Technologie výroby ozubení II.
|
|
|
- Jarmila Janečková
- před 5 lety
- Počet zobrazení:
Transkript
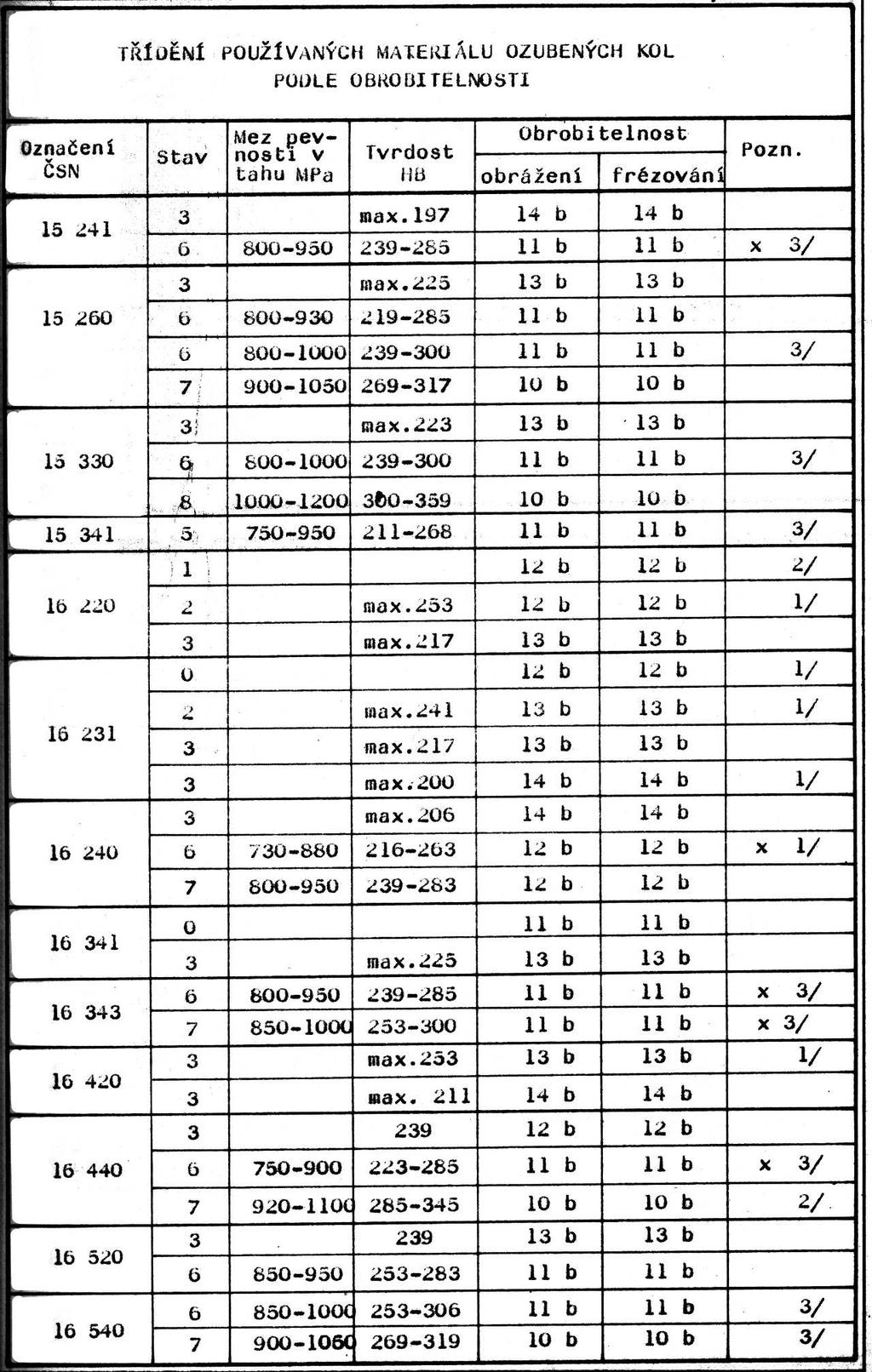
1 Speciální technologie Přílohy (nejsou součástí vypracování) Ústav Strojírenské technologie Technologie výroby ozubení II. Požadavky do cvičení: Poznámky: pomůcky: Pravítko či trojúhelník, kalkulátor, nebo počítač, tužka. doporučené pojmy k zopakování: Přílohy nejsou součástí vypracovaného sešitu do cvičení. Parametry čelního ozubení s přímými a šikmými zuby, parametry kuželového ozubení, základy technického kreslení, operace s goniometrickými funkcemi, kinematika výroby ozubení, výpočty strojního času. 1/17
2
3
4
5 Tabulka zadaných hodnot příklad 1: č.z m [mm] 1 1,5 1,75 2 2,25 2,5 2,75 3 3,5 4 materiál oz kola z [-] α [ ] b[mm] č.z m [mm] 4,5 5 5,5 6 5,5 4 4,5 5 5,5 6 materiál oz kola z [-] α [ ] b[mm] č.z m [mm] 4,5 6 5,5 5 4,5 4 3,5 3 2,5 2 materiál oz kola z [-] α [ ] b[mm] z (obrobku) [-] z n Počet zubů náběhu pro MAAG SH45/75 pro h=2,25m > ,5 3 3, Délky náběhů a přeběhů pro MAAG SH45/75 (otočný držák) modul m [mm] ln+lp [mm]
6 Obrážecí hřebenové nože přímé ČSN (pro α=20 ) Modul m [mm] L j14 [mm] b j14 [mm] a f8 [mm] z [-] , , , (podložka 45) , , , , (podložka 50) 3, (podložka 22) 10 3, , (podložka 65) 5, (podložka 60) (podložka 65) (podložka 70) (podložka 75) (podložka 80) (podložka 85) 23(podložka27) (podložka 90) (podložka 95) (podložka 100) tr pro MAAG SH45/75 Počet obrážených roztečí na jednu čas zpětného reverzaci chodu tr [min] 1 0, , , , , , , , , , , , , , , , , , , , , , , , (podložka 110) 3 25(podložka25) (podložka 115) 1
7 Počet nn (dvojzdvihů za minutu) pro MAAG SH 45 (obrážení na čisto obr. 14b) dráha břitu Lb [mm] 1,5 1,75 2 2,25 2,5 2,75 3 m (modul [mm] 3,25 3,5 3,75 4 4,5 5 5, ,9 216, , , ,52 108, ,52 108,3 85, ,3 85, ,3 85,5 68, ,5 68, ,5 68,4 54, ,4 54, ,4 54,15 42, ,4 54,15 42,75 Počet nn (dvojzdvihů za minutu) pro MAAG SH 75 (obrážení na čisto obrobitelnost. 14b/11a) dráha břitu m (modul do ) [mm] Lb [mm] 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6, , ,52 102, ,52 102,6 85, ,52 102,6 85,5 68, ,6 85,5 68, ,6 85,5 68,4 53, ,5 68,4 53, ,5 68,4 53,58 42, ,4 53,58 42, ,4 53,58 42,18 34, ,4 53,58 42,18 34, ,58 42,18 34, ,58 42,18 34, ,58 42,18 34,2 26, ,58 42,18 34,2 26, ,58 42,18 34,2 26, ,18 34,2 25, ,18 34,2 26,22 Koeficient přepočti nn podle obrobitelnosti Obrobitelnost 11b 12b/9a 13b/10a 14b/11a 15b/12a knw (nw =knw*nw) 0,62 0,75 0,88 1 1,13 Počet nn (dvojzdvihů za minutu) pro MAAG SH 45/75 (nastavitelné hodnoty) stroj stupeň SH45 38,2 48,7 60, , SH ,5
8 Počet a velikost jednotlivých záběrů podle modulu pro SH45/75 modul m [mm] (do) 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6, Počet záběrů i záběr (x.h) [-] 0,7h 0,6h 2. záběr (x.h) [-] 0,3h 0,25h 3. záběr (x.h) [-] - 0,15h počet zubů kola z Počet dvojzdvihů nr na rozteč, v závislosti na modulu a počtu zubů pro SH45/75 a obrobitelnost 14b modul m do [mm] 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6, Koeficient pro přepočet dvojzdvihů na rozteč pro danou obrobitelnost nr Obrobitelnost 11b 12b/9a 13b/10a 14b/11a 15b/12a knr (nr =knr*nr) [-] 1,48 1,29 1,14 1 0,87
9 průměr obrobku D Doporučené náběhy při obrážení vnějšího ozubení ln [mm] (systém fellows OH4, OH6 atd.) průměr nástroje 75mm Šířka ozubení b [mm] [mm] ,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 40 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 50 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 60 1,5 1,5 1,5 1,5 1, ,5 1,5 1, , ,5 2, ,5 2,5 2,5 2,5 2, ,5 2,5 2,5 2,5 2,5 2, ,5 2,5 2,5 2,5 2, ,5 2,5 2,5 2, , ,5 2,5 2,5 2, ,5 3,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2, ,5 3,5 3, ,5 2, ,5 3,5 3, , , ,5 3,5 3, ,5 4, , ,5 3, ,5 4,5 4, ,5 3, ,5 4, ,5 3, , ,5 5, ,5 3, , , , , ,5 6 6,5 6, ,5 4 4, ,5 6 6,5 6, ,5 4,5 5 5,5 6 6,5 7 7,5 7, ,5 5 5,5 6 6,5 7 7,5 8 8, ,5 5 5,5 6 6,5 7 7,5 8 8, ,5 5 5,5 6 6,5 7,5 8 8,5 9 9,5
10 průměr obrobku D Doporučené přeběhy při obrážení vnějšího přímého ozubení lp [mm] (systém fellows OH4, OH6 atd.) průměr nástroje 75mm Šířka ozubení b [mm] [mm] ,5 2,5 2,5 2, ,5 2,5 2,5 2, ,5 2,5 2,5 2, , ,5 2,5 2, , ,5 2,5 2,5 2, , ,5 2,5 2,5 2, ,5 3, ,5 2,5 2,5 2, ,5 3, ,5 2,5 2, ,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2,5 2, ,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2,5 2, ,5 3,5 3, ,5 2, ,5 3, ,5 2, ,5 3, ,5 2, ,5 3,5 3, , ,5 2, ,5 3, , ,5 2, ,5 3, ,5 4, , ,5 3, ,5 4, , ,5 3, ,5 4,5 4, , ,5 3, ,5 4, , ,5 3, ,5 4, ,5 3 3,5 3, ,5 4, ,5 3, ,5 4, ,5 3, , ,5
11 Počet dvojzdvihů smykadla za minutu n n (nastavitelné hodnoty) OH OH Nastavitelné posuvy fn [mm/dv] pro nástroj ᶲ100mm OH4 0,13-0,17-0,21-0,26-0,33-0,4-0,53-0,67 OH6 0,16-0,20-0,25-0,315-0,4-0,50 Počet otáček obrobku potřebných pro obrobení ozubení do celé hloubky, včetně nájezdu, na jeden řez: stroj m [mm] 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 5,4 5 5,5 6 OH4 1,17 1,19 1,21 1,23 1,25 1,27 1,29 1,31 1,33 1,35 1,37 1,39 1,4 OH6 1,25 1,28 1,31 1,34 1,36 1,38 1,4 1,42 1,44 1,46 1,48 1,5 1,53 1,56 1,59 1,62 1,65 Posuv fn [mm/dv] v závislosti na modulu ozubení a počtu zubů pro obrážení systémem fellows (OH4/6 obrážení na čisto) ob. 14b počet zubů z modul 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5, ,1 0,1 0,11 0,12 0,13 0,14 0,15 0,15 0,16 0,17 0,18 0,19 0,21 0,23 0, ,1 0,11 0,12 0,13 0,14 0,14 0,15 0,16 0,17 0,18 0,19 0,2 0,22 0,24 0, ,11 0,12 0,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,2 0,21 0,23 0,25 0, ,11 0,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,2 0,21 0,22 0,24 0,26 0, ,12 0,13 0,14 0,15 0,16 0,17 0,18 0,18 0,19 0,2 0,21 0,23 0,25 0,27 0, ,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,2 0,21 0,22 0,24 0,26 0,28 0,3 40 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,2 0,21 0,22 0,23 0,25 0,27 0,3 0, ,13 0,14 0,15 0,16 0,18 0,19 0,2 0,21 0,22 0,23 0,24 0,26 0,28 0,31 0, ,14 0,15 0,16 0,17 0,18 0,19 0,21 0,22 0,23 0,24 0,25 0,27 0,3 0,32 0, ,14 0,15 0,17 0,18 0,19 0,2 0,21 0,22 0,24 0,25 0,26 0,28 0,31 0,33 0, ,15 0,16 0,17 0,18 0,2 0,21 0,22 0,23 0,24 0,26 0,27 0,29 0,32 0,34 0, ,15 0,17 0,18 0,19 0,2 0,22 0,23 0,24 0,25 0,26 0,28 0,3 0,33 0,35 0, ,16 0,17 0,18 0,2 0,21 0,22 0,24 0,25 0,26 0,27 0,29 0,31 0,34 0,36 0, ,16 0,18 0,19 0,2 0,22 0,23 0,24 0,26 0,27 0,28 0,3 0,32 0,35 0,37 0,4 90 0,18 0,19 0,21 0,22 0,24 0,25 0,27 0,28 0,29 0,31 0,32 0,35 0,38 0,41 0, ,17 0,19 0,2 0,22 0,23 0,24 0,26 0,27 0,29 0,3 0,31 0,34 0,37 0,4 0, ,18 0,19 0,21 0,22 0,24 0,25 0,27 0,28 0,29 0,31 0,32 0,35 0,38 0,41 0, ,18 0,2 0,21 0,23 0,24 0,26 0,27 0,29 0,3 0,32 0,33 0,36 0,39 0,42 0, ,19 0,21 0,22 0,24 0,25 0,27 0,28 0,3 0,31 0,33 0,34 0,37 0,4 0,43 0,46 Koeficient pro přepočet maximální řezná rychlosti podle třídy obrobitelnosti vcmax pro obrážení Obrobitelnost 11b 12b/9a 13b/10a 14b/11a 15b/12a knn (vcmax =kvc*vcmax) [-] 0,67 0,78 0,88 1 1,14 Koeficient pro přepočet posuvu podle třídy obrobitelnosti kf n pro obrážení Obrobitelnost 11b 12b/9a 13b/10a 14b/11a 15b/12a k fn (f n =k fn *f n ) [-] 0,78 0,84 0,9 1 1,14
12 počet dvojzdvihů za minutu n n pro obrážčku typu fellows OH4 (ob. 14b) do Lb [mm] do m [mm] 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3, počet dvojzdvihů za minutu n n pro obrážčku typu fellows OH6 (ob. 14b) do Lb [mm] do m [mm] 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,
13 Tabulka zadaných hodnot příklad 2: č.z m [mm] 1 1,5 1,75 2 2,25 2,5 2,75 3 3,5 3 materiál oz kola z [-] β [ ] α [ ] b[mm] č.z m [mm] 2,75 2 2,5 2,25 3 2,75 2,5 2,25 3,5 3 materiál oz kola z [-] β [ ] α [ ] b[mm] č.z m [mm] 1,75 2 1,5 2,25 2,5 2,75 3,5 3 2,5 2 materiál oz kola z [-] β [ ] α [ ] b[mm]
14
15 Průměr a otáčky frézy pro frézování odvalem pro FO 6/8 obrobitelnost 13b modul 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6,5 7 8 průměr frézy daf [mm] doporučené otáčky frézy nf [min-1] nastavené otáčky frézy nf ]min-1] Průměr a otáčky frézy pro frézování odvalem pro FO 10 obrobitelnost 13b modul 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6, průměr frézy daf [mm] doporučené otáčky frézy nf [min-1] nastavené otáčky frézy nf ]min-1] Velikost posuvu na otáčku stolu pro FO6/8 (třída ob. 13b) f[mm/ot] počet zubů 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6,5 7 8 obrobku z do plna předhrubovat 10 1, ,85 1, , ,32 1,32 1,32 1,32 1, , , , , ,66 0, ,66 1, ,66 1,32 0,66 0,66 1,32 0,66 0, ,66 0, ,66 0,66
16 Velikost posuvu na otáčku stolu FO10 (třída ob. 13b) f[mm/ot] počet zubů 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6, obrobku z do plna předhrubovat 10 1,53 1,6 1,2 1, ,96 0,96 1,53 1,34 1,53 1,53 1,2 1,34 1 1,6 20 1,09 1, , ,34 1 0,96 0,96 0,85 1,34 1,2 1, ,2 0,85 1,34 1,25 1, ,09 0,96 0, ,8 0,85 1,53 1,25 1,2 0,96 0,96 0, ,96 1,2 0,96 1 0,76 1,25 1,09 1 0, ,2 0,85 0,85 0,85 1, ,2 0,85 1,34 1,2 1,25 0,76 0,76 0, ,96 1 0,85 0,76 0,76 0,76 0,8 1, ,85 1 0,96 1,09 1 0,8 70 0,96 0,96 0,85 0,8 0,8 0,8 0, ,76 1,09 1 0,76 1,09 0, ,09 0,5 0, ,85 1, ,76 0,85 0,85 0,68 0,54 0,85 0,8 0,68 0, ,2 1,09 0, ,6 1,02 1,09 0,96 0,76 0,54 0,96 0,96 0,85 0,8 0,68 0,68 0,76 0,68 0,6 0, ,68 0,68 Přepočet posuvu a otáček nástroje podle tř. obrobitelnosti Obrobitelnost 11b 12b 13b 14b 15b koeficient knf (nf =knf*nf) 71 0,86 1 1,14 1,29 koeficient kf (f=kf*f) 0,57 0,78 1 1,26 1,53 Otáčky odvalovací frézy za minutu n f (nastavitelné hodnoty) FO FO FO , Nastavitelné posuvy na otáčku stolu fo [mm/ot] FO6 0,33-0,47-0,66--1,32-1,85-2,62-3,75-5,24 FO8 0,33-0,47-0,66--1,32-1,85-2,62-3,75-5,24 0,20-0,25-0,315-0,40-0,50-0,63-0,80-1-1,25-1,60-2-2,5/ FO10 0,34-0,43-0,54-0,68-0,85-1,09-1,34-1,70-2-2,74-3,42-4,33-0,48-0,60-0,76-0,96-1,20-1,53-1,92-2,40-3-3,84-4,80-6
17 Stroj max. m [mm] Dmax [mm] max. Lb max. daf rozsah β [ ] FO FO FO Základní parametry odvalovacích fréz na evolventní ozubení ČSN (α=20 ) Φ hlavové Φ počet celková kružnice daf upínacího zubových délka lf modil m [mm] řezná délka lr [mm] užitečná délka lu [mm] otvoru [mm] drážek zf[-] [mm] [mm] ,74 1, ,43 1, ,12 1, , ,49 2, ,17 2, ,86 2, , ,23 3, , ,6 3, , ,98 4, , ,72 5, , ,46 6, , , , , ,44 rozsah zubů obrobku z [-] Konstanta pro korekci vlivu počtu zubů obrobku na velikost kroku frézy ck [-] , , ,5
Technologie výroby ozubení I.
 Ústav Strojírenské technologie Speciální technologie Cvičení Technologie výroby ozubení I. č. zadání: Příklad č. 1 (parametry čelního ozubení) Pro zadané čelní ozubené kolo se šikmými zuby vypočtěte základní
Ústav Strojírenské technologie Speciální technologie Cvičení Technologie výroby ozubení I. č. zadání: Příklad č. 1 (parametry čelního ozubení) Pro zadané čelní ozubené kolo se šikmými zuby vypočtěte základní
Technologie výroby ozubení II.
 Ústav Strojírenské technologie Speciální technologie Cvičení Technologie výroby ozubení II. č. zadání: Příklad č. 1 (výroba čelního ozubení s přímými zuby obrážením) Pro zadané čelní ozubené kolo se přímými
Ústav Strojírenské technologie Speciální technologie Cvičení Technologie výroby ozubení II. č. zadání: Příklad č. 1 (výroba čelního ozubení s přímými zuby obrážením) Pro zadané čelní ozubené kolo se přímými
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
OZUBENÁ KUŽELOVÁ KOLA
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
OZUBENÁ KOLA ČELNÍ. Výroba ozubených kol
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
VY_52_INOVACE_H 02 23
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Frézování tvarových ploch II
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY. METODY VÝROBY OZUBENÍ Method of the production of part with tooth system
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY METODY VÝROBY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY METODY VÝROBY
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Dynamická pevnost a životnost Přednášky
 DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Frézování spojených ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Výpočet strojního času soustružení
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ 15 02 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Čelní soukolí s vnějšími přímými
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Převody a mechanizmy Čelní soukolí s vnějšími přímými
STROJ NÍ VYBA VENÍ. Soustruhy. Frézky. Vodorovné vyvrtávačky. Vrtačky. Obrážečky. Stroje na ozubení. Pily. Nůžky. Brusky. Pece. Lisy.
 STROJ NÍ VYBA VENÍ STROJ NÍ VYBA VENÍ 1. 2. 3. 4. 5. Obrážečky 6. Stroje na ozubení 7. 8. Pily 9. 13. Brusky 14. 15. 16. 17. 18. 19. 20. Soustruhy Lisy Svařování Vodorovné vyvrtávačky Válce zkružovací
STROJ NÍ VYBA VENÍ STROJ NÍ VYBA VENÍ 1. 2. 3. 4. 5. Obrážečky 6. Stroje na ozubení 7. 8. Pily 9. 13. Brusky 14. 15. 16. 17. 18. 19. 20. Soustruhy Lisy Svařování Vodorovné vyvrtávačky Válce zkružovací
Výrobní program. TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA.
 Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Broušení rovinných ploch a úkosů 1.část
 Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Katalog 2018 Frézky na kov
 www.vyrobnistroje.cz Katalog 2018 Frézky na kov FM-18L Objednací číslo 1112122-2-L 20mm Kapacita čelního frézování 63mm Kapacita obvodového frézování 16mm stolu 700x180mm 480x175mm 3x T12 Vzdálenost vřetene
www.vyrobnistroje.cz Katalog 2018 Frézky na kov FM-18L Objednací číslo 1112122-2-L 20mm Kapacita čelního frézování 63mm Kapacita obvodového frézování 16mm stolu 700x180mm 480x175mm 3x T12 Vzdálenost vřetene
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Frézování - řezné podmínky - výpočet
 Předmě: Ročník: Vyvořil: Daum: Základy výroby 2 M. Geisová 10. červen 2012 Název zpracovaného celku: Frézování - řezné podmínky - výpoče Posup při určování řezných podmínek, výpoče řezné síly Fř, výkonu
Předmě: Ročník: Vyvořil: Daum: Základy výroby 2 M. Geisová 10. červen 2012 Název zpracovaného celku: Frézování - řezné podmínky - výpoče Posup při určování řezných podmínek, výpoče řezné síly Fř, výkonu
Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ Technická univerzita
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ Technická univerzita
Snadná obsluha Víceřadé frézy Mill 1-14 se zuby ve šroubovici od Kennametalu
 Snadná obsluha Víceřadé frézy Mill 1-14 se zuby ve šroubovici od Kennametalu Zvyšte axiální hloubku řezu pomocí nové víceřadé frézy Mill 1-14 se zuby ve šroubovici od společnosti Kennametal. Fréza Mill
Snadná obsluha Víceřadé frézy Mill 1-14 se zuby ve šroubovici od Kennametalu Zvyšte axiální hloubku řezu pomocí nové víceřadé frézy Mill 1-14 se zuby ve šroubovici od společnosti Kennametal. Fréza Mill
Dynamická pevnost a životnost Přednášky
 DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
DPŽ 1 Dynamická pevnost a životnost Přednášky Milan Růžička, Josef Jurenka, Martin Nesládek, Jan Papuga mechanika.fs.cvut.cz martin.nesladek@fs.cvut.cz DPŽ 2 Přednášky část 13 Ozubená soukolí únosnost
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Dodatek č. 1 ke školnímu vzdělávacímu programu. Strojírenství. (platné znění k 1. 9. 2009)
") Střední průmyslová škola Jihlava tř. Legionářů 1572/3, Jihlava Dodatek č. 1 ke školnímu vzdělávacímu programu Strojírenství (platné znění k 1. 9. 2009) Tento dodatek nabývá platnosti dne 1. 9. 2011 počínaje
Střední průmyslová škola Jihlava tř. Legionářů 1572/3, Jihlava Dodatek č. 1 ke školnímu vzdělávacímu programu Strojírenství (platné znění k 1. 9. 2009) Tento dodatek nabývá platnosti dne 1. 9. 2011 počínaje
10. Frézování. Frézováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity.
 10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
10. Fréování Fréováním obrábíme především rovinné nebo tvarové plochy nástrojem s více břity. Princip réování: Při réování používáme vícebřité nástroje réy. Fréa koná hlavní řený pohyb otáčivý. Podle polohy
Základní konvenční technologie obrábění SOUSTRUŽENÍ. Technologie III - OBRÁBĚNÍ
 Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
SOUČASNÉ TRENDY V OBRÁBĚNÍ OZUBENÝCH KOL
 Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní SOUČASNÉ TRENDY V OBRÁBĚNÍ OZUBENÝCH KOL Učební text doc. Dr. Ing. Ivan Mrkvica Ostrava 2011 Tyto studijní materiály vznikly za finanční
Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní SOUČASNÉ TRENDY V OBRÁBĚNÍ OZUBENÝCH KOL Učební text doc. Dr. Ing. Ivan Mrkvica Ostrava 2011 Tyto studijní materiály vznikly za finanční
Frézování ozubených kol
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování ozubených kol Zuby čelních OK, které patří k nejčastěji používaným můžeme zhotovit těmito způsoby
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování ozubených kol Zuby čelních OK, které patří k nejčastěji používaným můžeme zhotovit těmito způsoby
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK
 CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK") 1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Strojírenská technologie v příkladech
 Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
SOUČASNÉ TRENDY V OBRÁBĚNÍ OZUBENÝCH KOL
 Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní SOUČASNÉ TRENDY V OBRÁBĚNÍ OZUBENÝCH KOL Učební text doc. Dr. Ing. Ivan Mrkvica Ostrava 2011 Tyto studijní materiály vznikly za finanční
Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní SOUČASNÉ TRENDY V OBRÁBĚNÍ OZUBENÝCH KOL Učební text doc. Dr. Ing. Ivan Mrkvica Ostrava 2011 Tyto studijní materiály vznikly za finanční
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Vrtání,vyvrtávání,vyhrubování,vystružování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
FMO-1 FMO-2 FMO-3 FMO-4 FMO-6 FMO-7 FMO-8
 Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
Frekvenční měniče a opěrné stojany Frekvenční měniče pro plynulou změnu otáček FMO-1 SPA-500P obj. č. 60000101 13 490,- SPB-550/400 obj. č. 60000201 13 490,- E-1516B/400 obj. č. 60000301 13 490,- SPA-700P
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
08 Technické informace
 08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Obr. 1 Převod třecí. Obr. 2 Variátor s osami kolmými
 1 Třecí převody - patří do kontaktních převodů - princip - dva kotouče jsou přitlačeny silou FN - velikost třecí síly je ovlivněna součinitelem tření µ - pro zvýšení součinitele tření třecí se kontaktní
1 Třecí převody - patří do kontaktních převodů - princip - dva kotouče jsou přitlačeny silou FN - velikost třecí síly je ovlivněna součinitelem tření µ - pro zvýšení součinitele tření třecí se kontaktní
STROJNICKÉ TABULKY II. POHONY
 . Rudolf Kfíž STROJNICKÉ TABULKY II. POHONY Hrídele, ozubenéprevody, retezové. a remenové prevody MONTANEX 1997 TROJNICKÉ TABULKY 3. OBSAH Úvod 8 HRíDELE 9 Klasifikace hi'ídelu 10 Rozdelení hi'ídelu podie
. Rudolf Kfíž STROJNICKÉ TABULKY II. POHONY Hrídele, ozubenéprevody, retezové. a remenové prevody MONTANEX 1997 TROJNICKÉ TABULKY 3. OBSAH Úvod 8 HRíDELE 9 Klasifikace hi'ídelu 10 Rozdelení hi'ídelu podie
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
M370. Aplikace s vysokými posuvy Řada M370
 Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
MEGA 45 Těžké hrubovací frézování
 MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Obsah. Ozubené hřebeny 239. Čelní kola a hřebeny s šikmým ozubením 241. Čelní ozubená kola. Čelní ozubená kola plastová 254.
 Obsah Ozubené hřebeny 239 Čelní kola a hřebeny s šikmým ozubením 241 Čelní ozubená kola Ocelová s nábojem 242 Ocelová bez náboje 251 Nerezová 259 Čelní ozubená kola plastová 254 Kuželová kola Ocelová 261
Obsah Ozubené hřebeny 239 Čelní kola a hřebeny s šikmým ozubením 241 Čelní ozubená kola Ocelová s nábojem 242 Ocelová bez náboje 251 Nerezová 259 Čelní ozubená kola plastová 254 Kuželová kola Ocelová 261
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Ozubené tyče / Ozubená kola / Kuželová soukolí
 Strana Ozubené tyče.2 Ozubená kola s nábojem.4 Ozubená kola bez náboje. Kuželová soukolí. s přímým ozubením Kuželová soukolí. se spirálním ozubením Zakázkově vyráběná.34 stroj.elementy@haberkorn.cz www.haberkorn.cz.1
Strana Ozubené tyče.2 Ozubená kola s nábojem.4 Ozubená kola bez náboje. Kuželová soukolí. s přímým ozubením Kuželová soukolí. se spirálním ozubením Zakázkově vyráběná.34 stroj.elementy@haberkorn.cz www.haberkorn.cz.1
VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: Číslo úlohy: 1 Třída: Počet