Péče o fréza a nožové hoblovací hlavy
|
|
|
- Pavlína Černá
- před 6 lety
- Počet zobrazení:
Transkript

1 , Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Péče o fréza a nožové hoblovací hlavy Předmět: Komplexní péče o výrobní techniku

2 strana 2 Obsah přednášky Úvod 1. Péče o frézovací nástroje 2. Upínání frézovacích nožů v hoblovacích hlavách Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
 Na průběh řezného procesu zejména na tvoření a oddělování třísky.")
 Na vyšší tuhost soustavy SNOP (Stroj-Nástroj-Obrobek-Přípravek).")
3 strana 3 Úvod Nástroje při obrábění materiálů na bázi dřeva musí často plnit zcela protichůdné požadavky v různých technologických operacích. Správná volba nástroje, geometrie jehořezného klínu má rozhodující vliv: 1) Na průběh řezného procesu zejména na tvoření a oddělování třísky. 2) Na zvýšení produktivitu práce. 3) Na vyšší trvanlivostřezné hrany. 4) Na lepší kvalitu obrobené plochy. 5) Na vyšší tuhost soustavy SNOP (Stroj-Nástroj-Obrobek-Přípravek). Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
4 strana 4 Názvosloví řezného klínu nástroje břit čelo teoretické ostří skutečné ostří hřbet Břit klínová část nástroje vytvořená plochou čela a hřbetu nástroje. Teoretické ostří vznikne průnikem roviny čela a hřbetu nástroje. Skutečné ostří je tvořeno průnikem nerovných ploch čela a hřbetu. Otupené ostří je tvořeno válcovou nebo jinou plochou. Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
5 Úhel hřbetu α α úhel, který svírá hřbet nástroje s rovinouřezu (obvykle je 10 až 30, nástroje pro beztřískové dělení i 0 ) - má vliv na tření hřbetu nástroje o obráběnou plochu, - styková plocha se postupně zvětšuje s otupením nástroje, při větším otupení je materiál o tloušťce a tlačen pod břit: vznik velkého tření a pružných deformací, materiál se vrací zpět ke hřbetu nástroje, větší řezný odpor a zahřívání nástroje.
 na hřbetu nože, která často vzniká při egalizaci (sjednocení) břitů frézovacích nožů dořezné kružnice.")
6 Zábřit zábřit Zábřit vyskytuje se například u nožů frézovacích hlav. Jedná se o zbroušenou plošku (cca do 0,2 mm) na hřbetu nože, která často vzniká při egalizaci (sjednocení) břitů frézovacích nožů dořezné kružnice. Výhody: všechny nože odebírají stejnou třísku, zvýšení úhlu břitu β zvýšení pevnosti břitu. Nevýhody: zvětšení úhlu řezu δ, snížení úhlu hřbetu α větší odpory při frézování.

7 Úhel čela γ γ úhel čela přímo ovlivňuje tvoření třísky a kvalitu obrobené plochy - záporný úhel čela vytváří dobré podmínky pro spodní plochu odřezávaného materiálu (zejména u DTD) neboť třísku neodsekává ale odškrabává na druhé straně horní vrstva může být nadzvedávána a zubem borcena proto např. u kotoučů pro formátovací pily se volí úhel čela v okolí 5. - úhel čela se u dřevoobráběcích nástrojů může pohybovat v rozmezí -5 až 35

8 Úhel řezu δ δ úhel řezu přímo ovlivňuje řezný odpor při vnikání nástroje do materiálu Při malém úhluřezuřezný odpor klesá a naopak (malý úhelřezu při definovaném úhlu hřbetu ovšem má za následek velmi malý úhel břitu β a břit je náchylnější k vylomení a rychlejšímu otupení. S rostoucím otupením (poloměrem otupení ρ) roste úhelřezu a při extrémním otupení ztrácí břit nástroje schopnost oddělit třísku, dochází k pálení obráběné plochy a ničení nástroje).
9 Opotřebení břitu nástroje Z velké části je ovlivněno: A. Vzájemnou mechanickou interakcí obrobku (třísky) a nástroje. B. Elektrochemickým působením obráběného materiálu. C. Tepelným namáháním břitu nástroje.
10 Průběh otupování Otupování je postupná změna mikrogeometrie břitu během obrábění. Nástroj je tupý tehdy, když dochází k nepřípustnému zhoršení kvality obráběného povrchu, zvýšení řezné síly, pálení a rozměrovým nepřesnostem obrobku. IV I první záběr břitu, odstranění (odlomení) jehly a otřepů, II vzrůst otupení s degresívním průběhem, III fáze rovnoměrného otupování - opotřebování, IV nárůst otupení s regresivním průběhem (není experimentálně prokázáno).
11 Fáze otupování břitu v I. období pouze mechanický proces odlomení tzv. jehly (vnější-řezné síly jsou větší než vnitřní vazební síly materiálu břitu), ve II. a III. období spolupůsobí mechanický otěr + otěr způsobený zahřátím povrchové vrstvičky břitu na vysoké teploty až 650 C + elektrochemická koroze podporovaná kyselinami obsaženými ve dřevě a vlhkostí dřeva, z teoretických poznatků zatím pro praxi vyplývá požadavek antikorozních ocelí, širší použití SK, stellitů, které jsou z hlediska vysokých teplot odolnější než běžné druhy nástrojových ocelí.




12 Břit nástroje z HS pod elektronovým mikroskopem
13 Změna mikrogeometrie břitu Závisí na druhu nástroje a druhu obrábění, tloušťce třísky, řezných úhlech a druhu obrobku. zaoblení hrotu při řezání měkkého dřeva pilami typický profil frézovacího nože (1- smrk, buk; 2 - abrazivní obrobek)

14 Poloměr otupení břitu frézovacího nože Rychlořezné oceli umožňují dobré naostření břitu - poloměr zaoblení břitu se běžně pohybuje v mezích ρ = 8 až 10 µm
15 Průvodní jevy opotřebení břitu PROJEVY v PRAXI: růst řezné síly, obtížný posuv, nekvalitní obrobená plocha, pálení obrobku. Při otupeném nástroji, kdy je tloušťka třísky menší než poloměr ostří nástroje (úhel řezu je větší než 90 ) - nástroj stlačuje hmotu obrobku pod sebe a neodřezává ji dochází k pálení obrobku = hrubá technologická chyba. Poznámka: Tyto jevy jsou snadno pozorovatelné při řezání kotoučovými pilami s velkou řeznou výškou, při frézování apod.)
16 Proces opotřebení je charakterizován Trvanlivostí břitu = doba, po kterou naostřený nástroj pracuje. Životností nástroje = doba, která je násobkem trvanlivosti břitu násobek je dán počtem ostření nástroje (podle některých výzkumů např. Pernica, 2001, pilové kotouče se zuby HW, Pilana 315 mm, z =18, mohou být po dobu technického života přebroušeny max. 30x).
17 Metodika péče o nástroje Péče o nástroj obsahuje několik kroků, jejichž provedení zabezpečuje jeho provozuschopný stav, dosažení optimální kvality obrábění a udržení vysoké trvanlivosti břitu předběžná kontrola konečná kontrola čištění ostření a obtahování břitů úprava vnitřního pnutí vyrovnávání deformací rozvádění zubů pěchování zubů egalizace zubů



18 1. Péče o frézovací nástroje Hřbet nože do frézovacích hlav je možné brousit buď plochým kotoučem viz. obrázek (tzv. dutě) nebo hrncovitým kotoučem (rovně) viz. dále. Při broušení plochým kotoučem na jeho obvodu je nutné volit poměrně velký průměr kotouče (nejlépe 500 až 600 mm), protože při broušení kotoučem s malým průměrem menším 300 mm je nutné seřizovat nůž podle poloměru kotouče, aby se neměnil úhel břitu, jak je vidět na obr.

 α = 14 15 γ")
19 Broušení tenkých nožů hrncovitým kotoučem Přísuv: HS 0,03 mm HM 0,02 mm Řezná rychlost: HS 20 m/s HM 15 m/s β = ( z hlediska min. otupování je výhodný úhel β = 55 ) α = γ = 30 35
20 Zásady při ostření a montáži nožů 1. K ostření frézovacích nožů z HS je nejvhodnější brousící kotouč o střední zrnitosti 46 až 60, střední tvrdosti (soudržnosti) K až M. 2. Obvodová rychlost 15 až 20 m/s. 3. Kotouč se musí otáčet tak, aby ostřil směrem od břitu ke hřbetu a jehla byla co nejmenší. 4. Přísuv je volen max. 0,2 mm (při dokončování ostření max. 0,08 až 0,1 mm), rychlost posuvu je poměrně malá 0,2 až 0,25 m/s. 5. Úchylky přímosti břitu nesmějí být větší než 0,2 mm na 1 m délky nože, jinak je nutno překontrolovat přesnost vedení ostřičky. 6. Odchylky břitů od osy otáčení nástroje po upnutí nožů mohou být maximálně 0,02 mm (nutno používat seřizovací přípravky). 7. Šrouby se dotahují při upínání od středu nože, u vícebřitých hlav vždy u protilehlých nožů postupně ke krajům až na předepsaný utahovací moment. Při jednorázovém dotažení by mohlo dojít k deformaci tělesa frézovací hlavy.




21 Ostření celistvých fréz Podmínkou správného ostření fréz je kromě dodržování všeobecných zásad ostření také stálost profilu a minimální odchylky břitů odřezné kružnice. R Rx Rx < R!! U podsoustružených fréz se ostří výhradně načele zubu a to tak, aby byla zachována geometrie a profil zubu. Při dodržování stejného sklonu nástroje při broušení čela dojde ke zvětšování uhlu čela. Hřbet zubu je tvořen křivkou (Archimedova spirála, viz. obr.), která je konstruována tak, aby se při zmenšování průměru nástroje úhel hřbetu α neměnil. Ale α = konst
22 Zabezpečení správného úhlu hřbetu při ostření Fréza s rovným hřbetem, která je broušena miskovitým kotoučem musí být natočena tak, aby její poloměr R svíral s kolmicí na rovinu hřbetu kotouče úhel α. K tomu je nutno využít různých přípravků, dělící hlavy apod. Při broušení miskovitým nebo válcovým kotoučem je třeba dodržet vzdálenost H. H = R sinα Tyto frézy jsou broušeny keramickými korundovými kotouči - tvrdost K až M, zrnitost 40 až 60, obvodová rychlost 23 až 30 m/s.
23 Obtahování břitů Cílem obtahování břitů nožů (zubů) je snížit drsnost povrchu čela i hřbetu a odstranit jehlu. Obtahuje se nejdříve kamenem (brusem) o zrnitosti 120 poté kamenem o zrnitosti 320 až až Obtahovací kameny se vyrábějí z karbidu křemíku (C49 - zelená barva) nebo z oxidu hlinitého (A99 - bílá barva) o střední tvrdosti M až O. Nástroje opatřené SK plátky se obtahují diamantovými ručními obtahováky. Mezi ostřením nástroje je možné obtahovat 1 až 2x, v některých případech rovnou na stroji. Nedoporučuje se odstraňovat jehluřezem přímo do dřeva hrozí vylamování břitu!
24 Egalizace břitů Egalizace se provádí proto, aby se rovnoměrně využilo zubů (nožů) frézovacího nástroje a tím bylo dosaženo lepší jakosti obrobené plochy. Na moderních frézkách egalizace probíhá pomocí speciálních brusných kamenů v posuvných mechanismech zabudovaných přímo na stroji. Brusný kámen, uložený ve speciálním držáku, pomalu a s velmi malým přísunem (cca 0,02 mm) přejíždí při rotující fréze po obvodu ostří nožů a zarovnává břity do řezné kružnice. Na hřbetu nože se vytvoří zábřit, jehož velikost z hlediska frézování a tvoření třísky nesmí překročit 0,2 mm.



25 Egalizace břitů brusným kamenem přímo na stroji - jointování absolutně přesné zbroušení břitů nožů do řezné kružnice vysoká kvalita frézovaného povrchu obrobku šířka fazetky by neměla být větší než 0,5 mm
 nebezpečí")
26 2. Upínání frézovacích nožů v hoblovacích hlavách Lichoběžníková lišta šablona nůž Tlakové spojení nože a těla frézy klopna Provozní nevýhody: pouze silového upínání pomocí třecí síly: nebezpečí sklouznutím nebo vystřelením nožů při nedostatečném utahovacím momentu upnutí časově náročná montáž nožů z důvodu čištění a práce s mnoha nutnými upínacími šrouby (montážní přípravky) nebezpečí poranění při montáži nože

27 Upnutí nožů pro tvarové frézování Provozní výhody: robustní upnutí nože (tvarové upnutí v jemném drážkování), vhodné také pro extremní zatížení nože při vysokých posuvech nože je možné přeostřovat v hlavě nebo demontované vysoká přesnost oběhu při ostření v nožové hlavě výška nože 30 nebo 35 mm několikanásobně ostřitelná. k dispozici pro přeostření mm, podle použité výšky nože



28 Přítlačná lišta s automatickým nastavením Silové spojení pomocí odstředivé síly Profilové spojení nože s korpusem frézovací hlavy 1- hřídel, 2 vyměnitelný hoblovací nůž, 3 přítlačná lišta u hoblovacích a kombinovaných hoblovacích-tvarových nožových hlav u posuvu do max. 25 m/min.

29 Provozní výhody: rychlá výměna nože bezpečné upnutí nože pomocí tvarového upevnění a upnutí odstředivou silou konstantní průměr nástroje k výměně nože není nutné žádné nastavovací zařízení. Provozní nevýhody: omezený odběr třísek nebo hloubka hoblování, maximálně 4-5 mm poměrně drahé náhradní nože, obzvlášť když jsou nože vyrobeny ze slinutých karbidů vyšší náklady na nástroje, ve srovnání s běžným upínáním, protože nože není možné přeostřit náhradní nože jsou závislé na výrobci a systému a nejsou libovolně zaměnitelné

30 Tangenciální upnutí břitových destiček u spirálových hoblovacích hlav Použití: pro hrubé frézování s vyššími rychlostmi posuvu Funkce: nože se na držák šroubují tangenciálně nízký hluk díky spirálovitému rozvržení řezu není nutný žádný upínací klín každá destička je 4-krát otočná

 nože jsou automaticky středěny na řeznou kružnici díky geometrii")
31 Systém upínání ProFix patent firmy Leitz Provozní výhody: i po několikanásobném přebroušení čela frézovacího nože je zachován průměr frézovací hlavy (důležitá podmínka zejména u profilových nožů!) nože jsou automaticky středěny na řeznou kružnici díky geometrii upínacího zařízení

32 Mechanické upínání frézovací hlavy H7 / h6 Maximální mezera pro φ 60 mm v max = 49 µm, pro φ 40 mm v max = 41 µm pro φ 30 mm v max = 34 µm. Source: Michael Weinig AG, Tauberbischofshein, Germany
 = 6000 rpm Počet nožů (z) = 4 12 m/min x 1000 Rozteč vlnkování (Sz) = ------------------- = 2 mm ( posuv na nůž ) 6000 x 1")
33 Nástroje s konvenčním upínáním Kvalita frézování Teorie Praxe Vzorec: Příklad: f z = v f n z Rychlost posuvu (v f ) = 12 m/min Otáčky vřetene (n) = 6000 rpm Počet nožů (z) = 4 12 m/min x 1000 Rozteč vlnkování (Sz) = = 2 mm ( posuv na nůž ) 6000 x 1 (4)


34 Mechanicko-hydraulické upínání frézovacích hlav PowerLock-system Nová třída Powermat Weinig nástroje se upínají bez vůle, max. vystředěné do kužele pomocí rozevírací kleštiny výměna nástroje je velmi rychlá (obvykle automatizovaná).


35 Hydraulické upínání frézovacích hlav Source: Michael Weinig AG, Tauberbischofshein, Germany


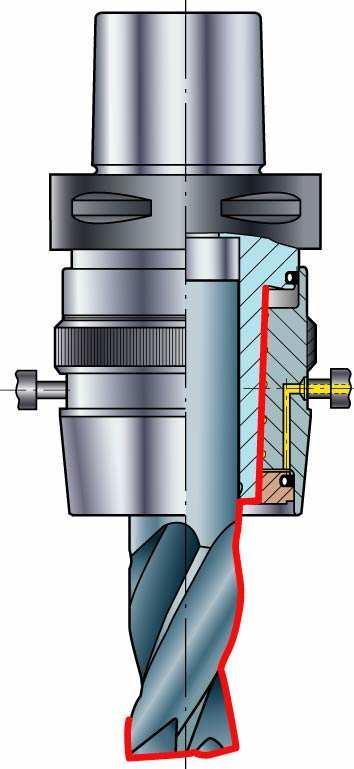
36 Upínání stopkových fréz a vrtáků Mechanické upnutí pomocí kleštin Upnutí přes kleštinu s přesuvnou maticí na upínací trn frézy a ten potom do vřetene frézky




37 Systém TRIBOS doba upínacího cyklu cca 30 s, bezúdržbový systém, nedochází k mechanickému opotřebování, vysoký stupeň vystředění nástroje: radiální házivost < 3 µm, vysoký stupeň vyvážení: nevyváženost < 4 g.mm, Systém nezatížený vnější silou upnutí nástroje Systém zatížený vnější silou zasunutí nástroje

38 Hydro-mechanické upínání Systém CoroGrip (fa Sandvik) Tlak oleje



39 Termické upínání Při upínání nástroje: - indukční ohřev pouzdra na 250 o C až 350 o C Při uvolnění nástroje: - indukční ohřev pouzdra i nástroje na 250 o C až 350 o C - rozdílná tepelná roztažnost materiálu pouzdra i nástroje zabezpečí vznik vůle
40 strana 40 Děkuji za pozornost Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC)
") 2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC) NAP Nástroje a přípravky Osnova 1. Požadavky na upínací systémy 2. Systémy upínání pro kotoučové frézy 3. Systémy upínání fréz
2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC) NAP Nástroje a přípravky Osnova 1. Požadavky na upínací systémy 2. Systémy upínání pro kotoučové frézy 3. Systémy upínání fréz
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Geometrie řezného klínu nástroje a jeho opotřebení
 3. 7. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Geometrie řezného klínu nástroje a jeho opotřebení Předmět: Nástroje a procesy obrábění strana 2 Úvod Při určování řezného klínu vycházíme z předpokladu,
3. 7. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Geometrie řezného klínu nástroje a jeho opotřebení Předmět: Nástroje a procesy obrábění strana 2 Úvod Při určování řezného klínu vycházíme z předpokladu,
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Péče o pilové listy a pásy
 3. 5. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Péče o pilové listy a pásy Předmět: Komplexní péče o výrobní techniku strana 2 Obsah přednášky Úvod 1. Péče o pilové listy 2. Péče o pilové pásy
3. 5. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Péče o pilové listy a pásy Předmět: Komplexní péče o výrobní techniku strana 2 Obsah přednášky Úvod 1. Péče o pilové listy 2. Péče o pilové pásy
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Hoblování Cinkování Profilování
 03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
RETRY profi machinery s.r.o., Prokofjevova 15, Brno tel , ,
 Ostřicí centrum SZ Ostřící centrum SZ - Kompaktní ostřička vrtáků spolu s univerzální ostřičkou s posuvným magnetickým stolem. Brusný stůl je uložen na přesném kuličkovém vedení. Univerzální využití, přesné
Ostřicí centrum SZ Ostřící centrum SZ - Kompaktní ostřička vrtáků spolu s univerzální ostřičkou s posuvným magnetickým stolem. Brusný stůl je uložen na přesném kuličkovém vedení. Univerzální využití, přesné
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
08 Technické informace
 08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 4 Nástroj
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 4 Nástroj
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Klasifikace dřevoobráběcích nástrojů
 16. 9. 2017, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Klasifikace dřevoobráběcích nástrojů Předmět: Nástroje a procesy obrábění strana 2 Obsah přednášky Úvod 1. Klasifikace nástrojů 2. Požadavky
16. 9. 2017, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Klasifikace dřevoobráběcích nástrojů Předmět: Nástroje a procesy obrábění strana 2 Obsah přednášky Úvod 1. Klasifikace nástrojů 2. Požadavky
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
Konstrukce řezné části nástrojů
 Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Nástroje pro CNC obrábění
 NÁSTROJE CNC Nástroje pro CNC obrábění Upínací přípravky a hlavy 189 Kleštiny 194 Spirálové frézy 195 Frézy žiletkové HM 198 Rádiusové frézy 200 V-uhlová fréza 200 Diamantové frézy 202 CNC frézy na dvířka
NÁSTROJE CNC Nástroje pro CNC obrábění Upínací přípravky a hlavy 189 Kleštiny 194 Spirálové frézy 195 Frézy žiletkové HM 198 Rádiusové frézy 200 V-uhlová fréza 200 Diamantové frézy 202 CNC frézy na dvířka
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
MEGA 45 Těžké hrubovací frézování
 MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
DRUHY A UTVÁŘENÍ TŘÍSEK
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA FRÉZOVÁNÍ
 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TVAROVÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TVAROVÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ DŘEVA ROVINÉ FRÉZOVÁNÍ TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
Fréza se 2 noži není vhodná k volnému frézování s motorem horní frézy OFE 738 a frézovacím a brusným motorem FME 737. Využitelná délka mm
 Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
CNC. Stopkové nástroje
 04 CNC topkové nástroje \\ Obvodová falcovací fréza s VB 04 CNC \ topkové nástroje na obvodové falcování, drážkování a srážení pro CNC obráběcí centra a stroje pro nástroje se stopkou tvrdé i měkké dřevo,
04 CNC topkové nástroje \\ Obvodová falcovací fréza s VB 04 CNC \ topkové nástroje na obvodové falcování, drážkování a srážení pro CNC obráběcí centra a stroje pro nástroje se stopkou tvrdé i měkké dřevo,
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
VOX stupňová vertikální frézovací hlava VOX400 pro extrémně vysoký výkon. Nový druh čelní frézy pro frézování litin B183E
 Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro!
 Špeciálna ponuka... Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro! Táto ponuka platí od 2.1.2009 do 31.3.2009 Objednajte si násobné množstvo rovnakých frézovacích plátkov
Špeciálna ponuka... Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro! Táto ponuka platí od 2.1.2009 do 31.3.2009 Objednajte si násobné množstvo rovnakých frézovacích plátkov
Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů.
 Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výhoda: Snadná přeměna na označovací nástroj Možnost rýhování bez ponoru Levné rýhování Poznámky: Výška hrotu je integrována v nástroji!
 Držák rýhovacího lisu s rýhovacím kolečkem DIN 82 RAA, RBL, RBR, RGE, RGV, RKE a RKV v oceli, nerezové oceli a neželezných (NF) ech s pevností do 1700 N/mm 2 (se 4% roztažností). Držák nástroje z kalené
Držák rýhovacího lisu s rýhovacím kolečkem DIN 82 RAA, RBL, RBR, RGE, RGV, RKE a RKV v oceli, nerezové oceli a neželezných (NF) ech s pevností do 1700 N/mm 2 (se 4% roztažností). Držák nástroje z kalené
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
BROUŠENÍ II. Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče
 BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: BOHUSLAV VINTER Název materiálu:
 Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: BOHUSLAV VINTER Název materiálu: VY_32_INOVACE_02_ZPŮSOBY OBRÁBĚNÍ DŘEVA A TEORIE DĚLENÍ DŘEVA_T1
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: BOHUSLAV VINTER Název materiálu: VY_32_INOVACE_02_ZPŮSOBY OBRÁBĚNÍ DŘEVA A TEORIE DĚLENÍ DŘEVA_T1
Akční nabídka na upínače
 zá P je ro do m pr vel 31 odl ký.3. ou 2 že 19 no Platnost do 31.3.219 kční nabídka na upínače // 219 21519 ER upínací kleštiny - Kompletně kalené a broušené - Přehlazování, přesnost vystředěného běhu,15
zá P je ro do m pr vel 31 odl ký.3. ou 2 že 19 no Platnost do 31.3.219 kční nabídka na upínače // 219 21519 ER upínací kleštiny - Kompletně kalené a broušené - Přehlazování, přesnost vystředěného běhu,15
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
CENÍK OSTŘENÍ A POVLAKOVÁNÍ
 CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá