VLASTNOSTI POVLAKŮ ŘEZNÝCH NÁSTROJŮ ZE SLINUTÉHO KARBIDU
|
|
|
- Lukáš Tichý
- před 6 lety
- Počet zobrazení:
Transkript

1 VLASTNOSTI POVLAKŮ ŘEZNÝCH NÁSTROJŮ ZE SLINUTÉHO KARBIDU COATING PROPERTIES OF CUTTING TOOLS CARBIDE DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. PETRA DOLEŽALOVÁ VEDOUCÍ PRÁCE SUPERVISOR Ing. KAREL OSIČKA PhD. BRNO 2013
2
3
4 FSI VUT DIPLOMOVÁ PRÁCE List 1 ABSTRAKT Diplomová práce na téma Vlastnosti povlaků řezných nástrojů ze slinutého karbidu je rozdělena do dvou částí. První část se zabývá teoretickým popisem metod nanášení povlaků, rozborem současných používaných povlaků, jejich vlastnostmi a popisem metod, kterými se jednotlivé vlastnosti analyzují. Druhá část je praktická, zaměřena na zkoušení povlaků a analýzu hodnot získaných z experimentů. Cílem diplomové práce je poté porovnat vlastnosti jednotlivých zkoušených povlaků. Klíčová slova Fyzikální napařování, PVD povlaky, tloušťka, abraze, adheze, tvrdost, kluzné vlastnosti, oxidace ABSTRACT Diploma thesis is divided into two parts. The first part is focused on theoretical description of coating methods, on currently used coatings, their properties and it is also focused on description of methods, which are used for analyzing each property. The second part focuses on testing of coatings and analyzing of the values obtained from experiments. The aim of this thesis is then to compare the properties of the tested coatings. Keywords Physical vapour deposition, PVD coatings, thickness, abrasion, adhesion, hardness, sliding properties, oxidation BIBLIOGRAFICKÁ CITACE DOLEŽALOVÁ, Petra. Vlastnosti povlaků řezných nástrojů ze slinutého karbidu. Brno Diplomová práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. 52 s. příloh 3. Vedoucí diplomové práce Ing. Karel Osička PhD.
5 FSI VUT DIPLOMOVÁ PRÁCE List 2 PROHLÁŠENÍ Prohlašuji, že jsem diplomovou práci na téma Vlastnosti povlaků řezných nástrojů ze slinutého karbidu vypracovala samostatně s použitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce. Datum Bc. Petra Doležalová
6 FSI VUT DIPLOMOVÁ PRÁCE List 3 PODĚKOVÁNÍ Děkuji tímto panu Ing. Karlu Osičkovi PhD. z VUT Brno a paní Mgr. Evě Vítámvásové z firmy Pramet tools s.r.o. za trpělivost, ochotu a za cenné připomínky a rady při vypracování diplomové práce. V neposlední řadě také děkuji své rodině za podporu během mého studia.
7 FSI VUT DIPLOMOVÁ PRÁCE List 4 OBSAH ABSTRAKT.. 1 PROHLÁŠENÍ... 2 PODĚKOVÁNÍ. 3 OBSAH.. 4 ÚVOD 6 1 ROZBOR METODY PVD POVLAKOVÁNÍ Princip PVD povlakování Typy PVD povlakování Vakuové napařování Naprašování Obloukové odpařování Iontové plátování ROZBOR SOUČASNÝCH POUŽÍVANÝCH PVD POVLAKŮ Charakteristika vybraných PVD povlaků Přídavné prvky a jejich vliv na vlastnosti PVD povlaků ZÁKLADNÍ CHARAKTERISTIKY PVD POVLAKŮ Tvrdost Adheze Tloušťka Abraze Kluzné vlastnosti Odolnost vůči oxidaci.. 23 EXPERIMENTÁLNÍ ČÁST TVRDOST PVD POVLAKŮ 27 5 TLOUŠŤKA PVD POVLAKŮ KLUZNÉ VLASTNOSTI PVD POVLAKŮ ADHEZE PVD POVLAKŮ ABRAZE PVD POVLAKŮ ODOLNOST VŮČI OXIDACI U PVD POVLAKŮ DISKUZE ZÁVĚR... 46
8 FSI VUT DIPLOMOVÁ PRÁCE List 5 SEZNAM POUŽITÝCH ZDROJŮ SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK SEZNAM PŘÍLOH 52
9 FSI VUT DIPLOMOVÁ PRÁCE List 6 ÚVOD V dnešní době, v důsledku zvyšujících se nároků na kvalitu produktů a na rychlost vývoje nových technologií si i obráběcí proces žádá dalších zlepšení. Jednu z hlavních rolí v procesu zlepšování budou hrát řezné materiály, které již dokáží do značné míry řezný proces zefektivnit. V úvahu se však musí brát jak materiál nástroje, geometrie nástroje, tak i řezné podmínky. Mezi řezné materiály se řadí např. rychlořezná ocel, cermety, řezná keramika, super tvrdé řezné materiály nebo slinutý karbid, který je součástí praktické části této práce. Slinutý karbid ve formě vyměnitelných břitových destiček (VBD) je mechanicky upnut do nožového držáku, frézy či vrtáku a jeho výroba vychází z práškové metalurgie. V současnosti je slinutý karbid využíván až z 80 % procent pro výrobu veškerých VBD. Nicméně, samotné řezné materiály by bez nanesení povlaků nestačily většině aplikací. Povlakované slinuté karbidy kombinují dobré vlastnosti substrátu a povlaku, jehož účelem je zlepšit řezné vlastnosti VBD a chránit ji před opotřebením. V době, kdy je nabídka povlaků na trhu bohatá, je důležité správně zvolit a aplikovat takový povlak, který bude optimální pro požadovanou funkci nástroje, od soustružení, frézování, vrtání, až po nanášení na tvářecí nástroje. Povlaky mohou být naneseny buď chemickým nebo fyzikálním napařováním. Cílem této diplomové práce bude charakterizovat základní vlastnosti čtyř různých povlaků nanesených na vzorky metodou fyzikálního napařování. Pomocí příslušných metod určit tloušťku, tvrdost, kluznost, adhezi jednotlivých povlaků a také jejich odolnost vůči oxidaci a abrazi. Získané výsledky pak kriticky zhodnotit.
 se datuje na začátek 80. let 20. století, je ekologická, nepracuje s žádným toxickým nebo nebezpečným prvkem. Povlakované nástroje (obr.")
10 FSI VUT DIPLOMOVÁ PRÁCE List 7 1 ROZBOR METODY PVD POVLAKOVÁNÍ Jedním z nejdůležitějších kroků při vývoji slinutých karbidů byl vznik povlakovacího systému. Metoda PVD (physical vapour deposition) se datuje na začátek 80. let 20. století, je ekologická, nepracuje s žádným toxickým nebo nebezpečným prvkem. Povlakované nástroje (obr. 1) mají vyšší výkon a poskytují větší životnost než nástroje nepovlakované Princip PVD povlakování Obr. 1 Ukázka povlakovaných břitových destiček. 2 Metoda PVD je proces nanášení povlaku, ve kterém je materiál odpařován z pevného nebo tekutého zdroje ve formě atomů nebo molekul. Odpařený materiál je poté přenesen ve formě par přes vakuum nebo nízkotlaké plynné (popř. plazmové) prostředí na podklad, kde kondenzuje. V nanášecím procesu se sloučenina formuje díky reakci nanášeného materiálu s okolním plynným prostředím, např. s argonem nebo dusíkem. Povlaky vznikají při tlaku 0,1 10 Pa ve vakuové komoře, do níž je vpouštěn pracovní plyn. Existuje také tzv. kvazi reaktivní nanášení, což je nanášení vrstev sloučenin, kde nedostatek těkavějších nebo reaktivních prvků během přenosu a kondenzačního procesu je kompenzován parciálním tlakem reaktivního plynu v nanášecím prostředí. 1 Běžně jsou PVD procesy používány k nanášení tlouštěk v rozmezí jednotek až tisíců nanometrů a lze tyto procesy použít i pro nanášení několikavrstvých povlaků. PVD metoda umožňuje povlakovat jak ploché tvary, tak i složitější geometrie. Rychlost povlakování se pohybuje okolo 1 10 nm za sekundu. 1 Před nanesením samotného povlaku se musí povrch očistit a odmastit. Dále musí vzorky před nanášením projít vakuovou komorou a následně se zahřejí na požadovanou teplotu. 1,3
11 FSI VUT DIPLOMOVÁ PRÁCE List Typy PVD povlakování Mezi hlavní metody PVD povlakování patří vakuové napařování, naprašování, obloukové odpařování a iontové plátování. Schematická zobrazení principů metod jsou zobrazena na obr Obr. 2 Metody PVD: Vakuové napařování (a), naprašování (b) a (c), naprašování ve vakuu (d), Iontové plátování s tepelným zdrojem odpařování (e), Iontové plátování s naprašovacím zdrojem (f), Iontové plátování se zdrojem obloukového odpařování (g). 1
12 FSI VUT DIPLOMOVÁ PRÁCE List Vakuové napařování Vakuové napařování je metoda, která slouží k odpařování materiálu z tepelného odpařovacího zdroje a k nanesení tohoto materiálu na povlakovaný podklad. V prostoru mezi tepelným zdrojem a podkladem dochází k malým nebo vůbec žádným srážkám odpařeného materiálu s molekulami plynu. Vakuové prostředí je schopné redukovat plynné znečistění v nanášecím systému na nízkou úroveň. Tlaky při vakuovém napařování obyčejně dosahují Pa, v závislosti na přípustném stupni plynného znečištění. 1 Vakuové napařování se obecně provádí pomocí zdroje tepelného záření, jako např. wolframové cívky nebo vysoce energetického elektronového laseru. Podklad je připevněn ve značné vzdálenosti od zdroje napařování, aby se zmírnilo působení tepla na podklad. Schéma metody je zobrazeno na obr Vakuové napařování se používá pro tvorbu zrcadlových, dekorativních, elektricky vodivých, korozně odolných povlaků a povlaků, které jsou odolné proti opotřebení. 1 Obr. 3 Schéma vakuového napařování Naprašování Naprašování je proces nanášení částic odpařených z povrchu nanášeného materiálu (terče) na podklad, pomocí fyzikálního naprašovacího procesu. Naprašování je neteplotní proces odpařování. Povrchové atomy nanášeného materiálu jsou vypuzeny z pevného povrchu pomocí kinetické energie částice, kterou je obvykle plynný iont urychlený plazmatem. 1 Naprašovací zdroje mohou být částice, směsi nebo sloučeniny. Materiál je z terče odpařován ve velkém množství. Naprašovací terče jsou zdrojem odpařovaní s velkou životností, které mohou být upevněny tak, aby odpařovaly v jakémkoli směru. Obecně je vzdálenost zdroje od podkladu kratší než u vakuového napařování. 1

