Péče o pilové listy a pásy
|
|
|
- Václav Kučera
- před 6 lety
- Počet zobrazení:
Transkript

1 , Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Péče o pilové listy a pásy Předmět: Komplexní péče o výrobní techniku


2 strana 2 Obsah přednášky Úvod 1. Péče o pilové listy 2. Péče o pilové pásy Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
 Na průběh řezného procesu zejména na tvoření a oddělování třísky. 2) Na zvýšení produktivitu práce.")
3 strana 3 Úvod Nástroje při obrábění materiálů na bázi dřeva musí často plnit zcela protichůdné požadavky v různých technologických operacích. Správná volba nástroje, geometrie jehořezného klínu má rozhodující vliv: 1) Na průběh řezného procesu zejména na tvoření a oddělování třísky. 2) Na zvýšení produktivitu práce. 3) Na vyšší trvanlivostřezné hrany. 4) Na lepší kvalitu obrobené plochy. 5) Na vyšší tuhost soustavy SNOP (Stroj-Nástroj-Obrobek-Přípravek). Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
4 strana 4 Definice dřevoobráběcího nástroje Dřevoobráběcí nástroj = těleso rozličného tvaru, na kterém je realizován buď jeden nebo větší počet řezných klínů (zubů, nožů, žiletek ). Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
5 strana 5 Základní nástrojové úhly α - úhel hřbetu β - úhel břitu γ - úhel čela δ - úhel řezu Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
6 strana 6 Názvosloví řezného klínu nástroje břit čelo teoretické ostří skutečné ostří hřbet Břit klínová část nástroje vytvořená plochou čela a hřbetu nástroje. Teoretické ostří vznikne průnikem roviny čela a hřbetu nástroje. Skutečné ostří je tvořeno průnikem nerovných ploch čela a hřbetu. Otupené ostří je tvořeno válcovou nebo jinou plochou. Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
7 Úhel hřbetu α α úhel, který svírá hřbet nástroje s rovinouřezu (obvykle je 10 až 30, nástroje pro beztřískové dělení i 0 ) - má vliv na tření hřbetu nástroje o obráběnou plochu, - styková plocha se postupně zvětšuje s otupením nástroje, při větším otupení je materiál o tloušťce a tlačen pod břit: vznik velkého tření a pružných deformací, materiál se vrací zpět ke hřbetu nástroje, větší řezný odpor a zahřívání nástroje.
 na hřbetu nože, která často vzniká při egalizaci (sjednocení) břitů frézovacích nožů dořezné kružnice.")
8 Zábřit zábřit Zábřit vyskytuje se například u nožů frézovacích hlav. Jedná se o zbroušenou plošku (cca do 0,2 mm) na hřbetu nože, která často vzniká při egalizaci (sjednocení) břitů frézovacích nožů dořezné kružnice. Výhody: všechny nože odebírají stejnou třísku, zvýšení úhlu břitu β zvýšení pevnosti břitu. Nevýhody: zvětšení úhlu řezu δ, snížení úhlu hřbetu α větší odpory při frézování.

9 Úhel čela γ γ úhel čela přímo ovlivňuje tvoření třísky a kvalitu obrobené plochy - záporný úhel čela vytváří dobré podmínky pro spodní plochu odřezávaného materiálu (zejména u DTD) neboť třísku neodsekává ale odškrabává na druhé straně horní vrstva může být nadzvedávána a zubem borcena proto např. u kotoučů pro formátovací pily se volí úhel čela v okolí 5. - úhel čela se u dřevoobráběcích nástrojů může pohybovat v rozmezí -5 až 35

10 Úhel řezu δ δ úhel řezu přímo ovlivňuje řezný odpor při vnikání nástroje do materiálu Při malém úhluřezuřezný odpor klesá a naopak (malý úhelřezu při definovaném úhlu hřbetu ovšem má za následek velmi malý úhel břitu β a břit je náchylnější k vylomení a rychlejšímu otupení. S rostoucím otupením (poloměrem otupení ρ) roste úhelřezu a při extrémním otupení ztrácí břit nástroje schopnost oddělit třísku, dochází k pálení obráběné plochy a ničení nástroje).
11 Opotřebení břitu nástroje Z velké části je ovlivněno: A. Vzájemnou mechanickou interakcí obrobku (třísky) a nástroje. B. Elektrochemickým působením obráběného materiálu. C. Tepelným namáháním břitu nástroje.
12 Průběh otupování Otupování je postupná změna mikrogeometrie břitu během obrábění. Nástroj je tupý tehdy, když dochází k nepřípustnému zhoršení kvality obráběného povrchu, zvýšení řezné síly, pálení a rozměrovým nepřesnostem obrobku. IV I první záběr břitu, odstranění (odlomení) jehly a otřepů, II vzrůst otupení s degresívním průběhem, III fáze rovnoměrného otupování - opotřebování, IV nárůst otupení s regresivním průběhem (není experimentálně prokázáno).
13 Fáze otupování břitu v I. období pouze mechanický proces odlomení tzv. jehly (vnější-řezné síly jsou větší než vnitřní vazební síly materiálu břitu), ve II. a III. období spolupůsobí mechanický otěr + otěr způsobený zahřátím povrchové vrstvičky břitu na vysoké teploty až 650 C + elektrochemická koroze podporovaná kyselinami obsaženými ve dřevě a vlhkostí dřeva, z teoretických poznatků zatím pro praxi vyplývá požadavek antikorozních ocelí, širší použití SK, stellitů, které jsou z hlediska vysokých teplot odolnější než běžné druhy nástrojových ocelí.


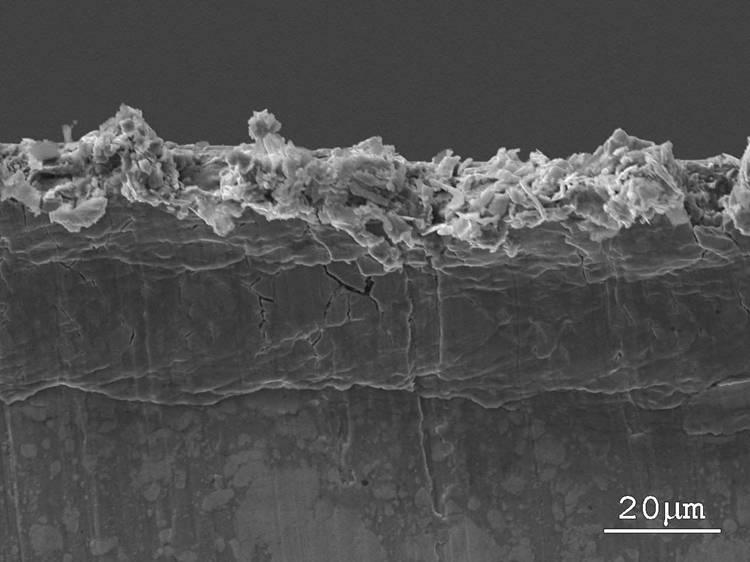

14 Břit nástroje z HS pod elektronovým mikroskopem
15 Změna mikrogeometrie břitu Závisí na druhu nástroje a druhu obrábění, tloušťce třísky, řezných úhlech a druhu obrobku. zaoblení hrotu při řezání měkkého dřeva pilami typický profil frézovacího nože (1- smrk, buk; 2 - abrazivní obrobek)

16 Poloměr otupení břitu frézovacího nože Rychlořezné oceli umožňují dobré naostření břitu - poloměr zaoblení břitu se běžně pohybuje v mezích ρ = 8 až 10 µm
17 Průvodní jevy opotřebení břitu PROJEVY v PRAXI: růst řezné síly, obtížný posuv, nekvalitní obrobená plocha, pálení obrobku. Při otupeném nástroji, kdy je tloušťka třísky menší než poloměr ostří nástroje (úhel řezu je větší než 90 ) - nástroj stlačuje hmotu obrobku pod sebe a neodřezává ji dochází k pálení obrobku = hrubá technologická chyba. Poznámka: Tyto jevy jsou snadno pozorovatelné při řezání kotoučovými pilami s velkou řeznou výškou, při frézování apod.)
18 Proces opotřebení je charakterizován Trvanlivostí břitu = doba, po kterou naostřený nástroj pracuje. Životností nástroje = doba, která je násobkem trvanlivosti břitu násobek je dán počtem ostření nástroje (podle některých výzkumů např. Pernica, 2001, pilové kotouče se zuby HW, Pilana 315 mm, z =18, mohou být po dobu technického života přebroušeny max. 30x).
19 Metodika péče o nástroje Péče o nástroj obsahuje několik kroků, jejichž provedení zabezpečuje jeho provozuschopný stav, dosažení optimální kvality obrábění a udržení vysoké trvanlivosti břitu předběžná kontrola konečná kontrola čištění ostření a obtahování břitů úprava vnitřního pnutí vyrovnávání deformací rozvádění zubů pěchování zubů egalizace zubů


20 1. Péče o pilové listy
21 Názvosloví a základní rozměry pilového listu Délka L = Dmax + H [mm] kde: D max průměr výřezu, H zdvih pilového rámu Pata pilového listu - w a Hlava pilového listu - v Tloušťka empiricky a = 12 [mm] ( 0, 1 0, ) Dmax ČSN ,8 mm pro L = 1050 mm, 2 mm pro L = 1100 až 1250 mm, 2,2 mm pro L = 1300 až 1600 mm 2,4 mm pro L > 1600 mm Šířka B závisí na délce a tloušťce (bývá 120, 140, 160 mm) Šířka konce závěsu c Volná délka mezi závěsy L 1
22 Názvosloví, geometrie a materiál Hrotnice Hrot t p Zubová mezera Hřbet Řezný klín Čelo Patní přímka t p rozteč mezi zuby h výška zubu fa Pilana používá materiál 75Cr1, tvrdost 48 HRC, pevnost v tahu 1780 MPa Trojúhelníkové nebo vlčí ozubení Materiál (pěchované zuby) (C 0,5 až 0,6%, Cr 0,25 až 0,45% Si 0,2 až 0,4%, Mn 0,3 až 0,6% Ni 1,25 až 2,15%, S=max 0,015%, P = max 0,02%) fa Pilana používá materiál 75Cr1, tvrdost 48 HRC Materiál (rozváděné zuby) (C 0,65 až 0,75%, Cr 0,25 až 0,45% Si 0,2 až 0,4%, Mn 0,3 až 0,6% Ni 1,85 až 2,15%) Zušlechtěno na tvrdost 48 HRC
23 Zásady provozu 1. Používat dobře naostřené a dostatečně napnuté listy geometrie řezné hrany γ f = 14 ±2, β f = 48 ±2, t p = 26 mm, h = 0,7t p = 18,2 mm, r = 0,2t p = 5,2 mm. 2. Napínat na prodloužení listu 0,28 až 0,31 mm/230 mm délky listu. 3. Používat vhodné závěsy (neotlačené). 4. Používat vhodné mezipilové vložky (např. texgumoid ), pravidelně kontrolovat jejich tloušťku. 5. Používat doporučené řezné rychlosti v c = 6,5 až 7,5 m/s a posuvné rychlosti v f = 10 až 16 m/min a bezdůvodně je nepřekračovat. Poznámka: texgumoid - vyroben z bavlněné tkaniny jako výztuže a z fenolické živice jako pojiva. Materiál je charakterizovaný výbornými mechanickými a elektroizolačními vlastnostmi, dobrou opracovatelností.
24 A. Předběžná kontrola Po demontáži pilového listu z rámové pily se provede: vizuální kontrola trhlin, hodnocení míry poškození (např. velké deformace listu), při kterém již nástroj nevyhovuje pro další použití.
25 B. Čištění Čištění se provádí před každou operací údržby. Spočívá v odstranění: prachu smolných produktů spálených pilin Tyto nečistoty by mohly zakrývat trhliny v nástroji, vyrovnávat vypoukliny a také znečisťovat brusný kotouč. Lze použít různé speciální kapaliny (např. remafluid).
26 C. Úprava vnitřního pnutí a nerovností listu Válcování = zvýšení tuhosti U neupraveného listu rámové pily je při napínání namáhána především střední část listu, přičemž okraje nedosáhnou žádané tuhosti proto se zejména střední část pilového listu prodlužuje symetrickým válcováním v několika stopách (listy o šířce do 140 mm pouze 3 stopy střední stopa se umísťuje do středu šířky listu další stopy ve vzdálenosti 20 až 30 mm). Výhody: je možné zvýšit posuv zvýší se přesnostřezání zlepší se jakost obrobené plochy je možné použít tenčích nástrojů Tlakem válečku válcovacího stroje se list plasticky deformuje v oblasti válcované stopy materiál ve válcované stopě se roztáhne a unáší s sebou okolní matriál listu, kde vzniká tahové napětí až 100 MPa List volný List upnutý v rámu Tahové napětí po upnutí PL do rámu se podstatně zvýší v řezné části což je požadavkem




27 Stupeň válcování pilových listů CNC válcovačka pro pilové pásy
28 Stupeň válcování pilových listů
29 Kontrola správného rozložení napětí Kritériem hodnocení je vznik světelné mezery při přiložení pravítka k definovaně prohnutému pilovému listu PRAVÍTKO PILOVÝ LIST PROHNUTÍ SPRÁVNĚ PRAVÍTKO PILOVÝ LIST PROHNUTÍ ŠPATNĚ Nedostatečná tuhost listu
30 Opravy nerovností volného listu Kontrola nerovností volně položeného listu pravítkem a způsoby opravy 1 - malá vypouklina 2 - prohlubenina 3 - vypouklina větších rozměrů Malé nerovnosti jsou obvykle vyrovnávány údery kladiva (poz. 1 a 3) nebo pomocí válcovacího stroje (poz. 2)
31 Opravy nerovností listu v důsledku nesprávného vnitřního pnutí 1 - místní malé pnutí 2 - místní velké pnutí kruhového tvaru 2a - místní velké pnutí podélného tvaru (oprava válcováním) 3 - malé pnutí podélného tvaru (oprava válcováním) Poznámka: Při opravě malých vypouklin se list podkládá kartónem, tenkou pryží, případně kůží, aby se zabránilo roztahování oceli listu
32 Rovnání listů rámových pil A Chyba, ohnutí konce listu B - Způsob opravy, stopy po kladivu (válcovačce) jsou označeny čárkovaně
33 D. Rozvádění a pěchování zubů 1. Rovnoměrné namáhání zubů, lepší stabilita nástroje. 2. Poloviční posuv na zub f z, při stejném posuvu lepší kvalita obrobené plochy (menší hloubka rýhování y), snížení spotřeby energie o 3 až 10%. f z PĚCHOVANÉ ROZVÁDĚNÉ 2f z 1. Zuby jsou více namáhány na ohyb - kmitání listu. 2. Horší kvalita řezu vlivem vyšší nepřesnosti ve vychýlení zubů (pružné deformace). 3. Při ostření je možné odebírat menší vrstvu materiálu nižší spotřeba nástrojů. 4. Nutnost egalizace (sjednocení) zubů. y y 3. Při stejné posuvné rychlosti obrobku je dvojnásobný posuv na zub (u bočního ostří), odtud horší drsnost řezné spáry než u pěchování..
.")


34 Šraňkovačka Rozvod se provádí rozváděcí pákou, kleštěmi nebo rozváděcím automatem (šraňkovačkou). Rozvod zubů na jednu stranu nesmí být větší než polovina tloušťky listu. U téhož nástroje jsou přípustné odchylky nejvýše ± 0,05 mm. Rozvádí se pouze horní třetina zubu - před ostřením.


35 Velikost rozvodu Velikost rozvodu závisí na: druhu dřeva - pro měkké nebo vláknité dřevo je nutný větší rozvod, vlhkosti dřeva - vlhké dřevo při témže rozvodu více svírá nástroj, stavu dřeva - při řezání zmrzlého dřeva je nutno volit menší rozvod)

36 Vady při rozvádění Nejčastější chyby při rozvádění pilových listů



37 Úprava zubů pěchováním Pěchovat se může ručně nebo častěji strojně na pneumatických pěchovačkách excentrem 9, kovadlinka 8 zabezpečí stejný úhel hřbetní části zubu

38 Pneumatická pěchovačka
39 Sjednocení zubů - egalizace Pozn.: po egalizaci se brousí Egalizační čelisti Egalizace se provádí proto, aby se rovnoměrně využilo všech zubů a dosáhlo lepší jakosti obrobené plochy a větší výkonnosti nástroje.
40 E. Ostření hlavní zásady 1. Dodržet správný profil zubu (výšku h, rozteč t, zaoblení mezery zubu R a řezné úhly) pro kontrolu se používají šablony zubu. 2. Hroty zubů musí být na přímce (listy rámových pil, pilové pásy) - kontrola příměrná pravítka nebo úchylkoměry. 3. Osa rotace brousícího kotouče musí být nad středem tloušťky listu. 4. Plocha brousícího kotouče musí svírat s čelem zubu úhel 2 až Tloušťka odebírané vrstvy při jednom průchodu brusu se volí 0,05 až 0,1 mm - nástroj se přebrušuje min. 2 3x. 6. Zuby nesmějí být zamodralé přehřívání břitu zubu při větších úběrech. 7. Ostření musí končit jemným přísuvem (0,01 až 0,02 mm) tak, aby jehla na břitu byla co nejmenší.
41 Broušení čela zubu Nejběžnější chybou při broušeníčela zubu je jeho přehřátí, projevující se zamodráním (shořením) ostří a vytvořením trhlinek. Aby k tomuto nedocházelo, je nutné brusný kotouč od rovinyčela odklonit o cca 1,5 až 2 a odebírat velmi tenkou třísku tak, aby se naostřilo boční ostří zubu Paradoxní otupování ostří vytvořenou přehřátí ostří hranou na brusném kotouči



42 Broušení zubové mezery Broušením zubové mezery Vznik trhlinek zachováváme správný tvar zubu jeho výšku a nástrojové úhly, zejména úhel hřbetu a břitu. Brusný kotouč by měl mít větší tloušťku, alespoň 2 násobek poloměru zubové mezery. Čím je tloušťka brusného kotouče větší tím lépe udržuje svůj oblý tvar. Podmínkou je, aby tloušťka třísky při broušení v zubové mezeře byla cca 2,5x větší než na hřbetu, viz. obr. a. Pozor na velké úběry, hrozí nebezpečí přehřátí a místní překalení zdroj trhlinek

43 Vady při ostření
. Počet cyklů broušení je nastavitelný pomocí předvolby v počtu 1-10 s přídavkem dvou cyklů, které jsou egalizační.")
44 Automatická ostřička pilových listů OPL Plně automatizovaná ostřička pilových listů OPL je určena pro přímé broušení pilových listů strojních rámových pil na dřevo s roztečí zubů t = 22, 25, 26, 32 mm (dle požadovaného modulového hřebene). Počet cyklů broušení je nastavitelný pomocí předvolby v počtu 1-10 s přídavkem dvou cyklů, které jsou egalizační. Přísuv brusného kotouče je automatický pro každý cyklus (mimo egalizačních). Ostřička je seřízena pro broušení pilových listů o tloušťce a = 2 a 2,2 mm. Technické údaje: Délka broušeného ozubení do 1600mm Tvar zubů trojúhelníkový, vlčí, oblý Úhel čela 0-30 Rychlost posuvu 0-77 zubů/min(s možností přestavení za chodu stroje) Nastavitelná velikost přísuvu 0,03-0,15 mm Pracovní zdvih hlavy do 50 mm Max. Ø brusného kotouče 250 mm Doporučený typ brusného kotouče: 250 x 10 x 32 (jakost A99 B 25L 9V typ (tavný oxid hlinitý - bílý kotouč, střední zrnitost a tvrdost, pórovité keramické pojivo)
45 strana 45 Univerzální automatická ostřička OPK při broušení pilového pásu Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/



46 Čím brousíme? Plochý Hrncovitý Miskovitý Talířovitý Brusné tělísko
47 Značení brusných kotoučů A P 5 V Pojivo Pórovitost Tvrdost Zrnitost Druh brusiva
48 Elektrokorund (umělý korund) (Al 2 O 3 ) hnědý růžový A 96 A 98 Získává se tavením látek bohatých na bauxit v elektrických pecích. červený bílý Vhodné k broušení nástrojových a rychlořezných ocelí. A 99 A 99B
49 Karbid křemíku Ostření vidiových vrtáků (slinutých karbidů) zelený C 49 černý C 47 Sloučenina křemíku s uhlíkem (SiC), která je vyráběna v elektrických pecích při teplotách 2100 o C až 2200 o C. Výchozí surovinou je křemenný písek a látky obsahující uhlík (koks a antracit). Zelený - obsahuje 97 % SiC je tvrdší, ale méně houževnatý, vhodný na ostření nástrojů ze SK (vidiových vrtáků) Černý - máčernou nebo tmavomodrou barvu a kovový lesk. Obsahuje minimálně 95 % SiC. Používá se na broušení kovů s malou pevností v tahu.
50 Kubický nitrid bóru Vhodný k broušení stellitů. KNB Boronit, Borazon Velmi tvrdý materiál obsahující 43,6 % bóru a 56,4 % dusíku. Kubická mřížka KNB je podobná mřížce diamantu (kostka), ale v mřížce jsou atomy bóru a dusíku. Rozměry mřížky jsou o něco větší než u diamantu,čím se vysvětluje menší tvrdost v porovnaní s diamantem. KNB vzniká při tlaku MPa a teplotě 2000 o C. Obchodní názvy brusných nástrojů z KNB (Borazon Rusko, Elbor - Nářadí Praha, Kubonit - Ukrajina, Boronit - Pramet Šumperk).

51 Zrnitost Zrnitost je popsána jako číslo udávající počet ok síta na jeden čtverečný palec (25,4 x 25,4 mm), kterým ještě brusivo při prosívání propadne. Tedyčím většíčíslo, tím je hustší síto a tím jemnější je brusivo.
52 Tvrdost kotouče Tvrdostí brusných nástrojů se rozumí odpor, který klade pojivo proti uvolnění jednotlivých brusných zrn z nástroje. Volí se podle druhu broušeného materiálu a způsobu broušení. Brusný kotouč se volí tím měkčí,čím tvrdší je broušený předmět ačím větší je styčná plocha brusného kotouče s broušeným předmětem. TVRDOST velmi měkká měkká střední tvrdá velmi tvrdá zvlášť tvrdá G, H I, J, K (na HSS) L, M, N, O P, Q, R, S T, U V, W, Z

53 Pórovitost Pórovitostí se rozumí hutnost brusných nástrojů, tj. objem pórů v % k celkového objemu. Pórovitost brusných nástrojů je označována pořadovýmičísly 1 až 13. Pórovité kotouče mají velké prostory mezi zrny, nezanášejí se a dobře se chladí, protože přijímají mezi zrnařeznou kapalinu.
 se používá pro výrobu kotoučů na ostření nožů a pilových kotoučů velkých průměrů.")
54 Pojivo Pojivo pryžové (R) se využívá pro výrobu velmi tenkých řezacích a drážkovacích kotoučů, kotoučů pro ostření pilek a pod. Jeho elasticity se využívá při výrobě kotoučů leštících. Magnezitové pojivo (O) se používá pro výrobu kotoučů na ostření nožů a pilových kotoučů velkých průměrů. Mimo toho se používá pro výrobu různých druhů tvarových segmentů určených pro broušení nekovových materiálů (kameniny a pod.).
55 Zásady bezpečnosti práce s brusnými kotouči 1. Kontrolovat prohnutí kotouče (vizuálně, poklepem podle zvuku). 2. Kotouč nesmí být přírubami příliš sevřený. 3. Pod kovové příruby je třeba vložit papírové podložky. 4. Průměr upínacích přírub volit cca 1/3 průměru kotouče. 5. Po namontovaní kotouče je nezbytný ověřovací běh naprázdno. 6. Obvodová rychlost m.s Axiální házení brusného kotouče < 0,005 mm. 8. Radiální házení < 0,01 mm. 9. Kotouč volit podle zásady: čím tvrdší materiál, tím měkčí kotouč. 10. Kotouč pravidelně obtahovat. 11. Kotouče nechejte po celou dobu jejich životnosti na stejném brusném trnu. 12. Při ostření bez chlazení (za sucha) zajistěte dostatečné odsávání.


56 Vertikální kmenová pásová pila 2. Péče o pilové pásy Provoz v Německu Technicko - technologické parametry kmenové pásové pily: Průměr pásnice 1400 až 1800 mm Řezná rychlost v c = 0 až 40 m s -1 Podávací rychlost v f = 0 až 120 m min -1 Zpětný chod až 210 m min -1 Výška řezu 700 až 1200 mm Šířka řezné spáry b = 2,4 2,8 mm Pásová pila byla navržena a patentována v roce 1808, byla původně navržena jako stroj truhlářský. První provozuschopná pásová pila byla však postavena až 1852 ve Francii a kmenová pásová pila pro pořez výřezů byla zkonstruována až o několik let později.


57 Truhlářská pásová pila Truhlářská pásová pila Holzkraft Pásová pila na dřevo HBS 633 S S laserovým ukazatelem linie řezu Stabilní konstrukce z oceli a šedé litiny Tichý a přesný chod díky konstrukci stroje odolné vůči zkroucení Setrvačníky z šedé litiny se speciální povrchovou vrstvou na styčných plochách Boční kontrolní okénko ke kontrole chodu pilového pásu Přední kontrolní okénko pro ukazatel napnutí pilového pásu Rychlé upínání pilového listu pomocí výstředníkové páky Přesné vedení pilového pásu nahoře a dole Rychlé přestavení výšky řezu pomocí otočného knoflíku a ozubené tyče s milimetrovou stupnicí Velký hliníkový rovnoběžný doraz s výstředníkovým rychlým upínáním a lupou Bezpečnostní spínač pro automatické vypnutí při otevření dveří
58 Schéma kmenové pásové pily v c t p v c v f f z Při řezání pásovou pilou je mezi dvěma kotouči napnut pilový pás, který se pohybuje konstantní řeznou rychlostí v c, takže tloušťka třísky h se nemění. ϕ 2 1 horní pásnice 2 napínací mechanismus 3 pilový list 4 výřez 5 podávací vozík 6 spodní pásnice
59 Názvosloví a základní rozměry Hřbet pilového pásu Tloušťka pásu a je v rozmezí 1,2 až 1,9 mm Empiricky podle Fencla nesmí překročit hodnotu kvůli dovolenému ohybu a 0, 001D 0, 1 = [mm] Patní přímka Hrotnice Rozvod S 1 je volen v rozmezí 0,4 až 0,6 mm (platí pro měkké i tvrdé dřeviny) Pěchované zuby rozpěchování na jednu stranu 0,3 až 0,7 mm Šířka pásu B je v rozmezí 80 až 200 mm Rozteč t p je v rozmezí 20 až 50 mm Materiál (velmi často je používána pásková ocel vhodná ke kalení 80NiCr11 podle DIN o tvrdosti 43±2 HRc a pevnosti v tahu 1430 MPa, C 0,74 až 0,8%, Cr 0,2 až 0,5%, Ni 2,4 až 2,9%)
60 Tvary a rozměry nástroje Lepší odběr třísky z řezné spáry A zuby trojúhelníkové nesouměrné (stolařské pásové pily) B - zuby trojúhelníkové nesouměrné (kmenové pásové pily) C - zuby trojúhelníkové nesouměrné s prodlouženou zubovou mezerou (kmenové a rozmítací pásové pily) D zuby vlčí s lomeným hřbetem (kmenové a rozmítací pásové pily) E Zuby vlčí s oblým hřbetem a prodlouženou zubovou mezerou (kmenové a rozmítací pásové pily) F - Zuby vlčí s oblým hřbetem a prodlouženou spodní částí zubu (kmenové a rozmítací pásové pily)
61 Parametry pilových pásů Tvar zubu Délkové parametry (mm) Úhlové parametry ( ) A ČSN B ČSN B a t h z α β γ ,5-0, ,8-5, ,1; 1,2; 1,4; 1,6 30; 35; 40 13,5; 16; C ČSN ,1; 1,2; 1,4; 1,6 30; 40; 50 10; 12; D podle Grigorova E podle Grigorova F podle Grigorova
62 Požadavky na provoz pilového pásu 1. Řezná hrana musí být tuhá a po dobu řezu stabilní. 2. Řezná hrana si musí zachovat tuhost i při tepelné dilataci pásu během řezání. 3. Pilový pás musí odolat tlaku od výřezu účinkem posuvné síly a nesmí být shozen z pásnice. Tyto požadavky zabezpečí správné napnutí pásu, který má provedenu úpravu vnitřního pnutí válcováním. Předpokladem je také bombírovaná a předkloněná napínací pásnice.
63 C. Úprava vnitřního pnutí válcováním Válcováním docílíme vytužení pilového pásu, přičemž se upraví vnitřní pnutí v materiálu tak, aby pilový pás po napnutí co nejlépe dosedl na povrch pásnic, jeho řezná hrana byla dobře napnuta a nedocházelo k zabíhání pásu při řezu. Provádí se válcovacími hlavicemi na válcovačkách. Účinek plastických deformací po válcování je možné přirovnat k účinku různě stlačených pružin (oblasti Ө), které okolní materiál pásu natahují a způsobují kladná tahová napětí, která jsou největší v řezné a zádové části pásu. Z hlediska šířky pásu, obvodu pásnic a jejich případného naklápění je nejčastěji používán symetrický způsob válcování o různé intenzitě.
64 Symetrické válcování Válcování začíná ve středu pásu nejvyšší silou, následně napravo a nalevo od středové linie se snižujícím se tlakem Po skončení válcování z jedné strany se pás otočí a válcuje se na druhé straně mezi liniemi z první strany Rozložení válcovacích sil (tlaků)






65 Kontrola správného vytužení pilového pásu PILOVÝ PÁS PRAVÍTKO PROHNUTÍ Doporučené hodnoty světelné štěrbiny: b < 200 mm 0,5 mm b > 200 mm 0,8 mm Správné prohnutí - kulová geometrie
66 Chyby při vytužení pilového pásu Při válcování může bohužel dojít k nesouměrnému rozložení předpětí. Chyby se odstraňují válcováním v místech naznačených čárkovanou čarou. a,b nesouměrné rozložení předpětí při nesprávně volené přítlačné síle v jednotlivých stopách nebo jejich vzdálenosti čárkovaně naznačeno opravné válcování Poznámka: místní nerovnosti se odstraňují podobnými postupy jako u pilových listů vyklepáváním nebo místním válcováním.


67 Stupeň válcování pilových listů Automatický vyrovnávací stroj pro pilové pásy
68 Napínání pilových pásů Před napnutím Po napnutí Při ohybu pilového pásu na pásnici a jeho napnutí předepsanou silou F n, bude tahové napětí ve středovéčásti σ 2 podstatně menší než napětí σ 1 na krajích - pás si dobře sedne na bombírovanou pásnici ařeznáčást bude velmi dobře vytužena. Velikost napětí σ 1 v krajních částech má dostatečnou velikost pro dobré vytužení řezné části (až 120 MPa) Předpětí pilového pásu na pásnici při jeho ohnutí
69 Napětí od napínací síly Pilový pás se napíná zásadně v klidu, tj. stojí a neřeže. Spodní pásnice je pevná a horní se pohybuje ve vertikálním vedení. Horní pásnice je napínaná mechanicky (pákovým systémem, pružinami, šroubem a maticí) nebo hydraulicky. Po napnutí bude tahové napětí v pilovém pásu dané vztahem: σ σ t( Fn) t (1,2) F n = 2 a = a F 1 m g ( B h) = F ( B h) a ( B h) 2 F n F 1 F 2 69
70 Potřebná síla na napnutí pilového pásu F n 2 σ = t( Fn) a ( B h) + g m kde: m hmotnost horní pásnice [ kg ] a tloušťka pilového pásu [ m ] B celková šířka pilového pásu [ m ] h výška zubu [m ] σ t (Fn) napětí v pásu od napínací síly [ MPa ] Lisičan, J. : Thunell, B.: Pahlitzsch, G.: Hokoischi : Sugihara, H. : Feokistov, A.E.: σ t = (60 70) MPa σ t = ( ~ 120) MPa σ t = ( ~ 80) MPa σ t = (70 100) MPa σ t = (70 100) MPa σ t = (60 80) MPa F n (kn) a = 2,0 mm a = 1,8 mm a = 1,6 mm a = 1,5 mm a = 1,4 mm a = 1,3 mm a = 1,2 mm a = 1,1 mm a = 1,0 mm b (mm) 70
71 Napětí od odstředivé síly Odstředivá síla je definována vztahem: Po jejím řešení a dosazení za elementární hmotnost pásu a řeznou rychlost můžeme vyjádřit vztah pro dynamické namáhání pásu v jedné větvi: 2 v df o = dm R F d kde: v c řezná rychlost [m.s -1 ] ρ hustota materiálu pásu [kg.m -3 ] S plocha průřezu pásu [ m 2 ] S=b.a =(B-h).a =ρ S v 2 c [ N ] F n F d F d σ t(fo) σ 2 Fd ρ S vc = = = ρ S S t ( Fo) Napětí dosahuje hodnot (6 20) MPa (ρ = 7,8 kg.dm -3 ; v c = (30 50) m.s -1 ) v 2 c [ MPa] 71
72 Přídavné napětí v důsledku pásového tření Poměr sil v pracovní (tahové) F tp a volné (odlehčené ) větvi pilového pásu F v t bude definován podle Eulerova vztahu: F F p t v t e = f ϕ kde: ϕ uhel opásání řemenice (ϕ =180 ) f součinitel tření mezi pásnicí a pásem (f = 0,27 až 0,39) F n F 1 F 2 Jestliže součinitel tření mezi pásnicí a pásem bude f = 0,39, potom síla a napětí v tahové větvi mají hodnoty: F σ p t p t = 2, 99 = 2, 99 F σ v t v t F t v F t p Při volbě a napínání pásu je třeba respektovat dovolené napětí materiálu pásu, respektive pevnost spoje pilového pásu, která je cca ( ) MPa, t. j. (60 70) % z pevnosti pilového pásu. 72
73 D. Pěchování zubů s T Velikost pěchování je závislá na tloušťce pilového pásu a. Obvykle se doporučuje max. s 1 = 1/2a. a
74 Postup činnosti pěchovacího zařízení kovadlina zub hrana kovadliny excentr čelo zubu pěchovací křivka Požadovaný tvar rozpěchování zubu je determinován vzájemnou polohou kovadliny, pěchovacího excentru a zubu.
75 Rozpěchování zubu v závislosti na poloze excentru Rozpěchování pod obrysem ostří Rozpěchování až k obrysu ostří Rozložení tvrdosti pěchovaného zubu [HRC] Tvar, hloubka i výška rozpěchování čela zubu jsou měnitelné podle počáteční polohy excentru. Poznámka: Varianta b) - méně používaná, spíše se nedoporučuje z důvodu zkrácení hřbetu zubu a nutnosti většího obroušení čela


 rozpěchovaný zub b) egalizovaný tlakově pomocí")
76 Egalizace Úkolem egalizace je sjednocení řezných hran na stejnou šířku s radiálním a tangenciálním zúžením bočních hran zubů. Dociluje se tím snížení tření zubů v řezné spáře a zlepšení kvality řezu. a) rozpěchovaný zub b) egalizovaný tlakově pomocí bočních čelistí c) egalizovaný broušením (při použití tvrdších nástrojových ocelí)
77 strana 77 Děkuji za pozornost Tento projekt je spolufinancován Evropským sociálním fondem a Státním rozpočtem ČR Techdrev - CZ.1.07/2.2.00/
, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Pilové pásy konstrukce a parametry obrábění
 9. 7. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Pilové pásy konstrukce a parametry obrábění Předmět: Nástroje a procesy obrábění strana 2 Obsah přednášky Úvod 1. Listy rámových pil 2. Pásy pásových
9. 7. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Pilové pásy konstrukce a parametry obrábění Předmět: Nástroje a procesy obrábění strana 2 Obsah přednášky Úvod 1. Listy rámových pil 2. Pásy pásových
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Péče o fréza a nožové hoblovací hlavy
 3. 5. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Péče o fréza a nožové hoblovací hlavy Předmět: Komplexní péče o výrobní techniku strana 2 Obsah přednášky Úvod 1. Péče o frézovací nástroje 2.
3. 5. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Péče o fréza a nožové hoblovací hlavy Předmět: Komplexní péče o výrobní techniku strana 2 Obsah přednášky Úvod 1. Péče o frézovací nástroje 2.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
BROUŠENÍ II. Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče
 BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 7 Pilové
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 7 Pilové
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Geometrie řezného klínu nástroje a jeho opotřebení
 3. 7. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Geometrie řezného klínu nástroje a jeho opotřebení Předmět: Nástroje a procesy obrábění strana 2 Úvod Při určování řezného klínu vycházíme z předpokladu,
3. 7. 2018, Brno Připravil: doc. Ing. Zdeněk Kopecký, CSc. Geometrie řezného klínu nástroje a jeho opotřebení Předmět: Nástroje a procesy obrábění strana 2 Úvod Při určování řezného klínu vycházíme z předpokladu,
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
Fréza se 2 noži není vhodná k volnému frézování s motorem horní frézy OFE 738 a frézovacím a brusným motorem FME 737. Využitelná délka mm
 Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 4 Nástroj
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 4 Nástroj
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Sleva. 1020 x 70 x 680 mm 1240 x 70 x 270 mm 710 x 510 x 410 mm 580 x 100 x 90 mm. 327 x 137 x 1069 mm. 124 kg 135 kg. 83 kg 93 kg
 kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
kdr 60, 602 kdr 604 KOMBINOVANÉ BRUSKY Válcová bruska Průměr kotouče Hmotnost KDR 60 00 x 90 mm 50 x 220 mm 2 400 W, 230 V/50 Hz 550 W, 230 V/ 50 Hz 560 x 270 x 300 mm 700 x 450 x 3 7 kg 8 kg 5 kg 54 kg
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
má největší úběr z LAPI řady. Vhodný na odstraňování švů po lisovacích formách, hrubé práce v různých radiusech atp.
 Kotouče nástroje se zabudovaným abrazivem Nástroje LAPI a POLI Nástroje jsou pojeny polyuretanovou pěnou Nástroje se chladí vodou (není nutné přimazávat brusivo) Minimalizují zápraskovou vrstvu, a tím
Kotouče nástroje se zabudovaným abrazivem Nástroje LAPI a POLI Nástroje jsou pojeny polyuretanovou pěnou Nástroje se chladí vodou (není nutné přimazávat brusivo) Minimalizují zápraskovou vrstvu, a tím
Obráběcí stroje. Nabízíme Vám tyto služby: Obráběcí stroje. Schönfeld Oto Sládkovičova 1266 Praha 4 142 00
 Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
Kombi brusky Srážeč hran Hoblovky, dlabačka Truhlářské frézky Soustruhy na dřevo Pily kotoučové a formátovací s předřezem Pásové pily na dřevo Odsavače prachu Pásové pily na kov Sukovací vrtačky Stolní
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
HISTORIE A SOUČASNOST
 Ruční nářadí HISTORIE A SOUČASNOST HISTORIE Výroba nástrojů v Hulíně byla zahájena v roce 1934, kdy pan Josef Studeník založil firmu s názvem První moravská továrna na pily a nástroje. Firma nejprve vyráběla
Ruční nářadí HISTORIE A SOUČASNOST HISTORIE Výroba nástrojů v Hulíně byla zahájena v roce 1934, kdy pan Josef Studeník založil firmu s názvem První moravská továrna na pily a nástroje. Firma nejprve vyráběla
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex
 Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex Není nad opravdu dobrý nástroj Pro nás, jakožto vynálezce vysokootáčkového řezného kotouče, je plynulá optimalizace a zlepšení našich výrobků
Tvrdší. Agresivnější. Žluté. Nové řezné kotouče Kronenflex Není nad opravdu dobrý nástroj Pro nás, jakožto vynálezce vysokootáčkového řezného kotouče, je plynulá optimalizace a zlepšení našich výrobků
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
15.Brusky,pily a pilovací stroje
 15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
15.Brusky,pily a pilovací stroje - Brousení je dokončovací operace - Můžeme obrábět v echny plochy, které se dají vyrobit obráběním - Brou ením dosahujeme vět í přesnost, lep í jakost obrobené plochy a
RUČNÍ ZPRACOVÁNÍ KOVŮ I UOV Petr Svoboda
 RUČNÍ ZPRACOVÁNÍ KOVŮ I UOV Petr Svoboda ŘEZÁNÍ KOVŮ I VY_32_INOVACE_OVS_3_12 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony Předmět
RUČNÍ ZPRACOVÁNÍ KOVŮ I UOV Petr Svoboda ŘEZÁNÍ KOVŮ I VY_32_INOVACE_OVS_3_12 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony Předmět
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ARMOR CT PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 108 106 00 Praha 10
 PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 8 6 00 Praha tel.: +4 272 660 700 fax.: +4 272 6 69 GSM: +4 602 260 491 e-mail: cibet@cibet.cz http://www.cibet.cz
PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 8 6 00 Praha tel.: +4 272 660 700 fax.: +4 272 6 69 GSM: +4 602 260 491 e-mail: cibet@cibet.cz http://www.cibet.cz
LEGNEX KMENOVÉ PILOVÉ PÁSY. do šíře 60mm
 LEGNEX KMENOVÉ PILOVÉ PÁSY do šíře 60mm LEGNEX CLASSIC Kmenový pilový pás CLASSIC je vhodný pro řezání všech druhů dřeva. CLASSIC poskytuje vysokou efektivitu při řezání měkkého, tvrdého a zmrzlého dřeva,
LEGNEX KMENOVÉ PILOVÉ PÁSY do šíře 60mm LEGNEX CLASSIC Kmenový pilový pás CLASSIC je vhodný pro řezání všech druhů dřeva. CLASSIC poskytuje vysokou efektivitu při řezání měkkého, tvrdého a zmrzlého dřeva,
K formátovací pile 2 sady kotoučů zdarma.
 FORMÁTOVACÍ PILY SROVNÁVACÍ A TLOUŠŤKOVACÍ FRÉZKY K formátovací pile 2 sady kotoučů zdarma. Odhlučněné pilové kotouče pro řezání laminotřískových desek s použitím předřezového kotouče - pro průmyslové
FORMÁTOVACÍ PILY SROVNÁVACÍ A TLOUŠŤKOVACÍ FRÉZKY K formátovací pile 2 sady kotoučů zdarma. Odhlučněné pilové kotouče pro řezání laminotřískových desek s použitím předřezového kotouče - pro průmyslové
Charakteristika. Použití. Vlastnosti FYZIKALNÍ VLASTNOSTI PEVNOST V TAHU RAMAX 2
 1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Dokončovací metody obrábění. Metody s úběrem materiálu. Jemné obrábění, hlazení. Honování
 Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Tvorba technické dokumentace
 Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Název školy: Střední odborná škola stavební Karlovy Vary Autor: zev materiálu: Číslo projektu: Tematická oblast : Datum tvorby:
 Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: Pavel Kottek je určena k provedení školení žáků z bezpečnosti a ochrany zdraví při práci pro žáky
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: Pavel Kottek je určena k provedení školení žáků z bezpečnosti a ochrany zdraví při práci pro žáky
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
7. Dělení materiálu. Obr. č. 44: Dělení materiálu pásovou pilou - pilový kotouč - diamantový kotouč.
 7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
7. Dělení materiálu Hutní materiály, dodávané v normalizovaných rozměrech, je potřeba před vlastní výrobou strojních součástí rozdělit na polotovary požadovaných rozměrů. Tyče různých profilů dělíme na
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
Střední škola stavebních řemesel Brno Bosonohy Pražská 38b, Brno Bosonohy
 Střední škola stavebních řemesel Brno Bosonohy Pražská 38b, 642 00 Brno Bosonohy Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Výrobní zařízení Téma: BOZP -pily Autor: Ing. Zdeňka Brücknerová
Střední škola stavebních řemesel Brno Bosonohy Pražská 38b, 642 00 Brno Bosonohy Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Výrobní zařízení Téma: BOZP -pily Autor: Ing. Zdeňka Brücknerová
Dokončovací metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
DRUHY A UTVÁŘENÍ TŘÍSEK
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
11 Sortiment - stopkové frézy z tvrdokovu
 11 Sortiment - stopkové frézy z tvrdokovu Výběr z katalogu LUKAS Technické informace Stopkové frézy představují přesně obráběcí nástroje pro nasazení do ručního elektrického a pneumatického nářadí. Pracovní
11 Sortiment - stopkové frézy z tvrdokovu Výběr z katalogu LUKAS Technické informace Stopkové frézy představují přesně obráběcí nástroje pro nasazení do ručního elektrického a pneumatického nářadí. Pracovní
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Nový typ CBN pro dílce ze spékaných kovů 2009/10/1
 Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 14
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 14
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Ceník 2009. Nářadí Dremel. Platný od 1. ledna 2009. Doporučené prodejní ceny s DPH. Tento ceník nahrazuje ceník předešlý. Změna vyhrazena.
 Ceník 2009 Nářadí Dremel Platný od 1. ledna 2009 Doporučené prodejní ceny s DPH. Tento ceník nahrazuje ceník předešlý. Změna vyhrazena. Řezbářství Rytí Frézování Broušení Ostření Čištění Leštění Řezání
Ceník 2009 Nářadí Dremel Platný od 1. ledna 2009 Doporučené prodejní ceny s DPH. Tento ceník nahrazuje ceník předešlý. Změna vyhrazena. Řezbářství Rytí Frézování Broušení Ostření Čištění Leštění Řezání
RUČNÍ A STROJNÍ OBRÁBĚNÍ UČEBNÍ TEXT
 RUČNÍ A STROJNÍ OBRÁBĚNÍ UČEBNÍ TEXT TOMÁŠ MILERSKI ŘÍJEN 2015 1. Měření, orýsování a značení materiálu Měření je porovnávání velikosti rozměrů určitého předmětu s velikostí rozměrů stanoveného výkresem
RUČNÍ A STROJNÍ OBRÁBĚNÍ UČEBNÍ TEXT TOMÁŠ MILERSKI ŘÍJEN 2015 1. Měření, orýsování a značení materiálu Měření je porovnávání velikosti rozměrů určitého předmětu s velikostí rozměrů stanoveného výkresem
kdr 601, 602 kdr 102 N, 104 kdr 802, 803 kdr 103 N Vše, co domácí dílna, chata a chalupa potřebuje.
 kdr kdr KOMBINOVANÉ BRUSKY Válcová bruska KOMBINOVANÉ BRUSKY slouží k broušení a leštění dřeva aglomerátů a plastů Jsou určeny pro kutily a řemeslníky Mají stabilní konstrukci zajišťující přesné broušení
kdr kdr KOMBINOVANÉ BRUSKY Válcová bruska KOMBINOVANÉ BRUSKY slouží k broušení a leštění dřeva aglomerátů a plastů Jsou určeny pro kutily a řemeslníky Mají stabilní konstrukci zajišťující přesné broušení
OBRÁBĚNÍ DŘEVA. Mgr. Jan Straka
 OBRÁBĚNÍ DŘEVA Mgr. Jan Straka Obrábění je technologický pochod, kterým vytváříme požadovaný tvar obrobku ve stanovených rozměrech a v požadované kvalitě obrobených ploch. Obrábění se dělí podle způsobu
OBRÁBĚNÍ DŘEVA Mgr. Jan Straka Obrábění je technologický pochod, kterým vytváříme požadovaný tvar obrobku ve stanovených rozměrech a v požadované kvalitě obrobených ploch. Obrábění se dělí podle způsobu
Mendelova univerzita v Brně. Lesnická a dřevařská fakulta. Ústav základního zpracování dřeva
 Mendelova univerzita v Brně Lesnická a dřevařská fakulta Ústav základního zpracování dřeva STROJE A NÁSTROJE PRO ŘEZÁNÍ DŘEVA Bakalářská práce 2013/2014 David Ševčík Prohlášení Prohlašuji, že jsem bakalářskou
Mendelova univerzita v Brně Lesnická a dřevařská fakulta Ústav základního zpracování dřeva STROJE A NÁSTROJE PRO ŘEZÁNÍ DŘEVA Bakalářská práce 2013/2014 David Ševčík Prohlášení Prohlašuji, že jsem bakalářskou
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.3 RUČNÍ DĚLENÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.3 RUČNÍ DĚLENÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Obsah. Legenda. Ruční pásové pily: Gravitační pásové pily: Poloautomatické pásové pily: Automatické pásové pily:
 PÁSOVÉ PILY NA KOV Obsah Ruční pásové pily: Ruční pásové pily jsou vhodné do menších dílen nebo na stavbu. Jejich výhodou je nízká hmotnost a tím vysoká mobilita. Rameno pily je ovládáno manuálně nebo
PÁSOVÉ PILY NA KOV Obsah Ruční pásové pily: Ruční pásové pily jsou vhodné do menších dílen nebo na stavbu. Jejich výhodou je nízká hmotnost a tím vysoká mobilita. Rameno pily je ovládáno manuálně nebo
PILOVÁNÍ. Jednoduchý sek Dvojitý (křížový) sek Rukojeť
 sek Rukojeť") PILOVÁNÍ Pilování je jedním z nejstarších způsobů ručního obrábění. Přestože se dnes ve výrobě používá mnoho moderních a velmi výkonných strojů, nachází své uplatnění i pilování, zejména při dokončovacích
PILOVÁNÍ Pilování je jedním z nejstarších způsobů ručního obrábění. Přestože se dnes ve výrobě používá mnoho moderních a velmi výkonných strojů, nachází své uplatnění i pilování, zejména při dokončovacích
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází