Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie soustružení
|
|
|
- Ondřej Pokorný
- před 6 lety
- Počet zobrazení:
Transkript

1 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Základy třískového obrábění: Teorie soustružení Obrábění je technologický proces, při němž vytváříme součásti požadovaného tvaru, rozměrů a jakosti povrchu odebíráním nebo oddělováním částic materiálu pochody mechanickými, tepelnými, elektrickými a chemickými, popř. jejich kombinacemi. Konvenční obrábění je vytváření požadovaných ploch řezáním, při němž se přebytečný materiál z polotovaru odděluje břitem řezného nástroje ve formě třísek. Při nekonvenčním obrábění se k úběru materiálu používá pochodů elektrických, chemických nebo jejich kombinací. Třískové obrábění na obráběcích strojích: Soustružení, vrtání, frézování, hoblování a obrážení, protahování a protlačování, broušení. Způsob obrábění je určen druhem nástroje a pracovními pohyby. 1 hlavní řezný pohyb 2 posuvný pohyb 3 najíždění 4 výsledný řezný pohyb - je hlavní řezný pohyb a posuvný pohyb současně Na všech obráběcích strojích pro třískové obrábění se musí: upínat obrobek upínat nástroj provádět pracovní pohyby Pracovní pohyby u CNC obráběcích strojů jsou určeny souřadnicovými osami X - Y - Z. Podstata soustružení : - při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře - hlavní pohyb při soustružení je vždy otáčivý. Pracovní pohyb nástroje je buď ve směru osy obrobku podélný posuv nebo ve směru kolmém na osu obrobku příčný posuv. Obvodová rychlost obrobku v je řeznou rychlostí. π.d.n v =

 a především z hlediska trvanlivosti nástroje.")
2 d-průměr vrtáku n-otáčky obrobku Velikost podélného i příčného posuvu je dráha nože za 1 otáčku obrobku ( mm ).Posuv může být ruční nebo strojní. Geometrie břitu nástroje Geometrii břitu definujeme podle dvou hledisek: - Z hlediska geometrického tvaru jako nástrojové řezné úhly - Z hlediska polohy břitu vůči obrobku jako pracovní řezné úhly Nástrojové řezné úhly Přechodové ostří : Úhel špičky ε r Je vymezen hlavním a vedlejším ostřím Může být zaoblení, nebo sražená hrana ( tzv. fazetka ); nikdy však do špičky. Tyto úpravy děláme z hlediska kvality obrobené plochy ( nevytváříme mikroskopický závit ) a především z hlediska trvanlivosti nástroje. Úhel nastavení hlavního ostří χ r Svírá hlavní ostří s osou obrábění. Brousíme jej od 0 do 90 (stranový nůž). Úhel χ r má vliv na tvar třísky a její tloušťku, na velikost radiální složky řezné síly a tím na průhyb obrobku Úhel nastavení vedlejšího ostří χ r - Je to úhel, který svírá vedlejší ostří se směrem posuvu nástroje, ovlivňuje drsnost obrobené plochy 2

 - Úhel doplňkový. Jeho velikost je v rozmezí 40-105.")
3 Úhel čela γo - Ovlivňuje odchod třísky. Po čelní ploše odchází tříska Úhel hřbetu αo - Pohybuje se v rozmezí od +3 do +12, jeho velikost ovlivňuje tření, nesmí být 0 Úhel břitu βo - Vniká do obrobku, je omezen rovinou čela a hřbetu. Je základním úhlem všech řezných nástrojů. Je v rozmezí Úhel řezu δo ( = αo + βo ) - Úhel doplňkový. Jeho velikost je v rozmezí Úhel sklonu hlavního ostří λ s - Tříska se odvíjí směrem k obrobku nebo od obrobku Geometrie břitu nástroje 3

4 Pracovní (technologické) řezné úhly Nástrojové řezné úhly se v průběhu obrábění mění na pracovní řezné úhly. Tato změna může být způsobena: 1. Změnou nastavení nástroje nad či pod osu obrábění 2. Vytočení nástroje kolem svislé či vodorovné osy 3. Kinematické vlivy 4. Vlivem technologických podmínek Změnou nastavení nástroje nad či pod osu obrábění 4



5 Vytočení nástroje kolem svislé či vodorovné osy Kinematické vlivy Tuto změnu je důležité brát v úvahu především při obrábění velkými posuvy. Při soustružení se to týká hlavně řezání vícechodých závitů. Technologické vlivy Otupení a opotřebení břitu výrazně mění nástrojové řezné úhly na pracovní 5

6 Vznik třísky, tvorba třísky Tříska se skládá z malých částeček materiálu, které se uvolňují při tvoření třísky obráběním. Odebírání třísek se děje všeobecně v několika etapách. Tlakem nástroje se nejprve obráběný materiál na čelní ploše břitu pěchuje. Vlivem řezné síly vznikají v materiálu značná napětí, která překonávají vnitřní síly soudržnosti a odporu materiálu, až se před břitem vytvoří trhlinka ve směru působení řezné síly. Při dalším pohybu nástroje se stlačené částečky třísky na čelní ploše nadzvednou, klouzají po čelní ploše břitu, jsou čelem nástroje odtrženy a odváděny jako tříska. Vnikání klínového břitu nástroje do materiálu a tvoření třísky vyžaduje řeznou sílu, jejíž velikost závisí na obrobitelnosti (pevnosti a tvrdosti) obrobku, velikosti průřezu třísky, tvaru břitu a jeho nastavení vůči obrobku. Vlastnosti materiálu ovlivňují tvar oddělované třísky. U krystalických látek, mezi něž patří kovy a jejich litiny, můžeme pozorovat v procesu odbourávání třísky tři oblasti. OBLAST I - oblast primární plastické deformace: První oblast je tvořena postupným vnikáním břitu nože do obráběného materiálu, při kterém vznikají nejdříve pružné, později trvalé plastické deformace částic oddělovaného materiálu. - vytváří se elementy třísky Oblast PPD přímo ovlivňuje velikost pěchování třísky. OBLAST II. sekundární plastická deformace - v povrchových vrstvách plochy styku třísky s čelem nástroje. - je to vlastní smyk dílků třísky Oblast SPD ovlivňuje velikost nárůstku. OBLAST III. - terciální plastická deformace- v místě styku roviny hřbetu nástroje a obrobené plochy. Oblast TPD ovlivňuje povrchové vrstvy obrobku. Druhy třísek a) tříska plynulá se tvoří z pravidla při obrábění měkkého a houževnatého materiálu při štíhlém tvaru průřezu třísky, při velké řezné rychlosti a při velkých kladných úhlech čela. Plynulá tříska je nežádoucí, protože zaujímá velký prostor a jsou nebezpečné pro obsluhu. Plynulé třísky se tvoř u materiálů dobře plasticky deformovatelných. Pozor na plynulé třísky, které mohou způsobovat pracovní úrazy, značně omezovat pracovní výkon a poškozovat povrch obrobku i nástroje. 6
 tříska drobivá se tvoří při obrábění tvrdých a křehkých materiálů.")
, ale automaticky vznikají u materiálů křehkých.")
7 b) tříska článkovitá vzniká při obrábění tvrdých a tvárných materiálů. Při jejich tvorbě dochází k odstřižení jednotlivých elementů, dobře patrných na vnějším povrchu třísky. Tříska odchází po čele v kratších celcích ve tvaru různě tvarovaných pásků. Z hlediska obrábění je tato tříska nejpříznivější. c) tříska drobivá se tvoří při obrábění tvrdých a křehkých materiálů. Vzniká vylamováním jednotlivých elementů bez vzájemné souvislosti. Mívá tvar šupin, úlomků a zrneček. Drobivé třísky se u většiny materiálů dají vytvořit úpravou tvaru řezného nástroje ( lamače za břitem ), ale automaticky vznikají u materiálů křehkých. Patří sem litina, automatová ocel, mosaz, hliník a další. Z hlediska bezpečnosti a objemu odpadu jsou výhodné. Lamače a utvářeče třísek K vhodnému utváření třísek se často používá tzv.lamačů třísek U nožů s pájenými plátky se dociluje oddělení třísky. Např.vybroušením lamačů na čele ve stupňovitém tvaru podél hlavního ostří.velikost šířky stupňů bývá v rozmezí 1,5 1,8mm. U nožů s vyměnitelnými břitovými destičkami se třísky utvářejí příložnými lamači nebo lamači předlisovanými na břitové destičce. Lamač třísky se vybrušuje brousícím kotoučem do nástroje. Nejběžnější lamače třísky jsou stupínkové a žlábkové. Rozměry stupínku i žlábku jsou stanoveny v závislosti na posuvu, na hloubce řezu a na jakosti obráběného materiálu. Rozměry stupínku i žlábku jsou nejvíce ovlivněny úhlem čela soustružnického nože. 7

8 Řezné kapaliny Mazací účinek se projevuje - snížením tření na činných plochách řezného nástroje. Na plochách stroje, obrobku a třísky se vytvářejí kapalinné povrchové filmy, které udrží i v místech s poměrně vysokým tlakem. Tato vrstvička zabrání bezprostřednímu dotyku - usnadnění plastické deformace - zmenšením práce vnitřního tření Chladící účinek je charakterizován schopností odvádět teplo z místa řezání 1. řezný olej (neředitelný olej) - zvětšuje průměr vystružené díry až o 0,01 mm oproti skutečnému průměru výstružníku. - zhoršuje drsnost povrchu (oproti emulznímu oleji) - zvyšuje trvanlivost břitu 2. emulgační olej ( ředitelný vodou v koncentraci 3-8% - zmenšuje průměr vystružené díry až o 0,03mm oproti skutečnému průměru výstružníku. - zlepšuje drsnost povrchu - snižuje trvanlivost břitu nástroje Vliv řezných kapalin Řezné kapaliny ovlivňují vlastní průběh řezání, což se projevuje na : - drsnosti obrobené plochy, zpevnění povrchové obrobené plochy. - tvarování třísky řezné kapaliny se projevuje větším poloměrem zakřivení - řezný odpor klesá, teplota řezání klesá z důvodů zmenšení plastických deformací - dochází ke konzervaci obrobku Řezné síly při soustružení Při procesu řezání musíme na řezný nástroj působit určitou řeznou silou F, abychom překonali řezný odpor materiálu obrobku p. K uskutečnění odebírání třísky musí platit podmínka F > p. * Fx je axiální složka řezné síly ( síla posuvová ), která je rovnoběžná se směrem vedlejšího řezného pohybu tj. posuvu s - jeho velikost je vázána na posuvový mechanismus stroje. * Fy je radiální složka řezné síly - která působí kolmo na osu soustružení - její velikost je ovlivňována tuhostí stroje, upínače a obrobků. *Fz je tangenciální složka řezné síly, ležící ve směru tečny obrobku a působící proti hlavnímu pohybu, tj.rotaci obrobku. U rotačního obrábění určuje velikost kroutícího momentu-spolu s řeznou rychlostí určuje výkon pro vykonání hlavního řezného pohybu. 8
 - některé mikročástice materiálu obrobku jsou tvrdší než materiál")

9 Opotřebení břitu nástroje rozumí se tím otupování břitu, které probíhá jen při vlastním procesu řezání (v době kdy nástroj odebírá třísku). Dochází tím : - ke zhoršování drsnosti čela a hřbetu nástroje - zvětšuje se poloměr ostří Druhy opotřebení - brusný otěr (abrazivní) - některé mikročástice materiálu obrobku jsou tvrdší než materiál břitu nástroje, dochází k vymílání hřbetních a čelních ploch - adhezní otěr ( přilnavost) - ve styku čela nástroje a vnější plochy vznikají mikrosváry, další tříska jej však neustále rozrušuje - difúzní otěr - Vlivem difúze dojde k prolínání krystalografických mřížek vzniká defektní vrstva o tloušťce až 20 μm s nižšími mechanickými vlastnostmi, což vyžaduje náchylnost k abrazivnímu otěru - porušení křehkými lomy - překročení zatížení břitu (velký nebo proměnlivý průřez třísky, přerušovaný řez, tepelné rázy, nekovové vměsky) - porušení plastickou deformací - obrábíme- li vyšší řeznou rychlostí materiál s malou tepelnou vodivostí. Dochází k přesunu plasticky deformovaných vrstev ve směru třísky Souhrnně můžeme konstatovat, že opotřebení břitu je ovlivňováno: - vlastnostmi materiálu obrobku a činné části břitu nástroje - z řezných podmínek nejvíce řeznou rychlostí, v podstatně menší míře velikostí posuvu a hloubkou odřezávané vrstvy. - z řezných úhlů úhlem řezu δ - řezným prostředím, tzn. jeho působením na velikost součinitele tření a teploty Trvanlivost nástroje Trvanlivost břitu nástroje ( T ) - doba, kdy nástroj odebírá třísku s optimálními řeznými úhly. Životnost nástroje ( Ž ) - součet trvanlivosti ostří nástroje až do úplného vyřazení ( nemůžeme již obnovit geometricky) Ž = n. T [ min ] n = počet možných přeostření 9

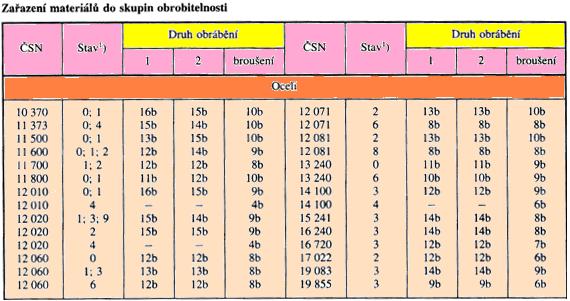
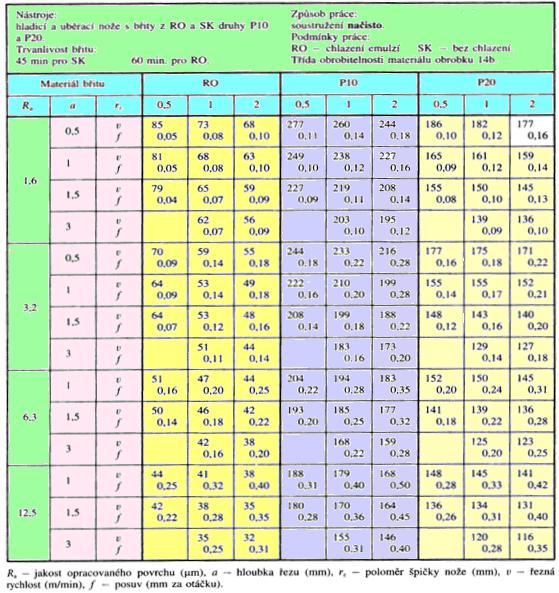
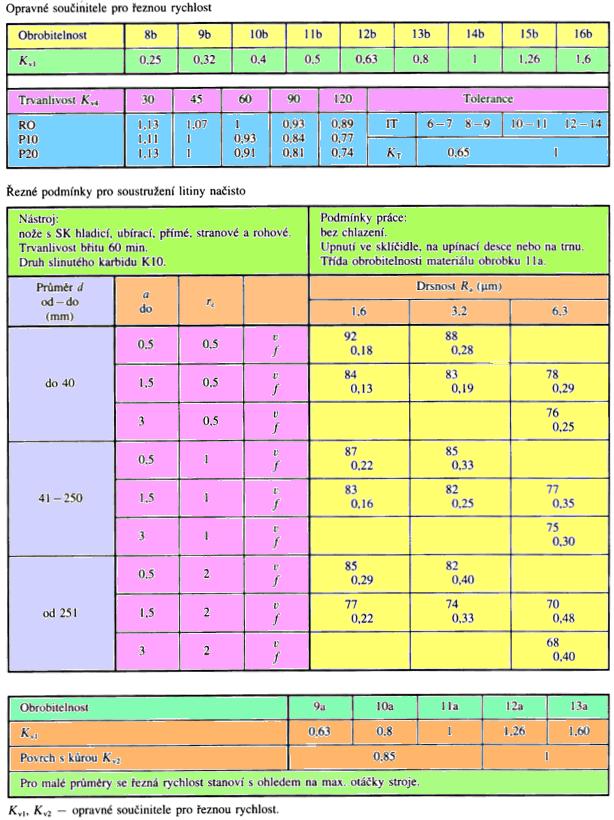
10 Výpočet optimální řezné rychlosti Pro výpočet optimálních otáček se dosazuje za řeznou rychlost v skutečná řezná rychlost v sk, která se rovná optimální řezné rychlosti v opt. Tato rychlost se vypočítá podle vztahu: v sk = v e * k v1 * k v2 * k v3 * k v4 * k vn Kde : v e...etalonová řezná rychlost (zjistíme z tabulky pomocí poloměru zaoblení špičky r v mm, hloubky řezu h v mm a posuvu s v mm/ot. Př: P 10 pro h = 3, r = 1, s = 0,16, R a 3,2 je v = 183 m/min). k v1...koeficient obrobitelnosti (např. pro materiál 11800: najdeme v tabulkách že materiál má třídu obrobitelnosti 11b. Kv1 pro třídu 11b = 0,5). k v2...koeficient povrchu (pro povrch s kůrou např. válcovaný je kv 2 = 0.9). k v3...koeficient řezu (je-li řez přerušovaný kv3 = 0,7). k v4...koeficient trvanlivosti břitu (např. má-li být trvanlivost 60 min je kv4 = 0,91). Činitelé ovlivňující volbu řezné rychlosti : 1. materiál obrobku 2. materiál nástroje 3. způsob chlazení 4. výkon stroje 5. geometrie břitu 6. způsob upnutí 7. tuhost soustavy (stroj-nástroj-obrobek) 8. způsob obrábění 9. tvar třísky 10
11 11
12 12
Vznik třísky, tvorba třísky
 Vznik třísky, tvorba třísky Tříska se skládá z malých částeček materiálu, které se uvolňují při tvoření třísky obráběním. Odebírání třísek se děje všeobecně v několika etapách. Tlakem nástroje se nejprve
Vznik třísky, tvorba třísky Tříska se skládá z malých částeček materiálu, které se uvolňují při tvoření třísky obráběním. Odebírání třísek se děje všeobecně v několika etapách. Tlakem nástroje se nejprve
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
DRUHY A UTVÁŘENÍ TŘÍSEK
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
2. TVORBA A TVAROVÁNÍ TŘÍSKY
 2. TVORBA A TVAROVÁNÍ TŘÍSKY Po úspěšném a aktivním absolvování této KAPITOLY Budete umět: Popsat fyzikální základy procesu řezání. Popsat plastickou deformaci při ortogonálním řezání. Popsat a rozeznat
2. TVORBA A TVAROVÁNÍ TŘÍSKY Po úspěšném a aktivním absolvování této KAPITOLY Budete umět: Popsat fyzikální základy procesu řezání. Popsat plastickou deformaci při ortogonálním řezání. Popsat a rozeznat
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Hoblování, obrážení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Hoblování, obrážení Ing. Kubíček Miroslav
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: BOHUSLAV VINTER Název materiálu:
 Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: BOHUSLAV VINTER Název materiálu: VY_32_INOVACE_02_ZPŮSOBY OBRÁBĚNÍ DŘEVA A TEORIE DĚLENÍ DŘEVA_T1
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09, Karlovy Vary Autor: BOHUSLAV VINTER Název materiálu: VY_32_INOVACE_02_ZPŮSOBY OBRÁBĚNÍ DŘEVA A TEORIE DĚLENÍ DŘEVA_T1
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
HSC obráb ní, tepelné jevy p Definice, popis obráb Nevýhody Otá ky v etena ezné rychlosti pro HSC Strojní vybavení obráb
 HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
HSC, tepelné jevy při Definice, popis Ing. Oskar Zemčík, Ph.D. Základní pojmy Teoretická část Tepelné jevy Vyhodnocení Používané pojmy a odkazy VUT Brno Z anglického překladu vysokorychlostní. Používá
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Řezný pohyb je pohyb nástroje vůči obroku, který způsobuje odebírání třísky.
 Základy obrábění Podstata obrábění Obrábění je technologický proces, při kterém dochází k odebírání přebytečného materiálu ve formě třísky břitem řezného nástroje. Celý proces probíhá v soustavě stroj
Základy obrábění Podstata obrábění Obrábění je technologický proces, při kterém dochází k odebírání přebytečného materiálu ve formě třísky břitem řezného nástroje. Celý proces probíhá v soustavě stroj
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
SPŠS Praha 10 Na Třebešíně *** STT *** Návrh soustružnického nástroje dle ISO-kódu
 Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Řezání závitů
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání závitů Závit šroubu vznikne, navineme-li těleso závitového profilu na válec (popř. kužel) pod určitým
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání závitů Závit šroubu vznikne, navineme-li těleso závitového profilu na válec (popř. kužel) pod určitým
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
Info Přehled šroubovitých vrtáků VHM (I) Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W
 Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W") Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Konstrukce řezné části nástrojů
 Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
1 Střední Průmyslová Škola Strojnická a Vyšší Odborná Škola Technická, Sokolská 1, Brno TEORIE OBRÁBĚNÍ
 1 TEORIE OBRÁBĚNÍ 1. Základní pojmy (obrobek,řezný nástroj,roviny a úhly) 2. Kinematika obrábění 3. Nástrojové materiály 4. Mechanika tvoření třísky 5. Druhy třísek 6. Objemový součinitel třísky 7. Tvoření
1 TEORIE OBRÁBĚNÍ 1. Základní pojmy (obrobek,řezný nástroj,roviny a úhly) 2. Kinematika obrábění 3. Nástrojové materiály 4. Mechanika tvoření třísky 5. Druhy třísek 6. Objemový součinitel třísky 7. Tvoření
MC6015 MC6025. Posouváme hranice soustružení oceli. FP/LP MP/RP TOOLS NEWS. Řada destiček podle ISO pro soustružení korozivzdorné oceli B196CZ
 TOOLS NEWS 05.4 Aktualizace B96CZ Řada destiček podle ISO pro soustružení korozivzdorné oceli Posouváme hranice soustružení oceli. FP/ /RP Řada destiček podle ISO pro soustružení korozivzdorné oceli /
TOOLS NEWS 05.4 Aktualizace B96CZ Řada destiček podle ISO pro soustružení korozivzdorné oceli Posouváme hranice soustružení oceli. FP/ /RP Řada destiček podle ISO pro soustružení korozivzdorné oceli /
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Dokončovací metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Předmět: Ročník: Vytvořil: Datum: Základy výroby třetí Michaela Geistová 5. říjen 2012 Název zpracovaného celku: Dokončovací metody obrábění Dokončovací metody obrábění Dokončovací obrábění je technologický
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 2 Teorie
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 2 Teorie
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
PILOVÁNÍ. Jednoduchý sek Dvojitý (křížový) sek Rukojeť
 sek Rukojeť") PILOVÁNÍ Pilování je jedním z nejstarších způsobů ručního obrábění. Přestože se dnes ve výrobě používá mnoho moderních a velmi výkonných strojů, nachází své uplatnění i pilování, zejména při dokončovacích
PILOVÁNÍ Pilování je jedním z nejstarších způsobů ručního obrábění. Přestože se dnes ve výrobě používá mnoho moderních a velmi výkonných strojů, nachází své uplatnění i pilování, zejména při dokončovacích
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název