13 FSI VUT DIPLOMOVÁ PRÁCE List 10 Naprašování může být prováděno energetickým iontovým nastřelováním z pevného povrchu ve vakuu, za použití iontového děla nebo nízkotlakého plazmatu, kde naprašované částice čelí malé nebo žádné plynné kolizi v prostoru mezi terčem a podkladem. Naprašování se provádí také za vysokého tlaku plazmatu, kde energetické částice naprašované nebo odražené od naprašovacího terče jsou nahřáty kolizemi s plynnou fází předtím, než dosáhnou povrchu podkladu. Schéma metody je zobrazeno na obr Naprašování je široce používáno na nanášení tenkých povlaků např. velmi tvrdých povlaků na nástroje a strojní součásti, dekorativních povlaků, magnetických povlaků, a dalších. 1 Obr. 4 Schéma naprašování Obloukové odpařování U této metody se využívá nízkonapěťového silnoproudého oblouku, hořícího mezi anodou a katodou. Vakuová komora o tlaku 0,5 3 Pa představuje anodu a terč představuje katodu. Na terči je hoření pouze bodové, takže se katoda taví jen v místě hoření oblouku nazývaném jako katodová skvrna (obr. 5), ta dosahuje teplot až C. Při takovýchto teplotách lze odpařovat téměř každý materiál, který je elektricky vodivý. Velikost katodové skvrny se pohybuje okolo 10 µm a je ovlivněna mírou elektrického proudu ( A). Katodová skvrna je regulována pomocí magnetického pole, to umožňuje kvalitnější výrobu povlaků a efektivnější využití terče. Teplota podkladu se pohybuje v rozmezí C. 6 Výhoda bodového hoření spočívá ve vysoké lokální rychlosti odpařování. Ionizace odpařených částic, ke které dochází, má kladný vliv na přilnavost povlaku k podkladu. 6 K negativním jevům této metody však patří tvorba tzv. mikročástic. Ty jsou tvořené mi-


14 FSI VUT DIPLOMOVÁ PRÁCE List 11 kroskopickými částicemi odpařovaného materiálu. Důsledkem je zhoršení drsnosti povrchu povlaku materiálu, odolnosti vůči korozi a součinitele tření. Moderní povlakovací zařízení, sloužící k obloukovému odpařování využívají rotačních katod, však umí tyto negativní jevy minimalizovat. Tvorbě mikročástic lze předcházet také vyřazením elektromagnetického filtru, který je součástí zařízení, z procesu povlakování. Touto modifikací se ale výrazně zpomaluje proces povlakování. Doporučuje se používat pouze u speciálních aplikací. 6 Doba povlakování za pomocí obloukového odpařování se pohybuje v řádech hodin a patří mezi nejpoužívanější metody současnosti. Schéma zařízení je zachyceno na obr Obr. 5 Schéma katodové skvrny. 7 Obr. 6 Schéma zařízení Iontové plátování Během iontového plátování se povlak na daném podkladu vytváří bombardováním nanášeného materiálu pomocí energetických částic o velikosti atomu. Touto metodou se dají měnit a kontrolovat vlastnosti nanášeného povlaku. Při iontovém plátování hrají velkou roli proměnné, jako jsou tok a hmotnost bombardovaných částic a poměr mezi bombardovanými částicemi a částicemi nanesenými. Nanášený materiál může být odpařován odprašo-
15 FSI VUT DIPLOMOVÁ PRÁCE List 12 váním, obloukovou erozí nebo rozkladem pomocí chemických par. Energetické částice, používané pro bombardování, jsou obvykle ionty inertního nebo reaktivního plynu. Příklad uspořádání experimentálního zařízení při vakuovém iontovém plátování je uveden na obr Iontové plátování zaručuje hustý povlak za relativně vysokých tlaků, kde rozptyl plynu dokáže zvýšit pokrytí povrchu. Iontovým plátováním se nanáší velmi tvrdé povlaky a povlaky vhodné i na složité povrchy. 1 Obr. 7 Schéma vakuového iontového plátování. 8


16 FSI VUT DIPLOMOVÁ PRÁCE List 13 2 ROZBOR SOUČASNÝCH POUŽÍVANÝCH PVD POVLAKŮ Řezné materiály s PVD povlaky jsou specifické svojí houževnatostí, ale také ostrostí břitů. Doporučují se pro obrábění materiálů, které mají tendenci ulpívat na břitu nebo pro dokončovací aplikace. Konkrétně se aplikují např. na monolitní karbidové frézy, vrtáky a velkou část materiálů pro zapichování, frézování, řezání závitů a středové břitové destičky pro vrtání Charakteristika vybraných PVD povlaků Povlak TiN TiN povlaky zlaté barvy se vzhledem ke svým vyváženým vlastnostem řadí mezi běžně používané povlaky. K výhodám patří např. nízká reakce s kovovými materiály, vysoká tvrdost, dobrá adheze, zvýšení houževnatosti nástroje, dobrá chemická stabilita. Tvrdost povlaku se pohybuje kolem 2300 HV a max. pracovní teplota okolo 500 C. 10 Aplikační oblastí tohoto povlaku je např. povlakování nástrojů sloužících k obrábění materiálů na bázi železa či povlakování odvalovacích fréz a další. Vzhledem ke své barvě je vhodný i pro dekorativní účely. Příklad použití povlaku TiN je na obr Obr. 8 Ukázka použití povlaku TiN: Povlak na odvalovací fréze (nahoře), povlak na vrtáku z rychlořezné oceli (dole). 10,11

. Další uplatnění je ve tváření. Příklad použití povlaku ZrN je na obr. 9. 12,13,14 Obr.")

17 FSI VUT DIPLOMOVÁ PRÁCE List 14 Povlak ZrN Jasný, zlatý povlak ZrN je oproti povlaku TiN zhruba o 30 % tvrdší, má větší kluznost a za vyšších teplot lepší chemickou a tepelnou stabilitu. Nástroje povlakované ZrN vydrží o % déle než nepovlakované nástroje. Tvrdost povlaku se pohybuje okolo 2600 HV a max. pracovní teplota je 600 C. Zajímavostí je, že povlak ZrN je biokompatibilní a díky této vlastnosti je vhodný jednak k povlakování externího a interního medicínského nářadí, tak i kloubních náhrad, což je výhodou pro pacienty, kteří trpí alergii na kovový materiál (zhruba 13% populace). Další uplatnění je ve tváření. Příklad použití povlaku ZrN je na obr ,13,14 Obr. 9 Příklad použití povlaku ZrN naneseném na nástrojích z rychlořezné oceli. 13 Povlak TiCN Povlaky TiCN modrošedé barvy se vyznačují nízkým koeficientem tření, vysokou houževnatostí a odolností vůči opotřebení i přes svoji vysokou tvrdost. Tvrdost povlaku se pohybuje kolem 3500 HV a max. pracovní teplota okolo 400 C. Pro své vlastnosti je ceněný např. při přerušovaném řezu, kdy vznikají nízké teploty na řezné hraně. Obvyklá aplikační oblast je frézování, řezání, vrtání a soustružení. Ukázka použití povlaku TiCN je na obr Obr. 10 Ukázka použití povlaku TiCN: v barvě modro sivé (vlevo), v antracitové barvě (vpravo). Povlak nanesený na nástrojích z rychlořezné oceli. Odstíny barev jsou závislé na poměru prvků v povlaku. 15



18 FSI VUT DIPLOMOVÁ PRÁCE List 15 Povlak TiAlSiN Povlaky antracitové barvy jsou ceněné pro svou extrémní oxidační odolnost, odolnost proti opotřebení a vysokou tepelnou tvrdost. Povlak TiAlSiN dosahuje tvrdosti kolem 3400 HV a max. pracovní teploty až kolem 900 C a představuje nový směr pro suché, tvrdé, vysokorychlostní obrábění a obrábění velmi abrazivních materiálů. Příklad použití povlaku TiAlSiN je zachycen na obr Povlak CrN Obr. 11 Nástroje povlakované TiAlSiN. 16 Barva povlaku CrN je stříbrně sivá. Mezi výhody povlaku CrN patří nízké pnutí, vysoká stabilita na vzduchu a především je vyhledávaný pro svoji dobrou adhezi, dobrou korozní odolnost a oxidační vlastnosti. Možnost nanášet i hrubší vrstvy je dána vysokou tvrdostí povlaku a také jeho velmi nízkou křehkostí. Tvrdost povlaku se pohybuje okolo 2000 HV a max. pracovní teplota okolo 600 C. Povlaky CrN se uplatní při obrábění slitin na bázi titanu a mědi. Ukázka aplikace povlaku CrN je zobrazena na obr Obr. 12 Ukázka aplikace povlaku CrN naneseného na konstrukční a rychlořezné oceli. 18

19 FSI VUT DIPLOMOVÁ PRÁCE List 16 Povlak TiAlN Fialový povlak TiAlN (obr. 13) je jedním z nejpoužívanějších povlaků v moderním, vysoce výkonném obrábění. Povlaky TiAlN jsou odolné vůči oxidaci a umožňují vykonávat práci zhruba o % rychleji než s povlakem TiN. Obsah hliníku v těchto povlacích je zhruba 50 procent. Tvrdost je asi 3000 HV a max. pracovní teplota 800 C. Aplikační oblast povlaku TiAlN je v obrábění abrazivních materiálů, např. litiny a je vhodný pro obrábění za sucha díky vysoké tepelné odolnosti. Nicméně, s obsahem hliníku v rozmezí % ztrácí povlaky tvrdost a odolnost proti opotřebení. 12,19,20 Rozdíl mezi povlakem TiAlN a povlakem AlTiN je v procentním obsahu prvku v povlaku. Prvek na prvním místě je obsažen ve větší míře než prvky ostatní. 12,19,20 Obr. 13 Povlak TiAlN nanesený na korunkový vrták z rychlořezné oceli. 21 Povlak TiCrN Povlaky TiCrN tmavě šedé barvy mají vysokou tvrdost, vysoký stupeň plasticity, dobrou odolnost proti korozi a oxidaci. Tvrdost povlaku se pohybuje kolem 3200 HV a max. pracovní teplota je C. Nástroje povlakované TiCrN jsou doporučeny pro dokončovací operace a pro frézování za použití procesní kapaliny. 22 Shrnutí vlastností PVD povlaků Pro rychlou orientaci mezi povlaky slouží shrnutí v tab. 2.1 a tab Tab. 2.1 Vlastnosti povlaků (MP víceúčelový povlak). 23 Povlak Barva Tvrdost HV Tloušťka [µm] Max tepl. použití [ C] Hlavní použití pro: TiN zlatá univerzální jakost TiAlN černofialová univ. jakost, pro stabilní řezy TiCN (MP) bronzově hnědá frézov., závitov., přeruš. řezy AlTiN černá výkonná jakost, pro tvrdé obr. TiCN (MP) šedomodrá pro frézování a závitování CrN kovově stříbrná obrábění lehkých kovů a Al slit. ZrN bílo zlatá obrábění Mg a Ti

20 FSI VUT DIPLOMOVÁ PRÁCE List 17 Tab. 2.2 Volba povlaku vzhledem k obráběnému materiálu. 23 Obráběný materiál Vrtání Soustružení Frézování Řezání závitů Pilování Vystružování protahováním ocel do 800 Mpa TiAlN AlTiN TiAlN TiN TiN TiCN Al slit., Si nad 12 % TiCN TiCN TiCN (MP) CrN CrN CrN Al slit., Si do 12 % CrN CrN CrN TiCN TiCN (MP) (MP) TiCN (MP) měď CrN CrN CrN CrN CrN CrN bronz, mosaz TiCN TiCN TiCN TiCN TiCN TiCN 2.2 Přídavné prvky a jejich vliv na vlastnosti PVD povlaků Křemík Povlaky s obsahem křemíku jsou známé pro svoje dokonalé izolační vlastnosti, vysokou tepelnou odolnost a díky tomu jsou vhodné právě pro vysokorychlostní obrábění. Přídavkem křemíku v povlacích a za použití správné technologie může vzniknout tzv. nanokompozitní povlak, který je špičkou mezi otěruvzdornými povlaky. Zrna nanokrystalického povlaku (TiAlN-, AlCrN-) se utváří v amorfní matrici, která je tvořena nitridem křemíku (obr. 14). Takto je uchována vysoká tvrdost, přesahující i 5000 HV. 19 Obr. 14 Nanokrystalická zrna TiAlN-, AlCrN- nebo AlTiCrN- umístěná v amorfní matrici tvořené nitridem křemíku. 19 Chrom Povlaky, obohacené o chrom, vynikají vysokou odolností proti abrazivnímu otěru a vysokou houževnatostí. Pro zvýšení tepelné odolnosti je tento prvek také vhodný, nicméně je jeho účinnost pro některé aplikace nedostatečná. Chrom je však ze zdravotního a ekologického hlediska závadný. Při likvidaci povlaků z vyřazených nástrojů může totiž vznikat Cr VI, který způsobuje rakovinu kůže. 19
21 FSI VUT DIPLOMOVÁ PRÁCE List 18 Yttrium Zvyšuje odolnost vůči oxidaci a korozní odolnost. Přídavek 3 % chromu a 2 % yttria výrazně zlepšuje oxidační chování u konvenčních povlaků, jako jsou TiN a TiAlN. Ytrium také podporuje zdokonalení tvaru zrna, což vede k nižšímu zbytkovému pnutí v povlaku. 24 Vanad Zahrnutí vanadu do mřížky TiN zvyšuje tvrdost povlaku. Bohužel však při vyšším obsahu vanadu klesá tažnost povlaků. Optimalizace výše přídavku vanadu je důležitá kvůli odolnosti proti opotřebení. 24 Bor Přídavek boru vede ke zlepšení abrazivního opotřebení povlaků na bázi titanu a hliníku. Bor v mřížce těchto povlaků zlepšuje řezný výkon o dva řády. Přídavek boru a uhlíku snižuje třecí součinitel povlaku. Není vždy nezbytné mít tvrdý povlak s vysokým modulem pružnosti. Povlak s nižší tvrdostí i nižším modulem pružnosti může působit jako vynikající mezivrstva mezi měkkým podkladem a ultra tvrdým povlakem s vysokým modulem pružnosti. 24 Hafnium Nitridy a karbidy s přídavkem hafnia mají vyšší tavící teploty i vyšší entalpie formování, díky tomu jsou odolné vůči kráterového opotřebení. 24 Vlastnosti povlaků jsou ovlivňovány nejen přidáním a změnou poměru chemických prvků, ale také zvolenou PVD technologií, přičemž každá je založená na jiném fyzikálním principu. Povlakovací zařízení se liší i ve své konstrukci a nastavených parametrech povlakování. To vše ovlivňuje výsledné vlastnosti povlaků.
22 FSI VUT DIPLOMOVÁ PRÁCE List 19 3 ZÁKLADNÍ CHARAKTERISTIKY PVD POVLAKŮ Povlaky nanesené pomocí fyzikálního napařování (PVD) jsou tenké a jejich vlastnosti jsou tedy těžko definovatelné. Obecně je využití povlakových kompozitů závislé na kombinaci vlastností povlaku a podkladu. 25 V současné době je vztah mezi mechanickými vlastnostmi, třením a povrchovým opotřebením příliš složitý na to, aby byl popsán pouze obecnými fyzikálními nebo matematickými teoriemi. Detailní znalost základních vlastností však přispívá k hlubšímu a kvalitnějšímu porozumění chování povlakových kompozitů a pomáhá při vývoji nových povlaků Tvrdost Tvrdost je vysvětlována jako odolnost materiálu vůči vnikání cizího tělesa. Měření tvrdosti se používá k posouzení kvality povlaku, a také slouží k předpovědi výkonu povlaku v rozmanitých aplikacích. Skutečná hodnota tvrdosti by však neměla být přeceňována. Na opotřebení má větší vliv než tvrdost např. tažnost, chemická stabilita, odolnosti proti únavě a další. Je také důležité zmínit, že tvrdost není materiálová konstanta. Každé měření závisí na tloušťce povlaku, tvrdosti substrátu, geometrii indentoru a několika dalších parametrech. 25,26 Jednou ze zkoušek sloužících ke zjištění tvrdosti povlaku je zkouška podle Vickerse (obr. 15), kde do zkoumané vrstvy kolmo k povrchu proniká diamantový čtyřboký jehlan, zatěžovaný silou F po stanovenou dobu sekund. Následně se změří střední hodnota úhlopříček vtisku a pomocí vzorce (3.1) se převede na hodnotu tvrdosti. 26 (3.1) kde: HV - tvrdost podle Vickerse F [N] - síla vtlačování d [mm] - průměr délky úhlopříček vtisku α [ ] - vrcholový úhel vnikajícího tělesa

.")
23 FSI VUT DIPLOMOVÁ PRÁCE List Adheze Obr. 15 Schéma zkoušky dle Vickerse. 26 Adheze, jinak také přilnavost, je schopnost materiálu přilnout k sobě. Z fyzikálního hlediska se jedná o přenos tečných sil při styku dvou povrchů bez zjevného pohybu. 27 Pro dosažení maximálního výkonu povlakovaných nástrojů je nutné, aby povlak perfektně přilnul k podkladu. Klade se proto důraz na přípravu podkladu před nanesením samotného povlaku. Adheze je nejdůležitější vlastností povlaků a je tedy kritickým parametrem. Měří se pomocí metody Scratch test (obr. 16). 28 Tato technika spočívá v řízeném zatěžování diamantového hrotu (nebo hrotu z karbidu wolframu), který se zároveň pohybuje po testované ploše. Zátěžová síla je v rozmezí N. Kritická zátěž, tedy síla, při které dojde k odtržení povlaku, je indikovaná buď akustickým senzorem připojeným k paži testeru, nebo vestavěným optickým mikroskopem. Hodnota adheze větší než 60 N zajišťuje, že při běžných aplikacích nedojde ke stržení či odloupnutí vrstvy. 28 Obr. 16 Scratch test. 29

24 FSI VUT DIPLOMOVÁ PRÁCE List 21 Další metodou, jak měřit adhezi povlaku je zkouška pomocí Rockwellova kuželového diamantu tzv. Mercedes test. Diamantový kužel proniká do povrchu povlakovaného materiálu a způsobuje tak masivní plastické deformace na rozhraní povlak substrát a tím dochází k odlupování povlaku. Typ a rozsah porušení povlaku vypovídají o jeho přilnavosti (obr. 17) Tloušťka Obr. 17 Porucha povlaku. 31 Tloušťka povlaků může výrazně ovlivnit výkon řezného nástroje, řezné síly i trvanlivost nástroje. Pohybuje se v rozmezí 2 10 µm. Tloušťka povlaku musí být volena optimálně, vzhledem k použití nástroje, např. pro závitníky se nanáší vrstva okolo 2 µm, u odvalovacích fréz dosahuje tloušťka až 8 µm. Růst tloušťky povlaku zhoršuje mechanickou pevnost naneseného povlaku, může však zvýšit efektivitu poloměru zaoblení na řezné hraně, čímž na ní snižuje napětí. Navíc je substrát lépe chráněn vůči abrazivnímu opotřebení a tepelnému zatížení. S rostoucí tloušťkou PVD povlaku sice roste i jeho výkon, ale také ceny za PVD povlakování. 32,33 Vliv kladu jednotlivých vrstev PVD povlaků na vlastnosti řezných nástrojů Vícevrstvé povlaky vykazují lepší vlastnosti než povlaky s jednou vrstvou. Speciálně nanovrstvy na rozdíl od monovrstev poskytují následující výhody: 24 1) Větší odolnost vůči odštěpení mikročástic. 2) Redukují adhesivní opotřebení díky nanokrystalické struktuře na rozdíl od struktury s kuželovitými zrny, která je typická pro jednovrstvý tlustý povlak. 3) Jednotlivá kuželovitá zrna v běžných PVD povlacích se plasticky deformují vlivem mechanického zatížení, což ústí v širokosáhlé oddělování vrstev povlaků, a také ve vznik a šíření trhlin v kolmém směru k podkladu. Na rozdíl od vícevrstvých povlaků, kde se vrstvy odlupují velice jemně bez známek plastické deformace a kolmého šíření trhlin vůči podkladu.

25 FSI VUT DIPLOMOVÁ PRÁCE List 22 4) Zvyšují tvrdost, tepelnou stabilitu a umožňují nanášet vrstvy ve větších tloušťkách, než u monovrstev. Kladení vícevrstvého povlaku probíhá vzhledem k vlastnostem jednotlivých povlaků tak, že jako první jsou na podklad obvykle naneseny vrstvy s lepší přilnavostí k podkladu. Ty mají nižší odolnost proti opotřebení. Jako poslední jsou nanášeny vrstvy, od kterých je požadována zejména vysoká odolnost proti opotřebení a oxidaci za zvýšených teplot. Nedochází tak k rychlému odlupování povlaku, zvyšuje se životnost a řezné vlastnosti nástroje a je umožněn vysoký úběr materiálu. 34 Tloušťka vrstev se dá pozorovat jak na skenovacím elektronovém mikroskopu, tak na optickém světelném mikroskopu. 3.4 Abraze Abraze, nebo li otěr, je druh opotřebení, ke kterému dochází vlivem tvrdých mikročástic obráběného materiálu i vlivem mikročástic z nástroje. 35 Tzv. kalotester (obr. 18) je rychlý a snadno použitelný nástroj původně vyvinut ke zjištění tloušťky povlaku. Tato zkouška lze použít také ke zjištění otěruvzdornosti povlaků. Měřící krok se provádí za pomoci kalené ocelové kuličky s přesně daným průměrem. Kulička se valí a tlačí do povrchu po dobu několika sekund. Tímto tlakem vznikne ve zkoumané vrstvě povrchový důlek. Pokud by se touto metodou měla změřit i tloušťka, postupovalo by se podle vzorce uvedeného na obrázku. 30 Obr. 18 Princip kalotestu. 29
26 FSI VUT DIPLOMOVÁ PRÁCE List Kluzné vlastnosti Kluzné vlastnosti povlaku ovlivňují tepelné zatížení nástroje, jehož negativním projevem je zhoršení fyzikálních i chemických vlastnosti podkladu. Se snižujícím se třením povlaku toto zatížení klesá. 29 Ke stanovení kluzných vlastností se využívá metody pin on disk a ball on disk. Schéma metody pin on disk je zobrazen na obr. 19. Obr. 19 Princip metody pin-on-disk. 36 Popis metody je následující: na zkušební vzorek je nanesen testovaný povlak. Zkušební vzorek se otáčí kolem osy, zatím co pin ve zkoumané vrstvě vytváří stopu po svém průjezdu. Z testu pin on disk se následně vyhodnocuje koeficient tření, otěr vrstvy, profil otěru atd. Metody slouží k získání představy o kluzných vlastnostech různých typů vrstev, nezahrnuje však vyšší zatížení ani teploty, které vznikají během řezného procesu. 28 Kromě zmíněné zkoušky pin on disk se dají kluzné vlastnosti do jisté míry posoudit i podle drsnosti jednotlivých povlaků. K jejímu zjištění se používají drsnoměry. Ty pracují tak, že po dané délce povrchu se pohybuje měřící hrot a snímá profil povrchu. 37 Pracovat se dá buď s dílenskými drsnoměry, které jsou přenosné, měří obvykle bez stativu a to tak, že se přiloží k měřené ploše. Nebo pomocí laboratorního drsnoměru, kterým se dá dostat i na špatně přístupné plochy. Snímací hrot u laboratorního drsnoměru má na rozdíl od dílenského menší vrcholový úhel hrotu a také menší poloměr zaoblení. Hrot je citlivější a snímá s větší přesností Odolnost vůči oxidaci Oxidace vrstvy se dělí na povrchovou, objemovou a povrchově objemovou. U povrchové oxidace může dojít k pasivaci, k tzv. tvorbě ochranné vrstvy na povrchu kovu, čímž se zabraňuje další oxidaci, tvorbě vyvýšenin, hillocků na povrchu vrstvy (obr. 20) i ke zvýšení drsnosti. 38


27 FSI VUT DIPLOMOVÁ PRÁCE List 24 Obr. 20 Schéma pravděpodobného mechanismu růstu hillocku. 38 Objemová oxidace může vést k porušení celé vrstvy a má za následek snížení tvrdosti a odolnosti vrstvy. Dále vede k fázovým změnám, růstu zrna vrstvy a k segregaci prvků a fází. Oxidické produkty (obr. 21) začnou s délkou působení tepla zvětšovat svůj objem, a tím dochází k vytlačování oxidujícího substrátu na povrch vlivem vnitřního pnutí v substrátu. Tato pnutí jsou tak vysoká, že dojde k rozšíření defektu vrstvy a k její delaminaci. 38 Obr. 21 Oxidická makročástice u vrstvy TiAlN deponované na substrátu K Změny povrchově objemové se projeví tvorbou prázdných míst nebo trhlin v důsledku cyklického pnutí. 38 Vlastnosti každé PVD vrstvy jsou limitované jejich maximální teplotou použití, která závisí právě na odolnosti proti oxidaci. Metodou používanou ke stanovení odolnosti vůči oxidaci je tzv. gravimetrická metoda. Princip spočívá v měření změny hmotnosti vzorku v závislosti na teplotě kyslíku. Podmínkou těchto zkoušek je, že zkoušená vrstva musí být nanesena celoplošně na testovaný vzorek. 38 Ke stanovení struktury vzorků po oxidaci bylo pro tuto práci použito rentgenové difrakce, která spočívá v průchodu monochromatického rentgenového záření látkou. Během průchodu jsou ohýbány paprsky záření. Rozložení atomů zkoumaného materiálu lze určit výpočtem z polohy a intenzity interferenčních obrazců na stínítku. 39

28 FSI VUT DIPLOMOVÁ PRÁCE List 25 Odolnost proti teplotním trhlinám Odolnost vůči oxidaci má přímou spojitost s odolností vzorků vůči teplotním trhlinám. Čím bude materiál náchylnější na vznik teplotních trhlin, tím bude více oxidovat a naopak. Tepelná únava ve slinutých karbidech se projevuje opakovaně při přerušovaném obrábění, jako je např. frézování a je evidována vývojem trhlin, které vedou podél hřbetu nože svisle až k ostří (obr. 22). 40 Obr. 22 Teplotní trhliny v nástroji ze slinutého karbidu. 40 Tyto trhliny jsou způsobeny střídavým rozpínáním a stažením povrchových vrstev řezného nástroje během opakovaného zahřívání a chlazení v průběhu řezného procesu. 40

29 FSI VUT DIPLOMOVÁ PRÁCE List 26 EXPERIMENTÁLNÍ ČÁST V praktické části jsou charakterizovány vlastnosti různých PVD povlaků. K charakterizaci byly vybrány čtyři typy PVD povlaků nanesených na vzorky metodou odpařování nízkonapěťovým obloukem. U jednotlivých povlaků je analyzována jejich tvrdost, adheze, tloušťka, odolnost vůči abrazi, oxidaci a tepelným trhlinám. Všechna měření jsou provedena třikrát. Vzorková základna Vybrané povlaky byly naneseny na VBD, jejichž substrát je tvořen ze středo jemnozrnného karbidu wolframu s malým obsahem kubických karbidů obsahujících tantal a niob (1,5 %) a s relativně vysokým obsahem kobaltové pojící fáze (10,2 %). Pro všechny testy byly zvoleny vyměnitelné břitové destičky se specifikací SNMA (obr. 23), kromě testu na odolnost vůči oxidaci, kde byly vybrány destičky se specifikací SPKN 1203EDER. a) b) c) d) Obr. 23 Povlakované destičky: vzorek č. 1 a), vzorek č.2 b), vzorek č. 3 c), vzorek č.4 d). Povlak vzorku č. 1 je tvořen třikrát opakující se vrstvou TiN s nanovrstvou TiAlSiN. Poslední vrstva TiAlSiN je zakončena vrstvou TiN. U povlaku na vzorku č. 2 (obr. 23 b)) je jako podkladová vrstva použit TiN, na ní pak nanovrstva TiAlN a jako povrchová je nanesena vrstva TiN. Povlak na vzorku č. 3 (obr. 23 c)) má opět podkladovou vrstvu TiN, mezivrstva TiAlSiN jako nanovrstva a jako povrchová vrstva je použit kluzný povlak TiAlCO. Na obr. 23 d) je destička s podkladovou vrstvou TiN a na to je nanesený monovrstvý povlak TiAlN. Poslední vrstva je zakončena monovrstvým povlakem AlTiN.

30 FSI VUT DIPLOMOVÁ PRÁCE List 27 4 TVRDOST PVD POVLAKŮ Tvrdost byla měřena na tvrdoměru firmy Frank (obr. 24). Při zatížení 294 N bylo do zkoušeného materiálu vtlačováno diamantové těleso ve tvaru pravidelného čtyřbokého jehlanu se čtvercovou základnou a vrcholovým úhlem 136. Délka jednoho vtisku trvala 10 s. Snímek vtisku, získaný pomocí elektronového mikroskopu je na obr. 25. Obr. 24 Tvrdoměr firmy Frank Tab. 4.1 Naměřené průměry délky úhlopříček vtisku. Naměřené úhlopříčky 1. měření [µm] 2. měření [µm] 3. měření [µm] Vzorek č Vzorek č Vzorek č Vzorek č

31 FSI VUT DIPLOMOVÁ PRÁCE List 28 Tab. 4.2 Převedení na tvrdost Vickerse. Tvrdost HV 1. měření 2. měření 3. měření ϕ Vzorek č Vzorek č Vzorek č Vzorek č Při stanovení tvrdosti se vycházelo z naměřených úhlopříček zapsaných v tab Z těchto hodnot pak byly dopočítány tvrdosti pro každý vzorek (tab. 4.2). Mezi naměřenými hodnotami byly minimální rozdíly. To je dáno tím, že výsledná tvrdost je ovliněna tvrdostí samotného substrátu. K těmto hodnotám se tedy nebudou vztahovat další závislosti. Obr. 25 Snímek vtisku diamantového jehlanu.

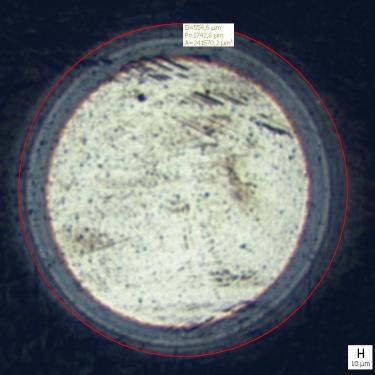
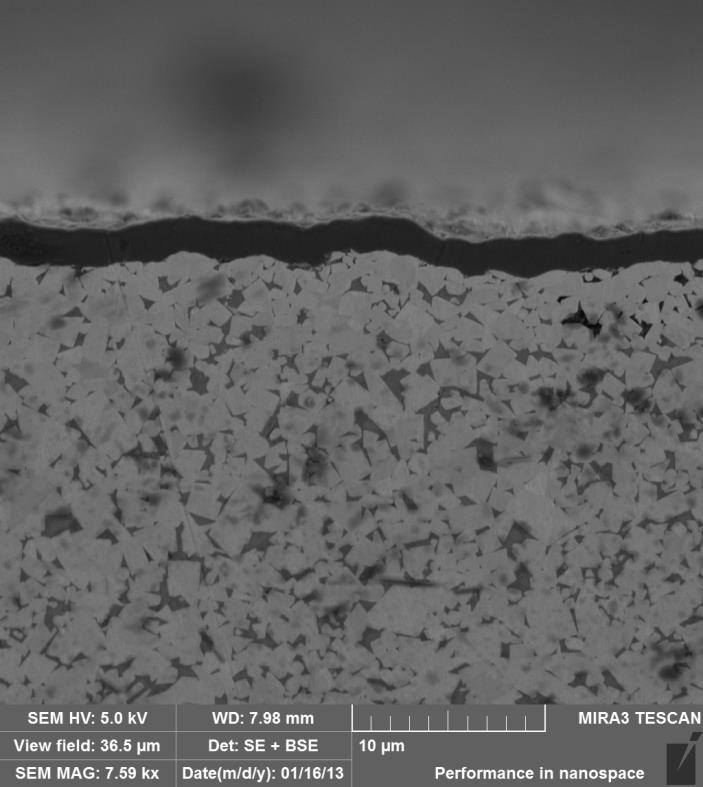
32 FSI VUT DIPLOMOVÁ PRÁCE List 29 5 TLOUŠŤKA PVD POVLAKŮ Pro měření tloušťky PVD povlaků bylo potřeba upravit povrch následovně: nejprve se vyměnitelné břitové destičky vyleštily do zrcadlového lesku na leštičce PHOENIX Následně byly vzorky broušeny na diamantovém kotouči o zrnitosti 250 μm při otáčkách 200 min -1 s přítlakem 7 MPa po dobu 3 min. Poté byly broušeny na litinovém kotouči s diamantovým práškem o zrnitosti 15 μm a s petrolejem při otáčkách 400 min -1 s přítlakem 7 MPa po dobu 10 min. Následně byly vzorky leštěny na kotouči TexMet s diamantovým práškem o zrnitosti 7 μm při otáčkách 400 min -1 s přítlakem 7 MPa po dobu 10 min. Nakonec se vzorky doleštily na kotouči TexMet s diamantovým práškem o zrnitosti 1 μm při otáčkách 400 min -1 s přítlakem 7 MPa po dobu 10 min. Při všech krocích byly vzorky čištěny kartáčem a chlazeny vodou. Po posledním kroku se očistily benzínem. Pro stanovení tloušťky materiálu byl použit optický mikroskop Neophot 30 (obr. 26), měřeno bylo při zvětšení 1000 x. Snímky tlouštěk zkoumaných vzorků jsou na obr. 28. Obr. 26 Optický mikroskop. Obr. 27 Poloha míst, kde byla na VBD měřena tloušťka.
![FSI VUT DIPLOMOVÁ PRÁCE List 30 Tab. 5.1 Naměřené hodnoty tloušťky. Vzorek špička čelo 1 [µm] střed čelo [µm] špička čelo 2 [µm] špička dosed.](/docs-images/91/107600962/images/33-0.jpg "plocha 1 [µm] střed dosed. plocha [µm] špička dosed. plocha 2 [µm] č. 1 7,5 2,5 6,5 7,1 2,7 7,1 č. 2 5,5 2,2 5,5 5,1 2,1 4,4 č. 3 3,3 1,4 3,2 2,8 1,4 2,4 č.")

33 FSI VUT DIPLOMOVÁ PRÁCE List 30 Tab. 5.1 Naměřené hodnoty tloušťky. Vzorek špička čelo 1 [µm] střed čelo [µm] špička čelo 2 [µm] špička dosed. plocha 1 [µm] střed dosed. plocha [µm] špička dosed. plocha 2 [µm] č. 1 7,5 2,5 6,5 7,1 2,7 7,1 č. 2 5,5 2,2 5,5 5,1 2,1 4,4 č. 3 3,3 1,4 3,2 2,8 1,4 2,4 č. 4 5,3 2,1 5,4 5,4 2,2 5,3 Tloušťka byla měřena na různých místech destičky (obr. 27) a je patrné, že naměřené hodnoty se liší (tab. 5.1). Na špičce destiček je větší tloušťka než ve středové části. To může být způsobeno mimo jiné např. horním stíněním v povlakovací komoře. Tzv. anténový efekt lze vhodnou modifikací stínícího zařízení redukovat. a) b)
, b), c) jsou tloušťky měřené na místech střed čelo a špička čelo, u vzorku č.")
34 FSI VUT DIPLOMOVÁ PRÁCE List 31 c) d) Obr. 28 U vzorku č. 1, 2 a 3 a), b), c) jsou tloušťky měřené na místech střed čelo a špička čelo, u vzorku č. 4 d) pak na špička dosed. plocha a na střed dosedací plocha.

35 FSI VUT DIPLOMOVÁ PRÁCE List 32 6 KLUZNÉ VLASTNOSTI PVD POVLAKŮ Kluzné vlastnosti jsou spolu s adhezí nejdůležitějšími vlastnostmi povlaku. Správně by se měly přímo měřit pomocí zkoušky pin on disk nebo ball on disk. Nicméně, z důvodu absence měřícího zařízení nebyla tato zkouška dostupná. Míra tření se však dá posoudit i podle hodnot Ra a Rz samotných povlaků. Čím menší budou tyto hodnoty, tím menší bude koeficient tření mezi obráběným materiálem a povlakem. Obr. 29 Drsnoměr HOMMEL ETAMIC firmy CS s.r.o. Tab. 6.1 Naměřené hodnoty Ra a Rz povlakovaných destiček. vzorek č. 1 č. 2 č. 3 č. 4 směr ve směru rýh napříč rýhám ve směru rýh napříč rýhám ve směru rýh napříč rýhám ve směru rýh napříč rýhám 1. měření [µm] 2. měření [µm] 3. měření [µm] φ [µm] SD [µm] Ra 0,266 0,299 0,275 0,280 0,017 Rz 2,414 2,840 3,856 3,037 0,741 Ra 0,374 0,360 0,351 0,362 0,012 Rz 3,046 2,889 2,828 2,921 0,112 Ra 0,264 0,220 0,233 0,239 0,023 Rz 2,103 1,781 3,572 2,485 0,955 Ra 0,409 0,305 0,282 0,332 0,068 Rz 3,108 2,622 2,571 2,767 0,296 Ra 0,265 0,190 0,287 0,247 0,051 Rz 2,374 1,293 3,434 2,367 1,071 Ra 0,575 0,364 0,331 0,348 0,132 Rz 8,600 2,920 2,528 2,724 0,277 Ra 0,180 0,210 0,220 0,203 0,021 Rz 1,600 1,810 2,200 1,870 0,304 Ra 0,250 0,220 0,240 0,237 0,015 Rz 2,560 2,240 2,490 2,430 0,168

36 FSI VUT DIPLOMOVÁ PRÁCE List 33 Seřazení hodnot Ra a Rz jednotlivých povlaků, zleva s nejmenší hodnotou Ra a Rz, je uvedeno v tab Povlak na vzorku č. 4 je pravděpodobně povlak s nejnižším koeficientem tření, u povlaku č. 3 a č. 2 jsou mezi hodnotami pouze minimální rozdíly. Tab. 6.2 Seřazení hodnota Ra a Rz jednotlivých povlaků. ve směru rýh napříč rýhám Tab. 6.3 Hodnoty Ra a Rz pro nepovlakovanou destičku. Nepovlakovaná destička ve směru rýh napříč rýhám Ra Rz Ra Rz měření [µm] 2. měření [µm] 3. měření [µm] φ [µm] Ra 0,185 0,173 0,160 0,173 Rz 1,201 1,081 1,104 1,129 Ra 0,231 0,232 0,229 0,231 Rz 1,728 1,756 1,695 1,726 Pomocí drsnoměru HOMMEL ETAMIC firmy CS s.r.o. (obr. 29) byla měřena průměrná aritmetická úchylka profilu Ra a největší výška profilu Rz. Hodnoty byly snímány na délce 4,8 mm a to ve dvou směrech ve směru rýh po broušení a kolmo na tyto rýhy. Povlaky byly naneseny na destičky, které prošly před nanesením stejnou úpravou. Z průměrných hodnot (tab. 6.1) lze vysledovat určitou závislost Ra a Rz na typu povlaku, ale směrodatné odchylky jsou příliš vysoké. Na naměřené hodnoty Ra a Rz má pravděpodobně větší vliv příprava povrchu vzorku před nanesením povlaku, v tomto případě stopa po broušení. Z toho důvodu nebyl měřený profil přenášen do počítače k vyhodnocení. Stopa po broušení bude tedy zřejmě vyšší než jakákoli nehomogenita způsobená daným povlakem. Je li drsnost měřena pomocí tohoto zařízení, drsnoměru HOMMEL ETAMIC, na vzorcích vyleštěných, drsnost je zřejmě tak malá, že ji změřit nelze. Hodnoty Ra a Rz pro nepovlakovanou destičku jsou uvedeny v tab. 6.3 a slouží k posouzení, jak moc jednotlivé povlaky po nanesení ovlivní hodnoty Ra a Rz.
 při zátěžné síle 10 80 N. Získané vrypy (obr.")
, b), c) a d)) pak byly složeny do jednoho snímku pomocí programu GIMP Portable. Obr.")
37 FSI VUT DIPLOMOVÁ PRÁCE List 34 7 ADHEZE PVD POVLAKŮ Scratch test byl proveden na scratch testeru firmy MEZ Náchod (obr. 30) při zátěžné síle N. Získané vrypy (obr. 31) byly po částech nafocené na skenovacím elektronovém mikroskopu MIRA3 LMH firmy Tescan. Tyto snímky (obr. 32 a), b), c) a d)) pak byly složeny do jednoho snímku pomocí programu GIMP Portable. Obr. 30 Scratch tester firmy MEZ Náchod. Obr. 31 Ukázka destičky po scratch testu, v horní části je patrný vryp.
38 FSI VUT DIPLOMOVÁ PRÁCE List 35 Vzorek č. 1 a č. 3 vykazují velmi dobrou přilnavost. Jednou z příčin je kladení nanovrstev na sebe. U povlaku č. 1 působí také titan pozitivně na míru adheze a je obsažen zhruba 60 ti %. Vyrovnává tak negativní vlastnosti Al nebo Al Si, které mají na adhezi spíše negativní vliv. Tyto teoretické předpoklady vychází z článku Structures and Properties of (TiAlSi)N Films. 41 U vzorku č. 3 by mělo použití kluzných vrstev všeobecně snižovat přilnavost povlaku. Nicméně v porovnání se vzorkem č. 2, který má jako povrchovou vrstvu TiN zvyšující adhezi, vykazuje i tak lepší přilnavost. Vzorek č. 4 se začíná odlupovat ve větší míře jako první. Lze ho tedy v porovnání s ostatními povlaky charakterizovat jako povlak s nejhorší přilnavostí. Je patrné, že s rostoucí silou zatěžování dochází k čím dál většímu odlupování vrstev na krajích stopy. Vzhledem ke složení povlaku a jeho kladu TiN + monovrstevný povlak TiAlN + monovrstevný povlak AlTiN se dá usoudit, že tato kombinace vykazuje špatnou vzájemnou přilavost díky monovrstvám. Monovrstvy, jejichž strukura je složená z kuželovitých zrn, se vlivem zatížení plasticky deformují a to následně vyústí v oddělování vrstev povlaku. a) Stopa po scratch testu na vzorku č. 1. b) Stopa po scratch testu na vzorku č. 2. c) Stopa po scratch testu na vzorku č. 3. d) Stopa po scratch testu na vzorku č. 4. Obr. 32 Stopy po scratch testu na obrázcích a), b), c) a d).

39 FSI VUT DIPLOMOVÁ PRÁCE List 36 8 ABRAZE PVD POVLAKŮ Odolnost vzorků vůči abrazi byla charakterizována pomocí kalotestu. Kalotest byl proveden na kalotesteru firmy Platit CT50 (obr. 33). Vzorky byly otírány kuličkou o průměru 17,45 mm rychlostí 800 min -1 a to po dobu 30s, 60s a 90s. Po každých 30s byla na kuličku nanesena kapka vody. Průměr kulového vrchlíku probroušeného do vzorků byl měřen na optickém mikroskopu Neophot 30, měřeno bylo při zvětšení 64 x, snímky byly nafoceny pomocí programu QuickPhoto. Obr. 33 Kalotestr firmy Platit CT50 Tab. 8.1 Naměřené hodnoty průměrů kulového vrchlíku, získaných pomocí kalotestu. Vzorek čas [s] φ [µm] Vzorek čas [s] φ [µm] č č Vzorek čas [s] φ [µm] Vzorek čas [s] φ [µm] č č

 Obr.")
, po")
. a) b) 35")
, po")
, po")
40 FSI VUT DIPLOMOVÁ PRÁCE List 37 a) b) c) Obr. 34 Vzorek č. 1 po 30s a), po 60s b) a po 90s c). a) b) c) Obr. 35 Vzorek č. 2 po 30s a), po 60s b) a po 90s c). a) b) c) Obr. 36 Vzorek č. 3 po 30s a), po 60s b) a po 90s c).
 je patrné postupné odkrývání jednotlivých vrstev povlaku, v závislosti na čase otírání kuličky. Bílý kruh uprostřed pak znázorňuje samotný podkladový materiál.")

41 FSI VUT DIPLOMOVÁ PRÁCE List 38 a) b) c) Obr. 37 Vzorek č. 4 po 30s. a), po 60s. b) a po 90s. c). Na uvedených snímcích (obr. 34, 35, 36 a 37) je patrné postupné odkrývání jednotlivých vrstev povlaku, v závislosti na čase otírání kuličky. Bílý kruh uprostřed pak znázorňuje samotný podkladový materiál. Otěruvzdornost je spojená s úbytkem materiálu. Čím bude tento úbytek nižší, tím je povlak kvalitnější, bude mít nižší koeficient tření a naopak. Podle naměřených průměrů lze pak porovnat otěruvzdornost jednotlivých povlaků. Měřítko použité na snímcích je 10 μm. Povlak na vzorku č. 4 v porovnání s ostatními má nejlepší otěruvzdornost. Z předchozí kapitoly Kluzné vlastnosti je také známo, že po jeho nanesení na VBD nejméně ovlivňuje hodnoty Ra a Rz. Obě dvě informace tedy korespondují se zmínkou v literatuře. 42 Porovnáním hodnot u zbývajících povlaků se tato teorie jen potvrdila. Pro přehlednost jsou hodnoty Ra a hodnoty průměrů kulových vrchlíků po 30s zaneseny do grafu. Obr. 38 Průběh průměrů kulových vrchlíků a průběh hodnot Ra.


42 FSI VUT DIPLOMOVÁ PRÁCE List 39 9 ODOLNOST VŮČI OXIDACI U PVD POVLAKŮ Vzorky byly zahřívány v pícce firmy Clasic s regulátorem CLARE 4.0 a byly zahřívány na zvolenou maximální teplotu 700 C s přírůstkem 40 C/min. a s výdrží na maximální teplotě po dobu 30 minut. Vzorky byly před procesem zahřívání, stejně tak i po něm, zváženy na analytických vahách. Vzorky referenční i vzorky podrobené zahřívání byly analyzovány na RTG difraktometru D4 Endeavor firmy Bruker. Spektra byla vyhodnocena pomocí programu Eva, jednotlivá difrakční maxima byla analyzována pomocí programu ICDD View Vlevo na obrázcích jsou vzorky referenční, nepovlakované. Ostatní vzorky na obou snímcích jsou povlakované před zahřátím (obr. 39) a povlakované po zahřátí (obr. 40). Obr. 39 Úplně vlevo vzorek nepovlakovaný, ostatní vzorky povlakované, nepodrobené zahřívání. Obr. 40 Úplně vlevo vzorek nepovlakovaný, ostatní vzorky povlakované. Všechny vzorky podrobené zahřívání. Tab. 9.1 Změna hmotnosti po zahřátí vzorků. Vzorek před [g] po [g] rozdíl [g] č. 1 6,3270 6,3285 0,0015 č. 2 6,3202 6,3216 0,0014 č. 3 6,3211 6,3222 0,0011 č. 4 6,3237 6,3251 0,0014 nepovlakovaná destička 6,3019 6, ,0092
43 FSI VUT DIPLOMOVÁ PRÁCE List 40 Výchozí difraktogram pro nepovlakovaný vzorek. WC WC V WC Co, Ta WC C WC Obr. 41 Vzorek nepovlakovaný referenční. Na obr. 41 je uveden difraktogram pro vzorek nepovlakovaný. Jsou na něm patrná difrakční maxima příslušející zrnům karbidu wolframu, stejně jako příslušející kubickým karbidům a kobaltové pojící fázi.
44 FSI VUT DIPLOMOVÁ PRÁCE List 41 Obr. 42 Vzorek nepovlakovaný podrobený zahřívání. Na obr. 42 jsou dva průběhy difraktogramů. Pro vzorek nepovlakovaný podrobený zahřívání (červená křivka) a pro vzorek nepovlakovaný referenční, nepodrobený zahřívání (černá křivka). Je patrné, že u nepovlakované destičky dochází k její oxidaci, kdy vzniká CoWO 4.
45 FSI VUT DIPLOMOVÁ PRÁCE List 42 Obr. 43 Difraktogram pro vzorek č. 1, černá křivka povlakovaný, nezahřívaný vzorek, červená křivka povlakovaný, zahřívaný vzorek. Difraktogram vzorku povlakovaného, podrobeného zahřívání, má téměř stejný průběh, jako difraktogram vzorku zahřívání nepodrobeného. Povlakovaný vzorek tedy podléhá oxidaci pouze minimálně, čemuž odpovídá také prakticky totožná hmotnost vzorku před a po zahřívání. Tak je tomu u všech čtyř povlaků. Na obr. 43 je ukázka difraktogramu pro vzorek č. 1. Difraktogramy pro ostatní vzorky jsou v příloze 2. Při srovnání vzorků
46 FSI VUT DIPLOMOVÁ PRÁCE List 43 povlakovaných a nepovlakovaných je očividný velký význam povlaku v ochraně vzorků před oxidací. Nárůst hmotnosti je uveden v tab S oxidací má souvislost jednak snížení tvrdosti povlaku a také tvorba teplotních trhlin. Snížená odolnost vůči teplotním trhlinám bude znamenat vyšší nárůst karbidů během oxidace. Hustota teplotních trhlin u každého vzorku je zachycena na snímcích v příloze 3. Při srovnání tabulky s nárůstem hmotností vzorků po oxidaci a snímky v příloze, je ze všech čtyř vzorků jako nejmíň odolný vzorek č. 1 (obr. 43), čemuž odpovídá i největší výskyt teplotních trhlin na VBD. Nejlépe pak před oxidací chrání vzorek č. 3 (obr. 44). Obr. 43 Hustota teplotních trhlin na vzorku č. 1 po druhém průjezdu. Obr. 44 Hustota teplotních trhlin na vzorku č. 3 po druhém průjezdu.

47 FSI VUT DIPLOMOVÁ PRÁCE List DISKUZE Tvrdost Obsahem této diplomové práce bylo měření tvrdosti povlaků používaných na vyměnitelných břitových destičkách. Z vyhodnocení naměřených hodnot tvrdostí vyplývá vliv tvrdosti samotného substrátu na výslednou hodnotu tvrdosti povlaku. Pro další výzkum se doporučuje měřit i mikrotvrdost na dokonale připravených vzorcích. Měření mikrotvrdosti už nezahrnuje tvrdost substrátu, ale pouze tvrdost samotného povlaku. Tloušťka Jak již bylo řečeno v kapitole Tloušťka, rozdílné tloušťky na špičce a ve středové části destičky jsou zapříčiněny horním stíněním v povlakovací komoře, tzv. anténovým efektem. Nanesení různých tlouštěk povlaku na destičku způsobuje odlišné vlastnosti povlaku. K zamezení tohoto negativního jevu se mění poloha stínícího zařízení tak, aby během nanášení došlo k co nejmenším rozdílům tlouštěk. Příklad možné úpravy stínícího zařízení a redukce anténového efektu je na obr. 45. Obr. 45 Počítačová simulace růstu tloušťky povlaku s různým nastavením horního stínění krytu. 19 Kluzné vlastnosti K ověření kluzných vlastností se v praxi doporučuje použít zkoušek pin on disk nebo ball on disk, které bohužel pro tuto práci nebyly dostupné. Z dostupných zkoušek můžeme za určitých podmínek použít klasické měření drsnosti. Z naměřených hodnot Ra a Rz se dají do určité míry kluzné vlastnosti předpovídat. Jak vyplývá z měření, hodnoty Ra a Rz budou záviset jednak na typu povlaku, ale především na opracování nástroje před nanesením povlaku. V tomto případě je určující stopa po broušení vyměnitelných břitových destiček. Proto se jako další krok výzkumu doporučuje měřit drsnost na vzorcích speciálně leštěných, kde se hodnota Ra pohybuje v rozmezí mezi 0,01 μm a 0,02 μm. Výsledné hodnoty Ra a Rz pak nejsou ovlivněny stopou po opracování nástrojem, ale jen nanesenou vrstvou. Doporučuje se také použít měřícího nástroje s větším rozlišením měření, tak aby byl schopen zaznamenat hodnoty i na vyleštěných vzorcích.
48 FSI VUT DIPLOMOVÁ PRÁCE List 45 Dalším zjištěným faktem je, že přestože se povlak TiN používá jako povrchová vrstva ke zlepšení nejen kluzných vlastností, povlak č. 1 má že všech čtyř zkoušených povlaků nejhorší naměřené hodnoty Ra. Z toho vyplývá, že kvalita výsledného povrchu je komplexní záležitostí a vyžaduje další upřesňující měření. Abraze Větší probroušený průměr u povlaku č. 3 během prvních 30 sek. je dán použitím povrchové kluzné vrstvy, která je měkká, tudíž se rychleji probrousí. Během další 60 sek. se však kulička dostává až na tvrdou vrstvu a otěr povlaku se snižuje. Adheze Je všeobecné platné, že vrstvy s menší tloušťkou jsou rychleji stržené, přesto povlak č. 3, u kterého byla naměřena nejmenší tloušťka, se vyznačuje poměrně dobrou adhezí. A to i přes fakt, že byla použita povrchová kluzná vrstva, která dle článku Kluzné vrstvy a metody hodnocení adhezivně kohezivního a tribologického chování, výrazně snižuje adhezi povlaku. 43 Dobrá adheze povlaku je pravděpodobně způsobena nanášením nanovrstev a složením povlaku. Odolnost vůči oxidaci I přes to, že povlak na vzorku č. 3 má nanesenu povrchovou kluznou vrstvu, která dle článku Kluzné vrstvy a metody hodnocení adhezivně kohezivního a tribologického chování snižuje teplotní odolnost, má v porovnání s ostatními povlaky nejlepší odolnost vůči oxidaci. Ta tedy bude pravděpodobně záviset na struktuře a složení povlaku. Vzniku a vývoji tepelných trhlin se dá předejít použitím houževnatějšího slinutého karbidu, správnou volbou řezných parametrů a odstraněním chlazení pomocí řezné kapaliny, kdy je zjištěno, že použití řezné kapaliny na vodní bázi se zvyšuje opotřebení nástroje a prudce snižuje jeho životnost. Statistika Pro účel této diplomové práce, posouzení vlastností zkoumaných povlaků, budou naměřená data dostačující, pokud by však vznikla potřeba je statisticky zpracovávat, doporučuje se naměřit větší soubor dat pro přesnější závěry.
49 FSI VUT DIPLOMOVÁ PRÁCE List 46 ZÁVĚR Dřívější požadavky na PVD povlaky se ubíraly spíše ke zvýšení otěruvzdornosti. Nároky na ně však stále rostly a později tak tyto požadavky byly rozšířeny o tepelnou stabilitu, nízký koeficient tření, lepší houževnatost, vyšší tvrdosti atd. PVD povlaky jsou již delší dobu součástí praxe a tato diplomová práce si proto dala za cíl porovnat jednotlivé povlaky na čtyřech různých vzorcích. Jejím výstupem tedy je, že: Povlak na vzorku č. 1 má díky vhodné skladbě nanovrstev velmi dobrou adhezi. Nicméně ze všech čtyř porovnávaných povlaků má nejhorší otěruvzdornost a nejvyšší naměřené hodnoty Ra a to i přesto, že jako povrchový povlak byl použit TiN, který by měl vlastnosti povlaku zlepšovat. Na tomto povlaku se tedy potvrzuje, že pokud je povlak s horší otěruvzdorností, bude mít i vyšší naměřené hodnoty Ra. Tento povlak je pravděpodobně měkčí než ostatní a bude i hůř chránit před oxidací. Povlak na vzorku č. 2 se začíná bodově odlupovat jako první. S rostoucí silou zatěžování se ale odlupování nijak výrazně nehorší oproti vzorku č. 4. Povlak má nízké hodnoty Ra a velmi dobrou otěruvzdornost. U povlaku na vzorku č. 3 se nijak neprojevily nevýhody použití kluzné vrstvy, jako je snížená přilnavost nebo snížená teplotní odolnost. Právě naopak, použití kluzné vrstvy v kombinaci s tvrdými vrstvami a kladení nanovrstev, dává povlaku dobrou adhezi, nízké hodnoty Ra a oproti ostatním povlakům během zahřátí nejméně podléhá oxidací. Povlak na vzorku č. 4 má vlivem kladení monovrstev oproti ostatním zkoušeným povlakům nejhorší adhezi. Monovrstvy, jejichž strukura je složená z kuželovitých zrn, se vlivem zatížení plasticky deformují, což následně vyvolá rozsáhlé odlupování vrstev povlaku. I přes zhoršenou přilnavost je to však povlak s nejlepší otěruvzdorností a nejnižšími hodnotami Ra a to pravděpodobně díky své struktuře a složení. S otěruvzdorností povlaku bude růst i jeho tvrdost. Jak je ze závěrečného přehledu patrné, ne vždy se teoretické poznatky shodují s poznatky získanými z praktického měření. Vyhodnocování vlastností povlaku je tedy poměrně složitá a komplexní záležitost a jak již bylo zmíněno dříve, je závislá na mnoha parametrech. Porozumění jednotlivých vlastností a jejich závislostí umožňuje vývojářům nadále tyto povlaky zkvalitňovat.
50 FSI VUT DIPLOMOVÁ PRÁCE List 47 SEZNAM POUŽITÝCH ZDROJŮ 1. MATTOX, Donald. Handbook of physical vapor deposition (pvd) processing: Film Formation, Adhesion, Surface Preparation and Contamination Control. [online] [vid ]. ISBN Dostupné z: 2. BOROVAN, Petr. Řezné nástroje (2). In: Technický týdeník. [online] [vid ]. Dostupné z: 3. MATUŠKA, Martin. Aplikace PVD povlaků pro frézování. Brno, Diplomová práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. 4. USUI, Hiroaki a Kuniaki TANAKA. Organic Film Formation by Deposition Technique. In: Usui Lab. [online] [vid ]. Dostupné z: 5. RWTH AACHEN physik. Sputter Deposition. [online] [vid ]. Dostupné z: 6. FOLTÝN, Michal. Povlakované slinuté karbidy. Brno, Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. 7. ZINDULKA, Ondřej. Moderní metody povlakování nástrojů. In: MM průmyslové spektrum. [online] [vid ]. Dostupné z: 8. MATTOX, Donald. Ion plating - past, present and future. Suface and Coatings Technology. [online]. 2000, č , s [vid ]. Dostupné z: 9. SANDVIK COROMANT. Povlakovaný slinutý karbid. [online]. [vid ]. Dostupné z: px 10. COMMERC SERVICE. Povlak Eifeler TiN. [online] [vid ]. Dostupné z: WIKIMEDIA COMMONS. Titanium nitride coating. [online] [vid ]. Dostupné z: ICS CUTTING TOOLS, INC. Special Surface Treatments. [online] [vid ]. Dostupné z:
51 FSI VUT DIPLOMOVÁ PRÁCE List COMMERC SERVICE. Povlak Eifeler ZrN. [online] [vid ]. Dostupné z: Zirconiumnitrid. Wikipedia: the free encyclopedia. [online]. St. Petersburg (Florida): Wikipedia Foundation, , last modified on [vid ]. Dostupné z: COMMERC SERVICE. Multivrstvový povlak Eifeler TiCN. [online] [vid ]. Dostupné z: COMMERC SERVICE. Nanokompozitný povlak Eifeler TiAlSiN. [online] [vid ]. Dostupné z: COMMERC SERVICE. Povlak Eifeler CrN a CrCN. [online] [vid ]. Dostupné z: NORTHEAST COATING TECHNOLOGIES. Plasma Nitriding. [online] [vid ]. Dostupné z: HOLUBÁŘ, Pavel. Počítačová simulace růstu PVD povlaků a nová řada trojvrstvých povlaků. In: MM průmyslové spektrum. [online] [vid ]. Dostupné z: Výkonné vrtací nástroje - vysoká produktivita obrábění. In: MM Průmyslové spektrum. [online] [vid ]. Dostupné z: SELOS. Korunkové vrtáky HSS-TiAlN, 30 mm. [online] [vid ]. Dostupné z: GROTE, Karl-Heinrich a Erik ANTONSSON. Springer Handbook of Mechanical Engineering. [online] [vid ]. ISBN Dostupné z: l&ots=5fr2sgzjka&sig=jryswejgyixxyesci26bjjesgqa&hl=cs&sa=x&ei=7w6ouel xbsrhsgalwyco- DA&ved=0CDAQ6AEwAA#v=onepage&q=TiCrN%20are%20recommend%20for%20fin ishing&f=false 23. Řezné nástroje (3). In: Technický týdeník. [online] [vid ]. Dostupné z: 3_8515.html 24. PALDEY a DEEVI. Single layer and multilayer wear resistant coatings of (Ti, Al)N: a review. Materials Science and Engineering. 2003, č. 342, s
52 FSI VUT DIPLOMOVÁ PRÁCE List HEDENQUIST, Per, Stafan JACOBSON, Sture HOGMARK. Tribological PVD Coatings: Characterisation of Mechanical Properties. Surface and Coating Technology. 1997, str MOLLIKOVÁ, Eva. Zkoušky tvrdosti podle Vickerse. Zkoušení materiálů a výrobků. [online]. [vid ]. Dostupné z: Adheze. Wikipedia: the free encyclopedia [online]. St. Petersburg (Florida): Wikipedia Foundation, , last modified on [vid ]. Dostupné z: ŠÍMA, Michal, Mojmír JÍLEK, Pavel HOLUBÁŘ a Ondřej ZINDULKA. Měření vlastností povlaků na nástrojích. In: MM Průmyslové spektrum. [online] [vid ]. Dostupné z: PVD coating characterization: Parameters and instruments to define morphological and tribological characteristics for technical applications. P and P - Thin Advanced Technologies. [online] [vid ]. Dostupné z: ATEAM. Tenké vrstvy. [online]. [vid ]. Dostupné z: PLATIT. Test Methods of Coating Adhesion. [online] [vid ]. Dostupné z: HOLUBÁŘ, Pavel, Mojmír JÍLEK a Milan RŮŽIČKA. PVD technologie příprav otěruvzdorných a kluzných vrstev v průmyslových podmínkách. In: Jemná mechanika a optika. [online]. 2006, roč. 51, č. 4, str [vid ]. Dostupné z: BOUZAKIS, HADJIYIANNIS a SKORDARIS. The influence of the coating thickness on its strength properties and on the milling performance of PVD coated inserts. Surface and Coating Technology. 2003, č , s HUMÁR, Anton. Materiály pro řezné nástroje. Praha: MM publishing s.r.o., ISBN FOREJT, Milan, Anton HUMÁR, Miroslav PÍŠKA a Libor JANÍČEK. Experimentální metody: Sylabus. Brno, 2003, 83 s. Dostupné z: cviceni forejt_pi ska_humar_janicek.pdf 36. WENYI, Yan, O Dowd NOEL a Esteban BUSSO. Numerical study of sliding wear caused by a load pin on a rotating disc. Journal of the Mechanical and Physics of Solids. 2002, č. 3.
53 FSI VUT DIPLOMOVÁ PRÁCE List UZIMEX. Měření drsnosti povrchu. [online] [vid ]. Dostupné z: BENEŠ, Petr. Teplotní degradace tenkých otěruvzdorných PVD vrstev. ATeam [online] [vid ]. Dostupné z: VYDAVATELSTVÍ VSCHT. Krystalografie rentgenová. [online]. [vid ]. Dostupné z: 002_v1/hesla/krystalografie_rentgenova.html 40. MELO, Anderson a Julio Cesar MILAN. Some Observation on Wear and Demages in Cemented Carbide Tools. Journal of the Braz. Soc. Mech. Sci. and Eng. [online]. 2006, č. 3 [vid ]. Dostupné z: CHEN, CHANG a SHIEH. Structures and Properties of (TiAlSi)N Films. Procedia Engineering. 2011, č DRAŠAR, Petr. Otěruvzdorné - PVD a CVD - povlaky. In: Povrcháři. [online]. 2008, č. 2 [vid ]. Dostupné z: SOSNOVÁ, Martina. Kluzné vrstvy a metody hodnocení adhezivně-kohezivního a tribologického chování. ATeam. [online] [vid ]. Dostupné z:
54 FSI VUT DIPLOMOVÁ PRÁCE List 51 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK Zkratka Jednotka Popis HV [-] Tvrdost podle Vickerse MP [-] Víceúčelový povlak PVD [-] Physical vapour deposition SD [-] Směrodatná odchylka VBD [-] Vyměnitelná břitová destička WC [-] Karbid wolframu Al [-] Hliník AlCrN [-] Nitrid chromu a hliníku Al 2 O 3 [-] Oxid hlinitý AlTiCrN [-] Nitrid hliníku titanu chromu Co [-] Kobalt CoWO 4 [-] Karbidy vzniklé po oxidaci Cr IV [-] Šestimocný chrom CrN [-] Nitrid chromu Si 3 N 4 [-] Nitrid křemičitý s.r.o [-] Společnost s ručením omezeným TaNb [-] Niob tantalu Ti [-] Titan TiAlCO [-] Kluzná vrstva TiAlCO TiAlN [-] Nitrid hliníku titanu TiAlSiN [-] Nitrid křemíku hliníku a titanu TiCN [-] Kartido-nitrid titanu TiCrN [-] Nitrid chromu titanu TiN [-] Nitrid Titanu ZrN [-] Nitrid zirkonu Symbol Jednotka Popis A [-] Amper D [mm] Průměr délky úhlopříček vtisku F [N] Síla Ra [μm] Průměrná aritmetická úchylka profilu Rz [μm] Nejvyšší výška profilu T [ C] Teplota ap [mm] Šířka záběru ostří fz [mm] Posuv na zub vc [m/min] Řezná rychlost z [-] Počet zubů α [ ] Vrcholový úhel čtyřbokého jehlanu
55 FSI VUT DIPLOMOVÁ PRÁCE List 52 SEZNAM PŘÍLOH Příloha 1 Struktura jednotlivých vzorků Příloha 2 Difraktogramy Příloha 3 Snímky teplotních trhlin po 1. a 2. průjezdu

56 PŘÍLOHA 1 Vzorek č. 1 Vzorek č. 2

57 Vzorek č. 3 Vzorek č. 4
58 PŘÍLOHA 2 Vzorek č. 1 Černá povlakovaný, nezahřívaný vzorek. Červená zahřátí na 700 C.
59 Vzorek č. 2 Černá povlakovaný, nezahřívaný vzorek. Červená zahřátí na 700 C.
60 Vzorek č. 3 Černá povlakovaný, nezahřívaný vzorek. Červená zahřátí na 700 C.
61 Vzorek č. 4 Černá povlakovaný, nezahřívaný vzorek. Červená zahřátí na 700 C.

62 PŘÍLOHA 3 Vzorek č. 1 po 1. průjezdu po 2. průjezdu


63 Vzorek č. 2 po 1. průjezdu po 2. průjezdu
64 Vzorek č. 3 po 1. průjezdu po 2. průjezdu


65 Vzorek č. 4 po 1. průjezdu po 2. průjezdu

66 Podmínky frézování: Proces frézování: Stroj MCV 1270 Materiál HB Chlazení Operace Destičky Úhel nastavení hlavního ostří κr = 75 z 1 zub vc 420 m/min otáčky 1319 fz 0,1 mm/z ap 2,5 mm rázů na 1 zub pro 1. průjezdu 3300 rázů na 1 zub pro 2. průjezdu 6600 čistý čas obrábění pro 1. průjezdu 2,5 min. čistý čas obrábění pro 2. průjezdu 5 min. řezná kapalina směrovaná na výstup destičky z materiálu nesousledné rovinné frézování SPKN 1203 EDER
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ
 Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
člen švýcarské skupiny BCI
 > úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
> úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Analýza PIN-on-DISC. Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI
 Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Vrstvy a povlaky 2007
 Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
PVD povlaky pro nástrojové oceli
 PVD povlaky pro nástrojové oceli Bc. Martin Rund Vedoucí práce: Ing. Jan Rybníček Ph.D Abstrakt Tato práce se zabývá způsoby a možnostmi depozice PVD povlaků na nástrojové oceli. Obsahuje rešerši o PVD
PVD povlaky pro nástrojové oceli Bc. Martin Rund Vedoucí práce: Ing. Jan Rybníček Ph.D Abstrakt Tato práce se zabývá způsoby a možnostmi depozice PVD povlaků na nástrojové oceli. Obsahuje rešerši o PVD
Zkoušení mechanických vlastností zkoušky tvrdosti. Metody charakterizace nanomateriálů 1
 Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM
 NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Rozhodující vlastnosti nástrojových ocelí pro: POUŽITÍ. Charakteristika OPTIMÁLNÍ VÝKON NÁSTROJŮ VÝROBU NÁSTROJŮ VANCRON 40
 1 VANCRON 40 2 Rozhodující vlastnosti nástrojových ocelí pro: OPTIMÁLNÍ VÝKON NÁSTROJŮ V mnoha aplikacích nástrojových ocelí pro práci za studena vyžadujeme povlakování povrchu, jako prevenci proti nalepování
1 VANCRON 40 2 Rozhodující vlastnosti nástrojových ocelí pro: OPTIMÁLNÍ VÝKON NÁSTROJŮ V mnoha aplikacích nástrojových ocelí pro práci za studena vyžadujeme povlakování povrchu, jako prevenci proti nalepování
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ. Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek
 TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ
 VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ INFLUENCE OF PREPARING SURFACE AND INHOMOGENEITY OF THICKNESS FILMS ON BEHAVIOUR THIN FILMS SYSTEMS Abstrakt Ivo ŠTĚPÁNEK
VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ INFLUENCE OF PREPARING SURFACE AND INHOMOGENEITY OF THICKNESS FILMS ON BEHAVIOUR THIN FILMS SYSTEMS Abstrakt Ivo ŠTĚPÁNEK
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI
 VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT MATERIALS AND CORRELATION WITH MORPHOLOGY OF FAILURES
 ZMĚNY V PRŮBĚHU SIGNÁLU AKUSTICKÉ EMISE PŘI VRYPOVÉ INDENTACI NA RŮZNÝCH MATERIÁLECH A KORELACE S MORFOLOGIÍ PORUŠENÍ Abstrakt CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT
ZMĚNY V PRŮBĚHU SIGNÁLU AKUSTICKÉ EMISE PŘI VRYPOVÉ INDENTACI NA RŮZNÝCH MATERIÁLECH A KORELACE S MORFOLOGIÍ PORUŠENÍ Abstrakt CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY
 VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
ruvzdorné povlaky endoprotéz Otěruvzdorn Obsah TRIBOLOGIE Otěruvzdorné povlaky endoprotéz Fakulta strojního inženýrství
 Otěruvzdorn ruvzdorné povlaky endoprotéz Obsah Základní části endoprotéz Požadavky na materiály Materiály endoprotéz Keramické povlaky DLC povlaky MPC povlaky Metody vytváření povlaků Testy povlaků Závěr
Otěruvzdorn ruvzdorné povlaky endoprotéz Obsah Základní části endoprotéz Požadavky na materiály Materiály endoprotéz Keramické povlaky DLC povlaky MPC povlaky Metody vytváření povlaků Testy povlaků Závěr
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami
 Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
CZ.1.07/1.1.30/01.0038 SPŠ
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH. Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek
 VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
Metodika hodnocení opotřebení povlaků
 Metodika hodnocení opotřebení povlaků Bc. Petr Mutafov Vedoucí práce: Ing. Tomáš Polcar, Ph.D. Abstrakt Tento příspěvek se věnuje porovnáním kontaktního a bezkontaktního způsobu měření, které byly vybrány
Metodika hodnocení opotřebení povlaků Bc. Petr Mutafov Vedoucí práce: Ing. Tomáš Polcar, Ph.D. Abstrakt Tento příspěvek se věnuje porovnáním kontaktního a bezkontaktního způsobu měření, které byly vybrány
Vakuové metody přípravy tenkých vrstev
 Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
univerzálnost T9315 T9325 Nové soustružnické materiály www.pramet.com
 univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
odolnost M9315 M9325 M9340 nové frézovací materiály www.pramet.com
 odolnost www.pramet.com nové frézovací materiály řady M93 s MT-CVD povlakem P M Materiál je členem nové UP!GRADE GENERACE materiálů. Jedná se o frézovací materiál vyvinutý pro dosažení vysoké produktivity
odolnost www.pramet.com nové frézovací materiály řady M93 s MT-CVD povlakem P M Materiál je členem nové UP!GRADE GENERACE materiálů. Jedná se o frézovací materiál vyvinutý pro dosažení vysoké produktivity
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV. Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž
 TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž Tenké PVD vrstvy 1968 vytvořena první PVD vrstva TiN Do současnosti vytvořeno mnoho druhů
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž Tenké PVD vrstvy 1968 vytvořena první PVD vrstva TiN Do současnosti vytvořeno mnoho druhů
COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS. Matyáš Novák, Ivo Štěpánek
 POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Materiály. Produkty 1-2 1-4 1-6 1-8 1-10 1-12 1-13 1-14 1-15
 Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
LŠVT 2007. Mechanické vlastnosti: jak a co lze měřm. ěřit na tenkých vrstvách. Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha
 Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5%
 NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
 Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV. Jan VALTER HVM Plasma s.r.o. www.hvm.cz
 REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
US 2000 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ US 2000 US 2000 US Typické oblasti použití.
 NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
DOUTNAVÝ VÝBOJ. Další technologie využívající doutnavý výboj
 DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF MATERIAL SYSTEMS
 STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
Kontaktní cyklické testování materiálů pomocí IMPACT testeru. Antonín Kříž; Petr Beneš
 Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
Vakuová technika. Výroba tenkých vrstev vakuové naprašování
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ Vakuová technika Výroba tenkých vrstev vakuové naprašování Tomáš Kahánek ID: 106518 Datum: 17.11.2010 Výroba tenkých vrstev
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ Vakuová technika Výroba tenkých vrstev vakuové naprašování Tomáš Kahánek ID: 106518 Datum: 17.11.2010 Výroba tenkých vrstev
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ
 HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý
 CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
Studium CVD povlaků aplikovaných na obráběcích nástrojích ze slinutých karbidů. Study of CVD Coatings Applied on Shaping Tools from Sintered Carbides
 VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie Studium CVD povlaků aplikovaných na obráběcích nástrojích ze slinutých karbidů Study of CVD Coatings Applied on Shaping Tools
VŠB Technická univerzita Ostrava Fakulta strojní Katedra mechanické technologie Studium CVD povlaků aplikovaných na obráběcích nástrojích ze slinutých karbidů Study of CVD Coatings Applied on Shaping Tools
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
FYZIKA VE FIRMĚ HVM PLASMA
 FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.
 Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.") Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
J. Kubíček FSI Brno 2018
 J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ TECHNOLOGICKÉ POSTUPY
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
CENÍK OSTŘENÍ A POVLAKOVÁNÍ
 CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
iglidur H2 Nízká cena iglidur H2 Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty
 Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
NÁSTROJOVÉ OCELI CPM 10 V
 NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Hodnocení tribologických vlastností procesních kapalin
 Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE
 STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES
 POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti