Spojování potrubí. pomůcka pro učební obor Instalatér. Ing. Jitka Daňková
|
|
|
- Vendula Valentová
- před 9 lety
- Počet zobrazení:
Transkript
1 Spojování potrubí pomůcka pro učební obor Instalatér Ing. Jitka Daňková

2 Spojování potrubí Celá potrubí zdravotních instalací jsou tvořena trubkami, tvarovkami, armaturami, které jsou spojovány nejrůznějšími způsoby. Kvalita těchto spojů, vedle se správnou volbou materiálu pro potrubí je základním předpokladem pro spolehlivost provozu celého potrubí. Případné opravy na potrubí narušují provoz, způsobují problémy a dochází při nich k ekonomickým ztrátám. Způsob spojení částí potrubí je dán materiálem trub a armatur a provozními parametry potrubí. Základní požadavky kladené na trubní spoje: Trvanlivost odpovídající ostatním částem potrubí. Trvalá těsnost spoje zevnitř ven a opačně. Spoj nesmí zeslabovat stěnu trubky ani zmenšovat její vnitřní průřez. Pevnost musí odpovídat požadavkům provozu potrubí. Přiměřená pružnost. Snadná montáž (bez složitého zařízení a zvýšených nároků pro správné provedení).

3 Hrdlové spoje Trubka má jeden konec opatřen hrdlem, do kterého se zasune hladký konec připojované trubky. Používáme u ocelových, litinových, kameninových, betonových, plastových trubek. Prostor mezi hrdlem a hladkým koncem připojované trubky je vyplněn těsněním (závisí na materiálu trub a provozních podmínkách potrubí). (1)

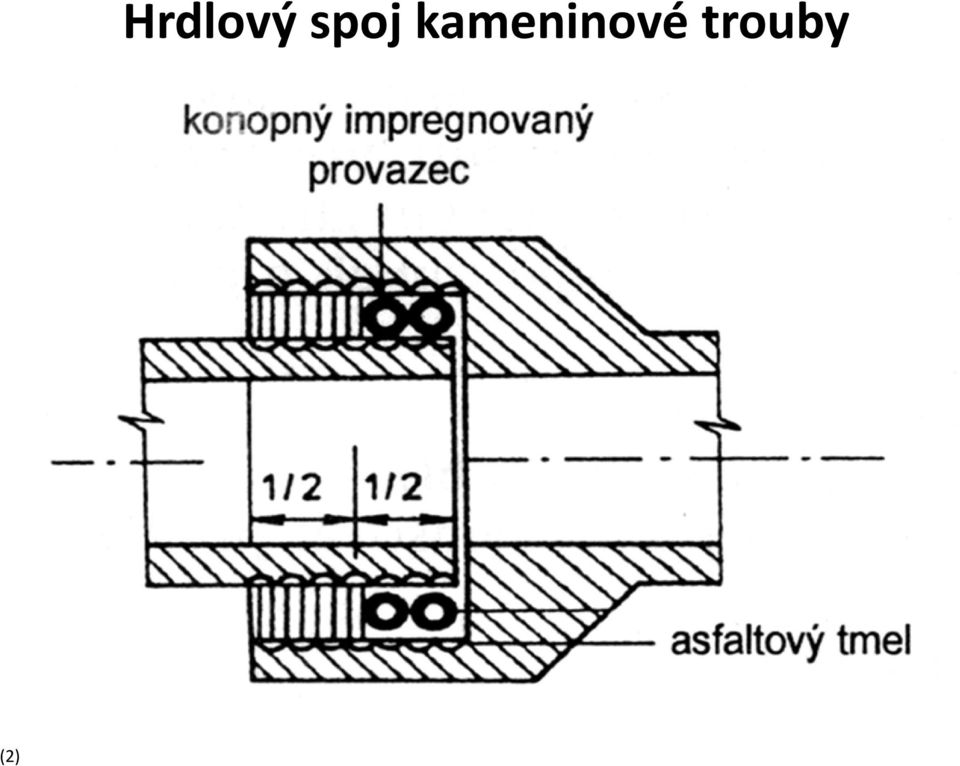
4 Hrdlové spoje kameninových trub U hrdlových spojů kameninových trub lze používat těsnění: 1. Konopný asfaltový nebo dehtovaný provazec a asfaltový tmel. Provazec u tohoto způsobu spojování vystřeďuje trouby, utěsňuje spoj a zabraňuje vtečení asfaltu do potrubí. Pro menší průměry potrubí se používá 14pramenný, pro větší průměry 18pramenný nebo 22pramenný provazec. Provazec musí být pevně stočený a musí doléhat na stěny hrdla. Asfaltová zálivka je tmel ze směsi asfaltu, parafínových olejů a moučky z křemičitého písku. Asfalt měkne při 60 C a taví se při teplotě asi 200 C.

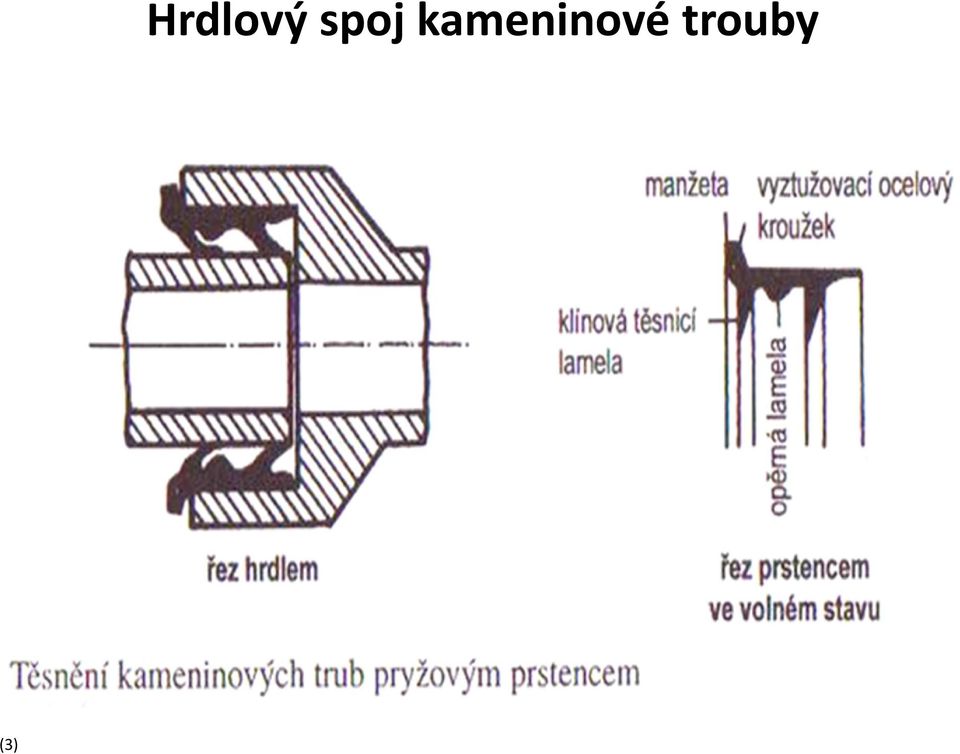
5 Postup práce: na rovný konec trouby se jednou nebo dvakrát ovine provazec, trouba se zasune do hrdla, k základnímu ovinutí se zatlačí opatrně další provazec tak, aby se vyplnila asi ½ délky hrdla, takto se spojí několik trub, provede se zálivka asfaltem, předtím je ale nutno před hrdlem ovinout pryžovou hadici, která se po zatvrdnutí asfaltu odstraní, roztavený asfalt se lije tenkým proudem buď z pánve, ze lžíce nebo z konve, aby mohl unikat vzduch. 2. Pryžový těsnící kroužek Tento způsob spojování je méně pracný. Do hrdla kameninové trouby nasadíme pryžový prstenec, který je opatřen ocelovým kroužkem. Ocelový kroužek drží těsnění v hrdle trouby. Do takto připraveného hrdla zasuneme rovnou část druhé trouby, čímž dojde k zatlačení těsnících výstupků proti směru tlaku dopravované kapaliny a tím k pevnému utěsnění.

6 (2) Hrdlový spoj kameninové trouby
7 (3) Hrdlový spoj kameninové trouby
8 Hrdlové spoje betonových trub Těsnění hrdel se provádí tak, že se spára uzavře cementovou maltou, utěsní se provazcem a zalije se cementovou kaší nebo asfaltovým tmelem. Betonové trouby s polodrážkou se těsní jen cementovou maltou. Železobetonové tlakové trouby se těsní pryžovým kroužkem umístěným v drážce hladkého konce trouby. (4)

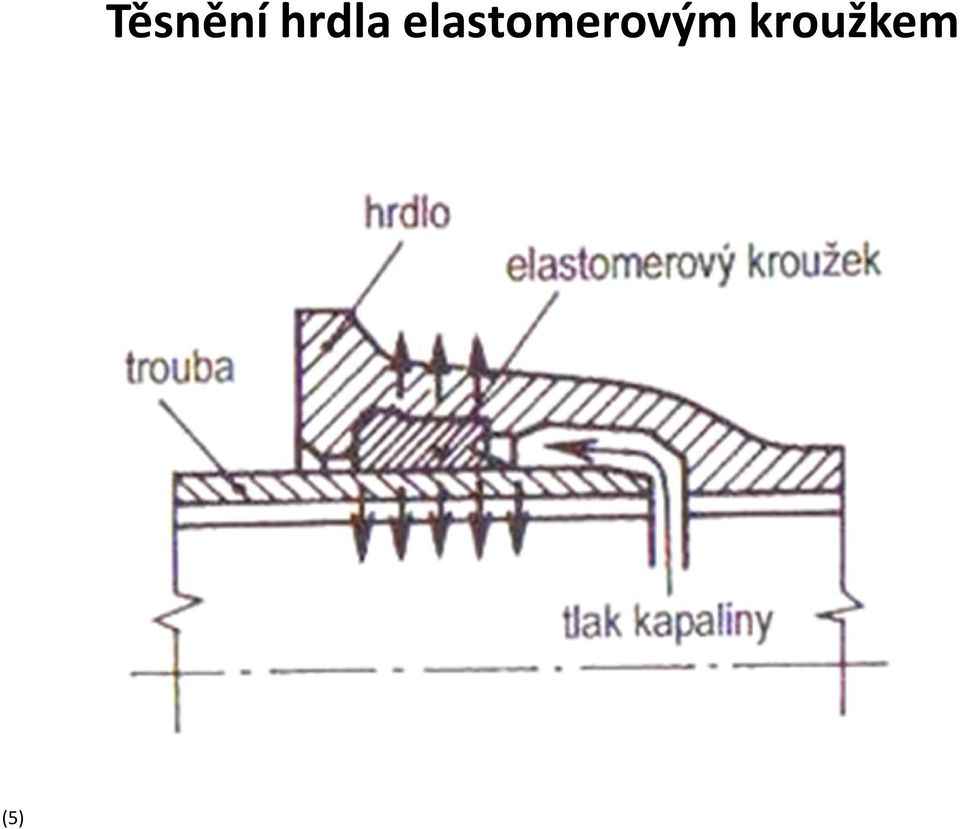
9 Hrdlové spoje litinových a ocelových trub Hrdla kanalizačních litinových trub se těsní obdobně jako hrdla kameninových trub. Při vhodném provedení dovolí hrdlový spoj nepatrné pootočení při kladení potrubí, takže lze měnit směr potrubí a vytvořit oblouk o velkém poloměru. Hrdlový spoj se provádí tak, že se provazec v hrdle dokonale upěchuje, čímž se dosáhne těsnosti spoje. Pro svislá potrubí se používá provazec suchý, pro ležatá potrubí provazec impregnovaný. Jako zálivka se používá cementová malta a hliníková vlna. Pro vodovodní tlakové litinové nebo ocelové trouby se jako těsnící materiál v současné době používá pryžová těsnící manžeta nebo elastomerový kroužek. Vodotěsnost je zajištěna stlačením tohoto kroužku s rostoucím tlakem kapaliny roste i kontaktní síla mezi kroužkem a potrubím. Kromě tohoto jednoduchého kroužku jsou vyvinuty i složitější varianty, např. kroužek doplněn o kovové zuby, které se zachytí na hladkém konci trubky.

10 (5) Těsnění hrdla elastomerovým kroužkem
11 Hrdlové spoje plastových trub Používá se pro odpadní trouby z PVC, z PP nebo PE. Trouby i tvarovky se dodávají s hotovými hrdly, tato hrdla jsou opatřena drážkou pro pryžové těsnění. Postup při spojování: pryžový kroužek vložíme do hrdla, kroužek a hladký konec zasunované trouby natřeme kluzným prostředkem (mazlavé mýdlo nebo glycerinové želé,!!!nesmí se použít prostředek na bázi ropných produktů poškození pryžového kroužku!!!), troubu zasuneme do hrdla. Pokud byly trubky zkracovány, musíme jejich konec zkosit ručně nebo přípravkem pod úhlem 15 kvůli snadnějšímu zasouvání. Délka zasunutí trubky do hrdla má být taková, aby mezi dnem hrdla a koncem zasunuté trubky vznikla mezera (trubku nejprve zcela zasuneme, tužkou vyznačíme konec hrdla a pak o mm troubu z hrdla povytáhneme). Vzniklá mezera umožňuje dilataci tj. osový posuv při prodloužení potrubí následkem vyšší teploty.

12 Tvar pryžového kroužku je různý. U PVC menších průměrů se používá kroužek s kruhovým průřezem (O-kroužek), u větších průměrů je v hrdle lichoběžníková drážka, dva výztužné kroužky z PVC a profilovaný kroužek. U PP a PE se používají kroužky s břity. Trouby menších průměrů se zasouvají do hrdla ručně, při spojování trub větších průměrů než DN 200 je výhodné použít pro tuto práci montážní přípravek. Dilatační mezera (6)

13 (7) Hrdlo s těsnícím kroužkem

14 Přírubové spoje litinových a ocelových trub Příruby jsou desky kolmé k ose potrubí. Jsou většinou kruhové, výjimečně oválné či jiného tvaru. (8)

15 Mají upravené těsnící plochy a potřebný počet otvorů pro šrouby (vždy dělitelné čtyřmi). Těsnosti přírubového spoje se dosáhne pevným stažením přírub tak, aby bylo sevřeno vložené těsnění po celém obvodu. Jako těsnění se běžně používá pryž, kůže nebo klingerit. Vyhýbáme se ukládání těchto spojů volně do země (koroze šroubů). Příruby jsou k troubám připojeny různými způsoby: u odlévaných trub je příruba odlita současně s troubou, příruba je k troubě přivařená, trubka s přírubou je spojená zaválcováním, příruba je našroubovaná na závitovou trubku, příruba se opírá o lem vytvořený na trubce a je volná, otočná.

16 Přírubové spoje plastových trub Tyto spoje jsou u plastových trub méně časté. Používají se u připojení potrubí na nádrže, litinové nebo ocelové trouby, přírubové armatury. Možností je několik, ale ne všechny jsou však vyhovující mohou se v praxi utrhnout zejména při dilatování potrubí a způsobit tak poruchu potrubí. Používá se: přivařený nákružek a nasunutá volná plastová nebo ocelová pozinkovaná příruba nebo nátrubek přilepený k trubce a na něm volná příruba.

17 (9) Spoj s nákružkem a spoj s nátrubkem

18 Závitové spoje Používají se většinou pro spojování ocelových závitových trubek pomocí fitinků. Spoj je tuhý, nedovoluje vzájemné pohyby spojovaných částí, je trvale těsný a přenáší osová zatížení. Provedení vnitřní závit je válcový trubkový a vnější závit je kuželový. Tolerance závitů jsou poměrně hrubé, proto je nutné jako těsnění použít konopí (impregnované fermeží) nebo teflonovou pásku. Postup závit na trubce omotáme konopím nebo teflonovou páskou, od konce závitu ke konci trubky, natřeme fermeží a našroubujeme až ke konci závitu fitink s vnitřním závitem. Volné závity nesmějí být vidět, proto je stanovená délka závitů vyřezávaných na trubkách stanovená tabulkami. Ve vodovodních instalacích a u ústředního vytápění se běžně používají šroubení, v praxi nazývané holendry. Dodávají se jako fitinky přímé nebo rohové. Jako těsnění se používá guma, kůže, fíbr, klingerit. (10)

19 Pájené spoje Pájením se nerozebíratelně cestou působením vhodného zdroje tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného materiálu tzv. pájky, která má odlišné chemické složení a nižší bod tavení než základní (pájený) materiál. Při pájení nedochází v místě spoje k natavení spojovaných materiálů. Ohřívá se buď jen pájené místo, nebo celá součást. Spojení nastává nejčastěji v důsledku vzájemné difuze a rozpustnosti pájky a základních materiálů. Spoj vzniká spojením tří materiálů: základního, pájky a tavidla. Pro pájení se používá pájedlo (nástroj, který umožňuje natavit přídavný materiál) a pájka (přídavný materiál). Pájedlo: Pájka: Tavidlo: elektrická odporová (pro pájení měkké) kyslíko-acetylenový plamen (pro pájení tvrdé) dříve se používala benzinová pájedla pájedla nahřívaná plamenem vykazuje značně nižší teplotu než pájený materiál má jiné chemické složení než pájený materiál chrání pájku a spojované části před oxidací, jsou ve formě prášku, pasty, roztoku.
 a pájka (přídavný materiál).")
20 Nejdůležitější vlastnosti pájky: 1. smáčivost schopnost pájky přilnout k základnímu materiálu 2. vzlínavost schopnost pájky zatékat do úzkých spár Podle teploty pájení rozděluje ČSN pájení na: 1. Měkké pájení, s použitím tavidla, kdy pájka má teplotu tavení pod 450 C. 2. Tvrdé pájení, s použitím tavidla, kdy pájka má teplotu likvidu nad 450 C. 3. Vysokoteplotní pájení, tvrdé pájení bez tavidla v ochranné atmosféře nebo ve vakuu pájkou, jejíž teplota tavení je nad 950 C. Měkké pájky s teplotou tavení do 500 [ C] jsou hlavně cínové buď čistý Sn (má teplotu tání 232 C), nebo častěji slitiny Pb Sn. Méně časté jsou slitiny obsahující Bi, Zn a Ag. Nakonec jsou to pájky zvláštní např. slitina Sn70 Zn, která je určena k měkkému pájení hliníku. Všechny měkké pájky se dodávají ve tvaru litých tyček, zrn a trubiček s náplní tavidla. Obecně se měkké pájky používají na spoje malé pevnosti. Pro měkké pájení se používá jako tavidlo vodní roztok chloridu zinečnatého nebo amoniaková sůl. Zbytky tavidel se musí opláchnout vodou, aby se zabránilo jejich korozivním účinkům. Měkké pájení se používá ke spojování měkčích i tvrdých ocelí, pozinkovaných i pocínovaných ocelových plechů, hliníku, slitin mědi apod. Při pájení plechů do tloušťky asi 2 mm se používá pájedla.
, nebo častěji slitiny Pb Sn. Méně časté jsou slitiny obsahující Bi, Zn a Ag.")
21 Postup: Očištěný a tavidlem natřený konec trubky zasuňte až na doraz do tvarovky a rovnoměrně zahřívejte rozptýleným plamenem. Při příliš velkém zahřátí tavidlo shoří a páka nemůže smáčet, ale ukapává. Při pájení naměkko se pracovní teplota pozná roztavením pasty k měkkému pájení (stříbrná barva). Po ohřevu pájeného místa hořák odklonit od spoje. Tyčinku pájky dotykově přiložíme k pájecí kapilární mezeře. Zde se odtavuje bez přímého působení plamene, dokud není na vnějším okraji tvarovky viditelný pájecí žlábek. V okamžiku ochlazení se místo spojení nesmí otřásat, protože se pájka nezpevňuje nárazově, ale v rámci svého rozmezí tavení. (11)
22 Tvrdé pájky jsou na bázi slitin mědi, hliníku a stříbra. Patří sem např. pájky mosazné a slitiny typu Al Si. Dodávají se ve formě housek, drátů apod. Používají se na spoje větší pevnosti. Stříbrné pájky vytvářejí houževnatější spoje než pájky mosazné. Před pájením je nutno pájené plochy dokonale očistit mechanicky i chemicky, aby se zabránilo oxidaci a také aby se zvětšila smáčivost a vzlínavost používaného tavidla. Pro tvrdé pájení oceli a mědi se používá jako tavidlo zrnitá směs boraxu a kyseliny borité. Pro pájení mosazi borax nebo jeho směs s chloridem a uhličitanem sodným. Zbytky tavidel se odstraní vodou nebo mořením v roztoku kyseliny chlorovodíkové a neutralizací čpavkovou vodou. Tvrdé pájení se používá tam, kde je spoj namáhán na tah. Pájí se hliník a jeho slitiny, ocel s jinými kovy apod. K ohřevu se nejčastěji používá kyslíkoacetylenový plamen seřízený na teplotu pájení.
23 Postup: Očištěný a tavidlem natřený konec trubky nasuňte až na doraz do tvarovky a rovnoměrně zahřívejte rozptýleným plamenem. Při příliš velkém zahřátí tavicí přísada shoří a páka nemůže smáčet, ale ukapává. Při pájení natvrdo se správná pracovní teplota dosáhne při tmavočerveném žáru. Pájka se přiloží na pájené místo do rozptýleného plamene a odtavuje se vlivem plamene, přechází do kapilární spáry až ji zcela vyplní. Při tvrdém pájení trubek velkých průměrů se postupuje po obvodu a pájka se roztavuje v zónách. (12)
 Kapilární (úzká spára) Podmínkou kapilárního pájení (dokonalého vzlínání pájky) je, že mezi trubkou a tvarovkou musí")
24 Kapilární pájení Pro spojování měděných trubek se používá téměř výhradně pájení kapilární. Podle způsobu nanášení pájky se rozlišuje pájení: Nánosové Spárové (široká spára) Kapilární (úzká spára) Podmínkou kapilárního pájení (dokonalého vzlínání pájky) je, že mezi trubkou a tvarovkou musí být pouze taková mezera, která odpovídá kapilární spáře. Rozdíl vnějšího průměru trubky d₂ a vnitřního průměru tvarovky d₁ musí být v rozmezí d₁ - d₂ = 0,02 až 0,3 mm u potrubí do průměru 54 mm, d₁ - d₂ = 0,02 až 0,4 mm u potrubí nad průměr 54 mm. a) kapilární elevace (důsledek vzlínání pájky) b) kapilární deprese (13)
25 Druhou podmínkou kapilárního pájení je, že pájka musí být ve stavu dokonale smáčivé a vzlínavé kapaliny. Musí se používat předepsaná pájka i tavidlo. Pájené součásti musíme ohřát na pájecí teplotu plynovým hořákem nebo odporovými kleštěmi. Tvarovky ke kapilárnímu pájení Kapilární pájení (14)
26 Svařované spoje Svařování je nerozebiratelné spojování materiálů stejného složení. Rozlišujeme svařování: 1. tavné plamenem, elektrickým obloukem (svařování v ochranné atmosféře, svařování pod tavidlem), paprskem (laserovým paprskem, svařování paprskem elektronů). Spojované části jsou na styčných plochách roztaveny. 2. tlakové odporové (bodové, bradavkové, švově, na tupo), laserem, obloukem, třením. Spojované části jsou ohřáty do těstovitého stavu a pak stlačeny. Svařujeme buď s přídavným materiálem nebo bez přídavného materiálu. V instalatérské praxi se používá výhradně tavné svařování plamenem pro spojování ocelových potrubí plynovodů a ústředního vytápění. Svařováním se spojují i plastové materiály (pouze termoplasty).
27 Svařování plamenem Aby byla osoba oprávněná pro práci svařování plamenem, musí absolvovat základní kurz svařování. Ústřední zkoušky mohou vykonat ty osoby, které prokazatelně svařovali půl roku příslušnou metodou. Zkoušky platí po dobu dvou let, po uplynutí této doby se jejich platnost prodlužuje přezkoušením. Zařízení pro svařování plamenem Ve svářečské praxi se potřebné teplo pro svařování plamenem vytváří hořlavým plynem acetylén a plynem podporujícím hoření kyslík. Plyny jsou uchovány v ocelových lahvích na kyslík a acetylén. Lahve jsou označeny barevným pruhem a mají speciální lahvové ventily, aby nedošlo k jejich záměně. Lahvové ventily slouží k uzavírání a otevírání lahví, k jejich plnění a vyprazdňování a k nasazení redukčního ventilu. Zařízení se dále skládá z tlakových hadic a ze svařovacího hořáku. Kyslík je v láhvi stlačen (přetlak 15 MPa), acetylén nelze bezpečně stlačit (mohl by explodovat), proto je láhev naplněna pórovitou hmotou, která je prosáklá acetonem. Acetylén nesmí přijít dlouhodobě do styku s mědí, stříbrem a rtutí, protože vznikají výbušné látky. Také se vzduchem a kyslíkem tvoří acetylén výbušnou směs.
28 Redukční ventil reguluje tlak snižuje tlak z láhve na požadovanou pracovní hodnotu a zajišťují stálý tlak během svařování, kdy v láhvi důsledkem odběru tlak klesá. Na manometru /M/ čteme tlak v láhvi, pracovní tlak si nastavíme pomocí regulačního šroubu /R/. (15)
29 Svařovací hořák - zde dochází ke směšování acetylénu a kyslíku na hořlavou směs. Rozlišujeme hořáky svařovací, řezací a speciální. Svařovací hořáky jsou nízkotlaké (injektorové) a vysokotlaké (směšovací). Tam, kde se oba plyny odebírají z lahví (ne z vyvíječů) se používají vysokotlaké hořáky. (16)
30 Podle poměru směsi kyslík acetylén rozlišujeme druhy kyslíkoacetylénových plamenů: Používá se při většině svářečských prací, poměr acetylénu a kyslíku je asi 1: 1. Má přebytek kyslíku, kratší svařovací kužel. Používá se ke svařování mosazi, bronzu. Má přebytek acetylénu, používá se ke svařování hliníku a navařování tvrdých kovů. Nehodí se pro svařování oceli. (17)
31 Postupy svařování při svařování plamenem Svařování dopředu - svařovací drát je veden před hořákem dopředu. Je méně náročný způsob svařování, než vzad. Tímto postupem je větší nebezpečí nedokonalého provaření kořene svaru vlivem předbíhání svarové lázně. Použití tohoto postupu je vhodné pro tenké plechy do tloušťky 4 mm. Svařování dozadu - svařovací drát postupuje za hořákem, plamen je směrován na tavnou lázeň i na chladnoucí svar. Dochází tím k ochraně tavné lázně i tuhnoucího svaru před nepříznivými účinky okolní atmosféry. Svařováním vzad dosáhneme kvalitnější svary, zaručené provaření kořene, menší pnutí a deformace. Tento způsob je předepsaný pro namáhané svary nejrůznějších konstrukcí.
32 Základní rozdělení druhů svarových spojů vlevo nahoře tupé, stykové svary, vlevo dole rohové svary, vpravo nahoře koutové svary, vpravo dole přeplátovaný svar (18)
33 Bezpečnost práce při svařování plamenem Pro svařování plamenem jsou oprávněny pouze osoby, které: Dovršily věku 18 let. Absolvovaly výcvik a složily základní zkoušky svářečů. Byly lékařem uznány zdravotně způsobilé pro tuto práci. Byly pověřeny pro tuto práci zaměstnavatelem. Mají platný svářečský průkaz. Svářeč musí dodržovat předepsané ochranné osobní pomůcky (pracovní obuv, vhodný oděv, pokrývka hlavy, kožené rukavice, brýle s tmavými skly). Místo svařovacích prací musí být zakryté k ochraně druhých osob před odletujícími jiskrami a zářením. Zapálené hořáky musí být odkládány na vhodnou podložku, plamen nesmí směřovat k lahvím a má být od nich vzdálen min. 3 m. Všechny další předpisy jsou stanoveny v ČSN Bezpečnostní ustanovení pro svařování plamenem a řezání hořákem.
34 Svařování potrubí z plastů Důležité veličiny při tomto druhu spojování jsou čas, tlak, teplota. Na svařovaný materiál po určitou dobu působí tlak a teplota, spojované díly se nataví, materiál se propojí a vznikne spoj. Dobrý spoj je takový, který má min. takovou pevnost jako základní materiál. Svařováním lze spojovat pouze termoplasty. Svařujeme vždy pouze stejné typy materiálů, protože každý druh plastu má svoji svařovací teplotu, která se musí dodržet. Je-li teplota nižší, dochází ke studeným spojům, pokud svařovací teplotu překročíme, dochází ke zhoršení vlastností materiálu. Svařování je jednoduchý, spolehlivý a rychlý způsob spojování plastů. Některé zásady si ovšem instalatér musí osvojit.
35 (19)
36 Svařování na tupo Tímto způsobem se svařují hlavně trubky větších průměrů z polyetylénu, polybutenu a polypropylénu. Potřebné nářadí pro svařování : hydraulicky řízený upínací přípravek termostaticky řízené svařovací zrcadlo (zrcadlová svářečka) hoblík pro úpravu čelních ploch trubky (tavrovky) Příprava svařovacích ploch: 1. Trubky a tvarovky jsou upnuty do upínacího přípravku a vyrovnány tak, aby čelní plochy byly navzájem paralelní. 2. Konce trubního materiálu, které mají být svařeny, se orovnají v upnutém stavu současně hoblíkem. Poté se odstraní třísky. Opracovaná místa pro svaření nesmí být ani znečištěna, a to ani dotykem. V opačném případě je nutné opětné hoblování. 3. Odhrotit konce trubek, pokud je to potřebné a obě svařované plochy vyčistit čisticím prostředkem. 4. Zkontrolovat rovnoběžnost ploch a přesazení svařovaných dílů. 5. Před začátkem svařování díly vyrovnat a nastavit tlak, zkontrolovat teplotu povrchu a připravenost svařovacího zrcadla. Svařovací zrcadlo nesmí být ani znečištěné, ani mechanicky poškozené.
37 Postup svařování 1. Umístíme topný element mezi oba svařované díly a oboustranně přitiskneme spojované plochy sespecifickým vyrovnávacím tlakem. Ve vyrovnání pokračujeme až do výše výstupku 1 mm. 2. Ohřátí po dosažení výše výronku 1 mm tlak redukujeme a obě dvě svařované plochy při dodržení času ohřevu nahřejeme. 3. Přestavovací fáze - nejdříve oddělíme spojované plochy od topného elementu, vyjmeme a odstraníme topné zrcadlo. 4. Spojíme nahřáté svařované plochy, přičemž nastavovaný tlak se kontinuálně zvyšuje až na potřebnou výši. 5. Ochlazení svaru se provádí při dodržení předepsaného tlaku po celou dobu potřebného času ochlazování. 6. Kontrolu svařovaného spojení provádíme vizuální kontrolou svařovacího švu, resp. výronku po svařování.
38 (20) Svařování na tupo
39 Polyfúzní svařování Tento způsob spojování plastových trubek a tvarovek je velmi často používán, je výhodný pro menší dimenze tlakových rozvodů studené i teplé vody i pro rozvody ústředního vytápění. Zdrojem tepla je polyfúzní svářečka, která je osazena ohřívacím tělesem polyfúzním nástavcem potřebné dimenze (zrcadlová, trnová). (21) (22)
40 Trnová svářečka má topný trn, na který se nasazují svařovací nástavce potřebných průměrů. Zrcadlová svářečka má topné zrcadlo, na které se šrouby připevňují svařovací nástavce. Ohřívací nástavce jsou vnitřní ohřívaní vnější část trubky a vnější ohřívají vnitřní část hrdla tvarovky. Tvarovka má hrdlo kónicky zúžené. Nástavce jsou dimenzovány stejně jako potrubí. Postup při svařování: 1. Naměříme potřebnou délku trubky a trubku odřízneme. Musíme-li při tom použít pilku na železo, nožem očistíme odříznutý okraj trubky od otřepů. Dále se doporučuje nožem nebo speciálním přípravkem srazit pod úhlem vnější okraj konce trubky určený pro nahřátí, a to především u průměru nad 40 mm. Tím se zabrání hrnutí materiálu při zasouvání konce trubky do tvarovky. 2. Při svařování větších profilů (nad 40 mm) je velmi důležitá kontrola kvality a je nezbytně nutné před svařováním provést oškrábání zoxidované vrstvy (tl. 0,1mm) na povrchu trubky v délce zasunutí. Zoxidovaná vrstva má nepříznivý vliv na kvalitu svaru. 3. Fixem nebo značkovačem se doporučuje označit na trubce délku zasunutí konce trubky do tvarovky podle hloubky navařovací objímky tvarovky. Přitom je třeba vzít v úvahu, že konec trubky nesmí být dotlačen až k dorazu v objímce tvarovky. Musí zůstat volná mezera min. 1 mm pro shrnutý materiál, který by zužoval průřez tvarovky v místě svaru.
41 4. Dále se doporučuje označit pozici svaru na trubce i na tvarovce, tím se zabrání pootočení trubky vůči tvarovce po zasunutí. K tomuto účelu lze využít montážní rysky na tvarovkách. 5. Po označení je nutné svařované plochy očistit a odmastit. Bez tohoto odmaštění nemusí dojít k ideálnímu propojení natavených vrstev! Nyní přistoupíme k vlastnímu nahřívání. 6. Nejprve nasuneme na nahřátý trn tvarovku, která má silnější stěnu než trubka a prohřívá se déle a zkontrolujeme, zda není na trnu příliš volná. Tvarovku, která nedosedá po celém povrchu na trn, vyřadíme, protože nerovnoměrné nahřívání vede k nekvalitnímu svaru. Po tvarovce zasuneme do nahřívacího trnu trubku. Pro těsnost zasunutí platí totéž, co pro tvarovku.
42 7. Obě části nahříváme po stanovenou dobu. Doba prohřívání se měří od chvíle, kdy jsou trubka i tvarovka nasunuty na polyfúzním nástavci v plné délce, která byla vyznačena. Při špatném zasouvání trubky a tvarovky na trn je možné mírné pootáčení obou dílů (max. 10 ) než jsou nasunuty v požadované délce. Během prohřívání není dovoleno žádné pootáčení, aby nedošlo ke shrnování materiálu. 8. Po uplynutí nahřívací doby vyjmeme z nástavců tvarovku i trubku a spojíme tak, že trubku mírným pomalým stejnoměrným tlakem zasuneme bez pootočení osově do objímky tvarovky až po hloubku zasunutí. Zkontrolujeme osové spojení trubky s tvarovkou. Čerstvý spoj je třeba fixovat po dobu s, než dojde k částečnému zchladnutí spoje, který již nedovolí povyjetí trubky z tvarovky, způsobené svařovacím tlakem, a změnu polohy tvarovky vůči trubce. Napuštění potrubí vodou je možné nejdříve 1 hodinu po provedení sváru.
43 (23) Polyfúzní svařování - postup
44 Svařování elektrotvarovkami Elektrosvařování je metoda, při které vznikne pevný homogenní spoj pomocí elektrtvarovky a elektrosvářečky. Lze použít na všechny typy svařitelných plastových trubek všech světlostí. Elektrotvarovky jsou speciální tvarovky, které mají v sobě vinutí odporového drátu ten se rozžhaví když jím prochází elektrický proud. Uprostřed tvarovky je výstupek na doraz trubky. Jejich nevýhoda je vyšší cena. Některé tvarovky mají na boku kontrolní body, které slouží pro vizuální kontrolu hotového svaru. Při sváření dochází ke zvětšení objemu materiálu a ten se vytlačí ven v těchto místech. Jiná vizuální kontrola termobod samolepka, která je přilepená na tvarovce a mění svoji barvu podle stavu dokončení svaru. Elektrosvářečka je transformátor, který dodává potřebnou dobu proud do elektrotvarovky. Tato doba je dána materiálem, průměrem potrubí, tloušťkou stěny a teplotou okolí. Liší se od sebe způsobem ovládání a konstrukcí.
45 Elektrotvarovky (24) (25)
46 Postup při svařování elektrotvarovkami Na konce svařovaných částí, očištěných od oxidační vrstvy (pomocí škrabek) a odmaštěných, se na nasune elektrotvarovka, svařované části se doporučuje zafixovat. Připojí svařovací kabel svařovacího přístroje ke konektorům elektrotvarovky. Parametry svařování (napětí, proud a čas) je možné zadat do přístroje obvykle dvěma způsoby - manuálně podle tabulkových údajů pomocí ovládacích tlačítek nebo z čárového kódu umístěného na elektrotvarovce prostřednictvím čtecího pera. Mohou být korigovány svařovacím přístrojem v závislosti na venkovní teplotě. Po spuštění vlastního procesu svařování přístroj reguluje přívod elektrického proudu do odporového vinutí elektrotvarovky, čímž se nataví materiál elektrotvarovky i svařovaných částí v místě spoje. Po ukončení fáze svařování začíná běžet doba chladnutí (minimálně 20 minut), po kterou svarový spoj nesmí být zatěžován a musí se nechat zafixovaný.
47 Svařování horkým plynem Při tomto typu svařování se používá přídavný materiál ve formě drátu, tyčky, pásku apod. Jde o plast stejného druhu jako základní materiál. Nástrojem pro svařování je horkovzdušná pistole. Pomocí horkého vzduchu se základní materiál natavuje v místě spoje a zároveň se do tohoto místa vtlačuje přídavný materiál. Spoj dosahuje pouze 70 % pevnosti základního materiálu. Používá se pouze při opravách starého potrubí nebo při svařování plastových fólií, desek nebo při výrobě nádrží. (26)
48 Lepené spoje Lepením vytváříme spolehlivý a pevný spoj mezi dvěma plochami pomocí syntetického lepidla. Pro vznik dobrého spoje je důležitý typ plastu a k němu odpovídající typ lepidla. Některé plasty se lepí snadno (termoplasty, polyakryláty, polyvinylchloridy ty, které se ponoří do vody), některé lze lepit hůře, některé lepit nelze (ty, které plavou na hladině vody). Kapková metoda lepitelnosti plastu: na lepený materiál naneseme kapku vody anebo vteřinového lepidla. Podle úhlu, který svírá okraj kapky lepidla se základním materiálem, určíme, zda je materiál slepitelný. Pokud je úhel α menší než 25 stupňů, je již splněn jeden předpoklad vytvoření kvalitního spoje a plast je slepitelný. (27)
49 Uřízneme potřebnou délku trubky Postup při lepení plastů pilkou na kov, případně speciálním nožem, srazíme hrany pilníkem nebo smirkovým papírem. V případě potřeby nahřejeme a vytvarujeme hrdlo nebo tvar trubky. Očistíme a zdrsníme lepené části smirkovým papírem. Sesadíme na zkoušku lepené díly.
50 Naneseme dostatečnou vrstvu lepidla na oba slepované díly. Sesadíme díly do sebe a krátce přidržíme. Přebytečné lepidlo otřeme. (28) Každý výrobce plastových trubek udává jaké lepidlo je vhodné pro lepení. Důležitá je správná hustota lepidla. Je nutné pamatovat, že lepidla mají narkotický účinek, odmašťují a dráždí sliznici i pokožku. Proto lepení provádíme v dobře větraných prostorách. Lepidlo nesmí přijít do styku s vodou, jinak se mléčně zakalí a spoj by nebyl kvalitní. Pokud je lepidlo v plechovce, nanášíme je plochým dřívkem nebo štětcem.
51 Lisované spoje Lisované spojení je možné použít na měkké, polotvrdé a tvrdé měděné trubky. K dispozici je kompletní program tvarovek ke spojování měděných trubek s vnějšími průměry od 12 do 108 mm. Lisovací tvarovky jsou vyrobeny z mědi nebo červeného bronzu; pro přechody se nabízejí lisovací tvarovky se šroubením. Na trhu jsou k dostání různé systémy lisovacích tvarovek, které se liší funkčním tvarem. Lisované spoje u plastových trub používáme tam, kde nelze trubky svařovat (termosety). Pro instalace plynu musejí lisovací tvarovky mít vyznačeno: označení žlutou barvou, nebo nápis GAS, příp. PLYN hodnotu PN odolnost tvarovky proti vysokým teplotám GT (např. GT/5)
52 Při lisování je velice důležité, aby stále dodržovat montážní návod daného výrobce a používat pouze lisovací nástroje, které výrobce schválil. Lisovací nástroje je nutné pravidelně kontrolovat z hlediska funkčnosti a opotřebení. U lisovaných tvarovek se vyžadují tyto vlastnosti: odolnost proti vysokým teplotám odolnost proti stárnutí odolnost proti mechanickému zatížení trvalá zatížitelnost do 110 C/16 bar Oblasti použití: pitná voda (studená a teplá) vytápění provozní voda ze zařízení na zužitkování dešťové vody stlačený vzduch do 16 bar domovní rozvody plynu solární vytápění Použitelnost tvarovek pro jednotlivá média je dána vhodným typem použitého těsnění lisovací tvarovky (těsnícího kroužku). Jednotliví výrobci musejí mít svoje tvarovky certifikovány. Proto je vždy nutné dbát na pokyny výrobce.
53 Postup při lisování Měděnou trubku pravoúhle zkrátit, uvnitř a vně zbavit otřepu. Odstranění otřepu je velice důležité, aby se zabránilo poškození těsnicího prvku. Označit hloubku zasunutí, abychom ihned poznali, zda trubka během montáže nevyklouzla z tvarovky. Zkontrolovat správné uložení těsnicího prvku nepoužívat olej a tuk. Tvarovku resp. trubku při lehkém otáčení nasunout resp. zasunout.
54 Zvolit lisovací čelist, otevřít, kolmo nasadit na drážku lisovací tvarovky a zahájit lisování. Při lisování působí velmi velké síly několika tun pracovat je nutné opatrně! Používejte pouze povolené lisovací nástroje. Zalisované spoje označte. Tímto způsobem se okamžitě a jednoznačně zkontroluje, zda je spojení již lisované. (29)
55 Spojky a přechodky Mechanické spojky jsou variantou spojů potrubí. U šroubovaných spojek se přítlačná síla dosahuje utahováním převlečné matice, ale špatně se odhaduje správná velikost přítlačné síly, kterou spoj dotahujeme. Spoj se časem uvolňuje a je třeba ho dotáhnout. Spoje jsou rozebíratelné a je nutné umožnit k nim přístup kvůli dotahování. 1. Spojka s převlečnou maticí a svěrným kroužkem, která se používá pro spojování trubek ze síťovaného polyetylenu nebo pro přechod na jiný materiál, případně pro připojení armatur. (30)
56 2. Instalační spojka INSIFLO používá se pro všechny druhy plastových trubek. Jsou mosazné do průměru 63 mm, pro větší průměry hliníkové slitiny. Montáž je jednoduchá a není třeba žádné speciální nářadí, spojka nezpůsobuje tlakové ztráty při průtoku vody. (31)
57 3. Kombinované přechodky používají se v případech, kdy spojujeme plastové potrubí s jinými materiály. Při spojování plastové trubky se závitovým materiálem není vhodné používat závit z plastu. Hrozilo by zvýšené riziko vzniku praskliny v místě vyříznutí závitu a nepříznivě působí i rozdílná teplotní roztažnost kovu a plastu. Z kovu (mosaz) je vyroben závit a na něj je nastříknuta plastová část, která se s plastovou trubkou spojí polyfúzním svarem. (32) (33)
58 Zdroje: (1) (2), (3), (5), (6), (7), (9) M. Trnková, Instalace vody a kanalizace, Informatorium s. r. o., 2001, ISBN X (4) (8) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19)
59 (20) (21) nastavcu-rothenberger (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33)
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Tvrdé pájení s tavidlem,v ochranném plynu nebo ve vakuu, se podobá pájení na měkko. Pracovní teplota je nad 500 C. Pájí se tvrdou pájkou, roztavenou
 Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
Pájení na tvrdo Autorem materiálu a všech jeho částí, není-li uvedeno jinak, je Ing. Iveta Konvičná Dostupné z Metodického portálu www.rvp.cz; ISSN 1802-4785, financovaného z ESF a státního rozpočtu ČR.
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Pájené spoje. Princip pájení: Druhy pájení:
 Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Pájené spoje Pájené spoje patří mezi nerozebíratelné spojení strojních součástí. Jde o spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Princip pájení: Základem
Studijní text - Svařovna
 Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Pájení. dobrou zatékavost a vzlínavost vyhovující mechanické vlastnosti malý rozdíl elektrického potenciálu vůči základnímu materiálu nízkou cenu.
 1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
1.1.1 Princip, účel, rozdělení a použití Pájení Pájení je metalurgický proces, kterým vzniká nerozebiratelné spojení kovů stejného nebo rozdílného chemického složení pomocí roztavené slitiny pájky. Pájené
Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Ing. Ivana Bočková
 Škola Autor Číslo projektu Číslo dumu Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Ing. Ivana Bočková CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_8_MY_1.04 Název Technické materiály
Škola Autor Číslo projektu Číslo dumu Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Ing. Ivana Bočková CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_8_MY_1.04 Název Technické materiály
HADICE A POTRUBÍ. Používaná na motorových vozidlech
 HADICE A POTRUBÍ Používaná na motorových vozidlech Zdeněk Vlasák, Odysseus 2004 Hadicové spony Šneková spona Hadicové šnekové šroubovací spony jsou určené pro rychlé a jednoduché upínání tlakových hadic
HADICE A POTRUBÍ Používaná na motorových vozidlech Zdeněk Vlasák, Odysseus 2004 Hadicové spony Šneková spona Hadicové šnekové šroubovací spony jsou určené pro rychlé a jednoduché upínání tlakových hadic
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Nácvikový kurz svařování a montáž plastového potrubí. Systém Ekoplastik PPR
 Nácvikový kurz svařování a montáž plastového potrubí Systém Ekoplastik PPR 1 OBSAH: 1. Seznámení s pracovištěm a cílem kurzu 2. Charakteristika a výhody systému 3. Ekologické hledisko 4. Vyráběný sortiment
Nácvikový kurz svařování a montáž plastového potrubí Systém Ekoplastik PPR 1 OBSAH: 1. Seznámení s pracovištěm a cílem kurzu 2. Charakteristika a výhody systému 3. Ekologické hledisko 4. Vyráběný sortiment
Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU
 Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU Číslo projektu: CZ.1.07/3.2.11/03.0161 Polyfúzní svařování plastů a pájení mědi Získejte oprávnění pro kvalifikovanou práci s perspektivními materiály
Název projektu: DOSTUPNÉ VZDĚLÁVÁNÍ V KAŽDÉM VĚKU Číslo projektu: CZ.1.07/3.2.11/03.0161 Polyfúzní svařování plastů a pájení mědi Získejte oprávnění pro kvalifikovanou práci s perspektivními materiály
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
Pájecí tvarovky Závitové tvarovky Svěrné tvarovky
 Pájecí tvarovky Závitové tvarovky Svěrné tvarovky Tvarovky SUDO Tvarovky SUDO představují standardní řadu běžných tvarovek z mědi a červeného bronzu pro realizaci rovodů vody a topení. Řada pájecích tvarovek
Pájecí tvarovky Závitové tvarovky Svěrné tvarovky Tvarovky SUDO Tvarovky SUDO představují standardní řadu běžných tvarovek z mědi a červeného bronzu pro realizaci rovodů vody a topení. Řada pájecích tvarovek
Vzájemný vztah mezi objemovým a hmotnostním průtokem
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Uzavíratelné radiátorové šroubení podle DIN 3842 s 5 funkcemi Připojení uzavírání přednastavení napouštění vypouštění
 Uzavíratelné radiátorové šroubení podle DIN 3842 s 5 funkcemi Připojení uzavírání přednastavení napouštění vypouštění Technický list pro 3923/3924 AUT 0999 CZ 0508 Zvláštní provedení R = R1/2" G = G 3/4
Uzavíratelné radiátorové šroubení podle DIN 3842 s 5 funkcemi Připojení uzavírání přednastavení napouštění vypouštění Technický list pro 3923/3924 AUT 0999 CZ 0508 Zvláštní provedení R = R1/2" G = G 3/4
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Téma sady: Teplovodní otopné soustavy.
 Téma sady: Teplovodní otopné soustavy. Název prezentace: Potrubí. Autor prezentace: Ing. Eva Václavíková VY_32_INOVACE_1223_potrubí_pwp Název školy: Číslo a název projektu: Číslo a název šablony klíčové
Téma sady: Teplovodní otopné soustavy. Název prezentace: Potrubí. Autor prezentace: Ing. Eva Václavíková VY_32_INOVACE_1223_potrubí_pwp Název školy: Číslo a název projektu: Číslo a název šablony klíčové
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Registrační číslo projektu: CZ.1.07/1.5.00/34.0185 Název projektu: Moderní škola 21. století Zařazení materiálu: Šablona: III/2
 STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
STŘEDNÍ ODBORNÁ ŠKOLA A STŘEDNÍ ODBORNÉ UČILIŠTĚ NERATOVICE Školní 664, 277 11 Neratovice, tel.: 315 682 314, IČO: 683 834 95, IZO: 110 450 639 Ředitelství školy: Spojovací 632, 277 11 Neratovice tel.:
[ Vzduch ] Systém Logafix. [ Voda ] [ Země ] [ Buderus ] Montážní předpis. Vydání 2007 Platí od 1. 6. 2007. Teplo je náš živel
![[ Vzduch ] Systém Logafix. [ Voda ] [ Země ] [ Buderus ] Montážní předpis. Vydání 2007 Platí od 1. 6. 2007. Teplo je náš živel](/thumbs/25/5637067.jpg "[ Vzduch ] Systém Logafix. [ Voda ] [ Země ] [ Buderus ] Montážní předpis. Vydání 2007 Platí od 1. 6. 2007. Teplo je náš živel") [ Vzduch ] [ Voda ] Systém Logafix [ Země ] [ Buderus ] Montážní předpis Vydání 2007 Platí od 1. 6. 2007 Teplo je náš živel Vlastnosti systému Logafix Moderní systém pro instalace tlakových rozvodů pitné
[ Vzduch ] [ Voda ] Systém Logafix [ Země ] [ Buderus ] Montážní předpis Vydání 2007 Platí od 1. 6. 2007 Teplo je náš živel Vlastnosti systému Logafix Moderní systém pro instalace tlakových rozvodů pitné
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Speciální svařovací, pájecí a navařovací metody
 Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
NÁVOD AC 6503Q SERVISNÍ KUFR LOKRING. ACI - Auto Components International, s.r.o. 1.10.2008
 NÁVOD AC 6503Q 1.10.2008 SERVISNÍ KUFR LOKRING Funkce spojek LOKRING je založena na fyzikálních vlastnostech materiálů. Jedná se o síly, které vznikají po stlačení kruhového průřezu ve všech směrech stejnou
NÁVOD AC 6503Q 1.10.2008 SERVISNÍ KUFR LOKRING Funkce spojek LOKRING je založena na fyzikálních vlastnostech materiálů. Jedná se o síly, které vznikají po stlačení kruhového průřezu ve všech směrech stejnou
EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB
 EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB při SŠSSaD, Truhlářská 3/360, 460 01 Liberec II příspěvková organizace Kontaktní adresa:
EVROPSKÁ SVÁŘEČSKÁ ŠKOLA č. 842 autorizované školící středisko svařování kovů a plastů ATB č.12 v systému CWS ANB při SŠSSaD, Truhlářská 3/360, 460 01 Liberec II příspěvková organizace Kontaktní adresa:
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v prosinci 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování plastů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařování plastů Ing. Kubíček Miroslav Číslo:
kapitola 5 - lisovací měděné tvarovky FRABOPRESS pro vodu, topení a plyn
 kapitola 5 - lisovací měděné tvarovky FRABOPRESS pro vodu, topení a plyn 5 2015 FRABOPRESS lisovací měděné tvarovky Prohlášení o trvanlivosti po dobu minimálně 30 let Lisovací systém umožňuje rychlejší
kapitola 5 - lisovací měděné tvarovky FRABOPRESS pro vodu, topení a plyn 5 2015 FRABOPRESS lisovací měděné tvarovky Prohlášení o trvanlivosti po dobu minimálně 30 let Lisovací systém umožňuje rychlejší
Systémy vedení potrubí/ technika spojování potrubí G2 Sanpress Inox G s SC-Contur
 _CZ_090114.fm Seite 1 Mittwoch, 18. Februar 2009 2:25 14 Systémy vedení potrubí/ technika spojování potrubí Sanpress Inox G s SC-Contur _CZ_090114.fm Seite 2 Mittwoch, 18. Februar 2009 2:25 14 Trubky a
_CZ_090114.fm Seite 1 Mittwoch, 18. Februar 2009 2:25 14 Systémy vedení potrubí/ technika spojování potrubí Sanpress Inox G s SC-Contur _CZ_090114.fm Seite 2 Mittwoch, 18. Februar 2009 2:25 14 Trubky a
UZAVÍRACÍ KLAPKA. dvojitě excentrická, DN , PN 10 PN 16. Konstrukční charakteristiky
 UZAVÍRACÍ KAPKA dvojitě excentrická, DN -1400, PN PN 16 1 uzavírací klapka a převodovka vhodná pro instalaci na povrch, do šachet i do země, pro zemní soupravu nutné doobjednat adaptér 2 tělo aerodynamické
UZAVÍRACÍ KAPKA dvojitě excentrická, DN -1400, PN PN 16 1 uzavírací klapka a převodovka vhodná pro instalaci na povrch, do šachet i do země, pro zemní soupravu nutné doobjednat adaptér 2 tělo aerodynamické
kapitola 5 - lisovací měděné tvarovky FRABOPRESS pro vodu, topení a plyn
 kapitola 5 - lisovací měděné tvarovky FRABOPRESS pro vodu, topení a plyn 5 2011 FRABOPRESS lisovací měděné tvarovky Prohlášení o trvanlivosti po dobu minimálně 30 let Systém na lisování umožňuje rychlejší
kapitola 5 - lisovací měděné tvarovky FRABOPRESS pro vodu, topení a plyn 5 2011 FRABOPRESS lisovací měděné tvarovky Prohlášení o trvanlivosti po dobu minimálně 30 let Systém na lisování umožňuje rychlejší
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
Systémy vedení potrubí/ technika spojování potrubí. F1 Prestabo s SC-Contur
 Systémy vedení potrubí/ technika spojování potrubí F1 Prestabo F1 Systémové trubky a lisovací tvarovky z nelegované oceli. Použití v souladu se stanovením výrobce Systém Prestabo je schválen pro použití
Systémy vedení potrubí/ technika spojování potrubí F1 Prestabo F1 Systémové trubky a lisovací tvarovky z nelegované oceli. Použití v souladu se stanovením výrobce Systém Prestabo je schválen pro použití
Systémy vedení potrubí/ technika spojování potrubí A2 Profipress G s SC-Contur
 _CZ_090114.fm Seite 1 Montag, 16. Februar 2009 3:32 15 Systémy vedení potrubí/ technika spojování potrubí Profipress G s SC-Contur _CZ_090114.fm Seite 2 Montag, 16. Februar 2009 3:32 15 Spojovací systém
_CZ_090114.fm Seite 1 Montag, 16. Februar 2009 3:32 15 Systémy vedení potrubí/ technika spojování potrubí Profipress G s SC-Contur _CZ_090114.fm Seite 2 Montag, 16. Februar 2009 3:32 15 Spojovací systém
Systémy vedení potrubí/ technika spojování potrubí F1 Prestabo s SC-Contur
 _CZ_090114.fm Seite 1 Montag, 16. Februar 2009 3:36 15 Systémy vedení potrubí/ technika spojování potrubí Prestabo s SC-Contur _CZ_090114.fm Seite 2 Montag, 16. Februar 2009 3:36 15 Systémové trubky a
_CZ_090114.fm Seite 1 Montag, 16. Februar 2009 3:36 15 Systémy vedení potrubí/ technika spojování potrubí Prestabo s SC-Contur _CZ_090114.fm Seite 2 Montag, 16. Februar 2009 3:36 15 Systémové trubky a
Kompletní výrobní program
 Katalog 2011 Kompletní výrobní program Pro ocelové trubky: Náše známé šroubení je k dispozici pro ocelové trubky 17,2 mm 114,3 mm, a pro médium voda, plyn (venkovní), stlačený vzduch, topný olej a motorová
Katalog 2011 Kompletní výrobní program Pro ocelové trubky: Náše známé šroubení je k dispozici pro ocelové trubky 17,2 mm 114,3 mm, a pro médium voda, plyn (venkovní), stlačený vzduch, topný olej a motorová
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing. Jan Šritr 1 ing. Jan Šritr 2 1 Potrubí
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing. Jan Šritr 1 ing. Jan Šritr 2 1 Potrubí
Montážní návod pro hrdlové potrubí DN mm s vnitřním zámkovým spojem typ 2807
 1. Všeobecné pokyny Dodržení následujících pokynů zaručuje odbornou a správnou montáž. 2. Vyčištění hrdla Je nutné prověřit před montáží čistotu vnitřní část hrdla v oblasti drážky (A) a těsnící komory
1. Všeobecné pokyny Dodržení následujících pokynů zaručuje odbornou a správnou montáž. 2. Vyčištění hrdla Je nutné prověřit před montáží čistotu vnitřní část hrdla v oblasti drážky (A) a těsnící komory
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
NÁVOD K POUŽITÍ 1) Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - LISOVACÍ ZPŮSOB II. 2) Typ: IVAR.
 Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - LISOVACÍ ZPŮSOB II. 2) Typ: IVAR.") 1) Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - LISOVACÍ ZPŮSOB II. 2) Typ: IVAR.SITE 4) Instalace: Instalaci a uvedení do provozu, stejně jako připojení elektrických komponentů, musí provádět výhradně
1) Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - LISOVACÍ ZPŮSOB II. 2) Typ: IVAR.SITE 4) Instalace: Instalaci a uvedení do provozu, stejně jako připojení elektrických komponentů, musí provádět výhradně
INZ 5 TDI. 2009-2010 Jan Kušnír
 INZ 5 TDI 2009-2010 Jan Kušnír TDI Ústřední vytápění Charakteristika systému: Systém: Materiál rozvodu: Spoje na potrubí: tlakový uzavřený, dvoutrubkový, teplovodní (do 110 C) měď, popř. plast (PP-R, PEX,
INZ 5 TDI 2009-2010 Jan Kušnír TDI Ústřední vytápění Charakteristika systému: Systém: Materiál rozvodu: Spoje na potrubí: tlakový uzavřený, dvoutrubkový, teplovodní (do 110 C) měď, popř. plast (PP-R, PEX,
Ostatní pitola 6 a K 125
 Ostatní Kapitola 6 125 Redukční příruba XR PN 10/16 pro redukce s krátkou stavební délkou XR-kusy šetří náklady, montáž je jednoduchá a časově úsporná. Materiál: tvárná litina podle ČSN EN 545 Standardní
Ostatní Kapitola 6 125 Redukční příruba XR PN 10/16 pro redukce s krátkou stavební délkou XR-kusy šetří náklady, montáž je jednoduchá a časově úsporná. Materiál: tvárná litina podle ČSN EN 545 Standardní
HERZ-TS-90. Termostatické ventily bez přednastavení. Technický list pro 7723 / 7724 / / 7759 Vydání AUT 0999 Vydání CZ 1207
 Termostatické ventily bez přednastavení Technický list pro 7723 / 7724 / 7728 7758 / 7759 Vydání AUT 0999 Vydání CZ 1207 Zvláštní provedení R = R 1/2 G = G 3/4 Výrobce si vyhrazuje právo na změny dané
Termostatické ventily bez přednastavení Technický list pro 7723 / 7724 / 7728 7758 / 7759 Vydání AUT 0999 Vydání CZ 1207 Zvláštní provedení R = R 1/2 G = G 3/4 Výrobce si vyhrazuje právo na změny dané
Ukázky textů pro specifikaci trub a tvarovek
 pro specifikaci trub a tvarovek Kapitola 12 297 kanalizačních trub s násuvným hrdlovým spojem TYTON Kanalizační trouby s žárovým zinkováním s krycí vrstvou Kanalizační trouby pro gravitační potrubí s volnou
pro specifikaci trub a tvarovek Kapitola 12 297 kanalizačních trub s násuvným hrdlovým spojem TYTON Kanalizační trouby s žárovým zinkováním s krycí vrstvou Kanalizační trouby pro gravitační potrubí s volnou
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
Kapitola 6. Lisovací tvarovky FRABO z uhlíkové oceli. 90 lisovací tvarovky FRABOPRESS - C-STEEL. 95 lisovací tvarovky FRABOPRESS - C-STEEL BIG SIZE
 Kapitola 6 6 Lisovací tvarovky FRABO z uhlíkové oceli 90 lisovací tvarovky FRABOPRESS - C-STEEL 95 lisovací tvarovky FRABOPRESS - C-STEEL BIG SIZE 97 trubky z uhlíkové oceli FRABOPRESS - C-STEEL FRABOPRESS
Kapitola 6 6 Lisovací tvarovky FRABO z uhlíkové oceli 90 lisovací tvarovky FRABOPRESS - C-STEEL 95 lisovací tvarovky FRABOPRESS - C-STEEL BIG SIZE 97 trubky z uhlíkové oceli FRABOPRESS - C-STEEL FRABOPRESS
Kapitola 6. Lisovací tvarovky FRABO z uhlíkové oceli. 90 lisovací tvarovky FRABOPRESS - C-STEEL. 95 lisovací tvarovky FRABOPRESS - C-STEEL BIG SIZE
 Kapitola 6 6 Lisovací tvarovky FRABO z uhlíkové oceli 90 lisovací tvarovky FRABOPRESS - C-STEEL 95 lisovací tvarovky FRABOPRESS - C-STEEL BIG SIZE 97 trubky z uhlíkové oceli FRABOPRESS - C-STEEL FRABOPRESS
Kapitola 6 6 Lisovací tvarovky FRABO z uhlíkové oceli 90 lisovací tvarovky FRABOPRESS - C-STEEL 95 lisovací tvarovky FRABOPRESS - C-STEEL BIG SIZE 97 trubky z uhlíkové oceli FRABOPRESS - C-STEEL FRABOPRESS
Systémy vedení potrubí/ technika spojování potrubí. A2 Profipress G s SC-Contur
 A2 Systémy vedení potrubí/ technika spojování potrubí A2 Profipress G Spojovací systém měděných trubek s lisovací spojovací technikou pro plynové instalace podle DVGW-TRGI 2008, se zkušební značkou DVGW,
A2 Systémy vedení potrubí/ technika spojování potrubí A2 Profipress G Spojovací systém měděných trubek s lisovací spojovací technikou pro plynové instalace podle DVGW-TRGI 2008, se zkušební značkou DVGW,
Systémy vedení potrubí/ technika spojování potrubí R4 Pájecí fitinky
 _CZ_090114.fm Seite 1 Montag, 16. Februar 2009 3:52 15 Systémy vedení potrubí/ technika spojování potrubí Pájecí fitinky _CZ_090114.fm Seite 2 Montag, 16. Februar 2009 3:52 15 Z mědi a červeného bronzu
_CZ_090114.fm Seite 1 Montag, 16. Februar 2009 3:52 15 Systémy vedení potrubí/ technika spojování potrubí Pájecí fitinky _CZ_090114.fm Seite 2 Montag, 16. Februar 2009 3:52 15 Z mědi a červeného bronzu
Mechanicky lisované spoje
 Vyrábí: GIACOMINI s.p.a. 28017 S. Maurizio d'opaglio (NO) Itálie Dodává: GIACOMINI CZECH, s.r.o., P.O. Box 18, Erbenova 15, 466 02 Jablonec n.n., tel.: 483 312 442-3, fax: 483 312 440, info@giacomini.cz,
Vyrábí: GIACOMINI s.p.a. 28017 S. Maurizio d'opaglio (NO) Itálie Dodává: GIACOMINI CZECH, s.r.o., P.O. Box 18, Erbenova 15, 466 02 Jablonec n.n., tel.: 483 312 442-3, fax: 483 312 440, info@giacomini.cz,
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Montážní návod pro hrdlové potrubí DN 80 500 mm s vnitřním zámkovým spojem typ 2807
 pro hrdlové potrubí DN 80 500 mm s vnitřním zámkovým spojem typ 2807 1. Všeobecné pokyny Dodržení následujících pokynů zaručuje odbornou a správnou montáž. 2. Vyčištění hrdla Je nutné prověřit před montáží
pro hrdlové potrubí DN 80 500 mm s vnitřním zámkovým spojem typ 2807 1. Všeobecné pokyny Dodržení následujících pokynů zaručuje odbornou a správnou montáž. 2. Vyčištění hrdla Je nutné prověřit před montáží
Systém Ekoplastik průměry mm
 2. kapitola průměry 160 250 mm Výhody systému trubky a tvarovky z polypropylenu nové generace PP-RCT (typ 4) stejný průtočný profil trubek a tvarovek minimalizace tlakových ztrát Vyšší tlaková odolnost
2. kapitola průměry 160 250 mm Výhody systému trubky a tvarovky z polypropylenu nové generace PP-RCT (typ 4) stejný průtočný profil trubek a tvarovek minimalizace tlakových ztrát Vyšší tlaková odolnost
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
NÁVOD K POUŽITÍ 1) Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - ZÁVITOVÝ ZPŮSOB I. 2) Typ: IVAR.
 Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - ZÁVITOVÝ ZPŮSOB I. 2) Typ: IVAR.") 1) Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - ZÁVITOVÝ ZPŮSOB I. 2) Typ: IVAR.SITE 4) Instalace: Instalaci a uvedení do provozu, stejně jako připojení elektrických komponentů, musí provádět výhradně
1) Výrobek: SYSTÉM NEREZOVÝCH VLNOVCOVÝCH TRUBEK - ZÁVITOVÝ ZPŮSOB I. 2) Typ: IVAR.SITE 4) Instalace: Instalaci a uvedení do provozu, stejně jako připojení elektrických komponentů, musí provádět výhradně
Fakulta strojní VŠB-TUO. Přednáška č.14 Potrubí
 Fakulta strojní VŠB-TUO Přednáška č.14 Potrubí POTRUBÍ Potrubí je zvláštní technické zařízení resp. specializovaný dopravní prostředek, který je složen z těsně spojených rour či trub. Potrubí je obvykle
Fakulta strojní VŠB-TUO Přednáška č.14 Potrubí POTRUBÍ Potrubí je zvláštní technické zařízení resp. specializovaný dopravní prostředek, který je složen z těsně spojených rour či trub. Potrubí je obvykle
TA-MATIC. Směšovací ventily Termostatický směšovací ventil pro teplou vodu
 TA-MATIC Směšovací ventily Termostatický směšovací ventil pro teplou vodu IMI TA / Teplá voda / TA-MATIC TA-MATIC Termostatické směšovací ventily jsou vhodné pro řízení teploty teplé vody v obytných domech
TA-MATIC Směšovací ventily Termostatický směšovací ventil pro teplou vodu IMI TA / Teplá voda / TA-MATIC TA-MATIC Termostatické směšovací ventily jsou vhodné pro řízení teploty teplé vody v obytných domech
Systémy vedení potrubí/ technika spojování potrubí. A2 Profipress G s SC-Contur
 A2 Systémy vedení potrubí/ technika spojování potrubí A2 Profipress G Spojovací systém měděných trubek s lisovací spojovací technikou pro plynové instalace podle DVGW-TRGI 2008, se zkušební značkou DVGW,
A2 Systémy vedení potrubí/ technika spojování potrubí A2 Profipress G Spojovací systém měděných trubek s lisovací spojovací technikou pro plynové instalace podle DVGW-TRGI 2008, se zkušební značkou DVGW,
Trubní fitinky FIT Fitinky pro PE potrubí Strana K 2/1 Návod k montáži a demontáži Strana K 2/2
 TRUBNÍ FITINKY Strana K 2 Trubní fitinky FIT Fitinky pro P Strana K 2/1 Návod k montáži a demontáži Strana K 2/2 Strana K 3 Trubní fitinky ISO Fitinky pro P Strana K 3/1 Návod k montáži a demontáži Strana
TRUBNÍ FITINKY Strana K 2 Trubní fitinky FIT Fitinky pro P Strana K 2/1 Návod k montáži a demontáži Strana K 2/2 Strana K 3 Trubní fitinky ISO Fitinky pro P Strana K 3/1 Návod k montáži a demontáži Strana
PÁJENÍ A LEPENÍ. Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
1 PÁJENÍ A LEPENÍ A. PÁJENÍ Pájení je nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení: v Pájením mohou být spojovány všechny běžné
VENKOVNÍ HLINÍKOVÝ PARAPET PROTLAČOVANÝ. R.S.P. s.r.o. Týn nad Vltavou 28-40
 VENKOVNÍ HLINÍKOVÝ PARAPET PROTLAČOVANÝ VENKOVNÍ HLINÍKOVÝ PARAPET PROTLAČOVANÝ R.S.P. s.r.o. Týn nad Vltavou 28 28-40 Verze: PA-13.0.18 Platnost od: 15.11.2018 Technické změny vyhrazeny! HLINÍKOVÝ PARAPET
VENKOVNÍ HLINÍKOVÝ PARAPET PROTLAČOVANÝ VENKOVNÍ HLINÍKOVÝ PARAPET PROTLAČOVANÝ R.S.P. s.r.o. Týn nad Vltavou 28 28-40 Verze: PA-13.0.18 Platnost od: 15.11.2018 Technické změny vyhrazeny! HLINÍKOVÝ PARAPET
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
OPRAVNÝ A SPOJOVACÍ TŘMEN
 OPRAVNÝ A SPOJOVACÍ TŘMEN pro litinové, ocelové, azbestocementové a PVC potrubí třmen se "samostředícím uzávěrovým systémem" obvodové těsnění z elastomeru utěsňuje příčné trhliny a jiná poškození potrubí
OPRAVNÝ A SPOJOVACÍ TŘMEN pro litinové, ocelové, azbestocementové a PVC potrubí třmen se "samostředícím uzávěrovým systémem" obvodové těsnění z elastomeru utěsňuje příčné trhliny a jiná poškození potrubí
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
kapitola 5 - lisovací tvarovky FRABOPRESS C-STEEL pro topné systémy
 kapitola 5 - lisovací tvarovky FRABOPRESS C-STEEL pro topné systémy 5 2010 FRABOPRESS C-STEEL tvarovky z uhlíkové oceli FRABOPRESS C-STEEL je systém složený z trubek a lisovacích tvarovek z uhlíkové oceli,
kapitola 5 - lisovací tvarovky FRABOPRESS C-STEEL pro topné systémy 5 2010 FRABOPRESS C-STEEL tvarovky z uhlíkové oceli FRABOPRESS C-STEEL je systém složený z trubek a lisovacích tvarovek z uhlíkové oceli,
Specifikace materiálu
 Specifikace materiálu Stavba: Rekonstrukce stoupacího potrubí BD č.p. 421 Místo stavby: Bytový dům č.p. 421 Stavebník: Hlavní inženýr PD: Vypracoval: Meziměstí Ing. Radomír Vojtíšek Martin Šimeček Datum
Specifikace materiálu Stavba: Rekonstrukce stoupacího potrubí BD č.p. 421 Místo stavby: Bytový dům č.p. 421 Stavebník: Hlavní inženýr PD: Vypracoval: Meziměstí Ing. Radomír Vojtíšek Martin Šimeček Datum
CENÍK VÝROBKŮ DYTRON
 CENÍK VÝROBKŮ DYTRON - 2018 POLYFÚZNÍ SVAŘOVÁNÍ Platný od 1. ledna 2018 Elektronické svářečky PROFI řada POLYS P 4 s topným trnem a výkonem 650 W Regulace Obj. č. Typ Povlak nástavců Regulace P-4a plynule
CENÍK VÝROBKŮ DYTRON - 2018 POLYFÚZNÍ SVAŘOVÁNÍ Platný od 1. ledna 2018 Elektronické svářečky PROFI řada POLYS P 4 s topným trnem a výkonem 650 W Regulace Obj. č. Typ Povlak nástavců Regulace P-4a plynule
T E C H N I C K Á P Ř Í R U Č K A
 T E C H N I C K Á P Ř Í R U Č K A MAINOX LISOVANÝ POTRUBNÍ SYSTÉM Z NEREZAVĚJÍCÍ OCELI MAINSTEEL LISOVANÝ POTRUBNÍ SYSTÉM Z UHLÍKOVÉ POZINKOVANÉ OCELI Obsah: 1. Úvod 2 - Instalace 2 - Roztažnost 4 - Ohýbání
T E C H N I C K Á P Ř Í R U Č K A MAINOX LISOVANÝ POTRUBNÍ SYSTÉM Z NEREZAVĚJÍCÍ OCELI MAINSTEEL LISOVANÝ POTRUBNÍ SYSTÉM Z UHLÍKOVÉ POZINKOVANÉ OCELI Obsah: 1. Úvod 2 - Instalace 2 - Roztažnost 4 - Ohýbání
R.S.P. s.r.o. Týn nad Vltavou Verze: PA Platnost od: Technické změny vyhrazeny!
 1. Informace o výrobku a jeho použití 2. Montážní podmínky 3. Údržba výrobku - pokud délka parapetu přesahuje 3.000 mm, rozděluje se takový parapet na části a spojuje se speciálními ALspojkami do pásu,
1. Informace o výrobku a jeho použití 2. Montážní podmínky 3. Údržba výrobku - pokud délka parapetu přesahuje 3.000 mm, rozděluje se takový parapet na části a spojuje se speciálními ALspojkami do pásu,
SPIRO TROUBA // SP -R
 SPIRO TROUBA // SP -R POPIS Spirálně vinuté trubky pro použití ve vzduchotechnických zařízeních vyrobené z oboustranně pozinkovaného plechu DX 51D + Z275 MAC Rozměry a hmotnosti - přípustný podtlak/přetlak
SPIRO TROUBA // SP -R POPIS Spirálně vinuté trubky pro použití ve vzduchotechnických zařízeních vyrobené z oboustranně pozinkovaného plechu DX 51D + Z275 MAC Rozměry a hmotnosti - přípustný podtlak/přetlak
Postupy spojování PVC-O a PE
 Postupy spojování PVC-O a PE V tomto článku jsou uvedeny rozdíly mezi výrobou push-fit spojů trubek z PVC-O a tupými tavnými svary vyžadovanými u PE trubek. Postupy spojování trubek z PVC-O Spojení se
Postupy spojování PVC-O a PE V tomto článku jsou uvedeny rozdíly mezi výrobou push-fit spojů trubek z PVC-O a tupými tavnými svary vyžadovanými u PE trubek. Postupy spojování trubek z PVC-O Spojení se
Svařování PE velkých dimenzí d 560 a 630 mm
 Svařování PE velkých dimenzí d 560 a 630 mm Svařování vodovodních potrubí velkých průměrů pomocí elektrotvarovek Spojování PE- tendence Vzhledem ke svým vlastnostem se PE prosazuje stále více nejen v plynárenství,
Svařování PE velkých dimenzí d 560 a 630 mm Svařování vodovodních potrubí velkých průměrů pomocí elektrotvarovek Spojování PE- tendence Vzhledem ke svým vlastnostem se PE prosazuje stále více nejen v plynárenství,
kapalin, plynů, sypkých hmot dopravovanou látku před vnějším prostředím (pro udržení teploty, proti mechanickému průniku)
") zapis_potrubi08/2012 STR Da 1 z 6 19. Potrubí 19.1. Funkce potrubí a) slouží k plynulé #1 kapalin, plynů, sypkých hmot b) #2 dopravovanou látku před vnějším prostředím (pro udržení teploty, proti mechanickému
zapis_potrubi08/2012 STR Da 1 z 6 19. Potrubí 19.1. Funkce potrubí a) slouží k plynulé #1 kapalin, plynů, sypkých hmot b) #2 dopravovanou látku před vnějším prostředím (pro udržení teploty, proti mechanickému
VYBRANÉ VARIANTY DOMOVNÍCH PŘÍPOJEK
 VYBRANÉ VARIANTY DOMOVNÍCH PŘÍPOJEK DOMOVNÍ PŘÍPOJKY Typová řešení přípojek Tento katalog je zpracován jako jednoduchý přehled nejpoužívanějších variant přípojek pro investory, projektanty a stavební a
VYBRANÉ VARIANTY DOMOVNÍCH PŘÍPOJEK DOMOVNÍ PŘÍPOJKY Typová řešení přípojek Tento katalog je zpracován jako jednoduchý přehled nejpoužívanějších variant přípojek pro investory, projektanty a stavební a
UTAHOVACÍ POSTUP PRO PŘÍRUBOVÉ SPOJE
 Kvalitní těsnění & technická řešení Konzultace Výroba Aplikace Školení M.Gill 12/2013 UTAHOVACÍ POSTUP PRO PŘÍRUBOVÉ SPOJE www.fs.cvut.cz www.techseal.cz Počet listů: 20 1. Úspěšná montáž přírubového spoje
Kvalitní těsnění & technická řešení Konzultace Výroba Aplikace Školení M.Gill 12/2013 UTAHOVACÍ POSTUP PRO PŘÍRUBOVÉ SPOJE www.fs.cvut.cz www.techseal.cz Počet listů: 20 1. Úspěšná montáž přírubového spoje
Ceník ZTI a ÚT. 1. Demontáž a odpojení od odpadového potrubí ks 0, Pročištění odpadu ks 0, Přezkoušení a funkce těsnosti ks 0,20
 Výměna umyvadla bez stojánkové baterie s konzolou 1. Demontáž a odpojení od odpadového potrubí ks 0,30 2. Pročištění odpadu ks 0,45 3. Montáž starých konzol, montáž konzol vč. osazení špalíků nebo hmoždinek
Výměna umyvadla bez stojánkové baterie s konzolou 1. Demontáž a odpojení od odpadového potrubí ks 0,30 2. Pročištění odpadu ks 0,45 3. Montáž starých konzol, montáž konzol vč. osazení špalíků nebo hmoždinek
Tloušťka (mm) 10 kg na (m 2 ) Plastifikátor (kg. m -2 ) 40 77 0,13 45 67 0,15 50 59 0,17 55 55 0,18
 10 kg na (m 2 ) Plastifikátor (kg. m -2 ) 40 77 0,13 45 67 0,15 50 59 0,17 55 55 0,18") Je bezpodmínečně nutné brát do úvahy zásady a dodržovat příslušné normové předpisy a pravidla. POZOR! Důležitá je i kooperace prací topenářské, betonářské firmy a firmy pokládající krytinu. Plovoucí podlaha
Je bezpodmínečně nutné brát do úvahy zásady a dodržovat příslušné normové předpisy a pravidla. POZOR! Důležitá je i kooperace prací topenářské, betonářské firmy a firmy pokládající krytinu. Plovoucí podlaha
VY_32_INOVACE_OV-3I-04-MATERIAL_PRO_ROZVOD_PLYNU. Střední odborná škola a Střední odborné učiliště, Dubno
 Číslo projektu Číslo materiálu Název školy Autor CZ.1.07/1.5.00/34.0581 VY_32_INOVACE_OV-3I-04-MATERIAL_PRO_ROZVOD_PLYNU Střední odborná škola a Střední odborné učiliště, Dubno Nešvara Pavel, Krajč Silvestr
Číslo projektu Číslo materiálu Název školy Autor CZ.1.07/1.5.00/34.0581 VY_32_INOVACE_OV-3I-04-MATERIAL_PRO_ROZVOD_PLYNU Střední odborná škola a Střední odborné učiliště, Dubno Nešvara Pavel, Krajč Silvestr
Únor 2014. Wavin SiTech. Katalog výrobků Technický manuál
 Únor 2014 Technický manuál Odhlučněný systém vnitřní kanalizace Obsah Obsah Obecná charakteristika systému........ 4 Technické parametry................ 5 Montážní předpis................... 6....................
Únor 2014 Technický manuál Odhlučněný systém vnitřní kanalizace Obsah Obsah Obecná charakteristika systému........ 4 Technické parametry................ 5 Montážní předpis................... 6....................
Calis TS RD Třícestný ventil 100 %
 Calis TS RD Třícestný ventil 100 % pro vytápění a chlazení Technický list pro 7761 RD Vydání AUT 0506 Vydání CZ 0109 Ventilová vložka (horní díl) Objednací číslo Dimenze R A B C kvs dp (bar) max. 1 7761
Calis TS RD Třícestný ventil 100 % pro vytápění a chlazení Technický list pro 7761 RD Vydání AUT 0506 Vydání CZ 0109 Ventilová vložka (horní díl) Objednací číslo Dimenze R A B C kvs dp (bar) max. 1 7761
01 Instalační sítě. Roman Vavřička. ČVUT v Praze, Fakulta strojní Ústav techniky prostředí.
 01 Instalační sítě Roman Vavřička ČVUT v Praze, Fakulta strojní Ústav techniky prostředí 1/20 http://utp.fs.cvut.cz Roman.Vavricka@fs.cvut.cz Úvod Co jsou zdravotně technické instalace? Zdravotně technickými
01 Instalační sítě Roman Vavřička ČVUT v Praze, Fakulta strojní Ústav techniky prostředí 1/20 http://utp.fs.cvut.cz Roman.Vavricka@fs.cvut.cz Úvod Co jsou zdravotně technické instalace? Zdravotně technickými
Řezání lanem. Přehled výhod 44 Lanová pila Husqvarna 46 Diamantové nástroje pro řezání lanem 48
 Řezání lanem Přehled výhod 44 Lanová pila Husqvarna 46 Diamantové nástroje pro řezání lanem 48 Řezání diamantovým lanem je nejjednodušší a nejúčinnější způsob práce s velkými betonovými konstrukcemi, například
Řezání lanem Přehled výhod 44 Lanová pila Husqvarna 46 Diamantové nástroje pro řezání lanem 48 Řezání diamantovým lanem je nejjednodušší a nejúčinnější způsob práce s velkými betonovými konstrukcemi, například
NAVRTÁVACÍ A UZÁVĚROVÉ PASY
 NAVRTÁVACÍ A UZÁVĚROVÉ PASY pro litinové, ocelové, PE a PVC potrubí Nářadí Šrouby a matice Strana M 4/4 Armatury domovních přípojek Kapitola J Trubní fitinky Kapitola K Navrtávací přístroj Strana Q 2/1
NAVRTÁVACÍ A UZÁVĚROVÉ PASY pro litinové, ocelové, PE a PVC potrubí Nářadí Šrouby a matice Strana M 4/4 Armatury domovních přípojek Kapitola J Trubní fitinky Kapitola K Navrtávací přístroj Strana Q 2/1
Tabulka požadavků na personální a technické vybavení certifikovaných organizací
 Tabulka požadavků na personální a technické vybavení certifikovaných organizací N1 - Bezvýkopové kladení plynovodů o délce nad 30 m metodou strojního vtažení bo vtlačení PE potrubí o menším průřezu do
Tabulka požadavků na personální a technické vybavení certifikovaných organizací N1 - Bezvýkopové kladení plynovodů o délce nad 30 m metodou strojního vtažení bo vtlačení PE potrubí o menším průřezu do
NÁVOD K POUŽITÍ 1) Výrobek: ELEKTROVENTIL UZAVÍRACÍ 2) Typ: IVAR.EV 306 NC IVAR.EV 306 NO 3) Instalace: 4) Charakteristika použití:
 Výrobek: ELEKTROVENTIL UZAVÍRACÍ 2) Typ: IVAR.EV 306 NC IVAR.EV 306 NO 3) Instalace: 4) Charakteristika použití:") 1) Výrobek: ELEKTROVENTIL UZAVÍRACÍ 2) Typ: IVAR.EV 306 NC IVAR.EV 306 NO 3) Instalace: Instalaci a uvedení do provozu, stejně jako připojení elektrických komponentů, musí provádět výhradně osoba odborně
1) Výrobek: ELEKTROVENTIL UZAVÍRACÍ 2) Typ: IVAR.EV 306 NC IVAR.EV 306 NO 3) Instalace: Instalaci a uvedení do provozu, stejně jako připojení elektrických komponentů, musí provádět výhradně osoba odborně
Instalace šachty Tegra 600
 Instalace šachty Tegra 600 Návod k instalaci šachty 1. 2. 3. Před instalací šachty je třeba zkontrolovat všechny díly a zjistit, zda nejsou poškozené nebo znečištěné. Znečištěné těsnicí díly a komponenty
Instalace šachty Tegra 600 Návod k instalaci šachty 1. 2. 3. Před instalací šachty je třeba zkontrolovat všechny díly a zjistit, zda nejsou poškozené nebo znečištěné. Znečištěné těsnicí díly a komponenty
Technologie I. Plamenové technologie
 Plamenové technologie Svařování Řezání kyslíkem Drážkování kyslíkem Rovnání plamenem Ohřev Plamenové technologie Výhody: malé investiční náklady jednoduchá obsluha univerzálnost Nevýhody: velký ohřev svařovaného
Plamenové technologie Svařování Řezání kyslíkem Drážkování kyslíkem Rovnání plamenem Ohřev Plamenové technologie Výhody: malé investiční náklady jednoduchá obsluha univerzálnost Nevýhody: velký ohřev svařovaného
(Informace) INFORMACE ORGÁNŮ, INSTITUCÍ A JINÝCH SUBJEKTŮ EVROPSKÉ UNIE EVROPSKÁ KOMISE
 INFORMACE ORGÁNŮ, INSTITUCÍ A JINÝCH SUBJEKTŮ EVROPSKÉ UNIE EVROPSKÁ KOMISE") 24.8.2011 Úřední věstník Evropské unie C 246/1 IV (Informace) INFORMACE ORGÁNŮ, INSTITUCÍ A JINÝCH SUBJEKTŮ EVROPSKÉ UNIE EVROPSKÁ KOMISE Sdělení Komise v rámci provádění směrnice Rady 89/106/EHS ze dne
24.8.2011 Úřední věstník Evropské unie C 246/1 IV (Informace) INFORMACE ORGÁNŮ, INSTITUCÍ A JINÝCH SUBJEKTŮ EVROPSKÉ UNIE EVROPSKÁ KOMISE Sdělení Komise v rámci provádění směrnice Rady 89/106/EHS ze dne
Inovativní výrobce strojů a nářadí pro opracování trubek. 2008 Katalog
 Inovativní výrobce strojů a nářadí pro opracování trubek 2008 Katalog Pájení Čisticí žínka 136 Elektrické pájecí kleště 136 Elektrický pájecí přístroj 137 Turbo-plynový pájecí hořák 138 Měkká pájka a
Inovativní výrobce strojů a nářadí pro opracování trubek 2008 Katalog Pájení Čisticí žínka 136 Elektrické pájecí kleště 136 Elektrický pájecí přístroj 137 Turbo-plynový pájecí hořák 138 Měkká pájka a
Beztřískové zpracování Svařování tavné 1
 1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení