VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
|
|
|
- Monika Dušková
- před 6 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING VÝZKUM A VÝVOJ TECHNOLOGIE POVRCHOVÝCH VRSTEV SOUČÁSTÍ VALIVÝCH A KLUZNÝCH LOŽISEK RESEARCH AND DEVELOPMENT OF TECHNOLOGY FOR SURFACE LAYERS OF ROLL AND SLIDING BEARINGS COMPONENTS DIPLOMOVÁ PRÁCE DIPLOMA THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR ANETA NĚMCOVÁ ING. PAVEL DOLEŽAL PH.D. BRNO 2008
2
3
4 ABSTRAKT V současné době je věnována značná pozornost zvyšování užitných vlastností ložiskových ocelí. Mezi základní požadavky kladené na ložiskové materiály patří vysoká odolnost proti opotřebení a dobrá odolnost za zvýšených teplot (vzniklých třením). Výzkumná činnost je zaměřena především na aplikace povrchových úprav, při jejichž využití nesmí dojít k negativnímu ovlivnění vlastností základního materiálu. Jednou z možností jak zlepšit užitné vlastnosti ložiskových ocelí může být využití povrchových úprav pro vysokoteplotní aplikace založené na sycení povrchu základního materiálu hliníkem nebo směsí hliníku a křemíku. Tato diplomová práce se zabývá přípravou difuzních vrstev na bázi a -Si připravených z kapalného prostředí, kdy jako substrát byla použita ložisková ocel. Pozornost byla věnována především posouzení vlivu chemického složení nanášeného roztoku a teploty žíhání na tvorbu difuzních vrstev. K tomuto studiu bylo využito světelné mikroskopie, rastrovací elektronové mikroskopie vybavené energiově disperzní chemickou mikroanalýzou a optické emisní spektroskopie s doutnavým výbojem. Dále bylo provedeno měření mikrotvrdosti a vyhodnocení tloušťky vrstev pomocí obrazové analýzy. ABSTRACT To increase of bearing steels properties are research and development of surface modifications well above dedicated, in present. Basic requirements to the surface modifications are high wear resistance and good temperature resistance (origin by friction). Surface modifications can not negatively influence properties of bearing steels as a substrate. One of the possibilities can be used surface modifications used for high temperature applications. These are based on saturation of substrate surface layer by (and Si) elements. This work deals with preparing of and -Si diffusion layers from slurries on 1006 bearing steel surface and study of elements interaction between coating and bearing steel as a substrate during proceeding of protective layers at high temperatures. To elements interaction study light microscopy, scanning electron microscopy equipped by energy dispersive microanalyses, glow discharge optical emission spectrometry and microhardness measurement methods were used. To the evaluation of layer thickness image analyses was used. KLÍČOVÁ SLOVA: Ložisková ocel, difuzní vrstvy, aluminizace, alitosilitace. KEYWORDS: Bearing steel, diffusion layers, coatings, -Si coatings.
5 NĚMCOVÁ, A. Výzkum a vývoj technologie povrchových vrstev součástí valivých a kluzných ložisek. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí diplomové práce Ing. Pavel Doležal, Ph.D. PROHLÁŠENÍ Prohlašuji, že jsem diplomovou práci vypracovala samostatně a že všechny použité literární zdroje jsem správně a úplně citovala. Diplomová práce je z hlediska obsahu majetkem Fakulty strojního inženýrství VUT v Brně a může být využita ke komerčním účelům jen se souhlasem vedoucího diplomové práce a děkana FSI VUT v Brně. V Brně Aneta Němcová PODĚKOVÁNÍ Tímto děkuji všem, kteří mi pomáhali při vzniku této práce. Především vedoucímu mé diplomové práce Ing. Pavlovi Doležalovi Ph.D. za trpělivé vedení a množství praktických rad. Dále děkuji Ing. Ladislavovi Čelkovi, který mi vždy ochotně pomohl cennými informacemi. Zvláštní poděkování patří rodičům a všem mým blízkým za podporu během studia.
6 OBSAH 1. ÚVOD 1 2. CÍLE PRÁCE 2 3. LITERÁRNÍ PŘEHLED PROBLEMATIKY SOUČÁSTI VALIVÝCH A KLUZNÝCH LOŽISEK Rozdělení ložisek Ložiskové matriály Povrchové úpravy součástí ložisek POVRCHOVÉ ÚPRAVY KOVŮ A SLITIN Druhy a funkce povrchových úprav Kovové povlaky Kovové vrstvy POVRCHOVÉ ÚPRAVY PRO VYSKOLOTEPLOTNÍ APLIKACE Difuzní bariéry Binární rovnovážné soustavy Příprava difuzních bariér EXPERIMENTÁLNÍ ČÁST EXPERIMENTÁLNÍ MATERIÁL METODICKÁ ČÁST EXPERIMENTÁLNÍ PRÁCE VÝSLEDKY EXPERIMENTŮ Metalografické hodnocení difuzních vrstev Kvantitativní hodnocení difuzních vrstev DISKUZE VÝSLEDKŮ ZÁVĚRY PŘEHLED POUŽITÝCH SYMBOLŮ A ZKRATEK LITERATURA PŘÍLOHY 47
7 1. ÚVOD Ložiska patří mezi velmi rozšířené konstrukční prvky, které umožňují vzájemný pohyb součástí a přenos působícího zatížení. Uložení musí zajišťovat potřebnou přesnost otáčení po dobu provozu při různém zatížení a různých obvodových rychlostech. Tření vznikající při chodu zařízení mezi styčnými plochami ložiska a hřídele způsobuje spotřebu energie. Tím vzniká teplo, které zahřívá dotýkající se plochy ložiska a hřídele, což určuje mez možného zatížení stroje. Zvýšení kvality ložisek se projeví především v prodloužení jejich trvanlivosti, a tím se sníží počet těchto výrobků dodávaných jako náhradní díly. Uspořena pak bude nejen hodnota těchto ložisek, ale i náklady na demontáž a montáž při jejich výměně. Pro dosažení specifických vlastností nebo jako ochrana základního materiálu se využívá různých druhů povrchových úprav, které zlepšují užitné vlastnosti, a tím zvyšují životnost ložisek. Jedná se například o speciální povlaky z teflonu, žárové nástřiky kovů či keramiky nebo povlaky DLC představující novou technologii, která je stále předmětem výzkumu. Aplikace netradičních druhů povrchových úprav a poznání nových metod umožní vytvářet funkční povrchy zcela nových vlastností. Difuzní vrstvy, běžně využívané pro povrchové úpravy vysokoteplotních aplikací, mohou nabídnou zlepšení užitných vlastností i ložiskových materiálů. Jedná se o metody založené na termodifuzním sycení povrchu substrátu hliníkem a kombinací hliníku s jinými prvky, kdy dochází ke vzniku ochranné difuzní vrstvy. Jejich hlavním cílem je zajištění ochrany povrchu součásti v průběhu provozu proti působícím degradačním účinkům, jako je především ochrana proti oxidaci a vysokoteplotní korozi. Přípravu ochranných difuzních vrstev je možné realizovat metodami sycení povrchu z tuhého, kapalného a plynného prostředí. Každá z uvedených metod nabízí řadu výhod. Výroba difuzních vrstev z tuhého prostředí je relativně nenáročná na přípravu požadované práškové směsi s běžně dostupnými halogenidovými aktivátory, která je uložena spolu se součástmi v neprodyšně uzavřeném kontejneru. Vznik difuzní vrstvy je založen na chemické reakci halidového aktivátoru s hliníkem, příp. dalšími prvky, kde dochází k tvorbě reakčního plynu kterým je sycen povrch součásti. Metoda depozice vrstvy z plynného prostředí je založena na stejném principu, ale k jejímu využití je potřeba pořídit jednotku na vývoj reakčního plynu. Základní nevýhodou těchto metod je iniciace korozního napadení již v průběhu tvorby samotné vrstvy v důsledku vzniku stabilních sloučenin solí na povrchu syceného substrátu. K tomu nedochází při výrobě difuzní vrstvy z kapalného prostředí, kde není využíváno halogenidových aktivátorů. Tato metoda je založena na přípravě směsi prášků jednotlivých prvků a vhodného organického pojiva. Po nanesení tohoto roztoku na povrch součásti následuje krátký tepelný cyklus, při kterém dojde k vytvoření ochranné vrstvy. Hlavní výhodou této metody je možnost aplikace roztoku na rozměrné a tvarově složité součásti a na lokálně zvolená místa
8 2. CÍLE PRÁCE Cílem diplomové práce je výzkum a vývoj ochranných vrstev na součásti valivých a kluzných ložisek. Pozornost bude zaměřena na možnost aplikace povrchových úprav běžně využívaných pro součásti pracující při vysokých teplotách. Jedná se o termodifuzní sycení povrchu základního materiálu vybranými prvky (, Si). Difuzní vrstvy budou připraveny z kapalného prostředí metodou depozice roztoků směsi prášků na bázi a -Si a vhodného organického pojiva. Výroba difuzních bariér bude probíhat žíháním vzorků v ochranné argonové atmosféře při teplotách 800, 900 a 1000 C po dobu 3h. Pozornost bude věnována především posouzení vlivu teploty žíhání a chemického složení nanášeného roztoku na vytvořenou mikrostrukturu difuzních vrstev. Sledována bude tloušťka a pórovitost difuzní zóny, příp. jednotlivých subvrstev. Dalším cílem bude posouzení vlivu teploty žíhání na chemické složení vytvořených vrstev. Na základě rovnovážného binárního diagramu bude zjišťováno fázové složení difuzních oblastí a interakce prvků mezi difuzní vrstvou a substrátem. V neposlední řadě budou měřeny hodnoty tvrdosti základního materiálu a hodnoty mikrotvrdosti difuzních bariér vytvořených při různých teplotách žíhání. K tomuto studiu bude využito převážně metod světelné mikroskopie, rastrovací elektronové mikroskopie vybavené energiově disperzní chemickou mikroanalýzou, optické emisní spektroskopie s doutnavým výbojem s kvantitativním hloubkovým profilem. Tloušťky jednotlivých subvrstev budou vyhodnoceny pomocí softwaru pro obrazovou analýzu. Tvrdost substrátu a rovněž mikrotvrdost difuzních oblastí bude vyhodnocena metodou dle Vickerse

