|
|
|
- Tadeáš Konečný
- před 6 lety
- Počet zobrazení:
Transkript
1
2
3
4
5
6 Tímto bych chtěl bych chtěl poděkovat svému vedoucímu diplomové práce Ing. T. Kubonovi, Ph.D a pánům Ing. K. Čmelovi, Ph.D a Ing. M. Plevkovi za cenné rady při jejím vypracování. 2
7 Abstrakt Práce se zabývá optimalizací výroby elektrodového drátu na KDT v TŽ a.s., konkrétně vhodnou volbou teploty před finálním pořadím drátotrati vedoucí k zajištění kvality povrchu drátu za současného zachování mechanických vlastností. Byla provedena laboratorní zkouška tvařitelnosti oceli typu 1329 na torzním plastometru SETARAM. Zjištěné výsledky byly experimentálně ověřeny provozním experimentem pro tři různé teploty na válcovně drátu. Nižší teploty než 900 C vedly ke zvýšení hustoty povrchových vad válcovaného drátu. Klíčová slova: tvařitelnost, teplota tváření, krutová zkouška,válcovaný drát, povrchové vady Abstract Thesis deal with optimizing the production of wire rod for welding accessories in KDT in TZ a.s. Especially finding suitable temparature for final operation, which will lead to elimination surface defect and guaranted present mechanical gualities. We did torsion test of formability for steel 1329 on torsion plastometer SETARAM. Finding results were checked for three diferent temperature in KDT. Lower temperature than 900 C leads to higher surface defect. Keyword: formability, temperature formability, torsion test, rolling wire, surface defect 3
8 1. Úvod Tvařitelnost Hlavní činitelé ovlivňující tvařitelnost Fyzikálně metalurgický charakter oceli Chemické složení Strukturní stav oceli Teplotně aktivované děje Způsob dezoxidace Termomechaničtí činitelé Teplota tváření Deformační rychlost Činitelé ovlivňující deformační rychlost Křehkost za tepla Kluzové mechanizmy plastické deformace Deformační historie Vliv přerušované deformace Vliv stavu napjatosti Uzdravovací procesy při tváření Dynamické uzdravovací procesy Dynamické zotavení Dynamická rekrystalizace Krutová zkouška Použití krutové zkoušky Základní parametry krutových zkoušek Výhody krutové zkoušky Nevýhody krutové zkoušky Určení velikosti deformace Určení deformační rychlosti Určení deformačního odporu Válcovaný drát za tepla Povrchové vady Okuje Šupiny Vnitřní vady Vměstky Chemické složení Vhodná struktura Hmotnost svitku Správná geometrie, minimální rozměrové odchylky a nekruhovitost Popis současného stavu výroby svařovacích drátů v podmínkách TŽ, a. s Kontidrátová trať Kroková pec Čtyřstolicová předtrať Zateplený valník Předválcovací pořadí Střední pořadí Smyčka za 15. stolicí Úsek před hotovním blokem Hotovní blok Vodní chladicí sekce
9 Ukládací hlava Stelmor dopravník Svitková komora Hákový dopravník Stanice pro odstřihávání konce svitků Vážící systém Stanice na svázání a lisování svitků Vykládací stanice Měření teploty drátu Povrchové vady zaznamenané defektomatem DEFECTOMAT DS typu hot rod Výrobní proces značky Laboratorní zkoušky tvařitelnosti elektrodové oceli pomocí torzního plastometru SETARAM Dodaný materiál, odběr a výroba zkušebních tyčí Makrostruktura Experimentální stanovení deformačního chování Dílčí závěry Provedení provozních zkoušek s ověřením plastických výsledků Válcování vzorků na KDT Mechanické vlastnosti vzorků první skupiny, válcovaných při teplotě 829 C Mechanické vlastnosti vzorků druhé skupiny, válcovaných při teplotě 910 C Mechanické vlastnosti vzorků třetí skupiny, válcovaných při teplotě 880 C Shrnutí výsledků mechanických zkoušek Popis programu pro vyhodnocení povrchových vad Výsledky zkoušek prvního vzorku pro teplotu 829 C Výsledky zkoušek druhého vzorku pro teplotu 910 C Výsledky zkoušek třetího vzorku pro teplotu 880 C Vyhodnocení mikrostruktury Závěr...59 Použitá literatura
10 1. Úvod Elektrodový drát tvoří významný podíl ve výrobním portfoliu Třineckých železáren, a. s. (TŽ, a. s.). Drát pro elektrody je vyráběn jak z běžných elektrodových značek, tak z legovaných značek. Tyto elektrodové dráty jsou určeny pro svařování na vzduchu i v ochranné atmosféře a jsou používány pro všechny obory, včetně jaderné energetiky. Proto jsou na drát kladeny vysoké nároky na kvalitu. V létě 2010 začalo docházet u tohoto sortimentu k nadměrnému výskytu povrchových vad, které byly zaznamenány defektoskopicky. Diplomová práce se zaměřuje na studium elektrodového drátu ze značky 1329 o průměru 5,5 mm z plynule litých sochorů kvadrát 150 mm válcovaných v TŽ, a. s. Cílem mé diplomové práce je pokusit se navrhnout optimalizaci výroby, aby v budoucnu již k těmto problémům nedocházelo nebo alespoň byly eliminovány. Zjistit, zda může teplota souviset s výskytem povrchových vad, a dále pokusit se vysledovat, zdali může tvařitelnost oceli s povrchovými vadami souviset. V první, teoretické části diplomové práce se věnuji obecně problému tvařitelnosti, přiblížení krutové zkoušky a popsání kontidrátové trati v Třineckých železárnách, na které byl prováděn provozní experiment. V praktické části práce je popsán průběh laboratorní zkoušky na plastometru s vyhodnocením získaných hodnot. Dále následuje popis a vyhodnocení provozního experimentu. 6
11 2. Tvařitelnost Tvařitelnost je schopnost tělesa plasticky se deformovat za určitých podmínek do porušení soudržnosti. Vyjadřuje schopnost materiálu dosáhnout za určitých podmínek požadovaného tvaru a rozměru plastickou deformací, bez porušení jeho celistvosti [1]. Tvařitelnost je tedy závislá nejenom na tvářeném materiálu, ale i na podmínkách, při kterých je deformační proces uskutečňován. Mezní tvařitelnost je definována jako mezní tvařitelnost elementárního objemu kovu, který je z hlediska podmínek tváření v celém objemu nejnepříznivější a způsobí vznik porušení. Mezní tvařitelnost se tedy vztahuje k metalurgicky nejslabšímu elementárnímu objemu tvářeného tělesa. Metalurgická tvařitelnost vyjadřuje vliv metalurgických činitelů na tvařitelnost za daných termomechanických podmínek. 2.1 Hlavní činitelé ovlivňující tvařitelnost Činitele ovlivňující tvařitelnost lze obecně rozdělit do čtyř základních skupin: 1) fyzikálně metalurgický charakter oceli, 2) termomechaničtí činitelé, 3) napěťový stav, 4) technologické podmínky zpracování Fyzikálně metalurgický charakter oceli Zde jsou řazeny vlastnosti a procesy, které souvisí s materiálovou stránkou tváření [2] Chemické složení Hlavní vlastností je chemické složení, které vyjadřuje vliv všech rozhodujících prvků v oceli na tvařitelnost. Závisí na složení vsázky, vedení tavby a dezoxidaci. 7
12 Tab. 1: Prvky, které tvoří ocel [3] Základní prvky Legující prvky Nečistoty Plyny Stopové prvky Stabilizující a mikrolegující prvky Spec. prvky Fe,C,Mn,Si Cr,Ni,Mo,W,V P,S O,N,H Cu,Sn,Pb,As,Bi Nb,V,Ti,Zr La,B Strukturní stav oceli Strukturní stav je ovlivňován chemickým složením, výrobou a odléváním oceli, teplotním a deformačním režimem při tváření, způsobem ochlazování, případně tepelným zpracováním. Je závislý na druhu stavu, to znamená, jestli se jedná o stav litý, nebo protvářený. Protvářený stav je výhodnější z důvodu jemnějšího zrna menší nehomogenity vlastností. Dále pak na počtu strukturních složek, jejich výskytu a vlastností. Důležitá je také makrostruktura, která je dána velikostí a orientací zrn, vadami a nehomogenitou. Makrostruktura je ovlivněna charakterem zrn, čímž se rozumí jejich tvar, rovnoměrnost, hranicí zrn a mikročistotou Teplotně aktivované děje Závisí na difúzních schopnostech tvářené oceli a termomechanických podmínkách tváření. Klíčovou podmínku představuje teplota. Zvýšená teplota urychluje difúzní procesy, a tím i tepelně aktivované děje. Tyto ovlivňují především průběh zpevňování a uzdravování a mají rozhodující vliv na deformační schopnost oceli. Řídí také růst zrn, precipitaci v podmínkách plastické deformace a průběh fázových změn. Kinetiku a mechanizmus tepelně aktivovaných dějů ovlivňují chemické složení a strukturní stav oceli, termomechanické podmínky tváření a délka difúzní dráhy. 8
13 Způsob dezoxidace Způsob dezoxidace je ovlivněn především obsahem plynů v oceli, složením a způsobem výskytu vměstků Termomechaničtí činitelé Teplota tváření Se stoupající teplotou se zrychluje kmitání atomů a uvolňuje se jejich energetická vazba, zvyšuje se kinetika difúzních procesů a intenzita nekonzervativních pohybů dislokací. Při překročení optimální teploty ale dojde k zrychlenému růstu zrn a k natavování hranic zrn, kdy materiál je náchylný k interkrystalickému lomu. V tomto případě dochází k výraznému poklesu tvařitelnosti [2]. Obr. 1: Závislost tvařitelnosti na teplotě [2] Z hlediska podmínek tváření má teplota rozhodující význam na intenzitu nekonzervativního pohybu dislokací a kinetiku uzdravovacích procesů. Obecně při zvýšené teplotě se zvětšuje nekonzervativní pohyb dislokací, usnadňující kluzový pohyb plastické deformace. 9
14 Deformační rychlost Deformační rychlost je změna velikosti deformace za časovou jednotku. d dt (1). kde je poměrná nebo skutečná (logaritmická) deformační rychlost [3]. Se zvyšující se deformační rychlostí roste deformační odpor materiálu. Vliv deformační rychlosti na tvařitelnost záleží na celkových podmínkách, může být kladný i záporný. Tab. 2: Deformační rychlost u jednotlivých typů válcovacích tratí [2] Válcovací tratě Deformační rychlost [s -1 ] Předvalkové 1-10 Profilové těžké 5-15 Profilové jemné spojité Drátové spojité Pásové spojité Válcovny tlustých plechů Činitelé ovlivňující deformační rychlost. Vztah mezi deformační rychlostí a průběhem a kinetikou zpevňovacích a uzdravovacích procesů. Nejvýznamnějším procesem je rekrystalizace, rychlost rekrystalizace v r [s -1 ] je nepřímo úměrná času potřebnému k rekrystalizaci t r [s -1 ]. Deformační rychlost a rekrystalizace jsou srovnatelné: v r 1 [s -1 ] (2) t r Příznivý vliv na zmenšení velikosti zrn má zvýšení deformační rychlosti, urychlí se tím kinetika dynamické rekrystalizace a zvýší nahromadění vnitřní energie v materiálu. Tyto 10
15 kladné vlivy se projevují do hodnoty < 400 [s -1 ], po překročení hodnoty je vliv nižší. Oceli, které mají velkou rychlost rekrystalizace, budou mít hrubé zrno z důvodu rychlé anihilace dislokací, a tím jejich nízké hustoty. Jestliže zvýšíme deformační rychlost, zrno bude jemnější a tvařitelnost se zvýší [3] Křehkost za tepla Při zvýšení deformační rychlosti až na kritickou úroveň může dojít k vyvolání tak vysokého deformačního odporu, že překročí pevnost hranic zrn, a dojde ke křehkému interkrystalickému lomu Kluzové mechanizmy plastické deformace Při vyšších deformačních rychlostech je usnadněn průběh složitějších mechanismů na hůře orientovaných kluzových rovinách. Při nižších teplotách podporuje vyšší deformační rychlosti vznik dvojčat Deformační historie Deformační historií se rozumí časová posloupnost a velikost jednotlivých úběrů v kombinaci s teplotními parametry tváření [2]. Jejím vhodným řízením lze kladně i záporně ovlivnit tvařitelnost Vliv přerušované deformace Většina laboratorních zkoušek tvařitelnosti probíhá spojitou deformací do lomu. V průmyslové praxi však převážná část technologického zpracování probíhá v podmínkách přerušované deformace. Většina vad způsobujících přerušení materiálu vzniká při tomto druhu deformace z mikrovad, které se vytvářejí v oblastech zpevňování. Na rozvoj těchto mikrovad mají rozhodující vliv podmínky dalšího způsobu deformace. Jedná se především o velikost deformace do porušení ε př a dobu prodlevy mezi jednotlivými deformacemi τ pr. V podmínkách přerušované deformace dochází k částečnému 11
16 nebo úplnému odstranění zpevnění a k obnově plastických vlastností mezi deformacemi, takže celková tvařitelnost může být podstatně větší než při spojitém tváření [4]. Vztah mezi tvařitelností při přerušované deformaci a tvařitelností při spojité deformaci lze vyjádřit vztahem [3] : TV př = A 1. TV sp (3) kde A je součinitel, který vyjadřuje vliv podmínek přerušované deformace. Součinitel nejčastěji nabývá hodnot větších než jedna, ale teoreticky může být i nižší. Jestliže při tváření došlo k uzdravení dynamickými procesy, je koeficient roven 1. Rovnice tedy nabude tvaru: TV př =. TV sp (4) Na základě experimentálních výsledků je možné součinitel A 1 vyjádřit vztahem: A B A (5) 1 1 C X 2 X 1 kde A, B, C jsou součinitele závislé na teplotě. X př 1, kr pr X 2 (6) k Rs 12
17 Obr. 2: Schematická závislost tvařitelnosti TV př na době prodlevy pr / Rs k a velikost př / kr [3] Optimální tvařitelnost získáme při prodlevách odpovídajících přibližně konci statických uzdravovacích procesů. Rozhodující vliv na tvařitelnost během přerušované deformace má velikost deformace do přerušení ε př. Se stoupající velikostí se tvařitelnost postupně snižuje a při hodnotách ε př = ε kr se tvařitelnost jak u přerušované, tak u spojité deformace vyrovnává. Hodnoty ε kr přibližně odpovídají deformacím počátku dynamické rekrystalizace, například u krutové zkoušky hodnotě deformace, která vyvolává maximální deformační napětí. Při deformaci do přerušení vznikají mikrotrhliny v oblastech zpevňování přednostně na hranicích zrn. Při prodlevách se začínají hranice pohybovat, tím se vytvářejí nové hranice, nyní už bez mikrotrhlin, které zůstávají izolovány uvnitř zrn. Tím se tvařitelnost zvyšuje. Naopak, když se vytvoří příliš mnoho velkých deformací ε př blízkých hodnotám ε kr, mikrotrhliny se šíří uvnitř zrn a tvařitelnost se snižuje. Prodleva mezi deformacemi nemá podstatný vliv při deformacích ε př = ε kr [3] Vliv stavu napjatosti Tvařitelnost nabývá nejvyšších hodnot při stavu tlakové napjatosti s vyloučením tahových napětí. Tahová napětí zvyšují pravděpodobnost křehkého interktystalického lomu. Napěťový stav při tváření je výsledkem složitého působení napětí od zatěžujících sil a 13
18 přídavných napětí, zpravidla tahových, vyvolaných vnějším třením nerovnoměrnou deformací [3]. 3. Uzdravovací procesy při tváření Během každé plastické deformace za tepla dochází ke zpevnění materiálu. Materiál má snahu snížit nahromaděnou vnitřní energii v něm. Těmto procesům se říká uzdravovací. Rozlišujeme dva základní typy: procesy probíhající již během deformace, kterým říkáme dynamické uzdravovací procesy, a procesy probíhající po deformaci, tzv. postdynamické. Mechanismus a kinetika těchto procesů závisí především na krystalografické stavbě kovu, hustotě dislokací, strukturních složkách, vakancích a precipitátech [2]. 3.1 Dynamické uzdravovací procesy Probíhá-li deformace při vysokých teplotách, vzniknou podmínky pro tepelné aktivace procesů, které vedou k obnovení deformované mřížky. Jedná se o dva procesy, které nazýváme zotavení a rekrystalizace. Rozhodující pro jejich preferenci jsou termomechanické podmínky a energie vrstevné chyby Dynamické zotavení Dynamické zotavení je charakteristické pro kovy s vysokou energií vrstevné chyby, jako jsou Al, Mo, β Ti a β Zr. Uplatňuje se především při malých deformacích a nízkých tvářecích teplotách. Dynamické zotavení usnadňuje skluz v podmínkách zvýšené hustoty dislokací. Při nižších teplotách je hlavním mechanismem způsobujícím příčný skluz šroubových dislokací. Při vyšších teplotách (asi 0,4T m ), kdy se může vytvořit dostatek vakancí a jejich pohyblivost je dostatečně velká, přidává se k příčnému skluzu šplhání hranových dislokací a pohyb skoků šroubových dislokací. Tím jsou vytvořeny podmínky pro odstranění zpevnění kovu během deformace anihilací. Pohyb vakancí při dynamickém zotavení umožňuje vytvořit rovnováhu mezi tvorbou dislokací a anihilací v dislokačních sítích, takže deformační napětí je konstantní [5]. 14
19 Při dynamickém zotavení nevznikají nová zrna, hranice zrn nemigrují, zrna zůstávají stejně uspořádána. Vznikají pouze rovnoosá subzrna v protažených zrnech, jejichž rozměry a orientace závisí na vlastnostech kovů, deformační rychlosti a teplotě. Zvýšená hustota dislokací podporuje zjemnění subzrna. Snížení hustoty dislokací je při dynamickém zotavení nižší než při rekrystalizaci, proto je také stupeň změkčení nižší [6]. Kinetiku dynamického zotavení podporují: 1) vysoká energie vrstevné chyby, 2) vyšší teploty tváření, 3) vyšší deformační napětí, 4) vyšší obsah vakancí Dynamická rekrystalizace U kovů s nízkou energií vrstevné chyby, jako jsou např. austenitická ocel, měd nebo nikl, jsou podmínky pro dynamické zotavení ztíženy. U těchto kovů je pohyb dislokací ztížen kvůli dislokačnímu síťoví, které je nepropustné. Proto bude u kovů s nízkou energií vrstevné chyby přednostně docházet k dynamické rekrystalizaci [7]. Dynamická rekrystalizace oproti dynamickému zotavení dává vzniknout novým zrnům shodné fáze. Hlavním předpokladem pro vznik dynamické rekrystalizace je dosažení kritického stupně deformace ε kr. Od tohoto okamžiku vzniknou první zárodky nových zrn. Rekrystalizační proces obsahuje nukleaci zárodků a jejich růst, přičemž hlavním faktorem průběhu rekrystalizace a výsledných vlastností rekrystalizovaného materiálu je rychlost tvorby zárodků. Zárodky se tvoří pravděpodobně koalescencí subzrn. Výhodnými místy pro tvorbu zárodků jsou místa s vyšší energií mřížky, a to jsou většinou hranice původních zrn a deformační pásy. Jako zárodky mohou sloužit i cizí částice, např. hrubé nerozpustné částice. Důležitý vliv na rekrystalizaci mají legující prvky, které ji mohou zpozdit nebo podstatně zhoršit růst zrna. V důsledku růstu zárodku bude klesat hustota dislokací, což se projeví poklesem deformačního napětí. V okamžiku, kdy dojde v celém objemu kovu k dynamické rekrystalizaci, úplně se odstraní zpevnění a zvýší plastické vlastnosti. 15
20 Kinetiku dynamické rekrystalizace ovlivňují: 1) nízká energie vrstevné chyby, 2) vysoké teploty, 3) nižší obsah legujících prvků, 4) nižší velikost výchozího zrna, 5) vyšší velikost a rychlost deformace. 16
21 4. Krutová zkouška Zkouška krutem je v současné době nejpoužívanější zkouška tvařitelnosti. Uplatňuje se především při studiu tvařitelnosti za tepla, kde představuje nejuniverzálnější a nejčastěji užívanou zkoušku. Zkušební tyč je válcovaná, skládá se z upínacích hlav a vlastní zkušební válcové části o průměru d a délce l. Před zkoušením a během něho se tyč ohřívá v peci na zkušební teplotu. Klíčovou roli hraje rovnoměrnost teploty po celé délce vzorku během jeho ohřevu i tváření. Hlavní předností krutové zkoušky je schopnost dosáhnout vysokých stupňů deformace s vyloučením vnějšího tření. Během zkoušení je tyč upnuta čelistmi, z nichž jedna je otočná a otáčí tyčí a druhá je pevná. Během zkoušení se délka ani průměr tyče nemění. Základní údaj, který nám dává zkouška krutem o tvařitelnosti, je počet otáček do lomu n, které tyč snese do překroucení. Kroutící moment Mk potřebný k deformaci tyče se snímá na straně pevné upínací čelisti. Protože tyč má během kroucení snahu zkracovat svou délku, jsou upínací čelisti pevně zakotveny v základní poloze na počátku kroucení. V důsledku toho vzniká v ose tyče osová síla, která se u moderních krouticích strojů také zjišťuje, protože je velmi důležitým ukazatelem fyzikálních změn probíhajících v tyči během deformace. Za předpokladu, že v tyči nevzniká osová síla, lze definovat stav napjatosti při zkoušce krutem jako prostý smyk, kde σ1 = -σ2 a σ3 = 0. Tento předpoklad je splněn u tyčí z nízkolegovaných ocelí až do vzniku maximálního kroutícího momentu. Při konstantní délce zkušební tyče, tj. u pevně uchycené otočné čelisti, se rovinný stav napjatosti mění v prostorový stav s axiálním tahovým nebo tlakovým napětím σ3 0. Vzhledem k tomu, že k porušení soudržnosti dochází hlavně vlivem smykových napětí podél vláken, je krutová zkouška vhodná pro studium tvařitelností ocelí pro děrování kosým válcováním. Z hlediska stavu napjatosti je krutová zkouška s prostorovým stavem napjatosti vhodnější pro studium technologické tvařitelnosti než zkoušky s rovinným stavem napjatosti. Na výsledky tvařitelnosti mají značný vliv i parametry zkoušení. Jedná se hlavně o průměr a délku vzorku, deformační rychlost, velikost a charakter axiálních sil. Se zmenšujícím se průměrem zkoušeného vzorku se zvyšuje počet otáček do porušení. Čím je délka zkoušky menší, tím se počet otáček do porušení zmenšuje. Se zvětšující se deformační rychlostí έ se počet otáček až do kritické hodnoty deformační rychlosti έ zvětšuje, po 17
22 překročení klesá. Přítomnost tahových axiálních napětí snižuje počet otáček do porušení. Charakter axiálních napětí souvisí s průběhem metalurgicko fyzikálních dějů. Vznik tahových napětí je způsoben především probíhající dynamickou rekrystalizací [8]. 4.1 Použití krutové zkoušky a) Simulace tváření. b) Zkoumání tvařitelnosti. c) Zkoumání deformačních odporů. d) Určení tvařitelnosti a deformačních odporů v závislosti na termodynamických činitelích a metalurgickém charakteru oceli. e) Studium mechanismu a kinetiky metalurgicko fyzikálních dějů během plastické deformace a po ní. 4.2 Základní parametry krutových zkoušek a) Teplota zkoušení: do 1300, případně až do 1350 º C b) Průměr zkoušky: 6 až 10 mm c) Délka zkoušky: 30 až 50, případně až 100 mm d) Rychlost kroucení : max až 2800 ( min -1 ) e) Deformační rychlost: max 20 s -1 f) Prodleva mezi deformacemi : min. 0,1 až 0,2 s 4.3 Výhody krutové zkoušky a) Vyloučení vnějšího tření. b) Regulované termomechanické parametry (δ, ε, ė) a prodlevy mezi deformacemi. c) Možnost provedení přerušované deformace. d) Možnost simulace tvářecích procesů. 18
23 4.4 Nevýhody krutové zkoušky a) Nerovnoměrná deformace po délce a v příčném řezu zkušební tyče. b) Zvýšení teploty materiálu deformačním teplem. c) Porušení celistvosti materiálu způsobující smyková napětí, nikoliv změny tlakových a tahových napětí. Výpočet základních deformačních parametrů je možný pouze tehdy, když je tyč rovnoměrně deformována po celé délce. Dále se nesmí měnit velikost průřezu tyče, teplota musí být rovnoměrně rozložena po celé délce zkušební tyče. 4.5 Určení velikosti deformace Základní, ne příliš přesná metodika vyhodnocování výsledků spočívá na představě o lineární závislosti deformace e na počtu zkroucení N i rozměrech zkoušené části vzorku délce L [mm] a vnějšího poloměru R [mm]. Závislost jde vyjádřit podle vzorce: 2. R. n e (7) L. 3 V metodice vypracované Schindlerem [9] se využívá přesnějšího vztahu, popisujícího nelineárnost přírůstku deformace v závislosti na počtu zkutů: 2 2. R. n e.arg sinh (8) 3 L.3 Při výpočtu průměrné hodnoty deformace je vhodné nahradit člen R reprezentativním poloměrem nacházejícím se ve 2/3 poloměru vnějšího, tak jak je tomu v rovnici (8). 19
24 4.6 Určení deformační rychlosti Deformační rychlost závisí na rychlosti kroucení o, poloměru R a délce zkoušené tyče L následovně: 2. R. o (9) L Určení deformačního odporu Deformační odpor závisí na poloměru R a kroutícím momentu M: 3. M 3 2. R 2 F p m (10). R 2 kde p zobrazuje index citlivosti na deformaci N M ln M p. (11) M N ln N a m index citlivosti na deformační rychlosti N M ln M m. (12) M N ln N 20
25 5. Válcovaný drát za tepla Drát válcovaný za tepla je vývalek, který má nejčastěji průřez od 5 do 12 mm. Vyrábí se také drát s čtvercovým, šestihranným nebo různě profilovaným průřezem. Výchozím materiálem jsou zpravidla kruhové nebo čtvercové sochory. Sochory bývají ohřívány v narážecích pecích, které jsou dostačující pro nízkojakostní oceli. Pro výšejakostní oceli je zapotřebí pecí krokových [10]. V současné době jsou kladeny vysoké technické požadavky na válcovaný drát, a to především tyto: 1) dobrý povrch bez vad, 2) snadno odstranitelné okuje, 3) co nejmenší úroveň vnitřních vad, 4) vhodné chemické složení, 5) vhodná struktura, velikost zrn s ohledem na co největší tvařitelnost, 6) co největší hmotnost svitku, 7) správná geometrie, minimální rozměrové odchylky a nekruhovitost. 5.1 Povrchové vady Povrchové vady vznikají již během odlévání a dále poté při válcování. Povrchové vady a trhliny byly klasifikovány japonským institutem Iron and Stell. Jsou to puchýře, trhliny, připáleniny, rýhy, přeložky, okuje odřeniny, rez. Povrchové vady se obvykle odstraňují broušením, vyříznutím vady nebo loupáním [11]. 21
26 5.1.2 Okuje Okuje jsou oxidy železa, které se vyskytují během výroby. Tyto vady se projevují na povrchu. V průběhu tažení způsobují trhliny na povrchu drátu. Okuje představují 0,8 1 % celkové hmotnosti drátu [12] Šupiny Představují jednu z nejčastěji se vyskytujících vad na povrchu ingotu. Při lití horem je nejčastější příčinou výskytu šupin příliš rychlé lití oceli do kokily, provázené jejím rozstřikem na stěny kokily. Rozstříknutá ocel vytváří často tenkou skořápku utuhlé oceli, která se okysličí a poté již nespojí s tekutou ocelí, čímž se vytvoří vadné místo s dvojitou kůrou. Při válcování takto litých ingotů dochází k výskytu šupin, případně příčných trhlin [13]. 5.2 Vnitřní vady Drát musí byt bez segregací a řádkovitostí, necelistvosti, osových staženin a takových vměstků, které by byly na závadu při dalším zpracovaní. Nejčastěji se vyskytující vnitřní vady způsobují vměstky Vměstky Vměstky ovlivňují vlastnosti ocelového válcovaného drátu svým množstvím, velikostí, typem, plasticitou a rozložením v materiálu. Vměstky se dělí do tří skupin: na oxidy, sirníky a křemičitany. Hlavním důvodem výskytu vměstků bývají nerozpuštěné zbytky slitinových přísad [14]. Množství záleží na kvalitě odstraňování nečistot z oceli. Při výrobě oceli je velmi důležitá volba prvků k dezoxidaci. Nejčastěji se pro tyto účely používá hliník, který má velkou afinitu ke kyslíku. Na druhé straně ale dává vzniknout vměstku Al 2 O 3, který velice zhoršuje tažitelnost drátu. Další velice důležitou operací je reoxidace. Nedodržuje-li se obezřetnost, může dojít k opětovné oxidaci již dezoixidované oceli během procesu odlévání z důvodu reakce s kyslíkem v prostředí nebo přítomnosti žáruvzdorných prvků. Tyto vměstky, které zde vznikají, jsou nejdůležitějším faktorem majícím přímý vliv na lámání drátů při procesu tažení [11]. 22
27 Krom výše uvedených se uvnitř roztavené oceli mohou tvořit také nekovové vměstky, jakožto důsledek metalurgických reakcí. Jedná se zpravidla o cizí tělesa, jako jsou nekovové materiály, třísky a různé nečistoty. Tyto vměstky samozřejmě zhoršují mechanické vlastnosti. Nekovové vměstky jsou většinou sulfidy, oxidy, silikáty nebo směsi několika těchto látek. Během válcování se vměstky dostávají do oceli a při tažení se uspořádávají podélně. Ve zkušebních vzorcích se vyskytovaly vměstky až do průměru 1,5 mm. Tyto podélné shluky vedou k tvorbě trhlin. Zárodky trhlin vznikají v místech největšího namáhání při kroucení a ohýbání. 5.3 Chemické složení Chemické složení výrazně ovlivňuje mechanické vlastnosti. Největší vliv na mechanické vlastnosti má uhlík. Se stoupajícím množstvím uhlíku roste pevnost oceli, zvýšíme li množství o 0,1 %, zvýší se mez pevnosti Re o 100 MPa. Plastické vlastnosti, jako je tažnost a počet krutů do lomu, se zhoršují. Pro výpočet pevnosti válcovaného drátu byla navržena celá řada vzorců, např.: R 9,81(30 a. C b. Mn). (13) mv k d Tab. 3: Hodnoty konstant a,b pro příslušný typ drátu [11] Typ drátu a b Drát patentovaný do olova Drát patentovány vzduchem Válcovaný drát Normalizační žíhání s ochlazováním na vzduchu Žíhání na měkko na jemný lobulární perlit 35 5 Žíhání na měkko na hrubý lobulární perlit
28 5.4 Vhodná struktura Nízkouhlíkový nepatentovaný drát má převážně strukturu tvořenou feritem a perlitem, který se segreguje na hranicích zrn. Tvařitelnost této struktury závisí především na velikosti zrna a na přítomnosti částic, které mohou způsobit vznik trhlin. Jsou to převážně karbidy, nitridy a vměstky. Z hlediska tvařitelnosti také není příliš vhodná pásová struktura s řádkovým uspořádáním. Oceli s vyšším obsahem uhlíku jsou tvořeny převážně perlitickými koloniemi, které doplňuje ferit na hranicích bývalých austenitických zrn. Jedná se tedy o dvoufázovou strukturu, která je obecně méně tvárná než jednofázová. Kvůli získání dobré tažitelnosti je důležité získat velmi jemnou lamelární perlitickou strukturu, která se nazývá sorbit. Vhodná struktura a optimální velikost zrna zajistí vysokou tvařitelnost válcovaného drátu bez nutnosti zařadit do procesu výroby mezioperační žíhání. Řízené ochlazování válcovaného drátu v TŽ, a. s., zvýšilo tažitelnost válcovaného drátu na 80 %. Vhodná perlitická struktura z hlediska tvařitelnosti by měla mít nižší mezilamelární vzdálenost a menší velikost perlitické kolonie. Jedná li se o nadeutektoidní oceli, je z hlediska tvařitelnosti lepší zvýšení objemového podílu cementitu, tím se zamezí vzniku prouetektoidního siťoví cementitu na hranicích původních austenitických zrn. Zlepšení tvařitelnosti eutektoidních ocelí lze dosáhnout zařazením žíhaní na měkko před tažením. Ocel má pak strukturu tvořenou globulárním perlitem. 5.5 Hmotnost svitku Hmotnost svitku by měla být co nejvyšší z důvodu efektivity výroby. Na druhou stranu je ale potřeba počítat s vyššími vstupními náklady na speciální dopravní zařízení. V současné době jsou na moderních válcovacích tratích v závislosti na značce oceli válcovány svitky drátů o hmotnosti 700 až 2500 kg. 24
29 5.6 Správná geometrie, minimální rozměrové odchylky a nekruhovitost Průměr válcovaného drátu ovlivňuje rychlost ochlazování drátu, a tím také jeho strukturu a mechanické vlastnosti. Se zmenšujícím se průměrem se zvětšuje poměr povrchu k průřezu a drát se rychleji ochlazuje. Z tohoto důvodu má drát s větším průměrem hrubozrnnější strukturu a nižší pevnost oproti drátu s menším průměrem. Velká tolerance a ovalita válcovaného drátu nepříznivě ovlivňují mechanické vlastnosti taženého drátu [11]. Tab. 4: Vybrané parametry válcovaného drátu podle oborových norem [11] 25
30 6. Popis současného stavu výroby svařovacích drátů v podmínkách TŽ, a. s. 6.1 Kontidrátová trať Kontidrátová válcovna typu Morgan, postavena v roce 1973, prošla rozsáhlou rekonstrukcí a modernizací v letech 1997 a Z původně čtyřžílové tratě je dnes dvoužílová se zvýšenou kapacitou, širším sortimentem a vyšší kvalitou vyráběného drátu. Výrobní proces je řízen automatizovaným systémem. Kontislitky a sochory z vratné tratě jsou po ohřevu v nové krokové peci válcovány na přípravném, předválcovacím a středním pořadí. Následně je provalek přiváděn pomocí smyčky do CL dvoustolice s letmo uloženými válci a pak do 10stolicového hotovního bloku, z něhož vystupuje drát rychlostí až 105 m/s. Tepelné zpracování drátu probíhá na každé žíle ve čtyřech sekcích vodních drah. Další fáze tepelného zpracování drátu probíhá v rozvinuté smyčce na válečkovém dopravníku, kde dochází k chlazení vzduchem. Poté je svitek drátu o hmotnosti 2 tuny shromažďován ve sběrné komoře a odtud je hákovým dopravníkem dopravován k lisům, kde jsou svitky slisovány a připraveny k expedici po železnici nebo kamionovou dopravou. Trať vyrábí drát o průměru 5,5-20 mm. Obr. 3: Schéma kontidrátové tratě TŽ, a. s. 26
31 6.1.1 Kroková pec Krokovou pec vyrobila firma Danieli Centro Combustion, která je předním světovým výrobcem těchto zařízení. Jedná se o pec se spodním a dolním ohřevem. Pec je rozdělena do devíti ohřívacích zón. Spodní ohřívací zóna je vybavena šestnácti dlouhoplamennými hořáky a horní čtyřiceti krátkoplamennými stropními hořáky. Pec ohřívá sochory nebo kontislitky 150 x 150 mm o délce 12 m a váze 2 tuny. Výkon pece je 160 t/h, topným médiem je zemní plyn [16] Čtyřstolicová předtrať Je vybavena vysokotlakým ostřikem okují. Předtrať tvoří čtyři bezstojanové SHS stolice (prům. 650 x 800 mm). Válcuje jednožílově v uspořádání H V. Výstupem je kruh o průměru 120 mm Zateplený valník Je součástí předtratě, je tvořen dvěma žilami. Jeho účelem je dopravovat sníženou zaváděcí rychlostí provalek do první stolice přípravného pořadí. Valník je zcela uzavřený za účelem udržení teploty ohřátého vývalku, eliminuje rozdíl teplot mezi předním a zadním koncem provalku a snižuje tepelné ztráty v případě čekání před vstupem do přípravného pořadí. Maximální teplotní rozdíl mezi předním a zadním koncem provalku je garantován na 30 ºC [15] Předválcovací pořadí Je tvořeno kalibrační řadou typu ovál kruh, kromě prvních dvou průchodů, kde jsou zařazeny kalibry skříňového typu. Je tvořeno šesti stolicemi. Toto řešení je příznivé pro zpracování kontilitých sochorů, které se vyznačují ostrými hranami Střední pořadí Je dvoužílové osmistolicové. Počet průchodů je 26. Zařazením hranění provalku po výstupu z 1. stolice a snížení úhlu zkrutu se zvýšila rovnoměrnost deformace v jednotlivých průchodech přípravného pořadí. [15] 27
32 6.1.6 Smyčka za 15. stolicí Smyčka před hotovním blokem umožnila instalaci dvou samostatných válcovacích stolic pro jednožílové válcování o průměru 208 mm a dvou chladicích skříní k řízení teploty provalku vstupujícího k finálnímu tváření do hotovního bloku. Smyčka umožňuje vyrovnání teploty ochlazovaného provalku po průřezu. Pro dosažení požadované teploty jsou zapínány jednotlivé trysky nebo celé vodní boxy. Vodní chlazení umístěné před hotovním blokem slouží k dosažení požadované válcovací teploty před finální deformací. Do bloku pak vstupuje provalek s definovanou teplotou odpovídající buď normalizačnímu nebo termomechanickému válcování. Ochlazování provalku má pozitivní vliv na mikrostrukturu, a tím také na vlastnosti konečného průchodu. Získá se tím: - zlepšení povrchové kvality, - zlepšení mechanických vlastností, - jemnozrnná homogenní mikrostruktura, - snížení množství okují. Ve smyčce je instalován smyčkový a obvodní stůl pro beztahovou regulaci. Před 1. stolicí smyčky jsou umístěny trhací nůžky. Za 15. stolicí jsou zařazeny původní nůžky, které slouží pouze k odstřihnutí předních konců především u automatových ocelí. Smyčka měří 86 m a je patentem firmy SMS Schloemann Siemag AG [16]. 28

33 Obr. 4: Smyčka Úsek před hotovním blokem Úsek je vybaven nůžkami s maximálním střižným průměrem 33 mm, výhybkou a šrotovacími nůžkami s unášečem provalku Hotovní blok Hotovní bloky jsou desetistolicové, typu Morgan. V hotovním bloku jsou první tři stolice s SK válci o průměru 208/187 x 72 mm a zbývající stoličky s SK válci o průměru 159/143 x 62 mm. Hotovní bloky jsou mechanicky pevně zpřažené stoličky, které jsou poháněny jedním motorem. Při pevné vazbě převodů odpadá nákladná regulace smyček a 29
34 válcování s tahem. Válce jsou uloženy letmo a jsou vyrobeny ze slinutých karbidů wolframu. Maximální válcovací rychlost hodovního bloku je 120 m.s -1. Výhody těchto vysokorychlostních bloků jsou následující [15]: - válcování bez zkrucování, - letmo uložené válce s možností rychlé výměny, - při změnách výrobního programu odpadá výměna celých stolic, a tím i potřeba výměnné řady stolic, - dlouhá životnost kalibrů, - vysoká výkonnost při velké výstupní rychlosti, - úspora místa, - symetrické stavění válců na konstantní osu válcování. V hotovním bloku je instalováno mezistolicové chlazení provalku. Materiál je chlazen po příslušném průchodu, což vytváří následující přednosti pro další válcování: - během finální deformace nízký nárůst teploty, a tedy omezení pro dynamickou rekrystalizaci, - vyšší tuhost materiálů, což umožňuje zlepšení vedení provalku, zvláště v případě malého průměru a vysokých rychlostí, pro následné ochlazování ve vodních drahách. 30

35 Obr. 5: Hotovní blok Vodní chladicí sekce Za hotovním blokem jsou umístěny 4 samostatné chladicí skříně, každá skříň má délku 4 m, skříně č. 3 a 4 je možné spojit. Každá skříň má tři chladicí a tři stírací trysky s nastavitelným tlakem 3-6 bar. Vodní chladicí sekce slouží k ochlazení provalku na požadovanou pokládací teplotu. Chladicí sekce je rozdělená vyrovnávacími zónami, které umožňují vyrovnání teploty mezi jádrem a povrchem. Tímto je dosaženo požadované mikrostruktury a zabráněno vzniku nežádoucích fází, jako je martenzit a bahnit. Ochlazování materiálu po finální deformaci způsobuje zachování existujícího stavu a podmínek mikrostruktury, takže je potlačena jak nežádoucí rekrystalizace, tak i nežádoucí růst zrn, a zabrání se i zvýšené tvorbě okují [16]. 31

36 Obr. 6: Vodní chladicí sekce Ukládací hlava Ukládací hlava pokládá drát pomocí rotující zakřivené vodicí trubky a unášeče do přesně definovaných smyček na dopravník. Hlava je uložena se sklonem 10º a průměrem závitu 1080 mm. Před hlavou je umístěn unášeč s průměrem kotoučů 186 mm, který zajišťuje potřebnou rychlost zadních konců k ukládání [15]. 32

37 Obr. 7: Ukládací hlava Stelmor dopravník Materiál se dále ochlazuje na Stelmor dopravníku. Stelmor dopravník je válečkový dopravník rozdělený do 5 samostatných částí s výškovými úskoky mezi sekcemi s nastavitelnou rychlostí. Univerzální způsob ochlazování probíhá dle nastaveného programu. Hustota uložených závitů na dopravníku daná válcovací rychlostí a rychlostí dopravníku předestírá způsob ochlazování uloženého drátu. Ke zrychlenému ochlazování smyček drátu je nainstalováno 10 ventilátorů regulovatelných ve 3 polohách. Zpomalené ochlazování umožňuje 16 samostatných dvojic izolovaných krytů, zakrývajících dle programu dopravník v délce až 73 m. Samostatně regulovaná rychlost jednotlivých částí dopravníku zaručuje změnu tepelných center překrývajících se závitků, a tím rovnoměrnou rychlost ochlazování drátu. Celková délka dopravníku je 85 m. Dopravník umožňuje rychlost v rozsahu od 0,005 1,3 m.s -1 [15]. 33

38 Na dopravníku je možno volit různé metody ochlazování přesně pro danou řadu ocelí. Cílem ochlazování je dosažení stejné ochlazovací rychlosti pro povrchové a vnitřní části svitku. Tímto způsobem můžeme získat požadované mechanické vlastnosti a mikrostrukturu v celém objemu materiálu. Všechny oceli, které vyžadují rychlé ochlazování, jsou po vytvoření závitů chlazeny vzduchem na pásu dopravníku pomocí 10 ventilátorů regulovatelných ve 3 polohách. Aby byla dosažena stejná rychlost ochlazování pro všechny průměry drátu, je možné po celé délce dopravníku použít různý objem proudu vzduchu. Místa překrytí závitů drátu jsou vystavena intenzivnějšímu proudu vzduchu pomocí speciálně navržených krytů s dýzami. Přiváděné množství vzduchu je Nm 3 /hod. Samostatné dvojice krytů, které zakrývají dopravník dle programu, umožňují zpomalené ochlazování materiálu. Úplné i částečné cirkulaci vzduchu uvnitř izolovaného prostoru se brání, takže prostor pro chladící vzduch je na spodní straně uzavřen. Tato technologie řízeného zpomaleného ochlazování je příznivá především pro pružinové, kuličkové, nízkolegované a elektrodové oceli. Obr. 8: Stelmor dopravník 34

39 Svitková komora Svitková komora je určena pro maximální hmotnost svitku do 2 tun. Maximální teplota drátu přicházejícího do komory je 600 stupňů. Závity drátu, které putují do dopravníku, padají na trn do komor. Poté přijede převážecí vůz, který za komorou naloží svitek na hákový dopravník. Obr. 9: Svitková komora 35
40 Hákový dopravník Dopravník vyrobila švédská firma Sund Birsta. Toto zařízení má za úkol odebírat svitky z úložných míst ve svitkové komoře a dopravovat je k odstřihávání konců, vážení, lisování, vázání a k expedici. Dopravník disponuje 75 kusy háků o nosnosti 3000 kg. Každý hák je vybaven identifikačním štítkem, a tím je možné kompletně sledovat, který svitek se nachází na kterém místě a na kterém háku v daném časovém okamžiku. Celková délka hlavní dráhy je 417 m a rychlost 0,4 m.s Stanice pro odstřihávání konce svitků V této stanici dochází k odstřižení předního a zadního konce svitku pomocí hydraulických nůžek Vážící systém Svitek je po odstřižení konců převezen na váhu, kde je společně s hákem zvážen. Informace o váze svitku s hákem jsou uchovány v systému VAX Stanice na svázání a lisování svitků Poté, co je svitek zvážen, je převezen do místa určeného pro svázání. Pracoviště je vybaveno dvěma lisy značky SUND BIRSTA, kde je každý svitek automaticky slisován a následně svázán drátem o průměru 7 mm na čtyřech místech. Doba svázání 2tunového svitku se pohybuje kolem 34 sekund. Lisovací síla se pohybuje od kn. Informace o svitku se ve stanici vázání a lisování vytisknou na štítek, který se pak manuálně připevní na svitek Vykládací stanice Jakmile je svitek svázán a slisován, následuje jeho přeprava pomocí háků do vykládací stanice, kde je pomocí vykládacího vozíku sundán z háku a přemístěn na odkládací místo pro 36

41 přechodné skladování. Odtud je svitek převezen jeřábem nebo vysokozdvižným vozíkem buď přímo k expedici a je naložen na vlak v prostoru kontidrátové válcovny, nebo uložen do skladu. 6.2 Měření teploty drátu Teplota provalku je měřena na pěti stanovištích dvouspektrálními optickými pyrometry RAYTEK: -T1 za 1. stolicí -T2 za 15.tou stolicí -T3 před HB -T4 je pokládací teplota -T5 na konkrétním místě podél dopravníku -T6 před svitkovou komorou (jednospektrální pyrometr) 6.3 Povrchové vady zaznamenané defektomatem DEFECTOMAT DS typu hot rod systém Defektomat DS je zařízení pracující na principu vířivých proudů. Jedná se o zkušební s vícekanálovou on line kontrolou povrchových vad drátů zhotovených z feromagnetických nebo austenitických ocelí pomocí kruhových, diferenčních, průchozích cívek, kde střídavé elektromagnetické pole je tlumeno v elektricky vodivém materiálu. Aktivní stopa měřící stopy cívky je 5 mm, frekvence 100kHz, zesílení 45 db [17]. Obr. 10: DEFECTOMAT DS [18] 37
42 6.4 Výrobní proces značky 1329 Elektrodová ocel zn.1329 s níže uvedeným chemickým složením je vyráběna na kyslíko-konvertorové ocelárně následujícím postupem: Tabulka 5: Chemické složení oceli zn prvek C Cu Mo N Mn Cr Ca max 0,1 0,015 0,3 0,008 1,80 0,40 0,0008 min 0,075 0,2 1,60 0,25 prvek Si Ni V P B S Al max 0,7 1,5 0,1 0,013 0,001 0,013 0,012 min 0,4 1,3 0,06 Jednotlivé tavby cca 185 t jsou vyráběny v kyslíkovém konvertoru natavením vsázky. Vsázka je složená ze surového železa a ocelového šrotu v poměru 1 : 2. Dochází zde zároveň ke snížení obsahu fosforu a síry, k přidávání struskotvorných přísad a zahřátí oceli na požadovanou odpichovou teplotu. Během odpichu oceli z kyslíkového konvertoru je provedeno nalegování oceli přísadami - tzv. feroslitinami - na požadované hodnoty. V závěru odpichu je přidána na hladinu oceli syntetická struska v předem určeném množství a složení. Následně tavba prochází procesem zpracování na stanovištích sekundární metalurgie. V první části dojde k homogenizaci oceli inertním plynem argonem z důvodu teplotní a chemické homogenity v celém objemu licí pánve. Je zde rovněž provedena případná dezoxidace strusky, následně je odebrán vzorek chemického složení a změřena teplota oceli. Tavba je odeslána k dalšímu zpracování, kde je podle obdržené chemické analýzy dolegována na požadované finální rozhraní jednotlivých prvků. Zároveň je proveden ohřev oceli na požadovanou hodnotu určenou k lití na ZPO2. Tavby značky 1329 jsou odlévány na ZPO č. 2 ve vícetavbových sekvencích. ZPO2 umožňuje odlévání sochorů kvadrátu 150 mm na 8 licích proudech ze dvou mezipánví. Teploty lití, licí rychlosti a ostatní parametry jsou předem stanoveny dle značky oceli a jsou během lití měřeny a regulovány dle potřeby. Lití jedné tavby na ZPO2 trvá cca 55 minut. Odlité sochory projdou chladicím roštem a jsou následně naloženy na vagóny a odeslány k dalšímu zpracování. 38
43 7. Laboratorní zkoušky tvařitelnosti elektrodové oceli pomocí torzního plastometru SETARAM 7.1 Dodaný materiál, odběr a výroba zkušebních tyčí K odběru materiálu pro výrobu zkušebních tyčí byl zvolen vývalek z kontilitého sochoru 150 x 150 mm po průchodu přípravným pořadím KDT o průměru Ø 55 mm. Chemické složení tavby dodaného materiálu je uvedeno v tab. 5. Z kusu byl v podélném směru odebrán vzorek pro hodnocení makrostruktury a mikrostruktury v podélném směru. Zkušební tyče pro univerzální plastometr SETARAM byly odebrány v podélném směru ke směru válcování (ose vývalku). Tyče označené VÚ , délky 180 mm, mají válcovou deformační část o rozměrech Ø 6 x 50 mm Makrostruktura U makra připraveného v podélném směru kulatiny Ø 55 mm z elektrodové oceli 1329 bylo provedeno hodnocení výskytu segregací síry prostřednictvím Baumannova otisku ve firmě MATERIÁLOVÝ A METALURGICKÝ VÝZKUM, s. r. o. Baumannův otisk i vzhledem k velmi nízkému obsahu síry neodhalil žádné výrazné segregace. Na obr. 9 jsou patrné velmi jemné tečkovité segregace, které byly poměrně rovnoměrně distribuované na hodnocené ploše vzorku. Obr. 11: Baumannův otisk v podélném směru (cca 1 : 1). 39



44 Celková makrostruktura zviditelněná leptáním v 10% kyselině dusičné se jevila jemnozrnná (obr. 10). V podpovrchové oblasti kulatiny se struktura na jedné straně studovaného řezu zdála mírně hrubozrnnější. V podélném směru bylo detekováno několik nevýrazných, světleji se leptajících pásmových segregací, které probíhaly souběžně s podélnou osou kulatiny. Obr. 12: Makrostruktura v podélném směru, zv. 2x Experimentální stanovení deformačního chování Experimentální práce byly zaměřeny na stanovení deformačního chování oceli 1329 za vysokých teplot, a to na univerzálním torzním plastometru SETARAM. Pro stanovení maximální deformace do lomu byly provedeny tzv. kontinuální zkoušky do lomu. Pro určení případného vlivu rychlosti deformace na tvařitelnost byly zvoleny dvě výrazně rozdílné rychlosti deformace, a to 40 ot/min a 200 ot/min. Deformační chování bylo zkoumáno v rozmezí teplot 800 až 1200 C s výdrží na teplotě 1 minutu, s předehřevem 1200 C po dobu 10 minut. Předehřev umožňuje simulovat skutečný technologický proces ohřevu sochoru v peci, kdy kontilité sochory oceli 1329 jsou ohřívány na 1200 C a následně po 40
45 výstupu z pece vstupují do prvního válcovacího pořadí za poklesu teploty. Přehled provedených experimentů uvádí tab. 6 a 7. Tab. 6: Provedené experimentální zkoušky při rychlosti 40 ot/min č. zk. 332/1 332/2 332/3 332/4 332/5 332/6 332/7 332/8 332/9 Sef [-] 4,10 4,03 3,32 3,23 2,98 2,21 1,92 1,58 1,78 Nf [počet] 138,6 130,18 70,1 64,74 52,04 26,5 20,24 14,6 17,76 D [mm] L [mm] rychlost [ot/min] teplota [ C] Tab. 7: Provedené experimentální zkoušky při rychlosti 200 ot/min č. zk. 332/10 332/21 332/12 332/13 332/22 332/15 332/16 332/17 332/20 Sef [-] 4,36 4,29 3,57 3,08 2,96 2,55 2,53 1,98 1,83 Nf [počet] 172,85 163,27 87,33 57,12 51,29 35,63 35,08 21,47 18,64 D [mm] L [mm] rychlost [ot/min] teplota [ C]
46 5,0 4,5 4,0 3,5 Sef [-] 3,0 2, ,0 1,5 1,0 0,5 0, Zadaná teplota deformace [ C] Obr. 13: Graf tvařitelnosti na zadané teplotě deformace pro dvě rychlosti kroucení 40 a 200 ot/min, vzorky 6 x 50 mm Charakteristikou tvařitelnosti je pro tuto zkoušku intenzita deformace do lomu Sef, která je v závislosti na teplotě deformace znázorněna v obrázku 13 pro obě rychlosti deformace (40 a 200 ot/min). Závislosti intenzity napětí na intenzitě deformace Se získané vyhodnocením experimentů jsou pro rychlost 200 ot/min zobrazeny v obrázku
47 [MPa] /20 (E/20) 1200 C/ C/1 332/17 (E/17) 1200 C/ C/1 332/16 (E/16) 1200 C/ C/1 332/15 (E/15) 1200 C/ C/1 332/22 (E/22) 1200 C/ C/1 332/13 (E/13) 1200 C/ C/1 332/12 (E/12) 1200 C/ C/1 332/21 (E/21) 1200 C/ C/1 332/10 (E/10) 1200 C/ ,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 Se [-] 4,5 Obr. 14: Porovnání křivek napětí-deformace pro elektrodovou ocel 1329, rychlost 200 ot/min, 6 x 50 mm, volné chlazení Dílčí závěry Makrostruktura tyče Ø 55 mm je po průřezu nehomogenní, objevují se segregační pásy. Díky vysokému stupni přetvoření konečného drátu (Ø 5,5 mm vzhledem k rozměrům vstupního sochoru 150 x 150 mm) dojde pravděpodobně k dokonalému protváření a zhomogenizování makrostruktury po průřezu drátu. Po předválcovacím pořadí je povrch vývalku v některých místech hladký, bez zřejmých vad, zatímco jiné oblasti vykazují nerovný zokujený povrch s pronikáním této vrstvy do zdravého materiálu až do hloubky 150 m. Zůstanou-li okuje zaválcovány do povrchu v následujících válcovacích pořadích, mohou tyto povrchové nerovnosti být původcem výskytu povrchových vad na konečném drátu. Z obrázku č. 13 je vidět, že při rychlosti 40 ot/min tvařitelnost klesá od hodnoty 800 C do hodnoty 850 C. To by mohlo být způsobeno oblastí tzv. nestability, která je zaznamenána v procesní mapě podle Kima [18]. Po překročení teploty 850 C tvařitelnost stoupá až do hodnoty 1200 C. V teplotním intervalu 1100 C až 1150 C je nárůst výrazný. U rychlosti 200 ot/min je v celém intervalu teplot růst tvařitelnosti. Od teploty 900 C do 950 C dochází k ustálení, od 950 C opět k růstu. 43

48 8. Provedení provozních zkoušek s ověřením plastických výsledků 8.1 Válcování vzorků na KDT Koncem dubna byl za mé přítomnosti z tavby T26126 odválcován na kontidrátové trati v TŽ, a. s., drát o průměru 5,5 mm. Teploty byly zvoleny s ohledem na laboratorní výsledky z plastometru a rozpadový diagram oceli značky 1329, kdy ocel se během intervalu našich teplot nachází v oblasti jednofázové austenitické struktury. Během intervalu od 800 C do 850 C tvařitelnost klesala, naopak od hodnoty 850 C do 1200 C rostla. Proto jsme zvolili z prvního intervalu teplotu o hodnotě 829 C a z druhého o hodnotách 880 C a 910 C. Po válcování byly vyhodnoceny povrchové vady, mikrostruktura a provedeny tahové zkoušky. Obr. 15: Rozpadový diagram 1. zn
49 8.2 Mechanické vlastnosti vzorků první skupiny, válcovaných při teplotě 829 C Na vzorcích první skupiny, u kterých byla dosažena teplota před hotovním pořadím 829 C, byla naměřena průměrná hodnota meze kluzu 583 MPa. Nejvyšší hodnota byla dosažena u vzorku č. 4 (601 MPa) a nejnižší u vzorku č. 5 (567 MPa). Mez pevnosti dosáhla průměrné hodnoty 890 MPa. Nejvyšší hodnota byla naměřena u vzorku č. 8 (918 MPa) a nejnižší u vzorku č. 3 (865 MPa). Průměrná hodnota tažnosti byla 23,3 %, kde nejvyšší hodnota byla naměřena u vzorku č. 3 (27,7 %) a nejnižší u vzorku č. 9 (19,7 %). Průměrná hodnota kontrakce činila 63,37 %, nejvyšší hodnota 66,1 % u vzorku č. 3 a nejnižší 60,7 % u vzorku č. 9. Tab. 8: Rozměry vzorků první skupiny pro teplotu 829 C před zkouškou a po zkoušce Skutečné rozměry před zkouškou po zkoušce Číslo vzorku průměr d [mm] průřez S 0 [mm 2 ] délka L 0 [mm] průměr d 1 [mm] průřez S 1 [mm 2 ] délka L 1 [mm] 1 5,49 23, ,31 8,6 37,3 2 5,49 23, ,3 8, ,5 23, ,2 8,04 38,3 4 5,51 23, ,28 8,44 36,3 5 5,52 23, ,4 9,07 37,2 6 5,48 23, ,28 8,44 36,3 7 5,51 23, ,36 8, ,51 23, ,28 8,44 36,8 9 5,52 23, ,46 9,4 35,9 10 5,49 23, ,4 9,07 36,8 45
50 Tab. 9: Mechanické hodnoty první skupiny vzorků pro teplotu 829 C Osové tahové zatížení na mezi kluzu na mezi pevnosti [N] mez kluzu mez pevnosti tažnost kontrakce Číslo vzorku F [N] F m [N] R [MPa] R m [MPa] A [ %] Z [%] ,3 63, ,7 63, ,7 66, , , ,3 62, ,7 64, ,7 60, ,7 61,6 8.3 Mechanické vlastnosti vzorků druhé skupiny, válcovaných při teplotě 910 C Na vzorcích druhé skupiny, u kterých byla dosažena teplota před hotovním pořadím 910 C, byla naměřena průměrná hodnota meze kluzu 594 MPa. Nejvyšší hodnota byla dosažena u vzorku č. 6 (610 MPa) a nejnižší u vzorku č. 5 (582 MPa). Mez pevnosti dosáhla průměrné hodnoty 875 MPa. Nejvyšší hodnota byla naměřena u vzorku č. 8 (894 MPa) a nejnižší u vzorku č. 5 (855 MPa). Průměrná hodnota tažnosti činila 23,5 %, kde nejvyšší hodnota byla u vzorků č. 1 a č. 10, a to 25,7 %, nejnižší 21,7 % u vzorků č. 2 a č. 9. Průměrná hodnota kontrakce činila 64 %, nejvyšší hodnota dosáhla 65,6 % u vorku č. 7 nejnižší 61,6 % u vzorku č
51 Tab. 10: Rozměry vzorků druhé skupiny pro teplotu 910 C před zkouškou a po zkoušce Skutečné rozměry před zkouškou po zkoušce Číslo vzorku Průměr d[mm] Průřez S 0 [mm 2 ] Délka L 0 [mm] Průměr d 1 [mm] Průřez S 1 [mm 2 ] Délka L 1 [mm] 1 5,52 23, ,39 9,02 37,7 2 5,53 24, ,31 8,6 36,5 3 5,52 23, ,27 8,39 36,3 4 5,55 24, ,27 8,39 37,6 5 5,48 23, ,24 8,24 37,1 6 5,52 23, ,42 9,18 36,6 7 5,51 23, ,23 8,19 37,2 8 5,5 23, ,37 8,91 37,2 9 5,51 23, ,3 8,55 36,5 10 5,51 23, ,27 8,39 37,7 Tab. 11: Mechanické hodnoty druhé skupiny vzorků pro teplotu 910 C Osové tahové zatížení na mezi kluzu na mezi pevnosti mez kluzu mez pevnosti tažnost kontrakce Číslo vzorku F [N] Fm [N] R [MPa] Rm [MPa] A [ %] Z [ %] ,7 62, ,7 64, , ,3 65, , , , , ,7 64, ,7 64,7 8.4 Mechanické vlastnosti vzorků třetí skupiny, válcovaných při teplotě 880 C Na vzorcích třetí skupiny, u kterých byla dosažena teplota před hotovním pořadím 880 C, byla naměřena průměrná hodnota meze kluzu 599 MPa. Nejvyšší hodnota byla dosažena u vzorku č. 10 (610 MPa) a nejnižší u vzorku č. 8 (589 MPa). Mez pevnosti dosáhla průměrné hodnoty 882 MPa. Nejvyšší hodnota byla naměřena u vzorku č. 7 (903 MPa) a nejnižší u vzorku č. 1 (856 MPa). Průměrná hodnota tažnosti byla 24,3 %, kde nejvyšší 47
52 hodnota byla u vzorku č. 1, a to 26,7 %, nejnižší 19 % u vzorku č. 3. Průměrná hodnota kontrakce činila 62,5 %, nejvyšší hodnota 65,8 % u vzorku č. 1 a nejnižší 60,4 % u vzorku č. 4. Tab. 12: Rozměry vzorků třetí skupiny pro teplotu 880 C před zkouškou a po zkoušce Skutečné rozměry před zkouškou po zkoušce Číslo Průměr Průřez Délka Průměr Průřez Délka vzorku d[mm] S 0 [mm 2 ] L 0 [mm] d 1 [mm] S 1 [mm 2 ] L 1 [mm] 1 5,53 24, ,23 8, ,52 23, ,32 8,65 37,9 3 5,53 24, ,46 9,4 35,7 4 5,5 23, ,46 9,4 37,8 5 5,54 24,1 30 3,48 9,51 36,9 6 5,53 24, ,36 8,86 37,4 7 5,53 24, ,47 9,45 37,4 8 5,55 24, ,36 8,86 37,2 9 5,52 23, ,25 8,29 36,9 10 5,52 23, ,44 9,29 37,7 Tab. 13: Mechanické hodnoty třetí skupiny vzorků pro teplotu 880 C Osové tahové zatížení na mezi kluzu na mezi pevnosti mez kluzu mez pevnosti tažnost kontrakce Číslo vzorku F [N] Fm [N] R [MPa] Rm [MPa] A [ %] Z [ %] ,7 65, ,3 63, , , , , ,7 60, , , ,7 61,1 48
53 8.5 Shrnutí výsledků mechanických zkoušek Nejvyšší hodnota meze kluzu byla dosažena u teploty 880 C, a to 599 MPa. Mez pevnosti Rm byla nejvyšší u teploty 829 C. Hodnoty kontrakce a tažnosti byly nejvyšší u teploty 910 C. Z naměřených hodnot lze vyčíst, že mez pevnosti mírně klesá s rostoucí teplotou. Mechanické hodnoty pro všechny tři teploty se jen málo liší a dá se říci, že jsou poměrně stejné. Z hodnot lze usoudit, že naše tři teploty nemají výrazně odlišný vliv na mechanické hodnoty. 8.6 Popis programu pro vyhodnocení povrchových vad V prvním grafu je vývalek rozdělen do jednotlivých úseků SQI. Úsekům SQI je přiřazena hodnota (výška sloupce) na základě hustoty povrchových vad. Ve druhém grafu je znázorněn první kanál, který je používán pro statický výpočet kvality drátu SQI. Ve třetím grafu je znázorněn druhý kanál, který pracuje s nižším zesílením a je zaměřen na detekci fatálních vad a je pro nás nejdůležitější. Hustota vad je stanovena podílem součtu délek vad a délky úseků. Každý úsek SQI je hodnocen zvlášť a je určen pomocí vyhodnocovacího algoritmu, kde A 0, A 1, A 2, A 3 jsou kvalitativní koeficienty, V 1, V 2, V 3 jsou průměrné hustoty vad, které mají rozsah od 0 do 1. Hustota vad V 3 má větší důležitost než hustota V 2, a ta má větší důležitost než hustota V 1. Pokud vypočítané kvalitativní číslo SQI překročí hodnotu 9, automaticky se omezí na 9. SQI A. A (14) 0 V1 A1 V2. A2 V3. 3 Kvalitativní číslo RQI je stanoveno z aritmetického průměru kvalitativních čísel SQI. Celému vývalku je přiřazeno kvalitativní číslo mezi 1 a 9. N je počet vyhodnocovaných úseků. SQI RQI (15) N 49
54 8.6.1 Výsledky zkoušek prvního vzorku pro teplotu 829 C Hodnota SQI se pohybovala od 1 do 3,5 SQI, což je v normě. Norma je v rozmezí od 0 do 5. První kanál pro SQI se pohyboval v rozsahu od 0 do 100. U druhého kanálu je patrné, že se vyskytly fatální vady dokonce třikrát, a to je z uvedených teplot nejvíce. Obr. 16: Výsledky povrchových vad z defektomatu pro teplotu 829 C 50


55 8.6.2 Výsledky zkoušek druhého vzorku pro teplotu 910 C Hodnota SQI se pohybovala od 1 do 1,9 SQI, což je v normě. První kanál pro SQI se pohyboval v rozsahu od 0 do 42. U druhého kanálu se fatální chyby vůbec nevyskytovaly. Obr. 17: Výsledky povrchových vad z defektomatu pro teplotu 910 C 51
56 8.6.3 Výsledky zkoušek třetího vzorku pro teplotu 880 C Hodnota SQI se pohybovala od 1 do 8. Dvakrát byla překročena norma, která platí od hodnoty 5 SQI. První kanál pro SQI se pohyboval v rozsahu od 0 do 100. Pro druhý kanál se vyskytly fatální vady dvakrát, ale ne v takové velikosti, jako při teplotě 829 C. Obr. 18: Výsledky povrchových vad z defektomatu pro teplotu 880 C 52

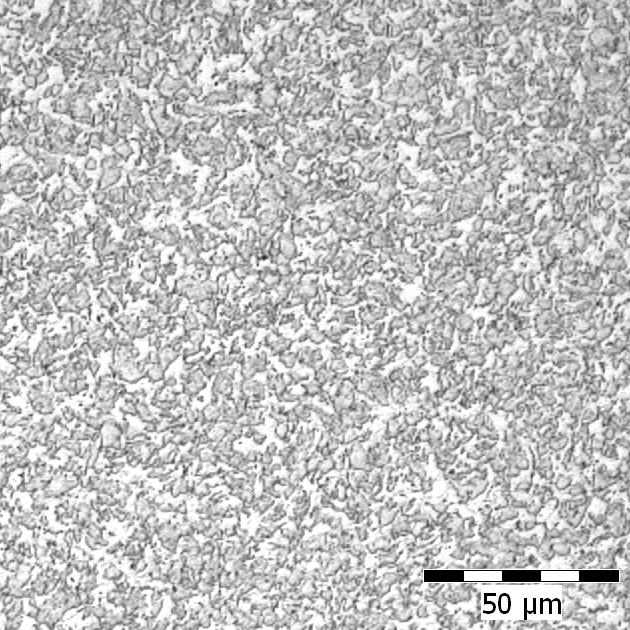
57 8.7 Vyhodnocení mikrostruktury Vady byly hodnoceny na příčném výbrusu a dále pro vyvolání mikrostruktury byly vzorky leptány ve 2% nitalu. Výsledky hodnocení jsou uvedeny v následujících tabulkách. Tab. 14: Typ a hloubka povrchových vad. Mikrostruktura na povrchu a ve středu vzorků první skupiny. Ozn. Povrchové vady Mikrostruktura Typ Max. hloubka [mm] Povrch Střed 1 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 2 z.o. 0,02 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 3 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 4 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 5 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 6 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 7 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 8 z.o. 0,02 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 9 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 10 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F Obr. 19: var.1, vzorek 1, z.o Obr. 20: var.1, vzorek 1, z.o 53


58 Obr. 21: var.1, vzorek 1, povrch Obr. 22: var.1, vzorek 1, střed Tab. 15: Typ a hloubka povrchových vad. Mikrostruktura na povrchu a ve středu vzorků druhé skupiny. Ozn. Povrchové vady Mikrostruktura Typ Max. hloubka [mm] Povrch Střed 1 z.o. 0,05 50%M, 2%Gl.P,48%F 50%M, 2%Gl.P,48%F 2 z.o. 0,04 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 3 z.o. 0,04 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 4 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 5 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 6 z.o. 0,04 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 7 z.o. 0,04 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 8 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 9 z.o. 0,05 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 10 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 54



59 Obr. 23: Var.2, vzorek 1, z.o Obr. 24: Var.2, vzorek 1, z.o., struktura Obr. 25: Var.2, vzorek 1, povrch Obr. 26: Var.2, vzorek 1, střed 55
60 Tab. 16: Typ a hloubka povrchových vad. Mikrostruktura na povrchu a ve středu vzorků třetí skupiny. Ozn. Povrchové vady Mikrostruktura Typ Max. hloubka [mm] Povrch Střed 1 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F z.o. 0,03 2 šupina 0,012 x 0,057 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 3 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 4 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F 5 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 6 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 7 z.o. 0,04 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 8 z.o. 0,05 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 9 z.o. 0,03 35%M, 2%Gl.P,63%F 35%M, 2%Gl.P,63%F 10 z.o. 0,03 40%M, 2%Gl.P,58%F 40%M, 2%Gl.P,58%F Obr. 27: Var.3, vzorek 1, z.o Obr. 28: Var. 3, vzorek 1, z.o, struktura 56

, dosahující max. hloubky 0,05 mm.")

61 Obr. 29: Var.3, vzorek 2, šupina Obr. 30: Var.3, vzorek 2, šupina, struktura Obr. 31: Var. 3, vzorek 1, povrch Obr. 32: Var. 3, vzorek 1, povrch Na dodaných vzorcích se vyskytovaly hlavně zaválcované okuje (popř. drobné trhlinky vyplněné okujemi), dosahující max. hloubky 0,05 mm. Na druhém vzorku varianty 3 se vyskytla drobná šupinka dosahující hloubky 0,012 mm a délky 0,057 mm. Struktura v okolí povrchových vad je jen mírně oduhličená, tak jako i v místech, kde se povrchové vady nevyskytují. 57
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
předválcovací vratné stolice Spojité hotovní pořadí
 je přednostně určena k optimalizačním simulacím podmínek teplotně řízeného válcování a ochlazování tyčí kruhového průřezu i ke studiu procesů intenzivního tváření za tepla. Umožňuje válcovat vratně na
je přednostně určena k optimalizačním simulacím podmínek teplotně řízeného válcování a ochlazování tyčí kruhového průřezu i ke studiu procesů intenzivního tváření za tepla. Umožňuje válcovat vratně na
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S.
 VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN
 5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
Metalurgie vysokopevn ch ocelí
 Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Houževnatost. i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii.
 ii.") Henry Kaiser, Hoover Dam 1 Henry Kaiser, 2 Houževnatost i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii. (Empirické) zkoušky houževnatosti
Henry Kaiser, Hoover Dam 1 Henry Kaiser, 2 Houževnatost i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii. (Empirické) zkoušky houževnatosti
Vlastnosti a zkoušení materiálů. Přednáška č.9 Plasticita a creep
 Vlastnosti a zkoušení materiálů Přednáška č.9 Plasticita a creep Vliv teploty na chování materiálu 1. Teplotní roztažnost L = L α T ( x) dl 2. Závislost modulu pružnosti na teplotě: Modul pružnosti při
Vlastnosti a zkoušení materiálů Přednáška č.9 Plasticita a creep Vliv teploty na chování materiálu 1. Teplotní roztažnost L = L α T ( x) dl 2. Závislost modulu pružnosti na teplotě: Modul pružnosti při
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Mechanické vlastnosti technických materiálů a jejich měření. Metody charakterizace nanomateriálů 1
 Mechanické vlastnosti technických materiálů a jejich měření Metody charakterizace nanomateriálů 1 Základní rozdělení vlastností ZMV Přednáška č. 1 Nejobvyklejší dělení vlastností materiálů v technické
Mechanické vlastnosti technických materiálů a jejich měření Metody charakterizace nanomateriálů 1 Základní rozdělení vlastností ZMV Přednáška č. 1 Nejobvyklejší dělení vlastností materiálů v technické
Test A 100 [%] 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná.
![Test A 100 [%] 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná.](/thumbs/26/4457375.jpg "Test A 100 [%] 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná.") Test A 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná. 2. Co je to µ? - Poissonův poměr µ poměr poměrného příčného zkrácení k poměrnému podélnému prodloužení v oblasti pružných
Test A 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná. 2. Co je to µ? - Poissonův poměr µ poměr poměrného příčného zkrácení k poměrnému podélnému prodloužení v oblasti pružných
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Návod pro cvičení z předmětu Válcování
 Návod pro cvičení z předmětu Válcování Metodika stanovení vlivu deformačního tepla na teplotní změny v intenzivně tvářeném Vypracováno v roce 2017 za podpory projektu RPP2017/148 Inovace vybraných cvičení
Návod pro cvičení z předmětu Válcování Metodika stanovení vlivu deformačního tepla na teplotní změny v intenzivně tvářeném Vypracováno v roce 2017 za podpory projektu RPP2017/148 Inovace vybraných cvičení
LETECKÉ MATERIÁLY. Úvod do předmětu
 LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
NAUKA O MATERIÁLU I. Zkoušky mechanické. Přednáška č. 04: Zkoušení materiálových vlastností I
 NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
Poruchy krystalové struktury
 Tomáš Doktor K618 - Materiály 1 15. října 2013 Tomáš Doktor (18MRI1) Poruchy krystalové struktury 15. října 2013 1 / 30 Poruchy krystalové struktury nelze vytvořit ideální strukturu krystalu bez poruch
Tomáš Doktor K618 - Materiály 1 15. října 2013 Tomáš Doktor (18MRI1) Poruchy krystalové struktury 15. října 2013 1 / 30 Poruchy krystalové struktury nelze vytvořit ideální strukturu krystalu bez poruch
LOGO. Struktura a vlastnosti pevných látek
 Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
ŽELEZO A JEHO SLITINY
 ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
FÁZOVÉ PŘEMĚNY. Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)
 kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)") FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
Postup výroby drátu válcováním. Předmět Strojírenská technologie
 Předmět Strojírenská technologie Úvod Popis výrobku: Drát je hutní výrobek, který je nejčastěji kruhovitého průřezu. Vyrábět se může dvěma způsoby a) Válcováním b) Tažením Dráty jsou vyráběny především
Předmět Strojírenská technologie Úvod Popis výrobku: Drát je hutní výrobek, který je nejčastěji kruhovitého průřezu. Vyrábět se může dvěma způsoby a) Válcováním b) Tažením Dráty jsou vyráběny především
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
COMTES FHT a.s. R&D in metals
 COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
KONSTITUČNÍ VZTAHY. 1. Tahová zkouška
 1. Tahová zkouška Tahová zkouška se provádí dle ČSN EN ISO 6892-1 (aktualizována v roce 2010) Je nejčastější mechanickou zkouškou kovových materiálů. Zkoušky se realizují na trhacích strojích, kde se zkušební
1. Tahová zkouška Tahová zkouška se provádí dle ČSN EN ISO 6892-1 (aktualizována v roce 2010) Je nejčastější mechanickou zkouškou kovových materiálů. Zkoušky se realizují na trhacích strojích, kde se zkušební
VÍŘIVÉ PROUDY DZM 2013 1
 VÍŘIVÉ PROUDY DZM 2013 1 2 VÍŘIVÉ PROUDY ÚVOD Vířivé proudy tvoří druhou skupinu v metodách, které využívají ke zjišťování vad materiálu a výrobků působení elektromagnetického pole. Na rozdíl od metody
VÍŘIVÉ PROUDY DZM 2013 1 2 VÍŘIVÉ PROUDY ÚVOD Vířivé proudy tvoří druhou skupinu v metodách, které využívají ke zjišťování vad materiálu a výrobků působení elektromagnetického pole. Na rozdíl od metody
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Posouzení stavu rychlořezné oceli protahovacího trnu
 Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
MODELOVÁNÍ VÁLCOVÁNÍ TEPLÉHO OCELOVÉHO PÁSU KONSTRUKČNÍCH JAKOSTÍ NA LABORATORNÍ VÁLCOVACÍ TRATI TANDEM
 MODELOVÁNÍ VÁLCOVÁNÍ TEPLÉHO OCELOVÉHO PÁSU KONSTRUKČNÍCH JAKOSTÍ NA LABORATORNÍ VÁLCOVACÍ TRATI TANDEM Libor Černý a Ivo Schindler b a) Výzkumný a zkušební ústav, NOVÁ HUŤ, a. s. Ostrava, ČR b) Ústav
MODELOVÁNÍ VÁLCOVÁNÍ TEPLÉHO OCELOVÉHO PÁSU KONSTRUKČNÍCH JAKOSTÍ NA LABORATORNÍ VÁLCOVACÍ TRATI TANDEM Libor Černý a Ivo Schindler b a) Výzkumný a zkušební ústav, NOVÁ HUŤ, a. s. Ostrava, ČR b) Ústav
PRVNÍ POZNATKY Z VÁLCOVÁNÍ MIKROLEGOVANÝCH PÁSŮ S MEZÍ KLUZU NAD 460 MPa NA TRATI STECKEL. Radim Pachlopník Pavel Vavroš
 PRVNÍ POZNATKY Z VÁLCOVÁNÍ MIKROLEGOVANÝCH PÁSŮ S MEZÍ KLUZU NAD 460 MPa NA TRATI STECKEL Radim Pachlopník Pavel Vavroš Nová Huť, a.s., Vratimovská 689, 707 02 Ostrava Kunčice, ČR, rpachlopnik@novahut.cz,
PRVNÍ POZNATKY Z VÁLCOVÁNÍ MIKROLEGOVANÝCH PÁSŮ S MEZÍ KLUZU NAD 460 MPa NA TRATI STECKEL Radim Pachlopník Pavel Vavroš Nová Huť, a.s., Vratimovská 689, 707 02 Ostrava Kunčice, ČR, rpachlopnik@novahut.cz,
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Přetváření a porušování materiálů
 Přetváření a porušování materiálů Přetváření a porušování materiálů 1. Viskoelasticita 2. Plasticita 3. Lomová mechanika 4. Mechanika poškození Přetváření a porušování materiálů 2. Plasticita 2.1 Konstitutivní
Přetváření a porušování materiálů Přetváření a porušování materiálů 1. Viskoelasticita 2. Plasticita 3. Lomová mechanika 4. Mechanika poškození Přetváření a porušování materiálů 2. Plasticita 2.1 Konstitutivní
PLASTOMETRICKÉ OVĚŘENÍ TERMOMECHANICKÝCH PODMÍNEK TVÁŘENÍ ŠROUBÁRENSKÝCH OCELÍ. Karel Čmiel a Josef Bořuta b Jiří Kliber, Tomáš Kubina c
 PLASTOMETRICKÉ OVĚŘENÍ TERMOMECHANICKÝCH PODMÍNEK TVÁŘENÍ ŠROUBÁRENSKÝCH OCELÍ Karel Čmiel a Josef Bořuta b Jiří Kliber, Tomáš Kubina c a Třinecké železárny, a. s., Průmyslová 1000, 739 70 Třinec Staré
PLASTOMETRICKÉ OVĚŘENÍ TERMOMECHANICKÝCH PODMÍNEK TVÁŘENÍ ŠROUBÁRENSKÝCH OCELÍ Karel Čmiel a Josef Bořuta b Jiří Kliber, Tomáš Kubina c a Třinecké železárny, a. s., Průmyslová 1000, 739 70 Třinec Staré
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Precipitace. Změna rozpustnosti je základním předpokladem pro precipitační proces
 Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Návod pro cvičení z předmětu Válcování
 Návod pro cvičení z předmětu Válcování Určení vlivu termomechanických parametrů válcování a rychlosti ochlazování na teploty fázových transformací a charakter výsledné mikrostruktury - praktické ověření
Návod pro cvičení z předmětu Válcování Určení vlivu termomechanických parametrů válcování a rychlosti ochlazování na teploty fázových transformací a charakter výsledné mikrostruktury - praktické ověření
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Vlastnosti a zkoušení materiálů. Přednáška č.4 Úvod do pružnosti a pevnosti
 Vlastnosti a zkoušení materiálů Přednáška č.4 Úvod do pružnosti a pevnosti Teoretická a skutečná pevnost kovů Trvalá deformace polykrystalů začíná při vyšším napětí než u monokrystalů, tj. hodnota meze
Vlastnosti a zkoušení materiálů Přednáška č.4 Úvod do pružnosti a pevnosti Teoretická a skutečná pevnost kovů Trvalá deformace polykrystalů začíná při vyšším napětí než u monokrystalů, tj. hodnota meze
Projekt: 1.5, Registrační číslo: CZ.1.07/1.5.00/ Tepelné zpracování
 Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
3. Způsoby výroby normalizovaných polotovarů
 3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky
 Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky ČS E 10025 3 září 2005 Způsob výroby volí výrobce.. Pokud to bylo
Výrobky válcované za tepla z jemnozrnných konstrukčních ocelí normalizačně žíhané nebo normalizačně válcované Technické dodací podmínky ČS E 10025 3 září 2005 Způsob výroby volí výrobce.. Pokud to bylo
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část A4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část A4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec,
 BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Výroba surového železa, oceli, litiny
 Výroba surového železa, oceli, litiny Výroba surového železa Surové želeo se vyrábí ve vysoké peci. Obr. vysoké pece etapy výroby surového železa K výrobě surového železa potřebujeme tyto suroviny : 1.
Výroba surového železa, oceli, litiny Výroba surového železa Surové želeo se vyrábí ve vysoké peci. Obr. vysoké pece etapy výroby surového železa K výrobě surového železa potřebujeme tyto suroviny : 1.
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Struktura a vlastnosti kovů I.
 Struktura a vlastnosti kovů I. Vlastnosti fyzikální (teplota tání, měrný objem, moduly pružnosti) Vlastnosti elektrické (vodivost,polovodivost, supravodivost) Vlastnosti magnetické (feromagnetika, antiferomagnetika)
Struktura a vlastnosti kovů I. Vlastnosti fyzikální (teplota tání, měrný objem, moduly pružnosti) Vlastnosti elektrické (vodivost,polovodivost, supravodivost) Vlastnosti magnetické (feromagnetika, antiferomagnetika)
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV
 KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ
 7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
DYNAMICKÉ UZDRAVOVACÍ PROCESY A VLASTNOSTI MN-B A MN-SI OCELÍ PŘI LABORATORNÍ SIMULACI VÁLCOVÁNÍ ZA TEPLA
 DYNAMICKÉ UZDRAVOVACÍ PROCESY A VLASTNOSTI MN-B A MN-SI OCELÍ PŘI LABORATORNÍ SIMULACI VÁLCOVÁNÍ ZA TEPLA Janusz Dänemark a, Ivo Schindler a, Petr Kozelský a Josef Bořuta b Anna Moráfková c a Ústav modelování
DYNAMICKÉ UZDRAVOVACÍ PROCESY A VLASTNOSTI MN-B A MN-SI OCELÍ PŘI LABORATORNÍ SIMULACI VÁLCOVÁNÍ ZA TEPLA Janusz Dänemark a, Ivo Schindler a, Petr Kozelský a Josef Bořuta b Anna Moráfková c a Ústav modelování
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ
 NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA. Jiří Stanislav
 OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
3.2 Základy pevnosti materiálu. Ing. Pavel Bělov
 3.2 Základy pevnosti materiálu Ing. Pavel Bělov 23.5.2018 Normálové napětí představuje vazbu, která brání částicím tělesa k sobě přiblížit nebo se od sebe oddálit je kolmé na rovinu řezu v případě že je
3.2 Základy pevnosti materiálu Ing. Pavel Bělov 23.5.2018 Normálové napětí představuje vazbu, která brání částicím tělesa k sobě přiblížit nebo se od sebe oddálit je kolmé na rovinu řezu v případě že je
Wöhlerova křivka (uhlíkové oceli výrazná mez únavy)
") Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
K618 - Materiály listopadu 2013
 Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa
 Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
NTI/USM Úvod do studia materiálů Ocel a slitiny železa
 NTI/USM Úvod do studia materiálů Ocel a slitiny železa Petr Šidlof Připraveno s využitím skript Úvod do studia materiálů, Prof. RNDr. Bohumil Kratochvíl, DSc., Prof. Ing. Václav Švorčík, DrSc., Doc. Dr.
NTI/USM Úvod do studia materiálů Ocel a slitiny železa Petr Šidlof Připraveno s využitím skript Úvod do studia materiálů, Prof. RNDr. Bohumil Kratochvíl, DSc., Prof. Ing. Václav Švorčík, DrSc., Doc. Dr.
Experimentální zjišťování charakteristik kompozitových materiálů a dílů
 Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Uplatnění ocelových konstrukcí
 Uplatnění ocelových konstrukcí Pozemní stavby halové stavby průmyslové, zemědělské apod. jednopodlažní a vícepodlažní objekty: administrativní, garáře, objekty občanského vybavení; zastřešení: sportoviště,
Uplatnění ocelových konstrukcí Pozemní stavby halové stavby průmyslové, zemědělské apod. jednopodlažní a vícepodlažní objekty: administrativní, garáře, objekty občanského vybavení; zastřešení: sportoviště,
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře
 Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře Consarc Engineering Ltd, Inductotherm Group, vyvinula novou řadu indukčních tavicích pecí pro zpracování železných
Nová tavící technologie firmy Consarc -vakuum CAP - ve vakuu nebo v ochranné atmosféře Consarc Engineering Ltd, Inductotherm Group, vyvinula novou řadu indukčních tavicích pecí pro zpracování železných
CHARAKTERIZACE MATERIÁLU POMOCÍ DIFRAKČNÍ METODY DEBYEOVA-SCHERREROVA NA ZPĚTNÝ ODRAZ
 CHARAKTERIZACE MATERIÁLU POMOCÍ DIFRAKČNÍ METODY DEBYEOVA-SCHERREROVA NA ZPĚTNÝ ODRAZ Lukáš ZUZÁNEK Katedra strojírenské technologie, Fakulta strojní, TU v Liberci, Studentská 2, 461 17 Liberec 1, CZ,
CHARAKTERIZACE MATERIÁLU POMOCÍ DIFRAKČNÍ METODY DEBYEOVA-SCHERREROVA NA ZPĚTNÝ ODRAZ Lukáš ZUZÁNEK Katedra strojírenské technologie, Fakulta strojní, TU v Liberci, Studentská 2, 461 17 Liberec 1, CZ,
6.3 Výrobky Způsob výroby volí výrobce. Pro minimální stupeň přetváření válcovaných a kovaných výrobků viz A4.
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M AT E R I Á L U Š L E C H T I L É O CE LI ČSN EN 10084 Oceli k cementování Technické dodací podmínky Údaje pro objednávání.1 Povinné
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
Zkouška rázem v ohybu. Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer. Jméno: St. skupina: Datum cvičení:
 BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191
 Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu