TVÁŘENÍ ZA TEPLA. síla 2 1 deformace. 1. Oblast významná pro stanovení konstrukčních podkladů 2. Oblast významná pro technologické zpracování
|
|
|
- Bohumila Sedláková
- před 8 lety
- Počet zobrazení:
Transkript
1 1 TVÁŘENÍ ZA TEPLA Tváření je produktivní a hospodárná metoda výroby polotovarů a výrobků s nejmenším odpadem materiálu. Při obrábění odpadá asi 40%, při tváření 5-10% materiálu. Tvářecí pochody lze dobře mechanizovat, příp. automatizovat. Teorie tváření kovů Při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že částice materiálu se pouze trvale přemisťují. Takový materiál lze nazvat plastickým. síla 2 1 deformace 1. Oblast významná pro stanovení konstrukčních podkladů 2. Oblast významná pro technologické zpracování Je-li kovový monokrystal namáhán vnějšími silami, dochází k deformacím jeho mřížky a parametr mřížky se buď zvětšuje nebo zmenšuje. Pokud atomy mění vzájemně svou polohu v rozsahu menším, než je jeden parametr ( teoreticky o jednu polovinu parametru, prakticky max o 15%), nastává pružná (elastická) deformace. Jakmile přestanou vnější síly působit,dojde vlivem vnitřní energie k vyrovnání všech změn a atomy se vrátí do své původní polohy. Vzroste-li však napětí nad určitou hodnotu, dochází k trvalým změnám, při kterých atomy mění svou vzájemnou polohu nejméně o jeden parametr. Dochází tak k tvárné - trvalé (plastické) deformaci. Ke změně polohy atomů dochází v kluzných rovinách (roviny obsazené nejhustěji atomy) atomové mřížky posuvem (kluzem) jedné vrstvy atomů po druhé. Tyto posuvy usnadňují vakantní místa v krystalové mřížce a zejména dislokace. Nejdůležitější vlastností dislokací je jejich schopnost pohybu. Deformací se dislokace neodstraní, změní pouze svoji polohu. železo α kluzné roviny železo γ Trvalá deformace může nastat nejen posuvem, ale také dvojčatěním. Dvojčatění se projevuje přeskupením mřížek některé části krystalu tak, že se nejprve celá mřížka natočí z polohy pro kluz nepříznivé do polohy příznivé a pak se část natočeného krystalu kluzem deformuje. Deformace polykrystalického kovu jsou mnohem složitější a mění se od jednoho zrna ke druhému. Protože roviny kluzu v sousedních zrnech nejsou spolu rovnoběžné (různá orientace sousedních zrn), kluz se při přechodu přes hranice jednotlivých zrn zpomaluje (naráží na překážku). Tím se zvětšuje odpor proti deformaci. Vliv teploty na plastickou deformaci

2 2 Při tváření za studena nastává vlivem různého směru kluzných rovin nerovnoměrná deformace, která způsobuje zpevnění kovu. Zrna výchozího materiálu se tvářením prodlužují ve směru největšího přemisťování kovu a vytvářejí tzv. texturu. Pokud dojde k ohřátí takového materiálu na určitou teplotu, snaží se jeho atomy přejít do rovnovážného stavu. Deformace mřížky se vyrovná,vnitřní pnutí se zmenší, rozměry a tvar deformovaných zrn se však nemění. Nastává tzv. zotavování. Další zvyšování teploty (nad teplotu zotavení) vyvolává rekrystalizaci. zrna před tvářením zrna po tváření (textura) Při rekrastalizaci zanikají hranice mezi původními deformovanými zrny a vznikají zrna nová. Tím poklesne pevnost a zvětší se tažnost. Tváření kovů nad rekrystalizačními teplotami je proto provázeno dvěma různými procesy; deformací zrn (zpevněním) a nasledující rekrystalizací, která účinky zpevnění zruší. Rekrystalizaci (proti překrystalizaci) lze charakterizovat tak, že se netvoří nová fáze, tj.nemění se typ strukturní mřížky, ale upravuje se předchozí deformací porušená stavba krystalu. Přitom dochází ke změně zrnitosti. Velikost zrn po rekrystalizaci závisí na předchozím stupni deformace. Jemnější zrno se získá po větší deformaci a naopak. Při tváření za studena nenastává zotavení ani rekrystalizace. Krystaly zůstávají deformovány, napětí v kluzných rovinách zůstává. Tvářený materiál se tedy zpevňuje, tzn., že se zvyšuje pevnost, tvrdost, mez kluzu, ale velice klesá vrubová houževnatost a tažnost. Snižuje se i odolnost proti korozi. Má-li být takový materiál dále tvářen, musí se jeho deformované krystaly upravit rekrystalizačním žíháním. Při tváření za tepla nastává úplná rekrystalizace. Tvářený kov nemá po skončení tváření žádné stopy po zpevnění. Při nesprávné teplotě tváření budou v materiálu po skončení tváření dvě různé struktury: rekrystalizovaná (s rovnoměrnými zrny) a bez rekrystalizace (se zrny prodlouženými ve směru tváření). Teplotu, při níž dochází k rekrystalizaci, lze zhruba určit vztahem: ϑ r (0,35 0,45) ϑ t kde ϑ t je teplota tavení Pro volbu teplot při tváření ocelí platí tyto zásady: čím vyšší teplota tváření, tím menší jsou odpory proti deformaci čím vyšší je teplota tváření, tím více hrubne zrno a klesá houževnatost. vysoké teploty způsobují značný opal (okuje), při jednom ohřevu 3 5 % nesmí se překročit horní teplota tváření a končit se má na dolní teplotě tváření Rozhodující pro vlastnosti tvářené oceli je konečná teplota, při které tváření skončilo. Je to přibližně 50 o C nad Ac3 nebo Ac1. Tváření pod těmito čarami je vlastně tváření za studena. Není-li práce při dolní teplotě tváření ještě skončena, je nutné materiál znovu přiměřeně ohřát. Ocel je nejlépe tvárná v oblasti austenitu.
 jako při tváření za studena. Protože však nastává rekrystalizace, přemnění se deformovaná zrna na nová,jemnější a textura zmizí.")
3 3 Oblast tvářecích teplot Vznik vláken Ingot, který byl odlit do kokily, nemá stejnorodou krystalickou strukturu. Tvářením za tepla se tvar primárních krystalů mění a vytvářejí se vlákna. Nejprve se zrna protahují (tvoří texturu) jako při tváření za studena. Protože však nastává rekrystalizace, přemnění se deformovaná zrna na nová,jemnější a textura zmizí. Avšak nečistoty, které jsou vyloučeny v povrchových vrstvách krystalů, nepodléhají rekrystalizaci a proto nezmění svůj protáhlý tvar. Spojením těchto vrstev u jednotlivých zrn vzniknou ve tvářeném materiálu vlákna, která nelze žádným tvářením, ani tepelným zpracováním odstranit. Vláknitost má vliv na mechanické hodnoty, tj. na pevnost, tažnost a vrubovou houževnatost. Tyto hodnoty jsou ve směru vláken jiné než napříč a mění se se stupněm deformace ε a stupněm prokování p. původní struktura vlákna ve výkovku Při tváření za tepla se proto musí vždy pamatovat na správný směr vláken. Směr největšího normálného napětí součásti má souhlasit se směrem průběhu vláken. Tečné napětí má být k němu kolmé. Vlákna nemají být přerušena a mají se shodovat s obrysem součásti (např. klikové hřídele, ozubená kola aj.). S 0
4 4 l 0 S K l K ε = (S 0 - S K ) / S [ % ] p = S 0 / S K (1) ε = ( l 0 - l K ) / l [ % ] p = l 0 / l K (1) Ohřev materiálu Základním předpokladem správného tváření je dodržování správné teploty tváření. Ohřev materiálu má být proto proveden tak, aby bylo zaručeno stejnoměrné prohřátí materiálu v celém průřezu, aby byl ohřev co nejrychlejší a ztráty opalem co nejmenší. Doba ohřevu t na teplotu tváření závisí na tepelné bilanci pece, tepelné vodivosti materiálu a jeho rozložení v peci: t = α k D D t - čas potřebný k ohřevu z 0 o C na o C (h) α - součinitel závisící na průřezu materiálu a na jeho rozložení v peci k - součinitel vlivu chemického složení materiálu a je pro uhlíkové oceli 10, pro legované 10 až 20 D - průměr nebo délka strany průřezu ohřívaného materiálu. Materiál ohříváme v pecích pracujících cyklicky nebo průchodně. U cyklických pecí se materiál sází na pevnou půdu a během ohřevu se většinou nepřekládá. V průchozích pecích se materiál ohřívá při plynulém průchodu pracovním prostorem pece. Podle druhu vytápění jsou pece plynové nebo elektrické. Indukční ohřev se používá hlavně v seriové a hromadné výrobě nebo na automatických linkách. Výhodou je čistota a rychlost ohřevu a možnost ohřívat jen určité místo součásti. STROJNÍ KOVÁNÍ Podle způsobu práce je strojní kování volné a zápustkové. Při volném kování může materiál tvářený údery nebo tlakem volně téci, hlavně ve směru kolmém k působení síly. Při zápustkovém kování je materiál vtlačován údery nebo tlakem do kovové, většinou dvoudílné formy - zápustky. Materiál se tváří strojně i jinými způsoby, např. podélným nebo příčným válcováním. Získají se tak konečné tvary polotovarů nebo takové tvary, které je nutno dále ještě tvářet v zápustce. Při kování se klade hlavní důraz na nejmenší spotřebu materiálu, optimální přesnost výkovku, nejleoší jakost tvářeného kovu, nejpříznivější průběh vláken a ekonomiku výroby. Kování umožňuje dodávat polotovary nebo výrobky nejen požadovaného tvaru a rozměrů, ale také i značně zlepšit původní mechanické vlastnosti výchozího materiálu (např.klikové hřídele, ojnice aj.). Volné strojní kování
5 Volné strojní kování je takový způsob kování, kdy používáme jednoduché kovářské nástroje, přípravky a stroje. Úchylky rozměrů výkovků jsou velké, povrch je hrubý a nerovný. 5 Základní kovářské nástoje a nářadí -kovadla ( horní a spodní ) -kleště -sekáče -osazovací příložky, k vytvoření záseků různých tvarů při osazování výkovku. Kovací stroje: Buchary působí na tvářený materiál údery (rázy) beranu, ale prokovou jej jen do určité hloubky. Ekonomické je kovat středně velké výkovky, popř. předkovky. Předkovky se dále kovou v zápustkách na požadovaný tvar výkovku. Při úderech beranu bucharu odpadají z tvářeného materiálu okuje a proto je povrch čistý. Rázy se však přenášejí do základů stroje a působí otřesy i v okolí. Rychlost dopadu beranu je vyšší jak 6 m za sekundu. Rychlosti jsou zpravidla vyšší než 12 m/sec. Na bucharu lze kovat opakovanými rázy, buchar nemá omezenou spodní polohu horního nástroje na beranu. Kovadla se mohou srazit. LISY - pracují klidným, pozvolna narůstajícím tlakem, rychlostí max. 6 m/sec a prokovou materiál v celém průřezu. Lis na rozdíl od bucharu má přesně vymezenou spodní polohu horního nástroje (nástroje na beranu). Vymezení polohy je dáno klikovým mechanizmen. Kovou se na nich i nejtěžší výkovky. Práce na lisech je bezpečnější.
 hydraulické mechanické ( klikový, vřetenový) hydraulické Základní práce Pěchování-při pěchování se zmenšuje výška výchozího materiálu a zvětšuje se plocha tvářeného průřezu.")
6 6 Schéma klikového mechanizmu: Ojnice Kloub Klika vedení lisu část rámu stroje Spodní poloha tzv.dolní úvrať Beran lisu Druhy bucharů: Druhy lisů: vzduchové mechanické (např. padací) hydraulické mechanické ( klikový, vřetenový) hydraulické Základní práce Pěchování-při pěchování se zmenšuje výška výchozího materiálu a zvětšuje se plocha tvářeného průřezu. Volně pěchovaná výška nemá být větší jak 2,5d, jinak se materiál vyhne a vzniká přeloženina. F h d h / d 2,5 Prodlužování je to nejpoužívanější operace volného kování. Podstatou je provedení většího množství pěchovacích operací vedle sebe, čímž se součást prodlouží. Přitom se zmenšuje plocha příčného průřezu. Další operace jsou osazování a prosazování,přesazování a děrování.

7 7 Hlavní technologické zásady V kusové a malosériové výrobě se volí polotovary výkovků s většími přídavky na obrábění. důvodů hospodárné výroby se používá univerzálních tvářecích zařízení. Z důvodů nestejnoměrné struktury a mechanických vlastností po tváření se materiál většinou ještě tepelně zpracovává normalizačním žíháním. Výkovky velkých a rozdílných průměrů se volí jako svarek. Z Zápustkové kování Ohřátý materiál se tváří v dutině zápustky, jejíž tvar je shodný s tvarem výkovku. Rozměry jsou však zvětšeny o hodnotu smrštění vychladlého výkovku. Tento způsob kování vyžaduje zhotovení jednoúčelových nástrojů - zápustek (zpravidla dvoudílných) Proti volnému kování se však dosáhne přesnějšího tvaru výkovku. Zápustkovým kováním se dosáhne vysokého stupně prokování a průběh vláken sleduje obrys zápustkového výkovku. Prokováním se zlepší mechanické vlastnosti materiálu. Otvory ve výkovcích se nedají vykovat přímo. Je možné je předkovat a zbývající materiál odstranit při úpravě výkovku. Při zápustkovém kování se postupuje tak, že se výchozí polotovar ohřátý na potřebnou kovací teplotu vloží do dutiny zápustky a působí se na něj silou tvářecího stroje. Materiál se deformuje a vyplňuje dutinu zápustky. Zápustky je možné dělit: Podle kovacího stroje, pro který jsou určeny, na zápustky pro buchary, lisy a pro kovací stroje. Zápustky pro buchary jsou vhodné se zřetelem na prokování pro ploché výkovky o menší hmotnosti. Částice kovu se při kování pohybují rychleji proti směru pohybu beranu a vyplňují proto snadněji dutiny v horní zápustce. Má-li dutina hlubší místa, umístí se v horní zápustce.
8 8 Zápustky pro lisy jsou i pro výkovky o velké hmotnosti větších průřezů. Částice kovu se při kování pohybují rychleji ve směru pohybu beranu a vyplňují rychleji dutinu dolní zápustky. Hlubší místa zápustkové dutiny se proto umístí v dolní zápustce. Podle dutiny na zápustky: 1. otevřené - přebytečný materiál je vtlačen do výronkové drážky 2. uzavřené - bez výronkové drážky 3. postupové -kde nelze výkovek zhotovit na jednou ad.1 - Aby materiál dokonale vyplnil dutinu zápustky, má polotovar poněkud větší objem než je objem výkovku. Přebytečný materiál je vytlačen do zvláštní dutiny a vytváří výronek, který se odstraňuje ostříháváním. ad.2 Kování v zápustkách bez dutiny pro výronek je tzv. kování v uzavřených zápustkách. Je velmi náročné, protože objem výchozího polotovaru musí být přesně stanoven. ad.3. Jen jednoduché tvary výkovků lze zhotovit přímo z výchozího polotovaru. U složitějších tvarů se polotovar předkovává,aby se co nejvíce přiblížil konečnému tvaru výkovku. Předkovává se volně, v zápustkách nebo na kovacích válcích. Dokončení se provede v dokončovací zápustce (dutině). Následuje ostřižení výronku, popř. prostřižení blány v dutinách. Hotový výkovek se zbavuje okují, tepelně zpracovává, kontroluje, popř. se za studena kalibruje. Tam, kde nelze vykovat výkovek najednou, se kove postupně v postupových zápustkách. Předkovací zápustky jsou pro kování složitějších výkovků kovaných v několika postupech. Polotovar se tvaruje ohýbáním, pěchováním, prodlužováním apod. Předkovací zápustky mohou být samostatné, nebo jsou ve společném bloku s dokončovací dutinou a vytvoří pak postupovou zápustku. Polotovar se přemisťuje při kování v postupové zápustce mezi jednotlivými dutinami a mnohdy se dají vykovat i složitější výkovky na jeden ohřev. Výronkovou drážku má jen dokončovací dutina. Výronkové drážky ovlivňují vyplňování dutiny kovem a přejímají přebytečný kov, proto je důležité správně určit jejich tvar a rozměr. Výronkovou drážku tvoří můstek a zásobník. Hlavním regulátorem tlaku v dutině a tím také pohybu částic kovu je můstek. Členitější výkovky vyžadují větší tlak kovu, a tedy menší šířku můstku a větší délku.
, mělké tvary nastřelováním, vtlačováním ap.")
9 9 Otevřená zápustka s výronkovou drážkou Postupová zápustka Zápustky se zhotovují z ocelí, vyznačující se zvýšenou odolností proti otěru a pracovním teplotám - např , Zápustky se zušlechťují. Pracovní dutiny zápustek se zhotovují obráběním (i elektroerozivním), mělké tvary nastřelováním, vtlačováním ap. Přesné kování Výkovky s minimálními přídavky na obrábění i úkosy se zhotovují v uzavřených zápustkách tzv. přesným kováním. Tohoto způsobu lze použít při kování na zápustkových bucharech a lisech, ale
10 hlavně na vertikálních a horizontálních kovacích lisech. Pro přesné kování jsou nejvýhodnější výkovky rotační. 10 Pěchování tyče na vodorovném kovacím stroji. tyč (materiál) posuv tyče svěrací čelist bočního beranu (pohyblivá) Beran lisu lisovník zdvih svěrací čelisti Výkovek Úprava výkovků rozumíme ostřihování výronku, odstraňování (děrování) blány, kalibrování a rovnání výkovků k dosažení hladkých ploch a přesných tvarů. Po tepelném zpracování výkovku - normalizačním žíhání, následuje odstranění okují mořením nebo otryskáváním. HLAVNÍ TECHNOLOGICKÉ ZÁSADY K vypracování technologického postupu pro kování zápustkového výkovku je potřeba: Nakreslit výkovek v pracovní poloze Určit hmotnosti výchozího materiálu, jeho rozměry, popř. tvar předkovku Zvolit ideální předkovek Navrhnout zápustky i s ostřihovacími, popř.děrovacími, rovnacími nebo kalibrovacími nástroji Určit druh a velikost tvářecího stroje

11 11 VÝKRES VÝKOVKU Výkres výkovku se navrhuje následovně: určí se umístění dělící tj. poloha výkovku v zápustce. Dělící rovina se určuje tak, aby se výkovek snadno vyjímal ze zápustky a aby vyplnění dutiny materiálem bylo co nejsnažší. Obvod výkovku v dělící rovině má být co největší. Vyplňování dutiny zápustky má být z převážné části pěchováním. Určí se přídavky na obrábění a výrobní tolerance, jsou závislé na druhu použitého stroje (buchar nebo lis). Určí se technologické přídavky - úkosy a zaoblené kouty a rohy. Úkosy vnější se volí menší než vnitřní, dále podle toho, zda bude výkovek bude vysunut vyhazovačem. Určí se části, které se budou kalibrovat (za studena), průchozí díry nelze vykovat, naznačí se blána. Určí se rozměry výkovku i s mezními úchylkami určí se tepelné zpracování, tvrdost výkovku a místo pro zkoušku tvrdosti. Nakreslí se výkres výkovku 1 : 1 v pracovní poloze. Určení hmotnosti výchozího materiálu Při kování v otevřených zápustkách se vkládá do dutiny zápustky záměrně větší objem materiálu, než je objem dutiny (cílem je dokonalé vyplnění dutiny) Přebytečný materiál je potom vytlačen do výronkové drážky. Stanovení hmotnosti (objemu) polotovaru pro kování v otevřené zápustce: m P = m V + m od + m opal m VÝKOVKU = objem výkovku bez výronku a blány x ρ m odpadu = 0,2 x m výkovku (20%.m V ) - pro výkovky do 5 kg 0,15 x m výkovku (15%.m V ) - pro výkovky nad 5 kg m opalu = (3 5 %) x m výkovku (0,03 0,05). m V
12 Výchozí materiál bývá buď kruhového nebo obdélníkového průřezu. Průměr se volí tak, aby h 2,5 d. Volí se tak, aby v zápustce docházelo k přemísťování materiálu a zápustka se vyplňovala především pěchováním. 12 Volba ideálního předkovku. Je - li materiál při tváření v dutině zápustky příliš přemísťován, jsou materiálová vlákna rozstříknutá a nesledují obrys výkovku. Projeví se to snížením mechanických vlastností výkovku i špatnou zabíhavostí materiálu do dutiny zápustky. Proto materiál založený do zápustky musí mít správný tvar tzv. ideálního předkovku. Z toho plyne, že předtvarovací dutiny postupových zápustek u bucharů i lisů se řeší podle stejných zásad : od konečného tvaru v dokončovací dutině se postupuje k předkovacím dutinám. ZVLÁŠTNÍ ZPŮSOBY TVÁŘENÍ ZA TEPLA Jsou zde uvedeny pouze některé produktivní způsoby tváření, které samy o sobě nebo ve spojení s dalšími tvářecími postupy představují progresivní tvářecí technologie. Rotační kování.

13 13 Změny profilu trubek i tyčí se provádějí na rotačních kovacích strojích. Součásti větších průměrů než 50 mm se kovou (redukují) za tepla. Rotačním kováním se provádí speciální tvářecí operace, např. osazování kruhových nebo čtyřhranných tyčí, tváření drážkových dutin atd. Materiál je při tomto způsobu zcela využit. Válcování předkovků. Požadovaný tvar předkovků (vývalků) se získá též tvářením na kovacích válcích, na kterých je několik tvarových segmentů. Dosahuje se velkého stupně deformace tvářeného materiálu. Postup tváření materiálu na kovacích válcích (na několik průchodů) je na obrázku. Výroba předkovků na kovacích válcích je 5krát rychlejší než na bucharech. Spojení kovacích válců se svislými kovacími lisy představuje velmi výkonnou kovací jednotku. Válcování předkovků Příčné klínové válcování (PKV) Příčné klínové válcování (PKV) Používá se pro výrobu předkovků (vývalků) i pro výrobu polotovarů rotačních tvarů na hotovo. Při příčném klínovém válcování je tyč kruhového průřezu indukčně ohřáta a posunuta do tvářecího stroje. Maximální průměr vývalku 40 mm, délka 320 mm, výkon 10 až 20 vývalků za minutu.

14 Rotační výkovky velkých průměrů lze tvářet metodou Slick-Mill. Jde o kombinaci hydraulického lisu s válcováním. Spodní rotační zápustka je vyplňována tvářeným kovem za působení tlaku horního rotujícího disku. Vývalek je zhotoven na tomto zařízení za 60 až 80 s. 14 Protlačování za tepla Tvářený materiál je v uzavřené zápustce (průtlačnici) stlačován průtlačníkem. Tento způsob tváření se používá nejen na slitiny hliníku a mědi, ale i pro ocel. Vícecestné kování Materiál je v uzavřené zápustce podroben tlaku lisovníků z několika stran. Výkovky jsou přesné s minimálními přídavky na obrábění. Pro tento způsob tváření jsou nejvýhodnější speciální hydraulické lisy s pracovními válci ve vodorovném i svislém směru (vícecestné).
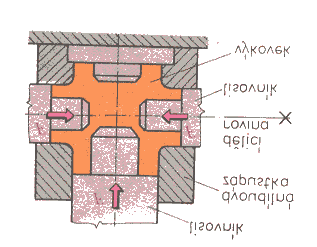
15 15 Vícecestné kování
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
STROJNÍ KOVÁNÍ Dělíme na volné a zápustkové.
 TVÁŘENÍ ZA TEPLA pro tváření za tepla ( i za studena ) jsou nejlepší nízkouhlíkové oceli Tahový diagram: Využitelná oblast pro tváření je mez úměrnosti, elasticity, kluzu a pevnosti. Je-li kovový monokrystal
TVÁŘENÍ ZA TEPLA pro tváření za tepla ( i za studena ) jsou nejlepší nízkouhlíkové oceli Tahový diagram: Využitelná oblast pro tváření je mez úměrnosti, elasticity, kluzu a pevnosti. Je-li kovový monokrystal
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Slouží jako podklad pro výuku tváření za tepla - zápustkové tváření. Text určen pro studenty 2. ročníku střední odborné školy oboru strojírenství.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Polotovary vyráběné tvářením za studena
 Polotovary vyráběné tvářením za studena Úvodem základní pojmy z nauky o materiálu Krystalová mřížka Krystalová mřížka je myšlená konstrukce, která vznikne, když krystalem proložíme tři vhodně orientované
Polotovary vyráběné tvářením za studena Úvodem základní pojmy z nauky o materiálu Krystalová mřížka Krystalová mřížka je myšlená konstrukce, která vznikne, když krystalem proložíme tři vhodně orientované
Tváření. Tváření za studena. Tváření za tepla
 Tváření Podstata: při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že se částice trvale přemisťují. Materiál, který je schopen měnit svůj tvar se nazývá plastický.
Tváření Podstata: při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že se částice trvale přemisťují. Materiál, který je schopen měnit svůj tvar se nazývá plastický.
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Návrh zápustky. Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 06 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
Testovací otázky II. ročník STT
 Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření za tepla, volné kování. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
LOGO. Struktura a vlastnosti pevných látek
 Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Zadání technologického postupu výkovku Název: Materiál: Přesnost: Počet kusů:
 Zpracoval: Doc. Ing. Jan Čermák, CSc., opravy květen/2004 Zadání technologického postupu výkovku Název: Materiál: Přesnost: Počet kusů: Postup řešení: 1) Pro zvolenou součást z předepsaného materiálu provést
Zpracoval: Doc. Ing. Jan Čermák, CSc., opravy květen/2004 Zadání technologického postupu výkovku Název: Materiál: Přesnost: Počet kusů: Postup řešení: 1) Pro zvolenou součást z předepsaného materiálu provést
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/1.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/1.0170 Vytváření nových sítí a posílení vzájemné spolupráce
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21)
") Kovář strojní (kód: 21-015-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Kovář strojní Kvalifikační
Kovář strojní (kód: 21-015-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Kovář strojní Kvalifikační
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
1. Úvod 1.1 Technická specifikace 1.2 Konstrukce nástrojů 2. Filosofie konstrukce zápustek
 ZÁKLADY KONSTRUKCE ZÁPUSTEK 1. Úvod Při návrhu konstrukce zápustek vycházíme z tvaru a materiálu daného výkovku a z požadavků zákazníka na jeho výrobu. Nejprve je však nutné stanovit jakou technologii
ZÁKLADY KONSTRUKCE ZÁPUSTEK 1. Úvod Při návrhu konstrukce zápustek vycházíme z tvaru a materiálu daného výkovku a z požadavků zákazníka na jeho výrobu. Nejprve je však nutné stanovit jakou technologii
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu Název projektu Jméno a adresa firmy Jméno a příjmení, tituly studenta: Modul projektu CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
LETECKÉ MATERIÁLY. Úvod do předmětu
 LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Projekt: 1.5, Registrační číslo: CZ.1.07/1.5.00/ Tepelné zpracování
 Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
ŠABLONY INOVACE OBSAH UČIVA. Označení STT Mel. 1. 20. Zpracování kovů tvářením za tepla a za studena. Interaktivní program na výměnném disku
 ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
HŘÍDELE. Tyto výrobky se stupňovitým osazením jsou kované na bucharech s rázovou energií kj.
 HŘÍDELE Taforge a.s. nabízí širokou škálu ocelových hřídelí nejrůznějších tvarových řešení ve velkém rozsahu hmotností. Svým zákazníkům nabízíme komplexní řešení jejich požadavků od návrhu výkovků, přes
HŘÍDELE Taforge a.s. nabízí širokou škálu ocelových hřídelí nejrůznějších tvarových řešení ve velkém rozsahu hmotností. Svým zákazníkům nabízíme komplexní řešení jejich požadavků od návrhu výkovků, přes
F = 0, 6 S k K (pozor na jednotky při dosazování)
") KAPACITNÍ VÝPOČTY Na základě stanovení příslušného typu tvářecího stroje je nutné určit či ověřit jeho velikost. Velikost stroje je možné v prvém přiblížení stanovit na základě diagramů výrobců tvářecích
KAPACITNÍ VÝPOČTY Na základě stanovení příslušného typu tvářecího stroje je nutné určit či ověřit jeho velikost. Velikost stroje je možné v prvém přiblížení stanovit na základě diagramů výrobců tvářecích
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Precipitace. Změna rozpustnosti je základním předpokladem pro precipitační proces
 Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Navrhování konstrukcí z korozivzdorných ocelí
 Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Zkoušky rázem. Vliv deformační rychlosti
 Zkoušky rázem V provozu působí často na strojní součásti síla, která se cyklicky mění, popř. Její působení je dynamického charakteru. Rázové působení síly je velmi nebezpečné, neboť to může iniciovat náhlou
Zkoušky rázem V provozu působí často na strojní součásti síla, která se cyklicky mění, popř. Její působení je dynamického charakteru. Rázové působení síly je velmi nebezpečné, neboť to může iniciovat náhlou
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Optimalizace nářadí pro transférové kování talířových kol na kovárenském lise Šmeral 4000 t
 Optimalizace nářadí pro transférové kování talířových kol na kovárenském lise Šmeral 4000 t Bakalářská práce Studijní program: B2301 Strojní inženýrství Studijní obor: 2301R000 Strojní inženýrství Autor
Optimalizace nářadí pro transférové kování talířových kol na kovárenském lise Šmeral 4000 t Bakalářská práce Studijní program: B2301 Strojní inženýrství Studijní obor: 2301R000 Strojní inženýrství Autor
3. Způsoby výroby normalizovaných polotovarů
 3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
ZÁPUSTKOVÉ KOVÁNÍ OZUBENÉHO KOLA
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZÁPUSTKOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZÁPUSTKOVÉ
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Technologie tváření kovů
 Technologie tváření kovů 1. Objemové tváření 1.1 Pěchování, stanovení technologických parametrů 1) Vyhodnocení průběhu vláken pozorovaných vzorků Obr.1 Nekovaná a kovaná součást Nekovaná součást vlákna
Technologie tváření kovů 1. Objemové tváření 1.1 Pěchování, stanovení technologických parametrů 1) Vyhodnocení průběhu vláken pozorovaných vzorků Obr.1 Nekovaná a kovaná součást Nekovaná součást vlákna
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Tvarový druh Technologické hledisko
 VOLBA ÚCHYLEK ROZMĚRŮ A TVARŮ Úchylky rozměrů a tvarů zahrnují: úchylky rozměrů přesazení otřep prohnutí Mezní úchylky a tolerance rozměrů výkovků se stanoví podle stupně přesnosti výkovku z největších
VOLBA ÚCHYLEK ROZMĚRŮ A TVARŮ Úchylky rozměrů a tvarů zahrnují: úchylky rozměrů přesazení otřep prohnutí Mezní úchylky a tolerance rozměrů výkovků se stanoví podle stupně přesnosti výkovku z největších
Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21)
") Kovárenský technik technolog (kód: 21-047-M) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Technolog
Kovárenský technik technolog (kód: 21-047-M) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Hornictví a hornická geologie, hutnictví a slévárenství (kód: 21) Týká se povolání: Technolog
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Klíčová slova: Výkovek, opěrný držák, zápustkové kování, klikový kovací lis, zápustka.
 ABSTRAKT Bc. KOPECKÝ Martin : Výroba opěrného držáku objemovým tvářením. Diplomová práce magisterského studia 5. roč., šk. r. 2007/2008, studijní skupina 2307 50/51. VUT v Brně, Fakulta strojního inženýrství,
ABSTRAKT Bc. KOPECKÝ Martin : Výroba opěrného držáku objemovým tvářením. Diplomová práce magisterského studia 5. roč., šk. r. 2007/2008, studijní skupina 2307 50/51. VUT v Brně, Fakulta strojního inženýrství,
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZÁPUSTKOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZÁPUSTKOVÉ
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
NAUKA O MATERIÁLU I. Zkoušky mechanické. Přednáška č. 04: Zkoušení materiálových vlastností I
 NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
Technologie výroby výkovků pro automobilový průmysl. Bc. Marek Ježík
 Technologie výroby výkovků pro automobilový průmysl Bc. Marek Ježík Diplomová práce 2016 Příjmení a jméno: Bc. Marek Ježík Obor: Výrobní Inženýrství P R O H L Á Š E N Í Prohlašuji, že beru na vědomí,
Technologie výroby výkovků pro automobilový průmysl Bc. Marek Ježík Diplomová práce 2016 Příjmení a jméno: Bc. Marek Ježík Obor: Výrobní Inženýrství P R O H L Á Š E N Í Prohlašuji, že beru na vědomí,
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZÁPUSTKOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZÁPUSTKOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TĚLESA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA TĚLESA
Poruchy krystalové struktury
 Tomáš Doktor K618 - Materiály 1 15. října 2013 Tomáš Doktor (18MRI1) Poruchy krystalové struktury 15. října 2013 1 / 30 Poruchy krystalové struktury nelze vytvořit ideální strukturu krystalu bez poruch
Tomáš Doktor K618 - Materiály 1 15. října 2013 Tomáš Doktor (18MRI1) Poruchy krystalové struktury 15. října 2013 1 / 30 Poruchy krystalové struktury nelze vytvořit ideální strukturu krystalu bez poruch
ZPŮSOB VÝVOJE VÝKOVKU V PODMÍNKÁCH MODERNÍ KOVÁRNY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZPŮSOB VÝVOJE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ZPŮSOB VÝVOJE
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
12. Struktura a vlastnosti pevných látek
 12. Struktura a vlastnosti pevných látek Osnova: 1. Látky krystalické a amorfní 2. Krystalová mřížka, příklady krystalových mřížek 3. Poruchy krystalových mřížek 4. Druhy vazeb mezi atomy 5. Deformace
12. Struktura a vlastnosti pevných látek Osnova: 1. Látky krystalické a amorfní 2. Krystalová mřížka, příklady krystalových mřížek 3. Poruchy krystalových mřížek 4. Druhy vazeb mezi atomy 5. Deformace
Technologický postup žíhání na měkko
 Předmět: Ročník: Vytvořil: Datum: Strojírenská technologie čtvrtý V. Večeřová 25.6.2012 Název zpracovaného celku: Technologický postup žíhání na měkko Technologický postup žíhání na měkko Zadání: Navrhněte
Předmět: Ročník: Vytvořil: Datum: Strojírenská technologie čtvrtý V. Večeřová 25.6.2012 Název zpracovaného celku: Technologický postup žíhání na měkko Technologický postup žíhání na měkko Zadání: Navrhněte
Vlastnosti a zkoušení materiálů. Přednáška č.3 Pevnost krystalických materiálů
 Vlastnosti a zkoušení materiálů Přednáška č.3 Pevnost krystalických materiálů Zpevnění monokrystalu a polykrystalického kovu Monokrystal Atomy jsou pravidelně uspořádány, tvoří trojrozměrné útvary, které
Vlastnosti a zkoušení materiálů Přednáška č.3 Pevnost krystalických materiálů Zpevnění monokrystalu a polykrystalického kovu Monokrystal Atomy jsou pravidelně uspořádány, tvoří trojrozměrné útvary, které
Tváření. 1.1.1 Podstata, účel, použití, rozdělení a základní pojmy
 Tváření 1.1.1 Podstata, účel, použití, rozdělení a základní pojmy Tváření je technologie zpracování kovů ať již čistých, či slitin, které však mají společnou technologickou vlastnost tvářitelnost. Podstatu
Tváření 1.1.1 Podstata, účel, použití, rozdělení a základní pojmy Tváření je technologie zpracování kovů ať již čistých, či slitin, které však mají společnou technologickou vlastnost tvářitelnost. Podstatu
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY TECHNOLOGIE ZÁPUSTKOVÉHO KOVÁNÍ HŘÍDELE SHAFT MANUFACTURING USING FORGING TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY PŘESNÉ KOVÁNÍ PRECISION FORGING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PŘESNÉ KOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PŘESNÉ KOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV KONSTRUOVÁNÍ INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN VÝKOVKY V TECHNICKÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV KONSTRUOVÁNÍ INSTITUTE OF MACHINE AND INDUSTRIAL DESIGN VÝKOVKY V TECHNICKÉ