Návod použití. Vhu. Vyvrtávací univerzální hlavy. Výrobce:
|
|
|
- Daniel Netrval
- před 8 lety
- Počet zobrazení:
Transkript
1 Návod použití Vhu Vyvrtávací univerzální hlavy Výrobce:

2 Obsah: strana: 1. Bezpečnostní doporučení 3 2. Dodací podmínky Seznam příslušenství Příslušenství Vhu a jeho použití Popis hlavy a její funkce 9 6. Základní operace prováděné pomocí Vhu Základní technické parametry Základní rozměry Montáž kuželové upínací stopky Upínání hlavy na obráběcí stroj Způsob použití Vyvrtávání vnitřních a soustružení vnějších průměrů Zarovnávání předního a zadního čela, zapichování vnějších a vnitřních zápichů Vyvrtávání kuželů Řezání závitů Údržba a mazání Záruka a záruční podmínky Přílohy Diagram pro vyvrtávání kuželů hlavou Vhu Diagram pro vyvrtávání kuželů hlavami Vhu 56,80,110,125 a Seznam náhradních dílů Foto příslušenství Vhu Foto příslušenství Vhu

3 1. Bezpečnostní doporučení - Před použitím hlavy pečlivě prostudujte přiložený návod použití Vhu. - Před manipulací s plnou kazetou zkontrolujte spolehlivost uzavření víka, aby nedošlo k jeho samovolnému otevření a vypadnutí hlavy. - Při ruční manipulaci s hlavou postupujte opatrně s ohledem na možné zranění způsobené pádem poměrně těžkého nářadí. - Před použitím hlavy se přesvědčte, zda 6 šroubů (poz.60), upínající přírubu k hlavě, a 4 šrouby (poz.1), upínající výměnnou kuželovou stopku k přírubě, jsou dostatečně dotaženy. V tabulce č.1 jsou uvedeny pro jednotlivé velikosti šroubů doporučené hodnoty kroutících momentů. - Před nasazením hlavy do kuželové dutiny vřetena obráběcího stroje důkladně očistěte upínací plochy jak kužele, tak dutiny. Každá nečistota snižuje přesnost a tuhost upnutí a vede k předčasnému opotřebení těchto ploch. - Při nasazování nožů do hlavy dbejte na jejich správnou orientaci. Zatěžující sílu, která má snahu posouvat saněmi, musí zachycovat pevné ložisko pohybového šroubu ne to přišroubované k saním. - Při upínání nožů, držáků a vyvrtávacích tyčí nepřekračujte povolenou míru jejich vyložení, která vyplývá z tabulky č.2 funkční rozsah použití hlav Vhu. - Před spuštěním vřetena stroje s upnutou hlavou zkontrolujte, zda navolené otáčky nepřesahují maximální povolenou hodnotu, zda je zvolen jejich správný směr a zda hlavě nebrání nic v jejím volném otáčení. - Před spuštěním samočinného posuvu saní hlavy se přesvědčte, zda bezpečnostní pojistka (poz.5) spolehlivě vypíná a že jsou správně nastaveny a upevněny dorazy (poz.25 a 39). - Zastavovací tyč přidržujte pomocí vhodné opěry, její držení rukou NEDOPORUČUJEME. - Při vyvrtávání válcových otvorů nezařazujte samočinný posuv. - Při obrábění kuželových ploch postupujte velmi opatrně, protože bezpečnostní pojistka je vyřazena z činnosti. - Při práci s Vhu používejte ochranné brýle. Budou následovat tabulky č.1 a č.2 2. Dodací podmínky Vyvrtávací univerzální hlavy jsou dodávány v těchto prodejních kompletech : - Vhu ** - A. Samotná hlava velikosti ** bez kazety, bez příslušenství. - Vhu ** - B. Hlava velikosti ** pouze se základním příslušenstvím v kazetě - Vhu ** - C. Hlava velikosti ** s kompletním příslušenstvím bez VBD v kazetě - Vhu ** - D. Hlava velikosti ** s kompletním příslušenstvím s VBD v kazetě - Vhu ** - E. Hlava velikosti ** se specifickým výběrem příslušenství a obalu Hlava včetně ostatních položek příslušenství je nakonzervovována s životností ochranného povlaku po dobu 12 měsíců. Součástí dodávky je návod použití ve sjednané jazykové verzi. Součástí dodávky není výměnná upínací stopka, pokud nebyla objednána 3
, upínající přírubu k hlavě, a 4 šrouby (poz.1), upínající výměnnou kuželovou stopku k přírubě, jsou dostatečně dotaženy. V tabulce č.")
4 3. Seznam příslušenství Vhu36 komplety B, C a D - základní příslušenství: 201/1 držák se šroubem 1 kus 203/1 trubka sada. 1 sada=3kusy 204/1 redukční pouzdro 16/ kus šroubovák s T rukojetí... 1 kus zástrčný bit (6-hr) vel kus šroubovákový nástavec T kus zastavovací tyč... 1 kus Vhu 36 komplety C a D - nožové příslušenství: 301/1 VPS FCRK10 (5,5x16x60) 1 kus 301/2 - VPS FCKR10 1 kus 305/1 DDS SCACR 06 1 kus 305/2 DDS SCACL kus 306/1 DDS SCBCR 06 1 kus 306/2 DDS SCBCL 06 1 kus 302/1 DDS STFOR 11 1 kus 303/1 DDS STFCR 11 1 kus 304/1 DDS STKCR kus 307/1 VTS ,5. 1 kus 308/1 VHS 16-1,5 STZCL 11 1 kus 309/1 VHZ 16-1,5 ST R16. 1 kus do kompletu D jsou přibaleny břitové destičky VBD: TCMT E UM kusy CCMT E UM kusy Vhu 56, Vhu 80 a Vhu 110 komplety B, C a D základní příslušenství: 201/2 držák se šroubem (D25x195) Vhu56. 1 kus 201/3 držák se šroubem (D25x220) Vhu80 1 kus 201/4 držák se šroubem (D25x244) Vhu110 1 kus 202/2 držák..2 kusy 203/2 trubka-sada.1 sada=3kusy 204/2 redukční pouzdro 25/ kus šroubovák s T rukojetí 1 kus zástrčný bit 6-hr vel.4 a 6 1 kus šroubovákový nástavec T 7 a T kus zastavovací tyč 1 kus Vhu 56, Vhu 80 a Vhu 110 komplety C a D - nožové příslušenství: 302/1 DDS STFOR kus 303/2 DDS STFCR kus 304/2 DDS STKCR kus 305/3 DDS SCACR kus 305/4 DDS SCACL kus 306/3 DDS SCBCR kus 306/4 DDS SCBCL kus 307/2 VTS , kus 307/3 VTS ,5..1 kus 308/2 VHS 25-1,5 STZCL kus 309/2 VHZ 25-1,5 ST R kus do kompletu D jsou přibaleny břitové destičky VBD: TCMT E UM kusy CCMT 09T304E UM kusy Vhu 125 a Vhu 160 komplety B, C a D - základní příslušenství: 201/5 držák se šroubem (D32x350) Vhu125 1 kus 201/6 držák se šroubem (D32x385) Vhu160 1 kus 202/3 držák 2 kusy 203/3 trubka-sada..1 sada=4kusy 4

5 204/4 redukční pouzdro 32/ kus šroubovák s T rukojetí 1 kus zástrčný bit 6-hr vel.4 a kus šroubovákový nástavec T 7 a T kus zastavovací tyč 1 kus Vhu 125 a Vhu komplety C a D - nožové příslušenství: 302/1 DDS STFOR 11 1 kus 303/3 DDS STFCR 11 1 kus 304/3 DDS STKCR 11 1 kus 305/5 DDS SCACR 06 1 kus 305/6 DDS SCACL 06 1 kus 306/5 DDS SCBCR 06 1 kus 306/6 DDS SCBCL 06 1 kus 307/4 VTS ,5..1 kus 307/5 VTS ,5. 1 kus 308/3 VHS 32-1,5 STZCL 11 1 kus do kompletu D jsou přibaleny břitové destičky VBD: TCMT E UM kusy CCMT 09T304E UM kusy Poznámka: 1. Pokud byly objednány VBD firmy Wohlhaupter, jsou v kompletu D zaměněny za typ TCMT. 2. VBD pro závity a zápichy nejsou v rámci kompletu D dodávány. 4. Příslušenství Vhu a jeho použití Držák se šroubem prodlužuje délku saní a upíná se do podélného otvoru v saních upínací hlavou ke stupnici (12). Při upínání se využije TRUBKA SADA, nejprve se dotáhne šroub (122) na podložku (121) a teprve potom upínací šrouby v horní řadě saní. Do držáku se upínají nože stejným způsobem jako do saní. Trubka sada slouží jako soustava distančních trubek při upínání držáku se šroubem do saní. Vkládají se mezi hlavu držáku a přední čelo saní a zbytek sady mezi zadní čelo saní a podložku (121). Maximálmího vyložení držáku ze saní lze docílit vložením celé sady za jeho hlavu. Delší vyložení, než dovoluje délka distančních trubek, se NEDOPORUČUJE. 5

6 Držák 202 slouží pro upnutí držáku hlavice (307) viz. obrázek. Držáky se upínají v páru, aby lépe zachytily řezné síly a zabránily vzniku chvění nože. Nože (301) s pájenou břitovou destičkou s pozitivní geometrií břitu a povlakovanou TiN jsou určeny pro přesné vyvrtávání otvorů od Ø 6 mm. Jsou možné velmi malé úběry až 0,05 mm s kvalitním povrchem obrobené plochy. Redukční pouzdra slouží k upínání menších průměrů nožů, než dovolují upínací otvory v saních.pouzdra jsou jednostranně rozříznuta, a proto se při upínání musí natočit v otvoru saní tak, aby osa upínacího šroubu byla kolmá na rovinu proříznutí. Tím je zajištěno pevné sevření nástroje v pouzdru. 6

7 Držáky VBD 302, 303 a 304 jsou osazeny trojúhelníkovou břitovou destičkou se 3 břity a malým radiusem na špičce. To umožňuje přesné vyvrtávání i při malých úběrech (0,05mm). Běžně jsou dodávány VBD lisované TCMT, v případě vyššího požadavku lze použít broušenou břitovou destičku s pozitivní geometrií břitu, která dovoluje extrémně malé úběry až 0,02 mm při záruce vysoké jakosti obrobené plochy. Jedná se o výrobek firmy Wohlhaupter s označením tvar 161 WTI Držáky VBD 305 nahrazují původní přímé nože s pájeným SK plátkem. Spolu s držáky VBD 306, které představují ubírací nože, jsou určeny pro tato použití: 1. Vyvrtávání otvorů velkého průměru, kdy hlava se ponořuje do otvoru. - jedná se o držáky SCACL(1) a SCBCL(2 ) - LEVÉ 2. Rovnání předního čela otvoru - použití držáků SCACR(3) a SCBCR(4 ) - PRAVÉ 7

8 Vvvrtávání otvoru velkého průměru Rovnání předního čela otvoru Držák hlavice (307) nahražuje původní vyvrtávací tyče. Do drážek na jeho čele se nasadí hlavice zadní (308) nebo hlavice (309) pro upínání závitovacích či zapichovacích břitových destiček a připevní se šroubem. 8
 pro upínání závitovacích či zapichovacích břitových destiček a")
9 5. Popis hlavy a její funkce - ( obrázek č. ) Základním prvkem hlavy je těleso (46), ve kterém jsou kolmo na jeho osu otáčení uloženy saně (27) a to v rybinovém vedení. Vůle mezi vodícími plochami je vymezena pravítkem (18) a trojicí stavěcích šroubů (45) s kontramaticemi (44). Těmito šrouby a maticemi obsluha NEMANIPULUJE. Pro zpevnění soustavy saně těleso slouží šroub (19 nebo 56 u Vhu36), jehož dotažením se přitiskne pravítko k saním a tím soustava lépe čelí chvění a samovolné změně nastaveného rozměru při vyvrtávání válcového otvoru. POZOR! při ruční manipulaci - nastavování rozměru a nebo při obrábění ploch s využitím samočinného posuvu hlavy musí být šroub povolen. V saních ve dvou kluzných ložiskách je otočně uložen vodící šroub (34) s Tr závitem. Hlavní ložisko je součástí saní, druhé (37) je přišroubované. Hlavní ložisko zachycuje síly, vzniklé na řezném nástroji.šroub (34) je sice uložen otočně, ale proti samovolnému otáčení ho jistí západka (28), která je pružinou (29) tlačena do jednoho ze tří otvorů v hlavě šroubu. Při pootočení šroubu si najde nejbližší otvor, zasune se do něno a svým čelem se opře o kuličku (33), která mu brání v dalším pohybu. Kulička svoji spodní částí zasahuje do šestihranného otvoru pro zástrčný klíč. Při nasazení klíče do otvoru musí kulička změnit svoji polohu a přitom posune západku směrem zpět. Tím šroub uvolní pro rychlé přesunutí saní do vzdálenější polohy. POZOR! před vyjmutím zástrčného klíče z otvoru hlavy šroubu je nutné nejprve klíč z otvoru povytáhnout, aby byl mimo dosah kuliček a potom šroubem pootočit, aby západka uzamkla jeho polohu. ( Rysky na čele šroubu určují 3 jeho možné polohy pro zasunutí západky ). Šnek se stupnicí pro nastavování rozměru (41) je otočně uložen v tělese a v jeho zadní části pod víčkem (14) je nasazena rohatka (16), která jím otáčí v případě samočinného posuvu. Pomocí zástrčného klíče lze šnekem otáčet na obě strany. 1 dílek na stupnici představuje vysunutí saní z tělesa o 0,005mm. Nutno počítat s vůlí v převodech, která se projeví mrtvým chodem šneku. Pro vymezení mrtvého chodu doporučujeme ustavovat rozměr pouze z jedné strany otáčení stupnice, tedy při návratu rozměr přejet o jednu otáčku a ve směru nastavování rozměru se vrátit na potřebnou hodnotu. Snekové kolo (42), které je jednak s minimální možností axiálního pohybu otočně uloženo v tělese hlavy, je zároveň jako matice našroubováno na vodící šroub v saních. Pokud se šnek otáčí, otáčí se i šnekové kolo a vodící šroub se v něm axiálně posouvá a sebou unáší saně. 9

10 Pokud je šnekem otáčeno ručně, jedná se o ruční posuv saní. Pokud šnekem otáčí rohatka, jedná se o posuv samočinný. Samočinný posuv je odvozen od rotačního pohybu hlavy. Mechanizmus je umístěn v horní části tělesa a to v soustavě čtyř kroužků ( 47, 9, 7 a 6 ), které jsou nasazeny na jeho horní válcové části. Jaká je jejich funkce? Řídící kroužek (47) má v sobě zasunuty kolíky (12), které vysouvá směrem vně kroužku pružina (11). Ovládací kroužek (9) je navlečen na kroužek řídící a jeho vybrání na vnitřním průměru tvoří kulisu pro programování polohy kolíků. Kroužek s čísly (7) je nasazen na unášecí kolíky řídícího kroužku a slouží jako nosič, na kterém jsou vyznačeny červeně polohy a velikosti posuvů. Pootočením ovládacího kroužku, kdy červená značka na jeho obvodu se kryje s některou značkou na kroužku s čísly, se vysune odpovídající počet kolíků (12) směrem ke středu řídícího kroužku a tím vytvoří překážku, která bude pootáčet rohatkou, pokud se bude hlava otáčet a sada kroužků bude v klidu. Při otáčení hlavy jsou kroužky drženy v klidu pomocí brzdícího kroužku (6). Ten je s kroužkem s čísly propojen pomocí vysunuté pojistky (5), která zabírá svou kuželovou plochou do jeho drážky. Tím, že drážka má své boky zkosené, dojde při překročení určité hodnoty kroutícího momentu k vysunutí pojistky z drážky a tím se oba, doposud spojené kroužky,rozpojí. Aby pojistka mohla plnit funkci ochrany hlavy před nebezpečným nárůstem kroutícího momentu a tím i zatížení jejího vnitřního mechanizmu, je v brzdícím kroužku umístěn čep pojistky (54). Ten je pružinou (53) a stavěcím šroubem (52) přitlačován do jednoho ze dvou zubů pojistky podle toho, ve které poloze se pojistka momentálně nachází. Při přílišném dotažení šroubu (52) čep pojistky nemá dostatečný prostor k couvnutí a pojistka se tak stává nefunkční v žádném případě už nevypne. Brzdící kroužek se přidržuje v klidu pomocí tyče (50), která se zasune do otvoru na jeho obvodu. Při práci s hlavou doporučujeme tyč nedržet v ruce, ale opřít ji o vhodnou opěrku. Pro omezení dráhy saní při samočinném posuvu jsou instalovány na jejich boku dva přestavitelné dorazy (25 a 39). V případě, že doraz narazí na dorazový kolík (66), vzroste vnitřní zatížení hlavy a pojistka vypne. Nad kroužky je k tělesu přišroubována příruba (4), ke které se přišroubuje čtyřmi šrouby upínací kužel. Nože a držáky se do saní upínají pomocí šroubů (31 a 32). 6. Základní operace prováděné pomocí Vhu Seznam operací 1 - Vyvrtávání otvoru 7 - Vyvrtávání kuželového otvoru 2 - Zarovnávání předního čela 8 - Obrábění vnějšího kuželu 3 - Vnitřní zapichování 9 - Řezání závitu 4 - Vnější zapichování 5 - Zarovnávání vnějšího čela 6 - Obrábění (soustružení) vější plochy Tabulka krajních rozměrů pro základní operace dle obrázku č. xyz Z max max.obráběný průměr [mm] [mm] d1 d2 d3 d4 d5 d6 d7 Vhu Vhu Vhu Vhu
 je navlečen na kroužek řídící a jeho vybrání na vnitřním průměru tvoří kulisu pro programování polohy kolíků.")
11 Vhu Vhu Základní technické parametry Vhu Posuv saní max[mm] Max.obráběný průměr čela [mm]

12 Vyvrtávaný průměr - minimální [mm] Vyvrtávaný průměr - maximální [mm] Samočinný posuv mm/ot 0,02 0,04 0,06 0,05-0,10-0,15-0,20 Ruční posuv saní - otáčením šroubu mm/ot 3 4 Přesnost nastavení rozměru 1 dílek na stupnici = 0,01 mm / průměr díry Průměr upínacích otvorů v saních [mm] 16 H8 25 H8 32 H8 Hmotnost samotné hlavy bez kuželu [kg] 2,1 7,5 8,1 8,4 12,4 13,8 Velikost kuželové stopky VK 360 VK Základní rozměry A B C D E Vhu Vhu Vhu Vhu Vhu Vhu Montáž kuželové upínací stopky Upínací stopka je nasazena do středícího otvoru příruby, která je šesti šrouby přitažena k tělesu hlavy. U Vhu36 a Vhu56 nejsou použita pera pro zachycení kroutícího momentu. U Vhu 36 je průměr příruby 70mm, u ostatních hlav průměr 110mm. Stopka k přírubě je přitažena 4-mi šrouby. Šrouby je třeba dotahovat křížem a rovnoměrně, aby se zachovala souosost hlavy s kuželem.seznam stopek je uveden v příloze na straně xxxx. 10. Upínání hlavy na obráběcí stroj 12

13 Hlava se upíná do vřetena obráběcího stroje tak, že se kuželová stopka vloží do dutiny vřetena a upne upínacím systémem stroje. Při upínání je třeba dbát na čistotu obou upínacích ploch kužele stopky i dutiny. Upínací stopky MORSE s vyražečem musí být zajištěny klínem proti vypadnutí ze vřetena stroje. Zadržovací tyč, která je zasunuta do brzdícího kroužku, se opírá o vhodně instalovanou opěru. 11. Způsob použití Vyvrtávání vnitřních a soustružení vnějších průměrů Při vyvrtávání vnitřních (obr.1 / xzy) a soustružení vnějších průměrů (obr.6 / xzy) se nesmí obsluhující dotýkat brzdícího kroužku (1.), což by mohlo způsobit změnu seřízeného rozměru. Pro rychlé přestavení saní (5) vtlačíme do vnitřního šestihranu hlavy šroubu pro rychlý posuv (12) nástrčný klíč asi do hloubky 12 mm. Nyní můžeme otáčením rychle posunovat saně. Jeden dílek na stupnici pro rychlý posuv saní značí: U Vhu 36, 56, 80 a posunutí saní o 1 mm = 2 mm na Ø U Vhu 125 a posunutí saní o 2 mm = 4 mm na Ø Jednomu otočení šroubu pro rychlý posuv saní tedy odpovídá: U Vhu 36, 56, 80 a posunutí saní o 3 mm = 6 mm na Ø U Vhu 125 a posunutí saní o 4 mm = 8 mm na Ø Po přestavení saní musí být šroub pro rychlý posuv opět zajištěn proti otočení. Vysuneme nástrčný klíč částečně tak, aby zůstali v otvoru pouze délkou asi 4 mm a potom otočíme šroubem tak, aby se nejbližší ryska stupnice kryla s pevnou ryskou na saních (5). Střídavým otáčením klíče na obě strany zkontrolujeme, zda je šroub řádně zajištěn proti otočení. Při jemném stavění saní (5) otáčíme stupnicí pro jemné stavění (4) pomocí nástrčného klíče. Otáčením ve směru šipky se posunují saně (5) rovněž ve směru šipky. Jeden dílek na stupnici pro jemné stavění (4) značí posunutí saní (5) o 0,005 mm = 0,01 mm na Ø. Při přesném nastavování, kdy se jedná o přechod z většího rozměru na menší rozměr, doporučujeme přetočit stupnici pro jemné stavění zpět o více než polovinu otáčky, než odpovídá rozměru a pak se teprve vrátit na požadovaný rozměr. Tím odstraníme vliv vůle v převodu (mrtvý chod). Po nastavení doporučujeme šroubem pro zajištění saní (9) zajistit nastavený rozměr. Jemným přitažením tohoto šroubu také pomůžeme odstranit mrtvý chod při jeho přesném nastavování Zarovnávání předního a zadního čela (obr.2 a 5 /xyz), zapichování vnějších a vnitřních zápichů (obr. 3 a 4 / xyz) Při těchto operacích se používá příčný posuv saní (5): šroub pro zajištění saní (9) musí být povolen. Na hlavách Vhu lze nastavi tyto samočinné posuvy saní: U hlavy Vhu 36.0,02 0,04 0,06 mm / otáčku U hlav Vhu 56, 80, 110, 125 a ,05 0,10 0,15 0,20 mm / ot. Posuv se nastavuje tak, že se natočí řadící kroužek (2) tak, aby ryska zaplněná červenou barvou na tomto kroužku směřovala proti otvoru zaplněnému červenou barvou u příslušného čísla, označujícího velikost příčného posuvu v 0,01 mm/ot na stupnici samočinného příčného posuvu (16). Zařazení posuvu nejlépe provedeme tak, že palcem a ukazováčkem jedné ruky uchopíme řadící kroužek (2) za vroubkovanou část, palcem a ukazováčkem druhé ruky uchopíme brzdící kroužek (1) se zapnutou spojkou (15) a natočením obou kroužků proti sobě nastavíme zvolený posuv. Příklad zařazením posuvu ukazuje obr.11. Je na něm zařazen samočinný příčný posuv saní 0,10 mm/ot. OBRÁZEK Po skončení všech prací, používajících samočinný posuv saní vypněte posuv. Posuv zapínejte z bezpečnostních důvodů za klidu stroje. Po zařazení příslušeného příčného posuvu otočte brzdící kroužek (1) za klidu stroje proti směru otáčení vřetene nejméně o 1 otáčku! Maximální otáčky vřetena stroje: pro Vhu ot / min Pro ostatní hlavy 500 ot / min 13
 a soustružení vnějších průměrů (obr.6 / xzy) se nesmí obsluhující dotýkat brzdícího kroužku (1.), což by mohlo způsobit změnu seřízeného rozměru.")
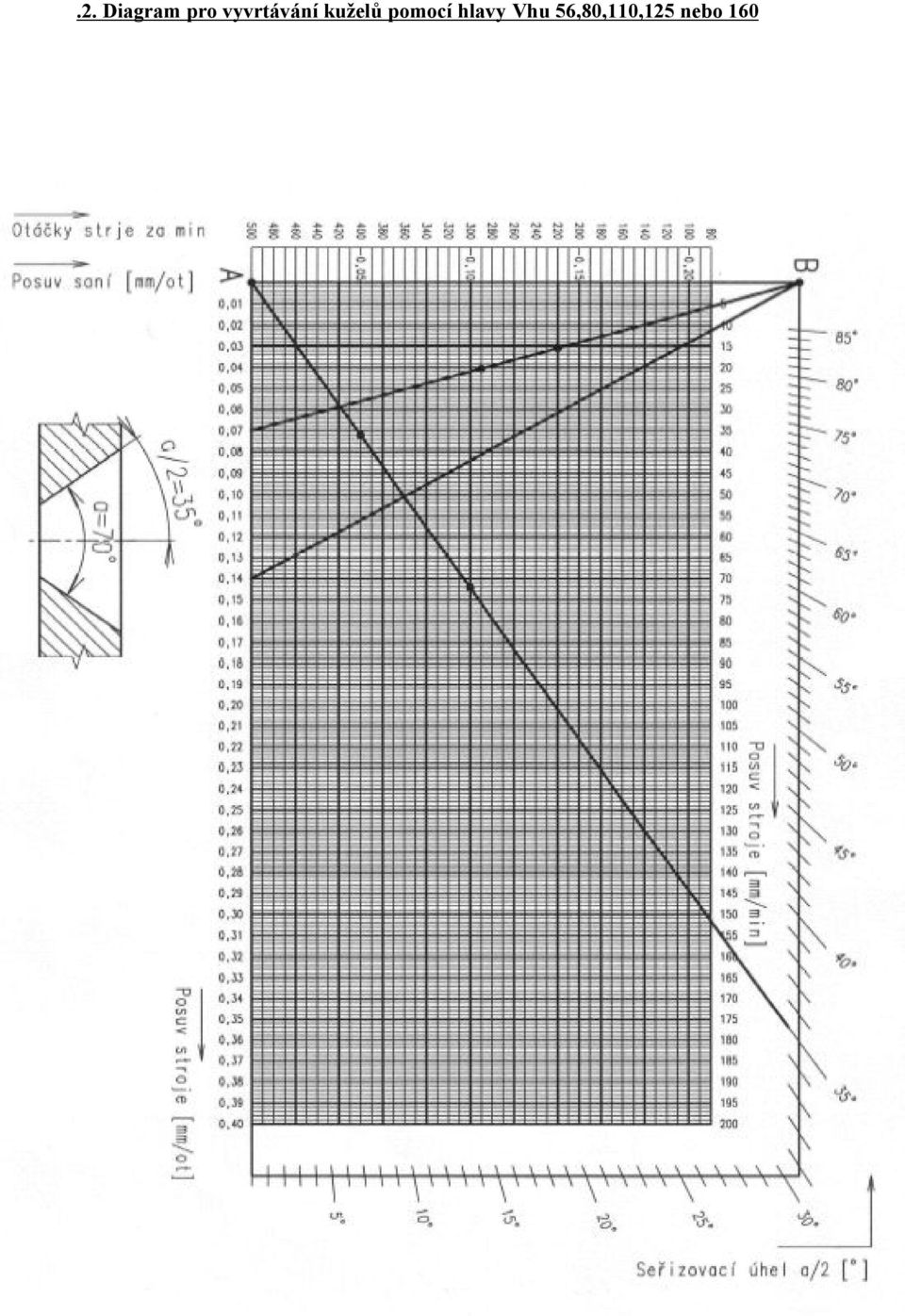
14 Samočinný příčný posuv saní (5) se uvede v činnost zabrzděním ovládacího kroužku (3) pomocí brzdícího kroužku (1). Do otvoru v brzdícím kroužku se vloží přidržovací tyč (17). Tyč držte v ruce jen pro lehčí práce, trvající kratší dobu, při zarovnávání širších ploch většími třískami a při jakémkoli používání dorazů je z bezpečnostních důvodů nutné opřít tyč o pevný doraz, vhodně umístěný při vřetenu stroje. V obou případech musí být spojen brzdící kroužek (1) s ovládacím kroužkem (3) pomocí spojky (15), umístěné v brzdícím kroužku (1), která se tlakem prstu nebo pomocí plochého šroubováku zatlačí do jednoho ze dvou zářezů v ovládacím kroužku (3). Zabrzděním ovládacího kroužku (3) při otáčení hlavy doprava se pohybují saně (5) ve směru šipky, umístěné na boku saní u stupnice pro jemné stavění saní (4), při otáčením hlavy doleva se pohybují saně proti směru šipky. K samočinnému vypnutí příčného posuvu dojde, jestliže narazí jeden z dorazů (10) na dorazový kolík (11), nebo jestliže z důvodů velkého záběru, otupení nebo vylomení nože se zvětší řezný odpor. Citlivost vypínání spojky (15) může býti seřízena seřizovacím šroubem spojky (14). Tímto šroubem se stlačuje nebo povoluje pružina působící na spojku (15). Při větším zašroubování seřizovacího šroubu spojky (14) zkuste pomocí šroubováku (viz.obr.12) vypnout spojku. OBRÁZEK V případě, že spojka nejde úplně vypnout, dosedají závity pružiny na sebe, a musíte seřizovací šroub spojky (14) o něco povolit a znovu zkusit vypnout spojku (15) popsaným způsobem. Seřízení dorazu pro vypnutí na přesném průměru. Doraz (10) musí být seřízen a zajištěn tak, aby se příčný posuv vypnul v tom okamžiku, kdy ostří nástroje dosáhne určitého průměru. Musíme proto seřídit vypínání spojky (15) tak, aby vypínací tlak mezi dorazem (10) a dorazovým kolíkem (11) byl co možná nejmenší, to znamená, že seřizovací šroub spojky (14) musí být zašroubován co možná nejméně. Přesto však dojde k určitému přeběhu přes požadovaný rozměr. Tento přeběh je v toleranci průměrů zápichů pro pojistné kroužky. Pro přesnější práce můžeme doraz seřídit přesněji podle následujícího návodu: Doraz (10) musí být seřízen a pevně přišroubován tak, aby vypnul těsně před požadovaným průměrem. To znamená, že např. otáčením stupnice pro jemné stavění (4) odsuneme saně (5) asi o 0,2 mm zpět, dorazíme doraz (10) k dorazovému kolíku (11) a pevně zajistíme šrouby. Po zkušebním vypnutí měřením zjistíme rozdíl mezi požadovaným průměrem a skutečným průměrem. Doraz seřídíme nyní následujícím způsobem: Nepovolujeme doraz (10), ale posuneme saně (5) zpět tak, aby mezi doraz (10) a dorazový kolík (11) mohla být suvně vsunuta libovolná koncová měrka, např. 2 mm Saně (5) zajistíme proti posunutí šroubem pro zajištění saní (9) tak, aby se jeho poloha nemohla při přemísťování dorazu (10) měnit. Sestavíme novou koncovou měrku takto: jestliže skutečný průměr, který jsme obdrželi po zkušebním vypnutí, je větší než požadovaným průměr, musí nová koncová měrka býti o polovinu zjištěného rozdílu menší než 2 mm. jestliže skutečný průměr je menší než požadovaný průměr, musí být nová koncová měrka větší o polovinu zjištěného rozdílu než 2 mm. Nyní povolíme doraz (10) a dorazíme jej k nově sestavené koncové měrce, opřené o kolík dorazu (11) a pevně upneme. Vyjmeme koncovou měrku a povolíme šroub pro zajištění saní (9). Vypínání samočinného příčného posuvu je nyní seřízeno na požadovaný průměr. Po najetí na doraz se nejprve musí uvolnit napružený mechanismus několika otáčkami stupnice pro jemné stavění saní (4). Pak teprve můžeme posouvat saně zpět stupnicí pro rychlý posuv saní (12) Vyvrtávání kuželů Při vyvrtávání kuželů musí být spojen příčný posuv saní s axiálním posuvem vřetena stroje, který je zase pevně svázán s jeho otáčkami. Určení posuvu saní a vřetena v závislosti na úhlu kužele: Z diagramu pro vyvrtávání kuželů (viz. příl.) můžeme pro příslušný úhel kužele určit potřebné posuvy saní a vřetena. Diagram nám ukazuje, že pro požadovaný vrcholový úhel kužele 70º můžeme zvolit posuv saní 0,05 mm/ot a posuv vřetena stroje 0,071 mm/ot nebo pro posuv saní 0,10 mm/ot zvolíme posuv stroje 0,142 mm/ot. Z diagramu můžeme určit též posuv vřetena v mm/min. v závislosti na 14
 s ovládacím kroužkem (3) pomocí spojky (15), umístěné v brzdícím kroužku (1), která se tlakem prstu nebo pomocí plochého šroubováku zatlačí do")
15 otáčkách vřetena za minutu. Snažíme se zvolit co možná nejmenší hodnoty posuvů vřetena stroje, ale při vyvrtávání kuželů s malým úhlem se nevyhneme poměrně velkým posuvům, které nám zhoršují jakost povrchu. Na povrchu vyvrtaného kužele jsou 0,025 mm nerovnosti, způsobené přerušovaným příčným posuvem. Pro požadovaný kužel nebudou zpravidla na stroji potřebné posuvy, takže se nevyhneme úchylkám v kuželovitosti,a proto pro přesné kužele se musí provést dodatečné kalibrování kužele jiným nástrojem. Upnutí nože: posuv saní (5) může při pravém otáčení vřetena stroje směřovat jen jedním směrem (viz.obr.13). Přesto můžeme vyvrtávat rozšiřující se nebo sužující se kužele. Upneme-li nůž ve směru příčného posuvu saní, budeme vyvrtávat rozšiřující se kužel. Upneme-li stejný nůž proti směru příčného posuvu saní, budeme vyvrtávat zužující se kužel. Při upnutí nože musíme dát pozor na to, aby špičkou nože byla nastavena do roviny procházející osami otvorů pro tyče a držáky (7) (viz.obr.14), jinak není kužel přesný.obrázek postup práce při vyvrtávání kužele: Upneme nůž podle bodu b) a pomocí stupnice pro rychlý posuv saní (12) a stupnice pro jemné stavění saní (4) nastavíme nůž na výchozí průměr vrtání ( v bodu 0 viz. Obrázek) Podle obrázku (xy) nastavíme dorazy do krajních poloh a odměříme vzdálenost mezi dorazem a dorazovým kolíkem (11) a tuto míru si zapíšeme. Odsuneme vřeteno s hlavou tak, aby ostří nože bylo asi 2 3 mm nad povrchem obrobku (do bodu 1 ) a nastavíme v této poloze stupnici přesného nastavování rozměru na nulu a to ve směru přidávání hloubky třísky. V této poloze bude ležet výchozí bod. Do něho se budeme vracet vždy ve směru přibližování se k obrobku a pouze v tomto bodě se bude přidávat hloubka třísky. Zapneme spojku (15) a zašroubujeme úplně seřizovací šroub spojky (14). Tím vyloučíme vypnutí spojky (15) v případě přetížení. Proto však musíme zvýšit pozornost při práci a vyvarovat se najetí na doraz nebo konec výsuvu saní. Na hlavě nastavíme samočinný posuv saní v hodnotě odečtené z diagramu. zasuneme přidržovací tyčku (17) do otvoru v brzdícím kroužku (1) a opřeme ji o pevný doraz na stroji Zařadíme z diagramu odečtený posuv vřetena ke zvoleným otáčkám a necháme ho zařazen po celou dobu vyvrtávání kuželu. Spustíme opačné otáčky vřetena a odsuneme vřeteno o několik mm zpět (do bodu 2 ). Nyní zároveň s posuvem vřetene stroje se posouvají saně (5). Změníme otáčky na pravé a vrátíme se zpět do bodu 1 ve směru vyvrtávání.po dojetí zastavíme stroj, ale nevypínáme posuv. Pomocí stupnice (4) nastavíme hloubku třísky. Při nastavování nevypínáme posuv hlavy, jen pootočíme brzdícím kroužkem, aby se uvolnily zuby vnitřního převodu. Potom opět vrátíme brzdící kroužek do původní polohy. Pozor skutečnou hodnotu hloubky třísky lze nastavovat i pomocí základních měrek a nastaveného dorazu. Spustíme pravé otáčky vřetena a nyní zároveň s posuvem vřetene stroje se posouvají saně (5) a nůž vyvrtává daný kužel. V bodě 3 otáčky zastavíme, posuv necháme zařazen. Nyní pootočíme stupnicí pro rychlý posuv saní o 1 dílek ve směru oddálení špičky nože od vyvrtané kuželové plochy a v této poloze stupnici zajistíme již dříve popsaným způsobem. Zařadíme opačné otáčky, ale vyšší, a vrátíme se zpět do bodu ( 2 ). Odtud již pracovními otáčkami se vrátíme do bodu ( 1 ). Nejprve vrátíme stupnici (12) pro rychlý posuv saní do původní polohy tedy o 1 dílek zpět a stupnici opět zajistíme proti otáčení. Nyní teprve nastavíme novou hloubku třísky. Dále pokračujeme již známým způsobem. Tento způsob vyvrtávání kuželů lze použít na konvenčních obráběcích strojích, kde je svázán pohyb vřetena s jeho otáčkami a dále na NC a CNC strojích při použití funkce G, která právě tuto funkci zajišťuje. Podobným způsobem můžeme soustružit vnější kužele Řezání závitů Pomocí hlavy Vhu lze řezat válcové závity a v omezené míře i závity kuželové. Pro oba způsoby je zapotřebí pevná vazba mezi posuvem vřetena stroje a jeho otáčkami. Pro řezání kuželových závitů platí stejné podmínky jako pro vyvrtávání kuželů. Při řezání válcových závitů nesmí být zachycen brzdící kroužek (1), který by mohl způsobit axiální posuv saní (5). Postup práce: 15

16 upneme nůž na stroji zařadíme příslušné otáčky a posuv odpovídající stoupání závitu a tento posuv necháme zařazený po celou dobu práce přestavíme saně pomocí stupnice pro rychlý posuv saní (12) a zabereme třísku pomocí stupnice pro jemné stavění saní (4) a dotáhnema šroub pro zajištění saní (9) spustíme otáčky, vyřízneme závit a otáčky zastavíme povolíme šroub (9), odsuneme nůž pomocí stupnice (12) o 1 dílek od obrobené plochy spustíme opačné otáčky a vysuneme nůž z otvoru zabereme další třísku a celý pochod opakujeme podle potřeby až do vyřezání závitu Při řezání kuželových závitů je třeba nejprve určit velikost příčného posuvu saní a to dle vzorce : posuv saní [mm/ot. ] = stoupání závitu [mm] x tg α / 2 kde α / 2 je polovina vrcholového úhlu posuv vřetena [mm / ot] = stoupání závitu Pokud výsledek odpovídá nabídce posuvů dané hlavy, lze závit řezat bez obav.v opačném případě dojde k úhlové odchylce a nutno posoudit její přípustnost. Upnutí nástroje a jeho seřízení na daný průměr, jakož i postup práce jsou uvedeny v kapitole vyvrtávání kuželů. 12. Údržba, mazání a skladování hlavy Běžná údržba představuje udržování hlavy v čistotě a její mazání.vnitřní ústrojí vyvrtávací hlavy se maže vtlačováním mazacího tuku AK2 pomocí mazacího lisu do obou maznic (13). Pohybový šroub v saních se maže při jejich vysunutí k oběma krajním dorazům strojním olejem dle potřeby.hlava se skladuje ve vyčištěném a nakonservovaném stavu. Konservuje se konservačním prostředkem KONKOR 101 a ukládá se s kazetou v suchém a neagresivním prostředí. 13. Záruka a záruční podmínky 1. Záruční doba: Výrobce poskytuje záruku na bezporuchový chod výrobku po dobu 12 měsíců ode dne prodeje prvnímu přímému spotřebiteli, nejdéle však po dobu 18 měsíců od splnění dodávky výrobce prodejci. 2. Záruka se neposkytuje na součástky, pro které je technickými normami stanovená kratší životnost, nebo které se pravidelně vyměňují. Výrobce neručí za poškození zaviněné přepravcem, za vady vzniklé neodbornou obsluhou, nevhodným skladováním, přetížením nebo nešetrným zacházením. 3. Náklady na dopravu do místa záruční opravy a zpět hradí výrobce v případě, že odsouhlasil způsob přepravy. 4. Při uplatnění reklamace je bezpodmínečně nutné zaslat nebo předložit fakturu o koupi přístroje. Bez tohoto dokumentu nemůže být oprava uznána za záruční a bude účtována. Uznání nároku na záruční opravu je vázáno na podmínku, že: a) výrobek pracuje v podmínkách a způsobem stanoveným v návodu k obsluze a jsou dodržovány pokyny pro jeho údržbu a provoz b) na výrobku nebyly provedeny odběratelem nebo někým jiným konstrukční úpravy bez vědomí výrobce nebo neoprávněné montážní zásahy 5. Záruční opravy provádí výrobce do 30 dnů od převzetí reklamace. 6. Výrobce provádí rovněž veškeré opravy výrobku po záručních lhůtách. Ostatní záležitosti se řídí obchodním zákoníkem. 16

17 14.1. Diagram pro vyvrtávání kuželů hlavou Vhu 36 17

18 .2. Diagram pro vyvrtávání kuželů pomocí hlavy Vhu 56,80,110,125 nebo Diagram pro vyvrtávání kuželů pomocí hlavy Vhu 56,80,110,125 nebo
19 14.3. Seznam náhradních dílů pro hlavy Vhu - příloha 19

20 Seznam názvy dílů - 1 šroub 2 - kroužek 3 - kolík 4 - spojovací příruba 5 - pojistka 6 - brzdící kroužek 7 - kroužek 8 - kolík 9 - ovládací kroužek 10 - pružina 11 - pružina 12 - kolík 13 - šroub 14 - víčko 15 - podložka 16 - rohatka 17 - kroužek 18 - pravítko 19 - šroub 20 - pružina 21 - brzda 22 - kroužek kolík 25 - šroub 26 - doraz 27 - vložka 28 - saně sestava 29 - západka 30 - pružina 31 - šroub 32 - šroub 33 - šroub 34 - količka 35 - šroub 36 - rozpěrný kroužek 37 - kolík 38 - zadní ložisko 39 - šroub 40 - doraz 41 - kroužek 42 - šnek 43 - šnekové kolo 44 - pero šroub 47 - těleso 48 - řídící kroužek 49 - kolík 50 - kulička 51 - tyč 52 - koule 53 - šroub 54 - pružina 55 - čep pojistky 56 - kulička 57 - šroub 58 - kolík 59 - brzda 60 - čep 61 - šroub 62 - čep 63 - zátka 64 - pojistný kroužek 65 - pero 66 - šroub 67 - kolík 68 - šroub 69 - šroub 20

21 Foto příslušenství hlavy Vhu
22 Foto příslušenství hlavy Vhu 80 22
23 23
RTH BJ. Návod použití evidenční číslo: 2510507. závitořezné hlavy reverzační. Výrobce:
 Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
SVn. Návod použití Ev.č.: 0610205. stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600. Výrobce:
 Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206
 Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
Držáky pro upínání nástrojů se stavitelnou stopkou DIN 69871-A / PN 24 7206 Rozměr D d H7 L označení mm mm mm 40 x 28-80 50 28 80 40 x 36-115 63 36 115 40 x 36-170 63 36 170 50 x 36-75 63 36 75 50 x 48-105
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Univerzální měřidlo 844 T Multimar na měření vnitřních a vnějších rozměrů. Parametry. Technická data
 10-4 Multimar. Univerzální měřicí přístroje Univerzální měřidlo 844 T Multimar na měření vnitřních a vnějších rozměrů Použití Na měření vnějších a vnitřních rozměrů vnějších a vnitřních závitů středicích
10-4 Multimar. Univerzální měřicí přístroje Univerzální měřidlo 844 T Multimar na měření vnitřních a vnějších rozměrů Použití Na měření vnějších a vnitřních rozměrů vnějších a vnitřních závitů středicích
Soustružení kuželových ploch
 1 Soustružení vnějších kuželových ploch S kuželovými plochami se ve strojírenství setkáváme např. u kuželových upínacích stopek nástrojů (frézy, vrtáky, výhrubníky, výstružníky), kuželové dutiny pinoly
1 Soustružení vnějších kuželových ploch S kuželovými plochami se ve strojírenství setkáváme např. u kuželových upínacích stopek nástrojů (frézy, vrtáky, výhrubníky, výstružníky), kuželové dutiny pinoly
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
PŘESNÁ VYVRTÁVACÍ HLAVA
 NAREX MTE s.r.o., Moskevska 63, CZ-10100 Praha 10, Czech Republic Tel: +420 246 002 249, 246 002 321, 246 002 333 Fax: +420 246 002 335, 246 002 343 PŘESNÁ VYVRTÁVACÍ HLAVA Type 205bh (WOHLHAUPTER-TOGT)
NAREX MTE s.r.o., Moskevska 63, CZ-10100 Praha 10, Czech Republic Tel: +420 246 002 249, 246 002 321, 246 002 333 Fax: +420 246 002 335, 246 002 343 PŘESNÁ VYVRTÁVACÍ HLAVA Type 205bh (WOHLHAUPTER-TOGT)
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
NÁVOD K POUŽITÍ Evid. č. 1510304
 NÁVOD K POUŽITÍ Evid. č. 1510304 Výrobek: ZÁVITOŘEZNÉ HLAVY BEZPEČNOSTNÍ Typy: Zhb 21, Zhb 31, Zhb 41, Zhb 51 Zhb 21A, Zhb 31A, Zhb 41A Výrobce: NAREX MTE s.r.o. Moskevská 63 CZ-10100 Praha 10, Czech Republic
NÁVOD K POUŽITÍ Evid. č. 1510304 Výrobek: ZÁVITOŘEZNÉ HLAVY BEZPEČNOSTNÍ Typy: Zhb 21, Zhb 31, Zhb 41, Zhb 51 Zhb 21A, Zhb 31A, Zhb 41A Výrobce: NAREX MTE s.r.o. Moskevská 63 CZ-10100 Praha 10, Czech Republic
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Upínání nástrojů fréz
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Provozní návod Spojka - Osobní automobil Zkušební zařízení pro kontrolu bočního házení Středící trn
 Obj.č. 4200 080 560 Obsah 1. Předmluva... 1 2. Rozsah dodávky... 2 3.... 2 3.1 Montáž zkušebního zařízení pro kontrolu bočního házení... 3 3.2 Montáž spojkové lamely... 4 3.3 Montáž a nastavení měřících
Obj.č. 4200 080 560 Obsah 1. Předmluva... 1 2. Rozsah dodávky... 2 3.... 2 3.1 Montáž zkušebního zařízení pro kontrolu bočního házení... 3 3.2 Montáž spojkové lamely... 4 3.3 Montáž a nastavení měřících
VC-608/ VC-610/711 CNC vertikální obráběcí centrum
 VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
1.5. Návod na montáž 1.1. 1.5.1. Vnitřní žaluzie IDS, IDK, IDS IDK s RONDO lištou HORIZONTÁLNÍ ŽALUZIE HLINÍKOVÉ HORIZONTÁLNÍ ŽALUZIE HLINÍKOVÉ
 1.5. Návod na montáž 1.1. 1.5.1. Vnitřní žaluzie IDS, IDK, IDS IDK s RONDO lištou Montáž provádějte výhradně podle tohoto návodu, vyhnete se tak zbytečným montážním chybám, popřípadě dalším nepříjemnostem
1.5. Návod na montáž 1.1. 1.5.1. Vnitřní žaluzie IDS, IDK, IDS IDK s RONDO lištou Montáž provádějte výhradně podle tohoto návodu, vyhnete se tak zbytečným montážním chybám, popřípadě dalším nepříjemnostem
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů.
 Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
strany 09-94 SKLÍČIDLA A LíCNÍ DESKY strany 95-146 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 147-194 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 195-214
 OBSAH SKLÍČIDLA A LíCNÍ DESKY strany 09-94 1 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 95-146 2 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 147-194 3 FRÉZAŘSKÉ PŘÍSTROJE strany 195-214 4 VDI - NÁSTROJOVÉ DRŽÁKY
OBSAH SKLÍČIDLA A LíCNÍ DESKY strany 09-94 1 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 95-146 2 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 147-194 3 FRÉZAŘSKÉ PŘÍSTROJE strany 195-214 4 VDI - NÁSTROJOVÉ DRŽÁKY
Demontáž a montáž hlavních částí převodovky
 Demontáž a montáž hlavních částí převodovky Demontáž a montáž hlavních částí převodovky pětistupňová převodovka se synchronizací Pozn. Tento postup je pouze jako doplněk při výuce demontáže a montáže hlavních
Demontáž a montáž hlavních částí převodovky Demontáž a montáž hlavních částí převodovky pětistupňová převodovka se synchronizací Pozn. Tento postup je pouze jako doplněk při výuce demontáže a montáže hlavních
Návod k montáži. Přímočarých mechanických pohonů ZP typů N,VS a RS pro velikosti 25, 32, 45, 63, 71 a 80
 Professional Drive Technology Motors Drives Controls Návod k montáži Přímočarých mechanických pohonů ZP typů N,VS a RS pro velikosti 5,, 45,, 1 a 0 SERVO-DRIVE s.r.o. Nová telefon: +40 54 00 5 5 00 Brno
Professional Drive Technology Motors Drives Controls Návod k montáži Přímočarých mechanických pohonů ZP typů N,VS a RS pro velikosti 5,, 45,, 1 a 0 SERVO-DRIVE s.r.o. Nová telefon: +40 54 00 5 5 00 Brno
Řezání vnějších i vnitřních závitů závitovými noži
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
NÁSTROJOVÉ DRŽÁKY VDI - TOOLHOLDERS VDI - NÁSTROJOVÉ DRŽÁKY. tel , fax
 VDI - NÁSTROJOVÉ DRŽÁKY VDI - TOOLHOLDERS NÁSTROJOVÉ DRŽÁKY 215 VDI - NÁSTROJOVÉ DRŽÁKY BISON-BIAL nabízí více jak dvacet různých typů držáků VDI určených pro CNC obráběcí centra. Každý držák je důkladně
VDI - NÁSTROJOVÉ DRŽÁKY VDI - TOOLHOLDERS NÁSTROJOVÉ DRŽÁKY 215 VDI - NÁSTROJOVÉ DRŽÁKY BISON-BIAL nabízí více jak dvacet různých typů držáků VDI určených pro CNC obráběcí centra. Každý držák je důkladně
Použití Pro závitníky, výstružníky a jiné nástroje se čtyřhranem.
 ß 23101 Prodloužení DIN 377 Upínací technika Kalené, broušené a pozinkované Čtyřhran podle DIN 10 a ISO Pro závitníky, výstružníky a jiné nástroje se čtyřhranem 23101 Čtyřhran Celková Pro závitníky 23101
ß 23101 Prodloužení DIN 377 Upínací technika Kalené, broušené a pozinkované Čtyřhran podle DIN 10 a ISO Pro závitníky, výstružníky a jiné nástroje se čtyřhranem 23101 Čtyřhran Celková Pro závitníky 23101
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Návod k obsluze. REDUKCE RYCHLOSTI POJEZDU PRO KULTIVÁTORY MS 06, MS 07 a MS 07 IN TYP 510/06. pro kultivátory řady MS
 Návod k obsluze REDUKCE RYCHLOSTI POJEZDU PRO KULTIVÁTORY MS 06, MS 07 a MS 07 IN TYP 510/06 pro kultivátory řady MS www. kultivatoryprislusenstvi.cz Výrobce: Garden arsenal a.s., Poděbradova 560,Lysá
Návod k obsluze REDUKCE RYCHLOSTI POJEZDU PRO KULTIVÁTORY MS 06, MS 07 a MS 07 IN TYP 510/06 pro kultivátory řady MS www. kultivatoryprislusenstvi.cz Výrobce: Garden arsenal a.s., Poděbradova 560,Lysá
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
PROJEKT. Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
 PROJEKT Inovace učebních pomůcek pro zvýšení uplatnitelnosti oborů automechanik a autoklempíř na trhu práce Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
PROJEKT Inovace učebních pomůcek pro zvýšení uplatnitelnosti oborů automechanik a autoklempíř na trhu práce Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Použití. Rozsah měření* Rozlišení Mezní chyba Hmotnost Obj. číslo Obj. číslo vnější vnitřní (DIN 862) dřevěné mm mm mm/inch mm g pouzdro
 dřevěné mm mm mm/inch mm g pouzdro") - 10-2 Digitální univerzální posuvné měřítko 25 ES Varimeter RS232C Použití Obrázek s příslušenstvím Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení vnějších a vnitřních kuželů
- 10-2 Digitální univerzální posuvné měřítko 25 ES Varimeter RS232C Použití Obrázek s příslušenstvím Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení vnějších a vnitřních kuželů
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum
 TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1 Frézování pomocí dělicího přístroje
 1 Dělicí přístroj slouží k natáčení obrobku o příslušný úhel popř. k rozdělení obrobku na příslušný počet dílů. Rozlišujeme dělení : a) přímé b) nepřímé c) diferenciální Dělicí přístroje rozlišujeme :
1 Dělicí přístroj slouží k natáčení obrobku o příslušný úhel popř. k rozdělení obrobku na příslušný počet dílů. Rozlišujeme dělení : a) přímé b) nepřímé c) diferenciální Dělicí přístroje rozlišujeme :
Výběr. Cestou dalšího vývoje k dokonalosti. Produkty vybrané Vašimi WNT technickými poradci. H5G-Z pro 5osé obrábění DSG-4 pro vícenásobné upínání
 Září 2017 Výběr Produkty vybrané Vašimi WNT technickými poradci Cestou dalšího vývoje k dokonalosti pro 5osé obrábění S- pro vícenásobné upínání TOTL TOOLIN=KVLIT x SERVIS 2 WNT Česká republika s.r.o.
Září 2017 Výběr Produkty vybrané Vašimi WNT technickými poradci Cestou dalšího vývoje k dokonalosti pro 5osé obrábění S- pro vícenásobné upínání TOTL TOOLIN=KVLIT x SERVIS 2 WNT Česká republika s.r.o.
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
MÁTE MNOHOTVÁRNÉ MĚŘICÍ ÚKOLY?
 MÁTE MNOHOTVÁRNÉ MĚŘICÍ ÚKOLY? MULTIMAR JE BRAVURNĚ ZVLÁDNE. Nejaktuálnější informace k produktům MULTIMAR naleznete na našich webových stránkách: www.tm-technik.cz Je jedno, zda se jedná o ozubená kola,
MÁTE MNOHOTVÁRNÉ MĚŘICÍ ÚKOLY? MULTIMAR JE BRAVURNĚ ZVLÁDNE. Nejaktuálnější informace k produktům MULTIMAR naleznete na našich webových stránkách: www.tm-technik.cz Je jedno, zda se jedná o ozubená kola,
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
12105 Provedení DIN 335, úhel zahloubení Provedení DIN 347, úhel zahloubení 120.
 Inklusive 1215-1217 - Mnohobřitové - Pravořezné - Válcovitá stopka (tvar A) K odstraňování otřepů, srážení hran a zahlubování otvorů do normálně se obrábějících materiálů, jako ocel, litina, barevné a
Inklusive 1215-1217 - Mnohobřitové - Pravořezné - Válcovitá stopka (tvar A) K odstraňování otřepů, srážení hran a zahlubování otvorů do normálně se obrábějících materiálů, jako ocel, litina, barevné a
Návod k použití SBE 561 SBE 521 SB 561 BE 561 B 561
 SBE 550/560, 561/520, 521/ BE 560, 561 řezání závitů (A-C) A: Nasaďte závitový vrták a trochu naolejujte B: Nastavte počet otáček na stavěcím kolečku na 2 C: Při pravotočivých otáčkách závit vyřízněte
SBE 550/560, 561/520, 521/ BE 560, 561 řezání závitů (A-C) A: Nasaďte závitový vrták a trochu naolejujte B: Nastavte počet otáček na stavěcím kolečku na 2 C: Při pravotočivých otáčkách závit vyřízněte
FRÉZAŘSKÉ PŘÍSTROJE MILLING FIXTURES. http://www.zjp.cz, e-mail: zjp@zjp.cz, tel.+420 583 412 057, fax +420 583 450 364 195
 RÉZŘSKÉ PŘÍSTROJ RÉZŘSKÉ MILLIN IXTURS PŘÍSTROJ MILLIN IXTURS 195 RÉZŘSKÉ PŘÍSTROJ Všechny frézařské přístroje ISON-IL jsou důkladně otestovány, přičemž musí splňovat přísné kontrolní normy ISON-IL Jen
RÉZŘSKÉ PŘÍSTROJ RÉZŘSKÉ MILLIN IXTURS PŘÍSTROJ MILLIN IXTURS 195 RÉZŘSKÉ PŘÍSTROJ Všechny frézařské přístroje ISON-IL jsou důkladně otestovány, přičemž musí splňovat přísné kontrolní normy ISON-IL Jen
Rozvodovka a koncové převody
 3. KAPITOLA Rozvodovka a koncové převody Skříň rozvodovky s pravým a levým portálem tvoří zadní nápravu traktorů Zetor. Koncepčně je provedení zadní nápravy u všech typů traktorů Z 2011 Z 6945 stejné a
3. KAPITOLA Rozvodovka a koncové převody Skříň rozvodovky s pravým a levým portálem tvoří zadní nápravu traktorů Zetor. Koncepčně je provedení zadní nápravy u všech typů traktorů Z 2011 Z 6945 stejné a
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
HSS HSS HSS. ß Provedení Úhel zahloubení 90, jednobřité, pravořezné, válcovitá stopka (tvar A). Obrábění. Kuželovitý záhlubník (špičatý)
. Obrábění. Kuželovitý záhlubník (špičatý)") 1215-1217 Více břitů, pravořezný, válcovitá stopka (tvar A). K odstranění otřepů, lámání hran a zarovnávání děr v normálně se obrábějících materiálech, jako: ocel, litina, barevné a lehké kovy.. Kuželovitý
1215-1217 Více břitů, pravořezný, válcovitá stopka (tvar A). K odstranění otřepů, lámání hran a zarovnávání děr v normálně se obrábějících materiálech, jako: ocel, litina, barevné a lehké kovy.. Kuželovitý
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70.
 Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
Upínače BT-FC Face Contact
 New Květen 2017 Nové produkty pro obráběcí techniky Upínače BT-FC Face Contact Vyšší procesní spolehlivost a stabilita díky dodatečné čelní styčné ploše mezi vřetenem a nástrojovým držákem TOTL TOOLING=KVLIT
New Květen 2017 Nové produkty pro obráběcí techniky Upínače BT-FC Face Contact Vyšší procesní spolehlivost a stabilita díky dodatečné čelní styčné ploše mezi vřetenem a nástrojovým držákem TOTL TOOLING=KVLIT
COMBI U7 CNC frézovací centrum
 COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
NÁVOD POUŽITÍ (No.:810304)
") NÁVOD POUŽITÍ (No.:810304) ZRYCHLOVACÍ PŘÍSTROJ ZP - 10/X NAREX MTE s.r.o. Moskevská 63 CZ-101 00 Praha 10 Czech Republic phone: +420 246 002 321, +420 246 002 249 fax: + 420 246 002 335 e-mail: obchod@narexmte.cz
NÁVOD POUŽITÍ (No.:810304) ZRYCHLOVACÍ PŘÍSTROJ ZP - 10/X NAREX MTE s.r.o. Moskevská 63 CZ-101 00 Praha 10 Czech Republic phone: +420 246 002 321, +420 246 002 249 fax: + 420 246 002 335 e-mail: obchod@narexmte.cz
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
NÁVOD K POUŽÍVÁNÍ HYDRAULICKÁ OHÝBAČKA TRUBEK KAT.Č XOTR 29 S XOTR 42 S XOTR 50 S XOTR 60 S XOTR 90 S
 NÁVOD K POUŽÍVÁNÍ HYDRAULICKÁ OHÝBAČKA TRUBEK KAT.Č. 077001 XOTR 29 S XOTR 42 S XOTR 50 S XOTR 60 S XOTR 90 S 1. Úvod Předkládáme Vám návod k používání hydraulické ohýbačky trubek řady XOTR s doporučením,
NÁVOD K POUŽÍVÁNÍ HYDRAULICKÁ OHÝBAČKA TRUBEK KAT.Č. 077001 XOTR 29 S XOTR 42 S XOTR 50 S XOTR 60 S XOTR 90 S 1. Úvod Předkládáme Vám návod k používání hydraulické ohýbačky trubek řady XOTR s doporučením,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Hoblování Cinkování Profilování
 03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
03 Hoblování Cinkování Profilování \\ Hoblovací hlava HS / HW 03 Hoblování \ Cinkování, profilování k podélnému hoblování dokončování masivního dřeva n max :.000 ot/min (podle typu) tělo nástroje z oceli
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum
 TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
RUČNÍ MEMBRÁNOVÉ ČERPADLO Návod k použití, instalaci, záruční list
 RUČNÍ MEMBRÁNOVÉ ČERPADLO Návod k použití, instalaci, záruční list KOVOPLAST Chlumec nad Cidlinou, a.s. ul. Kozelkova, č.p.131/iv. Chlumec nad Cidlinou PSČ 503 51 tel.: 495 484 543 E - mail: kovoplast@kovoplast.cz
RUČNÍ MEMBRÁNOVÉ ČERPADLO Návod k použití, instalaci, záruční list KOVOPLAST Chlumec nad Cidlinou, a.s. ul. Kozelkova, č.p.131/iv. Chlumec nad Cidlinou PSČ 503 51 tel.: 495 484 543 E - mail: kovoplast@kovoplast.cz
Návod na montáž, obsluhu a údržbu PRESTO P 500 SS, P 500 SZ, P 500 SBV SPRCHOVÉ VENTILY PRESTO P 500 SPS, P 500 SPZ SPRCHOVÉ PANELY
 Návod na montáž, obsluhu a údržbu PRESTO P 500 SS, P 500 SZ, P 500 SBV PRESTO P 500 SPS, P 500 SPZ SPRCHOVÉ PANELY 10/2012 Obr. 1 PRESTO 500 S S Obr. 2 PRESTO 500 S Z Obr. 3 PRESTO 500 S B V Obr. 4 PRESTO
Návod na montáž, obsluhu a údržbu PRESTO P 500 SS, P 500 SZ, P 500 SBV PRESTO P 500 SPS, P 500 SPZ SPRCHOVÉ PANELY 10/2012 Obr. 1 PRESTO 500 S S Obr. 2 PRESTO 500 S Z Obr. 3 PRESTO 500 S B V Obr. 4 PRESTO
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Návod k použití pro Páskovač pro ocelovou pásku
 Návod k použití pro Páskovač pro ocelovou pásku Katalogové číslo: 258001 Páskovač BO-51 je vhodný pro páskování předmětů ocelovou páskou bez použití sponky. Spoj je proveden průstřihem pásek (pevnost ve
Návod k použití pro Páskovač pro ocelovou pásku Katalogové číslo: 258001 Páskovač BO-51 je vhodný pro páskování předmětů ocelovou páskou bez použití sponky. Spoj je proveden průstřihem pásek (pevnost ve
Silniční náboj pro kotoučovou brzdu
 (Czech) DM-HB0004-01 Příručka prodejce Silniční náboj pro kotoučovou brzdu HB-CX75 HB-RS505 FH-CX75 FH-RS505 DŮLEŽITÉ UPOZORNĚNÍ Tato příručka prodejce je primárně určená profesionálním cyklomechanikům.
(Czech) DM-HB0004-01 Příručka prodejce Silniční náboj pro kotoučovou brzdu HB-CX75 HB-RS505 FH-CX75 FH-RS505 DŮLEŽITÉ UPOZORNĚNÍ Tato příručka prodejce je primárně určená profesionálním cyklomechanikům.
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
Koncové spínače B U S I N E S S P A R T N E R. Materiály. Vlastnosti. Stavebnictví. Prumyslová automatizace. Prumysl
 7551 7552 Koncové spínače Koncové spínače 7551 a 7552 jsou vhodné pro ovládání celé řady průmyslových strojů a zařízení, zejména mostových jeřábů, kladkostrojů a dalších zdvihacích nebo transportních zařízení.
7551 7552 Koncové spínače Koncové spínače 7551 a 7552 jsou vhodné pro ovládání celé řady průmyslových strojů a zařízení, zejména mostových jeřábů, kladkostrojů a dalších zdvihacích nebo transportních zařízení.
3. Montáž rozvodového mechanismu motoru Škoda 1.3i
 3. Montáž rozvodového mechanismu motoru Škoda 1.3i Lukáš Buřval, Pavel Klaus, Petr Tomčík Tuto akci podpořil Regionální koordinátor pro popularizaci technických a přírodovědných oborů v Moravskoslezském
3. Montáž rozvodového mechanismu motoru Škoda 1.3i Lukáš Buřval, Pavel Klaus, Petr Tomčík Tuto akci podpořil Regionální koordinátor pro popularizaci technických a přírodovědných oborů v Moravskoslezském
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
MAZACÍ PŘÍSTROJ UCF CENTRÁLNÍ MAZÁNÍ
 MAZACÍ PŘÍSTROJ POUŽITÍ Mazací přístroje jsou užívány jako zdroje tlakového maziva pro mazací systémy s progresivními rozdělovači, pro trvalé, pravidelné mazání různých strojů, strojních technologií a
MAZACÍ PŘÍSTROJ POUŽITÍ Mazací přístroje jsou užívány jako zdroje tlakového maziva pro mazací systémy s progresivními rozdělovači, pro trvalé, pravidelné mazání různých strojů, strojních technologií a
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Univerzální frézky. Obráběcí stroje. FPX-25E obj. číslo 25951000. Podstavec pro typy SM, FPX FP-16K. FPX-20E obj. číslo 25000017
 Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
Univerzální frézky jsou určeny pro širokou škálu běžných i přesných frézovacích operací. Tuhá konstrukce zabezpečuje dostatečnou kvalitu opracování ocelových materiálů, litiny, barevných kovů a dalších
J e m n á m e c h a n i k a
 automobilová technika inženýrství hydraulické součásti upínací technika optika hodinářský průmysl zkušební a měřicí nástroje J e m n á m e c h a n i k a Představení Společnost Herbrig & Co GmbH Naše společnost
automobilová technika inženýrství hydraulické součásti upínací technika optika hodinářský průmysl zkušební a měřicí nástroje J e m n á m e c h a n i k a Představení Společnost Herbrig & Co GmbH Naše společnost
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Pila karosářská pneumatická Objednací číslo 100-00953
 Návod k použití Pila karosářská pneumatická Objednací číslo 100-00953 1 Model: Pila karosářská pneumatická Vsuvka pro rychlospojku není součástí dodávky! Pokyny Než začnete nástroj používat, pečlivě pročtěte
Návod k použití Pila karosářská pneumatická Objednací číslo 100-00953 1 Model: Pila karosářská pneumatická Vsuvka pro rychlospojku není součástí dodávky! Pokyny Než začnete nástroj používat, pečlivě pročtěte
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné