DRAFT SVAROX TECHNOLOGY
|
|
|
- Dalibor Svoboda
- před 6 lety
- Počet zobrazení:
Transkript
1 1. SYLABUS
2 1.1. Rozsah přednášky dle IAB (volný překlad) Přehled procesů přípravy svarových ploch Mechanické řezání Principy řezání plamenem plamenem s pomocí prášku, zařízení, aplikace a příslušenství Parametry řezání plamenem, kvalita řezu, stupně čistoty kyslíku Vhodnost materiálů k řezání plamenem Základní principy různých procesů řezání el. obloukem (air arc, carbon and metal-arc, oxy-arc cutting, gauging with carbon electrode) zařízení a příslušenství Vhodnost materiálů k řezání el. obloukem, aplikace, parametry řezání pro různé procesy Základy řezání plazmou Materiály vhodné pro řezání plazmou, aplikace, parametry řezání pro různé procesy Speciální aplikace řezání plazmou (řezání pod vodou, řezání s vírem vody) Drážkování plazmou Základy vrtání a řezání elektronovým a laserovým paprskem, zařízení, parametry, aplikace Základy řezání vodním paprskem, zařízení, parametry, aplikace Základy drážkování el. obloukem a plamenem, parametry a aplikace Normy pro každý z procesů Bezpečnost práce a ochrana zdraví (BOZP)
3 2. ÚVOD DO METOD ČI PROCESŮ DĚLENÍ MATERIÁLŮ 2.1. Dělení materiálu: Strojní mechanické obrábění Dělení vodním paprskem Tepelné dělení materiálu řezáním Obsah učiva otázky č.1.13 je zaměřen na dělení materiálů, výrobu svarových ploch a výrobu děr v souvislosti s výrobou běžných svařovaných konstrukcí, a je zaměřeno na zejména tepelné dělení a úkosování materiálu jak plyne ze sylabusu IAB. Přesto je nutné uvést, že dělení materiálů různých profilů, zejména dlouhých hutních polotovarů probíhá při výrobě ocelových konstrukcí zpravidla procesem strojního obrábění řezáním na různých typech pil. Různé druhy tepelného dělení jsou pak používány zejména na tzv. výpalky z plochých výrobků (plechů, širokých plochých profilů) a dobře jsou tyto procesy použitelné na výrobu jednoduchých typů svarových ploch. Rovněž u přípravy svarových ploch je potřeba uvést, že se hojně používá strojního obrábění ať už na strojích stabilních typu soustruh, frézka, vyvrtávačka případně mobilních vhodných pro montáže typu úkosovacích zařízení. U náročných svařenců, s vysokými požadavky na jakost svarového spoje a jeho životnost, platí zásada, že tepleným procesem řezání dochází k okujení ploch, které je nutné dalším obráběním odstranit. Tato zásada je nutná u korozivzdorných ocelí, dílů tlakových nádopb či potrubí, apod.. Další specifické požadavky na úpravy svarových ploch při výrobě stavebních ocelových konstrukcí uvádí SN EN Existují i další procesy, méně často používané, jako je dělení elektrickým obloukem, využití různých prášků a anebo v současnosti stále více se prosazující dělení vodním paprskem. Není předmětem tohoto materiálu ani této otázky probírat základy strojního obrábění a třískového dělení materiálů, sylab IAB rovněž neuvádí metody řezání vodním paprskem, přesto jsou v tomto materiálu uvedeny základní informace o pilách a strojním úkosování a řezání vodou, protože by to mělo být základní znalostí dobrého technologa.
")
 V základu se strojní pily děli dle")

4 3. STROJNÍ DĚLENÍ A ÚKOSOVÁNÍ 3.1. Rozdělení pil - pásové - rámové (dříve nejrozšířenější, dnes již ojediněle) - kotoučové (pilový kotouč) - třecí kotoučové (dříve často používané v malých dílnách, řezací kotouč flex) V základu se strojní pily děli dle způsobu obsluhy a přísuvu řezného nástroje na ruční, poloautomatické a automatické. Obr.: Příklad ruční strojní kotoučové pily a pásové poloautomatické pily Obr.: Příklady staršího typu rámových pil

,detail kotouč")


5 Obr.: Příklad ruční frikční pily a ruční kotoučové pily na kov (nahoře),detail kotouč s destičkami ze slinutých karbidů (dole vlevo) a malé pásové pily - vhodné pro montážní práce


6 4. ŘEZÁNÍ VODNÍM PAPRSKEM Při řezání vodním paprskem se používá buď čisté vody, nebo vhodného abraziva pro provedení řezu. Proces je vysoce přesný a zásadní výhodou je, že neovlivňuje řeznou plochu a není nutné další obrábění pro odstranění oxidů a případné TOO (teplem ovlivněné oblasti), tj. lze řezat i takové slitiny, které by při použití tepelného procesu vytvářely zákalné struktury a praskliny, popřípadě by nešly řezat vůbec. Obr.: Princip řezání vodním paprskem s barazivem Obr.: Princip řezání vodním paprskem s čistou vodou

7 Obr: Příklad řezu vodním paprskem Obr.: Typický CNC stroj pro řezání vodním paprskem



8 Obr.: Šikmý řez vodním paprskem Obr.: Prostorové (3D) řezání vodním paprskem

9 Obr.: Příklad dělení vodním paprskem Dělení vodním paprskem není předmětem této práce a otázky 1.13, přesto je s výhodou používáno pro výrobu plochých i prostorových výpalků z širokého spektra materiálů (oceli, Al Slitin, Cu slitin, Ni slitin, Ti slitin apod.) s možností provedení šikmého řezu, pokud je použito naklápěcí trysky.
10 5. TEPELNÉ DĚLENÍ MATERIÁLŮ A PŘÍPRAVA SVAROVÝCH PLOCH 5.1. Tepelné dělení materiálu je částečně popsáno, co se týká procesu a terminologie v ČSN EN ISO Dále jsou názvy procesů (metod) uvedeny také v ČSN EN ISO Procesy tepelného dělení materiálu používáme pro: - dělení - obrobení základního tvaru svarové plochy (vždy by mělo následovat mechanické obrobení / odstranění okují u svařenců s vysokými nároky na jakost svaru) - drážkování kořene svaru, drážkování vad svaru Norma ČSN EN ISO uvádí následující procesy tepelného dělení: a) řezání kyslíkovým plamenem, řezání kyslíkem (proces 81 dle ISO 4063) b) řezání plazmovým obloukem (plazmové řezání, číslo procesu (proces 83 dle ISO 4063) c) řezání laserovým paprskem (proces 84 dle ISO 4063) Jednotlivé procesy se liší v mnoha ohledech základních charakteristikách, ať je to druh materiálů vhodných k řezání daným procesem, řezací rychlostí nebo řezanou tloušťkou. Tyto základní charakteristiky určují, pro jaké podmínky je proces vhodný. Následující obrázek ukazuje závislost řezné tloušťky, rychlosti řezání a druhu procesu dělení. Obr.: Porovnání technologií tepelného dělení
11 5.2. Terminologie tepelného dělení materiálu Jako ve všech technických oblastech je základem k vzájemnému porozumění používání správné, normalizované terminologie. Základy terminologie uvádí normy ČSN EN ISO 9013 Tepelné dělení Klasifikace tepelných řezů Geometrické požadavky na výrobky a úchylky jakosti řezu ČSN EN ISO Svařování Vady při řezání kyslíkem, laserem a plasmou Terminologie ČSN N ISO 4063 Svařování a příbuzné procesy Přehled metod a jejich číslování ČSN EN ISO 5172 Zařízení pro plamenové svařování Hořáky pro svařování, ohřívání a řezání Specifikace a zkoušky Níže jsou uvedeny termíny z těchto norem související s procesem řezání Rychlost řezání relativní rychlost mezi nástrojem a obrobkem Šířka řezné spáry vzdálenost mezi povrchy řezu na horní straně řezu Skluz (n) průmět vzdálenosti mezi dvěma body skluzové rýhy (b) ve směru řezání (zkosení vlivem foukání ), a referenční přímka Obr.: Skluzová rýha Úchylka kolmosti nebo úchylka úhlu (u) vzdálenost mezi dvěma rovnoběžnými přímkami, mezi které je vepsán profil ovrchu řezu, viz. následující obrázek.
 Obr.")

12 Obr.: Úchylky kolmosti nebo úchylky úhlu Výška prvku profilu Zt součet výšky výstupku a hloubky prohlubně prvku profilu (dle ISO 4287) Zt 1 až Zt 5 charakterizuje jednotlivé prvky profilu ln je celková vyhodnocovaná délka lr je ákladní délka (1/5 z ln) Obr.: Průměrná výška prvků profilu Natavení horní hrany (r) veličina charakterizující tvar horní hrany řezu Obr.: Natavení horní hrany Drážkování prohloubení nebo zářezy nepravidelné šířky, hloubky a nepravidelného tvaru, zejména ve směru řezné tloušťky, které narušují jinak stejnorodý povrch řezu a Směr řezání b Směr posuvu Obr.: Drážkování
13 5.3. Přehled zkratek a symbolů dle ISO 9013:
14 Obr.: Výtah z ČSN EN ISO 9013 základní termíny procesu řezání 1 Řezací hořák 2 Hubice 3 Paprsek/ plamen/ oblouk 4 Řezná spára 5 Začátek řezu 6 konec řezu a Tloušťka zpacovávaného kusu b Vzdálenost trysky c Směr posuvu d Šířka řezné spáry e Řezná tloušťka f Délka řezu g Šířka řezné spáry na spodní ploše h Směr řezání
15 Obr.: Výtah z ČSN EN ISO 9013 základní termíny hotového povrchu řezu 1 Horní hrana řezu 2 Povrch řezu 3 Dolní hrana řezu a Tloušťka řezaného kusu b Tloušťka řezu c Výška kořenové plochy d Tloušťka řezu e Délka řezu
16 Obr.: Typy přímých řezů 1 Svislý řez 2 Šikmý řez 3 Šikmý řez dvojitý Obr.: Typy tvarových řezů 1 Svislý řez 2 Šikmý řezdraft SVAROX TECHNOLOGY
17 5.4. Úchylky tvaru a polohy dle ISO 9013 u t w t p t G1 t G2 úchylka kolmosti ve směru řezu Obr.: Úchylky tvaru a polohy úchylka kolmosti pro řezanou tloušťku vzhledem k A úchylka rovnoběžnosti pro řezanou tloušťku vzhledem k A v rovině plechu úchylka přímosti pro řezanou délku úchylka přímosti pro řezanou šířku Vady řezání kyslíkem, plasmou a laserovým paprskem dle ČSN EN ISO respektive původní ČSN EN Vady jsou rozděleny do skupin následovně: Imperfekce (vada) řezných hran, vady na hranách řezu: natavení horní/dolní hrany řezu, řetěz ztuhlých kapiček, převislá hrana řezu, utavená horní hrana řezu, Imperfekce (vada) řezných ploch, vady na plochách řezu: žlábek u hrany řezu, rozšíření spáry/mezery řezu, úhlová úchylka řezu, vydutá plocha řezu, zvlněný profil plochy, úchylka řezné stopy (nadměrné opoždění řezné stopy, předbíhání řezné stopy, místní úchylka řezné stopy, nadměrná hloubka řezné stopy, nepravidelná stopa řezné stopy), zápaly (izolované zápaly, skupina zápalů), neúplné ukončení řezů, zvlnitá plocha řezu, Struska (okuje): ulpívající struska Trhliny: mikrotrhliny, makrotrhliny Ostatní imperfekce (vady): úchylka na začátku řezu, úchylka při děrování, nadměrně široká spára řezu, přerušený řez, spálení povrchu, rozměrová úchylka dle ISO 9013
18 Obr.: Natavení horní a spodní hrany řezu Obr.:Řetěz (řada) ztuhlých kapek (rozstřiku) ulpívající na horní/spodní hraně řezu Obr.: Převislá hrana řezu
19 Obr.: vada řezné hrany roztavení horní hrany Obr.: Vada řezné plochy konkávní řezná plocha/žlábek (pod horní hranou a nad dolní hranou) Obr.: Rozšíření šířky řezné spáry (mezery) na horní a dolní hraně řezu
20 Obr.: Úchylka řezného úhlu (odchylka kolmosti) Obr.: Konkávní (vydutá) plocha řezu Obr.: Nepravidelný/ zvlněný profil plochy řezu
21 Obr.: Nadměrný odklon skluzové rýhy/ nadměrné opoždění řezné stopy Obr.: Předbíhání řezné stopy Obr.: Místní úchylka řezné stopy
22 Obr.: Nadměrná hloubka řezné stopy a nepravidelná hloubka řezné stopy Obr.: Z leva do prava: izolované zápaly, skupina zápalů a skupina zápalů ve spodní části plochy řezu Obr.: Neúplné ukončení řezu
23 Obr.: Zvlněná plocha řezu Obr.: Ulpělá struska na dolní straně řezu a slepenec strusky na ploše řezu Obr.: Makrotrhlina na ploše řezu
24 Obr.: Přerušený řez ve směru hloubky řezu a přerušený řez ve směru řezání
25 1.13 Řezání, vrtání a další procesy přípravy hran 9/ ŘEZÁNÍ KYSLÍKEM 6.1. Základní charakteristika Historicky nejoblíbenější metoda tepelného dělení materiálu (kovů), vhodná pro nelegované a nízkolegované ocele. Lze řezat ručně, popřípadě ji lze mechanizovat i automatizovat. ezání kovu kyslíkem se vyznačuje vysokou rychlostí ve srovnání se strojním dělením materiálu např. na pásových pilách a s výhodou se používá zejména pro dělení velkých profilů pro ocelové stavební konstrukce a pro výpalky silných plechů, kdy je tento proces hospodárný a rychlý. Při CNC řízení lze provádět členité výpalky a lze-li hořák naklápět, dají se obrobit i zkosené svarové plochy. Při ručním řezání je potřeba poměrně jednoduchého vybavení svařovací autogenní soupravy vybavené vhodným řezacím hořákem. Proces lze jednoduše mechanizovat pro řezání lineárních řezů pomocí vozíku na vodící kolejnici. Běžně lze řezat oceli až do cca 300mm bez použití speciálních hořáků. Tím se liší od ostatních metod (plasmové a laserové), které se používají pro tloušťky mnohem menší. Plasmou lze řezat do tl. cca 50mm, laserem do tl. cca 25mm. Použitím speciálních hořáků lze řezat i větší tloušťky. Teplota kyslíko acetylénového plamene dosahuje 3150 C. Obr.: Princip metody řezání kyslíkem 6.2. Princip a podmínky Podstatou řezání kyslíkem je proces spalování železa (kovu) předehřatého na teplotu tavení kovu a jeho odstranění z místa řezu proudem kyslíku. Roztavené železo okamžitě oxiduje, vytváří tekuté oxidy, které jsou tlakem proudu kyslíky odnášeny z místa řezu a vzniká tak řezná mezera. Chemický proces řezání kyslíkem lze popsat následovně: Fe+0,5O 2 FeO+270,06kJ.gmol -1 2Fe+1,5O 2 Fe 2 O ,70kJ.gmo ol -1 3Fe+2,0O 2 Fe 3 O ,98kJ.gmol -1 (3Fe+2,0O 2 Fe 3 O 4 +6,69 kj/kg )
26 Svařování dále probíhá na vnějším kuželu plamene, kde se dodává kyslík ze vzduchu. Z rovnic vychází, že jde o exotermickou reakci s poměrně velkým vývinem tepla (tj. uvolňuje se teplo hořením kovu). Velké množství vznikajícího tepla pomáhá předehřívat materiál jak ve směru řezané tloušťky, tak ve směru vedení řezu a tím umožňuje spalování dalšího kovu. Na začátku řezání tak stačí provést ohřev jen malé části okolí řezacího hořáku na zápalnou teplotu k zahájení řezání. V průběhu řezání je již proces udržování průběžným ohříváním jak z předehřívací hubice tak z exotermické reakce. Teplota tavení pro běžnou ocel je v průměru cca 1425 až 1500 C (tzv. bílý žár) v závislosti od chemického složení, pro čisté železo je to cca 1538 C. Zápalná teplota Fe je 1155 C, se vzrůstajícím obsahem C se zvyšuje zápalná teplota na cca 1210 C při 0,25%C a 1230 při 0,9%C. Tj. telota zápalná je mnohem nižší než teplota tavení oceli. Oxidy vytékající z řezu, se skládají přibližně ze 75% FeO, 20 % Fe 2 O 3 a 5%Fe. Oxidy mohou být fáze pevné, kapalné a tuhé. Pro kvalitní řez požadujeme kapalné snadno odstranitelné oxidy. Pevné oxidy jsou obtížně odstranitelné (okuje, struska) a plynné oxidy znečišťují řezací kyslík a tím snižují výkon řezání. Kvalita kyslíku má vliv na rychlost řezání a zvýšení spotřeby plynu. Aby vznikal kvalitní řez, musí být teplota roztavených oxidů nižší než teplota tavení kovu a oxidy musí být dostatečně tekuté, aby šly vyfouknout kyslíkem z místa řezu. Obr.: Závislost zápalné teploty oceli na obsahu C 6.3. Základní podmínky hoření kovu (podmínky řezatelnosti): Zápalná teplota: Dosažení zápalné teploty, která musí být nižší nebo stejná, než teplota tavení (kov musí hořet, nikoliv se místně tavit). Uvolněné teplo: Exotermická reakce musí vyvíjet dostatek tepla na krytí ztrát tepla vodivostí kovu (vedením), zářením (sáláním a vyzařováním) tak, aby se udržovala původní teplota a reakce mohla
27 samočinně pokračovat. Z celkového tepla uvolněného během řezání (hořákem+exoterm.reakcí) připadá na nahřívací plamen 30% а 70% na teplo ze spalování (z exoterm.reakce). Teplota tavení: Teplota tavení oxidů (strusky) musí být nížší nebo rovna teplotě tavení kovu, aby bylo dosaženo plynulého vyfukování a odtékání oxidů vlivem proudu kyslíku. Tuto podmínku lze obejít u těžko řezatelných materiálů přidáváním prášku v podobě např. křemičitého písku, který sníží teplotu tavení oxidů pod teplotu tavení kovů. Dalším druhem prášku je kovový prášek, který zvyšuje exotermickou reakci, uvolní více tepla, které pomůže roztavit oxidy a následně je vyfouknout z řezu. Tohoto principu prášků je využíváno u práškových hořáků pro řezání litiny, korozivzdorných ocelí, slitin mědi a niklu. Obsah legur s vlivem na zakalitelnost: Řezaný materiál nesmí mít vysoký obsah legur vedoucí k vysoké prokalitelnosti a vzniku zákalných struktrur (Mo, W, Ni aj.) nebo legur bránících řezání (C, Cr, Si aj.) Materiály vhodné k řezání S ohledem na výše uvedené podmínky lze úspěšně řezat nelegovanou a nízkolegovanou ocel která ještě nevyžaduje předehřev. U nelegovaných a legovaných ocelí je nutné v případě vyššího Cekv použít předehřevu, aby se zabránilo vzniku zákalných struktur a tedy i riziku vzniku trhlin. Různé prvky mají různý vliv na řezatelnost. Vedle chemického složení kovu se na řezání podílí i vliv čistoty kyslíku, čistoty materiálu a jeho teplota. Rovněž vnitřní jakost materiálu má vliv na kvalitu řezu. Struskové vměstky, lunkry, vydroleniny aj. vnitřní vady způsobují přerušování plynulosti řezu a další vady s tím spojené. Uhlík C V praxi jde o oceli do obsahu C max. 1,6%, viz. diagram vlivu obsahu C. Při obsahu C nad 0,3% dochází ke vzniku zákalných struktur (kalení) vedoucí k výskytu trhlin, dle potřeby pak musí být buď materiál předehříván, aby k tomu nedocházelo, nebo musí být ovlivněná zóna odstraněna obráběním. Některé materiály jsou řezatelné jen za určitých podmínek, jsou to většinou vysoce legované oceli a litina, teplota hoření stoupá s obsahem uhlíku. Teplota tavení klesá, i když je bod tavení oxidů kovů o něco vyšší než bod tavení základního materiálu. Tyto materiály vyžadují speciální řezací hořáky. Proces nelze použít na litinu, lehké kovy, měď, nikl apod. z důvodu nízké teploty jejich tavení. Litiny a mědi (mosazi) lze řezat plamenem s použitím speciálních hořáků s přidáváním kovového prášku. Přidání prášku rovněž slouží k umožnění řezání velkých tloušťek nad 300 mm až do 2000mm. Mangan Mn Obsahuje každá ocel. Do obsahu cca 14% nemá vliv na řezatelnost. Křemík Si V objemu běžném v ocelích, tj. do cca 0,35% nemá negativní vliv na řezání. Větší obsah vede ke vzniku oxidů a značně zhoršuje řezatelnost. Fosfor P a síra S V množství běžném v ocelích nemá vliv. Chrom Cr Obsah Cr do 5% snižuje tekutost oxidů. Při vyšším obsahu již podíl oxidů znemožňuje řezání. Nikl Ni
28 Obsah nad 7% znemožňuje řezání Molybden Mo Do 1,5 % nemá vliv. Vyšší obsah zhoršuje řezání Používané hořlavé plyny Pro ohřev se používají různé typy hořlavého typu, zejména však acetylénu. Z níže uvedených tabulek dává acetylen nejoptimálnější výsledky z pohledu technických parametrů a ekonomiky provozu. Dává rychlý náhřev s vysokým výkonem a teplotou plamene. Ostatní plyny jsou výhodné, pokud je možné je např. zajistit z místních zdrojů. Používají se zejména tyto hořlavé plyny: Acetylén Propan butan (polypropylen) Metan a další uhlovodíkové směsi Acetylén Je to hořlavý bezbarvý nejedovatý plyn se specifickým zápachem. Je to nejpoužívanější hořlavý plyn pro plamenové svařování a řezání kyslíkem a to pro své výhody: vysokou teplotu hoření, vysokého výkonu (až kj/m 3 ) daného jeho výhřevností a rychlostí hoření. Pro neutrální plamen je směšovací poměr 1 až 1,1:1, rychlost hoření v závislosti na obsahu kyslíku je 90 až 200 m/s. Plamen je soustředěn na malé místo, vzniká užší teplem ovlivněná oblast ve srovnání s dalšími plyny. Pozor: Acetylen nelze stlačovat, neboť pak při dosažení tlaku 0,2 MPa dochází k jeho rozkladu, dalšímu zahřívání a hrozí nebezpečí exploze. Tlakové lahve obsahují porézní hmotu, která je napuštěna acetonem, ve kterém je acetylen rozpuštěný a tím lze lahve plnit na tlak 1,5 MPa. Provozní teplota lahve nemá překročit 50 C, pak dochází k samovolnému rozkladu. Obr.: Schéma výroby acetylenu
29 Charakteristika a druhy plamenů (zdroj GCE) Plyn Max.teplota plamene [ C] Kyslíkový plamen Neutrální plamen Poměr kyslík/palivo Neutrální plamen Výhřevnost [MJ/m 3 ] Vodík H ,36 10,758 Metan, zemní plyn (CH 4 ) ,6 31,814 Acetylen (C 2 H 2 ) ,1 56,93 Ethylen (C 2 H 4 ) ,8 55,674 Propylen ,8 89,999 Propan (LPG propan butan C 3 H 8 /C 4 H 10 ) ,75 93,557 Obr.: Směšovací poměr některých plynů dle ISO 5172

30 Obr.: Závislost vlastností plamene od použitého hořlavého plynu údaje pro svařování plamenem (zdroj: Linde)
31 Obr.: Rychlost hoření plamene různých plynů (Linde)

32 Obr.: Ekonomické parametry řezání kyslíkem (Linde)

33 Obr.: Poměr výkonu na směšovacím poměru a druhu plynu 6.6. Používaný druh plamene: Pro předehřívání se nastavuje na řezacím hořáku neutrální plamen, který nezpůsobí nauhličení. Obr.: Princip rozložení teplot při svařování kyslíko acetylénovým plamenem

34 Obr.: Druhy plamene při svařování Obr.: Druhy plamene: Shora dolů - oxidační, neutrální a nauhličující
35 6.7. Postup řezání kyslíkem Základní postup ukazuje následující obrázek. Mezikružím předehřívací hubice 1 okolo řezací hubice 2 proudí směs acetylenu a kyslíku, která se zapálí a nastaví se optimální předehřívací plamen neutrální. Nejvyšší teploty směsi acetylen/kyslík 3200 C se dosáhne při oxidačním plameni. Použití jiných plynů vede ke snížení této teploty až na cca 2500 C u metanu či propanbutanu. Začátek řezu je nutné předehřát na cca 900 C (bílý žár). Vzdálenost hubice od řezaného materiálu musí být nastavena na optimální hodnotu s ohledem na řezanou tl.. Pro tenké materiály do tl. 10 mm je nastavení 2 4mm. Pro větší tl. hodnota nastavení roste. Následně se otevře přívod řezacího kyslíku (ovládání je buď ventilem s kolečkem nebo ventilem s páčkou). Řezací kyslík proudí otvorem v řezací hubici, která je umístěna uvnitř nahřívací hubice. Proudem řezacího kyslíku dochází k prudkému vypalování a vyfukování spáleného materiálu z řezné spáry 3. Struska je tak odstraňována proudem kyslíku z řezu a částečně ulpívá na spodní straně řezu 4. Při zahájení řezu se postupuje opatrně a pomalu, aby nedošlo k nadměrnému rozstřiku a nekontrolovanému tavení materiálu. Po zahájení odtavování se sleduje, až dojde k protavení a vyfouknutí oxidů v celé tl. Až poté je možné zahájit posuv hořáku. V opačném případě dojde k neprotavení. K neustálému pokračování je potřeba neustále dodávat vnější teplo předehřívající materiál, neboť exotermická reakce nestačí. Nahřívací plamen tak musí být v chodu po celou dobu řezání a dodává cca 30%potřebného tepla. Exotermická reakce dodává cca 70% potřebného tepla. Z celkového množství tepla je část odváděna do okolí sáláním a zářením. Nahřívací plamen předehřívá místo řezu 5 a okolí řezu 6. Teplota plamene však postupně klesá směrem od hořáku. Obr.: Princip řezání kovů Proud řezacího kyslíku vyfukuje vzniklou strusku z řezu a přebytečnou strusku vytlačuje na svoji spodní stranu a okolí řezacího proudu do zadu. Vlivem povrchového napětí strusky dochází k vytvoření zvlněného vzhledu řezu, v horní části je minimální, v dolní části řezu je již znatelné. Vzniká tak charakteristický vzhled řezu (řezné stopy ve smyslu terminologie ISO), který by při správné technologii neměl vykazovat natavení, vruby, nerovnoměrnosti. Vznikají-li nadměrné vlny a rýhy na povrchu, jde o znak nevhodné rychlosti (zpoždění řezu vlivem příliš vysoké rychlosti
36 posuvu hořáku) anebo znečištěním povrchu materiálu, případně nevhodně seřízeným plamenem a tlakem kyslíku. Mírná stopa zpoždění řezu Z je normální, pokud jsou nastaveny optimální parametry svařování a rovnoměrná rychlost řezání. Rozdíl Z by neměl být nad 10% tloušťky řezaného kovu. U menších tlouštěk by stopa zpoždění měla bit neznatelná. Obr.: Vznik vln a rýh Při ručním řezání se provádí vedení hořáku buď ručně volným vedením, nebo s pomocí různých přípravků a šablon usnadňujících vedení. Před řezáním se provádí orýsování, vhodné je používat mastek nebo vhodný marker pro označení řezu.

37 1.13 Řezání, vrtání a další procesy přípravy hran 9/2016 TE CH NO LO GY Obr.: Příklady přípravků pro ruční vedení řezacího hořáku Obr.. Přípravky pro řezání proniků trub ručně AF T SV AR O X Řezání profilové oceli ukazují následující obrázky. Vedou se jednotlivé řezy dle naznačené posloupnosti. Řezat lze i kruhové profily tyče, trubky apod Parametry řezání kyslíkem DR Seřízení plamene Plamen musí dávat dostatečné teplo k rychlému nahřátí začátku řezu, ale nesmí znečišťovat povrch řezu při nejvyšší rychlosti řezání dané tloušťky materiálu. Po zapálení se nejdříve seřídí předehřívací plamen jako neutrální. Protože po otevření řezacího kyslíku často dojde ke změně charakteru předehřívacího plamene vlivem změny poměru míšení hořlavého plynu s kyslíkem, plamen často přejde do nauhličujícího plamene. Je proto nutné po prvním seřízení předehřívacího plamene pustit řezací kyslík a opět za proudění řezacího kyslíku seřídit
38 předehřívací plamen. Nastaví se takový plamen, aby nebyl karburační ani příliš ostrý, který by natavoval horní hranu řezu. Nedostatečně teplý plamen zase může způsobovat přerušování řezu. Pozor: šikmé řezy odvádí více tepla a vyžadují při stejné tloušťce teplejší plamen. Tenké plechy a profily zase vyžadují méně tepla. Nastavení hořáku tak vyžaduji určitou praxi. Nastavení tlaku Součástí správného nastavení plamene je nastavení tlaku redukčních ventilů a použití odpovídajícím průměru díry řezací hubice. Přesné hodnoty by měly být součástí dokumentace výrobce k danému hořáku. Následující tabulka uvádí orientační hodnoty nastavení tlaku kyslíku v závislosti na řezané tloušťce. Tloušťka [mm] Tlak [kpa] 2 2,5 3 3,5 4 4,5 5 5,5 6,5 7,5 9 10,5 Nadměrný tlak zvyšuje hrubost řezu a šířku řezné spáry/ mezery, dále snižuje teplotu plamene. U tuzemských hořáků pro řezání oceli do tl.30mm se pro hubici průměru 1,2 mm uvádí rozsah nastavení tlaku kyslíku mezi 2 až 4 kpa. Naopak nízký tlak vede ke zpomalení rychlosti řezání a riziku neprotavení celé tloušťky a natavování horní hrany řezu. Pro danou tloušťku materiálu je tedy dolní a horní mez řezné rychlosti, kdy dosahujeme vyhovující kvality řezu. Šířka mezery závisí na tlaku a na velikosti průměru díry řezacího hořáku. Vzdálenost hubice s tryskou od materiálu Vzdálenost hubice hořáku od řezaného materiálu je dána místem s nejvyšší teplotou plamene. Nejteplejší část plamene u acetyléno-kyslíkového plamene je cca 2 až 4 mm od ústí hubice a mění se v závislosti od velikosti nahřívacího plamene. Hubice příliš nízko umístěná natavuje horní hranu řezu a znečišťuje hubici rozstřikem. Vysoká hubice prodlužuje dobu nahřevu, zhoršuje přesnost výpalku. Tloušťka řezu [mm] Nad 300 Vzdálenost hubice [mm] Obvyklé hodnoty řezacích hořáků tuzemské výroby (R3, U3, apod.) uvádí následující tabulka. Rychlost řezání Tl. řezané oceli [mm] Řezací hubice (označení) Nahřívací hubice (označení) Tlak kyslíku Tlak [kpa] 1, ,5 4,5 7,5 6,5-10 Rychlost řezání je dána výběrem hubic, tlakem kyslíku a tím velikostí a výkonem plamene a závisí na tloušťce řezaného materiálu. Optimální rychlost se vyhodnotí na základě vizuální kontroly stavu řezu a charakteru stop na ploše řezu a ohodnocení hran řezu. Při optimální rychlosti je zpoždění řezu do 10% řezané tloušťky.

39 Obr.: Závislost šířky mezery na řezané tloušťce a) výstup řezacího kyslíku b) průměrná šířka dělící spáry/ mezery v závislosti na tl. c) vliv tlaku kyslíku na tvar a šířku mezery


 a vhodný nosič lahví (vozík).")

40 7. ZAŘÍZENÍ PRO ŘEZÁNÍ KYSLÍKEM 7.1. Svařovací soupravy Vychází ze zařízení pro svařování plamenem, někdy nazývané autogenní souprava. K soupravě je dále potřeba tlakových lahví s kyslíkem a hořlavým plynem. V minulosti se používal jako zdroj acetylénu vyvíječ z karbidu. Zařízení se odlišuje pouze hořákem. Souprava se skládá z tlakových lahví, hadic, redukčních ventilů a sady svařovacích hořáků. Součástí soupravy musí být i pojistka proti zpětnému šlehnutí plamene (suchá předloha) a vhodný nosič lahví (vozík). Součástí sady zpravidla bývá i řezací hořák pro běžné tloušťky do 300mm. Obr.: Pohled na autogenní svařovací soupravu, sadu hořáků a redukční ventily 7.2. Redukční ventily Redukční ventil přeměňuje vysoký a proměnlivý tlak v tlakové lahvi na nízký stálý tlak. Kyslíkový ventil se připojuje pomocí převlečné matice se závitem W 21,8 x ¼ (shodná se závity u kyslíkových lahví) a acetylénový ventil se připevňuje pomocí třmenu. Obr.: Kyslíkový a acetylénový redukční ventil
41 1.13 Řezání, vrtání a další procesy přípravy hran 9/2016 Obr.: Řez redukčním kyslíkovým ventilem a grafické znázornění hystereze Vysokotlaký plyn proudí do vysokotlaké části redukčního ventilu přímo z tlakové lahve přípojkou. Vysokotlaký manometr na vstupní straně (vysokotlaké) ukazuje aktuální tlak v lahvi. K nastavení tlaku se otáčí regulačním šroubem umístěným ve spodní části ventilu. Jeho zašroubováním působíme na membránu skrze pružinu a tím dochází k nadzvedávání škrtíci kuželky. Tím dojde k proudění plynu do nízkotlaké části a nízkotlaký manometr ukáže nastavený výstupní tlak. Tím, jak se naplní nízkotlaký prostor nad membránou, dochází působením tohoto tlaku na plochu membrány k jejímu posunu směrem dolů, až kuželka uzavře přívod vysokotlakého plynu. Při odběru plynu opět tlak nízkotlaké části začne klesat, otevře se kuželka a začne proudit vysokotlaký plyn. Tento proces se neustále opakuje a dochází tak k regulaci tlaku plynu. Parametry acetylénového a kyslíkového redukčního ventilu GCE Výstupní tlak [bar] Vstupní tlak [bar] Jmenovitý průtok [l/min] Připojení výstupu Připojení vstupu Acetylénový redukční ventil Kyslíkový redukční ventil 1, G 3/8 G ¼ Třmen W 21,8x1/14 Protože každý regulační systém má svoji hysterezi (je označení pro takové chování dynamického systému, kdy výstupní veličina nezávisí jen na nezávisle proměnné vstupní veličině, ale i na předchozím stavu systému, tzv. paměťový efekt systému), není tlak plynu naprosto dokonalý, ale dochází k jeho mírné pulsaci. Ještě horší stav nastává při opakovaných přerušování odběru, které vytváří tlakové špičky a tím způsobují nadměrnou spotřebu plynu. Existují některá zařízení k optimalizaci těchto špiček, zejména pro použití při svařování, kde je přerušování procesu a talkové špičky velmi časté. Použití takovéto optimalizace vede ke značným úsporám ve spotřebě plynu.




42 Obr.: Příklad redukčního ventilu s optimalizací tlakových špiček (nahoře Migatronic a ESAB, dole GCE)
43 7.3. Druhy řezacích hořáků Podle způsobu, jakým se směšuje plyn a kyslík (systém směšování) pro předehřívací plamen, existují systémy hořáků dle ISO 5172: nízkotlaký hořák, kde tlak hořlavého plynu před směšovací komorou jenižší než tlak směsi mezi komorou a hubicí. Použití zpravidla pro ruční řezání. vysokotlaký injektorový hořák, kde tlako obou plynů před směšovací komorou jevyšší než tlek směsi mezi komorou a hubicí. Směs se vytváří ve směšovací komoře. Tlakové řezací hořáky se používají hlavně pro automatické řezací stroje. rovnotlaký hořák, kde tlak hořlavého plynu a kyslíku měřený bezprostředně před směšovacím místem je stejný, ale je vyšší než tlak směsi měřený mezi směšovacím místem a hubicí Podle způsobu regulace průtoku rozlišujeme: Hořák s neměnným průtokem Hořák s proměnnými průtoky Hořák s proměnnými průtoky nastavitelnými seřízením injektoru Hořák s proměnnými průtoky regulovanými změnou tlaku Hořák s proměnnými průtoky regulovanými výměnou svařovacích, ohřívacích nebo řezacích nástavců Podle umístění směšovače: Hořák se směšováním v hořáku Hořák se směšováním v hubici Řezací hořáky jsou oproti svařovacím hořákům doplněny o přívod řezacího kyslíku. Kyslík je do hořáku veden jednou hadicí a v hořák use rozděluje do dvou cest. Jedna vede k vytvoření předehřívacího plamene a druhá vede samostatnou trubkou do řezací hlavy. Hlava obsahuje řezací a nahřívací trysku, v případě dělených trysek (minulost, již nepoužívané) anebo jednu společnou trysku, která se používá dnes. Pro řezání se v zásadě používají dva typy hořáků: a) směšování plynů přímo v hubici hořáku b) směšování plynů v injektoru (u tuzemského typu U7)

44 U injektorového typu je levnější výroba řezací hubice a také je bezpečnější s ohledem na nižší riziko zpětného šlehnutí při přisávání hořlavého plynu kyslíkem. Injektorový typ je nejpoužívanější jak pro ruční tak strojní řezání. Směšovací typ se používá pro svařování. Je u něj vysoké riziko zpětného šlehnutí, neboť zde nedochází ke zhasnutí plamene. Dále existují speciální hořáky s přidáváním prášku pro řezání litin, ocelí s vysokým obsahem C, mědi a jejích slitin. Dalším speciálním hořákem je tzv. kyslíkové kopí používané zejména ve slévárnách k dělení velkých kusů materiálu a propichování otvorů. Obr.: Injektorový (vlevo) a rovnotlaký (vpravo)směšovač
45 Obr.: Typy hubic dle ISO Z leva do prava: mezikruhový typ (směšování před hubicí), drážkovaná hubice (směšování v hořáku), hubice s plochými drážkami (směšování v hořáku). Obr.: Vlevo bloková hubice (směšování v hořáku), vpravo hubice se směšováním v hubici

46 Obr.: Princip injektorového svařovacího hořáku Obr.: Schéma řezacího hořáku injektorového typu



47 Obr.: Příklady řezacího hořáku injektorového Obr.:Nejběžnější tuzemský řezací hořák RN7 s rukojetí




48 Obr.. Příklad svařovací soupravy tuzemské výroby injektorového typu RN7 (GCE)

49 Obr.: Princip směšovacího hořáku Obr.: Řez směšovacím hořákem Obr.: Příklad řezacího hořáku se směšováním v hubici viz. třítrubkové vedení plynů do hubice
50 7.4. Řezání kyslíkem s přidáváním prášku Použití: Řezání materiálů, které nesplňují podmínky řezání kyslíko plynovým hořákem, jako jsou litiny, měď a její slitiny, nikl, vysokolegované korozivzdorné oceli Vybavení: Je potřeba speciální soupravy hořáku a zásobníku prášku. Zásobník v podobě cyklonu se napojuje na rozvod stlačeného plynu. Obr.: Schéma soupravy na řezání kyslíkem s přidáváním prášku
51 Obr.: Ruční hořáky s přidáváním prášku Obr.: Pohled na strojní práškové řezací hořáy


52 Obr.: Příklad zásobníků s cyklonem na podávání řezacího prášku (pohon stlačeným vzduchem) Obr.: Pohled na řezání dlouhého profilu kyslíkem a pohled na šikmý řez kyslíkem

53 7.5. Kyslíkové kopí Obr.: Schéma pracoviště s kyslíkovým kopím Obr.: Pohled na práci s kyslíkovým kopím

54 Obr.: Rukojeť kyslíkového kopí Obr.: Hořák kyslíkového kopí

55 7.6. Porovnání nákladů Níže je tabulka, porovnávající náklady mezi strojním (CNC) dělením kyslíkem jedním až 4 hořáky a dělením plasmou při svařovacích proudech 130 až 450 A. Svislá osa uvádí náklady na součást v dolarech. Vodorovná osa uvádí tloušťku nelegované oceli v palcích. Z tabulky je zřejmá úspora při použití řezání kyslíkem pro materiály větších tloušťek od cca 30mm (1,25 palce) Obr.: Porovnání nákladů na řezání plasmou a kyslíkem (ESAB)


56 7.7. Aplikace řezání kyslíkem Ruční řezání Obr.: Ruční řezání kyslíkem lineárních řezů Obr.: Ruční řezání kyslíkem použití řezacího kružítka

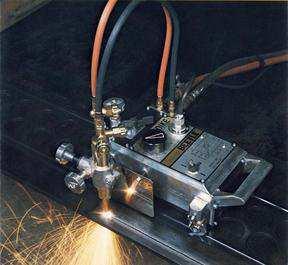
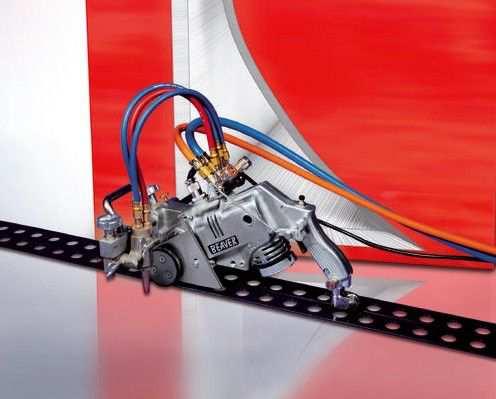
57 7.8. Mechanizace řezání Přenosné kyslíkové řezací stroje lze použít jak pro acetylen tak pro PB. S výhodou se používají při výrobě větších svařenců z deskových méně členitých dílů kotlů, lodí, stavebních konstrukcí, dopravní techniky. Hlavní technické údaje RS 131: Tloušťka řezaného materiálu 1 hořákem Tloušťka řezaného materiálu 2 hořáky Rozsah řezných rychlostí Pracovní délka s dodanou pojížděcí dráhou Šířka řezaných pásů Průměr řezaných kruhů Vstupní napětí Celkový příkon max Tlak kyslíku maximální Tlak acetylenu Hmotnost stroje Hmotnost stroje s příslušenstvím Obr.: Řezací stroj GCE RS mm 3-100mm V 30W 9,0bar 0,2-1,0bar 19,0kg 54,0kg

58 Obr.: Řezací stroj GCE RS 131 a RS OM A Technické údaje RS OM A: Tloušťka řezaného materiálu mm Vstupní napětí 24 V Příkon maximální 50 W Výška 300 mm Šířka 300 mm Délka 460 mm Příčný posun suportu 170 mm Hmotnost stroje 9,2 kg Hmotnost stroje s příslušenstvím 15,7 kg

59 Obr.: Řezací stroj GCE IMP s hubicí A MD Parametry GCE A MD Tloušťka řezaného materiálu mm Rozsah řezných rychlostí mm/min Vodící dráha standardní 2 m Šířka řezaných pásů mm Průměr řezaných kruhů mm Vstupní napětí 200V Celkový příkon max 60W Hmotnost stroje 9 kg


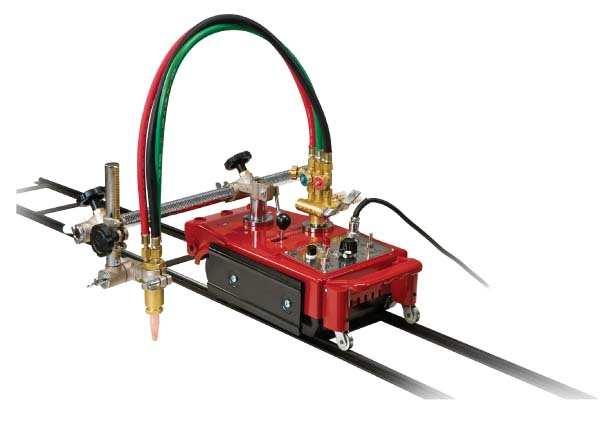

60 Obr.: Mechanizované řezání kyslíkem s pomocí pojezdového vozíku různé modely



61 Obr.: Příklad mechanizace pro kruhové výpalky s možností naúkosování


62 7.9. Úkosování a příprava svarových hran Obr.: Detailní pohled na současné dělení i obrábění svarových ploch kyslíkovými řezacími hořáky s CNC řízením


63 Obr.: Řezání svarové plochy kyslíkovým hořákem

64


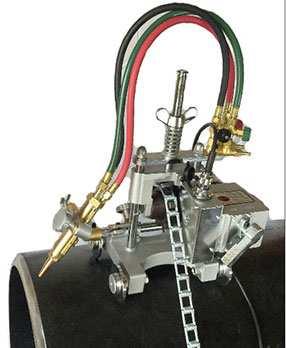
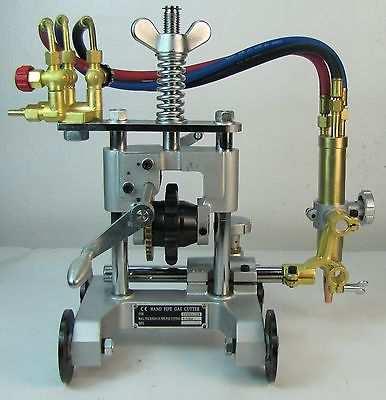
65 Obr.: Příklady mechanizace úkosování potrubí Obr.: zařízené pro kopírování pomocí jednoduché šablony s elektrickým pohonem pojezdu



66 Obr.: Příklady stroje na úkosování potrubí, fa Mathey USA. Vlevo s ručním pohonem, v pravo řetězový pojezd, dole motorový pojezd s vedením





67 Obr.: Příklad CNC automatizace řezání průniků potrubních dílů, fa Mathey USA Obr.: Řezací stroje pro velké tlakové nádoby s CNC 3D řízením


68 7.10. Automatizace, robotizované CNC řezání kyslíkem Automatizované systémy CNC řezání lze rozdělit na mobilní a nepřenosné. Mobilní systémy jsou vhodné pro malé provozovny a menší rozměry výpalků. Dále jsou systémy děleny dle použitého řezacího procesu. Některé stroje umožňují použití kombinací procesů, zpravidla kyslíkového autogenního procesu a procesu plazmového. Dalším rozhodujícím parametrem je velikost stroje která určuje maximální vnější rozměr plechu, který lze řezat. Zásadním rozdílem mezi plazmou a autogenním řezáním je limitní řezaná tloušťka, která u plazmy dosahuje běžně 20 mm, výjimečně až 25 mm. Dále pak řezná rychlost, která u plazmy značně převyšuje rychlost kyslíkového řezání. Značné ztráty u autogenního řezání způsobuje nutnost náhřevu. Obr.: Příklad kombinovaného stroje pro autogenní a plazmové řezání Obr.: CNC řezání kyslíkem na velkých stabilních strojích
.")

69 Obr.: CNC mobilní řezací stroj ZYNC CNC řezací stroj ZYNC je mobilní řezací CNC automat s možností řezání plazmovým obloukem a autogenním plamenem. Pro plazmové řezání je vybaven automatickým zdvihem plazmového hořáku THC (torch head controller). Tato funkce neustále snímá napětí na oblouku plazmy a zajišťuje konstantní vzdálenost hořáku od řezaného materiálu. CNC ZYNC je navržen k řezání všech rovinných útvarů a různých obrazců. CNC ZYNC je zařízení, které nevyžaduje stabilní pracoviště, je relativně mobilní, nenáročné na údržbu a obsluhu. Díky cenové dostupnosti je CNC ZYNC určen především pro malé a střední výrobní firmy, kde je nutná flexibilita, nízká pořizovací cena a spolehlivost.


70 Obr.: CNC mobilní řezací stroj ESAB Crosbow s plazmovým a kyslíkovým hořákem ESAB Crossbow je CNC řezací stroj v kompaktním provedení, přenosný a ekonomický. Automatizované funkce a plně integrované, uživatelsky přívětivé prostředí, poskytuje univerzální plazmové nebo autogenní řezání. Přesné vodící koleje zajišťují stabilní pohyb portálu Crossbow a plnou podporu pro řezací hořák. Jednoduché rozhraní obsluhy s menu je intuitivní pro snadné zaškolení a obsluhu. Zabudovaný CNC systém používá jednoduché příkazové menu, a umožňuje výkonné skládání požadovaných tvarů a následné řezání. CNC systém je vybaven USB portem pro snadný přenos podkladů připravených mimo zařízení na PC. Integrovaná knihovna 24 tvarů umožňuje rychlé vytváření běžných dílů přímo na stroji bez programování Pro plazmové řezání je ESAB Crossbow vybaven automatickým zdvihem plazmového hořáku THC (torch head control). Tato funkce neustále snímá napětí na oblouku plazmy a zajišťuje konstantní vzdálenost hořáku od řezaného materiálu ESAB Crossbow je navržen k řezání všech rovinných útvarů a různých obrazců. Nevyžaduje stabilní pracoviště, je relativně mobilní, nenáročný na údržbu a obsluhu. Je ideální pro přenosné použití ve velkých podnicích nebo na stavbách, malých dílnách, opravnách, nebo ve školních laboratořích.




71 8. STROJNÍ TŘÍSKOVÉ OBRÁBĚNÍ V technické praxi je poměrně značně rozšířeno i třískové obrábění mechanizované nebo ruční. Na trhu je široké množství různých verzí těchto zařízení. Základní rozdělení: - obrábění plochých dílů - obrábění potrubí a skořepin tlakových nádob Pro ruční obrábění plochých polotovarů a dílů je používáno zpravidla elektrických ručních úkosovacích zařízení s obráběcím nástrojem ze slinutých karbidů. Obr. Příklad úkosovacího zařízení pro ploché polotovary Obr.: Příklad úkosovacího zařízení s pojezdovým vozíkem




72 Obr.: Frézovací nástroj úkosovacího zařízení Pro obrábění potrubí jsou používány různé typy úkosovacích zařízení, která se upínají buď za vnitřní průměr obráběné trubky, nebo u moderních strojů pro větší průměry za vnější průměr. Nejčastěji je jako pohon použit elektromotor, pneumatický motor, nebo hydraulický motor. Stroje upínané za vnitřní průměr neumožňují zpravidla provádět tzv. vnitřní kalibraci úkosu, která se pak musí obrobit ručně. Stroje se používají až do průměrů okolo cca 500mm. V případě větších průměrů a nebo když je potřeba provést oddělení dvou trubek upíchnutím, používají se úkosovací zařízení upínaná za vnější průměr. Obr.: Porovnání dvou principů úkosovacích zařízení potrubí. Vlevo upínání za vnitřní průměr, vpravo upínání za vnější průměr trubky.

73 Obr.: Schéma funkce úkosovacího zařízení s upínáním za vnitřní průměr


74 Obr.: Příklad úkosovacího zařízení pro upnutí na velkém vnějším průměru trubky



75 Obr.: Příklad úkosovacího zařízené pro upnutí na vnějším malém průměru trubky, vhodné např. pro výrobu kotlů Obr.: Příklad ručního elektrického a pneumatického úkosovacího zařízení pro upínání za vnitřní průměr potrubí



76 Obr.: Příklad úkosovacího zařízení větších průměrů potrubí s upínáním za vnitřní průměr


77 Obr.: Příklady obráběcích nástrojů pro úkosovací zařízení pro potrubí upínané za vnitřní průměr potrubí Obr.: Příklad velkého stabilního strojního úkosovacího zařízení pro potrubní díly
78 [1] ČSN EN ISO 9013 Tepelné dělení Klasifikace tepelných řezů Geometrické požadavky na výrobky a úchylky jakosti řezu
79 [2] ČSN EN ISO Svařování Vady při řezání kyslíkem, laserem a plasmou Terminologie [3] ČSN EN Vady při řezání kyslíkem, laserem a plasmou - Terminologie [4] ČSN N ISO 4063 Svařování a příbuzné procesy Přehled metod a jejich číslování [5] ČSN EN ISO 5172 Zařízení pro plamenové svařování Hořáky pro svařování, ohřívání a řezání Specifikace a zkoušky [6] ISO , 2, 3
80
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
OBSAH CONTENT. Instruktážní a výukové plakáty. Instructional and educational play-bills. Objednávejte zdarma na www.gce.cz
 Instruktážní a výukové plakáty Instructional and educational play-bills Objednávejte zdarma na OBSAH CONTENT Lahvový redukční ventil DIN+ Cylinder pressure regulator DIN+ Universální rukojeť U 7 Universal
Instruktážní a výukové plakáty Instructional and educational play-bills Objednávejte zdarma na OBSAH CONTENT Lahvový redukční ventil DIN+ Cylinder pressure regulator DIN+ Universální rukojeť U 7 Universal
vydání 1/2017 RUČNÍ ŘEZACÍ HOŘÁKY A HUBICE
 vydání /207 RUČNÍ ŘEZACÍ HOŘÁKY A HUBICE ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE SE SYSTÉMEM COOLEX TEPELNÉ ZATÍŽENÍ ŘEZACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací
vydání /207 RUČNÍ ŘEZACÍ HOŘÁKY A HUBICE ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE SE SYSTÉMEM COOLEX TEPELNÉ ZATÍŽENÍ ŘEZACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY
 SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY vydání 1/2017 ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací kyslík Hořlavý plyn TEPELNÉ
SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY vydání 1/2017 ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací kyslík Hořlavý plyn TEPELNÉ
JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ
 EPP - 200 JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ Stroje Procesy Řídící systémy Programování Prostředí Kdo si stanoví pro plazmové řezání a značení vysoké požadavky, potřebuje
EPP - 200 JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ Stroje Procesy Řídící systémy Programování Prostředí Kdo si stanoví pro plazmové řezání a značení vysoké požadavky, potřebuje
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Nákup strojního vybavení dílenské víceúčelové haly
 Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
Technické podmínky Veřejné zakázky Nákup strojního vybavení dílenské víceúčelové haly Obecné technické podmínky platné pro celou dodávku Kvalitní a spolehlivé stroje. Součástí dodávky budou všechny komponenty
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
7. Dělení materiálu. Obr. č. 44: Dělení materiálu pásovou pilou - pilový kotouč - diamantový kotouč.
 7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
Technologie I. Plamenové technologie
 Plamenové technologie Svařování Řezání kyslíkem Drážkování kyslíkem Rovnání plamenem Ohřev Plamenové technologie Výhody: malé investiční náklady jednoduchá obsluha univerzálnost Nevýhody: velký ohřev svařovaného
Plamenové technologie Svařování Řezání kyslíkem Drážkování kyslíkem Rovnání plamenem Ohřev Plamenové technologie Výhody: malé investiční náklady jednoduchá obsluha univerzálnost Nevýhody: velký ohřev svařovaného
Beztřískové zpracování Svařování tavné 1
 1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
KYSLÍKOVÉ A PLAZMOVÉ PÁLÍCÍ STROJKY
 Český výrobce a dodavatel hořáků, kabeláží a spotřebních dílů pro plazmové, laserové a kyslíko-acetylenové řezání a svařování KYSLÍKOVÉ A PLAZMOVÉ PÁLÍCÍ STROJKY APL CUTTING, s.r.o. Autorizovaný prodejce
Český výrobce a dodavatel hořáků, kabeláží a spotřebních dílů pro plazmové, laserové a kyslíko-acetylenové řezání a svařování KYSLÍKOVÉ A PLAZMOVÉ PÁLÍCÍ STROJKY APL CUTTING, s.r.o. Autorizovaný prodejce
Plazmový řezací systém TransCut 300
 Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Ceník autogenní techniky
 Ceník autogenní techniky Platný od 01.07.2015 Centrála: Sklad Kladno: Messer Technogas s. r. o. Průmyslový areál Poldi Dříň č.p. 666 Zelený pruh 99 272 03 Kladno Dříň 140 02 Praha 4 tel.: +420 312 644821-4
Ceník autogenní techniky Platný od 01.07.2015 Centrála: Sklad Kladno: Messer Technogas s. r. o. Průmyslový areál Poldi Dříň č.p. 666 Zelený pruh 99 272 03 Kladno Dříň 140 02 Praha 4 tel.: +420 312 644821-4
Tepelné dělení materiálů
 Tepelné dělení materiálů Stručný úvod do řezání kyslíkem, plazmou a laserem Ing. Tomáš Zmydlený, IWE Cíl přednášky Představit metody tepelného dělení Předvést teorii metod tepelného dělení Upozornit na
Tepelné dělení materiálů Stručný úvod do řezání kyslíkem, plazmou a laserem Ing. Tomáš Zmydlený, IWE Cíl přednášky Představit metody tepelného dělení Předvést teorii metod tepelného dělení Upozornit na
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
POJISTKY PROTI ZPĚTNÉMU ŠLEHNUTÍ RYCHLOSPOJKY MOSAZNÉ FITINKY
 POJISTKY PROTI ZPĚTNÉMU ŠLEHNUTÍ RYCHLOSPOJKY MOSAZNÉ FITINKY vydání 2/207 NERISKUJTE A NECHTE SI ZKONTROLOVAT VAŠI POJISTKU PROTI ZPĚTNÉMU ŠLEHNUTÍ Seznam GCE zkušebních autorizovaných středisek najdete
POJISTKY PROTI ZPĚTNÉMU ŠLEHNUTÍ RYCHLOSPOJKY MOSAZNÉ FITINKY vydání 2/207 NERISKUJTE A NECHTE SI ZKONTROLOVAT VAŠI POJISTKU PROTI ZPĚTNÉMU ŠLEHNUTÍ Seznam GCE zkušebních autorizovaných středisek najdete
PROPALINE vydání 2/2017
 PROPALINE vydání 2/207 BRASOTEK je inovativní produkt s patentovaným složením pro přípravu pájených spojů. Umožňuje dokonalé a rychlé čištění zoxidovaných povrchů. snadná aplikace odstraní nečistoty bez
PROPALINE vydání 2/207 BRASOTEK je inovativní produkt s patentovaným složením pro přípravu pájených spojů. Umožňuje dokonalé a rychlé čištění zoxidovaných povrchů. snadná aplikace odstraní nečistoty bez
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
VÍCEÚČELOVÝ, MODULÁRNÍ STROJ NEOMEZENÉ MOŽNOSTI PRO VAŠÍ PRODUKTIVITU
 Suprarex SXE-P VÍCEÚČELOVÝ, MODULÁRNÍ STROJ NEOMEZENÉ MOŽNOSTI PRO VAŠÍ PRODUKTIVITU Stroje Procesy Řídící systémy Programování Prostředí Pálicí stroje ESAB SUPRAREX jsou skupinou strojů s nejširší rozmanitostí.
Suprarex SXE-P VÍCEÚČELOVÝ, MODULÁRNÍ STROJ NEOMEZENÉ MOŽNOSTI PRO VAŠÍ PRODUKTIVITU Stroje Procesy Řídící systémy Programování Prostředí Pálicí stroje ESAB SUPRAREX jsou skupinou strojů s nejširší rozmanitostí.
HT4400. Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM
 HYPERTHERM USA 30..0 HT4400 Plazma HySpeedTM pro přímé pálení a řezání úkosu Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM Začíná tam,
HYPERTHERM USA 30..0 HT4400 Plazma HySpeedTM pro přímé pálení a řezání úkosu Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM Začíná tam,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Plamenové drážkování - 86
 Plamenové drážkování - 86 Drážkování plamenem je založeno na stejném principu jako řezání plamenem. Počáteční místo drážky se předehřeje nahřívacím plamenem do červeného žáru a otevře se ventil kyslíku
Plamenové drážkování - 86 Drážkování plamenem je založeno na stejném principu jako řezání plamenem. Počáteční místo drážky se předehřeje nahřívacím plamenem do červeného žáru a otevře se ventil kyslíku
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Způsoby dělení materiálu
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY
 SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací kyslík Hořlavý plyn TEPELNÉ ZATÍŽENÍ HOŘÁKU
SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací kyslík Hořlavý plyn TEPELNÉ ZATÍŽENÍ HOŘÁKU
Předehřev, svařování a rovnání vysokopevnostních ocelí.
 Předehřev, svařování a rovnání vysokopevnostních ocelí. Linde Gas Petr Hlobil Předehřev materiálu. Pracovní návod Předehřev jemnozrnných ocelí před řezáním Předehřev před řezáním,u plechů tloušťky do 30
Předehřev, svařování a rovnání vysokopevnostních ocelí. Linde Gas Petr Hlobil Předehřev materiálu. Pracovní návod Předehřev jemnozrnných ocelí před řezáním Předehřev před řezáním,u plechů tloušťky do 30
SHIELD-BRIGHT 308L OK TUBROD 14.20
 SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
E K O N O M I C K É Ř E Š E N Í. S P O L E H L I V É A Ú Č I N N É.
 FALCON. E K O N O M I C K É Ř E Š E N Í. S P O L E H L I V É A Ú Č I N N É. FALCON. Optimální poměr nákladů a užitku pro Váš úspěch. Robustní stroj FALCON lze použít pro plazmové, autogenní nebo kombinované
FALCON. E K O N O M I C K É Ř E Š E N Í. S P O L E H L I V É A Ú Č I N N É. FALCON. Optimální poměr nákladů a užitku pro Váš úspěch. Robustní stroj FALCON lze použít pro plazmové, autogenní nebo kombinované
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
Svařovací traktory Weldycar NV pro mechanizaci svařování metodou MIG/MAG.
 Svařovací traktory Weldycar NV pro mechanizaci svařování metodou MIG/MAG. POPIS ZAŘÍZENÍ Nabízíme Vám traktory pro mechanizaci svařování MIG/MAG WELDYCAR NV. Jsou to přenosné, autonomní svařovací traktory
Svařovací traktory Weldycar NV pro mechanizaci svařování metodou MIG/MAG. POPIS ZAŘÍZENÍ Nabízíme Vám traktory pro mechanizaci svařování MIG/MAG WELDYCAR NV. Jsou to přenosné, autonomní svařovací traktory
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Produktiv BasiCut EasyCut
 P BasiCut EasyCut RUČNÍ PÁSOVÁ PILA BasiCut 275.230 DG BasiCut 275.230 DG je jednoduchá a univerzální ruční pásová pila, která nachází uplatnění zejména v zámečnických dílnách a menších provozech. Rameno
P BasiCut EasyCut RUČNÍ PÁSOVÁ PILA BasiCut 275.230 DG BasiCut 275.230 DG je jednoduchá a univerzální ruční pásová pila, která nachází uplatnění zejména v zámečnických dílnách a menších provozech. Rameno
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Jak zlepšit kvalitu plazmového řezu
 Jak zlepšit kvalitu plazmového řezu Následující referenční příručka nabízí několik řešení zaměřených na zvýšení kvality řezu. Je důležité vyzkoušet a propracovat se uvedenými návrhy, protože často existuje
Jak zlepšit kvalitu plazmového řezu Následující referenční příručka nabízí několik řešení zaměřených na zvýšení kvality řezu. Je důležité vyzkoušet a propracovat se uvedenými návrhy, protože často existuje
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Elektroerozivní obrábění řezání drátovou pilou
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Elektroerozivní obrábění řezání drátovou pilou Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod, 2010
Detailní vymezení předmětu zakázky 2. část Technické a jiné odborné vzdělávání
 Detailní vymezení předmětu zakázky 2. část Technické a jiné odborné vzdělávání Technické a jiné odborné vzdělávání Obsah kurzu Kurz č. 1. Svařování základní kurzy Rozsah: 160 hodin Nauka o materiálu Přídavné
Detailní vymezení předmětu zakázky 2. část Technické a jiné odborné vzdělávání Technické a jiné odborné vzdělávání Obsah kurzu Kurz č. 1. Svařování základní kurzy Rozsah: 160 hodin Nauka o materiálu Přídavné
TA-MATIC. Směšovací ventily Termostatický směšovací ventil pro teplou vodu
 TA-MATIC Směšovací ventily Termostatický směšovací ventil pro teplou vodu IMI TA / Teplá voda / TA-MATIC TA-MATIC Termostatické směšovací ventily jsou vhodné pro řízení teploty teplé vody v obytných domech
TA-MATIC Směšovací ventily Termostatický směšovací ventil pro teplou vodu IMI TA / Teplá voda / TA-MATIC TA-MATIC Termostatické směšovací ventily jsou vhodné pro řízení teploty teplé vody v obytných domech
Hydraulika ve strojírenství
 Hydraulika ve strojírenství Strojírenská výroba je postavena na celé řadě tradičních i moderních technologií: obrábění, tváření, svařování aj. Příslušné technologické operace pak provádějí většinou stroje:
Hydraulika ve strojírenství Strojírenská výroba je postavena na celé řadě tradičních i moderních technologií: obrábění, tváření, svařování aj. Příslušné technologické operace pak provádějí většinou stroje:
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
SKLÁŘSKÉ KAHANY A HOŘÁKY
 . S SKLÁŘSKÉ KAHANY A HOŘÁKY I C H 1 8 3 7 R E SKLÁŘSKÝ HOŘÁK H1 Sklářský hořák H1 je určen pro práce při ručním nebo strojním zpracování skla ve sklofoukačských dílnách. Je určen pro spalování zemního
. S SKLÁŘSKÉ KAHANY A HOŘÁKY I C H 1 8 3 7 R E SKLÁŘSKÝ HOŘÁK H1 Sklářský hořák H1 je určen pro práce při ručním nebo strojním zpracování skla ve sklofoukačských dílnách. Je určen pro spalování zemního
[ Pouze kvalita vyrábí kvalitu ]
![[ Pouze kvalita vyrábí kvalitu ]](/thumbs/25/6540423.jpg "[ Pouze kvalita vyrábí kvalitu ]") [ Pouze kvalita vyrábí kvalitu ] [ P i l y ] Pokosové pily Pily na dvojitý pokos Vyřezávací pily Pily pro klínové řezy a vybrání Pilové automaty Pilové automaty s pusherem elumatec Česká republika >CZ-25241
[ Pouze kvalita vyrábí kvalitu ] [ P i l y ] Pokosové pily Pily na dvojitý pokos Vyřezávací pily Pily pro klínové řezy a vybrání Pilové automaty Pilové automaty s pusherem elumatec Česká republika >CZ-25241
ZDROJE TEPLA Rozdělení Jako zdroj tepla může být navržena kotelna, CZT (centrální zásobování teplem) nebo netradiční zdroj (tepelné čerpadlo,
 nebo netradiční zdroj (tepelné čerpadlo,") ZDROJE TEPLA Rozdělení Jako zdroj tepla může být navržena kotelna, CZT (centrální zásobování teplem) nebo netradiční zdroj (tepelné čerpadlo, sluneční energie, termální teplo apod.). Nejčastější je kotelna.
ZDROJE TEPLA Rozdělení Jako zdroj tepla může být navržena kotelna, CZT (centrální zásobování teplem) nebo netradiční zdroj (tepelné čerpadlo, sluneční energie, termální teplo apod.). Nejčastější je kotelna.
Přehled způsobů svařování a základní dělení metod 2/2016 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063
 PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
PŘEHLED ZPŮSOBŮ SVAŘOVÁNÍ A ZÁKLADNÍ DĚLENÍ METOD DLE EN ISO 4063 1. Základní rozdělení svařování Svařování je proces nerozebíratelného spojování materiálů. Používané způsoby lze rozdělit podle rozhodujícího
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 12 - vysokotlaké chlazení při třískovém obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 12 - vysokotlaké chlazení při třískovém obrábění Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 12 - vysokotlaké chlazení při třískovém obrábění Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Studijní text - Svařovna
 Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
Regulátor teploty AVTB (PN 16)
") Datový list Regulátor teploty AVTB (PN 16) Použití AVTB je automatický regulátor teploty určený k regulaci teploty vody v zásobnících s horkou vodou, výměnících tepla, olejových předehřívačích, apod. Regulátor
Datový list Regulátor teploty AVTB (PN 16) Použití AVTB je automatický regulátor teploty určený k regulaci teploty vody v zásobnících s horkou vodou, výměnících tepla, olejových předehřívačích, apod. Regulátor
VC-608/ VC-610/711 CNC vertikální obráběcí centrum
 VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
Prezentace společnosti AMEKAN s.r.o.
 Prezentace společnosti AMEKAN s.r.o. Společnost AMEKAN s.r.o. je výrobně-obchodní společnost, která zabezpečuje dodávky výrobků a služeb v oblasti strojírenství. Jsme schopni pružně reagovat na potřeby
Prezentace společnosti AMEKAN s.r.o. Společnost AMEKAN s.r.o. je výrobně-obchodní společnost, která zabezpečuje dodávky výrobků a služeb v oblasti strojírenství. Jsme schopni pružně reagovat na potřeby
Návod k instalaci a obsluze EB 8546-1 CS. Regulátor přívodního tlaku, typ 4708-45. pro zvýšený pneumatický výkon
 Regulátor přívodního tlaku, typ 4708-45 pro zvýšený pneumatický výkon Obr. 1: Regulátor přívodního tlaku, typ 4708-45 Návod k instalaci a obsluze EB 8546-1 CS Vydání: březen 2010 Obsah Obsah 1 Konstrukce
Regulátor přívodního tlaku, typ 4708-45 pro zvýšený pneumatický výkon Obr. 1: Regulátor přívodního tlaku, typ 4708-45 Návod k instalaci a obsluze EB 8546-1 CS Vydání: březen 2010 Obsah Obsah 1 Konstrukce
Strojní pásová pila INDIVIDUAL DGH
 FIPAS pily na kov s.r.o Czech Strojní pásová pila INDIVIDUAL 720.540 DGH 1. Zobrazení stroje Změna technických parametrů vyhrazena BOMAR, spol. s r.o. 2. Krátký popis pily a standardní vybavení Stroj Individual
FIPAS pily na kov s.r.o Czech Strojní pásová pila INDIVIDUAL 720.540 DGH 1. Zobrazení stroje Změna technických parametrů vyhrazena BOMAR, spol. s r.o. 2. Krátký popis pily a standardní vybavení Stroj Individual
[ Pouze kvalita vyrábí kvalitu ]
![[ Pouze kvalita vyrábí kvalitu ]](/thumbs/25/5232167.jpg "[ Pouze kvalita vyrábí kvalitu ]") [ Pouze kvalita vyrábí kvalitu ] [ P i l y ] Pokosové pily Pily na dvojitý pokos Vyřezávací pily Pily pro klínové řezy a vybrání Pilové automaty Pilové automaty s pusherem elumatec Česká republika >CZ-25241
[ Pouze kvalita vyrábí kvalitu ] [ P i l y ] Pokosové pily Pily na dvojitý pokos Vyřezávací pily Pily pro klínové řezy a vybrání Pilové automaty Pilové automaty s pusherem elumatec Česká republika >CZ-25241
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Y X SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Návrh a výroba prototypu zásobníku paliva. biomasy, dlouhé štěpky a fytomasy s rozrušovačem klenby pro kotel o výkonu 150 kw
 AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 150 KW Rok vzniku: 2011 Umístěno na: ATOMA tepelná technika, Sladkovského 8, 612 00 Brno 1. POPIS Prototyp automatického kotle o výkonu 150
AUTOMATICKÝ KOTEL SE ZÁSOBNÍKEM NA SPALOVÁNÍ BIOMASY O VÝKONU 150 KW Rok vzniku: 2011 Umístěno na: ATOMA tepelná technika, Sladkovského 8, 612 00 Brno 1. POPIS Prototyp automatického kotle o výkonu 150
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 7 Pilové
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 7 Pilové
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
THERM 20 LXZE.A 5, TLXZE.A 5 THERM 28 LXZE5.A, TLXZE5.A THERM 28 LXZE10.A, TLXZE10.A
 0 LXZE.A, TLXZE.A a LXZE.A, TLXZE.A a LXZE0.A, TLXZE0.A 0 LXZE.A, TLXZE.A LXZE.A, TLXZE.A LXZE0.A, TLXZE0.A TŘÍDA NOx Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do 0 popř. kw. Ohřev teplé
0 LXZE.A, TLXZE.A a LXZE.A, TLXZE.A a LXZE0.A, TLXZE0.A 0 LXZE.A, TLXZE.A LXZE.A, TLXZE.A LXZE0.A, TLXZE0.A TŘÍDA NOx Kotle jsou určeny pro vytápění objektů s tepelnou ztrátou do 0 popř. kw. Ohřev teplé
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Závěsné kondenzační kotle
 VC 126, 186, 246/3 VCW 236/3 Závěsné kondenzační kotle Technické údaje Označení 1 Vstup topné vody (zpátečka) R ¾ / 22 2 Přívod studené vody R ¾ / R½ 3 Připojení plynu 1 svěrné šroubení / R ¾ 4 Výstup
VC 126, 186, 246/3 VCW 236/3 Závěsné kondenzační kotle Technické údaje Označení 1 Vstup topné vody (zpátečka) R ¾ / 22 2 Přívod studené vody R ¾ / R½ 3 Připojení plynu 1 svěrné šroubení / R ¾ 4 Výstup
DTZ s.r.o. STROJNÍ VYBAVENÍ A MONTÁŽNÍ PROSTORY. společnosti
 DTZ s.r.o. STROJNÍ VYBAVENÍ A MONTÁŽNÍ PROSTORY společnosti DTZ s.r.o. U Věže 149/8, 460 01 Liberec 2 Tel.: +420 488 577 611 Fax.: +420 485 122 800 E-mail: dtz@dtzliberec.cz www.dtzliberec.cz Sídlo: U
DTZ s.r.o. STROJNÍ VYBAVENÍ A MONTÁŽNÍ PROSTORY společnosti DTZ s.r.o. U Věže 149/8, 460 01 Liberec 2 Tel.: +420 488 577 611 Fax.: +420 485 122 800 E-mail: dtz@dtzliberec.cz www.dtzliberec.cz Sídlo: U
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
OBSAH Charakteristika Volitelné příslušenství Nastavení ramen, příslušenství Technické údaje Technické výkresy Řídící jednotky
 OBSAH Charakteristika 3 Volitelné příslušenství 3 Nastavení ramen, příslušenství 4 Technické údaje 5 Technické výkresy 6 Řídící jednotky 7 Hlavní technické parametry 7 Bodové svařovací stroje s kyvnými
OBSAH Charakteristika 3 Volitelné příslušenství 3 Nastavení ramen, příslušenství 4 Technické údaje 5 Technické výkresy 6 Řídící jednotky 7 Hlavní technické parametry 7 Bodové svařovací stroje s kyvnými
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Závěsné kondenzační kotle
 Závěsné kondenzační kotle VU, VUW ecotec plus Výhody kondenzační techniky Snižování spotřeby energie při vytápění a ohřevu teplé užitkové vody se v současné době stává stále důležitější. Nejen stoupající
Závěsné kondenzační kotle VU, VUW ecotec plus Výhody kondenzační techniky Snižování spotřeby energie při vytápění a ohřevu teplé užitkové vody se v současné době stává stále důležitější. Nejen stoupající
MGM-I AUTOMATICKÉ TEPLOVODNÍ KOTLE
 AUTOMATICKÉ TEPLOVODNÍ KOTLE MGM-I Automatické teplovodní MGM-I na plynná a kapalná paliva jsou standardně vyráběny ve 14 výkonových typech. Na přání zákazníka lze vyrobit i jiné výkonové varianty kotlů
AUTOMATICKÉ TEPLOVODNÍ KOTLE MGM-I Automatické teplovodní MGM-I na plynná a kapalná paliva jsou standardně vyráběny ve 14 výkonových typech. Na přání zákazníka lze vyrobit i jiné výkonové varianty kotlů
Obsah. Legenda. Ruční pásové pily: Gravitační pásové pily: Poloautomatické pásové pily: Automatické pásové pily:
 PÁSOVÉ PILY NA KOV Obsah Ruční pásové pily: Ruční pásové pily jsou vhodné do menších dílen nebo na stavbu. Jejich výhodou je nízká hmotnost a tím vysoká mobilita. Rameno pily je ovládáno manuálně nebo
PÁSOVÉ PILY NA KOV Obsah Ruční pásové pily: Ruční pásové pily jsou vhodné do menších dílen nebo na stavbu. Jejich výhodou je nízká hmotnost a tím vysoká mobilita. Rameno pily je ovládáno manuálně nebo
POWERCUT 650. Universální plazmový zdroj pro ruční dělení materiálů. Aplikace
 POWERCUT 50 Universální plazmový zdroj pro ruční dělení materiálů Silný a výkonný POWERCUT 50 je výkonný kompletní pálicí zdroj s pevnou konstrukcí vyhovující většině aplikací pro dělení Maximální tloušt
POWERCUT 50 Universální plazmový zdroj pro ruční dělení materiálů Silný a výkonný POWERCUT 50 je výkonný kompletní pálicí zdroj s pevnou konstrukcí vyhovující většině aplikací pro dělení Maximální tloušt