Vyhazování ve formách
|
|
|
- Miloslava Dostálová
- před 9 lety
- Počet zobrazení:
Transkript
1 Vyhazování ve formách

2
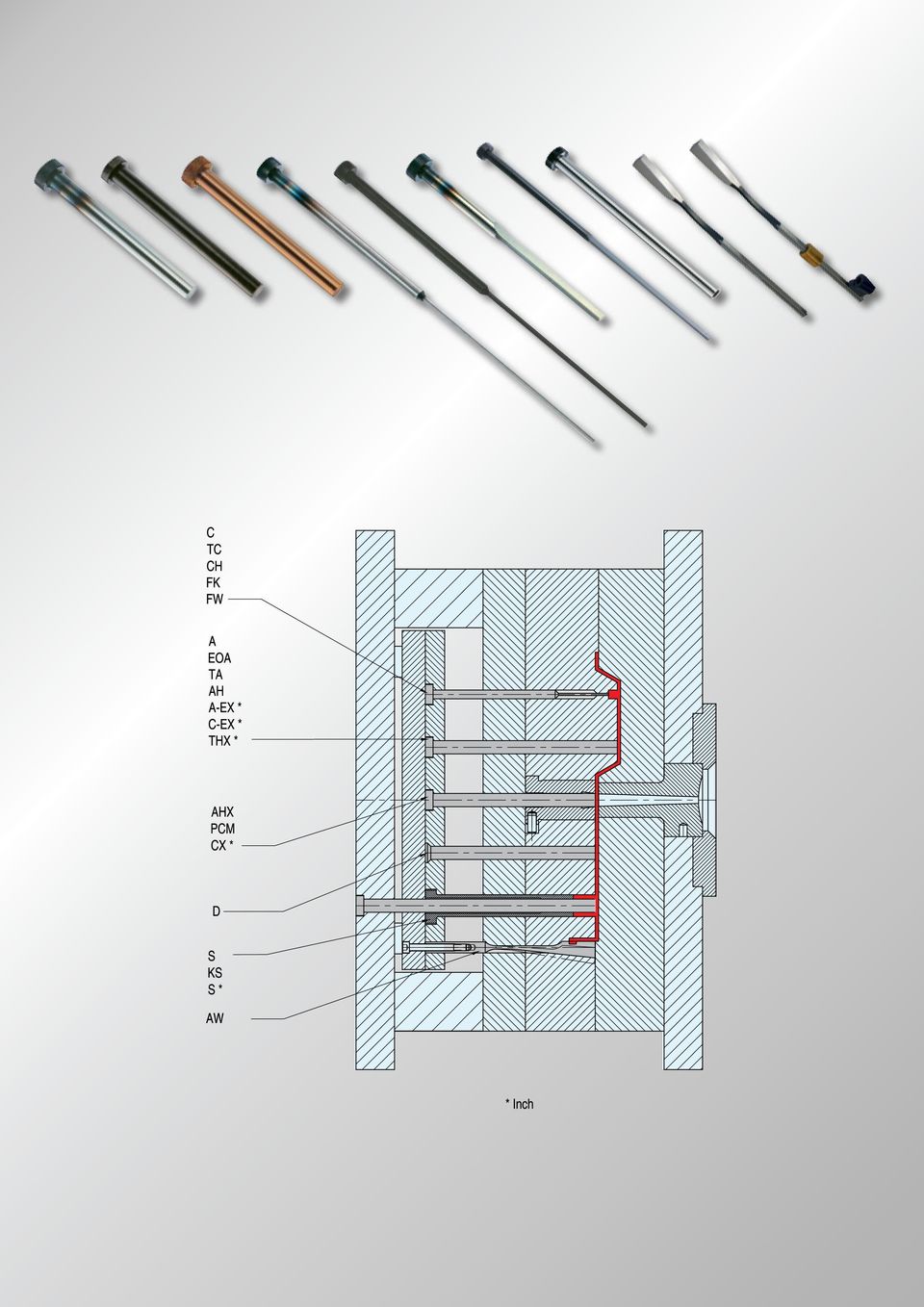
3 During plastic injection molding and die casting operations, no other single mold or die component takes the beating ejector pins take. They re always on the move. Always fighting friction. Thermal stress. Mechanical stress. And therefore, they re always in danger of galling, seizing, bending or breaking if they re not made of high quality steel with uniform strength - if they re not hot-forged properly - or if they re not nitrided to exact specifications for case depth and hardness. Heads annealed for easy machining. D-M-E ejector sleeves are made of the finest grade nitriding steel. They are gun drilled, finish reamed and honed for accurate concentricity of O.D./I.D. over full bearing length. The heads are hot-forged for uniform, consistent tensile strength and longer mold life. The outside surface is nitrided to a hardness of min. 95 HV,3 and is honed to minimize wear and give trouble-free performance. Your D-M-E Service Center stocks a wide range of diameters and lengths to suit a variety of applications. Manufactured from spring steel this unit allows the release of small undercuts. It is activated by the ejector plates as a standard ejector. They come with a reference plane and a conical fixing system, which saves cutting the flexible core to fix it Obsah Ejector Pins Vyhazovače Vyhazovače...3 Jádrové kolíky...9 Ploché vyhazovače Trubkové vyhazovače Trubkové vyhazovače Ejector Sleeves Pružné vyhazovače Pružné vyhazovače /2/28 5/2/28 Palcové míry Vyhazovače Jádrové kolíky Flexible Cores Trubkové vyhazovače Quick Strip Quick Strip /4/21 5/2/28 5/2/28 8/4/21 Technická data Povlaky... 4 Definice Graf tvrdosti Příloha /3/211 Inches 8/4/21 5/2/28 5/2/28 8/4/21 Quick Strip 5/2/28 5/2/28 Technical Data 8/4/21 5/2/28 5/2/28 8/4/21

4

5 Vyhazovače Během vstřikování plastů a tlakového odlévání není žádná jiná součást tak namáhána, jako vyhazovače. Vždy v pohybu. Vždy pod třením. Tepelným namáháním. Mechanickým namáháním. Proto neustále hrozí odření, zaseknutí, ohnutí nebo zlomení, pokud by nebyly vyrobeny z velmi kvalitní oceli s rovnoměrnou pevností pokud by nebyly správně kované nebo nebyly přesně nitridované, pokud jde o hloubku a tvrdost zušlechtěné vrstvy. Hlavy popuštěné pro snadné obrábění.

6 Typ A - nitridovaný Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO6751 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 d2 K R +,2 g6 -,2 -,5 1, 3, 1,5,2 A 1, x L A 1,2 x L 1,2 3, 1,5,2 A 1,5 x L 1,5 3, 1,5,2 A 1,6 x L 1,6 3, 1,5,2 A 1,7 x L 1,7 3,5 1,5,2 A 2, x L 2, 4, 2,,2 A 2,2 x L 2,2 4, 2,,2 A 2,5 x L 2,5 5, 2,,3 A 2,7 x L 2,7 5, 2,,3 A 3, x L 3, 6, 3,,3 A 3,1 x L 3,1 6, 3,,3 A 3,2 x L 3,2 6, 3,,3 A 3,5 x L 3,5 7, 3,,3 A 3,7 x L 3,7 7, 3,,3 A 4, x L 4, 8, 3,,3 A 4,1 x L 4,1 8, 3,,3 A 4,2 x L 4,2 8, 3,,3 A 4,5 x L 4,5 8, 3,,3 A 5, x L 5, 1, 3,,3 A 5,1 x L 5,1 1, 3,,3 A 5,2 x L 5,2 1, 3,,3 A 5,5 x L 5,5 1, 3,,3 A 6, x L 6, 12, 5,,5 A 6,1 x L 6,1 12, 5,,5 A 6,2 x L EPA5 6,2 12, 5,,5 A 6,5 x L 6,5 12, 5,,5 A 7, x L 7, 12, 5,,5 A 7,5 x L 7,5 12, 5,,5 A 8, x L 8, 14, 5,,5 A 8,1 x L 8,1 14, 5,,5 A 8,2 x L 8,2 14, 5,,5 A 8,5 x L 8,5 14, 5,,5 A 9, x L 9, 14, 5,,5 A 9,5 x L 9,5 14, 5,,5 A 1, x L 1, 16, 5,,5 A 1.1 x L 1,1 16, 5,,5 A 1.2 x L 1,2 16, 5,,5 A 1.5 x L 1,5 16, 5,,5 A 11. x L 11, 16, 5,,5 A 12. x L 12, 18, 7,,8 A 12.2 x L 12,2 18, 7,,8 A 12.5 x L 12,5 18, 7,,8 A 14. x L 14, 22, 7,,8 A 14.2 x L 14,2 22, 7,,8 A 16. x L 16, 22, 7,,8 A 18. x L 18, 24, 7,,8 A 2. x L 2, 26, 8, 1, A 25. x L 25, 32, 8, 1, A 32. x L 32, 4, 1, 1, L /3/

7 Typ EOA - Nitridovaný v plasmě Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO6751 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 d2 K R +,2 g6 -,2 -,5 1,5 3, 1,5,2 EOA 1,5 x L EOA 2, x L 2, 4, 2,,2 EOA 2,2 x L 2,2 4, 2,,2 EOA 2,5 x L 2,5 5, 2,,3 EOA 2,7 x L 2,7 5, 2,,3 EOA 3, x L 3, 6, 3,,3 EOA 3,2 x L 3,2 6, 3,,3 EOA 3,5 x L 3,5 7, 3,,3 EOA 3,7 x L 3,7 7, 3,,3 EOA 4, x L 4, 8, 3,,3 EOA 4,2 x L 4,2 8, 3,,3 EOA 4,5 x L 4,5 8, 3,,3 EOA 5, x L 5, 1, 3,,3 EOA 5,2 x L 5,2 1, 3,,3 EOA 5,5 x L 5,5 1, 3,,3 EOA 6, x L 6, 12, 5,,5 EOA 6,2 x L 6,2 12, 5,,5 EOA 6,5 x L 6,5 12, 5,,5 EOA 7, x L 7, 12, 5,,5 EOA EOA 7,5 x L 7,5 12, 5,,5 EOA 8, x L 8, 14, 5,,5 EOA 8,2 x L 8,2 14, 5,,5 EOA 8,5 x L 8,5 14, 5,,5 EOA 9, x L 9, 14, 5,,5 EOA 9,5 x L 9,5 14, 5,,5 EOA 1, x L 1, 16, 5,,5 EOA 1.2 x L 1,2 16, 5,,5 EOA 1.5 x L 1,5 16, 5,,5 EOA 11. x L 11, 16, 5,,5 EOA 12. x L 12, 18, 7,,8 EOA 12.2 x L 12,2 18, 7,,8 EOA 12.5 x L 12,5 18, 7,,8 EOA 14. x L 14, 22, 7,,8 EOA 16. x L 16, 22, 7,,8 EOA 18. x L 18, 22, 7,,8 EOA 2. x L 2, 26, 8, 1, EOA 25. x L 25, 26, 8, 1, EOA 32. x L 32, 4, 1, 1, L /3/

8 Typ A - nitridovaný v lázni Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO6751 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 d2 K R +,2 g6 -,2 -,5 1,5 3, 1,58,2 TA 1,5 x L TA 2, x L 2, 4, 2,,2 TA 2,2 x L 2,2 4, 2,,2 TA 2,5 x L 2,5 5, 2,,3 TA 2,7 x L 2,7 5, 2,,3 TA 3, x L 3, 6, 3,,3 TA 3,2 x L 3,2 6, 3,,3 TA 3,5 x L 3,5 7, 3,,3 TA 3,7 x L 3,7 7, 3,,3 TA 4, x L 4, 8, 3,,3 TA 4,2 x L 4,2 8, 3,,3 TA 4,5 x L 4,5 8, 3,,3 TA 5, x L 5, 1, 3,,3 TA 5,2 x L 5,2 1, 3,,3 TA 5,5 x L 5,5 1, 3,,3 TA 6, x L 6, 12, 5,,5 TA 6,2 x L 6,2 12, 5,,5 TA 6,5 x L ENA5 6,5 12, 5,,5 TA 7, x L 7, 12, 5,,5 TA 8, x L 8, 14, 5,,5 TA 8,2 x L 8,2 14, 5,,5 TA 8,5 x L 8,5 14, 5,,5 TA 9, x L 9, 14, 5,,5 TA 1, x L 1, 16, 5,,5 TA 1.2 x L 1,2 16, 5,,5 TA 1.5 x L 1,5 16, 5,,5 TA 11. x L 11, 16, 5,,5 TA 12. x L 12, 18, 7,,8 TA 12.2 x L 12,2 18, 7,,8 TA 12.5 x L 12,5 18, 7,,8 TA 14. x L 14, 22, 7,,8 TA 16. x L 16, 22, 7,,8 TA 18. x L 18, 24, 7,,8 TA 2. x L 2, 26, 8, 1, TA 25. x L 25, 32, 1, 1, L /3/

9 Typ AH - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO6751 Mat.: WAS (~1.267) Max. tepl.: 25 C Drsnost povrchu: Ra 11/3/211 Prefix položky d1 d2 K R +,2 g6 -,2 -,5 1,5 3, 1,5,2 AH 1,5 x L AH 1,6 x L 1,6 3, 1,5,2 AH 1,7 x L 1,7 3, 1,5,2 AH 1,8 x L 1,8 3, 1,5,2 AH 2, x L 2, 4, 2,,2 AH 2,1 x L 2,1 4, 2,,2 AH 2,2 x L 2,2 4, 2,,2 AH 2,5 x L 2,5 5, 2,,3 AH 2,7 x L 2,7 5, 2,,3 AH 3, x L 3, 6, 3,,3 AH 3,1 x L 3,1 6, 3,,3 AH 3,2 x L 3,2 6, 3,,3 AH 3,5 x L 3,5 7, 3,,3 AH 3,7 x L 3,7 7, 3,,3 AH 4, x L 4, 8, 3,,3 AH 4,1 x L 4,1 8, 3,,3 AH 4,2 x L 4,2 8, 3,,3 AH 4,5 x L 4,5 8, 3,,3 AH 4,7 x L 4,7 8, 3,,3 AH 5, x L 5, 1, 3,,3 AH 5,1 x L 5,1 1, 3,,3 AH 5,2 x L 5,2 1, 3,,3 AH 5,5 x L 5,5 1, 3,,3 EAH28 AH 6, x L 6, 12, 5,,5 AH 6,1 x L 6,1 12, 5,,5 AH 6,2 x L 6,2 12, 5,,5 AH 6,5 x L 6,5 12, 5,,5 AH 7, x L 7, 12, 5,,5 AH 8, x L 8, 14, 5,,5 AH 8,1 x L 8,1 14, 5,,5 AH 8,2 x L 8,2 14, 5,,5 AH 8,5 x L 8,5 14, 5,,5 AH 9, x L 9, 14, 5,,5 AH 1, x L 1, 16, 5,,5 AH 1.1 x L 1,1 16, 5,,5 AH 1.2 x L 1,2 16, 5,,5 AH 1.5 x L 1,5 16, 5,,5 AH 11. x L 11, 16, 5,,5 AH 12. x L 12, 18, 7,,8 AH 12.1 x L 12,1 18, 7,,8 AH 12.2 x L 12,2 18, 7,,8 AH 12.5 x L 12,5 18, 7,,8 AH 14. x L 14, 22, 7,,8 AH 16. x L 16, 22, 7,,8 AH 18. x L 18, 24, 7,,8 AH 2. x L 2, 26, 8, 1, L

10 Typ AHX - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO6751 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 d2 K R +,2 g6 -,2 -,5 1, 3, 1,5,2 AHX 1, x L AHX 1,5 x L 1,5 3, 1,5,2 AHX 2, x L 2, 4, 2,,2 AHX 2,2 x L 2,2 4, 2,,2 AHX 2,5 x L 2,5 5,5 2,,3 AHX 2,7 x L 2,7 5,5 2,,3 AHX 3, x L 3, 6, 3,,3 AHX 3,2 x L 3,2 6, 3,,3 AHX 3,5 x L 3,5 7, 3,,3 AHX 3,7 x L 3,7 7, 3,,3 AHX 4, x L 4, 8, 3,,3 AHX 4,2 x L 4,2 8, 3,,3 AHX 4,5 x L 4,5 8, 3,,3 AHX 5, x L 5, 1, 3,,3 AHX 5,2 x L 5,2 1, 3,,3 AHX 5,5 x L 5,5 1, 3,,3 AHX 6, x L 6, 12, 5,,5 AHX 6,2 x L 6,2 12, 5,,5 AHX 6,5 x L 6,5 12, 5,,5 AHX 7, x L ERA5 7, 14, 5,,5 AHX 7,5 x L 7,5 14, 5,,5 AHX 8, x L 8, 14, 5,,5 AHX 8,2 x L 8,2 14, 5,,5 AHX 8,5 x L 8,5 14, 5,,5 AHX 9, x L 9, 14, 5,,5 AHX 9,5 x L 9,5 14, 5,,5 AHX 1, x L 1, 16, 5,,5 AHX 1.2 x L 1,2 16, 5,,5 AHX 1.5 x L 1,5 16, 5,,5 AHX 11. x L 11, 16, 5,,5 AHX 12. x L 12, 18, 7,,8 AHX 12.2 x L 12,2 18, 7,,8 AHX 12.5 x L 12,5 18, 7,,8 AHX 14. x L 14, 22, 7,,8 AHX 16. x L 16, 22, 7,,8 AHX 18. x L 18, 24, 7,,8 AHX 2. x L 2, 26, 8, 1, AHX 25. x L 25, 32, 1, 1, AHX 32. x L 32, 4, 1, 1, L /3/

11 Typ PCM - výkonné jádrové kolíky Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO6751 Mat.: slitina na bázi mědi Max. tepl.: 36 C Drsnost povrchu: Ra Prefix položky d1 +,25 d2 -,2 K -,5 R +,2 PCM 1,5 x L 1,5 3, 1,5,2 PCM 2, x L 2, 4, 2,,2 PCM 2,5 x L 2,5 5, 2,,3 PCM 3, x L 3, 6, 3,,3 PCM 3,5 x L 3,5 7, 3,,3 PCM 4, x L 4, 8, 3,,3 PCM 4,5 x L 4,5 8, 3,,3 PCM 5, x L PCM 5, 1, 3,,3 PCM 6, x L 6, 12, 5,,5 PCM 7, x L 7, 12, 5,,5 PCM 8, x L 8, 14, 5,,5 PCM 1, x L 1, 16, 5,,5 PCM 12. x L 12, 18, 7,,8 PCM 14. x L 14, 22, 7,,8 PCM 16. x L 16, 22, 7,,8 L Kolíky s vysokou tepelnou vodivostí Výhody: Kratší doba cyklu 5krát vyšší vodivost než ocel Lepší kvalita součásti Nižší náklady na obrábění Delší životnost 11/3/

12 Typ C - nitridovaný Informace d1 = ø těla vyhazovače d2 = ø hlavy d3 = ø ramena K = tloušťka hlavy L1 = délka L2 = délka ramena + tloušťka hlavy Norma: DIN153/ISO8694 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 g6 d2 -,2 d3 h11 K -,5 R +,2 C,7 x L1-L2,7 4, 2, 2,,2 C.8 x L1-L2,8 4, 2, 2,,2 C.9 x L1-L2,9 4, 2, 2,,2 C 1. x L1-L2 1, 4, 2, 2,,2 C 1.1 x L1-L2 1,1 4, 2, 2,,2 C 1.2 x L1-L2 1,2 4, 2, 2,,2 C 1.3 x L1-L2 1,3 4, 2, 2,,2 C 1.4 x L1-L2 1,4 4, 2, 2,,2 C 1.5 x L1-L2 1,5 6, 3, 3,,3 C 1.6 x L1-L2 1,6 6, 3, 3,,3 C 1.7 x L1-L2 1,7 6, 3, 3,,3 C 1.8 x L1-L2 1,8 6, 3, 3,,3 C 1.9 x L1-L2 1,9 6, 3, 3,,3 C 2. x L1-L2 2, 6, 3, 3,,3 C 2.1 x L1-L2 EPC5 2,1 6, 3, 3,,3 C 2.2 x L1-L2 2,2 6, 3, 3,,3 C 2.3 x L1-L2 2,3 6, 3, 3,,3 C 2.4 x L1-L2 2,4 6, 3, 3,,3 C 2.5 x L1-L2 2,5 6, 3, 3,,3 C 2.6 x L1-L2 2,6 6, 3, 3,,3 C 2.7 x L1-L2 2,7 6, 3, 3,,3 C 2.8 x L1-L2 2,8 6, 3, 3,,3 C 2.9 x L1-L2 2,9 6, 3, 3,,3 C 3. x L1-L2 3, 8, 4, 3,,3 C 3.1 x L1-L2 3,1 8, 4, 3,,3 C 3.2 x L1-L2 3,2 8, 4, 3,,3 C 3.3 x L1-L2 3,3 8, 4, 3,,3 C 3.4 x L1-L2 3,4 8, 4, 3,,3 C 3.5 x L1-L2 3,5 8, 4, 3,,3 L L /3/211 * Pro L přidejte (5), (6), (7) pro L

13 Typ TC - nitridovaný v lázni Informace d1 = ø těla vyhazovače d2 = ø hlavy d3 = ø ramena K = tloušťka hlavy L1 = délka L2 = délka ramena + tloušťka hlavy Norma: DIN153/ISO8694 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 g6 d2 -,2 d3 h11 K -,5 R +,2 TC,7 x L1-L2,7 4, 2, 2,,2 TC.8 x L1-L2,8 4, 2, 2,,2 TC.9 x L1-L2,9 4, 2, 2,,2 TC 1. x L1-L2 1, 4, 2, 2,,2 TC 1.1 x L1-L2 1,1 4, 2, 2,,2 TC 1.2 x L1-L2 1,2 4, 2, 2,,2 TC 1.3 x L1-L2 1,3 4, 2, 2,,2 TC 1.4 x L1-L2 1,4 4, 2, 2,,2 TC 1.5 x L1-L2 1,5 6, 3, 3,,3 TC 1.6 x L1-L2 1,6 6, 3, 3,,3 TC 1.7 x L1-L2 1,7 6, 3, 3,,3 TC 1.8 x L1-L2 1,8 6, 3, 3,,3 TC 1.9 x L1-L2 1,9 6, 3, 3,,3 TC 2. x L1-L2 2, 6, 3, 3,,3 TC 2.1 x L1-L2 ENC5 2,1 6, 3, 3,,3 TC 2.2 x L1-L2 2,2 6, 3, 3,,3 TC 2.3 x L1-L2 2,3 6, 3, 3,,3 TC 2.4 x L1-L2 2,4 6, 3, 3,,3 TC 2.5 x L1-L2 2,5 6, 3, 3,,3 TC 2.6 x L1-L2 2,6 6, 3, 3,,3 TC 2.7 x L1-L2 2,7 6, 3, 3,,3 TC 2.8 x L1-L2 2,8 6, 3, 3,,3 TC 2.9 x L1-L2 2,9 6, 3, 3,,3 TC 3. x L1-L2 3, 8, 4, 3,,3 TC 3.1 x L1-L2 3,1 8, 4, 3,,3 TC 3.2 x L1-L2 3,2 8, 4, 3,,3 TC 3.3 x L1-L2 3,3 8, 4, 3,,3 TC 3.4 x L1-L2 3,4 8, 4, 3,,3 TC 3.5 x L1-L2 3,5 8, 4, 3,,3 L L /3/211 * Pro L přidejte (5), (6), (7) pro L

14 Typ CH - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy d3 = ø ramena K = tloušťka hlavy L1 = délka L2 = délka ramena + tloušťka hlavy Norma: DIN153/ISO8694 Mat.: WS (~1.267) Max. tepl.: 25 C Drsnost povrchu: Ra Prefix položky d1 g6 d2 -,2 d3 h11 K -,5 R +,2 CH,5 x L1-L2,5 4, 2, 2,,2 CH.6 x L1-L2,6 4, 2, 2,,2 CH.7 x L1-L2,7 4, 2, 2,,2 CH.8 x L1-L2,8 4, 2, 2,,2 CH.9 x L1-L2,9 4, 2, 2,,2 CH 1. x L1-L2 1, 4, 2, 2,,2 CH 1.1 x L1-L2 1,1 4, 2, 2,,2 CH 1.2 x L1-L2 1,2 4, 2, 2,,2 CH 1.3 x L1-L2 1,3 4, 2, 2,,2 CH 1.4 x L1-L2 1,4 4, 2, 2,,2 CH 1.5 x L1-L2 1,5 6, 3, 3,,3 CH 1.6 x L1-L2 1,6 6, 3, 3,,3 CH 1.7 x L1-L2 CHE28 1,7 6, 3, 3,,3 CH 1.8 x L1-L2 1,8 6, 3, 3,,3 CH 1.9 x L1-L2 1,9 6, 3, 3,,3 CH 2. x L1-L2 2, 6, 3, 3,,3 CH 2.1 x L1-L2 2,1 6, 3, 3,,3 CH 2.2 x L1-L2 2,2 6, 3, 3,,3 CH 2.3 x L1-L2 2,3 6, 3, 3,,3 CH 2.4 x L1-L2 2,4 6, 3, 3,,3 CH 2.5 x L1-L2 2,5 6, 3, 3,,3 CH 2.6 x L1-L2 2,6 6, 3, 3,,3 CH 2.7 x L1-L2 2,7 6, 3, 3,,3 CH 2.8 x L1-L2 2,8 6, 3, 3,,3 CH 2.9 x L1-L2 2,9 6, 3, 3,,3 L L /3/211 * Pro L přidejte (5), (6), (7) pro L

15 Typ D - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153 Mat.: WS (~1.267) Max. tepl.: 25 C Drsnost povrchu: Ra 11/3/211 Prefix položky d1 d2 K +,2 g6 -,2 1, 1,8,5 D 1, x L D 1,1 x L 1,1 1,8,5 D 1,2 x L 1,2 2,,5 D 1,25 x L 1,25 2,,5 D 1,3 x L 1,3 2,,5 D 1,4 x L 1,4 2,2,5 D 1,5 x L 1,5 2,2,5 D 1,6 x L 1,6 2,5,5 D 1,7 x L 1,7 2,5,5 D 1,75 x L 1,75 2,8,5 D 1,8 x L 1,8 2,8,5 D 1,9 x L 1,9 2,8,5 D 2, x L 2, 3,,5 D 2,1 x L 2,1 3,2,5 D 2,2 x L 2,2 3,2,5 D 2,25 x L 2,25 3,5,5 D 2,3 x L 2,3 3,5,5 D 2,4 x L 2,4 3,5,5 D 2,5 x L 2,5 3,5,5 D 2,6 x L 2,6 4,,5 D 2,7 x L 2,7 4,,5 D 2,75 x L 2,75 4,,5 D 2,8 x L 2,8 4,,5 D 2,9 x L 2,9 4,,5 D 3, x L 3, 4,5,5 D 3,1 x L 3,1 4,5,5 EPD28 D 3,2 x L 3,2 4,5,5 D 3,25 x L 3,25 4,5,5 D 3,3 x L 3,3 4,5,5 D 3,4 x L 3,4 4,5,5 D 3,5 x L 3,5 5,,5 D 3,6 x L 3,6 5,,5 D 3,7 x L 3,7 5,,5 D 3,75 x L 3,75 5,,5 D 3,8 x L 3,8 5,,5 D 3,9 x L 3,9 5,,5 D 4, x L 4, 5,5,5 D 4,1 x L 4,1 5,5,5 D 4,2 x L 4,2 5,5,5 D 4,25 x L 4,25 5,5,5 D 4,4 x L 4,4 5,5,5 D 4,5 x L 4,5 6,1,5 D 4,6 x L 4,6 6,,5 D 4,75 x L 4,75 6,,5 D 5, x L 5, 6,5,5 D 5,1 x L 5,1 6,5,5 D 5,2 x L 5,2 6,5,5 D 5,25 x L 5,25 6,5,5 D 5,3 x L 5,3 6,5,5 D 5,4 x L 5,4 6,5,5 D 5,5 x L 5,5 7,,5 D 5,6 x L 5,6 7,,5 L

16 Typ D - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153 Mat.: WS (~1.267) Max. tepl.: 25 C Drsnost povrchu: Ra Prefix položky d1 g6 d2 -,2 K +,2 D 1, x L 1, 1,8,5 D 1,1 x L 1,1 1,8,5 D 1,2 x L 1,2 2,,5 D 1,25 x L 1,25 2,,5 D 1,3 x L 1,3 2,,5 D 1,4 x L 1,4 2,2,5 D 1,5 x L 1,5 2,2,5 D 1,6 x L 1,6 2,5,5 D 1,7 x L 1,7 2,5,5 D 1,75 x L 1,75 2,8,5 D 1,8 x L 1,8 2,8,5 D 1,9 x L 1,9 2,8,5 D 2, x L 2, 3,,5 D 2,1 x L 2,1 3,2,5 D 2,2 x L 2,2 3,2,5 D 2,25 x L 2,25 3,5,5 D 2,3 x L 2,3 3,5,5 D 2,4 x L 2,4 3,5,5 D 2,5 x L 2,5 3,5,5 D 2,6 x L 2,6 4,,5 D 2,7 x L 2,7 4,,5 D 2,75 x L 2,75 4,,5 D 2,8 x L 2,8 4,,5 D 2,9 x L 2,9 4,,5 D 3, x L 3, 4,5,5 D 3,1 x L 3,1 4,5,5 EPD28 D 3,2 x L 3,2 4,5,5 D 3,25 x L 3,25 4,5,5 D 3,3 x L 3,3 4,5,5 D 3,4 x L 3,4 4,5,5 D 3,5 x L 3,5 5,,5 D 3,6 x L 3,6 5,,5 D 3,7 x L 3,7 5,,5 D 3,75 x L 3,75 5,,5 D 3,8 x L 3,8 5,,5 D 3,9 x L 3,9 5,,5 D 4, x L 4, 5,5,5 D 4,1 x L 4,1 5,5,5 D 4,2 x L 4,2 5,5,5 D 4,25 x L 4,25 5,5,5 D 4,4 x L 4,4 5,5,5 D 4,5 x L 4,5 6,1,5 D 4,6 x L 4,6 6,,5 D 4,75 x L 4,75 6,,5 D 5, x L 5, 6,5,5 D 5,1 x L 5,1 6,5,5 D 5,2 x L 5,2 6,5,5 D 5,25 x L 5,25 6,5,5 D 5,3 x L 5,3 6,5,5 D 5,4 x L 5,4 6,5,5 D 5,5 x L 5,5 7,,5 D 5,6 x L 5,6 7,,5 D 5,75 x L 5,75 7,,5 D 5, x L 5, 6,5,5 D 6, x L 6, 8,,5 D 6,2 x L 6,2 8,,5 D 6,5 x L 6,5 9, 1 D 7, x L 7, 9, 1 D 7,5 x L 7,5 1, 1 D 8, x L 8, 1, 1 EPD28 D 8,2 x L 8,2 1, 1 D 8,5 x L 8,5 11, 1 D 9, x L 9, 11, 1 D 1, x L 1, 12, 1 D 11. x L 11, 13, 1 D 12. x L 12, 14, 1 D 14. x L 14, 16, 1,5 D 16. x L 16, 18, 1,5 L /3/

17 Typ FW - nitridovaný Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy a = b = L1 = délka L2 = délka ramena + tloušťka hlavy Norma: DIN153/ISO8693 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky R1 +,2 R2 K -,5 d2 -,2 d1 h11 a -,15 b -,15 FW,8-3,5 x L1-L2, , 4,,8 3,5 FW,8-3.8 x L1-L2, , 4,2,8 3,8 FW 1.-3,5 x L1-L2, , 4, 1, 3,5 FW 1.2-3,5 x L1-L2, , 4, 1,2 3,5 FW x L1-L2, , 4,2 1, 3,8 FW x L1-L2, , 4,2 1,2 3,8 FW x L1-L2, , 5, 1, 4,5 FW x L1-L2, , 5, 1,2 4,5 FW x L1-L2, , 5, 1,5 4,5 FW x L1-L2, , 5, 1,6 4,5 FW x L1-L2, , 5, 1,8 4,5 FW x L1-L2, , 6, 1, 5,5 FW x L1-L2, , 6, 1,2 5,5 FW x L1-L2, , 6, 1,5 5,5 FW x L1-L2, , 6, 1,6 5,5 FW x L1-L2, , 6, 1,8 5,5 FW x L1-L2, , 6, 2, 5,5 FW x L1-L2 FW, , 8, 1,2 7,5 FW x L1-L2, , 8, 1,5 7,5 FW x L1-L2, , 8, 1,6 7,5 FW x L1-L2, , 8, 1,8 7,5 FW x L1-L2, , 8, 2, 7,5 FW x L1-L2, , 1, 1,5 9,5 FW x L1-L2, , 1, 1,8 9,5 FW x L1-L2, , 1, 2, 9,5 FW 2,-11,5 x L1-L2, , 12, 2, 11,5 FW ,5 x L1-L2, , 12, 2,5 11,5 FW 2,-12. x L1-L2, , 12,5 2, 12, FW x L1-L2, , 12,5 2,5 12, FW 2,-15. x L1-L2, , 16, 2, 15, FW x L1-L2, , 16, 2,5 15, FW 2,-15.5 x L1-L2, , 16, 2, 15,5 FW x L1-L2, , 16, 2,5 15,5 L L /3/

18 Typ FX - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy a = b = L1 = délka L2 = délka ramena + tloušťka hlavy Norma: DIN153/ISO8693 Mat.: WS (~1.267) Max. tepl.: 25 C Drsnost povrchu: Ra Prefix položky R1 +,2 R2 K -,5 d2 -,2 d1 h11 a -,15 b -,15 FK,8-3,8 x L1-L2, ,2,8 3,8 FK x L1-L2, , 1, 3,5 FK x L1-L2, , 1,2 3,5 FK 1.-3,8 x L1-L2, ,2 1, 3,8 FK 1.2-3,8 x L1-L2, ,2 1,2 3,8 FK x L1-L2, , 1, 4,5 FK x L1-L2, , 1,2 4,5 FK x L1-L2, , 1,5 4,5 FK x L1-L2, , 1, 5,5 FK x L1-L2, , 1,2 5,5 FK x L1-L2, , 1,5 5,5 FK x L1-L2 FK, , 2, 5,5 FK x L1-L2, , 1,2 7,5 FK x L1-L2, , 1,5 7,5 FK x L1-L2, , 2, 7,5 FK x L1-L2, , 1,5 9,5 FK x L1-L2, , 2, 9,5 FK 2,-11,5 x L1-L2, , 2, 11,5 FK ,5 x L1-L2, , 2,5 11,5 FK 2,-15.5 x L1-L2, , 2, 15,5 FK x L1-L2, , 2,5 15,5 L L /3/

19 Speciální Pokud chcete speciální tvar kolíků, například kužely nebo kontury speciální rozměr hlav speciální tvrdost, speciální materiál neomezené délky. DME má k dispozici vlastní provozy pro výrobu, tepelné zušlechtění a kontrolu kvality, takže vždy pokryje vaše požadavky na vyhazovače, jádrové kolíky nebo trubkové vyhazovače. Speciální kolíky ve všech ohledech vyhoví požadavkům na přesnou výrobu. Krok 1: Okopírujte tento formulář. Krok 2: Uveďte požadované tolerance všech rozměrů. Krok 3: Kontaktujte DME Speciální kolíky Poznámky: Firma:... Kontakt:... Tel.:... Fax:... Množství:... Mat.:... Tvrdost:... HRC Datum dodání:... Nitridace: Ano. Podpis:... Číslo objednávky:... d1 d2 K R L Rozm. Tol. Poznámky: Firma:... Kontakt:... Tel.:... Fax:... Množství:... Mat.:... Tvrdost:... HRC Datum dodání:... Nitridace: Ano. Podpis:... Číslo objednávky:... d1 d2 d3 L1 L2 K R Rozm. Tol. 11/3/211 Poznámky: Firma:... Kontakt:... Tel.:... Fax:... Množství:... Mat.:... Tvrdost:... HRC Datum dodání:... Nitridace: Ano. Podpis:... Číslo objednávky:... d1 d2 K R1 R2 a b L1 L2 Rozm. Tol

20 18 -

21 Trubkové vyhazovače Trubkové vyhazovače DME jsou vyrobeny z nejkvalitnější nitridovatelné oceli. Jsou vrtány dělovým vrtákem, vystruženy a honovány na konečný průměr se zárukou přesné hodnoty vnitřního/vnějšího průměru na celé nosné délce. Hlavy jsou kovány za horka pro stejnoměrnou hodnotu pevnosti v tahu a tím delší životnost formy. Vnější povrch je nitridován na tvrdost min. 95 HV,3 a honován pro minimalizaci opotřebení a bezproblémové používání. Vaše centrum služeb DME má skladem nejrůznější průměry a délky pro nejrůznější aplikace.
22 Typ S - nitridovaný Informace d = vnitřní ø těla vyhazovače d1 = vnější ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L1 = celková délka L2 = montážní délka Norma: DIN16756/ISO845 Mat.: WAS (~1.2344) Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d H5 d1 g6 d2 -,2 L2 R K -,5 S153 x L 1,5 3, 6, 3,3 3 S163 x L 1,6 3, 6, 3,3 3 S173 x L 1,7 3, 6, 3,3 3 S183 x L 1,8 3, 6, 3,3 3 S24 x L 2, 4, 8, 35,3 3 S224 x L 2,2 4, 8, 35,3 3 S255 x L 2,5 5, 1, 35,3 3 S275 x L 2,7 5, 1, 45,3 3 S285 x L 2,8 5, 1, 45,3 3 S35 x L 3, 5, 1, 45,3 3 S325 x L 3,2 5, 1, 45,3 3 S356 x L 3,5 6, 12, 45,5 5 S376 x L 3,7 6, 12, 45,5 5 S46 x L 4, 6, 12, 45,5 5 S428 x L 4,2 8, 14, 45,5 5 S458 x L 4,5 8, 14, 45,5 5 S58 x L S 5, 8, 14, 45,5 5 S528 x L 5,2 8, 14, 45,5 5 S61 x L 6, 1, 16, 45,5 5 S621 x L 6,2 1, 16, 45,5 5 S651 x L 6,5 1, 16, 45,5 5 S812 x L 8, 12, 18, 45,8 7 S8212 x L 8,5 12, 18, 45,8 7 S8512 x L 8,5 12, 18, 45,8 7 S114 x L 1, 14, 22, 45,8 7 S1214 x L 1,2 14, 22, 45,8 7 S1514 x L 1,5 14, 22, 55,8 7 S1114 x L 11, 14, 22, 55,8 7 S1216 x L 12, 16, 22, 45,8 7 S12516 x L 12,5 16, 22, 55,8 7 S1418 x L 14, 18, 24, 55,8 9 S162 x L 16, 2, 26, 55,8 9 S1822 x L 18, 22, 28, 55,8 9 L /3/
23 Typ KS - kalený Informace d = vnitřní ø těla vyhazovače d1 = vnější ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L1 = celková délka L2 = montážní délka Norma: DIN16756/ISO845 Mat.: WS (~1.267) Max. tepl.: 2 25 C Drsnost povrchu: Ra Prefix položky d H5 d1 g6 d2 -,2 L2 R K -,5 KS153 x L 1,5 3 6, 3,3 3 KS163 x L 1,6 3 6, 3,3 3 KS173 x L 1,7 3 6, 3,3 3 KS183 x L 1,8 3 6, 3,3 3 KS24 x L 2, 4 8, 35,3 3 KS224 x L 2,2 4 8, 35,3 3 KS255 x L 2,5 5 1, 35,3 3 KS275 x L 2,7 5 1, 45,3 3 KS35 x L 3, 5 1, 45,3 3 KS325 x L 3,2 5 1, 45,3 3 KS356 x L 3,5 6 12, 45,5 5 KS376 x L 3,7 6 12, 45,5 5 KS46 x L 4, 6 12, 45,5 5 KS428 x L 4,2 8 14, 45,5 5 KS458 x L 4,5 8 14, 45,5 5 KS58 x L 5, 8 14, 45,5 5 KS KS528 x L 5,2 8 14, 45,5 5 KS558 x L 5,5 8 14, 45,5 5 KS61 x L 6, 1 16, 45,5 5 KS621 x L 6,2 1 16, 45,5 5 KS651 x L 6,5 1 16, 45,8 5 KS812 x L 8, 12 18, 45,8 7 KS8212 x L 8, , 45,8 7 KS8512 x L 8, , 45,8 7 KS114 x L 1, 14 22, 45,8 7 KS1514 x L 1, , 55,8 7 KS1114 x L 11, 14 22, 55,8 7 KS1216 x L 12, 16 22, 45,8 7 KS12516 x L 12, , 55,8 7 KS1418 x L 14, 18 24, 55,8 9 KS162 x L 16, 2 26, 55,8 9 KS1822 x L 18, 22 28, 55,8 9 L /3/
24 Speciální Pokud chcete speciální tvar kolíků, například kužely nebo kontury speciální rozměr hlav speciální tvrdost, speciální materiál neomezené délky. DME má k dispozici vlastní provozy pro výrobu, tepelné zušlechtění a kontrolu kvality, takže vždy pokryje vaše požadavky na vyhazovače, jádrové kolíky nebo trubkové vyhazovače. Speciální kolíky ve všech ohledech vyhoví požadavkům na přesnou výrobu. Krok 1: Okopírujte tento formulář. Krok 2: Uveďte požadované tolerance všech rozměrů. Krok 3: Kontaktujte DME Speciální trubkové vyhazovače Poznámky: Firma:... Kontakt:... Tel.:... Fax:... Množství:... Mat.:... Tvrdost:... HRC Datum dodání:... Nitridace: Ano. Podpis:... Číslo objednávky:... d1 d2 d3 L1 L2 K R Rozm. Tol
25 Pružné vyhazovače Jsou vyrobeny z pružinové oceli, umožňují uvolnění malých podkosů. Aktivace vyhazovacími deskami stejně jako standardní vyhazovač. Dodávka včetně montážního systému s referenční rovinou a konusovým upnutím, ohebné jádro při upevnění není nutno zkracovat.
26 Pružné vyhazovače s montážním závitem Informace L = délka G = délka ramena + tloušťka hlavy Norma: DIN16756/ISO845 Mat.: ±3 HRC Drsnost povrchu: Ra Obrys dolícovat A - B položky Prefix C D E G H K L R AW AW , ,5 125 M4 AW AW , ,5 125 M4 AW AW ,5 4, ,5 14 M5 AW AW ,5 4, ,5 14 M5 AW AW ,5 4, ,5 14 M5 AW AW , ,5 175 M6 AW AW , ,5 175 M6 AW AW , ,5 175 M6 Často kladené otázky (FAQ) 1 Kolik cyklů snesou ohebná jádra? Stejně jako u každého jiného Pohyblivého prvku závisí životnost na seřízení a tolerancích (které mohou být H7/g6). Nesprávně instalovaná ohebná jádra mohou mít krátkou životnost, ale při správně instalaci mohou vydržet až 2 miliony cyklů. Čtěte naše pokyny k montáži. 2 Jak správně instalovat pružný vyhazovač? Čtěte pozorně naše pokyny k montáži. Navíc musíme zdůraznit, že je velmi důležité správně vypočítat délku ohebného jádra. Pokud je příliš krátký a je vestavěn do formy, pak je velmi namáhán na tah ve středové části, což jej velmi oslabí a může dojít k prasknutí. 3 Co se stane, pokud je vyhazovací zdvih delší než rozměr C? Pokud hlava pružného vyhazovače vyjíždí přílš daleko z formy, může vlivem kruhového dříku a šroubového upevnění dojít ke zkoucení vyhazovače a po několika zdvizích může dojít k prasknutí. Vhodným řešením je použití našich pružných vyhazovačů s upínacím klínem. která se díky zploštěnému dříku neprotáčejí. Je možné také na zadní části pružného vyhazovače sami obrobit plošku a zajistit kolíkem. 11/3/
27 Pružné vyhazovače s montážním závitem Jednoduché vyhazování 1 Tato nosná část musí mít stejnou délku jako rozměr H ohebného jádra. 2 Oblast nastavení musí tvořit nejméně 1/3 rozměru C. 3 Zdvih ohebného jádra musí být stejný nebo menší než rozměr C. 4 Deska, v niž je dřík jádra, musí mít v každém případě minimálně 15 mm. 5 Úhel hřbetu musí být minimálně 5. 6 Délka jádra musí o,2,5 přesahovat otvor. 7 Po nastavení jádra odeberte,1, aby bylo vyhazování hladké. Obecná tolerance nastavení H7/g6 Vyhazování s dvojitou deskou 11/3/
28 Pružné vyhazovače s upínacím klínem Informace L = délka Norma: DIN16756/ISO845 Mat.: ±3 HRC Drsnost povrchu: Ra d - b* Prefix položky d1 h1 h2 včetně včetně AW AW28 M4 1, 3,5 AW AW AW AW28 M4 1, 3,5 AW AW AW AW28 M5 11,2 4,5 AW AW AW AW28 M5 11,2 4,5 AW AW AW AW28 M6 13,6 5,5 AW AW AW AW28 M6 13,6 5,5 AW AW AW 281 Upínací vodítka AW 282 Vodicí pouzdra AW 283 Vsuvky Informace Mat.: ±3 HRC Informace Mat.: Bronz Informace Mat.: ±3 HRC d Prefix položky b1 l3 d Prefix položky d2 d Prefix položky d1 sw d3 l4 AW AW ,5 AW AW ,5 AW AW ,5 AW AW AW AW AW AW AW AW283 M ,5 AW AW283 M ,5 AW AW283 M ,
29 Pružné vyhazovače s upínacím klínem Pokyny k instalaci min. H mm C 15 B Fw18 X D H 1 Ø12,5 A H7 A DIN 974 T.1 12 H7 C Ø12,5 DIN 974 T.1 l 3 +,1 M6 l 4 +,1 Fw18 Fw18 Aw 281 Aw 283 Aw 282 Aw 28 M6 b 1 H7 15 d 3 H7 Ø12,5 B Χ D, X x Χ= 4. x +1 * 4,5 38** U velkých délek, které se prohýbají, použijte vodítka AW 282 * = V závislosti na drsnosti povrchu ** = Podle kontury
30 Speciální Speciální aplikace vyžadují určité odchylky od zde uvedených standardních součástí AW 275 a AW 28. Vyplňte požadované rozměry do následujícího schématu. V zájmu zachování kvality (životnosti atd.) je nutno dodržovat předepsané vzájemně vztahy některých parametrů. Základem pro správnou funkčnost součástí je dohoda zákazníka s dodavatelem ohledně rozměrů nebo požadavků (například zdvihu pružiny ve vztahu k její délce). Mat.: ±3 HRC a ±,1 b 1 ±,1 A b 1 ±,1 To match length h 2 ±,1 l ±2 * * = To match contour h* 58 ± 2 HRC H ±,2 h ±,1 1 b ±,1 * α Krok 1: Okopírujte tento formulář. Krok 2: Uveďte požadované tolerance všech rozměrů. Krok 3: Kontaktujte DME Prefix položky a b b1 h h1 h2 H I α Množství Dodání AW 285 Speciální vyhazovače Poznámky: Firma:... Kontakt:... Tel.:... Fax:... Množství:... Mat.:... Tvrdost:... HRC Datum dodání:... Nitridace: Ano. Podpis:... Číslo objednávky:
31 Palcové míry
32 Typ A-EX - nitridovaný Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Mat.: H13 Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 -,3 -,6 d2 +, -,1 K +, -,4 EX 3* - L EX3M* 3/64 1/4 1/8 EX 5* - L EX5M* 1/16 1/4 1/8 EX 6* - L EX6M* 5/64 1/4 1/8 EX 7* - L EX7M* 3/32 1/4 1/8 EX 8* - L EX8M* 7/64 1/4 1/8 EX 9 - L EX9M 1/8 1/4 1/8 EX 1 - L EX1M 9/64 1/4 1/8 EX 11 - L EX11M 5/32 9/32 5/32 EX 12 - L EX12M 11/64 11/32 3/16 EX 13 - L EX13M 3/16 3/8 3/16 EX 14 - L EX14M 13/64 3/8 3/16 EX 15 - L EX15M 7/32 13/32 3/16 EX 16 - L EX16M 15/64 13/32 3/16 EX 17 - L EX17M 1/4 7/16 3/16 EX 18 - L EX18M 17/64 7/16 1/4 EX 19 - L EX19M 9/32 7/16 1/4 EX 2 - L EX2M 19/64 1/2 1/4 EX 21 - L EX21M 5/16 1/2 1/4 EX 22 - L EX22M 21/64 9/16 1/4 EX 23 - L EX23M 11/32 9/16 1/4 EX 24 - L EX24M 23/64 5/8 1/4 EX 25 - L EX25M 3/8 5/8 1/4 EX 27 - L EX27M 13/32 11/16 1/4 EX 29 - L EX29M 7/16 11/16 1/4 EX 31 - L EX31M 15/32 3/4 1/4 EX 33 - L EX33M 1/2 3/4 1/4 EX 35 - L EX35M 9/16 13/16 1/4 EX 37 - L EX37M 5/8 7/8 1/4 EX 39 - L EX39M 11/16 15/16 1/4 EX 41 - L EX41M 3/4 1 1/4 EX 45 - L EX45M 7/8 1 1/8 1/4 EX 47 - L EX47M 1 1 1/4 1/4 L +,375 -, OS OS OS * Extra specifikace pro objednání (online) EX3M6NS (přídavek) EX5M6NS (přídavek) EX6M6NS (přídavek) EX7M6NS (přídavek) EX8M6NS (přídavek) 11/3/
33 Typ C-EX - nitridovaný Informace d1 = ø těla vyhazovače L1 = délka L2 = délka ramena + tloušťka hlavy Mat.: H13 Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 +, -,1 EX 2-1/2 x L1-L2 SHLDR EJ PIN EX2M* 1/32 EX 3-1/2 x L1-L2 SHLDR EJ PIN EX3M* 3/64 EX 5-1/2 x L1-L2 SHLDR EJ PIN EX5M* 1/16 EX 6-1/2 x L1-L2 SHLDR EJ PIN EX6M* 5/64 EX 7-1/2 x L1-L2 SHLDR EJ PIN EX7M* 3/32 EX 8-1/2 x L1-L2 SHLDR EJ PIN EX8M* 7/64 L 1 +,375 -, 6 6 OS 1 1 OS 14 L /2 1/2 1/2 1/2 1/2 Prefix položky d1 +, -,1 EX 2-2 x L1-L2 SHLDR EJ PIN EX2M* 1/32 EX 3-2 x L1-L2 SHLDR EJ PIN EX3M* 3/64 EX 5-2 x L1-L2 SHLDR EJ PIN EX5M* 1/16 EX 6-2 x L1-L2 SHLDR EJ PIN EX6M* 5/64 EX 7-2 x L1-L2 SHLDR EJ PIN EX7M* 3/32 EX 8-2 x L1-L2 SHLDR EJ PIN EX8M* 7/64 L 1 +,375 -, 6 6 OS 1 1 OS 14 L /3/211 * Extra specifikace pro objednání (online) EX3M612SH (= EX3-1/2 /přídavek/m6) EX3M6 (= EX3-2 /přídavek/m6) EX3M112SH (= EX3-1/2 /přídavek/m1) EX3M112SHOS (= EX3-1/2 /přídavek/m1os) EX3M12SH (= EX3-2 /přídavek/m1) EX3M1OS (= EX3-2 /přídavek/m1os) EX3M14 (= EX3-2 /přídavek/m14)
34 Typ THX - nitridovaný Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Norma: DIN153/ISO8694 Mat.: H13 Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 THX3 x L THX3* 3/64 d1 tolø d2 K 1/4 1/8 THX5 x L THX5* 1/16 1/4 1/8 +, THX6 x L THX6* 5/64 1/4 1/8 -,1 THX7 x L THX7* 3/32 1/4 1/8 THX8 x L THX8* 7/64 1/4 1/8 THX9 x L THX9 1/8 1/4 1/8 THX1 x L THX1 9/64 1/4 1/8 THX11 x L THX11 5/32 9/32 5/32 THX12 x L THX12 11/64 11/32 3/16 THX13 x L THX13 3/16 3/8 3/16 THX14 x L THX14 13/64 3/8 3/16 THX15 x L THX15 7/32 13/32 3/16 THX16 x L THX16 15/64 13/32 3/16 THX17 x L THX17 1/4 7/16 3/16 THX18 x L THX18 17/64 7/16 1/4 THX19 x L THX19 9/32 7/16 1/4 THX2 x L THX2 19/64 -,3 1/2 1/4 THX21 x L THX21 5/16 -,6 1/2 1/4 THX22 x L THX22 21/64 9/16 1/4 THX23 x L THX23 11/32 9/16 1/4 THX24 x L THX24 23/64 5/8 1/4 THX25 x L THX25 3/8 5/8 1/4 THX26 x L THX26 25/64 5/8 1/4 THX27 x L THX27 13/32 11/16 1/4 THX28 x L THX28 27/64 11/16 1/4 THX29 x L THX29 7/16 11/16 1/4 THX3 x L THX3 29/64 11/16 1/4 THX31 x L THX31 15/32 3/4 1/4 THX32 x L THX32 31/64 3/4 1/4 THX33 x L THX33 1/2 3/4 1/4 THX34 x L THX34 17/32 3/4 1/4 THX35 x L THX35 9/16 13/16 1/4 THX37 x L THX37 5/8 -,3 7/8 1/4 THX39 x L THX39 11/16 -,8 15/16 1/4 THX41 x L THX41 3/4 1 1/4 THX45 x L THX45 7/8 1-1/8 1/4 THX47 x L THX /4 1/4 L +,375 -, 6 6 OS 1 1 OS OS 18 Díky vyšší tvrdosti jádra jsou kolíky THX ideální pro použití ve formách pro tlakové odlévání a další vysokoteplotní aplikace Tvrdost jádra 5-55 HRc minimalizuje tvorbu vrubů, plošek a ohybů Povrch zušlechtěn na HRc, aby se nevylamoval, zmírňuje protékání do mezer Žíhané a poté opracované hlavy lze dále opracovávat Broušený a vyleštěný vnější průměr bez středů Konečná povrchová úprava minimalizuje opotřebení a prodlužuje životnost * Přidejte "OS" pro přídavek 11/3/
35 Typ CX - kalený Informace d1 = ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Mat.: H13 Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d1 -,1 -, d2 +, -,1 K +, -,2 CX 7 - L CX7M 3/32 1/4 1/8 CX 8 - L CX8M 7/64 1/4 1/8 CX 9 - L CX9M 1/8 1/4 1/8 CX 1 - L CX1M 9/64 1/4 1/8 CX 11 - L CX11M 5/32 9/32 5/32 CX 12 - L CX12M 11/64 11/32 3/16 CX 13 - L CX13M 3/16 3/8 3/16 CX 14 - L CX14M 13/64 3/8 3/16 CX 15 - L CX15M 7/32 16/32 3/16 CX 17 - L CX17M 1/4 7/16 3/16 CX 19 - L CX19M 9/32 7/16 1/4 CX 21 - L CX21M 5/16 1/2 1/4 CX 23 - L CX23M 11/32 9/16 1/4 CX 25 - L CX25M 3/8 5/8 1/4 CX 27 - L CX27M 13/32 11/16 1/4 CX 29 - L CX29M 7/16 11/16 1/4 CX 31 - L CX31M 15/32 3/4 1/4 CX 33 - L CX33M 1/2 3/4 1/4 CX 35 - L CX35M 9/16 13/16 1/4 CX 37 - L CX37M 5/8 7/8 1/4 CX 41 - L CX41M 3/4 1 1/4 L +,375 -, /3/
36 Typ S - nitridované duté vyhazovače Informace d = vnější ø těla vyhazovače d1 = vnější ø těla vyhazovače d2 = ø hlavy K = tloušťka hlavy L = délka Mat.: H13 Max. tepl.: 5 55 C Drsnost povrchu: Ra Prefix položky d +,5 -, d1 +,5 -, d2 +, -,1 K +, -,2 S13M x L S13M 3/32 3/16 3/8 3/16 S15M x L S15M 1/8 7/32 12/32 3/16 S17M x L S17M 5/32 1/4 7/16 3/16 S21M x L S21M 3/16 5/16 1/2 1/4 S23M x L S23M 7/32 11/32 9/16 1/4 S25M x L S25M 1/4 3/8 5/8 1/4 S29M x L S29M 5/16 7/16 11/16 1/4 S33M x L S33M 3/8 1/2 3/4 1/4 S37M x L S37M 7/16 5/8 7/8 1/4 S39M x L S39M 1/2 11/16 15/16 1/4 S41M x L S41M 9/16 3/4 1 1/4 S45M x L S45M 5/8 7/8 1 1/8 1/4 S47M x L S47M 3/ /4 1/4 L +,375 -, /3/
37 Quick Strip 11/3/211
38 Quick Strip QS Quick Strip 24 x 22 mm - zdvih 15 mm - 8 Funkční plocha zvedací desky se přizpůsobí při výrobě formy podle tvaru výlisku. Zvedací deska se dodává standardně z oceli , jiné kvality oceli dle poptávky. QS Info Pre-engineered Components
39 Quick Strip Quick Strip 24 x 3 mm - zdvih 15 mm - 15 QS QS Funkční plocha zvedací desky se přizpůsobí při výrobě formy podle tvaru výlisku. Zvedací deska se dodává standardně z oceli , jiné kvality oceli dle poptávky. Info Pre-engineered Components
40 Quick Strip QS Quick Strip 31 x 28 mm - zdvih 4-1 mm Funkční plocha zvedací desky se přizpůsobí při výrobě formy podle tvaru výlisku. Zvedací deska se dodává standardně z oceli , jiné kvality oceli dle poptávky. Info Zdvih QS QS QS QS Pre-engineered Components
41 Technická data
42 Povlaky Služba PVD povlakování Váš plán povlakování pro větší úspory Standardní povlaky DME LAM-A = nitrid chromu (CrN) LAM-B = nitrid titanu (TiN) LAM-C = karbonitrid titanu (TiCN) LAM-D = aluminiumnitrid titanu (TiAlN) LAMCOAT = upravený povlak WS2 Další povlaky na vyžádání Správný povlak pro dlouhou životnost Nadměrné opotřebení nástrojů na střih plechu a zpracování plastu způsobuje zkrácení životnosti. To zvyšuje náklady na údržbu a vyvolává problémy s častým přerušováním výroby. Použitím povlaku přizpůsobeného konkrétnímu problému lze značně omezit opotřebení způsobované korozí, oděrem a nalepováním. Výhody: jasně měřitelné prodloužení životnosti, omezení spotřeby maziv, zlepšené tečení plastů a tím úspora nákladů. Divize Služba PVD povlakování v rámci DME Normalien GmbH má dlouholeté zkušenosti a optimální technologii k povlakování nástrojových a rychlořezných ocelí, karbidů a dalších elektricky vodivých materiálů při teplotě v rozmezí 2 až 55 stupňů Celsia. Dokážeme najít správný povlak pro vaše potřeby, podle zpracovávaného materiálu, způsobu zpracování, geometrie nástroje a požadovaného výsledku. Velmi důležitým předpokladem úspěšné funkce výsledného nástroje je příprava na povlakování. Máme k dispozici širokou řadu použitelných metod a hlavně odborníky s mnohaletými zkušenostmi, takže dokážeme zajistit optimální kvalitu povrchu. V závislosti na požadavcích realizujeme ve vlastním provozu hrubé a jemné leštění a technickou přípravu leštěných povrchů, s cílem dosáhnout optimálního výsledku při konkrétním povlakování. Výhoda pro vás: úsporné povlaky, které fungují Povlak LAM-A Povlak CrN nabízí vynikající přilnavost a chemickou odolnost. Je velmi elastický, takže jej lze použít i na tenkostěnných obrobcích, i těch, které jsou částečně elastické. Zpracování plastů: na zakřivené a funkční plochy tam, kde jinak nastávají problémy s opotřebením a korozí vlivem chemicky agresivních a abrazivních plnidel. Řada výhod, pokud jde o nákladovou efektivitu a dlouhou životnost nástrojů: Vysoká odolnost proti opotřebení, zejména při zpracování plastů vyztužených přísadou minerálů nebo skleněných vláken Snížení sil při vyjímání z formy, omezení nebo odbourání používání separátorů Zvýšená odolnost proti korozi způsobované kyselinami a zachycenými horkými plyny Omezené opotřebení oblasti vtoku Nižší opotřebení hran Zlepšený proces plnění dutin Kratší doba chladnutí Snížené náklady na čištění a opravy Zvýšená produktivita Povlak LAM-B Povlak zlatožluté barvy, vhodný pro prostřihovací a tvářecí nástroje a některé aplikace odlévání plastů, zejména měkkých plastů, silikonu a pryže. Povlak LAM-C PVD povlak karbidu, pří jehož nanášení s titanem reagují dva plyny (dusík a plyn s obsahem uhlíku). Díky přítomnosti atomů uhlíku je povlak TiCN tvrdší a také má nižší součinitel tření. Hodí se zejména pro zpracování extrémně kujných a tvrdých materiálů při obráběn a prostřihování, pro silně namáhané tvářecí nástroje, razidla, desky forem, ohebné nástroje a vytlačovací trny. Povlak LAM-D Povlaky TiAlN se vyznačují dobrou odolností proti oxidaci a vynikající tvrdostí. Hlavní použití je k obrábění, zejména kujných a tvrdých materiálů. Nejlepších výsledků se dosáhne s nástroji HSC a při zpracování za sucha. TiAlN se také hodí pro speciální požadavky při formování a prostřihování
43 Povlaky Měkký povlak s ověřenou tvrdostí Povlak LAMCOAT Vyvinut pro kosmický průmysl v USA, později úspěšně využívaný v řadě konstrukcí mechanických, elektrických a hydraulických systémů LAMCOAT je měkký povlak na bázi disulfidu wolframu. Nanáší se při pokojové teplotě, tloušťka je,5 až,15 mm a tento povlak v některých aplikacích snižuje tření až o 7 %. V řadě případů je tento povlak s vynikajícími vlastnostmi mazání a zabránění tření ideálním doplňkem našich karbidových PVD povlaků. Oblasti použití dynamicky namáhané součásti: Tvářecí technologie: protahování, prostřihování a tvarování, nástroje pro zpracování neželezných kovů a chromniklových ocelí. Motoristický sport: zlepšení účinností převodů o 1 % povlakováním převodových kol Ložiska velkých lisů: snížením tření se sníží vnitřní teplota o přibližně 2 % Kuličková ložiska pro vysoké a ultravysoké vakuum a speciální kuličková ložiska: zlepšený chod Součásti čerpadel: vyšší nákladová efektivita díky snížení tření... u vstřikovacích forem: Rychlejší plnění dutin Nižší síly při vyjímání z formy u většiny plastů Snížení teploty nástroje Kratší doba cyklu Nižší spotřeba separátorů Zvýšená spolehlivost výroby Při vyjímání z formy se nemění tvar součásti Méně zmetků... u tvářecích nástrojů: Nižší spotřeba maziv Prodloužená životnost
44 Definice Tvrdost Brinella Tvrdost Brinella definujeme jako velikost síly působící na tvrdý předmět, například ocelovou kuličku, dělenou plochou důlku, který kulička v materiálu zanechá. Výsledná hodnota odpovídá tlaku (N/mm2, Kgf/m2, PSI). Tvrdost Rockwella Tvrdost Rockwella se určuje podle rozdílu hloubky vtlačení definovaného hrotu ( penetrátor ) do povrchu vzorku při primárním ( malém ) a sekundárním ( velkém ) zatížení. Rozdíl hloubky průniku při těchto zatíženích určuje hodnotu tvrdosti. Výsledná hodnota odpovídá vzdálenosti (mm, palce). Existuje více stupnic tvrdosti Rockwella pro různá rozmezí tvrdosti. Stupnice B (HRB) se využívá u měkkých kovů a měří se ocelovou kuličkou, zatímco stupnice C (HRC) se využívá u tvrdých kovů a měří se diamantovým kuželem. Hodnoty tvrdosti Rockwella nejsou v poměrném vztahu k hodnotám tvrdosti Brinella. Tvrdost Vickerse Tvrdost Vickerse se měří jinak než tvrdost Rockwella (HRC), hrot má tvar hranolu místo kuželu a hodnota tvrdosti je součin úhlopříček plochy vtisku. Metoda Vickerse je nepřesnějším způsobem měření u velmi tvrdých materiálů a lze jí měřit i tenké desky. Výstupní hodnota nepředstavuje tlak, protože se zde nedělí síla plochou. Pevnost v tahu Pevnost v tahu lze definovat jako velikost namáhání, která způsobí překročení soudržnosti materiálu. Pevnost v tlaku je hodnota odpovídající tlaku (N/mm2, Kgf/m2, PSI). Kilogram síly Zastaralá a neschválená jednotka označovaná kilogram síly (kgf, nebo také jen kg) nebo kilopond (kp) znamená sílu vyvíjenou tělesem o hmotnosti 1 kg ve standardním tíhovém poli Země. I když zemská přitažlivost závisí na tom, kde přesně se na Zemi nacházíte, pro tento účel je tíhové zrychlení definováno hodnotou přesně 9,8665 m/s². Jeden kilogram síly se proto rovná 9,8665 newtonům.[1] Kilogram síly nikdy nebyl součástí mezinárodní soustavy jednotek (SI), zavedené v roce 196. SI jednotkou síly je newton. Převodní tabulka Standardní vyhazovače DME (palce na mm) Palcové míry Jmenovité mm 3/ ,19 1/ ,587 5/ ,984 3/ ,381 7/ ,778 1/ ,175 9/ ,571 5/ ,968 11/ ,365 3/ ,762 13/ ,159 7/ ,556 15/ ,953 1/4.25 6,35 17/ ,746 9/ ,143 19/ ,54 5/ ,937 21/ ,334 Palcové míry Jmenovité mm 11/ ,731 23/ ,128 3/ ,525 25/ ,921 13/ ,318 27/ ,715 7/ ,112 29/ ,59 15/ ,96 31/ ,33 1/2.5 12,7 17/ ,493 9/ ,287 5/ ,875 11/ ,462 3/ ,5 7/ , ,
45 Graf tvrdosti - Křížová reference (ekvivalentní hodnoty) Tvrdost Brinella BHN Ocelová kulička 1 mm. zátěž 3 kg Pevnost v tahu N/mm2 (MPa) Tvrdost Vickerse HV Diamantový hranol Zátěž 3 kg HRC Diamantový kužel. zátěž 15 kg Tvrdost Rockwella HRB Ocelová kulička 1/16 palce. zátěž 1 kg Tvrdost Shore Hodnoty v tomto grafu jsou jen přibližné a informativní. SH
46 Příloha Hodnoty tvrdosti Rockwell C změřené na válcových plochách je nutno korigovat Změřená hodnota (kterou ukáže přístroj na měření tvrdosti) Skutečná ø 2 mm ø 3 mm ø 4 mm ø 5 mm ø 6 mm ø 7 mm ø 8 mm ø 9 mm ø 1 mm hodnota HRC 15, 18,5 22, 24, 25, 26, 26,5 27, 27,5 3 16,5 2, 23, 25, 26, 27, 27,5 28, 28, , 21, 24, 26, 27,5 28, 29, 29,5 29, , 22,5 25,5 27,5 28,5 29, 3, 3,5 3,5 33 2,5 23,5 26,5 28,5 29,5 3,5 31, 31,5 32, ,5 25, 27,5 29,5 3,5 31,5 32, 32,5 33, 35 23, 26, 29, 3,5 31,5 32,5 33, 33,5 34, 36 24,5 27,5 3, 31,5 33, 33,5 34, 34,5 35, 37 25,5 28,5 31, 33, 34, 34,5 35, 35,5 36, 38 27, 3, 32,5 34, 35, 35,5 36,5 36,5 37, 39 28,5 31, 33,5 35, 36, 37, 37,5 37,5 38, 4 29,5 32,5 34,5 36, 37, 38, 38,5 39, 39, 41 31, 33,5 36, 37,5 38, 39, 39,5 4, 4, 42 32, 35, 37, 38,5 39,5 4, 4,5 41, 41, ,5 36, 38, 39,5 4,5 41, 41,5 42, 42, , 37,5 39,5 4,5 41,5 42, 42,5 43, 43, , 38,5 4,5 42, 42,5 43,5 43,5 44, 44, ,5 4, 41,5 43, 43,5 44,5 45, 45, 45, , 41, 43, 44, 45, 45,5 46, 46, 46,5 48 4, 42, 44, 45, 46, 46,5 47, 47,5 47, ,5 43,5 45, 46,5 47, 47,5 48, 48,5 48,5 5 43, 44,5 46,5 47,5 48, 48,5 49, 49,5 49, , 46, 47,5 48,5 49, 49,5 5, 5,5 51, 52 45,5 47, 48,5 49,5 5,5 51, 51, 51,5 52, 53 46,5 48,5 5, 51, 51,5 52, 52,5 52,5 53, 54 48, 49,5 51, 52, 52,5 53, 53,5 53,5 54, 55 49,5 51, 52, 53, 53,5 54, 54,5 54,5 55, 56 5,5 52, 53,5 54, 54,5 55, 55,5 56, 56, 57 52, 53,5 54,5 55,5 56, 56, 56,5 57, 57, 58 53,5 54,3 55,5 56,5 57, 57,5 57,5 58, 58, 59 54,5 56, 57, 57,5 58, 58,5 58,5 59, 59, 6 56, 57, 58, 58,5 59, 59,5 6, 6, 6, ,5 58,5 59, 59,5 6, 6,5 61, 61, 61, ,5 59,5 6,5 61, 61,5 61,5 62, 62, 62,5 63 6, 61, 61,5 62, 62,5 62,5 63, 63, 63, , 62, 62,5 63, 63,5 64, 64, 64,5 64, ,5 63,5 64, 64, 64,5 65, 65, 65,5 65, , 64,5 65, 65,5 65,5 66, 66, 66,5 66, , 66, 66, 66,5 66,5 67, 67,5 67,5 67,2 68 Křížová reference norem pro ocel Skup. mat. W.NR. CS AFNOR AISI Cr 6 1 C6 ~L3 WS MnCrW 4 9MCWV 5 O CrV CV 3 L2 WAS X 38 CrMoV 5 Z 38 CDV 5 H X 4 CrMoV 5 1 Z 4 CDV 5 H13 Normy pro ocel, které v současnosti využívá DME, jsou uvedeny tučně
47 Rejstřík 11/3/211
48 Příslušenství Rejstřík pro chlazení formy Rejstřík P P P A 6 S " 36 A-EX " 32 TA 8 AH 9 TC 13 AHX 1 THX " 34 AW AW28 28 AW AW AW C 12 C-EX 33 CH 14 CX " 35 D EOA 7 FK 18 FW 17 KS 23 PCM 11 QS 37-4 S 22 11/3/
49 Rejstřík P P P 11/3/
50 /3/211
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
Obsah. Info. PVD povlakování servis...2. www.dmeeu.com - 1 -
 10 Obsah PVD povlakování servis...2 10 www.dmeeu.com - 1 - Fyzikální depozice z páry (PVD) je v podstatě technika povrchové úpravy vypařováním, zahrnující přenos materiálu na atomové úrovni. Jedná se
10 Obsah PVD povlakování servis...2 10 www.dmeeu.com - 1 - Fyzikální depozice z páry (PVD) je v podstatě technika povrchové úpravy vypařováním, zahrnující přenos materiálu na atomové úrovni. Jedná se
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Spirálové vrtáky z celotvrdokovu DIN 338 typ N
 ß 11020-11022 Spirálové vrtáky z celotvrdokovu DIN 338 typ N Obrábění 0 2 břity, s válcovitou stopkou, pravořezné, vrcholový úhel 118, čtyři přibroušené plochy. K vrtání do oceli do pevnosti 1000 N/mm
ß 11020-11022 Spirálové vrtáky z celotvrdokovu DIN 338 typ N Obrábění 0 2 břity, s válcovitou stopkou, pravořezné, vrcholový úhel 118, čtyři přibroušené plochy. K vrtání do oceli do pevnosti 1000 N/mm
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Charakteristika. Použití MOLDMAX HH
 1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
1 MOLDMAX HH 2 Charakteristika MOLDMAX HH je vysoce pevná beryliová slitina mědi od firmy Brush Wellman Inc., vyrobená speciálně na zhotovení tvarovek z plastu. Vyznačuje se následujícími vlastnostmi:
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539
 _HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
_HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Chromované pístní tyče tvoří základní pohyblivou část přímočarého hydromotoru. Nabízíme je v jakostech:
 Chromované tyče Chromované pístní tyče tvoří základní pohyblivou část přímočarého hydromotoru. Nabízíme je v jakostech: ocel 20MnV6 (podle ČSN podobná oceli 13 220) Vanadiová ocel, normalizovaná, s vyšší
Chromované tyče Chromované pístní tyče tvoří základní pohyblivou část přímočarého hydromotoru. Nabízíme je v jakostech: ocel 20MnV6 (podle ČSN podobná oceli 13 220) Vanadiová ocel, normalizovaná, s vyšší
Použití. Charakteristika SLEIPNER PŘÍKLADY:
 1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
Bez PTFE a silikonu iglidur C. Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost
 Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70.
 Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky
 Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
CENÍK OSTŘENÍ A POVLAKOVÁNÍ
 CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
iglidur UW500 Pro horké tekutiny iglidur UW500 Pro použití pod vodou při vysokých teplotách Pro rychlé a konstantní pohyby
 Pro horké tekutiny iglidur Pro použití pod vodou při vysokých teplotách Pro rychlé a konstantní pohyby 341 iglidur Pro horké tekutiny. Kluzná pouzdra iglidur byla vyvinuta pro aplikace pod vodou při teplotách
Pro horké tekutiny iglidur Pro použití pod vodou při vysokých teplotách Pro rychlé a konstantní pohyby 341 iglidur Pro horké tekutiny. Kluzná pouzdra iglidur byla vyvinuta pro aplikace pod vodou při teplotách
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Vysoká efektivita s kvalitou HSS
 New Červen 2017 Nové produkty pro obráběcí techniky Vysoká efektivita s kvalitou HSS Nový vrták HSS-E-PM UNI vyplňuje mezeru mezi HSS a TK vrtáky TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o.
New Červen 2017 Nové produkty pro obráběcí techniky Vysoká efektivita s kvalitou HSS Nový vrták HSS-E-PM UNI vyplňuje mezeru mezi HSS a TK vrtáky TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o.
CENÍK OBROBENÉ NÁSTROJOVÉ OCELI
 Výroba a prodej od roku 1999 CENÍK 2015 platný od 1.11.2015 verze 2.2015 CENÍK OBROBENÉ NÁSTROJOVÉ OCELI broušené nebo frézované 1.2842/1.2510 1.2379 1.2080 1.1730 1.2312 1.2767 1.2162 1.2343 1.2083 1.3343
Výroba a prodej od roku 1999 CENÍK 2015 platný od 1.11.2015 verze 2.2015 CENÍK OBROBENÉ NÁSTROJOVÉ OCELI broušené nebo frézované 1.2842/1.2510 1.2379 1.2080 1.1730 1.2312 1.2767 1.2162 1.2343 1.2083 1.3343
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Info Přehled šroubovitých vrtáků VHM (I) Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W
 Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W") Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Karbidové technické frézy
 autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed
 New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
PRODUKTOVÉ NOVINKY FORMAŘINA II / E 1307 Přesné středění ploché. S možností přímé objednávky v našem Webshopu!
 PRODUKTOVÉ NOVINKY FORMAŘINA II / 2017 S možností přímé objednávky v našem Webshopu! www.meusburger.com E 1307 Přesné středění ploché STŘEDĚNÍ Pro přesné středění tvarových vložek Optimální kompenzace
PRODUKTOVÉ NOVINKY FORMAŘINA II / 2017 S možností přímé objednávky v našem Webshopu! www.meusburger.com E 1307 Přesné středění ploché STŘEDĚNÍ Pro přesné středění tvarových vložek Optimální kompenzace
Pod vodu iglidur H370. Produktová řada Odolný proti opotřebení - zejména pod vodou Vysoká teplotní odolnost 40 C až +200 C Vysoká chemická odolnost
 Pod vodu Produktová řada Odolný proti opotřebení - zejména pod vodou Vysoká teplotní odolnost 40 C až +200 C Vysoká chemická odolnost 375 Pod vodu. Materiál je tím pravým řešením pro aplikace pod vodou.
Pod vodu Produktová řada Odolný proti opotřebení - zejména pod vodou Vysoká teplotní odolnost 40 C až +200 C Vysoká chemická odolnost 375 Pod vodu. Materiál je tím pravým řešením pro aplikace pod vodou.
Pro vysoké rychlosti pod vodou
 Pro vysoké rychlosti pod vodou iglidur Produktová řada Pro aplikace pod vodou Pro rychlý a konstantní pohyb Dlouhá životnost HENNLICH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz
Pro vysoké rychlosti pod vodou iglidur Produktová řada Pro aplikace pod vodou Pro rychlý a konstantní pohyb Dlouhá životnost HENNLICH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
VANADIS 4 SuperClean TM
 1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
KULIČKOVÁ POUZDRA A VODÍCÍ TYČE
 INTELLIGENCE IN MOTION KULIČKOVÁ POUZDRA A VODÍCÍ TYČE 3 WWW.HIWIN.CZ KULIČKOVÁ POUZDRA A VODÍCÍ TYČE Kuličková pouzdra všeobecné informace Rozměry kuličkových pouzder Montáž kuličkových pouzder Vodící
INTELLIGENCE IN MOTION KULIČKOVÁ POUZDRA A VODÍCÍ TYČE 3 WWW.HIWIN.CZ KULIČKOVÁ POUZDRA A VODÍCÍ TYČE Kuličková pouzdra všeobecné informace Rozměry kuličkových pouzder Montáž kuličkových pouzder Vodící
iglidur N54 Biopolymer iglidur N54 Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
Vysoké teploty, univerzální
 Vysoké teploty, univerzální Vynikající koeficient tření na oceli Trvalá provozní teplota do +180 C Pro střední a vysoké zatížení Zvláště vhodné pro rotační pohyb HENNLICH s.r.o. Tel. 416 711 338 Fax 416
Vysoké teploty, univerzální Vynikající koeficient tření na oceli Trvalá provozní teplota do +180 C Pro střední a vysoké zatížení Zvláště vhodné pro rotační pohyb HENNLICH s.r.o. Tel. 416 711 338 Fax 416
iglidur H2 Nízká cena iglidur H2 Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty
 Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Pro vysoká zatížení iglidur Q
 Pro vysoká zatížení Produktová řada Vynikající odolnost proti opotřebení, zejména pro extrémní zatížení Doporučeno pro extrémní pv hodnoty Dobrý koeficient tření Necitlivé na znečištění 541 Pro vysoká
Pro vysoká zatížení Produktová řada Vynikající odolnost proti opotřebení, zejména pro extrémní zatížení Doporučeno pro extrémní pv hodnoty Dobrý koeficient tření Necitlivé na znečištění 541 Pro vysoká
FDA kompatibilní iglidur A180
 FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Použití. Charakteristika. Vlastnosti FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI IMPAX SUPREME
 1 IMPAX SUPREME 2 Charakteristika IMPAX Supreme je Cr-Ni-Mo ocel vakuovaná. Ocel je dodávána v kaleném a popuštěném stavu na tvrdost 290-330 HB, což má následující výhody: žádná rizika při kalení žádné
1 IMPAX SUPREME 2 Charakteristika IMPAX Supreme je Cr-Ni-Mo ocel vakuovaná. Ocel je dodávána v kaleném a popuštěném stavu na tvrdost 290-330 HB, což má následující výhody: žádná rizika při kalení žádné
VRTÁKY ZE SLINUTÉHO KARBIDU VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY. Popis ikon. Force X Nová řada univerzálních nástrojů.
 Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Velmi výkonný vrták pro vrtání vysoce pevných a houževnatých materiálů s pevností až 1200 MPa, např. nerezových ocelí, titanových slitin,
 symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
TVRDOKOVOVÉ TECHNICKÉ FRÉZY A VRTÁKY
 TVRDOKOVOVÉ TECHNICKÉ FRÉZY A VRTÁKY JEDINEČNÁ NABÍDKA NA TK ROTAČNÍ FRÉZY V SADÁCH, ALE I JEDNOTLIVĚ ZA VÝHODNÉ CENY Nabízíme nové tvrdokovové rotační frézy, které jsou určeny pro přesné opracování povrchu
TVRDOKOVOVÉ TECHNICKÉ FRÉZY A VRTÁKY JEDINEČNÁ NABÍDKA NA TK ROTAČNÍ FRÉZY V SADÁCH, ALE I JEDNOTLIVĚ ZA VÝHODNÉ CENY Nabízíme nové tvrdokovové rotační frézy, které jsou určeny pro přesné opracování povrchu
Teplotně a chemicky odolný, FDA kompatibilní iglidur A500
 Teplotně a chemicky odolný, FDA kompatibilní Produktová řada Samomazný a bezúdržbový Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Teplotní odolnost
Teplotně a chemicky odolný, FDA kompatibilní Produktová řada Samomazný a bezúdržbový Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Teplotní odolnost
Produktové novinky. Výroba forem IV / 2014. H 1080 k upnutí NF tvarových vložek. CD katalog 5.8.4.0 online katalog
 Produktové novinky Výroba forem IV / 2014 CD katalog 5.8.4.0 online katalog S novým rozšířením produktů v tomto roce reagujeme na Vaše přání a podněty. Jako systémový dodavatel Vám tímto nabízíme ještě
Produktové novinky Výroba forem IV / 2014 CD katalog 5.8.4.0 online katalog S novým rozšířením produktů v tomto roce reagujeme na Vaše přání a podněty. Jako systémový dodavatel Vám tímto nabízíme ještě
A Sloupkové stojánky. B Broušené desky a lišty. C Transportní a upínací elementy. D Vodící prvky. E Přesné díly. F Pružiny. G Elastomery H FIBROCHEMIE
 A Sloupkové stojánky B Broušené desky a lišty C Transportní a upínací elementy D Vodící prvky E Přesné díly Střižníky a střižná pouzdra, rychlovýměnné střižné elementy kolíky, vyhazovače, měřící kolíky
A Sloupkové stojánky B Broušené desky a lišty C Transportní a upínací elementy D Vodící prvky E Přesné díly Střižníky a střižná pouzdra, rychlovýměnné střižné elementy kolíky, vyhazovače, měřící kolíky
Trubky pro hydraulické válce
 Trubky pro hydraulické válce Trubky pro hydraulické válce Přesná ocelová trubka tvoří základní nepohyblivou část přímočarého hydromotoru. Slouží k vedení pístu osazeného těsnícími manžetami a z toho vyplývají
Trubky pro hydraulické válce Trubky pro hydraulické válce Přesná ocelová trubka tvoří základní nepohyblivou část přímočarého hydromotoru. Slouží k vedení pístu osazeného těsnícími manžetami a z toho vyplývají
C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5%
 NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ
 FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ FINWORX KOSOČTVERCOVÁ FRÉZA FRÉZA S VÝMĚNNÝMI DESTIČKAMI KOSOČTVEREC SE 4 BŘITY DVOJNÁSOBNĚ ÚSPORNÝ F INWORX - to je
FINWORX NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ PRO STRATEGII FRÉZOVÁNÍ FINWORX KOSOČTVERCOVÁ FRÉZA FRÉZA S VÝMĚNNÝMI DESTIČKAMI KOSOČTVEREC SE 4 BŘITY DVOJNÁSOBNĚ ÚSPORNÝ F INWORX - to je
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
bity & šroubováky pro extrémní zatížení
 bity & šroubováky pro extrémní zatížení # KITO Japonsko. Evropa. Amerika. Existovaly by i bez KITA. Díky němu jsou ale pevnější. KITO jsou špičkové šroubováky a šroubovací bity renomovaného výrobce s dlouholetými
bity & šroubováky pro extrémní zatížení # KITO Japonsko. Evropa. Amerika. Existovaly by i bez KITA. Díky němu jsou ale pevnější. KITO jsou špičkové šroubováky a šroubovací bity renomovaného výrobce s dlouholetými
ARMOR CT PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 108 106 00 Praha 10
 PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 8 6 00 Praha tel.: +4 272 660 700 fax.: +4 272 6 69 GSM: +4 602 260 491 e-mail: cibet@cibet.cz http://www.cibet.cz
PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 8 6 00 Praha tel.: +4 272 660 700 fax.: +4 272 6 69 GSM: +4 602 260 491 e-mail: cibet@cibet.cz http://www.cibet.cz
Profil Typ Popis Rozsah teplot ( C) Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. Profil Typ Popis Rozsah teplot ( C)
 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. Profil Typ Popis Rozsah teplot ( C)") KONSTRUKÈNÍ ÚDAJE STANDARDNÍ SORTIMENT Profil Typ Popis Rozsah teplot ( C) F 506 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. +120 +100-40 Číslo stránky 5.7 4.1 F 87 Vodicí
KONSTRUKÈNÍ ÚDAJE STANDARDNÍ SORTIMENT Profil Typ Popis Rozsah teplot ( C) F 506 Vodicí pás z tvrzené polyesterové tkaniny. Vynikající parametry únosnosti. +120 +100-40 Číslo stránky 5.7 4.1 F 87 Vodicí
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Pro vysoká dyn. zatížení a otěruvzdornost iglidur Z
 Pro vysoká dyn. zatížení a otěruvzdornost iglidur Produktová řada Vynikající odolnost proti opotřebení, zejména při vysokém zatížení Vysoká tepelná odolnost Pro extrémní zatížení Pro vysoké obvodové rychlosti
Pro vysoká dyn. zatížení a otěruvzdornost iglidur Produktová řada Vynikající odolnost proti opotřebení, zejména při vysokém zatížení Vysoká tepelná odolnost Pro extrémní zatížení Pro vysoké obvodové rychlosti
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Velké skladové zásoby vodících tyčí Dělení na požadovanou délku z metráže Úpravy vodících tyčí dle specifikace zákazníků
 Velké skladové zásoby vodících tyčí ělení na požadovanou délku z metráže Úpravy vodících tyčí dle specifikace zákazníků Kombinací různých typů kruhových vodících tyčí, kuličkových lineárních pouzder, domků
Velké skladové zásoby vodících tyčí ělení na požadovanou délku z metráže Úpravy vodících tyčí dle specifikace zákazníků Kombinací různých typů kruhových vodících tyčí, kuličkových lineárních pouzder, domků
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 200 V 3 ALBROMET 220 Ni 4 ALBROMET 260 Ni 5 ALBROMET 300 6 ALBROMET 300 HSC 7 ALBROMET 340 8 ALBROMET 340 HSC 9 ALBROMET 380 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 200 V 3 ALBROMET 220 Ni 4 ALBROMET 260 Ni 5 ALBROMET 300 6 ALBROMET 300 HSC 7 ALBROMET 340 8 ALBROMET 340 HSC 9 ALBROMET 380 10 ALBROMET
PRODUKTOVÉ NOVINKY DÍLENSKÉ POTŘEBY I / ,00 GESM 1200 SYSTÉM S MIKROMOTOREM TECHNIKA PRO POVRCHOVOU ÚPRAVU
 PRODUKTOVÉ NOVINKY DÍLENSKÉ POTŘEBY I / 2018 GESM 1200 SYSTÉM S MIKROMOTOREM Nový systém s mikromotorem GESM 1200 umožňuje vysoký výkon při opracování povrchových ploch. TECHNIKA PRO POVRCHOVOU ÚPRAVU
PRODUKTOVÉ NOVINKY DÍLENSKÉ POTŘEBY I / 2018 GESM 1200 SYSTÉM S MIKROMOTOREM Nový systém s mikromotorem GESM 1200 umožňuje vysoký výkon při opracování povrchových ploch. TECHNIKA PRO POVRCHOVOU ÚPRAVU
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
PRODUKTOVÉ NOVINKY FORMAŘINA II / E 3330 a E 3360 Kompaktní posuvná jednotka. Objednejte ihned v online katalogu!
 PRODUKTOVÉ NOVINKY FORMAŘINA II / 2016 Objednejte ihned v online katalogu! www.meusburger.com E 3330 a E 3360 Kompaktní posuvná jednotka Vysoce kvalitní a ihned zabudovatelné kompaktní posuvné jednotky
PRODUKTOVÉ NOVINKY FORMAŘINA II / 2016 Objednejte ihned v online katalogu! www.meusburger.com E 3330 a E 3360 Kompaktní posuvná jednotka Vysoce kvalitní a ihned zabudovatelné kompaktní posuvné jednotky
Vysoká teplotní a chemická odolnost: Pro extrémní podmínky iglidur X
 iglidur Vysoká teplotní a chemická odolnost: Pro extrémní podmínky iglidur Více než 250 rozměrů ze skladu ve výrobním závodě Teplotní odolnost od 100 C do +250 C v nepřetržitém provozu Univerzální chemická
iglidur Vysoká teplotní a chemická odolnost: Pro extrémní podmínky iglidur Více než 250 rozměrů ze skladu ve výrobním závodě Teplotní odolnost od 100 C do +250 C v nepřetržitém provozu Univerzální chemická
Charakteristika. Použití. Vlastnosti FYZIKALNÍ VLASTNOSTI PEVNOST V TAHU RAMAX 2
 1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
Měření tvrdosti odlitků dynamickou metodou. Zkoušky tvrdosti. Vlivy na měření
 Měření tvrdosti odlitků dynamickou metodou Článek se věnuje jedné z moderních metod měření tvrdosti přenosnými tvrdoměry, která je vhodná zejména pro měření hrubozrnných odlitků, popř. odlitků s nepříliš
Měření tvrdosti odlitků dynamickou metodou Článek se věnuje jedné z moderních metod měření tvrdosti přenosnými tvrdoměry, která je vhodná zejména pro měření hrubozrnných odlitků, popř. odlitků s nepříliš
Modulární vrtáky. Modulární vrtací systém KSEM. Hlavní použití. Funkce a výhody
 Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.
 Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.") Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
C Transportní a upínací přípravky
 A Vodicí sloupkové stojánky B Broušené desky a lišty C Transportní a upínací přípravky D Vodicí prvky E Přesné díly F Pružiny Šroubové, talířové, plynové a polyuretanové, pružinové a distanční jednotky
A Vodicí sloupkové stojánky B Broušené desky a lišty C Transportní a upínací přípravky D Vodicí prvky E Přesné díly F Pružiny Šroubové, talířové, plynové a polyuretanové, pružinové a distanční jednotky
Evoluce v oblasti trochoidního frézování
 New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
Řada Stairs SP. Obsah vyrobena z nerezové, otěruvzdorné oceli. Řada ponorných čerpadel z nerezové oceli SP 4'',6'',8'',10''
 Řada Stairs SP Řada ponorných čerpadel z nerezové oceli SP 4'',6'',8'',10'' Obsah vyrobena z nerezové, otěruvzdorné oceli. Všeobecné údaje Výkonová řada Specifikace materiálů Ponorná čerpadla 4'' Ponorná
Řada Stairs SP Řada ponorných čerpadel z nerezové oceli SP 4'',6'',8'',10'' Obsah vyrobena z nerezové, otěruvzdorné oceli. Všeobecné údaje Výkonová řada Specifikace materiálů Ponorná čerpadla 4'' Ponorná
Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2
 Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Pro vysoké rychlosti iglidur L250
 Pro vysoké rychlosti Produktová řada Pro rotační aplikace Velmi nízký koeficient tření Vynikající odolnost proti opotřebení HENNLICH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz
Pro vysoké rychlosti Produktová řada Pro rotační aplikace Velmi nízký koeficient tření Vynikající odolnost proti opotřebení HENNLICH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz
d 1 Nastavitelné ruční výstružníky DIN 859 Použití Lze nastavit všechna požadovaná lícování a vyrovnat opotřebení. Kvalita HSS.
 ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
Šetřete svůj čas a peníze s Thermdrill
 Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
d 1 Nastavitelné ruční výstružníky DIN 859 Použití Lze nastavit všechna požadovaná lícování a vyrovnat opotřebení. Kvalita HSS.
 ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
Tlakové lití s výkonnými povlaky BALINIT. Větší odolnost, vyšší produktivita, spolehlivější výroba.
 Tlakové lití s výkonnými povlaky BALINIT. Větší odolnost, vyšší produktivita, spolehlivější výroba. Tlakové lití Výkonné tlakové lití. Oerlikon Balzers je Váš silný partner! Rozhodující faktor úspěchu
Tlakové lití s výkonnými povlaky BALINIT. Větší odolnost, vyšší produktivita, spolehlivější výroba. Tlakové lití Výkonné tlakové lití. Oerlikon Balzers je Váš silný partner! Rozhodující faktor úspěchu
Produktové novinky. Výroba forem I / 2015. E 3260 Podkosový vyhazovač s vedením. CD katalog 5.8.5.0 online katalog
 Produktové novinky Výroba forem I / 2015 CD katalog 5.8.5.0 online katalog S novým rozšířením produktů v tomto roce reagujeme na Vaše přání a podněty. Jako systémový dodavatel Vám tímto nabízíme ještě
Produktové novinky Výroba forem I / 2015 CD katalog 5.8.5.0 online katalog S novým rozšířením produktů v tomto roce reagujeme na Vaše přání a podněty. Jako systémový dodavatel Vám tímto nabízíme ještě
Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex
 Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex Není nad opravdu dobrý nástroj Pro nás, jakožto vynálezce vysokootáčkového řezného kotouče, je plynulá optimalizace a zlepšení našich výrobků
Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex Není nad opravdu dobrý nástroj Pro nás, jakožto vynálezce vysokootáčkového řezného kotouče, je plynulá optimalizace a zlepšení našich výrobků
Produktové novinky. Lisovací nástroje 2014. Modulové vedení. Kompaktní vedení. Online-katalo
 Produktové novinky Lisovací nástroje 2014.8.3.1 CD-Katalog 5 g Online-katalo S novým rozšířením produktů v tomto roce reagujeme na Vaše přání a podněty. Jako systémový dodavatel Vám tímto nabízíme ještě
Produktové novinky Lisovací nástroje 2014.8.3.1 CD-Katalog 5 g Online-katalo S novým rozšířením produktů v tomto roce reagujeme na Vaše přání a podněty. Jako systémový dodavatel Vám tímto nabízíme ještě
nástrojová ocel pro práci za studena
 Prémiová nástrojová ocel pro práci za studena Prémiová nástrojová ocel pro práci za studena vyráběná společností Kind&Co. se vyznačuje následujícími vyváženými a speciálními vlastnostmi: vynikající odolnost
Prémiová nástrojová ocel pro práci za studena Prémiová nástrojová ocel pro práci za studena vyráběná společností Kind&Co. se vyznačuje následujícími vyváženými a speciálními vlastnostmi: vynikající odolnost
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Vrtáky do plna vrtáky do plna s tříbřitou VBD
 vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.