Základní obráběcí stroje Základy znalostí CNC strojů METROLOG Orientace v technické dokumentaci Využití výpočetní techniky Základy metrologie Metrologie a zákony Řízení jakosti VYUŽITÍ TECHNOLOGIE CAD/CAM Základní pojmy Práce v CAD systému SolidWorks Práce v CAM systému SURFCAM

3 Úvod V návaznosti na vytvořené Krajské vzdělávací středisko pro NC technologie, které bylo vybudováno v areálu Střední školy technické, příspěvkové organizaci v Mostě Velebudicích, byl dne zahájen v rámci Operačního programu Rozvoje lidských zdrojů Evropského sociálního fondu projekt s názvem Nové vzdělávací moduly NC technologií. Cílem tohoto projektu je vytvořit takové vzdělávací programy, v nichž se budou moci vzdělávat žáci a zájemci o další vzdělávání a získávat tak vědomosti a dovednosti v oblastech, které zaměstnavatelé v Ústeckém kraji poptávají. Tato vytvořená metodika má za cíl rozšířit a zefektivnit vzdělávání na středních odborných školách a v konečném důsledku přispět ke zvýšení kvalifikace a zaměstnanosti žáků středních odborných škol, učilišť, případně zájemcům o další vzdělávání. Hlavní podíl na tvorbě této metodiky nesou zaměstnanci naší školy, kterými jsou: Ing. Tomáš Kučera Jiří Zelinger Ladislav Víla Milada Schůzová 2

4 1. Pneumatika Obsah modulu Pneumatika : 1.1. Výroba a rozvod vzduchu 1.2. Ventily rozvaděče 1.3. Pneumatické motory 1.4. Prvky přístroje 1.5. Schématické značky 1.6. Pomocný materiál 1.7. Ukázky výkresů 3

5 1.1 Výroba, úprava a rozvod stlačeného vzduchu Prvky obvodu a jejich funkce: Kompresor Vzduch s atmosférickým tlakem je nasáván kompresorem, stlačován a s vyšším tlakem dopravován do rozvodné sítě. Mechanická energie kompresoru se převádí na potenciální energii stlačeného vzduchu. Elektromotor Je zdrojem mechanické síly kompresoru. Převádí elektrickou energii na energii mechanickou. Tlakový spínač V závislosti na tlaku vzduchu ve vzdušníku ovládá chod elektromotoru. Jsou na něm nastaveny bod sepnutí při dosažení minimálního tlaku a bod vypnutí při dosažení maximálního tlaku vzduchu. Zpětný ventil Umožňuje proudění vzduchu z kompresoru do vzduchojemu a při odstavení kompresoru brání průtoku stlačeného vzduchu v obráceném směru. Vzdušník Slouží jako zásobník stlačeného vzduchu dodávaného kompresorem. Jeho velikost se odvozuje od výkonu kompresoru. Čím je jeho obsah větší, tím delší jsou intervaly mezi provozem kompresoru. Manometr Měří tlak vzduchu ve vzdušníku. Automatické vypouštění kondenzátu Zařízení slouží k automatickému odpouštění kondenzátu, který se vyloučí ochlazením vzduchu ve vzdušníku. Přetlakový pojistný ventil Jedná se zajištění bezpečnosti a pojištění funkce tlakového spínače. Při dosažení nastaveného tlaku odpustí vzduch do atmosféry a zabrání tak překročení dovoleného provozního tlaku ve vzdušníku. Vysoušení stlačeného vzduchu vymrazováním Ochlazením stlačeného vzduchu na nízkou teplotu se odloučí vzniklý kondenzát a tím se dosáhne nízkého rosného bodu. Filtr hlavní větve potrubí Tento filtr odloučí hrubé mechanické nečistoty, kondenzát a olej před vstupem vzduchu do hlavní větve potrubí, rozvádějící vzduch v provozovně. Některé z rozhodujících důvodů, proč je v průmyslu stlačený vzduch využíván: Dostupnost Stlačený vzduch je ve většině podniků k dispozici. Pojízdné kompresory umožňují jeho využití mimo provozovny. Skladování Velké objemy stlačeného vzduchu lze bez problémů skladovat. Jednoduchá konstrukce Pneumatické prvky mají jednoduchou konstrukci a lze z nich sestavit jednoduché řídicí obvody pro automatizaci strojů a zařízení. Řízení proudu a tlaku 4

6 Rychlost pneumatického motoru lze jednoduše nastavit přestavením jehly škrticího ventilu,sílu přestavením regulátoru tlaku vzduchu. Trvanlivost při malých nárocích na údržbu Pneumatické motory a řídicí systémy prakticky odolávají prostředí provozu atmosférickým vlivům. Předpokladem je provoz s čistým stlačeným vzduchem, zbaveným před spotřebičem mechanických nečistot, kondenzátu a oleje. Bez negativních vlivů na životní prostředí Provoz pneumatických pohonů je čistý a při správném ošetření vyfukovaného vzduchu lze splnit příslušné normy pro provoz v čistém prostředí. Bezpečnost Pneumatické pohony se při provozu nezahřívají, a proto je možno je bez obav použít i ve výbušném prostředí. Při přetížení (pracovní tlak = provozní tlak) se pneumatické motory zastaví a mohou v tomto stavu setrvat neomezenou dobu aniž by došlo k jejich poškození. Velké zrychlení Velké zrychlení umožňuje velká rozpínavost stlačeného vzduchu a malá hmotnost pohybujících se částí pneumatických motorů. Oblasti použití stlačeného vzduchu Využití stlačeného vzduchu má své pevné místo v použití pro pohony, řízení a regulaci. Stlačený vzduch je stále více používán a je neodmyslitelnou součástí řady manipulátorů a dalších mechanizmů. Obecně se pneumatické pohony používají tam, kde stačí malé až střední síly a je třeba rychlý pohyb s vysokou frekvencí. Lineární pohyby malých pneumatických válců, nebo úchopných hlavic mají malé momenty setrvačnosti a proto umožňují rychlé reakce a rychlosti mechanizmů. Stlačený vzduch má mnohostranné využití. Na jedné straně se jím měří tlak kapaliny v lidském oku, na druhé straně se používá k pohonu vrtačky pro vrtání betonu. Často se využívá v konstrukci a stavbě přípravků, balicích a dřevoobráběcích strojů, textilním průmyslu atd. Příklady praktického využití stlačeného vzduchu: tryskový stav doprava práškových hmot stlačeným vzduchem balení léků automatizovaná montáž hodinek automatizovaná montáž laserových CD-mechanik, atd. 5

7 Jednotky, používané v oblasti pneumatiky: název jednotky značka převod jednotek nové jednotky tlaku Pascal Pa 1Pa=1N/m 2 megapascal MPa Mpa=10 5 Pa=10bar kilopascal kpa 1kPa=1000Pa=10mbar hektopascal hpa 1hPa=100Pa=1mbar staré jednotky tlaku bar bar 1bar=10 5 Pa=0,1MPa milibar mbar 1mbar=10-3 bar=100pa kilopond na čtverečný kp/cm 2 1kp/cm 2 =98066Pa centimetr metr vodního sloupce M H 2 O(m.v.s.) 1mH 2 O=98066Pa =0,981 technická atmosféra at 1at=98066Pa =0,981bar fyzikální atmosféra atm 1atm=101325Pa anglosaské jednotky tlaku Torr (mm rtuťového sloupce) Torr (mm Hg) 1Torr=133,3224Pa (1bar=750Torr) Libra na čtverečný palec p.s.i.(ib./sq.in.) 1p.s,i.=6894,74Pa (1bar=14.5p.s.i.) Ib./sq.ft. 1Ib./sq.Ft.=47,8802Pa Tlak a průtok Tlak a průtok média se vzájemně ovlivňují. Jsou to nejdůležitější parametry pro provoz pneumatických obvodů. Neproudí-li soustavou pneumatického obvodu vzduch, je v každém bodě obvodu stejný tlak. Protéká-li obvodem stlačený vzduch, musí být na výstupu z obvodu nižší tlak než na jeho vstupu. Tomuto rozdílu tlaků říkáme diferenční tlak nebo tlakový spád a značíme jej p. Velikost rozdílu tlaků p ovlivňují tři veličiny: vstupní tlak objem protékajicího vzduchu odpory proudění 6

8 Vstupní jednotka vzduchu Úpravné jednotky Používají se k odstranění nečistot a vlhkosti ze stlačeného vzduchu, k jeho regulaci a mazání. V závislosti na použitém kompresoru, délce a stavu potrubního systému obsahuje stlačený vzduch různé nečistoty jako je rez, zbytky mazadel a vlhkost. Tyto příměsi by mohly mít za následek poškození pneumatických přístrojů, a proto je nutné je vyčistit. K tomuto účelu slouží čistič vzduchu, případně submikrofiltr nebo filtr s aktivním uhlím. Většina pneumatických prvků také vyžaduje konstantní tlak stlačeného vzduchu, který kolísá vlivem regulace kompresoru. K eliminaci tohoto kolísání tlaku se používá regulátor tlaku. Také mazání stlačeného vzduchu je pro většinu přístrojů, především pro pneumatické nářadí, nezbytné. Mazání stlačeného vzduchu chrání před opotřebením, korozí a prodlužuje životnost pneumatických přístrojů. K promazávání stlačeného vzduchu se používají maznice vzduchu, případně centrální maznice pro dlouhé potrubí. Princip kompresoru 7

9 Lamelový kompresor 1.2. Rozvaděče - ventily Pneumatické rozvaděče s elektromagnetickým ovládáním Nazývají se také elektropneumatické měniče. Průmyslové řídící systémy pracují především se stlačeným vzduchem a s elektrickým proudem. Měniče realizují změnu druhu používané energie a tím umožňují využívat přednosti obou pracovních médií. Úlohou elektro-pneumatických měničů je realizovat přechod z elektrických na pneumatické signály. V dalším pokračování se seznámíme s hlavními druhy rozvaděčů (ventilů). Co jsou to rozvaděče Rozvaděče jsou prvky, které umožňují rozvod (přepouštění) médií (tlakového vzduchu, olejů, plynů nebo jiných kapalin) k výkonným (akčním) členům, např. pneumomotorům (válcům) nebo signálním členům. Nejčastějším druhem jsou tzv. šoupátkové rozvaděče, kde rozvod tlakového vzduchu je realizován přesunem šoupátka. Další, často používané, jsou sedlové ventily. Rozdělení ventilů 8
 médií (tlakového vzduchu, olejů, plynů nebo jiných kapalin) k výkonným (akčním) členům, např.")
10 Obrázky některých ventilů Šoupátkové ventily využívají speciálně tvarovaný váleček nebo šoupátko s pryžovým těsněním, které se axiálně pohybuje uvnitř těla ventilu, směr průtoku vzduchu je kolmo k ose šoupátka. omerovým těsněním šou pát ko s el ast šoupátko s kovovým těsněním Vnitřní stavba rozvaděče Pomocí čar a šipek uvnitř čtverečků znázorňujeme vnitřní stavbu rozvaděčů, tj. propojení jednotlivých vstupů a výstupů. Směr proudění média v rozvaděči označuje šipka. Čáry ve tvaru T označují uzavření (obyčejně odvzdušnění). 9

11 Číslování vstupů a výstupů 1 označuje vstup pracovního tlaku 2 označuje 1. výstup pracovního tlaku (dříve A) 3 označuje 1. odfuk (z 2) (dříve R) 4 označuje 2. výstup pracovního tlaku (dříve B) 5 označuje 2. odfuk (ze 4) (dříve S) Rozvaděče celkový náhled Elektropneumatický rozvaděč 3/2 - přímo ovládaný jednostranně elektropneumatickým impulsem (monostabilní) a s návratem do výchozí polohy pružinou, v základní poloze uzavřen. Rozvaděč je v základním postavení z 1 do 2 uzavřen a z 2 do 3 odvzdušněn. Je-li rozvaděč pod proudem, pak přitáhne magnetická síla kotvu (pístek) nahoru a otevře přímo průchod z 1 do 2. Současně je uzavřeno odvzdušnění 3. Když rozvaděč vypneme,vrátí se do výchozí polohy pružinou. 10

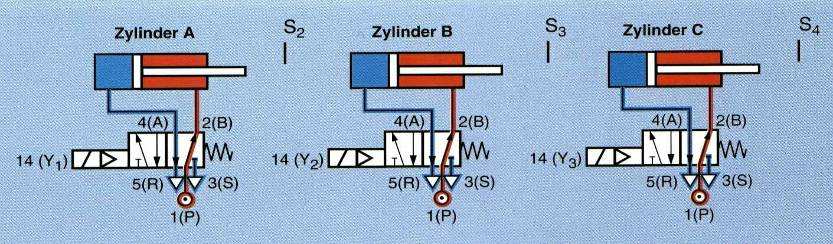
12 Elektropneumatický rozvaděč 3/2 - přímo ovládaný oboustranně elektromagnetickým impulsem (bistabilní). - pracuje stejně jako rozvaděč 3/2 (monostabilní), ale do základní polohy se vrací elektromagnetickým impulsem. Přípoj 1- přívod tlakového vzduchu Přípoj 2- odvod vzduchu k místu spotřeby Přípoj 3- odfuk (zpětný vzduch od místa spotřeby) Pamatuj kde byl naposled elektrický proud,zůstává i šoupátko Elektropneumatický rozvaděč 5/2 - ovládaný šoupátka do výchozí polohy pružinou (monostabilní). - má dva funkční stavy a pět přípojů. Přípoj 1- přívod tlakového vzduchu Přípoj 2 a 4- odvod vzduchu k místu spotřeby Přípoj 3 a 5- odfuk (zpětný vzduch od místa spotřeby) Funkční stavy- 12 a 14. Elektropneumatický rozvaděč 5/2 - ovládaný oboustranně elektropneumatickým impulsem (bistabilní). Funkční stav 12 (základní postavení) znamená,že v tomto postavení šoupátka je průchod vzduchu od 1 do 2. Říkáme 1 do 2 se rovná stavu 12. Funkční stav 14 znamená, že v tomto postavení šoupátka je otevřen průchod od 1 do 4. Přípoj 1 přívod vzduchu. Pamatuj kde byl naposledy elekt. proud, zůstává i šoupátko. 11
. - má dva funkční stavy a pět přípojů.")

13 1.3. Pneumatické motory Obecně lze definovat pneumatické motory jako zařízení, ve kterých je pneumatická energie tlakového vzduchu přeměněna na jiný druh energie, zpravidla mechanickou. Proto jsou také pneumatické motory zařazovány do oblasti prvků, nazývaných měniče energie. Patří sem například generátory, motory, měniče tlaku atd. Dle působení tlakového vzduchu na pohyblivou část motoru je rozdělujeme na: - motory s pohybem rotačním a - motory s pohybem přímočarým vratným. Každý přímočarý pneumatický motor je tvořen těmito hlavními částmi: - těleso válce, - pístnice, - píst. Pneumatické rotační motory přeměňují energii,kterou dodává tlakový vzduch,na rotační pohyb. Pneumomotory Úhlové pneumomotory 12

14 Rotační pneumomotor Zpoždění výstupního signálu 1 po aktivaci časového relé Schéma zapojení pneumatického časového relé se zpožděním výstupního signálu 1 po aktivaci časového relé. Po přestavení 3/2 ventilu (1) proudí vzduch škrticím ventilem do vzduchojemu časového relé, zpětný ventil je uzavřen. K přestavení 3/2 ventilu (2)dojde, dosáhne-li tlak vzduchu ve vzduchojemu potřebné hodnoty (cca 0.15 MPA). Zpoždění výstupního signálu z 3/2 ventilu (2) je dáno nastavením škrticího ventilu, vloženého mezi 3/2 ventil (1) a vzduchojem. Uvolněním tlačítka 3/2 ventilu (1) dojde k přerušení přívodu vzduchu do vzduchojemu a zpětný ventil, který je součástí škrtícího ventilu umožní rychlé odvzdušnění vzduchojemu a přestavení 3/2 ventilu (2) pružinou do výchozí polohy a tím ke změně výstupního signálu z hodnoty 1 na 0. 13
 je dáno nastavením škrticího ventilu, vloženého mezi 3/2 ventil (1) a vzduchojem.")
15 Impuls výstupního signálu 1 po deaktivaci časového relé Je-li třeba impuls výstupního signálu 1 generovat zrušením řídícího signálu,je třeba pro tento impuls zajistit samostatný přívod stlačeného vzduchu. Toho lze dosáhnout zapojením přívodu, uvedeným na obrázku: Impuls výstupního signálu po deaktivaci časového relé Po přestavení 3/2 ventilu (1) se přestaví v klidové poloze otevřený (N.O.) 3/2 ventil (3) a současně dojde k plnění vzduchojemu (2). Po uvolnění tlačítka 3/2 ventilu (1) pružina přestaví 3/2 ventil (3) do výchozí polohy a spojí výstup,,a se vzduchojemem (2). Trvání výstupního signálu lze regulovat nastavením škrtícího ventilu. 14
 3/2 ventil (3) a současně dojde k plnění vzduchojemu (2).")
16 1.4. Prvky - přístroje Ejektor a počet přísavek Vývěva a počet přísavek Ideální by byla možnost použít pro každou přísavku samostatný ejektor. Použije-li se jeden ejektor jako zdroj vakua pro více přísavek,pak při uvolnění jedné přísavky dojde k okamžitému poklesu vakua a uvolnění předmětu ze zbylých přísavek.k omezení tohoto vlivu je třeba obvod doplnit podle následujících doporučení: Pro zmenšení rozdílu tlaků mezi sáním přísavky s přisátým předmětem a volné přísavky zařaďte mezi přísavku a ejektor škrticí ventil. Zařaďte mezi každou přísavku a ejektor 3/2 ventil a vakuový snímač.tím vyloučíte vliv neobsazené přísavky na ostatní,napojené na společný ejektor. Použijte speciální přísavky se zpětným ventilem(přísavka zůstává uzavřena pokud nedojde ke kontaktu přísavky s povrchem manipulovaného předmětu) Ideální by byla Bude-li na zdroj vakua možnost použít pro napojeno více přísavek každou přísavku, doplňte obvod podle samostatně ovládaný následujících zdroj vakua. doporučení: Pro zmenšení rozdílu tlaků mezi sáním přísavky s přisátým předmětem a volné přísavky zařaďte mezi přísavku a zdroj vakua škrticí ventil. Pro stabilizaci hodnoty potřebného vakua použijte zásobník a regulační ventil (regulátor vakua) Zařaďte mezi každou přísavku a vývěvu 3/2 ventil a vakuový snímač.tím vyloučíte vliv neobsazené přísavky na ostatní, napojené na společný rozvod vakua. 15

17 Přísavky Základní schéma vakuových rozvodů Ventil v přívodu stlačeného vzduchu do ejektoru ventil v sání vývěvu Přímočarý pneumomotor - s magnetickým pístem s nastavitelným tlumením v koncových polohách. Vnitřní konstrukcí se výrazně neliší od pneumomotorů popsaných v pneumatice. Významným rozdílem je ale magnetický píst (píst s permanentním magnetem). Permanentní magnet má tvar mezikruží a je montován na píst mezi těsnící elementy (manžety). Magnetické pole má takovou hodnotu, že jeho účinek je i vně trubky válce. Z tohoto důvodu jsou válce pro elektropneumatiku z hliníku, mosazi nebo magnetické oceli. 16
.")
18 Magnetický snímač polohy Přiblížením magnetického pístu se vytvoří na zmagnetizovatelných jazýčcích kontaktu severní a jižní pól. Tyto póly se přitáhnou a tím Kontrolka H1 H2 je kontakt uzavřen. Díky předpětí pružných jazýčků se po oddálení magnetu kontakt opět rozpojí. H3 Relé se zpožděním při vypínání Z2 A vstup te Y1 B výstup 0 tv Relé se zpožděním při zapínání A1 B vstup 0 1 výstup 0 te tv 17

19 ELEKTRICKÉ SPÍNACÍ PŘÍSTROJE - RELÉ Relé jsou spínací přístroje, které s nepatrnou spotřebou energie realizují spínací a řídící funkce. Pro nízké spínací výkony se používají i jako elektromagnetické spínače. Popis činnosti: Je-li na cívku přivedeno napětí,protéká jejím vinutím el.proud. V okolí vzniká magnetické pole,které působí na kotvu a vtahuje ji do jádra cívky. Kotva je mechanicky spojena s kontakty, které se v důsledku jejího pohybu zapnou nebo vypnou a v tomto stavu zůstanou tak dlouho,dokud protéká cívkou proud.po přerušení obvodu cívky se jádro vrátí do výchozí polohy působením vratné pružiny. Pomocné relé Časové relé Koncový spínač mechanický Koncový spínač s kladičkou se používá pro krátkodobé nastavení nebo zapojení elektrických modulů. Do činnosti je uveden pomocí kladičky spojené s vodícím čepem, který působí na propojovací kontakty. Spínací poloha zůstane tak dlouho v činnosti, dokud není vačka uvolněna (jako u vypínače). Vratná pružina po uvolnění vrátí vodící čep s kladičkou do původní polohy. Spínačem převádíme mechanický signál na vstupu na elektrický signál na výstupu. Elektrický spínač tlačítko. Používá se k dočasnému zapínání některého z elektrických modulů. Hlavním úkolem tlačítka je po stlačení posunout spínací kontakty z polohy vypnuto do polohy zapnuto a kontakty rozpínací z polohy zapnuto do polohy vypnuto. Po uvolnění stisku se účinkem pružiny tlačítko vrátí zpět do původní polohy. 18

20 Elektrický spínač vypínač. Vypínač se používá k trvalému zapínání některého z elektrických modulů. Otočíme-li knoflíkem vypínače, pak převodem vačkou změníme i polohy párů kontaktů ve vypínači. Poloha je fixována. Po otočení knoflíkem (pákou) zpět se vrátí opět páry kontaktů do výchozí polohy (působením pružiny). 19

21 ELEKTRONICKÉ SPÍNAČE Optický spínač Princip změna světelného paprsku (přerušení nebo odraz) a) Světelná závora b) Reflexní světelná závora c) Reflexní spínač Induktivní snímač polohy Princip porušení mag. střídavého pole kovovými předměty. Ty jsou elektricky a mag. vodivé, a proto vytvářejí ve snímači vířivé proudové pole. Tím vzniká energie a induktivní snímač polohy se přepne. Kapacitní snímač polohy Princip reaguje při přiblížení na všechny předměty a nastává sepnutí.reaguje (spíná) jak na pevná tělesa, tak na kapaliny. ELEKTROMAGNETY Střídavé Výhody krátké spínací časy,vysoká přítažná síla, není třeba omezovat jiskření. Nevýhody-velké mechanické namáhání, značné zahřívání, nižší životnost,bzučení, omezený počet sepnutí. Stejnosměrné Výhody měkké dosednutí kontaktů, snadné zapínání, malý ovládací výkon, vyšší životnost, tichý provoz. Nevýhody přepětí při vypínání, potřeba omezovat jiskření, velké zatížení kontaktů, delší spínací časy. Cívka elektropneumatického rozvaděče 20
22 1.5. Schématické značky Značky mechanického ovládání tlakem nohou prouděním otáčením částí těla vačkou řídícím kolem ruční kladkou klikou mechanickou pružinou odstředivým regulátorem nástrčným prvkem pákou speciálním klíčem pyrotechnické elektromagnetické pneumatické M ozubeným soukolím nouzové elektromotorem 21
23 Relé přehled 1 cívka elektro m agnetického přístro je cívka přístroje se zpožděním při odpadu cívka přístroje se zpožděním při přítahu cívka přístroje se zpožděním při přítahu i odpadu cívka rychlého přístro je cívka přístroje necitlivého na střídavý proud Relé přehled 2 cívka přístroje s mechanickou rezonancí cívka přístroje s mechanickým blokováním cívka polarizovaného relé cívka relé s magnetickým přidržením cívka relé s magnetickým přidržením 22
24 Ovládání pneumatické a elektrické Ovládání pneumatické je realizováno tlakovým vzduchem, v některých případech, kdy je slabší tlak vzduchu, může být kombinováno. Ovládání elektropneumatické nepřímé přesun šoupátka je pomocí vzduchu, ale signál je elektrický. Ovládání elektromagnetické přesun šoupátka je přímo elektromagnetem solenoidy. Chybí symbol vzduchu. Jak kreslíme Základem jsou znaky prvků, které pak navzájem spojujeme. Můžeme je pomocně rozdělit do skupin: o spínací prvky manuální (tlačítko, vypínač) o signální prvky (kontrolka) o spínací prvky ostatní (pomocné relé, časové relé, koncový spínač, bezkontaktní spínač Reed kontakt, senzory) o výkonové prvky (elektropneumatické rozvaděče ) o pomocné prvky (svorkovnice, propojovací šňůry) Písmenné značení elektrických prvků značka elektrický prvek B bezkontaktní spínač polohy (Reed) H signálka (žárovka) K relé pomocné KT časové relé (zpožděný přítah, zpožděný odpad) S spínač (tlačítko, vypínač, koncový spínač mechanický) Značení kontaktů Bezkontaktní (Reed) spínač. Kontakt je spínací. Proudový obvod rozepnut. Číslování dle dříve uváděných zásad (označuje spínací kontakt). Bezkontaktní (Reed) spínač. Kontakt je spínací. Proudový obvod sepnut. Číslování dle dříve uváděných zásad (označuje spínací kontakt). Spínací kontakt je v klidovém stavu rozepnutý, v činném stavu sepne. Značíme je číslicemi 3 a 4. Rozpínací kontakt je v klidovém stavu sepnutý, v činném stavu rozepne. Značíme je číslicemi 1 a 2. 23
25 Poznámka 1 Všechny kontakty musíme kreslit v poloze, ve které jsou před zahájením cyklu. Pokud je kladka mechanického koncového spínače stisknuta koncovou narážkou, znamená to v praxi: o spínací kontakt se změní na rozpínací (po vzdálení koncové narážky se kontakty rozepnou a koncový spínač je v základní poloze) o rozpínací kontakt se změní na spínací (po vzdálení koncové narážky se kontakty sepnou a koncový spínač je v základní poloze) Poznámka 2 Všechny kontakty musíme kreslit v poloze, ve které jsou před zahájením cyklu. Pokud je bezkontaktní snímač polohy (Reed spínač) sepnut účinkem permanentního magnetu na pístu, znamená to v praxi: o spínací kontakt se změní na rozpínací (po vzdálení magnetu se kontakt rozepne a bezkontaktní spínač je v základní poloze) Jak je uvedeno v poznámce, kreslíme kontakty spínače v aktuální poloze, činný stav označíme šipkou, ale číslování se dodržuje vždy dle základní polohy! Poznámka 3 Když shrneme předcházející poznatky, můžeme si stanovit postup při čtení značky: Nejprve zjistíme, zda u značky je šipka označující činný stav spínače. Pokud tam šipka není, platí jednoduše co je nakreslené a očíslované je beze změn. Pokud tam šipka je, musíme si uvědomit, že o kontakty jsou znázorněny ve skutečné poloze, o ale číslování se vztahuje k původnímu stavu (tedy obráceně, než ukazuje značka!) 24


26 1.6. Příklady zapojení 25

27 26
28 27
29 1.7. Ukázky výkresů Výkres 1 Výkres 2 28
30 Výkresy č. 3 a 4 Výkres 5 29
31 Příklady z pneumatiky
32 Příklad 3 - pokračování 31
33 Další příklady zapojení 32
34 1.8. Úlohy Úloha 1 33
35 Úloha 2 - elektro 34
36 Úloha 2 - pneu 35
37 Úloha 3 36
38 Úloha 4 37
39 Úloha 5 38
40 Úloha 6 39
41 Úloha 7 40
42 Úloha 8 41
43 Úloha 9 42
44 Úloha 10 43
45 Praktické zapojení
46 Praktické zapojení
47 Praktické zapojení
48 Praktické zapojení 1, 2, 3 47
49 2. Obrábění HSC Obsah modulu Obrábění HSC : 2.1. Základní pojmy 2.2. Řezný proces 2.3. Výhody a nevýhody technologie HSC 2.4. Ekonomické důvody pro rozvoj HSC 2.5. Řezné nástroje pro HSC obrábění 2.6. Stavba obráběcích strojů pro HSC 2.7. Použití HSC 2.8. Závěr 48
50 2.1. Základní pojmy Pojem HSC HSC (High Speed Cutting = vysokorychlostní obrábění). HSC technologie zahrnuje kromě vlastního vysokorychlostního obrábění i tzv. suché a tvrdé obrábění. Suché obrábění - sleduje vyloučení nebo minimalizaci užití řezných kapalin a redukci nákladů na jejich filtraci a recyklování. Tvrdé obrábění - znamená obrábění kalených ocelí a jiných velmi tvrdých materiálů nástroji s definovanou geometrií břitu náhradou za dříve užívanou technologii broušení. Vysokorychlostní obrábění je vysoce výkonné obrábění, při kterém se dosahuje velkých objemů obrobeného materiálu za časovou jednotku tzv. úběrů. Nelze určit, že konvenční obrábění přechází do oblasti vysokorychlostního obrábění od určité hodnoty řezné rychlosti, bez ohledu na ostatní podmínky vytvářející řezný proces. Těmito podmínkami je myšlen způsob obrábění a druh obráběného materiálu, který je rozhodujícím faktorem určujícím příslušnou velikost řezné rychlosti. Řezné rychlosti při kterých lze dané materiály obrábět tak, aby byla dosažena přijatelná trvanlivost břitu, jsou velmi rozdílné. Řezná rychlost výrazně ovlivňuje, zda obráběný materiál bude tvořit plynulou nebo článkovitou třísku. Vedle pojmu HSC se velmi často objevuje i pojem HPM nebo HPC (vysoce-výkonové obrábění). Zatímco HSC se více zaměřuje na samotný obráběcí resp. Řezný proces, kde hlavní roli hraje především řezná rychlost, u HPC je prvotním hlediskem kombinace ekonomicko-kvalitativních kritérií. Lze tedy říci, že HPC je z tohoto pohledu fakticky nadřazeno HSC Řezný proces Efektivní řezání kovu nastává, pouze když si řezný materiál při teplotě a v prostředí řezného procesu udrží výraznou převahu tvrdosti (o několik stupňů vyšší) oproti obráběnému materiálu. Při zvyšování řezné rychlosti do oblasti vysokorychlostního obrábění dochází k výrazně odlišným pochodům, než u konvenčního obrábění. V podmínkách HSC se teplota třísky přiblíží tavné teplotě obráběného materiálu a při určité řezné rychlosti dojde k náhlé změně řady metalurgických i mechanických vlastností třísky. Tříska zčervená, i kalená ocelová tříska změkne a sníží svou přítlačnou sílu na čelo břitu. Třecí síla i celkový řezný odpor klesnou, ztenčí se průřez třísky, zvýší se rychlost jejího odchodu z kontaktní zóny, sníží se plocha kontaktní zóny a omezí se sekundární nárůst teploty třísky třením v kontaktní zóně. Další zvyšování řezné rychlosti již podstatně nezrychluje ani proces opotřebení břitu nástroje. Blesková změna teploty i mechanických vlastností třísky v rovině smyku nastane i při vysokorychlostním tvrdém obrábění kalené oceli a i zde dojde při červené třísce k prudkému poklesu řezné síly. 49
51 Vyšší teplota třísky je tedy pozitivním faktorem i principiálním zdrojem efektů vysokorychlostního obrábění. Intenzivní povodňové chlazení břitu (nástroje) řeznou (procesní) kapalinou již není nutné ani žádoucí, neboť by bránilo dosažení vysokorychlostního režimu. Z hlediska zvýšené citlivosti současných řezných materiálů na tepelné šoky není kapalinové chlazení mnohdy ani přípustné. Použití řezných (procesních) kapalin může být zcela eliminováno při suchém obrábění Výhody a nevýhody technologie HSC Výhody technologie HSC Důsledkem vysoké hodnoty úběrů (cm 3 /min) se získá větší objem odebraného materiálu resp. třísek za jednotku času. Množství odebraného materiálu je zhruba o 30% větší než při konvenčním obrábění. Se zvyšujícími se otáčkami vřetene je umožněna vyšší rychlost posuvu při stejné tloušťce odebírané vrstvy jako při konvenčním obrábění. Proto je dosaženo významného snížení strojních časů. Snížení řezných sil a silových deformací soustavy S-N-O. Zvýšení podílu tepla odváděného třískou - vlivem řezné rychlosti dochází ke změně rozložení odvodu tepla (v režimu HSC: 75% třískou, 10% břitem nástroje, 10% okolním prostředím, 5% obrobkem). Snížením podílu tepla odváděného obrobkem dochází k eliminaci jeho tepelných deformací. Vlivem nárůstu posuvové rychlosti se tepelné ovlivnění obrobku ještě snižuje. Zvýšení rozměrové přesnosti obrobku. Zlepšení kvality obrobeného povrchu, které vede k minimalizaci nebo k úplnému odstranění dokončovacích operací. Protože jsou při vysokorychlostním obráběním obecně používány malé hloubky řezy, jsou nástroj a vřeteno zatěžovány jen malými radiálními silami. To šetří ložiska vřetene, vedení a kuličkové šrouby. Redukce nástrojového vybavení stroje. Omezení nebezpečí vzniku chvění přesunem řezných podmínek mimo rozsah kritických vibrací soustavy S-N-O. Produktivita je celkově největší při fázi dokončování, přestože je dosahováno nadstandardní kvality povrchu. HSC umožňuje také obrábění velmi tenkých obrobků. Nevýhody technologie HSC Nákladné strojní vybavení. Speciální (drahé) nástroje a řezné materiály. Nutnost vyvažování rotačních nástrojů. Speciální přesné upínání řezných nástrojů. Speciální upínání obrobků. Odstraňování velkého objemu třísek za jednotku času. Zvýšení intenzity otupování břitu. Nedostatečné odzkoušení technologických dat pro HSC projektování - pro některé druhy materiálů. 50
52 Zvýšené náklady na zajištění dostatečné bezpečnosti obsluhujícího personálu. Pro tuto technologii obrábění jsou typické malé rozměry (průměry) nástrojů. Hrubování, před dokončení a dokončení lze hospodárně realizovat jen tehdy, když je celkový odebíraný objem relativně malý. Velké hodnoty zrychlení a zpomalení při startu a při zastavování vřetene přinášejí rychlejší opotřebení vedení, ložisek a uložení. A tím vedou k nárůstu nákladů na opravu a údržbu. Nutné jsou odborné znalosti této technologie, vyhovující programové vybavení a spojení pro rychlý přenos dat. Testovací fáze vykazuje značnou časovou náročnost. Nezbytná je technická příprava výroby včetně plánování výroby s důrazem na optimalizaci tohoto řezného procesu a to vše na vysokém stupni/úrovni propracovanosti (nutno plně/hospodárně využít poměrně drahé výrobní zařízení a nářadí) Ekonomické důvody pro rozvoj HSC Rozšíření této nové HSC technologie do široké praxe je otázkou její ekonomické rentability, kde prioritní roli hrají samozřejmě náklady na její zavedení a provoz versus úspory, kterých lze její aplikací dosáhnout. V porovnání s konvenčním způsobem obrábění je HSC mnohem silněji závislé na periferních zařízeních typu: systémy pro výměnu nástrojů nebo odstraňování třísek atd. Jelikož podstata HS obrábění spočívá v použití vysokých řezných rychlostí, zajišťujících velmi vysoké hodnoty úběru materiálu, je proto její hlavní výhodou snížení času na obrábění, vedle dalších kvalitativních výhod, které přináší. Pokud strojní čas tvoří podstatnou část celkového operačního času a pokud opotřebení břitu při vysoké řezné rychlosti není významné, potom zvýšení řezné rychlosti způsobí významné snížení operačního času. Produktivita této technologie se tedy projevuje především snížením strojních časů, ale dále pak také snížením mzdových a režijních nákladů, kdy při HS obrábění pracuje na menším množství technologických operací menší počet pracovníků s využitím menšího počtu obráběcích strojů (ale výkonnějších). V dnešní době se metoda vysokorychlostního obrábění frézováním nebo soustružením uplatňuje především při obrábění hliníku a jeho slitin, kde přinesla velmi podstatné snížení strojních i vedlejších časů. Vedle speciálních obráběcích strojů, nutných k realizaci HSC, hrají velmi důležitou roli náklady na nástroj, respektive dosahovaná trvanlivost břitu v porovnání s její cenou. Pro obrábění hliníku se většinou používá břitů ze SK (slinutých karbidů) nebo PKD (polykrystalických diamantů), které jsou v současnosti již běžným nástrojovým materiálem za dostupné ceny. Jinak je tomu v případě obrábění ocelí a litin. Zde je nutno pro dosažení odpovídající trvanlivosti břitu použít nástroje s břity PCBN (polykrystalický nitrid boru) nebo řezné keramiky pro soustružení. Při této variantě se ovšem musí provést důkladné ekonomické hodnocení a rozvaha, při kterých se berou v úvahu vysoké ceny těchto řezných materiálů. Závěrem je třeba říci, že obrábění vysokými řeznými rychlostmi přináší výrazné zvýšení produktivity a rentability, ale za předpokladu dodržení velmi striktních optimálních podmínek pro její zavedení. 51
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Pracovní sešit pro 3. a 4.ročník oboru ME Teorie mechatroniky a robotiky
 Registrační číslo projektu Název projektu Produkt č. 2 CZ.1.07/1.1.16/02.0119 Automatizace názorně Pracovní sešit pro 3. a 4.ročník oboru ME Teorie mechatroniky a robotiky Kolektiv autorů 2014 Obsah 1.
Registrační číslo projektu Název projektu Produkt č. 2 CZ.1.07/1.1.16/02.0119 Automatizace názorně Pracovní sešit pro 3. a 4.ročník oboru ME Teorie mechatroniky a robotiky Kolektiv autorů 2014 Obsah 1.
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Normalizace v technické dokumentaci
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základní pojmy Normalizace v technické dokumentaci Při výrobě složitých výrobků je nutná spolupráce výrobce
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základní pojmy Normalizace v technické dokumentaci Při výrobě složitých výrobků je nutná spolupráce výrobce
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Bezpečnostní kluzné a rozběhové lamelové spojky
 Funkce Vlastnosti, oblast použití Pokyny pro konstrukci a montáž Příklady montáže Strana 3b.03.00 3b.03.00 3b.03.00 3b.06.00 Technické údaje výrobků Kluzné lamelové spojky s tělesem s nábojem Konstrukční
Funkce Vlastnosti, oblast použití Pokyny pro konstrukci a montáž Příklady montáže Strana 3b.03.00 3b.03.00 3b.03.00 3b.06.00 Technické údaje výrobků Kluzné lamelové spojky s tělesem s nábojem Konstrukční
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
ASM 5osé univerzální centrum
 5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ
 FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ FINWORX KOSOČTVERCOVÁ FRÉZA FRÉZA S VÝMĚNNÝMI DESTIČKAMI KOSOČTVEREC SE 4 BŘITY DVOJNÁSOBNĚ ÚSPORNÝ F INWORX - to je
FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ FINWORX KOSOČTVERCOVÁ FRÉZA FRÉZA S VÝMĚNNÝMI DESTIČKAMI KOSOČTVEREC SE 4 BŘITY DVOJNÁSOBNĚ ÚSPORNÝ F INWORX - to je
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
TECHNICKÁ DOKUMENTACE. pro obor Elektrotechnika
 TECHNICKÁ DOKUMENTACE pro obor Elektrotechnika 2. Normalizace... 7 2.1. Základní pojmy... 7 2.2. Druhy norem... 7 2.3. Druhy technických výkresů 8 2.4. Formáty výkresů 8 2.5. Úprava výkresového listu...
TECHNICKÁ DOKUMENTACE pro obor Elektrotechnika 2. Normalizace... 7 2.1. Základní pojmy... 7 2.2. Druhy norem... 7 2.3. Druhy technických výkresů 8 2.4. Formáty výkresů 8 2.5. Úprava výkresového listu...
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Popis výukového materiálu
 Popis výukového materiálu Číslo šablony III/2 Číslo materiálu VY_32_INOVACE_TD.21.1 Autor Petr Škapa Datum vytvoření 01.09.2013 Předmět, ročník Tematický celek Téma Druh učebního materiálu Anotace (metodický
Popis výukového materiálu Číslo šablony III/2 Číslo materiálu VY_32_INOVACE_TD.21.1 Autor Petr Škapa Datum vytvoření 01.09.2013 Předmět, ročník Tematický celek Téma Druh učebního materiálu Anotace (metodický
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ
 OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
ÚVOD DO PROBLEMATIKY TEKUTINOVÝCH MECHANISMŮ HYDROSTATICKÉ, PNEUMATICKÉ A HYDRODYNAMICKÉ
 ÚVOD DO PROBLEMATIKY TEKUTINOVÝCH MECHANISMŮ HYDROSTATICKÉ, PNEUMATICKÉ A HYDRODYNAMICKÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice
ÚVOD DO PROBLEMATIKY TEKUTINOVÝCH MECHANISMŮ HYDROSTATICKÉ, PNEUMATICKÉ A HYDRODYNAMICKÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
US 2000 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ US 2000 US 2000 US Typické oblasti použití.
 NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE
 Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90%
 NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Norma Tvar Materiál Provozní podmínky Typ* Použití. PN NBR P píst/pístnice. ČSN NBR ,5 H píst/pístnice
 MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
MANŽETY Manžety patří mezi nejdůležitější typy těsnění pohyblivých částí hydraulických i pneumatických zařízení při přímočarém posuvném pohybu. Symetrické manžety lze použít jak k utěsnění pístů, tak i
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Technické zobrazování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Technické zobrazování V technické praxi se setkáváme s potřebou zobrazení prostorových útvarů pomocí náčrtu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Technické zobrazování V technické praxi se setkáváme s potřebou zobrazení prostorových útvarů pomocí náčrtu
NÁSTROJOVÉ OCELI CPM 10 V
 NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Kontaktní spínací přístroje pro malé a nízké napětí
 Kontaktní spínací přístroje pro malé a nízké napětí Základní rozdělení: Dle spínaného napětí a proudu střídavé stejnosměrné Dle spínaného výkonu signální pomocné ovládací výkonové Dle způsobu ovládání
Kontaktní spínací přístroje pro malé a nízké napětí Základní rozdělení: Dle spínaného napětí a proudu střídavé stejnosměrné Dle spínaného výkonu signální pomocné ovládací výkonové Dle způsobu ovládání
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Výukové texty pro předmět Měřící technika (KKS/MT) na téma Tvorba grafické vizualizace principu měření tlaku (podtlak, přetlak)
 na téma Tvorba grafické vizualizace principu měření tlaku (podtlak, přetlak)") Výukové texty pro předmět Měřící technika (KKS/MT) na téma Tvorba grafické vizualizace principu měření tlaku (podtlak, přetlak) Autor: Doc. Ing. Josef Formánek, Ph.D. Tvorba grafické vizualizace principu
Výukové texty pro předmět Měřící technika (KKS/MT) na téma Tvorba grafické vizualizace principu měření tlaku (podtlak, přetlak) Autor: Doc. Ing. Josef Formánek, Ph.D. Tvorba grafické vizualizace principu
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109. Miroslav Hůrka MECHATRONIKA
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Miroslav Hůrka MECHATRONIKA SOUBOR PŘÍPRAV PRO 3. R. OBORU 26-41-M/01 ELEKTRO- TECHNIKA - MECHATRONIKA
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Miroslav Hůrka MECHATRONIKA SOUBOR PŘÍPRAV PRO 3. R. OBORU 26-41-M/01 ELEKTRO- TECHNIKA - MECHATRONIKA
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
TECHNICKÁ DOKUMENTACE
 TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Nákup strojního vybavení dílenské víceúčelové haly
 Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
7. Spínací a jistící přístroje
 Katedra elektrotechniky Fakulta elektrotechniky a informatiky, VŠB - TU Ostrava 7. Učební text Ing. Jan Otýpka, Ing. Pavel Svoboda Poslední úprava 2014 Jištění a jisticí přístroje: Elektrické stroje, vedení,
Katedra elektrotechniky Fakulta elektrotechniky a informatiky, VŠB - TU Ostrava 7. Učební text Ing. Jan Otýpka, Ing. Pavel Svoboda Poslední úprava 2014 Jištění a jisticí přístroje: Elektrické stroje, vedení,
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
TECHNICKÁ DOKUMENTACE (Technické kreslení)
") TECHNICKÁ DOKUMENTACE (Technické kreslení) 1 NEŽ SE ZAČNE Pro úspěšné zvládnutí technického kreslení je nutno spojit : teoretické znalosti, logické myšlení, praktické dovednosti. CÍL STUDIA Cílem předmětu
TECHNICKÁ DOKUMENTACE (Technické kreslení) 1 NEŽ SE ZAČNE Pro úspěšné zvládnutí technického kreslení je nutno spojit : teoretické znalosti, logické myšlení, praktické dovednosti. CÍL STUDIA Cílem předmětu
Zadání soutěžního úkolu:
 Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
Zadání soutěžního úkolu: a) Vytvořte NC program pro obrobení součásti (viz obr. 1), přičemž podmínkou je programování zcela bez použití CAD/CAM technologií (software SinuTrain nebo jiný editor řídicího
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
TEKUTINOVÉ POHONY. Pneumatické (medium vzduch) Hydraulické (medium kapaliny s příměsí)
 Hydraulické (medium kapaliny s příměsí)") TEKUTINOVÉ POHONY TEKUTINOVÉ POHONY Pneumatické (medium vzduch) Hydraulické (medium kapaliny s příměsí) Přednosti: dobrá realizace přímočarých pohybů dobrá regulace síly, která je vyvozena motorem (píst,
TEKUTINOVÉ POHONY TEKUTINOVÉ POHONY Pneumatické (medium vzduch) Hydraulické (medium kapaliny s příměsí) Přednosti: dobrá realizace přímočarých pohybů dobrá regulace síly, která je vyvozena motorem (píst,
 Příloha č. 1 zadávací dokumentace Modernizace výuky a automatizace Modernizace výuky a automatizace CZ.1.14/2.4.00/34.03175 Část 1 - Pneumatická, elektropneumatická výuková sada, sada senzoriky, programové
Příloha č. 1 zadávací dokumentace Modernizace výuky a automatizace Modernizace výuky a automatizace CZ.1.14/2.4.00/34.03175 Část 1 - Pneumatická, elektropneumatická výuková sada, sada senzoriky, programové
Základní pojmy a pravidla kótování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základní pojmy a pravidla kótování Pro čtení výkresů, tj. určení rozměrů nebo polohy předmětu, jsou rozhodující
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základní pojmy a pravidla kótování Pro čtení výkresů, tj. určení rozměrů nebo polohy předmětu, jsou rozhodující
Eclipse Magnetics MODULAR. Magnetický upínací systém. Zvýšení produktivity práce Snížení investičních nákladů
 Eclipse Magnetics MOULAR Magnetický upínací systém Zvýšení produktivity práce Snížení investičních nákladů Power Matrix Modular je variabilní modulová jednotka, nabízí vyšší výhody a úspory nákladů v porovnání
Eclipse Magnetics MOULAR Magnetický upínací systém Zvýšení produktivity práce Snížení investičních nákladů Power Matrix Modular je variabilní modulová jednotka, nabízí vyšší výhody a úspory nákladů v porovnání
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073.
 Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Projekt EU - Implementace nových technických vzdělávacích programů do praxe, r.č. CZ.1.07/1.1.10/03.0073. BADAL Miloš. Popis účasti. V tomto grantovém projektu jsem tvořil příručku pro základní pochopení
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní.
 Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Témata profilové maturitní zkoušky Technologie
 ta profilové maturitní zkoušky Technologie 1. Technické materiály 2. Vlastnosti a zkoušky technických materiálů 3. Metalografie ocelí a litin 4. Tepelné zpracování a chemicko-tepelné zpracování 5. Odlévání
ta profilové maturitní zkoušky Technologie 1. Technické materiály 2. Vlastnosti a zkoušky technických materiálů 3. Metalografie ocelí a litin 4. Tepelné zpracování a chemicko-tepelné zpracování 5. Odlévání
Regulační pohony. Radomír MENDŘICKÝ. Regulační pohony
 Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Evoluce v oblasti trochoidního frézování
 New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
k DUM 08. pdf ze šablony 2_šablona_automatizační_technika_II 02 tematický okruh sady: pohony automatických linek
 METODICKÝ LIST Téma DUM: Test Anotace: Autor: k DUM 08. pdf ze šablony 2_šablona_automatizační_technika_II 02 tematický okruh sady: pohony automatických linek Digitální učební materiál slouží k výuce pohonů
METODICKÝ LIST Téma DUM: Test Anotace: Autor: k DUM 08. pdf ze šablony 2_šablona_automatizační_technika_II 02 tematický okruh sady: pohony automatických linek Digitální učební materiál slouží k výuce pohonů