9 3. LITERÁRNÍ PŘEHLED PROBLEMATIKY 3.1 SOUČÁSTI VALIVÝCH A KLUZNÝCH LOŽISEK Rozdělení ložisek Ložiska jsou jedním z nejvíce rozšířených konstrukčních prvků, umožňující vzájemný pohyb součástí a současně i přenos působícího zatížení. Při chodu zařízení vzniká mezi styčnými plochami součástí tření. Podle druhu relativního pohybu rozlišujeme tření kluzné a valivé. Základní rozdělení ložisek je tedy na valivá a kluzná [1,2]. Valivá ložiska dělíme podle směru síly, kterou převážně přenášejí na ložiska radiální a axiální. Zpravidla se skládají ze dvou kroužků a řady valivých těles. Tato základní trojice tvoří nosné součásti ložiska. Vedle nosných součástí mohou mít ložiska další součásti, jako jsou klece pro vedení valivých těles, těsnicí elementy, montážně-přepravní prvky atd. Na obr. 3.1 jsou znázorněny hlavní části valivého ložiska. Podle tvaru valivých těles rozeznáváme ložiska kuličková, válečková, jehlová, soudečková a kuželíková. Velká většina radiálních ložisek je schopna přenášet i síly v axiálním směru a některé druhy axiálních ložisek mohou zachytit i radiální zatížení [3, 4]. Obr. 3.1 Radiální kuličkové ložisko [5]. 1 vnější kroužek 2 vnitřní kroužek 3 valivá tělesa 4 klec Kuličková ložiska jsou nejvíce užívanými valivými ložisky ve všech průmyslových oborech. Vyrábějí se v širokém sortimentu a ve všech stupních přesnosti. Nejrozšířenější jsou jednořadá kuličková ložiska, dále se vyrábí kuličková ložiska jednořadá a dvouřadá s kosoúhlým stykem, kuličková ložiska dvouřadá naklápěcí atd. Axiální kuličková ložiska mohou být jednosměrná nebo obousměrná. Kromě kuličkových ložisek se můžeme setkat s ložisky válečkovými v provedení jednořadém, dvou nebo víceřadém. Zvláštním druhem jsou jehlová ložiska vhodná pro uložení s nižšími otáčkami a pro přenášení velkých radiálních zatížení. Kuželíková ložiska jednořadá se hodí především k přenášení kombinovaného, tj. radiálního a axiálního zatížení [3]. Kluzná ložiska jsou v řadě aplikací nepostradatelná anebo se výrazně podílejí na zjednodušení konstrukce [6]. Základní částí ložiska je ložiskové pouzdro, což je vložka kluzného ložiska tvaru dutého válce, ve kterém se pohybuje čep. Pouzdro může být jednodílné nebo dělené na dvě nebo více pánví a může být v provedení s výstelkou nebo bez výstelky. Kluzná ložiska se podle směru zátěžné síly dělí na radiální, axiální nebo kombinovaná (obr. 3.2) [2, 5]
10 Obr. 3.2 Základní druhy kluzných ložisek [5]. a) válcové b) kuželové c) kulové Ložiskové matriály Nejrozšířenější materiály na valivá ložiska jsou konstrukční oceli, které se rozdělují podle podmínek uložení do dvou základních skupin: - oceli na ložiska pracující v podmínkách běžného uložení, - oceli na ložiska pracující za zvýšených teplot nebo v korozním prostředí. Většina ložiskových ocelí patří do první skupiny. Chromové a chrom-manganové vysokouhlíkové oceli proto představují základní typy ložiskových ocelí. Do této skupiny patří 1006 a 100Mn6 s obsahem uhlíku okolo 1%. Uhlík zaručuje vysokou tvrdost po zakalení, chrom zvyšuje tvrdost a odolnost proti korozi a mangan se přidává pro zvýšení prokalitelnosti u kroužků větší tloušťky stěny a tělísek větších průměrů. Existují i další modifikace těchto ocelí například se zvýšeným obsahem křemíku a molybdenu s označením 100MnSi6-6 a 100Mo7-3. Pro ložiska pracující v korozním prostředí, jako jsou páry kyseliny dusičné nebo roztoky chloridu sodného za teploty od 250 do +100 C, se využívá např. ocel 108Mo17. Na součásti valivých ložisek pracujících za zvýšených teplot se doporučuje ocel 13MoNi a 80MoV Na ložiska pracující ve velmi namáhaném uložení za teplot nad 250 C (např. uložení leteckých turbinových motorů) se používají nerezavějící chromové oceli, např. X6514. Na žáropevné součásti valivých ložisek je vhodná ocel X82WMoV [7, 8, 9]. Kromě ložiskové oceli se na valivá ložiska využívají keramické materiály. Kombinací valivých těles z nitridu křemíku Si 3 N 4 a kroužků z oceli vznikl termín hybridní ložiska. Nitrid křemíku má oproti oceli výrazně nižší hustotu, to vede ke snížení hmotnosti, a tím ke snížení odstředivého zatížení. Díky tomu je možné zvýšení otáček až o 40 %. Nitrid křemíku má vyšší modul pružnosti a to způsobuje snížení deformace valivých těles a dojde ke snížení hlučnosti a vibrací. Vyšší životnost hybridních ložisek je způsobena větší tvrdostí keramiky, vyšší pevností v tlaku, nižším koeficientem tření a větší odolností proti korozi. Vyrábí se také celokeramická valivá ložiska, která se využívají především v aplikacích, kde je požadovaný vysoký stupeň korozní odolnosti [10]. Při výrobě nenosných součástí valivých ložisek jako klece, kryty, těsnění atd. se běžně používají neželezné kovy, ale stále více se prosazují konstrukční plasty, a to jak reaktoplasty, tak i termoplasty [4]. Mezi základní materiály na kluzná ložiska patří slitiny cínu, olova, mědi a hliníku. Kluzná ložiska se vyrábí buď jako tenkostěnné bimetalické pánve, tedy na ocelové pánvi je nanesená tenká vrstva ložiskové slitiny, na níž je funkční vrstva měkčího ložiskového kovu nebo slitiny. Tato tenká vrstva usnadňuje záběh, snižuje třecí odpor, zvyšuje trvanlivost a chrání proti korozi. Pro dosažení dobrého spojení ložiskové slitiny s ocelovou pánví se v některých případech nanáší na povrch oceli vhodná mezivrstva, např.. K zabránění průběhu nežádoucích difuzních pochodů a vzniku křehkých vrstev se nanáší např. niklová mezivrstva [2, 11]
11 Kluzná ložiska se také běžně vyrábí z plněných termoplastů, např. polyamidy plněné grafitem se k tomuto účelu používají již přes 40 let. Hromadná výroba samomazných kluzných ložisek technologií vstřikování je ve srovnání s ložisky z kluzných materiálů vyráběnými stříháním s následným skružováním a s plastovými ložisky vyráběnými obráběním velmi ekonomická. Vstřikováním lze dnes vyrobit pouzdra s tloušťkou stěny cca 1 mm a jejich velkou výhodou je tedy i úspora hmotnosti konstrukce [6, 12]. Kluzná ložiska na bázi plastů se často vyztužují skelnými nebo uhlíkovými vlákny pro zvýšení únosnosti. Vyztužující materiály však zčásti působí abrazivně na netvrzené navazující komponenty, jako jsou díly z hliníkových slitin a jiných neželezných kovů, ale i legovaných ocelí. Proto byly vyvinuty materiály na ložiska s neabrazivními komponentami (např. Aramid), které jsou vhodné pro uložení dílů z netvrzených materiálů. Optimálních vlastností se při konstrukci vysoce namáhaného kluzného ložiska dosahuje rozdělením konstrukce na základní těleso a kluznou vrstvu. Základní těleso musí zaručit trvalé pevné upevnění v pouzdře v širokém rozsahu teplot a odolávat vysokému namáhání. Proto je vyrobeno z kompozitu s maximálním podílem výztuže. Použitá výztuž má však malou nebo žádnou kluznou schopnost, a proto způsobuje otěr návazného dílu. Řešením je použití vícevrstvých kluzných ložisek s kluznou vrstvičkou vázanou na pevný a tvarově stabilní základ [6]
12 3.1.3 Povrchové úpravy součástí ložisek Na součásti valivých i kluzných ložisek jsou kladeny různé specifické požadavky na spolehlivost funkce v uloženích při působení vysokých i nízkých teplot, při zhoršených tribologických podmínkách, při působení vibrací, za přítomnosti vody či agresivních chemických médií nebo při vlivu radiace. Tyto požadavky vyplývají z náročné funkce vlastních zařízení a strojů, mezi něž patří například valivá uložení pro leteckou techniku, chemický průmysl nebo jadernou energetiku. Řešení těchto požadavků při vývoji ložiska je prováděno různými povrchovými vrstvami, které lze rozdělit podle způsobu a místa aplikování na jednotlivých součástech ložisek [13]. Povrchové úpravy na součásti na valivá ložiska Na úložných plochách ložiskových kroužků mohou být použity různé typy povrchových úprav. První z nich jsou speciální povlaky z teflonu ke snížení a omezení vzniku stykové koroze (např. u ložisek pracujících za podmínek zvýšeného provozního chvění) se současným usnadněním montáže ložisek do uložení. Teflonové povlaky jsou nanášeny jako konečná operace a tloušťka vrstvy se pohybuje řádově v mikrometrech. Je možné nanášet také povlaky z konstrukční keramiky s vlastnostmi izolantu, které se využívají zejména pro valivá ložiska elektrických strojů a zařízení. Povlaky jsou deponovány speciální technologií žárových nástřiků o tloušťce řádově v mikrometrech a je možné zařadit jejich opracování pro dosažení konečného rozměru. Kromě žárových nástřiků keramiky se provádí i žárové nástřiky kovů, které lze aplikovat na součásti uložení ložisek s následným opracováním k dosažení potřebného lícování v uložení, případně i na úložné plochy valivých ložisek, zejména velkorozměrových při jejich renovaci. Příkladem aplikace povrchových úprav na klece valivých ložisek lze uvést metodu galvanického stříbření, která byla poprvé uplatněna u valivých ložisek motorů bombardovacích letounů USA B-29 Superfortress za druhé světové války. V případě, že je klec vyrobena z mosazi, je stříbření provedeno bez dalších mezivrstev. Jestliže je klec vyrobena z bronzu, je často používána mezivrstva mědi o síle cca 2 až 5 µm. Jestliže je klec vyrobena z oceli, používá se pro dosažení spolehlivé přilnavosti mezivrstva niklu. Ve výzkumném ústavu ložisek ZKL byly provedeny experimenty s metodou povlakování PVD. Vrstva TiN o tloušťce cca 5 µm byla aplikována na oběžných drahách ložiskových kroužků prototypů leteckých ložisek, jejichž kroužky byly vyrobeny z rychlořezných ocelí. Povrchové úpravy těchto valivých ložisek prokázaly zvýšení rychloběžnosti ložisek snížením opotřebení se současným snížením vývinu tepla v ložisku [13]. Poměrně novou technologii představují povlaky DLC (diamond - like carbon) neboli uhlík podobný diamantu. Jedná se o amorfní směs grafitu a uhlíku s vazbou podobnou diamantu. Tyto povlaky se vyznačují vysokou tvrdostí (až 1200 HV) ve spojení s chemickou povahou uhlíku, což umožňuje dosáhnout vyšší odolnosti proti abrazivnímu a adhezivnímu opotřebení, a tedy prodloužit životnost ve velmi náročných a znečištěných prostředích. Spojením odolnosti a pevnosti běžné oceli s výjimečně nízkým třením a vysokou tvrdostí povlaku DLC vznikne ložisko, které se vyznačuje vysokou tvrdostí povrchu i nízkým součinitelem tření. V současné době skupina SKF nanáší povlak DLC pro většinu aplikací pouze na valivá tělesa. To v mnoha případech postačuje pro řešení určitého problému. Většina ložisek by však mohla být v zájmu dosažení optimální funkce povlakem potažena úplně [14]
13 Povrchové úpravy na součásti na kluzná ložiska Na kluzná ložiska je možné aplikovat povrchové úpravy na bázi teflonu o tloušťce vrstvy cca 0,15 mm (materiál Xylan 1010 od firmy Whitford) s mezivrstvou fosfátu. Ložiska s takto upravenými povrchy dosáhla výrazného zvýšení provozních otáček oproti klasickému provedení s povrchem syceným fosfátem. Také se vyrábí samomazná kluzná kloubová ložiska s povrchovou úpravou vnitřního kroužku pomocí speciální vrstvy konstrukční keramiky. Ložiska mají nízký součinitel tření, mohou spolehlivě pracovat bez přítomnosti maziva a jsou schopna přenášet vysoká vnější zatížení [13]
14 3.2 POVRCHOVÉ ÚPRAVY KOVŮ A SLITIN Druhy a funkce povrchových úprav Povrchové úpravy slouží především jako ochrana základního materiálu. Ať už se jedná o ochranu proti korozi či opotřebení dochází ke zlepšení užitných vlastností výrobků a tím k prodloužení životnosti. Nemalou předností je i úspora materiálů, zejména kovových a deficitních a zajišťování nedostatkových výrobků a součástí renovacemi [15]. Druh povrchové úpravy se volí především s ohledem na účel použití a funkci povlaku či vrstvy. Povlaky se nanáší na původní povrch materiálu a obvykle mají odlišné chemické složení i strukturu oproti základnímu materiálu. Přitom vzniká rozhraní s výraznou změnou fyzikálně-mechanických i chemických vlastností, což může vytvářet problémy jak při výrobě povlaků, tak při jejich aplikaci. Při vytváření povrchových vrstev se modifikuje chemické složení, struktura nebo substruktura na povrchu a v podpovrchových vrstvách základního materiálu. Od povrchu do jádra materiálu se vytváří gradient fyzikálně-mechanických i chemických vlastností bez jejich náhlé změny [16]. Podle účelu použití se rozlišují povlaky a vrstvy k ochraně proti klimatickým a korozním vlivům, k zabezpečení dekorativního vzhledu v souladu s předpisem designu výrobku a pro dosažení speciálních vlastností základního kovu jako je odolnost proti opotřebení, zvýšení tvrdosti povrchu, vyhovující pájitelnost nebo požadovaná elektrická vodivost. Funkce povlaků a vrstev mohou být izolační, tzn. oddělují základní kov od znehodnocujícího prostředí, např. korozního nebo od znehodnocujícího mechanického vlivu, např. při obrábění a nebo specifické funkce jako účinek pasivační, maskovací atd. Podle technologické podstaty procesu se jedná např. o elektrochemické procesy (pokovování), fyzikální (PVD) nebo chemické (CVD) [17]. Na obr. 3.3 je přehled nejvíce používaných ochranných povrchových úprav a členění je zde provedeno podle chemického charakteru povlaku nebo vrstvy [15]. POVRCHOVÉ ÚPRAVY anorganické organické kovové keramické kovokeramické jiné nátěrové plasty konzervační hmoty povlaky Obr. 3.3 Přehled nejvíce používaných povrchových úprav [15]
15 Podle chemické podstaty lze tedy ochranné vrstvy a povlaky rozdělit na dvě základní skupiny anorganické a organické. Anorganické lze dále dělit na kovové, keramické, kovokeramické a z jiných anorganických sloučenin. Zvláštní pozornost zasluhují kovové povlaky a vrstvy, které vznikají především elektrolyticky, vyredukováním kovu bez elektrického proudu, nanášením z lázně roztaveného kovu, běžně známé jako pokovování ponorem. Nejvíce se rozšířilo zinkování drátů a plechů nebo cínování plechů pro výrobu konzerv a nádobí. Vrstvy vytvářené difuzními pochody nejsou v průmyslu příliš rozšířeny. Jedná se o sycení povrchu základního materiálu atomy ochranných prvků za vyšších teplot. Vrstvy se vytváří nejčastěji na bázi, Zn a. Organické povlaky jsou nejsnazším, a tedy nejrozšířenějším způsobem ochrany kovů a dřeva. Výrobkům dávají dekorativní vzhled, barvu, lesk a další užitné vlastnosti. Nátěrové hmoty jsou vůbec nejrozšířenější povrchovou úpravou. Po nanesení na povrch se vytvoří vlivem fyzikálních a chemických přeměn film odolný proti působení prostředí [15]. Povlaky z plastů se vytvářejí z řady polymerů jako např. polyvinylchloridu, polyetylénu, polyamidu, teflonu, akrylátů atd. Působí nejen jako protikorozní ochrana, ale i jako ochrana proti opotřebení, lepivosti atd. [18]. Připravují se např. obkládáním, stříkáním prášku za tepla, ponořením předehřátých předmětů do vířícího prášku nebo nalepováním fólií [15]
16 3.2.2 Kovové povlaky Nejdůležitějším hlediskem pro hodnocení ochranné funkce kovových povlaků je tloušťka a poréznost povlaku. Životnost povlaku je přímo závislá na tloušťce, neboť se tak snižuje počet korozně významných pórů. Optimální je ten stav, kdy povlak je neporézní. S ohledem na svou funkci v elektricky vodivém prostředí se kovové povlaky rámcově dělí na katodické a anodické vzhledem k základnímu kovu (obvykle oceli) v daném prostředí [18]. Katodické ochranné povlaky Oproti základnímu materiálu fungují jako katoda, jsou tedy ušlechtilejší. Nebezpečí jejich použití spočívá v tom, že v případě větší poréznosti nebo porušení povlaku nastane intenzivní koroze anody, tj. základního kovu pod ochrannou vrstvou. Životnost katodických povlaků v atmosférických podmínkách je zpravidla dobrá, protože i za podmínek vzniku článku sice dochází ke korozi, ale korozní produkty mají většinou ochrannou funkci [18]. Anodické ochranné povlaky Oproti základnímu kovu fungují jako anoda. Uplatňují se takové kovy, které sice reagují v daném prostředí, ale výsledkem je vznik korozních zplodin odolných proti další oxidaci. Vzniká tedy souvislý, kompaktní a pomalu narůstající povlak, který je chemicky, termodynamicky a mechanicky vysoce stabilní [18, 19]. Povlaky připravené tepelně-mechanickými procesy Plátování kovy Plátování neboli obkládání kovy se používá k vytváření tlustších ochranných povlaků (řádově 0,1 až několik mm). Hlavní oblastí jejich aplikace je příprava povlaků z korozivzdorných ocelí. Pro zvýšení odolnosti proti opotřebení se prakticky nepoužívají. Jako příklady použití mohou být uvedeny povlaky kluzných materiálů na oceli (např. měď a její slitiny) [18, 20]. Žárové pokovování v roztavených kovech Touto metodou lze poměrně jednoduše vytvořit povlaky o dostatečně velkých tloušťkách a s malou pórovitostí. Vlastní pokovení je rychlé, poměrně levné a velmi vhodné pro úpravu polotovarů, pásů, drátů trub apod. Princip žárového pokovení ponorem spočívá v tom, že předměty předem očištěné se přes tavidlo ponoří do roztaveného kovu. Vrstva roztaveného kovu, která po ztuhnutí ulpí na povrchu je hlavní částí ochranného povlaku. Tepelným zatížením a reakcí s roztaveným kovem vznikají difúzní mezivrstvy intermetalických fází, které slouží k dobré přídržnosti povlaku, na druhé straně však zhoršují jeho mechanické vlastnosti. Nevýhodou této technologie je omezení na povlakové kovy s nízkou teplotou tání (Zn, Sn, Pb, ) [18]. Žárové stříkání kovů (metalizace) Principem je nanášení natavených částic kovu proudem vzduchu na povrch předmětu. Tímto způsobem lze nanášet povlaky libovolného kovu nebo slitiny na kov nebo jiný materiál (dřevo, papír, sádra, plastické hmoty, sklo, keramika, tkanina apod.) Tloušťka povlaku se dá řídit od tenkých vrstev po tlusté. Použití je např. k ochraně proti korozi a vysokým teplotám, k povrchové úpravě nekovových materiálů nebo k renovaci strojních součástí [18]
17 Tab. 3.1: Porovnání typických parametrů technologií žárových nástřiků [16]. Technologie Forma Teplota Teplota Rychost Materiál Obsah přídavného zdroje substrátu částic povlaků pórů[%] materiálu [ C] [ C] [m/s] žárový nástřik prášku plamenem kovy, keramika prášek žárový nástřik kovové povlaky drát plamenem z drátu vysokorychlostní nástřik plamenem HVOF nástřik elektrickým obloukem plasmový nástřik detonační vlna kovy, cermety, některé keramiky prášek kovové povlaky drát kovy, keramika, plasty, sloučeniny kovy, cermety, keramika prášek Povlaky připravené tepelně-fyzikálními procesy Navařování prášek Technologie se provádí pomocí plamene, oblouku, plasmy nebo laseru. Teplota procesu je větší než teplota tavení. Základním materiálem pro tyto povlaky jsou kovové materiály, tvrdost návaru závisí na chemickém složení a získaná tloušťka je 250 µm a více [17]. Procesy PVD (Physical Vapor Deposition) Při výrobě povlaků metodami PVD dochází k transportu nanášeného materiálu od zdroje na substrát. Nejvíce používané dva fyzikální principy jsou napařování a naprašování [20]. Napařování Napařování je založeno na vypařování vhodného materiálu ze zdroje tepelnou aktivací (elektrickým ohřevem, elektronovým svazkem, laserem nebo hořákem) ve vakuu. Díky nízké hustotě plynu se tepelně aktivované částice plynu pohybují prakticky bez interakcí přes reakční nádrž a jsou naneseny na stěny a na substráty umístěné v reakční komoře. Pohybem substrátu se vytváří homogenní tloušťka vrstvy navzdory nehomogenní hustotě vypařujících se částic [17, 20]. Obr. 3.4 Princip napařování ve vakuu [18]. 1 napařované předměty, 2 vypařovaný kov, 3 neutrální plyn, 4 výparník, 5 napojení vakuového čerpadla. Pro vytváření povlaků chemických sloučenin se používá reaktivní napařování, tzn., že reagent je do vakuové komory přiváděn ve formě reaktivního plynu. Například pro vytváření nitridů se jako reaktivní plyn používá dusík [17]
18 Naprašování Při naprašování se využívá mechanické aktivace (kromě tepelných procesů) k disociaci částic ze zdroje (terče). Tento přístup umožňuje i nanášení materiálů, které se obtížně vypařují. Pro mechanickou aktivaci jsou použity ionty inertních prvků vytvořené v plazmatu a urychlované v elektrickém poli. Jejich kinetická energie musí významně převyšovat vazebnou energii částic v targetu. Naprašování se používá v řadě různých variant a jejich kombinací. Jedná se například o naprašování diodové, triodové, vysokofrekvenční, reaktivní a magnetronové. Magnetronové naprašování je založeno na prodloužení dráhy elektronů ve zkříženém elektrickém a magnetickém poli, kdy na volné elektrony působí jak síla od elektrického pole, tak síla Lorentzova. Prodloužení dráhy elektronů do cykloidálního tvaru má za následek zvětšení pravděpodobnosti srážky elektronu s neutrálním atomem argonu a tím i zvětšení ionizační schopnosti elektronu [17, 20]. Povlaky připravené elektrochemickými procesy Galvanické pokovování Využívá se pro vytváření povlaků na modelech složitých tvarů, tak i tenkých povlaků na předmětech s cílem ochrany povrchu především proti korozi. Základní důležitost pro tento obor mají elektrochemické děje a to zejména elektrolýza a pochody probíhající v galvanických článcích [18]. Povlaky připravené tepelně-chemickými procesy Chemické pokovování Podstatou je vylučování ušlechtilejšího kovu na povrch kovu méně ušlechtilého vlivem rozdílu potenciálů v roztoku nebo vyredukováním kovu z jeho soli příslušným redukčním činidlem. Chemicky lze vylučovat povlaky téměř všech kovů. Výhodou je především jednoduchost, neomezená hloubková účinnost lázně, tzn. že lze pokovovat i členité předměty v dutinách. Nevýhodou je menší vylučovací rychlost a nutnost obtížně regenerovat lázeň. Příkladem je chemické mědění, cínování, chromování, zinkování atd. [18]. Procesy CVD (Chemical Vapor Deposition) Tato metoda je použitelný k vytváření povlaků z téměř všech kovových i nekovových prvků (např. C, Si). Deponovány mohou být i sloučeniny. Tato technologie se stává extrémně důležitou zejména při výrobě polovodičů a jiných elektronických komponent, při povlakování nástrojů, ložisek a dalších součástek odolávajících opotřebení, při výrobě korozně odolných součástí apod. CVD proces lze definovat jako deposici pevné fáze na ohřátý povrch pomocí chemické reakce z plynné nebo odpařené fáze. Patří k těm transportním procesům, jejichž povaha je stejně jako např. u PVD atomistická, protože deponovány jsou atomy, molekuly, nebo jejich kombinace. Podle podmínek, za kterých probíhají chemické reakce a růst povlaků, rozlišujeme různé druhy CVD metod. Podle teploty se jedná o rozdělení na vysokoteplotní (HTCVD) a nízkoteplotní (LTCVD) CVD procesy. Členění podle tlaku je na metody CVD probíhající při normálním (APCVD), sníženém (SPCVD) nebo nízkém tlaku (LPCVD) [17, 18]
19 3.2.3 Kovové vrstvy Povrchové vrstvy připravené mechanickými procesy Kuličkování, válečkování, otryskání, kalibrování, detonační zpevňování: zlepšují drsnost povrchu a pevnostní charakteristiky povrchových vrstev pomocí plastické deformace za studena. Speciální technologie opracování (leštění, vtírání částic, hlazení). Zlepšená topografie povrchu a zpevnění povrchových vrstev ovlivňuje především fázi záběhu kluzného uzlu [17, 20]. Povrchové vrstvy připravené fyzikálními procesy Iontová implantace Proces probíhá ve vakuu (10-4 Pa) při teplotách do 150 C. Nejčastější typy iontu jsou N, C, O (ale i kovy, zejména, Mo, Ti,, Zn, Ta, Sn, Ag, Au atd). Urychlené ionty ztrácí při penetraci do substrátu svou energii interakcí s jádry a elektrony, vyráží atomy z jejich poloh až do doby, kdy jejich energie klesne pod prahovou hodnotu (cca 25 ev), kdy se do prostředí přenáší pouze elastická energie (lokální zvýšení teploty). Mezi hlavní výhody této metody patří možnost použití na libovolný substrát, koncentrace prvků implantovaných do substrátu může překročit mez rozpustnosti v dané látce, eliminace deformací (není vyžadována zvýšená teplota). Nevýhodou je obtížné nanášení na větší a zakřivené plochy a velikost předmětu je omezena velikostí vakuové komory s targetem [20]. Povrchové vrstvy připravené tepelnými procesy Zpevnění fázovou transformací Povrchové kalení je běžný způsob změny mechanických vlastností povrchových vrstev především u ocelí a svou podstatou patří do technologie tepelného zpracování. Účelem tohoto zpracování je zvýšení tvrdosti a odolnosti proti opotřebení povrchu součásti. V praxi se využívá ohřev plamenem, elektrickou indukcí, laserem nebo elektronovým svazkem [18, 20]. Dosahuje se tloušťky povrchové vrstvy do 2,5 mm a tvrdosti 650 HV [16]. Povrchové vrstvy připravené chemicko-tepelnými procesy Chemicko-tepelné zpracování Takto označujeme způsoby difúzního sycení povrchu různými prvky. Legujícími prvky mohou být kovy i nekovy. Cílem bývá nejčastěji zvýšení tvrdosti povrchu, odolnosti proti opotřebení, zvýšení odolnosti proti únavě to vše při zachování houževnatého jádra. Další způsoby chemicko-tepelného zpracování zvyšují hlavně odolnost proti korozi a žáru (termodifuzní pokovování). Povrchová vrstva se nazývá difuzní vrstvou a svým chemickým složením se liší od chemického složení základního materiálu. Tuto vrstvu může tvořit, v závislosti na podmínkách jejího vytváření, buď tuhý roztok či chemická sloučenina anebo jejich kombinace. Pro chemicko-tepelné zpracování se užívají jako aktivní prostředí látky plynné, kapalné nebo sypké (tuhé). Ochranná funkce spočívá v protikorozním legování, katodické ochraně a bariérové ochraně povrchu. Vytvořením difuzní vrstvy se povrch obohatí legujícím prvkem a vlastnosti jsou určeny složením materiálu této vrstvy [16, 18]
20 3.3 POVRCHOVÉ ÚPRAVY KOVŮ PRO VYSKOLOTEPLOTNÍ APLIKACE Difuzní bariéry Difuze v kovových materiálech Difuze je jedním ze způsobů přenosu hmoty, při kterém se její částice (atomy, ionty, molekuly) i vakance pohybují vzhledem k sousedním částicím. Intenzita je výrazně závislá na teplotě, protože podstatou je tepelný pohyb částic hmoty. K difuzi dochází v každém skupenství, v tuhé fázi je však jediným způsobem přenosu hmoty. Difuzí se zpravidla zmenšují koncentrační rozdíly, v opačném případě jde o obrácenou difuzi. V jednosložkové soustavě nebo fázi se nazývá autodifuze [21]. U plynů a kapalin probíhá přemístění látky snadno, kromě toho se může uskutečnit i jinak než difuzí (např. mechanickým mícháním); difuze matricí v tuhém stavu je však obtížná a časově náročná [22]. Mechanismy difuze v krystalických materiálech můžeme rozdělit na individuální, při nichž se pohybuje (migruje) jedna částice či vakance nezávisle na ostatních, a na skupinové, které charakterizuje koordinovaný pohyb více částic. K individuálním patří mechanismus intersticiální a vakantní, pro které je určující poměr velikostí atomů difundujícího a základního prvku. Mezi skupinové mechanismy řadíme mechanismus výměnný, kruhový a nepřímý intersticiální [21]. Difuzní spojení se vytváří při sycení základního kovu některým přídavným kovem [20]. Příkladem nasycování je cementace (sycení uhlíkem), nitridace (sycení dusíkem) nebo jejich kombinace, které jsou blíže popsané v literatuře [23]. Dále se provádí termodifuzní chromování, zinkování, beryliování, hliníkování a křemíkování [18]. Difuzní hliníkování Účelem je získání povrchové vrstvy se zvýšeným obsahem hliníku, vyznačující se po případném difuzním žíhání především odolností proti oxidaci za vysokých teplot a korozní odolností v prostředí obsahující síru zvýšené teploty [18]. Dosahuje se tloušťky alitované vrstvy až 0,3 mm a tvrdosti při vysoké koncentraci hliníku (do 35 až 38 %) až 500 HV [17]. Vliv obsahu hliníku na hodnotu tvrdosti povrchové vrstvy je na obr Obr.3.5 Vliv obsahu na tvrdost povrchové vrstvy oceli s 0,1 %C [20]

21 Nejčastěji se zpracovávají nízkouhlíkové oceli a žáruvzdorné slitiny, které se sytí hliníkem za vysokých teplot (800 až 1000 C) po dobu 1 až 10 hodin. Látky používané k sycení mohou být tuhé, tekuté nebo plynné. itování tuhými látkami se provádí v práškových směsích, které obsahují ferohliník, oxid hlinitý a chlorid amonný. Je to dosud nejrozšířenější způsob aluminizace. Kalorizování je alitace v prášku. Spočívá v žíhání předmětů za teplot 900 až 1000 C po dobu cca 2 hodin. Předměty v krabicích jsou zasypávány směsí stejného dílu hliníkového prášku a oxidu hlinitého s přísadou NH 4 Cl. umetování je způsob, při kterém se hliník nastříká metalizací na předmět a pod ochranou, např. nátěry vodního skla, se difuzně žíhá v peci při teplotě 800 až 1000 C po dobu několika hodin do vytvoření difuzní vrstvy [17, 18]. Jsou-li na povrchu intermediální fáze, je alitovaná vrstva křehká a náchylná k odlupování. Čím rovnoměrněji se zmenšuje koncentrace hliníku v povrchové vrstvě, tím je tato vrstva méně křehká. Žíháním po alitování se rozloží hliník v povrchové vrstvě stejnoměrněji, čímž se zlepší její vlastnosti. Zvláštní význam má odolnost alitované vrstvy proti oxidaci. Chování hliníkovaných ocelí za tepla je podobné jako u ocelí nerezových. Ty odolávají oxidaci díky tvorbě tenkého oxidu chromitého ( 2 O 3 ), který chrání ocel. Podobná reakce nastává u hliníkované oceli, kde se tvoří oxid hlinitý ( 2 O 3 ), který chrání ocel dokonce ještě více. Obr. 3.6 srovnává aluminizovanou uhlíkovou ocel s uhlíkovou ocelí bez ochranné vrstvy, s 5%, s 12% a 18-8Ni s ohledem na teplotu, při které se tvoří okuje menší než 10 mg/cm 2 při oxidaci na vzduchu. Nejvyšší odolnosti proti oxidaci za vysokých teplot se dosahuje u předmětů aluminizovaných při teplotách do 850 až 900 C [17, 24]. Obr.3.6 Odolnost ocelí proti oxidaci na vzduchu za teploty, při které se tvoří okuje menší než 10 mg/cm 2 [24]. Hliníkované oceli mají také pozoruhodnou odolnost proti napadení korozí v plynech jako sirovodík (H 2 S), oxid siřičitý (SO 2 ) a mnoha dalších atmosférách obsahujících síru při teplotách překonávajících 230 C. Difuzní zóna obvykle obsahuje minimálně 20 at.% zatímco legovaný povrch má asi 50 at.% a je daleko více odolný proti vysokoteplotní korozi vlivem síry ve srovnání s nerezovou ocelí obsahující až 28%. Hliníkované oceli mohou být v sirných prostředích použity do teplot 400 až 600 C, maximální teplota je omezena vysokoteplotními mechanickými vlastnostmi základní oceli [18, 24]
22 Termodifuzní křemíkování Křemíkování je povrchové sycení křemíkem. Železo s velkým obsahem křemíku (12 až 15 %) je velmi odolné proti účinkům kyselin, jinak jsou však vlastnosti takových slitin špatné, nelze je tvářet za tepla a nelze je obrábět řeznými nástroji, proto je výhodný proces termodifuzního křemíkování. Vrstvy vzniklé tímto způsobem vykazují vysokou korozní odolnost proti působení kyselin, odolnost proti vysokoteplotní oxidaci a opotřebení. Pokud jde o vlastní proces, našly uplatnění metody kontaktní (žíhaní ve směsi prášku karbidu křemíku nebo ferosilicia, písku a chloridu železitého), tak i metody z plynné fáze (přímé působení sloučenin křemíku, hlavně chloridu křemičitého). Teplota procesu se pohybuje od 700 do 1200 C po dobu 4 až 10 hodin. Tvrdost povrchové vrstvy nasycené křemíkem se nezvýší, ale větší je její odolnost proti opotřebování, zejména po předchozím ohřevu ve vroucím oleji. Do povrchové křemíkové vrstvy, která je značně pórovitá, se totiž vsakuje olej, který zmenšuje koeficient tření a opotřebování. Vrstva křemíkové slitiny je poměrně křehká, zlepšení přilnavosti je možné dosáhnout dodatečným difuzním žíháním [17, 18]
23 3.3.2 Binární rovnovážné soustavy Binární rovnovážná soustava Si Na základě binárního rovnovážného diagramu Si, který je na obr je možné předpokládat existenci fází uvedených v tab Lze pozorovat, že atomy prvků a Si jsou prakticky nemísitelné [25]. Tab. 3.2: Fáze v rovnovážném binárním systému Si [26, 27]. Fáze Teplota Koncentrace Krystalická Strukturní Pearsonův tavení [ C] [hm%] mřížka typ symbol () ,6 FCC A1 cf4 (Si) ,98-100,0 FCC A4 cf8 Obr. 3.7 Binární rovnovážný diagram -Si [26]
24 Binární rovnovážná soustava Na základě binárního rovnovážného diagramu, který je na obr lze v povrchové vrstvě aluminizovaných či alitosilitovaných ocelích předpokládat existenci fází uvedených v tab Tab. 3.3: Fáze v rovnovážném binárním systému - [26, 27, 28]. Fáze Teplota Koncentrace Krystalická Strukturní Pearsonův tavení [ C] [hm%] mřížka typ symbol (α) BCC A2 ci2 (γ) ,6 FCC A1 cf ,8-37 BCC B2 cp FCC D0 3 cf ,4 triklinická --- ap orthorombická --- oc? ,5-61,3 monoklinická --- mc102 () FCC A1 cf4 Obr. 3.8 Binární rovnovážný diagram - [26]
25 Binární rovnovážná soustava -Si Na základě binárního rovnovážného diagramu -Si, který je na obr je možné předpokládat vznik fází uvedených v tab Tab. 3.4: Fáze v rovnovážném binárním systému Si [26, 27, 28]. Fáze Teplota Koncentrace Krystalická Strukturní Pearsonův tavení [ C] [hm%] mřížka typ symbol (α) ,9 BCC A2 ci2 (γ) ,63 FCC A1 cf4 α BCC B2 cp2 α BCC D0 3 cf16 2 Si ,1 rhomboedrická --- hp6 5 Si ,2 hexagonální D8 8 hp16 Si kubická B20 cp8 αsi ,4-58,2 orthorombická --- oc48 βsi ,2 orthorombická --- tp3 (Si) ,98-100,0 FCC A4 cf8 Obr. 3.9 Binární rovnovážný diagram -Si [26]
26 3.3.4 Příprava difuzních bariér Příprava difuzních bariér je komplexní proces sestávající se z čištění a aktivace povrchu součástí, volby vhodné metody depozice, tepelného zpracování a konečné úpravy povrchu takto připravené vrstvy. Základní metody pro přípravu difuzních bariér, lze rozdělit podle způsobu sycení povrchové vrstvy substrátu, tj. z tuhého, kapalného a plynného prostředí [24, 25]. Příprava difuzních bariér z tuhého prostředí Jedná se o difuzní sycení povrchu hliníkem a kombinací hliníku s jinými prvky (Si, ) z práškových směsí s využitím halogenidových aktivátorů. Metoda je to relativně jednoduchá a levná umožňující tvorbu homogenních vrstev s relativně rovnoměrnou tloušťkou. Zároveň je také umožněna příprava směsi s různým obsahem hliníku i ostatních legujících prvků. Difuzní žíhání pro výrobu difuzní bariéry se obvykle provádí v intervalu teplot 500 až 1200 C [29]. Princip metody hliníkování v tuhém prostředí spočívá v přípravě práškových směsí, které se skládají z prášku hliníku nebo jeho směsí s jinými prvky, inertního plniva ( 2 O 3 ) a halogenidu amonného aktivátoru (NH 4 X;X = F,Cl,Br,I). Takto připravená směs je spolu se součástmi umístěna v uzavřeném kontejneru. Při ohřevu dochází k následujícím vysokoteplotním reakcím, kdy je hliník deponovaný na povrch slitin na bázi železa: - rozklad NH 4 X: NH 4 X(s) NH 3 (g) + HX(g) (1) - tvorba reakčního plynu - halogenidu hliníku: 6HX(g) + 2(směs) 2X 3 (g) + 3H 2 (g) (2) 2X 3 (g) + 2(směs) 3X(g) (3) - depozice hliníku na povrch substrátu (oceli): 2X(g) + 3(povrch substrátu) 2(vznik slitiny na povrchu substrátu) + X 2 (g) (4) - tvorba reakčního plynu z plynného produktu depoziční reakce: 3X 2 (g) + 5(směs) 3(vznik slitiny ve směsi) + 2X 3 (g) (5) - rovnovážná reakce sycení 3X(g) + 2(substrát) X 3 (g) + 2(slitina) (6) závisí na poměru parciálních tlaků plynných složek

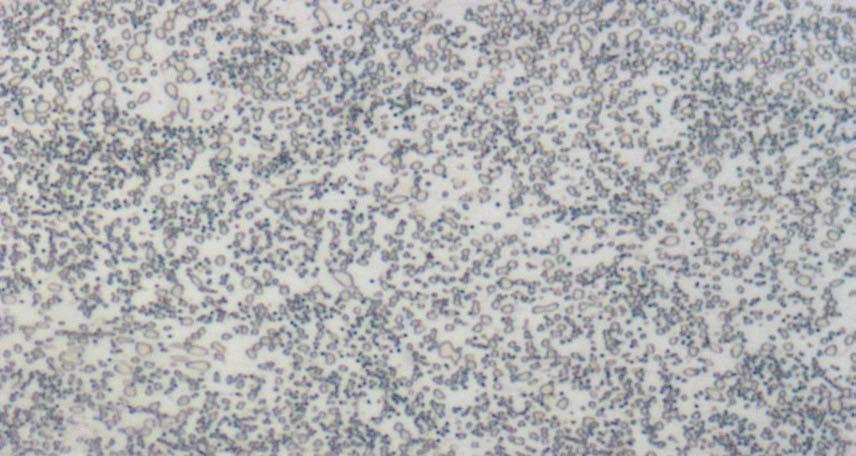
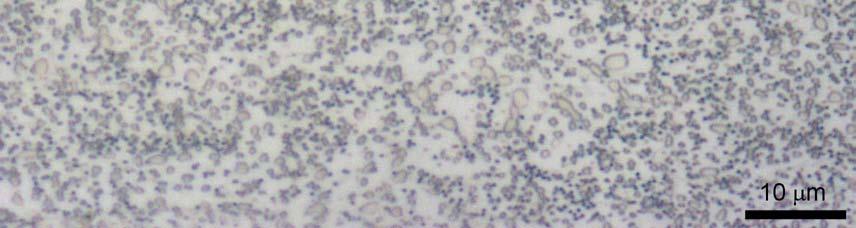
![Mikrostruktury nízkouhlíkové a korozivzdorné oceli typu 304 s difuzní vrstvou vytvořenou hliníkováním z tuhého prostředí jsou na obr. 3.10 a 3.11 [24, 25, 29]. Obr.3.10 Struktura nízko-uhlíkové oceli s hliníkovou difuzní vrstvou připravenou z tuhého prostředí [24].](/docs-images/91/106852922/images/27-1.jpg ". Obr.3.11 Struktura korozivzdorné oceli typu 304 s hliníkovou difuzní vrstvou připravenou z tuhého prostředí [24].")
27 Tloušťka a chemické složení výsledné vrstvy s ohledem na její výrobu nezávisí pouze na množství vyvinutého halogenidu, ale také na rychlosti jeho dodávky k sycenému povrchu součásti, intenzitě povrchových reakcí, využití reakčních produktů v práškové směsi a intenzitě tepelně aktivovaných difuzních procesů probíhajících v syceném povrchu součásti. Mikrostruktury nízkouhlíkové a korozivzdorné oceli typu 304 s difuzní vrstvou vytvořenou hliníkováním z tuhého prostředí jsou na obr a 3.11 [24, 25, 29]. Obr.3.10 Struktura nízko-uhlíkové oceli s hliníkovou difuzní vrstvou připravenou z tuhého prostředí [24].. Obr.3.11 Struktura korozivzdorné oceli typu 304 s hliníkovou difuzní vrstvou připravenou z tuhého prostředí [24]. Příprava difuzních bariér z kapalného prostředí Metoda přípravy difuzních bariér z kapalného prostředí s následným difuzním žíháním bývá také označována jako metoda výroby difuzních bariér z roztoku slurry. Tato metoda má ve srovnání s předchozí metodou řadu výhod. Kratší tepelný cyklus pro tvorbu difuzní vrstvy (možnost rychlého ohřevu a ochlazení v průběhu tepelného zpracování), lokální aplikace roztoku na rozměrnější a tvarově složité a lokálně zvolené části povrchu součástí
28 Roztok je připraven z organického pojiva a prášku jednotlivých prvků, +, +Si, aj. s velikostí částic do 40 µm. Díky dobré viskozitě je pak možné roztok na povrch součásti nanášet ponořením, nátěrem anebo nástřikem. Organické pojivo je voleno tak, aby vytvořilo rychleschnoucí suspenzi s jednotlivými prvky na povrchu součásti a tím povlak s požadovanou pevností pro následné tepelné zpracování. Pro tyto účely je nejčastěji používáno organické pojivo na bázi koloidního roztoku, které má nejvyšší stupeň rozkladu v intervalu teplot 180 až 200 C. Za těchto teplot dochází k odpařování pojiva a redukci obsahu uhlíku a dusíku. K zajištění výsledné kvality vrstvy je odpaření organického pojiva nejdůležitějším krokem před dalším tepelným zpracováním (vlastním difuzním žíháním) [25]. Následným ohřevem na teplotu 650 C vyhořívá zbývající frakce organického pojiva a dochází k částečné oxidaci částicových komponent z původního roztoku. Po vyhoření organického pojiva zůstávají na povrchu součásti pouze komponenty, které se podílí na vzniku ochranné vrstvy. Tyto komponenty se vlivem povrchového napětí přibližují a zaujímají volná místa po vyhořelém organickém pojivu. Tím je umožněn kovový kontakt na rozhraní částic prášku (komponent) a povrchu součásti za vzniku souvislé vrstvy na jejím povrchu. Splnění této podmínky je nezbytné pro dosažení nejlepších podmínek adsorpce a průběhu difuzních procesů, ale není zcela závazné pro tvorbu difuzní vrstvy. Přítomnost oxidu na povrchu částic a povrchu součástí je nežádoucí překážkou pro průběh difuzních procesů. Při ohřevu do teplot blízkých teplotě tavení hliníku difuzní mobilita atomů hliníku narůstá a tyto bariéry jsou překonávány. Difuzní proces je urychlován zvyšováním teploty, proto se pro tvorbu difuzní vrstvy využívá žíhání v intervalu teplot 850 až 1100 C s dobou výdrže 4 až 6 hodin. Vlastní difuzní vrstva se začíná tvořit v průběhu prvních 10 až 15 minut. Další výdrží na teplotě dochází k nárůstu její tloušťky. Je nutné poznamenat, že příprava difuzních vrstev musí probíhat žíháním ve vakuu nebo ochranné argonové atmosféře. Tímto způsobem vytvořené difuzní vrstvy mají rovnoměrnější tloušťku a kvalitnější povrch. Hlavní nevýhoda této metody vychází z manuální přípravy nástřiku roztoku na povrch součástí, tj. tloušťka difuzní vrstvy u několika součástí v jedné připravené dávce se mění od 20 do 50 µm. Pozn.: skutečné rozdíly tloušťky však mohou být i větší. Rozdíl v těchto rozměrech může být také způsoben přítomností oxidů a karbidů na povrchu součásti, které modifikují průběh difuze [25, 29]. Příprava difuzních bariér z plynného prostředí Metoda přípravy difuzních bariér z plynného prostředí je také často označována jako metoda nuceného oběhu plynné fáze. Princip vychází z metody hliníkování z tuhého prostředí a je založen na nuceném oběhu plynného média obsahující halogenidové soli (Cl 3, Cl 2, popř. I 2 a I) v prostoru mezi zdrojem sytícího kovu (tavenina, popř. jeho slitin) a sycenými součástmi. Výhodou je eliminace přípravy a použití práškových směsí. Plynné médium je vytvářeno ve speciální reakční zóně průchodem plynu Cl 2 přes povrch roztaveného hliníku za vzniku Cl 3. Ventilátorem je pak tento plyn poháněn z reakční zóny, kde je vytvářen, směrem k oblasti se součástmi. Součásti jsou v této oblasti ohřívány na teplotu až 1000 C. Interakcí plynu s povrchem součástí dochází k tvorbě vrstvy jejíž struktura a obsah hliníku je velmi podobný vrstvě připravené metodou hliníkování v tuhém prostředí s použitím halogenidových aktivátorů. Po průběhu sytící reakce je produkt Cl 3 opět poháněn do reakční zóny, kde dochází k interakci mezi Cl 3 a roztaveným kovem (hliníkem) za vzniku Cl 2. Jednotka pro výrobu difuzních bariér pomocí metody nuceného oběhu plynné fáze je na obr

29 Obr Jednotka pro výrobu difuzních povlaků metodou nuceného oběhu plynné fáze. 1 Pec, 2 dolní kryt, 3 horní kryt, 4 utěsněná mufle pro vedení plynu, 5 hlavní mufle, 6 ventilátor, 7 sytící kov, 8 reaktor pro vývoj halogenidu, 9 součásti, 10 systém kondenzace halogenidu, 11 vakuová pumpa, 12 nakládací mechanismus [29]. Tvorba difuzní vrstvy je kontrolována změnami chemického složení a měřením tloušťky vrstvy v průběhu její přípravy. Kinetika tvorby vrstvy je přímo závislá na rychlosti toku sytícího plynu, teplotě a času. Výhoda tohoto procesu na rozdíl od jiných využívaných depozičních metod spočívá v přípravě difuzní vrstvy na vnitřním povrchu součástí a tvarově složitějším povrchu součástí za vzniku relativně rovnoměrné difuzní vrstvy. Nevýhodou je možnost korozního napadení součástí v kontaktu s halogenidy [25, 29]
30 4. EXPERIMENTÁLNÍ ČÁST 4.1 EXPERIMENTÁLNÍ MATERIÁL Pro výrobu difuzních vrstev na bázi a -Si byla jako substrát použita chromová ocel na valivá ložiska 1006 ( dle ČSN ). Analýza chemického složení oceli byla provedena pomocí optického emisního spektrometru s doutnavým výbojem SPECTRUMAT GDS-750. Získané průměrné hodnoty a předepsané chemické složení je uvedeno v tab Mikrostruktura byla pozorována na metalografickém mikroskopu Olympus GX71 a dokumentována digitální kamerou DP 11 při použitém zvětšení objektivu 20x a 100x (celkové zvětšení při dokumentaci bylo cca 200x a 1000x). Snímky mikrostruktury jsou na obr Tab. 4.1 Chemické složení substrátu v hm.% 1006 C Si Mn P S Ni Cu Předepsané složení 0,90-1,05 0,15-0,35 0,25-0,45 max.0,030 max.0,025 1,35-1,65 max.0,30 max.0,30 Naměřené složení 0,98 0,26 0,35 0,014 0,009 1,4 0,05 0,02 Jako nástřiky byly použity dva typy roztoků. První byl připraven ze směsi čistého hliníkového prášku a organického pojiva, druhý ze směsi hliníku a křemíku ve vhodném poměru a stejného organického pojiva. Výrobcem organického pojiva byla divize leteckých motorů Považské Strojárně, a.s. Ke stanovení chemického složení organického pojiva byla využita plynová chromatografie s hmotnostní detekcí (GC-MS). Bylo nutné provést separaci organické fáze ze vzorku oragnického pojiva. K této separaci byly využity dvě metody. Nejprve extrakce na tuhou fázi (SPE), která je určena pro přípravu vzorků před chromatografickou analýzou. Jako druhá metoda byla použita mikroextrakce tuhou fází (SPME) k izolaci organických těkavých sloučenin ze vzorku organického pojiva s použitím vlákna typu Supelco DVB/CX/PDMS 50/30 µm. Na obr. 4.2 je uveden chromatogram analyzovaného pojiva s využitím metody SPE a detekcí GC-MS. Vysoce těkavé složky organického pojiva byly extrahovány pomocí SPME a analyzovány GC-MS, chromatogram této analýzy je uveden na obr Výsledky byly získané pomocí plynového chromatografu Agilent 6890 N s hmotnostně spektrometrickým detektorem Agilent 5973 N, injektorem split/splitless, elektronovou ionizací a kvadrupólovým analyzátorem. Na základě těchto měření byly potvrzenými komponenty v organickém pojivu pentylpropylester kyseliny šťavelové, 3,3-dimethylpentan a amylacetát (=pentylacetát). Mezi těkavými složkami byly identifikovány 1-methyl-2ethyl-propylacetát, 2-pentanolacetát, 2- ethyltoluen, dekan. Hliníkový prášek od společnost Wirpo, s.r.o. byl vyroben metodou rozprašování do plynného prostředí. Vzhled povrchu materiálu po nástřiku roztoku a vysušení na vzduchu lze pozorovat na obr Kontrola chemického složení takto připraveného nástřiku byla provedena lokální chemickou mikroanalýzou na rastrovacím elektronovém mikroskopu PHILIPS XL-30 ve spojení s EDS detektorem EDAX. Hodnoty získané ze tří různých míst plošnými analýzami při zvětšení 100x jsou uvedeny v tab Naměřený obsah kyslíku ukazuje, že byl povrch hliníkových částic zoxidovaný
31 Tab. 4.2 Chemické složení prášku. Analýza Místo [hm.%] O [hm.%] [at.%] O [at.%] Plošná 1 96,32 3,68 93,95 6,05 Plošná 2 96,10 3,90 93,60 6,40 Plošná 3 96,19 3,81 93,74 6,26 Průměr - 96,20 3,80 93,76 6,24 Výrobcem roztoku ze směsi prášků a Si v organickém pojivu byly Považské Strojárne, a.s. Pro účel nástřiku byl tento roztok doplněn hliníkovým práškem od společnosti Wirpo, s.r.o. Vzhled povrchu materiálu po nástřiku roztoku a následném vysušení na vzduchu je možné pozorovat na obr Pro kontrolu chemického složení byla provedena lokální chemická mikroanalýza na rastrovacím elektronovém mikroskopu PHILIPS XL-30 ve spojení s EDS detektorem EDAX. Byly provedeny tři plošné a tři bodové analýzy při zvětšení 100x, naměřené hodnoty jsou v tab Tab. 4.3 Chemické složení -Si prášku. Analýza Místo [hm.%] Si [hm.%] O [hm.%] [at.%] Si [at.%] O [at.%] Bodová 1 90,02 4,47-90,38 4,64 - Bodová 2 4,47 95,53-4,64 95,36 - Bodová 3 92,26 1,51 6,23 92,26 1,39 10,08 Plošná 4 51,65 44,52 3,84 51,19 42,39 6,41 Plošná 5 56,57 39,55 3,88 55,95 37,58 6,47 Plošná 6 56,37 38,83 4,80 55,39 36,66 7,95 Průměr 54,86 40,97 4,17 54,18 38,88 6,94 Z tabulky je patrné, že chemické složení prášku na bázi -Si je cca 55 hm.% a 45 hm% Si. K identifikaci částic obsažených v roztoku byly provedeny bodové analýzy (viz. obr. 4.5). Analýza v místě 1 a 3 prokázala, že se jedná o částice na bázi hliníku a částice analyzovaná v místě 2 je na bázi křemíku


32 Obr. 4.1 Mikrostruktura ložiskové oceli 1006, Nital
33 Obr. 4.2 Chromatogram organického pojiva (SPE, analýza GC-MS) Obr. 4.3 Chromatogram těkavých složek organického pojiva (SPME, analýza GC-MS)


34 Obr. 4.4 Vzhled povrchu nástřiku směsi prášku a organického pojiva


35 Obr. 4.5 Vzhled povrchu nástřiku směsi -Si prášku a organického pojiva
36 4.2 METODICKÁ ČÁST EXPERIMENTÁLNÍ PRÁCE Příprava difuzních vrstev byla prováděna nástřikem roztoků prášků a -Si a organického pojiva na substrát (ocel 1006). Před vlastním nanášením roztoků byl povrch substrátu broušen, leštěn a dokonale odmaštěn. Nanášení povlaků bylo realizováno nástřiky roztoků vzduchovou pistolí. Následně bylo provedeno dvoustupňové žíhání v trubkové peci v ochranné argonové atmosféře. Prvním stupněm bylo žíhání za nízkých teplot, při kterém dochází k odpaření organického pojiva. Druhý stupeň žíhání byl proveden pro jednotlivé vzorky za teplot 800, 900 a 1000 C s dobou výdrže 3 hod. Pro hodnocení takto vyrobených vrstev byly separovány vzorky na zařízení pro automatické dělení metalografických vzorků Discotom 5 firmy Struers. Metalografické výbrusy byly připraveny běžnými technikami broušením za mokra, leštěním diamantovými pastami a chemicko-mechanicky pomocí suspenze OP-U (Colloidal silica suspension for final polishing) od firmy Struers. Následně byly vzorky naleptané Nitalem a pozorované na metalografickém mikroskopu Olympus GX71 při použitém zvětšení objektivu 20x a 50x a dokumentované digitální kamerou DP11 (celkové zvětšení při dokumentaci bylo cca 200x a 500x). Jednotlivé subvrstvy byly dále pozorované světelným mikroskopem NEOPHOT 30 při použitém zvětšení objektivu 20x a dokumentovány digitální kamerou NICON Digital sight DS-Fi1. Pro stanovení tloušťky subvrstev bylo využito softwaru pro obrazovou analýzu LUCIA-G. Tvrdost substrátu byla měřena metodou dle Vickerse HV na tvrdoměru LV700 fy LECO, při zatížení 294,21 N. Mikrotvrdost jednotlivých subvrstev byla vyhodnocena metodou dle Vickerse HV0,01 a HV0,025 na automatickém mikrotvrdoměru LM 247AT fy LECO vybaveným softwarem pro automatické měření AMH 2000, při zatížení 0,09807 a 0,2942 N. Chemické složení difuzních vrstev bylo stanoveno pomocí lokální chemické mikroanalýzy na rastrovacím elektronovém mikroskopu PHILIPS XL-30 ve spojení s EDS detektorem EDAX s využitím plošné a bodové analýzy. Dále byla provedena kvalitativní a kvantitativní profilová analýza pomocí optického emisního spektrometru s doutnavým výbojem SPECTRUMAT GDS
37 4.3 VÝSLEDKY EXPERIMENTŮ Pro kvalitativní a kvantitativní hodnocení difuzních vrstev na bázi a -Si byly připraveny vzorky s nástřikem směsi organického pojiva s hliníkovým práškem a vzorky s nástřikem směsi organického pojiva s práškem obsahujícím 55 hm.% a 45 hm.% Si. Jednotlivé vzorky byly žíhány v průběžné argonové atmosféře za teplot 800, 900 a 1000 C po dobu 3h Metalografické hodnocení difuzních vrstev Difuzní vrstvy na bázi Metalografické hodnocení bylo zaměřeno na posouzení teploty žíhání na dosaženou strukturu difuzních vrstev na bázi hliníku. Mikrostruktura základního materiálu s difuzní vrstvou vytvořenou žíháním za teploty 800 C/3h je v příloze na obr. P.1.1. Ze vzhledu mikrostruktury je patrné, že vytvořená difuzní vrstva se skládá z několika subvrstev s odlišnou tloušťkou. Mezi substrátem a první subvrstvou je zřetelné rozhraní. Povrchová subvrstva se vyznačuje pórovitostí. V příloze na obr. P.2.1 je mikrostruktura základního materiálu s difuzní vrstvou vytvořenou při žíhání za teploty 900 C/3h. Difuzní vrstva je opět tvořena několika subvrstvami, přičemž mezi substrátem a difuzní vrstvou je ostré rozhraní. Ve srovnání se vzorkem žíhaným při teplotě 800 C je patrný nárůst tloušťky vrstev nad substrátem a snížení tloušťky povrchové subvrstvy, která se opět vyznačuje pórovitostí. Vzhled mikrostruktury vzorku žíhaného při teplotě 1000 C/3h je v příloze na obr. P.3.1. Difuzní zóna je tvořena pouze třemi subvrstvami. První subvrstva, tvořící rozhraní se substrátem, se vyznačuje ve srovnání s předchozími vzorky značným nárůstem tloušťky. Povrchová vrstva, která se u vzorků žíhaných při teplotě 800 a 900 C vyznačuje pórovitostí, nebyla na vzorku žíhaném při teplotě 1000 C pozorována. Vzniklá povrchová vrstva je nerovnoměrná o tloušťce v rozmezí od 50 do 110 µm a je charakteristická souvislou pórovitostí. K vyhodnocení tlouštěk jednotlivých subvrstev bylo využito obrazové analýzy, při které byly naměřeny střední hodnoty tloušťky vrstev, směrodatná odchylka a minimální a maximální hodnoty. Pozornost byla věnována zejména subvrstvě, tvořící se substrátem rozhraní, u které docházelo se zvyšující se teplotou žíhání ke značnému nárůstu tloušťky. Naměřené hodnoty této vrstvy nad substrátem jsou uvedeny v tab. 4.4 a graficky zpracovány na obr Tab. 4.4 Naměřené tloušťky subvrstvy na bázi pro jednotlivé teploty žíhání 100% Tloušťka interdifuzní oblasti [µm] Teplota žíhání [ C] Střední hodnota Směr. odchylka Min. Max ,21 1,21 5,70 11, ,83 0,70 20,31 23, ,35 1,34 52,94 58,
38 Temperature [ C] Interdiffusion zone Thickness [µm] Obr. 4.6 Tloušťka interdifuzní oblasti () v závislosti na teplotě žíhání. Mikrotvrdost jednotlivých subvrstev byla vyhodnocena metodou dle Vickerse HV0,01 a HV0,025, v závislosti na tloušťce vrstev bylo tedy voleno zatížení 0,09807 a 0,2942 N. Tvrdost substrátu byla rovněž měřena metodou dle Vickerse při zatížení 294,21 N. Grafické znázornění průběhů tvrdosti pro jednotlivé vzorky s hliníkovou difuzní vrstvou vytvořenou žíháním při teplotě 800, 900 a 1000 C je uvedeno v příloze na obr. P.1.3, P.2.3 a. P.3.3. Z obr. je zřejmé, že žíháním za teplot 800 a 900 C se v povrchové vrstvě vytvořila velmi tvrdá fáze dosahující mikrotvrdosti až 1100 HV0,025. Mikrotvrdost tenké subvrstvy (na snímku ze světelného mikroskopu se jeví jako růžová) kvůli příliš malé tloušťce nebylo možné změřit. Difuzní vrstvy na bázi -Si Při metalografickém hodnocení difuzních vrstev na bázi -Si byl sledován především vliv teploty žíhání na vytvořenou strukturu v povrchové oblasti. Vzhled mikrostruktury základního materiálu s -Si difuzní vrstvou vytvořenou žíháním za teploty 800 C/3h lze pozorovat v příloze na obr. P.4.1. Difuzní vrstva se skládá z několika subvrstev o různých tloušťkách. Mezi substrátem a první subvrstvou je zřetelné rozhraní. Nad touto subvrstvou lze pozorovat značné množství pórů o různé velikosti. Povrchová subvrstva je nerovnoměrná a pórovitá. V příloze na obr. P.5.1. je mikrostruktura vzorku žíhaného při teplotě 900 C/3h. Difuzní zóna je tvořena pouze dvěma subvrstvami, přičemž došlo k nárůstu tloušťky subvrstvy tvořící ostré rozhraní se substrátem. Na rozhraní s povrchovou subvrstvou došlo k růstu a spojování pórů. Povrchová vrstva je tedy nekompaktní a není přítomna na celém povrchu vzorku. Mikrostruktura základního materiálu s -Si difuzní vrstvou vytvořenou žíháním za teploty 1000 C/3h je na obr. P.6.1. Lze pozorovat pouze jednu difuzní zónu, která rovněž tvoří se substrátem ostré rozhraní. Ve srovnání s předchozími vzorky došlo k výraznému nárůstu a vyrovnání tloušťky této vrstvy
39 Tloušťky vzniklých subvrstev byly vyhodnoceny pomocí softwaru pro obrazovou analýzu. Naměřeny byly střední hodnoty tloušťky vrstev, směrodatná odchylka a minimální a maximální hodnoty. Pozornost byla zaměřena především na subvrstvu tvořící rozhraní se substrátem, u které došlo se zvyšující se teplotou žíhání k výraznému nárůstu tloušťky. To potvrzují výsledné hodnoty uvedené v tab. 4.5 a grafické znázornění na obr Tab. 4.5 Naměřené tloušťky subvrstvy na bázi -Si pro jednotlivé teploty žíhání. 55%,45%Si Tloušťka interdifuzní oblasti [µm] Teplota žíhání [ C] Střední hodnota Směr. odchylka Min. Max ,85 1,16 7,58 14, ,32 4,36 29,39 52, ,38 3,96 85,57 105, Temperature [ C] Interdiffusion zone Thickness [µm] Obr. 4.7 Tloušťka interdifuzní oblasti (-Si) v závislosti na teplotě žíhání. Tvrdost substrátu byla měřena metodou dle Vickerse při zatížení 294,21 N. Průběh mikrotvrdosti jednotlivých subvrstev byl vyhodnocen metodou dle Vickerse HV0,01 a HV0,025 v závislosti na tloušťce vrstev bylo voleno zatížení 0,09807 a 0,2942 N. Získané průběhy tvrdosti vzorků s difuzní vrstvou na bázi -Si vytvořenou žíháním při teplotě 800, 900 a 1000 C jsou v příloze na obr. P.4.3, P.5.3 a P.6.3. Z průběhu tvrdosti vzorku žíhaného při teplotě 800 C je patrné, že cca 10 µm pod povrchem se vytvořila subvrstva obsahující fázi o tvrdosti až 1100 HV0,025. Z důvodu malé tloušťky nebylo možné vyhodnotit mikrotvrdost subvrstvy, která se na snímcích ze světelného mikroskopu jeví jako růžová
40 4.3.2 Kvantitativní hodnocení difuzních vrstev Difuzní vrstvy na bázi Kvantitativní hodnocení difuzních vrstev na bázi hliníku bylo zaměřeno především na posouzení vlivu teploty žíhání na chemické složení jednotlivých subvrstev. Lokální chemická analýza byla provedena na rastrovacím elektronovém mikroskopu v zobrazení pomocí zpětně rozptýlených elektronů. Mikrostruktura základního materiálu s difuzní vrstvou na bázi hliníku vytvořenou žíháním při teplotě 800 C/3h je v příloze na obr. P.1.2. Ze snímku je patrné, že jednotlivé subvrstvy mají odlišné chemické složení, což potvrzují koncentrační profily v at.% a v hm.% v příloze na obr. P.1.4 a P.1.5 získané provedením plošných analýz v jednotlivých subvrstvách při zvětšení 500x. V tmavých zrnech, které se vyskytují v povrchové subvrstvě byla provedena lokální analýza a byl prokázaný zvýšený obsah hliníku. Z naměřených hodnot bylo zjištěno fázové složení jednotlivých subvrstev. Výsledná závislost poměru / pro jednotlivé subvrstvy, byla získaná výpočtem pomocí binárního rovnovážného diagramu -, za předpokladu dostatečně rychlého ochlazení povrchové vrstvy (obr. 4.8). 3 Substrate Interdiffusion zone Coating zone / ratio Distance [µm] Obr. 4.8 Fázové složení difuzních vrstev na bázi, 800 C/3h. V příloze na obr. P.2.2 je struktura základního materiálu s hliníkovou difuzní vrstvou žíhanou při teplotě 900 C/3h. Bodová analýza černé částice v subvrstvě tvořící rozhraní s povrchovou vrstvou prokázala zvýšený obsah hliníku. Plošnými analýzami bylo zjištěno, že chemické složení jednotlivých subvrstev je srovnatelné s předchozím vzorkem. Interakce prvků mezi difuzní vrstvou a substrátem v at.% a v hm.% jsou v příloze na obr. P.2.4 a P.2.5. Podle vypočtené závislosti na obr. 4.9 je fázového složení jednotlivých subvrstev shodné se vzorkem žíhaným při teplotě 800 C. Odlišuje se pouze povrchová subvrstva, kde se nevyskytovala tmavá zrna
41 3 Substrate Interdiffusion zone Coating zone / ratio Distance [µm] Obr. 4.9 Fázové složení difuzních vrstev na bázi, 900 C/3h. Vzhled mikrostruktury vzorku s difuzní zónou vytvořenou žíháním za teploty 1000 C/3h je možné pozorovat na obr. P.3.2. Bodové analýzy ukázaly, že tmavé protáhlé částice vyskytující se v subvrstvě, která tvoří rozhraní se substrátem, mají snížený obsah hliníku a zvýšený obsah chromu. Drobné černé částice globulárního tvaru (pozorované při větším zvětšení) vykazovaly naopak výrazně zvýšený obsah hliníku. Koncentrační profily v at.% a v hm.% získané pomocí plošných analýz jsou v příloze na obr. P.3.4 a P.3.5. Podle výpočtu se v difuzní zóně ve srovnání s předchozími vzorky vyskytuje pouze jedna intermediální fáze, jedná se o, což je zřejmé z obr Substrate Interdiffusion zone Coating zone / ratio Distance [µm] Obr Fázové složení difuzních vrstev na bázi, 1000 C/3h
42 Pomocí opticko emisního spektrometru s doutnavým výbojem (GDOES) byla provedena kvalitativní analýza hloubkového profilu závislost intenzity jednotlivých prvků v závislosti na čase odprašování. Podle příslušných kalibrací byly hodnoty intenzity čar jednotlivých prvků přepočítány na koncentraci a časová osa byla transformována na hloubku od povrchu, čímž byla získána kvantitativní profilová analýza chemického složení vybraných prvků, včetně uhlíku. Doba katodického odprašování byla pro vzorek žíhaný při teplotě 800 C zvolena 1200s. Získané grafické znázornění v at.% a v hm.% je v příloze na obr. P.1.6 a P.1.7. a odpovídá hodnotám, které byly získány pomocí lokální chemické analýzy na rastrovacím elektronovém mikroskopu. Rozhraní mezi jednotlivými subvrstvami je charakteristické plynulým přechodem a na povrchu a cca 80 µm pod povrchem byl analyzován zvýšený obsahu uhlíku. Hloubkové profily vzorku žíhaného při teplotě 900 C jsou v at.% a v hm.% v příloze na obr. P.2.6 a P.2.7. Doba katodického odprašování, která byla jako v předchozím případě zvolena 1200s, nestačila na získání dostatečné hloubky pro zachycení rozhraní mezi interdifuzní zónou a substrátem. Ze získaných průběhů je zřejmé, že došlo k přerozdělení prvků mezi substrátem a nástřikem, resp. mezi jednotlivými subvrstvami. Průběh uhlíku je jako u předchozího vzorku nerovnoměrný, zvýšený obsah uhlíku byl opět analyzován na povrchu vzorku a dále v hloubce 110 µm. V příloze na obr. P.3.6 a P.3.7 jsou výsledné interakce prvků mezi substrátem a hliníkovou difuzní vrstvou vytvořenou žíháním při teplotě 1000 C. Doba katodického odprašování byla zvolena 2400s, ale rozhraní mezi interdifuzní zónou a substrátem zachyceno nebylo. Zvýšený obsah uhlíku byl analyzován pouze na povrchu vzorku. Zachycené rozhraní v oblasti interdifuzní zóny je charakteristické zvýšeným obsahem chromu a změnou koncentrace hliníku a železa
43 Difuzní vrstvy na bázi -Si Při kvantitativní analýze difuzních vrstev na bázi -Si byl sledován vliv teploty žíhání na chemické složení vytvořených subvrstev. Mikrostruktura vzorku s -Si difuzní vrstvou žíhanou při teplotě 800 C/3h je na snímku z rastrovacího elektronového mikroskopu na obr. P.4.2. Ze snímku je zřejmé, že subvrstvy, ze kterých se skládá difuzní zóna mají opět odlišné chemické složení. Při zvětšení 500x byly provedeny plošné analýzy v jednotlivých subvrstvách a výsledné hodnoty jsou vyneseny v at.% a v hm.% na obr. P.4.4 a P.4.5. Zvýšený obsah křemíku cca nad 15 at.% byl zjištěn pouze v povrchové vrstvě, která je nerovnoměrná a značně nekompaktní. Proto byl výpočet fázového složení proveden pouze pro vzájemné působení hliníku a železa na základě binárního rovnovážného diagramu a za předpokladu dostatečně rychlého ochlazení difuzní vrstvy. Výsledná závislost poměru / pro jednotlivé subvrstvy je na obr Substrate Interdiffusion zone Coating zone / ratio Distance [µm] Obr Fázové složení difuzních vrstev na bázi -Si, 800 C/3h. Vzhled mikrostruktury vzorku žíhaného při teplotě 900 C/3h je v příloze na obr. P.5.2. Lze pozorovat, že subvrstva tvořící rozhraní se substrátem nemá stejné chemické složení jako povrchová vrstva, která se nevyskytuje na celém povrchu vzorku. To potvrzují i koncentrační profily v at.% (obr. P.5.4) a v hm.% (obr. P.5.5) získané pomocí plošných analýz. Dále byly provedeny bodové analýzy, ze kterých je zřejmé, že tmavé protáhlé částice v subvrstvě tvořící rozhraní se substrátem mají zvýšený obsah hliníku a malé světlé částice ve stejné subvrstvě mají výrazně zvýšený obsah chromu (26 at.% ). Výsledky výpočtů fázového složení jsou na obr Z průběhu je patrné, že se v difuzní zóně vyskytuje pouze jedna intermediální fáze
44 3 Substrate Interdiffusion zone Coating zone / ratio Distance [µm] Obr Fázové složení difuzních vrstev na bázi -Si, 900 C/3h. V příloze na obr. P.6.2 je struktura základního materiálu s difuzní vrstvou na bázi -Si žíhanou při teplotě 1000 C/3h. V kompaktní difuzní zóně se vyskytují tmavé částice a bodovou analýzou byl zjištěn zvýšený obsah hliníku a chromu. Interakce prvků mezi -Si difuzní vrstvou a substrátem v at.% a v hm.% jsou v příloze na obr. P.6.4 a P.6.5. Graficky zpracované výsledky výpočtů fázového složení jsou na obr Bylo zjištěno, že se v difuzní oblasti intermediální fáze nevyskytují. 3 Substrate Interdiffusion zone / ratio Distance [µm] Obr Fázové složení difuzních vrstev na bázi -Si, 1000 C/3h
45 Kvalitativní a kvantitativní analýza hloubkového profilu difuzních vrstev na bázi -Si provedená pomocí opticko emisního spektrometru s doutnavým výbojem byla zaměřena na kvantitativní popis interakce vybraných prvků mezi -Si difuzní vrstvou a substrátem. Doba katodického odprašování byla volena pro jednotlivé vzorky 600s. Získané hloubkové profily v at.% a v hm.% pro vzorek žíhaný při teplotě 800 C/3h jsou v příloze na obr. P.4.6 a P.4.7 a potvrzují výsledky získané lokální chemickou analýzou na rastrovacím elektronovém mikroskopu. V jednotlivých subvrstvách došlo k přerozdělení prvků mezi substrátem a nástřikem, resp. mezi jednotlivými subvrstvami, přičemž v grafickém znázornění je zřetelné ostré rozhraní jednotlivých subvrstev (coating zone). Z průběhů je patrné, že na povrchu je zvýšený obsah uhlíku a v jednotlivých subvrstvách je charakteristický nerovnoměrný průběh prvků, vykazující lokální minima a maxima. Rozhraní mezi interdifuzní zónou a substrátem je charakteristické plynulým přechodem. U vzorku žíhaného při teplotě 900 C/3h bylo odprašování provedeno v místě, kde se nevyskytovala povrchová subvrstva. Výsledné interakce prvků mezi -Si difuzní vrstvou a substrátem jsou v at.% a v hm.% v příloze na obr. P.5.6 a P.5.7. V grafickém znázornění je zachycen opět plynulý přechod mezi interdifuzní zónou a substrátem. V příloze na obr. P.6.6 a P.6.7 jsou v at.% a v hm.% hloubkové profily vzorku žíhaného za teploty 1000 C/3h. Během zvolené doby odprašování byla analyzována difuzní vrstva pouze do hloubky cca 60 µm. Tloušťka celé difuzní zóny je 94 µm, a proto není zachyceno žádné rozhraní. Z průběhu je patrné, že došlo k přerozdělení prvků mezi nástřikem a substrátem a k mírnému zvýšení obsahu uhlíku na povrchu vzorku
46 5. DISKUZE VÝSLEDKŮ Z výsledků hodnocení jednotlivých povrchových vrstev získaných žíháním při teplotách 800, 900 a 1000 C po dobu 3h je zřejmý značný vliv jak chemického složení nanášeného roztoku, tak i teploty žíhání na tvorbu difuzních vrstev. Difuzní vrstvy na bázi Metalografickým rozborem difuzních vrstev na bázi bylo pomocí světelného mikroskopu zjištěno, že při různých teplotách žíhání se vytvořily difuzní bariéry, které tvoří několik subvrstev se zřetelným rozhraním. Povrchová vrstva vzorku žíhaného při teplotě 800 C je charakteristická pórovitostí v blízkosti povrchu, zatímco u vzorku žíhaného při teplotě 900 C jsou póry rovnoměrně rozmístěné v celé povrchové subvrstvě. Při teplotě žíhání 1000 C nebyl na vzorku tento typ subvrstvy pozorován, protože došlo zřejmě k jeho odstranění při ochlazování vzorku ze žíhací teploty. Povrchová subvrstva, která byla pozorována na tomto vzorku je charakteristická souvislou oblastí pórů. V literatuře [23] je uvedeno, že k výskytu těchto pórů může docházet tzv. Kirkendallovým jevem. V případě vzniku tohoto jevu vyplývá, že rychlost difuze dominantních prvků byla rozdílná a vzhledem ke Kirkendallovu rozhraní nebyly stejné ani difuzní toky jednotlivých prvků. Celková tloušťka difuzní zóny i jednotlivých subvrstev byla vyhodnocena pomocí obrazové analýzy a bylo zjištěno, že výrazně závisí na teplotě žíhání. Pozornost byla věnována především interdifuzní oblasti (tvořící rozhraní se substrátem) a z naměřených hodnot v tab. 4.4 a na obr. 4.5 (kap ) je zřejmé, že při zvýšení teploty žíhání z 800 C na 1000 C došlo téměř k sedminásobnému nárůstu tloušťky. Tento růst tloušťky difuzní oblasti se zvýšením teploty žíhání koresponduje se zjištěnými údaji autorů v publikaci [30], kde byly difuzní bariéry připravované z tuhého prostředí a sytící směs obsahovala 15%, 3% NH 4 Cl a 82% 2 O 3 a byla nanášena na nelegovanou feritickou ocel a slitinu -30. Kvalitativní a kvantitativní analýza byla provedena na rastrovacím elektronovém mikroskopu a opticko emisním spektroskopu s doutnavým výbojem a byla zaměřena na zjištění závislosti interakce prvků mezi difuzní vrstvou a substrátem. Pozornost byla věnována obsahu hliníku v jednotlivých subvrstvách, neboť odolnost proti oxidaci za vysokých teplot roste s jeho zvyšujícím se obsahem [20, 31]. Z hodnot získaných lokální chemickou analýzou bylo zjišťováno fázové složení difuzních vrstev. Výpočet poměru / byl proveden na základě binárního rovnovážného diagramu - za předpokladu dostatečně rychlého ochlazení povrchové vrstvy. U vzorku žíhaného při teplotě 800 C obsah hliníku v povrchová vrstvě, o tloušťce cca 60 až 80 µm, klesá ze 60 hm.% na povrchu vzorku na cca 10 hm.% na rozhraní s interdifuzní zónou. V interdifuzní zóně u tohoto vzorku byl analyzován obsah hliníku pod 10 hm.% a dále zvýšený obsah chromu. Zvýšený obsah uhlíku naměřený metodou GDOES na povrchu vzorku je zřejmě způsobený difuzí uhlíku z organického pojiva, které obsahoval nástřik. Zvýšený obsah uhlíku byl dále analyzován před rozhraním povrchové a interdifuzní oblasti a odpovídá výskytu tenké subvrstvy pozorované při metalografickém hodnocení. Výsledky ukázaly, že zóna povlaku (coating zone) vzorku žíhaného při teplotě 800 C je od povrchu tvořena intermediálními fázemi typu 2 5 (resp ), + 2 a. Na základě literárních údajů [30] lze předpokládat, že fáze 2 5 bude křehká s nízkou odolností proti oxidaci za zvýšených teplot. Naopak u fáze bylo zjištěno, že vykazuje dobrou odolnost proti opotřebení, vysokou odolnost proti oxidaci a působení sirných prostředí za vysokých teplot. Předpokládaná křehkost fáze 2 5 byla potvrzena naměřením vysoké mikrotvrdosti (až 1100 HV0,025)
47 Analýzou chemického složení vzorku žíhaného při teplotě 900 C bylo zjištěno, že povrchová vrstva obsahuje přibližně stejné rozmezí obsahu hliníku jako u předchozího vzorku, ale tloušťka této povrchové vrstvy vzrostla až na cca 100 µm. Zvýšený obsah uhlíku byl opět zjištěn na povrchu a na rozhraní povrchové a interdifuzní oblasti. Zvýšený obsah chromu se opět vyskytoval až od rozhraní povrchové vrstvy a interdifuzní zóny směrem k substrátu. Z vypočtených výsledků na základě binárního rovnovážného diagramu - bylo zjištěno, že jednotlivé subvrstvy v povrchové oblasti jsou opět tvořeny fázemi typu , + 2 a. Naměřením vysoké hodnoty mikrotvrdosti fáze 2 5 (až 1000 HV0,025) byla opět potvrzena její křehkost. V povrchové vrstvě vytvořené žíháním při teplotě 1000 C bylo zjištěno úzké rozmezí zvýšeného obsahu hliníku (30 až 20 hm.%). Tento obsah hliníku (společně s analyzovaným obsahem železa) odpovídá podle rovnovážného binárního diagramu - fázi, u které se předpokládá již zmíněná vysoká odolnost proti oxidaci za vysokých teplot. Tvrdost této povrchové vrstvy byla v rozmezí 300 až 350 HV0,025. Získané hodnoty z měření mikrotvrdosti korespondují s údaji získanými v literatuře [20], viz. obr. 3.5 (kap.3.3.1). Tato povrchová vrstva se ovšem vyznačovala nerovnoměrnou tloušťkou po průřezu vzorku (50 až 110 µm) a souvislou vrstvou pórů, které zřejmě vznikly tzv. Kirkendallovým jevem. Zvýšený obsah uhlíku byl u tohoto vzorku zjištěn pouze na povrchu vrstvy, což je opět zřejmě způsobeno difuzí uhlíku z nástřiku obsahující organické pojivo. Povrchová vrstva dále obsahovala cca 1 hm.% chromu a k jeho zvýšení dochází až na rozhraní této vrstvy a interdifuzní zóny. Interdifuzní zóna u tohoto vzorku vykazovala přibližně konstantní tloušťku (cca 60 µm) s výskytem minoritních fází na bázi
48 Difuzní vrstvy na bázi -Si Z metalografického hodnocení vzorků s povrchovou úpravou na bázi -Si bylo zjištěno, že u vzorku žíhaného při teplotě 800 C se vytvořila difuzní bariéra obsahující opět několik subvrstev. U vzorku žíhaného při teplotě 900 C se vyskytovala nekompaktní povrchová vrstva, která nebyla pozorována na celém povrchu. Povrchová vrstva získaná žíháním nástřiku na bázi -Si při teplotě 1000 C byla tvořena pouze interdifuzní oblastí. Obrazovou analýzou byl opět prokázán vliv zvyšující se teploty na výrazný nárůst tloušťky interdifuzní vrstvy (viz. grafická závislost na obr. 4.7 v kap ). Lokální chemická analýza na rastrovacím mikroskopu a kvantitativní analýza pomocí GDOES byla zaměřena na zjištění chemického složení jednotlivých subvrstev a posouzení vlivu hliníku a křemíku na vznik povrchových vrstev v závislosti na teplotě žíhání. Vzorek žíhaný při teplotě 800 C má v povrchové vrstvě (o tloušťce cca 40 až 50 µm) nerovnoměrný obsah hliníku a křemíku, který se liší v jednotlivých subvrstvách a tvoří ostré koncentrační rozhraní. V interdifuzní zóně u tohoto vzorku dochází k plynulému poklesu obsahu hliníku i křemíku až pod 10 hm.%. Zvýšený obsah uhlíku byl metodou GDOES analyzován pouze na povrchu vzorku. V porovnání se vzorkem s difuzní vrstvou na bázi žíhaného při stejné teplotě (800 C) byl naměřen zvýšený obsah chromu i v povrchových subvrstvách. Výpočty fázového složení jednotlivých subvrstev byly provedeny pouze na základě binárního rovnovážného diagramu - a byly identifikovány jako fáze , + 2 a. Měřením mikrotvrdosti bylo zjištěno, že subvrstva, která je tvořena směsí fází + 2 dosahuje hodnoty mikrotvrdosti až 1100 HV0,025. Lokální chemickou analýzou difuzní vrstvy vytvořené žíháním vzorku při teplotě 900 C bylo zjištěno, že se v nekompaktní povrchové oblasti vyskytuje zvýšený obsah hliníku (30 hm.%) i křemíku (10 hm.%). Na povrchu vzorku byl opět analyzován zvýšený obsah uhlíku a průběh koncentrace chromu je rovnoměrný s hodnotou cca 1,5 hm.%. Dle výpočtů fázového složení vypočítaného na základě binárního rovnovážného diagramu - se v povrchové vrstvě vyskytuje fáze a interdifuzní oblasti se intermediální fáze nevyskytují. Hodnota mikrotvrdosti nesouvislé povrchové vrstvy byla naměřena 700 HV0,025 a v interdifuzní oblasti se mikrotvrdost plynule zvyšuje od rozhraní se substrátem z 250 až na 400 HV0,025 na rozhraní s povrchovou vrstvou. U vzorku žíhaného při teplotě 1000 C, kde se vyskytovala pouze interdifuzní zóna, byla v této oblasti naměřena koncentrace křemíku 2,5 hm.% a hliníku 10 hm.%. Výpočtem fázového složení na základě binárního rovnovážného diagramu - bylo zjištěno, že se v interdifuzní zóně intermediální fáze nevyskytují. Mikrotvrdost této oblasti byla naměřena 340 HV0,025. V literatuře [32] byly publikované výsledky, kde byl povrch substrátu sycen hliníkem a křemíkem, přičemž se jednalo o přípravu difuzních vrstev z pevného prostředí. Jako substrát byla použita nízkouhlíková ocel. V povrchové vrstvě byl naměřen maximální obsah křemíku 4,5 hm.% a obsah hliníku 45 hm.%. Dále bylo zjištěno, že při větším obsahu SiO 2 v sytící směsi obsahuje povrchová vrstva menší množství hliníku. Byly provedeny i zkoušky odolnosti proti oxidaci a vzorek obsahující v povrchové vrstvě 45 hm.% a 3 hm.% Si prokázal mnohem lepší výsledky ve srovnání se vzorkem s hliníkovou difuzní vrstvou
49 6. ZÁVĚRY Za účelem posouzení tvorby difuzních vrstev připravených z kapalného prostředí byly vyrobeny vzorky žíháním v ochranné atmosféře při teplotách 800 C, 900 C a 1000 C po dobu 3h. Jako substrát byla využita ložisková ocel 1006 a nástřiky roztoků se skládaly ze směsi hliníkového prášku a organického pojiva a směsi prášků hliníku a křemíku ve vhodném poměru a stejného organického pojiva. Metalografické hodnocení difuzních vrstev na bázi a prokázalo se, že teplota žíhání má vliv na vytvořenou mikrostrukturu. Rozdíly byly pozorovány především v množství jednotlivých subvrstev oddělených zřetelným rozhraním, které se lišily souvislostí a pórovitostí. Při teplotě žíhání 1000 C se v povrchové vrstvě vytvořila oblast pórů, což bylo zřejmě způsobeno Kirkendallovým jevem, tedy posunem mezifázového rozhraní. Dále bylo pomocí obrazové analýzy prokázáno, že se zvyšující se teplotou žíhání dochází k nárůstu tloušťky interdifuzní oblasti. Kvantitativní analýzou bylo zjištěno, že s rostoucí teplotou žíhání klesá obsah hliníku v povrchové vrstvě a zvyšuje se v interdifuzní oblasti. Z výsledků je dále zřejmé, že u jednotlivých vzorků dochází ke zvýšení obsahu uhlíku na povrchu vzorku a před rozhraním povrchové a interdifuzní oblasti. Z hodnot získaných lokání chemickou analýzou bylo, na základě binárního rovnovážného diagramu - a za předpokladu dostatečně rychlého ochlazení povrchové vrstvy, vypočítáno fázové složení jednotlivých subvrstev. Bylo zjištěno, že se intermediální fáze ve větší míře vytvořily u vzorků žíhaných při nižších teplotách, kde je v povrchové vrstvě vyšší obsah hliníku. Naměřené hodnoty mikrotvrdosti v povrchových vrstvách vzorků, kde se vyskytovaly intermediální fáze typu 2 a 2 5 byly velmi vysoké až 1100 HV0,025, zatímco hodnoty mikrotvrdosti vrstev, kde byla zjištěna fáze nebo se intermediální fáze nevyskytují, byly výrazně nižší. Další část experimentální práce byla zaměřena na hodnocení difuzních vrstev na bázi -Si. Metalografickým rozborem bylo zjištěno, že při teplotě žíhání 800 C se vytvořila difuzní bariéra obsahující několik subvrstev, podobně jako u difuzních vrstev na bázi. Zatímco při teplotě žíhání 1000 C byla pozorována pouze interdifuzní oblast. Obrazovou analýzou byl rovněž prokázán značný vliv zvyšující se teploty žíhání na nárůst tloušťky interdifuzní oblasti. Pro zjištění chemického složení jednotlivých subvrstev a posouzení vlivu hliníku a křemíku na vznik difuzních bariér v závislosti na teplotě žíhání byla provedena kvalitativní a kvantitativní analýza. Z porovnání s hliníkovými difuzními vrstvami je zřejmé, že přidáním křemíku do nanášeného roztoku se snížil obsah hliníku v difuzní oblasti. Dále bylo zjištěno, že ke zvýšení obsahu uhlíku dochází pouze na povrchu vzorku. Výpočtem fázového složení byly získány výsledky srovnatelné s difuzními vrstvami na bázi, tzn. intermediální fáze se vyskytují v subvrstvách, kde byl naměřen vyšší obsah hliníku, tedy v povrchové oblasti jednotlivých vzorků. Měřením mikrotvrdosti byly opět získané velmi vysoké hodnoty v případě subvrstev, kdy se vyskytovaly fáze typu 2, 2 5 a 3 (až 1100 HV0,025), zatímco hodnoty mikrotvrdosti v interdifuzní oblasti byly v rozmezí od 300 do 400 HV0,025. V neposlední řadě byla odzkoušena tvorba difuzních bariér i na tvarově složitých součástech. Vzniklé difuzní vrstvy se rovněž skládaly z několika subvrstev s rovnoměrnou interdifuzní oblastí. Získané výsledky nebyly v této práci dokumentovány. Vhodnost použitých nástřiků byla posouzena pro tento typ oceli (1006) a lze přepokládat využití metody přípravy difuzních bariér z kapalného prostředí s využitím jiných prvků např. chrom, křemík, wolfram, bor, atd., případně kombinace těchto prvků
50 7. PŘEHLED POUŽITÝCH ZKRATEK DLC HVOF PVD CVD HTCVD LTCVD APCVD SPCVD LPCVD Diamond - like carbon High-velocity oxyfuel process Physical Vapor Deposition Chemical Vapor Deposition High Temperature CVD Low Temperature CVD Atmospheric Pressure CVD Subatmospheric Pressure CVD Low Pressure CVD
51 8. LITERATURA: [1] LURJE, G. B. Technologie výroby valivých ložisek. 1. vyd. Praha: Státní nakladatelství technické literatury, 1953, 384 s. DT [2] DORAZIL, E., HRSTKA, J. Strojírenské materiály a povrchové úpravy. 2. vyd. Brno: Vysoké učení technické v Brně, 1987, 330 s. [3] ZKL Group: Manuál konstruktéra [online]. [cit ]. Dostupné z: < [4] STÁREK, František. Plastové součásti pro valivá ložiska. MM Průmyslové spektrum. 2005, č. 11, s. 46. Dostupný z: < [5] SVOBODA, P., BRANDEJS, J., PROKEŠ, F. Základy konstruování. 1. vyd. Brno: Akademické nakladatelství CERM, s. r. o., 2007, 203 s. ISBN [6] Speciální kluzná ložiska. MM Průmyslové spektrum. 2002, č. 11, s. 28. Dostupný z: < [7] JECH, Jaroslav. Oceli na valivá ložiska a jejich tepelné zpracování. 1. vyd. Praha: SNTL-Nakladatelství technické literatury, 1968, 299 s. DT [8] FREMUNT, Přemysl. PODRÁBSKÝ, Tomáš. Konstrukční oceli. 1. vyd. Brno: Akademické nakladatelství CERM, s. r. o., 1996, 267 s. ISBN [9] Verlag Dashöfer. Lexikon kovů [program na CD ROM]. Ver Praha: Verlag Dashöfer nakladatelství, spol. s r. o., 2007 [cit ]. Databáze kovových materiálů. [10] CALLISTER, W. D. Jr. Materials Science and Engineering. An Introduction. 6th. ed. New York: John Wiley and Sons, 2003, ISBN [11] VINŠ, Jindřich. Kluzná ložiska. 2. vyd. Praha: SNTL-Nakladatelství technické literatury, 1971, 373 s. DT [12] ABUŠINOV, exandr. Kluzná ložiska z plněných termoplastů. MM Průmyslové spektrum. 2001, č. 1, s. 8. Dostupný z: < [13] ZKL Group: Média o nás [online]. [cit ]. Dostupné z: < 303d54c0e0d2>. [14] HULTMANOVÁ, Anna, SJÖSTRÖM, Hans. Uhlíkové povlaky ložisek. MM Průmyslové spektrum. 2002, č. 11, s. 26. Dostupný z: < clanek/uhlikove-povlaky-lozisek>. [15] AMBROŽ,O., KAŠPAR, J., Žárové nástřiky a jejich průmyslové využití. 1. vyd. Brno: SNTL-Nakladatelství technické literatury, 1990, 320 s. DT : (075). [16] HRUBÝ V. Nejčastěji využívané vrstvy a povlaky v technické praxi. Juniormat 03, 4th International Conference: Sborník přednášek a posterů, Brno september Ed. Brno University of technology, ČSNMT, 2003, pp ISBN [17] HRUBÝ, V., TULKA, J., KADLEC, J., Povrchové technologie. 1. vyd. Brno: Vojenská akademie, 1995, 120 s. [18] KRAUS, Václav. Povrchy a jejich úpravy. 1. vyd. Plzeň: Západočeská univerzita v Plzni, 2000, 218 s. ISBN [19] ASM Handbook, Volume 20, Materials Selection and Design Design for Oxidation Resistance, ISBN [20] SEDLÁČEK, Vladimír. Povrchy a povlaky kovů. 1. vyd. Praha: České vysoké učení v Praze, 1992, 176 s. ISBN [21] PTÁČEK, Luděk a kolektiv. Nauka o materiálu I.. 1. vyd. Brno: Akademické nakladatelství CERM, s. r. o., 2001, 505 s. ISBN
52 [22] MÜNSTEROVÁ, E., MOLLIKOVÁ, E. Základy termodynamiky, kinetiky a difuze [online]. 2007, poslední revize Dostupné z: < [23] PTÁČEK, Luděk. a kolektiv. Nauka o materiálu II.. 2. vyd. Brno: Akademické nakladatelství CERM, s. r. o., 2002, 392 s. ISBN [24] ASM Handbook, Volume 5, Surface Engineering, ISBN [25] ČELKO, L. Interakce několika prvků při difuzi do povrchu kovových materiálů. Brno, s. Pojednání k disertační práci, Fakulta strojního inženýrství, VUT v Brně. [26] ASM Handbook, Volume 3, loy Phase Diagrams, ISBN [27] ASM International, Binary loy Phase Diagrams 2nd ed., ISBN X. [28] Inorganic ystal Structure Database (ICSD) [databáze CD ROM]. Karlsruhe: Fachinformationszentrum Karlsruhe, 2007 [cit ]. Databáze anorganických krystalografických struktur. [29] TAMARIN, Y. Protective Coatings for Turbine Blades. ASM International, 2002, 247 p. ISBN [30] HOUNGNINOU, C., CHEVALIER, S., LARPIN, J. P. Synthesis and characterisation of pack cemented aluminide coatings on metals. [online]. 2004, Vol. 236, pp [cit ]. Dostupné z: < Databáze odborných studií a časopisů. [31] SETTERLUND, R. B., PRESCOTT, G.R. Corrosion Characteristics of Iron-uminum and Iron-Chromium-uminum loys in High Temperature Petroleum Applications. Corrosion, Vol 17 (No. 6), June 1961, pp. 277t-282t. [32] KIM, M. T., JUNG, J.S. Codeposition of and Si onto a low carbon steel using silicon dioxide and aluminum and its hot temperature oxidation properties. [online]. 2002, Vol. 161, pp [cit ]. Dostupné z: < Databáze odborných studií a časopisů
53 9. PŘÍLOHY



54 Obr. P.1.1 Mikrostruktura difuzní vrstvy, 800 C/3h, Nital. 1
55 Obr. P.1.2 Mikrostruktura difuzní vrstvy, 800 C/3h. Substrate Interdiffusion zone Coating zone Hardness HV Distance [µm] Obr. P.1.3 Tvrdost substrátu a jednotlivých subvrstev na bázi, 800 C/3h. 2
56 Substrate Interdiffusion zone Coating zone Content [at.%] Distance [µm] Obr. P 1.4 Interakce prvků mezi difuzní vrstvou a substrátem (at.%), 800 C/3h, REM-EDAX Substrate Interdiffusion zone Coating zone Content [wt%] Distance [µm] Obr. P.1.5 Interakce prvků mezi difuzní vrstvou a substrátem (hm.%), 800 C/3h, REM-EDAX. 3
57 Atomic Conc. [%] Coating zone Interdiffusion zone Subtrate C C C C Depth [µm] Obr. P.1.6 Interakce prvků mezi difuzní vrstvou a substrátem (at.%), 800 C/3h, GDOES. Weight Conc. [%] Coating zone Interdiffusion zone Subtrate C C C C Depth [µm] Obr. P.1.7 Interakce prvků mezi difuzní vrstvou a substrátem (hm.%), 800 C/3h, GDOES. 4


58 Obr. P.2.1 Mikrostruktura difuzní vrstvy, 900 C/3h, Nital. 5
59 Obr. P.2.2 Mikrostruktura difuzní vrstvy, 900 C/3h Substrate Interdiffusion zone Coating zone Hardness HV Distance [µm] Obr. P.2.3 Tvrdost substrátu a jednotlivých subvrstev na bázi, 900 C/3h. 6
60 Substrate Interdiffusion zone Coating zone Content [at.%] Distance [µm] Obr. P 2.4 Interakce prvků mezi difuzní vrstvou a substrátem (at.%), 900 C/3h, REM-EDAX Substrate Interdiffusion zone Coating zone Content [wt%] Distance [µm] Obr. P.2.5 Interakce prvků mezi difuzní vrstvou a substrátem (hm.%), 900 C/3h, REM-EDAX. 7
61 Atomic Conc. [%] Coating zone Interdiffusion zone C C C C Depth [µm] Obr. P.2.6 Interakce prvků mezi difuzní vrstvou a substrátem (at.%), 900 C/3h, GDOES. Weight Conc. [%] Coating zone Interdiffusion zone C C C C Depth [µm] Obr. P.2.7 Interakce prvků mezi difuzní vrstvou a substrátem (hm.%), 900 C/3h, GDOES. 8






62 Obr. P.3.1 Mikrostruktura difuzní vrstvy, 1000 C/3h, Nital. 9

63 Obr. P.3.2 Mikrostruktura difuzní vrstvy, 1000 C/3h. 400 Substrate Interdiffusion zone Coating zone Hardness HV Distance [µm] Obr. P.3.3 Tvrdost substrátu a jednotlivých subvrstev na bázi, 1000 C/3h. 10
64 Substrate Interdiffusion zone Coating zone Content [at.%] Distance [µm] Obr. P 3.4 Interakce prvků mezi difuzní vrstvou a substrátem (at.%), 1000 C/3h, REM-EDAX Substrate Interdiffusion zone Coating zone Content [wt%] Distance [µm] Obr. P.3.5 Interakce prvků mezi difuzní vrstvou a substrátem (hm.%), 1000 C/3h, REM-EDAX. 11
65 Atomic Conc. [%] Coating zone Interdiffusion zone C C C 0 0,0 10,0 20,0 30,0 40,0 50,0 60,0 70,0 80,0 90,0 Depth [µm] Obr. P.3.6 Interakce prvků mezi difuzní vrstvou a substrátem (at.%), 1000 C/3h, GDOES. Weight Conc. [%] Coating zone Interdiffusion zone C C C 0 0,0 10,0 20,0 30,0 40,0 50,0 60,0 70,0 80,0 90,0 Depth [µm] Obr. P.3.7 Interakce prvků mezi difuzní vrstvou a substrátem (hm.%), 1000 C/3h, GDOES. 12




66 Obr. P.4.1 Mikrostruktura -Si difuzní vrstvy, 800 C/3h, Nital. 13
67 Obr. P.4.2 Mikrostruktura -Si difuzní vrstvy, 800 C/3h. Substrate Interdiffusion zone Coating zone Hardness HV Distance [µm] Obr. P.4.3 Tvrdost substrátu a jednotlivých subvrstev na bázi -Si, 800 C/3h. 14
68 Substrate Interdiffusion zone Coating zone Si Content [at.%] Distance [µm] Obr. P.4.4 Interakce prvků mezi -Si difuzní vrstvou a substrátem (at.%), 800 C/3h, REM-EDAX Substrate Interdiffusion zone Coating zone Si Content [wt%] Distance [µm] Obr. P.4.5 Interakce prvků mezi -Si difuzní vrstvou a substrátem (hm.%), 800 C/3h, REM-EDAX. 15
69 Atomic Conc. [%] Coating zone Interdiffusion zone Subtrate Si 10 C 0 0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0 55,0 60,0 65,0 Si C CSi C Si Depth [µm] Obr. P.4.6 Interakce prvků mezi -Si difuzní vrstvou a substrátem (at.%), 800 C/3h, GDOES. Weight Conc. [%] Coating zone Interdiffusion zone Subtrate Si 10 C C C Si Si C 0 0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0 55,0 60,0 65,0 Si Depth [µm] Obr. P.4.7 Interakce prvků mezi -Si difuzní vrstvou a substrátem (hm.%), 800 C/3h, GDOES. 16

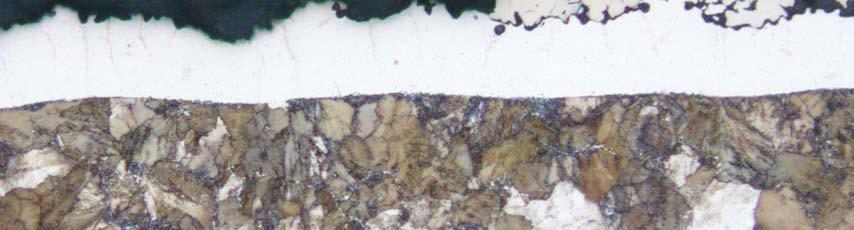


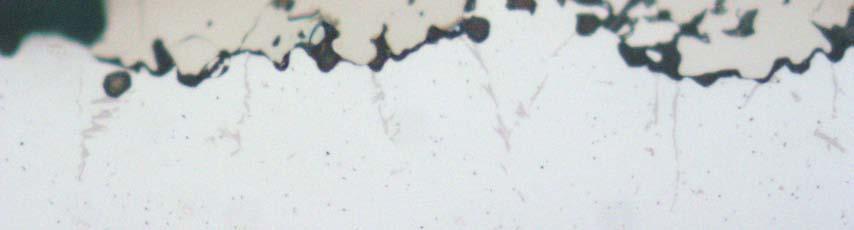
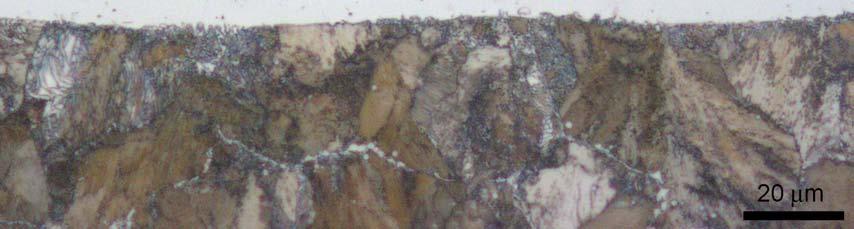
70 Obr. P.5.1 Mikrostruktura -Si difuzní vrstvy, 900 C/3h, Nital. 17
71 Obr. P.5.2 Mikrostruktura -Si difuzní vrstvy, 900 C/3h. 700 Substrate Interdiffusion zone Coating zone Hardness HV Distance [µm] Obr. P.5.3 Tvrdost substrátu a jednotlivých subvrstev na bázi -Si, 900 C/3h. 18
72 Substrate Interdiffusion zone Coating zone Si Content [at.%] Distance [µm] Obr. P 5.4 Interakce prvků mezi -Si difuzní vrstvou a substrátem (at.%), 900 C/3h, REM-EDAX Substrate Interdiffusion zone Coating zone Si 60 Content [wt%] Distance [µm] Obr. P.5.5 Interakce prvků mezi -Si difuzní vrstvou a substrátem (hm.%), 900 C/3h, REM-EDAX. 19
73 Atomic Conc. [%] Interdiffusion zone Sustrate Si C Si C 0 0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0 55,0 60,0 Si C Si C Depth [µm] Obr. P.5.6 Interakce prvků mezi -Si difuzní vrstvou a substrátem (at.%), 900 C/3h, GDOES. Weight Conc. [%] Interdiffusion zone Sustrate Si Si Si Si C C C C 0 0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0 55,0 60,0 Depth [µm] Obr. P.5.7 Interakce prvků mezi -Si difuzní vrstvou a substrátem (hm.%), 900 C/3h, GDOES. 20


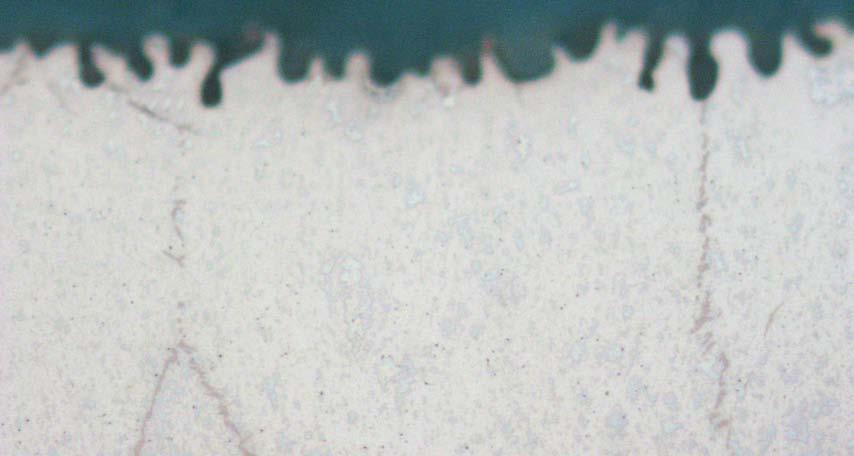

74 Obr. P.6.1 Mikrostruktura -Si difuzní vrstvy, 1000 C/3h, Nital. 21
PREPARING OF AL AND SI SURFACE LAYERS ON BEARING STEEL
 METAL 28 PŘÍPRAVA ALITOSILITOVANÝH POVRHOVÝH VRSTEV NA LOŽISKOVÉ OELI PREPARING OF AL AND SI SURFAE LAYERS ON BEARING STEEL Pavel Doležal, Ladislav Čelko, Aneta Němcová, Lenka Klakurková, mona Pospíšilová
METAL 28 PŘÍPRAVA ALITOSILITOVANÝH POVRHOVÝH VRSTEV NA LOŽISKOVÉ OELI PREPARING OF AL AND SI SURFAE LAYERS ON BEARING STEEL Pavel Doležal, Ladislav Čelko, Aneta Němcová, Lenka Klakurková, mona Pospíšilová
J.Kubíček 2018 FSI Brno
 J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
J. Kubíček FSI Brno 2018
 J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
J. Kubíček FSI Brno 2018 Fosfátování je povrchová úprava, kdy se na povrch povlakovaného kovu vylučují nerozpustné fosforečnany. Povlak vzniká reakcí iontů z pracovní lázně s ionty rozpuštěnými z povrchu
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
DOUTNAVÝ VÝBOJ. Další technologie využívající doutnavý výboj
 DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Vakuové metody přípravy tenkých vrstev
 Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Úpravy povrchu. Pozinkovaný materiál. Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16
 Úpravy povrchu Pozinkovaný materiál Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16 Aplikace žárově zinkovaných předmětů Běžnou metodou ochrany oceli proti korozi jsou ochranné povlaky,
Úpravy povrchu Pozinkovaný materiál Zinkový povlak - záruka elektrochemického ochranného působení 1 / 16 Aplikace žárově zinkovaných předmětů Běžnou metodou ochrany oceli proti korozi jsou ochranné povlaky,
Přehled metod depozice a povrchových
 Kapitola 5 Přehled metod depozice a povrchových úprav Tabulka 5.1: První část přehledu technologií pro depozici tenkých vrstev. Klasifikované podle použitého procesu (napařování, MBE, máčení, CVD (chemical
Kapitola 5 Přehled metod depozice a povrchových úprav Tabulka 5.1: První část přehledu technologií pro depozici tenkých vrstev. Klasifikované podle použitého procesu (napařování, MBE, máčení, CVD (chemical
POVRCHY A JEJICH DEGRADACE
 POVRCHY A JEJICH DEGRADACE Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 Povrch Rozhraní dvou prostředí (není pouze plochou) Skoková změna sil ovlivní: povrchovou vrstvu materiálu (relaxace, rekonstrukce)
POVRCHY A JEJICH DEGRADACE Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 Povrch Rozhraní dvou prostředí (není pouze plochou) Skoková změna sil ovlivní: povrchovou vrstvu materiálu (relaxace, rekonstrukce)
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III.
 TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III. NANÁŠENÍ VRSTEV V mikroelektronice se nanáší tzv. tlusté a tenké vrstvy. a) Tlusté vrstvy: Používají se v hybridních integrovaných obvodech. Nanáší
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ III. NANÁŠENÍ VRSTEV V mikroelektronice se nanáší tzv. tlusté a tenké vrstvy. a) Tlusté vrstvy: Používají se v hybridních integrovaných obvodech. Nanáší
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Strojní součásti ČÁSTI STROJŮ R
 Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY. Jan Suchánek ČVUT FS, ÚST
 OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY Jan Suchánek ČVUT FS, ÚST Úvod Povrchové úpravy zlepšující tribologické charakteristiky kovových materiálů: A) Povrchové vrstvy a povlaky s vysokou tvrdostí pro podmínky adhezívního
OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY Jan Suchánek ČVUT FS, ÚST Úvod Povrchové úpravy zlepšující tribologické charakteristiky kovových materiálů: A) Povrchové vrstvy a povlaky s vysokou tvrdostí pro podmínky adhezívního
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
ANORGANICKÉ NEKOVOVÉ POVLAKY
 Anorganické povlaky ANORGANICKÉ NEKOVOVÉ POVLAKY Princip - chrání bariérově, případně pasivací Povlaky vytvořené chemickou reakcí kovového povrchu (konverzní povlaky) Nátěrové hmoty jejíž základem je anorganická
Anorganické povlaky ANORGANICKÉ NEKOVOVÉ POVLAKY Princip - chrání bariérově, případně pasivací Povlaky vytvořené chemickou reakcí kovového povrchu (konverzní povlaky) Nátěrové hmoty jejíž základem je anorganická
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 8 _ K O R O Z E A O C H R A N A P R O T I K O R O Z I _ P W P Název školy: Číslo a název projektu:
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
TECHNOLOGIE POVRCHOVÝCH ÚPRAV. 1. Definice koroze. Soli, oxidy. 2.Rozdělení koroze. Obsah: Činitelé ovlivňující korozi H 2 O, O 2
 TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
Povrchová úprava bez chromu Cr VI
 Povrchová úprava bez chromu Cr VI Základem této povrchové úpravy jsou materiály Delta Tone 9000 a Delta Protect KL 100, takzvané basecoaty, což jsou anorganické povlaky plněné ZN a Al mikrolamelami rozptýlenými
Povrchová úprava bez chromu Cr VI Základem této povrchové úpravy jsou materiály Delta Tone 9000 a Delta Protect KL 100, takzvané basecoaty, což jsou anorganické povlaky plněné ZN a Al mikrolamelami rozptýlenými
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
TEPELNÉ ZPRACOVÁNÍ. Ing. V. Kraus, CSc. Opakování z Nauky o materiálu
 TEPELNÉ ZPRACOVÁNÍ Ing. V. Kraus, CSc. 1 TEPELNÉ ZPRACOVÁNÍ záměrné využívání fázových a strukturních přeměn v tuhém stavu ke změně struktury a tím k získání požadovaných mechanických nebo strukturních
TEPELNÉ ZPRACOVÁNÍ Ing. V. Kraus, CSc. 1 TEPELNÉ ZPRACOVÁNÍ záměrné využívání fázových a strukturních přeměn v tuhém stavu ke změně struktury a tím k získání požadovaných mechanických nebo strukturních
Diagram Fe N a nitridy
 Nitridace Diagram Fe N a nitridy Nitrid Fe 4 N s KPC mřížkou také γ fáze. Tvrdost 450 až 500 HV. Přítomnost uhlíku v oceli jeho výskyt silně omezuje. Nitrid Fe 2-3 N s HTU mřížkou, také εε fáze. Je stabilní
Nitridace Diagram Fe N a nitridy Nitrid Fe 4 N s KPC mřížkou také γ fáze. Tvrdost 450 až 500 HV. Přítomnost uhlíku v oceli jeho výskyt silně omezuje. Nitrid Fe 2-3 N s HTU mřížkou, také εε fáze. Je stabilní
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Poškození strojních součástí
 Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Lepení materiálů. RNDr. Libor Mrňa, Ph.D.
 Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Lepení materiálů RNDr. Libor Mrňa, Ph.D. Princip Adheze Smáčivost Koheze Dělení lepidel Technologie lepení Volba lepidla Lepení kovů Zásady navrhování lepených konstrukcí Typy spojů Princip lepení Lepení
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném
 odstraňování korozních produktů odstraňování okují po tepelném") J. Kubíček FSI 2018 příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném tváření a tepelném zpracování odstraňování
J. Kubíček FSI 2018 příprava povrchů pod organické povlaky (nátěry, plastické hmoty, pryžové vrstvy apod.) odstraňování korozních produktů odstraňování okují po tepelném tváření a tepelném zpracování odstraňování
VÝZKUM MOŽNOSTÍ ZVÝŠENÍ ŽIVOTNOSTI LOŽISEK CESTOU POVRCHOVÝCH ÚPRAV
 VÝZKUM MOŽNOSTÍ ZVÝŠENÍ ŽIVOTNOSTI LOŽISEK CESTOU POVRCHOVÝCH ÚPRAV RESEARCH INTO POSSIBILITY OF INCREASING SERVICE LIFE OF BEARINGS VIA SURFACE TREATMENT Zdeněk Spotz a Jiří Švejcar a Vratislav Hlaváček
VÝZKUM MOŽNOSTÍ ZVÝŠENÍ ŽIVOTNOSTI LOŽISEK CESTOU POVRCHOVÝCH ÚPRAV RESEARCH INTO POSSIBILITY OF INCREASING SERVICE LIFE OF BEARINGS VIA SURFACE TREATMENT Zdeněk Spotz a Jiří Švejcar a Vratislav Hlaváček
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV
 STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Číslo materiálu: VY_52_INOVACE_TEK_1089
 Vyšší odborná škola a Střední průmyslová škola strojní, stavební a dopravní, Děčín, příspěvková organizace, RED_IZO: 600020355 Výukový materiál vytvořen v rámci projektu EU peníze školám Vzděláváním za
Vyšší odborná škola a Střední průmyslová škola strojní, stavební a dopravní, Děčín, příspěvková organizace, RED_IZO: 600020355 Výukový materiál vytvořen v rámci projektu EU peníze školám Vzděláváním za
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
iglidur H2 Nízká cena iglidur H2 Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty
 Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Anomální doutnavý výboj
 Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Ložiska kluzná. Kluzná ložiska
 Ložiska kluzná Ložiska jsou strojní součásti, které umožňují hřídelům a čepům točivý pohyb kolem vlastní osy a přenášejí z nich zatížení na jiné části stroje. Podle toho jaký druh tření vzniká mezi stykovými
Ložiska kluzná Ložiska jsou strojní součásti, které umožňují hřídelům a čepům točivý pohyb kolem vlastní osy a přenášejí z nich zatížení na jiné části stroje. Podle toho jaký druh tření vzniká mezi stykovými
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV
 KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Mechanická modifikace topografie strojních součástí
 Mechanická modifikace topografie strojních součástí, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ
Mechanická modifikace topografie strojních součástí, M.Omasta Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně, vytvořeno v rámci projektu FRVŠ
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
13. VYUŽITÍ NEKOVOVÝCH MATERIÁLŮ VE STROJÍRENSKÝCH APLIKACÍCH, TRENDY VÝVOJE NEKOVOVÝCH MATERIÁLŮ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Nauka o materiálu. Přednáška č.2 Poruchy krystalické mřížky
 Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Nauka o materiálu Přednáška č.2 Poruchy krystalické mřížky Opakování z minula Materiál Degradační procesy Vnitřní stavba atomy, vazby Krystalické, amorfní, semikrystalické Vlastnosti materiálů chemické,
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
VY_32_INOVACE_F 18 16
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
SurTec ČR technický dopis 13B - 1 -
 SurTec ČR technický dopis 13B - 1 - Problematika Předmětem zkoušek je tekutý čistící prostředek SurTec 101, vhodný pro ponor i postřik, s přechodnou ochranou proti korozi. Pozadí zkoušek tvoří fakt, že
SurTec ČR technický dopis 13B - 1 - Problematika Předmětem zkoušek je tekutý čistící prostředek SurTec 101, vhodný pro ponor i postřik, s přechodnou ochranou proti korozi. Pozadí zkoušek tvoří fakt, že
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
VY_32_INOVACE_C 07 17
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Elektricky vodivý iglidur F. Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Elektricky vodivý Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost 59 Elektricky vodivý. Materiál je extrémní tuhý a tvrdý, kromě
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost
 Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
Elektricky vodivý iglidur Produktová řada Elektricky vodivý Vysoká pevnost v tlaku Dobrá tepelná odolnost Vysoká hodnota pv Dobrá chemická odolnost HENNLICH s.r.o. Tel. 416 711 338 ax 416 711 999 lin-tech@hennlich.cz
CHEMICKO - TEPELNÉ ZPRACOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířění a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířění a modifikace těchto materiálů. Děkuji Ing. D.
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Součásti točivého a přímočarého pohybu Kluzná ložiska
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Součásti točivého a přímočarého pohybu Kluzná ložiska
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Prášková metalurgie. Výrobní operace v práškové metalurgii
 Prášková metalurgie Výrobní operace v práškové metalurgii Prášková metalurgie - úvod Prášková metalurgie je obor zabývající se výrobou práškových materiálů a jejich dalším zpracováním (tj. lisování, slinování,
Prášková metalurgie Výrobní operace v práškové metalurgii Prášková metalurgie - úvod Prášková metalurgie je obor zabývající se výrobou práškových materiálů a jejich dalším zpracováním (tj. lisování, slinování,
STROJNÍ SOUČÁSTI. Podle účelu a použití se strojní součásti rozdělují na:
 STROJNÍ SOUČÁSTI Podle účelu a použití se strojní součásti rozdělují na: části spojovací (šrouby, klíny, pera, kolíky); části pružicí (pružiny, torzní tyče); části točivého a posuvného pohybu a jejich
STROJNÍ SOUČÁSTI Podle účelu a použití se strojní součásti rozdělují na: části spojovací (šrouby, klíny, pera, kolíky); části pružicí (pružiny, torzní tyče); části točivého a posuvného pohybu a jejich
Hodnocení tribologických vlastností procesních kapalin
 Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
iglidur N54 Biopolymer iglidur N54 Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
iglidur Biopolymer iglidur Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový
Vítězslav Bártl. duben 2012
 VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
Bez PTFE a silikonu iglidur C. Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost
 Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Bez PTFE a silikonu iglidur Suchý provoz Pokud požadujete dobrou otěruvzdornost Bezúdržbovost HENNLIH s.r.o. Tel. 416 711 338 Fax 416 711 999 lin-tech@hennlich.cz www.hennlich.cz 613 iglidur Bez PTFE a
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 29
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 29
05 Technické materiály - litina, neželezné kovy
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 05 Technické materiály - litina, neželezné kovy Vyrábí se ze surového železa a odpadových surovin převážně
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
iglidur UW500 Pro horké tekutiny iglidur UW500 Pro použití pod vodou při vysokých teplotách Pro rychlé a konstantní pohyby
 Pro horké tekutiny iglidur Pro použití pod vodou při vysokých teplotách Pro rychlé a konstantní pohyby 341 iglidur Pro horké tekutiny. Kluzná pouzdra iglidur byla vyvinuta pro aplikace pod vodou při teplotách
Pro horké tekutiny iglidur Pro použití pod vodou při vysokých teplotách Pro rychlé a konstantní pohyby 341 iglidur Pro horké tekutiny. Kluzná pouzdra iglidur byla vyvinuta pro aplikace pod vodou při teplotách
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část D1 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část D1 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití
 Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
Biopolymer Produktová řada Samomazná a bezúdržbová Založen na obnovitelných zdrojích Univerzální použití 575 Biopolymer. Z 54% je založen na obnovitelných zdrojích. I přesto tento nový materiál splňuje
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
CZ.1.07/1.1.30/01.0038 SPŠ
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y: