CHEMICKO - TEPELNÉ ZPRACOVÁNÍ
|
|
|
- Daniel Navrátil
- před 8 lety
- Počet zobrazení:
Transkript
1 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r vnávaznosti na platnost norem. Zákaz šířění a modifikace těchto materiálů. Děkuji Ing. D. Kavková Vysoká škola báňská - Technická univerzita Ostrava Tepelné zpracování kovových materiálů CHEMICKO - TEPELNÉ ZPRACOVÁNÍ
2 Definice a rozdělení na povrch oceli za zvýšené teploty působíme vhodným prostředím tak, aby se změnilo její chemické složení rozdělení - objemové chemicko-tepelné zpracování slouží ke zmenšení obsahu H, C - povrchové chemicko-tepelné zpracování a) hlubší vrstva - požadované vlastnosti získáme následným TZP b) tenká vrstva s požadovanými vlastnostmi
3 Objemové chemicko-tepelné zpracování žíhaní pro odstranění křehkosti po moření žíhaní protivločkové žíhání ocelí a slitin pro elektrotechnický průmysl ke zmenšení obsahu uhlíku
4 Žíhaní pro odstranění křehkosti po moření odstraněn atomární vodík z povrchu (H difunduje do oceli a způsobuje vodíkovou křehkost) ohřev na (300 až 500) C po dobu až 4hod. ochlazení na vzduchu (v peci) vlivem rychlé difúze H unikne do atmosféry
5 Žíhaní protivločkové vodík může v roztavené oceli po ztuhnutí způsobit vnitřní trhliny (vločky) ohřev na (650 až 700) C výdrž až 10 2 hodin velmi pomalé ochlazování (H uniká do atmosféry)
6 Žíhání ocelí a slitin pro elektrotechnický průmysl požadavek - na velikost zrna - na obsah uhlíku, síry, dusíku ohřev ve vlhkém vodíku při (900 až 1100) C (značně zhrubne zrno) - např. wattové ztráty křemíkových plechů při použití ve střídavých magnetických polích
7 Povrchové chemicko - tepelné zpracování cementování nitridování nitrocementování karbonitridování sulfonitridování boridování aj.

8 Automatické linky pece pracující pod ochrannou atmosférou štěpeného metanolu, amoniaku nebo dusíku systém regulace a měření, programování a řízení počítačem
9 Cementování - princip nejpoužívanější postup u tzv.měkkých ocelí (C < 0,3%) povrch součásti nasycen uhlíkem (~0,9%C) (C difunduje do oceli z plynné či kapalné fáze) kalení - ve vrstvě martenzitická struktura o vysoké tvrdosti - jádro součásti zůstane měkké a houževnaté nízkoteplotní popouštění - odstranění vnitřního pnutí
 mm víceúčelové")
10 Použití součásti vyžadující - vysokou povrchovou tvrdost - houževnatost jádra tloušťka vrstvy (0,1 až 2,5) mm víceúčelové linky
11 Prostředí plynné - směs plynů CO, CO 2, H 2, N 2, H 2 O a uhlovodíky kapalné - roztavené chloridové soli s přísadou kyanidů (KCN a NaCN nahrazovány Na 2 CO 3 a SiC)
 nasycení na mírně")
12 Teplota oblast austenitu - max.rozpustnost C v Fe γ (až 2,11%) nasycení na mírně nadeutektoidní složení γ γ
![teplota [ C] Teplota](/docs-images/60/44902112/images/13-0.png "cementování 911 800 A 1 A 3")
 727 ferit (F) A +")

13 teplota [ C] Teplota cementování A 1 A 3 austenit (A) A cm austenit + cementit (C) 727 ferit (F) A + F F + P (C) perlit (P) P + C A 1 = A 3 0,5 0,8 1,0 1,5 2,11 koncentrace C [%]
14 TZP po cementování přímé kalení kalení s přichlazením kalení se zmenšenou deformací kalení s vloženou normalizací kalení na jádro a na vrstvu závěr TZP cementované součásti - popouštění t = (150 až 200) C, po dobu 1 až 2 hodiny pro snížení vnitřních pnutí, dosažená tvrdost (60 až 62) HRC

15 Přímé kalení po cementování v solném či kapalném prostředí získáme hrubou martenzitickou strukturu vznik vnitřních pnutí, deformací součástí použití - méně namáhané součásti
16 Kalení s přichlazením po cementování v plynu přichlazení na teplotu (750 až 780) C menší deformace po kalení
17 Kalení s přichlazením pomalé ochlazení pod A 1 po cementování značně zhrubne zrno (běžné oceli) podchlazení na 600 C ohřev na 840 C (jemnější austenit) - zakalení následuje popuštění
18 Kalení se zmenšenou deformací pro tvarově složité součásti součást se přichladí účinně se zmenší deformace izotermickým kalením do oleje o teplotě (160 až 180) C - výdrž ~ 15min. - dochlazení na vzduchu
19 Kalení s vloženou normalizací
20 Kalení na jádro a na vrstvu 1. kalení z teploty nad A c3 - zjemní se zrno a rozpustí sekundární cementit povrchové vrstvy
21 Kalení na jádro a na vrstvu 2. kalení z teploty nad A c1 - získá se jemný martenzit - jádro obsahuje určitý podíl feritu, má však jemnou strukturu


22 Porovnání hloubky prokalení ozubené kolo cementováno v plynu (zvětšeno 3x, nital) mezerově povrchově kalené kolo (skutečná velikost, nital)
23 Ochrana před cementováním příslušná část potřena pastou zabraňující cementaci příslušná část povrchu galvanicky poměděna přídavek na obrábění o tloušťce cementované vrstvy (před kalením obrobeno)

 cementační vrstva hloubky až")
24 Příklady součástí linka SOLO Modultherm kapacita 500 kg / vsázka maximální hmotnost součásti 250 kg základní materiál s obsahem C do 0,25% (11 373, , , ) cementační vrstva hloubky až 1,3mm
25 Nitridování - princip sycení povrchu dusíkem teploty (500 až 600) C - max. rozpustnost N v Fe α vytvoření tenké povrchové vrstvy dosažená tvrdost až 1 100HV nenásleduje další tepelné zpracování nevýhoda - křehkost a odlupování vrstvy
26 Použití součásti nebo nástroje silně namáhané otěrem odolnost proti opotřebení i zadření a odolnost proti tepelné únavě části vystavené v provozu střídavému cyklickému namáhání (tlakové pnutí v povrchové vrstvě zvětšuje odolnost proti únavě) ochrana před nitridací - na povrchu součásti tenký povlak cínu (cínové pasty)
27 Prostředí plynné (zdrojem dusíku je čpavek) - 0,1 mm /12h při teplotách o C solné lázně - vodný roztok chloridů, kterými probublává amoniak
 14 220, 14 340, 15 142, 15 230, 15 330, 15 340 max. tl.")
28 Nitridování v plynném NH 3 vysoké požadavky na otěruvzdornost a povrchovou tvrdost - zachování houževnatosti materiálu v jádře (ozubená kola, vačky, kluzná ložiska hřídelí ) , , , , , max. tl. vrstvy 0,5 mm
29 Vhodné materiály oceli legované Al a Cr hliník a chróm - tvoří zvlášť tvrdé nitridy - zmenšují křehkost vrstvy dosažená tvrdost až 1 100HV před nitridováním zušlechťování ocelí (zvýšená mez únavy, houževnatost) např , , ,

30 Příklady součástí ozubená kola, pastorky, vačky, kliky, pístní čepy aj.
31 Iontová (plazmová) nitridace výhody - povrchová vrstva o menší křehkosti než při klasické nitridaci princip - povrch výrobku je ostřelován ionty vyráží atomy Fe dusík difunduje do volných míst

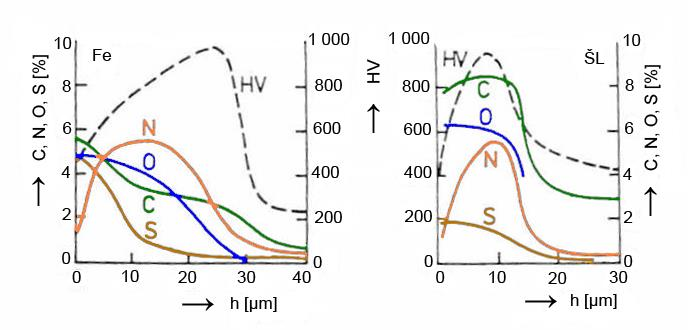
32 Porovnání nitridovaných vrstev
33 Iontová (plazmová) nitridace součásti uloženy izolovaně ve vakuové nádobě (recipientu) - zapojeny jako katoda recipient tvoří anodu (snížený tlak zředěné směsi plynů dusíku a vodíku) připojení stejnosměrného proudu o napětí (400 až 1000) V mezi stěnou recipientu (anodou) a povrchem součásti (katodou) vznikne elektrické pole silná migrace molekul zředěného plynu (štěpení a ionizace)


34 Iontová (plazmová) nitridace kladné ionty jsou urychlovány směrem ke katodě - povrch nitridovaných součástí atomární dusík uvolněný v disociačním procesu z přiváděných plynů difunduje do povrchu oceli vhodné materiály a použití s dosaženými vlastnostmi - zařízení pro plazmovou nitridaci - VI 65

35 Iontová nitridace
36 Nitrocementování proces probíhá při teplotě nad A C3 - ve vrstvě převažuje uhlík - vrstva se kalí a popouští (viz. cementování) prostředí - plynné nebo solné lázně plyn - teplota (820 až 860) C - čas (2 až 5)hod. - tloušťka vrstvy (0,4 až 0,8)mm lázeň (tzv.kyanování) - čas (15min. až 1hod.) - tloušťka vrstvy (0,05 až 0,2)mm
37 Karbonitridování princip - teplota pod A C1, ve vrstvě převažuje dusík - tvrdá vrstva bez kalení s nepatrnými deformacemi tenká tvrdá vrstva karbonitridů (1000 HV) použití - odolnost proti zadření a opotřebení - zvýšená mez únavy až o 100% - vhodné pro nelegované a nízkolegované oceli, šedou litinu
38 Karbonitridování - podmínky atmosféra částečně disociovaného čpavku s přídavkem uhlovodíků teplota (570 až 620) C doba sycení (2 až 4)hod.
39 Chemicko-tepelné zpracování v řízených atmosférách cementování (max. hloubka cementační vrstvy 1,50 mm) nitrocementování (max. hloubka vrstvy 0,50 mm) nitridování (max. hloubka nitridované vrstvy 0,30 mm) karbonitridování (max. hloubka vrstvy 0,30 mm)
40 Chemicko-tepelné zpracování v řízených atmosférách prováděno na moderních počítačově řízených pecích - AICHELIN KVKES SOLO CTB /40/60 odmaštění dílů před kalením - zařízení PERO 2502

41 Chemicko-tepelné zpracování v řízených atmosférách
42 Sulfonitridování princip - sycení povrchu oceli sírou a dusíkem - dusík proniká do hlubších vrstev (zvyšuje tvrdost) - síra proniká jen málo do povrchové vrstvy (zlepšuje její obrobitelnost) použití - výborné třecí vlastnosti - odolnost proti korozi (vrstva obohacena o N, S, H, O) - vhodné pro oceli i litiny
43 Sulfonitridování - podmínky solná lázeň - 95% kyanidu sodného (NaCN) a 5% siřičitanu sodného (Na 2 SO 4 ) - teplota ( ) o C - doba sycení (1 4)hod. - hloubka (0,2 0,4) mm atmosféra ze směsi čpavku a sirovodíku - teplota ( ) o C - doba sycení (2 3)hod. - hloubka (0,2 0,5)mm
44 Sulfonitridování
45 Sulfonizování obdoba sulfonitridování - podíl síry je v povrchové vrstvě větší zlepšení obrábění zejména chromových ocelí solná lázeň (Na 2 SO 4 ) - teplota ( ) o C - doba sycení (1-5)hod. - hloubka vrstvy (0,01 0,05)mm
46 Boridování bór - zvyšuje otěruvzdornost - zvyšuje odolnost proti korozi i v koncentrovaných kyselinách a louzích - zvyšuje odolnost proti erozi a kavitaci atmosféra chlorid boritý + vodík - teplota 850 o C, čas (3-6) hod., hloubka vrstvy 0,3mm solná lázeň (ferobór- obsahuje % bóru, max. 3 % křemíku, max. 2 % hliníku, max. 1 % uhlíku) - teplota 950 o C, čas (2-6) hod., hloubka vrstvy 0,3mm
47 Použitá literatura
Tepelné zpracování ocelí. Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D.
 Tepelné zpracování ocelí Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D. Schéma průběhu tepelného zpracování 1 ohřev, 2 výdrž na teplotě, 3 ochlazování Diagram Fe-Fe 3 C Základní typy žíhání
Tepelné zpracování ocelí Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D. Schéma průběhu tepelného zpracování 1 ohřev, 2 výdrž na teplotě, 3 ochlazování Diagram Fe-Fe 3 C Základní typy žíhání
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
KALENÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Diagram Fe N a nitridy
 Nitridace Diagram Fe N a nitridy Nitrid Fe 4 N s KPC mřížkou také γ fáze. Tvrdost 450 až 500 HV. Přítomnost uhlíku v oceli jeho výskyt silně omezuje. Nitrid Fe 2-3 N s HTU mřížkou, také εε fáze. Je stabilní
Nitridace Diagram Fe N a nitridy Nitrid Fe 4 N s KPC mřížkou také γ fáze. Tvrdost 450 až 500 HV. Přítomnost uhlíku v oceli jeho výskyt silně omezuje. Nitrid Fe 2-3 N s HTU mřížkou, také εε fáze. Je stabilní
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELÍ
 1 CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELÍ Pod pojmem chemicko-tepelné zpracování se obvykle zařazuje řada způsobů, při nichž se sytí povrch oceli různými prvky, aby se dosáhlo různých vlastností, např. žárovzdornost,
1 CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELÍ Pod pojmem chemicko-tepelné zpracování se obvykle zařazuje řada způsobů, při nichž se sytí povrch oceli různými prvky, aby se dosáhlo různých vlastností, např. žárovzdornost,
TEPELNÉ ZPRACOVÁNÍ. Ing. V. Kraus, CSc. Opakování z Nauky o materiálu
 TEPELNÉ ZPRACOVÁNÍ Ing. V. Kraus, CSc. 1 TEPELNÉ ZPRACOVÁNÍ záměrné využívání fázových a strukturních přeměn v tuhém stavu ke změně struktury a tím k získání požadovaných mechanických nebo strukturních
TEPELNÉ ZPRACOVÁNÍ Ing. V. Kraus, CSc. 1 TEPELNÉ ZPRACOVÁNÍ záměrné využívání fázových a strukturních přeměn v tuhém stavu ke změně struktury a tím k získání požadovaných mechanických nebo strukturních
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list č.8 k prezentaci Chemicko-tepelné zpracování
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_20 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_20 Autor
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_16 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_16 Autor
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Vítězslav Bártl. duben 2012
 VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
LITINY. Slitiny železa na odlitky
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Anomální doutnavý výboj
 Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
K618 - Materiály listopadu 2013
 Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Oblast cementačních teplot
 Cementace Oblast cementačních teplot Tvrdosti a pevnost ocelí Martenzit Cementační oceli Množství zbytkového austenitu Nad eutektoidem silně roste Pro nadeutektoidní obsah uhlíku klesá tvrdost nebezpečí
Cementace Oblast cementačních teplot Tvrdosti a pevnost ocelí Martenzit Cementační oceli Množství zbytkového austenitu Nad eutektoidem silně roste Pro nadeutektoidní obsah uhlíku klesá tvrdost nebezpečí
TEPELNÉ A CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELI
 TEPELNÉ A CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELI - Princip tepelného zpracování - Způsoby ohřevu a ochlazení - Ţíhání - Kalení - Jominiho zkouška - Druhy chemicko-tepelného zpracování a jejich vyuţití ve strojírenské
TEPELNÉ A CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELI - Princip tepelného zpracování - Způsoby ohřevu a ochlazení - Ţíhání - Kalení - Jominiho zkouška - Druhy chemicko-tepelného zpracování a jejich vyuţití ve strojírenské
7. TEPELNÉ ZPRACOVÁNÍ
 7. TEPELNÉ ZPRACOVÁNÍ Záměrné využívání fázových a strukturních přeměn v tuhém stavu k přeměně struktury a tím získání požadovaných mechanických nebo technologických vlastností - struktura ne tvar - využití,
7. TEPELNÉ ZPRACOVÁNÍ Záměrné využívání fázových a strukturních přeměn v tuhém stavu k přeměně struktury a tím získání požadovaných mechanických nebo technologických vlastností - struktura ne tvar - využití,
FÁZOVÉ PŘEMĚNY. Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)
 kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)") FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Tepelné zpracování ocelí. Kalení a popouštění. Chemicko-tepelné zpracování. Tepelné zpracování litin.
 Tepelné zpracování ocelí. Kalení a popouštění. Chemicko-tepelné zpracování. Tepelné zpracování litin. Tomáš Doktor K618 - Materiály 1 26. listopadu 2013 Tomáš Doktor (18MRI1) Kalení a popouštění 26. listopadu
Tepelné zpracování ocelí. Kalení a popouštění. Chemicko-tepelné zpracování. Tepelné zpracování litin. Tomáš Doktor K618 - Materiály 1 26. listopadu 2013 Tomáš Doktor (18MRI1) Kalení a popouštění 26. listopadu
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 4 _ T E P E L N É Z P R A C O V Á N Í _ P W
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 4 _ T E P E L N É Z P R A C O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 4 _ T E P E L N É Z P R A C O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název
Fe Fe 3 C. Metastabilní soustava
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
PROJEKT I. Materiálová část
 PROJEKT I Materiálová část Ú 12132 Ústav materiálového inženýrství Zadání Pro danou ozubenou součást převodovky vypracujte podrobný postup tepelného zpracování (TZ), případně chemicko-tepelného zpracování
PROJEKT I Materiálová část Ú 12132 Ústav materiálového inženýrství Zadání Pro danou ozubenou součást převodovky vypracujte podrobný postup tepelného zpracování (TZ), případně chemicko-tepelného zpracování
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
Nástrojové oceli. Ing. Karel Němec, Ph.D.
 Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Použití. Charakteristika SLEIPNER PŘÍKLADY:
 1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
J.Kubíček 2018 FSI Brno
 J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
J.Kubíček 2018 FSI Brno Chemicko-tepelným zpracováním označujeme způsoby difúzního sycení povrchu různými prvky. Nasycujícími (resp. legujícími) prvky mohou být kovy i nekovy. Cílem chemickotepelného zpracování
Projekt: 1.5, Registrační číslo: CZ.1.07/1.5.00/ Tepelné zpracování
 Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
NTI/USM Úvod do studia materiálů Ocel a slitiny železa
 NTI/USM Úvod do studia materiálů Ocel a slitiny železa Petr Šidlof Připraveno s využitím skript Úvod do studia materiálů, Prof. RNDr. Bohumil Kratochvíl, DSc., Prof. Ing. Václav Švorčík, DrSc., Doc. Dr.
NTI/USM Úvod do studia materiálů Ocel a slitiny železa Petr Šidlof Připraveno s využitím skript Úvod do studia materiálů, Prof. RNDr. Bohumil Kratochvíl, DSc., Prof. Ing. Václav Švorčík, DrSc., Doc. Dr.
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_16 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_16 Autor
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
SLITINY ŽELEZA. Přehled a výroba materiálu
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA DIPLOMOVÁ PRÁCE
 MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA DIPLOMOVÁ PRÁCE BRNO 2017 ALEŠ SUKOVATÝ Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Vliv chemicko-tepelného zpracování
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA DIPLOMOVÁ PRÁCE BRNO 2017 ALEŠ SUKOVATÝ Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Vliv chemicko-tepelného zpracování
C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5%
 NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Vysoká škola báňská - Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra materiálového inženýrství BAKALÁŘSKÁ PRÁCE
 Vysoká škola báňská - Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra materiálového inženýrství BAKALÁŘSKÁ PRÁCE Cementování ozubených kol 2015 Lenka Samuhelová Abstrakt
Vysoká škola báňská - Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra materiálového inženýrství BAKALÁŘSKÁ PRÁCE Cementování ozubených kol 2015 Lenka Samuhelová Abstrakt
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY ANALÝZA
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY ANALÝZA
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
DOUTNAVÝ VÝBOJ. 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace
 DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Tepelné zpracování test
 Tepelné zpracování test Tepelné zpracování žíhání 1.Mezi druhy tepelného zpracování patří: A nitridování, kalení, připouštění B žíhání, kalení, Ccementování C žíhání, kalení, popouštění D žíhání, kalení,
Tepelné zpracování test Tepelné zpracování žíhání 1.Mezi druhy tepelného zpracování patří: A nitridování, kalení, připouštění B žíhání, kalení, Ccementování C žíhání, kalení, popouštění D žíhání, kalení,
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI CALDIE. Pevnost v tlaku
 1 CALDIE 2 Charakteristika CALDIE je Cr-Mo-V slitinová, ocel, s následujícími vlastnostmi: 1. vysoká odolnost proti opotřebení 2. vysoká pevnost v tlaku 3. vysoká rozměrová stabilita 4. odolnost proti
1 CALDIE 2 Charakteristika CALDIE je Cr-Mo-V slitinová, ocel, s následujícími vlastnostmi: 1. vysoká odolnost proti opotřebení 2. vysoká pevnost v tlaku 3. vysoká rozměrová stabilita 4. odolnost proti
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI
 TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI Učeň M., Filípek J. Ústav techniky a automobilové dopravy, Agronomická fakulta,
TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI Učeň M., Filípek J. Ústav techniky a automobilové dopravy, Agronomická fakulta,
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Technologický postup kalení a popouštění
 Předmět: Ročník: Vytvořil: Datum: Strojírenská technologie čtvrtý V. Večeřová 25.6.2012 Název zpracovaného celku: Technologický postup kalení a popouštění Technologický postup kalení a popouštění Zadání:
Předmět: Ročník: Vytvořil: Datum: Strojírenská technologie čtvrtý V. Večeřová 25.6.2012 Název zpracovaného celku: Technologický postup kalení a popouštění Technologický postup kalení a popouštění Zadání:
CHEMICKO-TEPELNÉ ZPRACOVÁNÍ OCELÍ CHEMICAL HEAT TREATMENT OF STEEL
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
 S T R O J N IC K Á P Ř ÍR U Č K A část 10, díl 8, kapitola 6, str. 1 10/8.6 K A L E N Í N A M A R T E N Z IT Kalení na martenzit je ochlazení austenitu nadkritickou rychlostí pod teplotu Ms, kdy se ve
S T R O J N IC K Á P Ř ÍR U Č K A část 10, díl 8, kapitola 6, str. 1 10/8.6 K A L E N Í N A M A R T E N Z IT Kalení na martenzit je ochlazení austenitu nadkritickou rychlostí pod teplotu Ms, kdy se ve
US 2000 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ US 2000 US 2000 US Typické oblasti použití.
 NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006. Degradace nízkolegovaných ocelí v. abrazivním a korozivním prostředí
 ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Degradace nízkolegovaných ocelí v abrazivním a korozivním prostředí ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Odborný Curiculum Vitae Curiculum Vitae Michal Černý - 29.
ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Degradace nízkolegovaných ocelí v abrazivním a korozivním prostředí ÚSTAV KONSTRUOVÁNÍ seminář 27.10.2006 Odborný Curiculum Vitae Curiculum Vitae Michal Černý - 29.
Chemie železa, výroba oceli a litiny
 MASARYKOVA UNIVERZITA Pedagogická fakulta Katedra chemie Chemie železa, výroba oceli a litiny Bakalářská práce Hana Šťastná Brno 2009 Prohlášení Prohlašuji, že jsem bakalářskou práci zpracovala sama s
MASARYKOVA UNIVERZITA Pedagogická fakulta Katedra chemie Chemie železa, výroba oceli a litiny Bakalářská práce Hana Šťastná Brno 2009 Prohlášení Prohlašuji, že jsem bakalářskou práci zpracovala sama s
Techniques Surfaces Czech Republic s.r.o. Technologie ARCOR V KARBO NITRO-OXIDACE (Nitridace v solné lázni s následnou oxidací)
") Techniques Surfaces Czech Republic s.r.o. Technologie ARCOR V KARBO NITRO-OXIDACE (Nitridace v solné lázni s následnou oxidací) Sídlo firmy: V Zahradách 786/21, Praha 8 Libeň Závod 01: Chotěbořská 575,
Techniques Surfaces Czech Republic s.r.o. Technologie ARCOR V KARBO NITRO-OXIDACE (Nitridace v solné lázni s následnou oxidací) Sídlo firmy: V Zahradách 786/21, Praha 8 Libeň Závod 01: Chotěbořská 575,
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
NÁSTROJOVÉ OCELI CPM 10 V
 NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90%
 NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Základy tepelného zpracování kovů
 Základy tepelného zpracování kovů str. 1 Základy tepelného zpracování kovů Tepelným zpracováním kovů se rozumí postup, při kterém se řízeně mění teploty a někdy také chemické složení kovu. Účelem tepelného
Základy tepelného zpracování kovů str. 1 Základy tepelného zpracování kovů Tepelným zpracováním kovů se rozumí postup, při kterém se řízeně mění teploty a někdy také chemické složení kovu. Účelem tepelného
NITRIDACE KONSTRUKČNÍCH OCELÍ SVOČ FST Michal Peković Západočeská univerzita v Plzni Univerzitní 8, Plzeň Česká republika
 NITRIDACE KONSTRUKČNÍCH OCELÍ SVOČ FST 2016 Michal Peković Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce je založena na zkoumání vlastností konstrukčních
NITRIDACE KONSTRUKČNÍCH OCELÍ SVOČ FST 2016 Michal Peković Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce je založena na zkoumání vlastností konstrukčních
HLINÍK. Lehké neželezné kovy a jejich slitiny
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
VANADIS 4 SuperClean TM
 1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY. Jan Suchánek ČVUT FS, ÚST
 OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY Jan Suchánek ČVUT FS, ÚST Úvod Povrchové úpravy zlepšující tribologické charakteristiky kovových materiálů: A) Povrchové vrstvy a povlaky s vysokou tvrdostí pro podmínky adhezívního
OTĚRUVZDORNÉ POVRCHOVÉ ÚPRAVY Jan Suchánek ČVUT FS, ÚST Úvod Povrchové úpravy zlepšující tribologické charakteristiky kovových materiálů: A) Povrchové vrstvy a povlaky s vysokou tvrdostí pro podmínky adhezívního
5. Materiály pro MAGNETICKÉ OBVODY
 5. Materiály pro MAGNETICKÉ OBVODY Požadavky: získání vysokých magnetických kvalit, úspora drahých kovů a náhrada běžnými materiály. Podle magnetických vlastností dělíme na: 1. Diamagnetické látky 2. Paramagnetické
5. Materiály pro MAGNETICKÉ OBVODY Požadavky: získání vysokých magnetických kvalit, úspora drahých kovů a náhrada běžnými materiály. Podle magnetických vlastností dělíme na: 1. Diamagnetické látky 2. Paramagnetické
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Rozhodující vlastnosti nástrojových ocelí pro: POUŽITÍ. Charakteristika OPTIMÁLNÍ VÝKON NÁSTROJŮ VÝROBU NÁSTROJŮ VANCRON 40
 1 VANCRON 40 2 Rozhodující vlastnosti nástrojových ocelí pro: OPTIMÁLNÍ VÝKON NÁSTROJŮ V mnoha aplikacích nástrojových ocelí pro práci za studena vyžadujeme povlakování povrchu, jako prevenci proti nalepování
1 VANCRON 40 2 Rozhodující vlastnosti nástrojových ocelí pro: OPTIMÁLNÍ VÝKON NÁSTROJŮ V mnoha aplikacích nástrojových ocelí pro práci za studena vyžadujeme povlakování povrchu, jako prevenci proti nalepování
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Téma: Fyzikální metody obrábění 2. Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Téma: Fyzikální metody obrábění 2 Autor: Ing. Kubíček
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
iglidur H2 Nízká cena iglidur H2 Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty
 Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Nízká cena iglidur Může být použit pod vodou Cenově výhodné Vysoká chemická odolnost Pro vysoké teploty 399 iglidur Nízká cena. Pro aplikace s vysokými požadavky na teplotní odolnost. Může být podmíněně
Hodnocení kvality tvrzených vrstev
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Ústav materiálové inženýrství Hodnocení kvality tvrzených vrstev Evaluation of quality of hardened layers Bakalářská práce Studijní program: Teoretický základ strojního
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Ústav materiálové inženýrství Hodnocení kvality tvrzených vrstev Evaluation of quality of hardened layers Bakalářská práce Studijní program: Teoretický základ strojního
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Vliv tepelného zpracování Cr-V ledeburitické oceli
 Vliv tepelného zpracování Cr-V ledeburitické oceli Veronika Mušutová Vedoucí práce: Prof. Dr. Ing. Peter JURČI Abstrakt Definice struktury a vzniku ledeburitické oceli. Tepelné zpracování ledeburitické
Vliv tepelného zpracování Cr-V ledeburitické oceli Veronika Mušutová Vedoucí práce: Prof. Dr. Ing. Peter JURČI Abstrakt Definice struktury a vzniku ledeburitické oceli. Tepelné zpracování ledeburitické
LETECKÉ KONSTRUKČNÍ OCELI
 LETECKÉ KONSTRUKČNÍ OCELI 1. Úvod 2. Vliv doprovodných a přísadových prvků 3. Označování leteckých ocelí 4. Uhlíkové oceli 5. Nízkolegované oceli 6. Vysokolegované oceli 7. Speciální vysokopevnostní oceli
LETECKÉ KONSTRUKČNÍ OCELI 1. Úvod 2. Vliv doprovodných a přísadových prvků 3. Označování leteckých ocelí 4. Uhlíkové oceli 5. Nízkolegované oceli 6. Vysokolegované oceli 7. Speciální vysokopevnostní oceli
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti.
 LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
Žíhání druhého druhu. Teorie tepelného zpracování Katedra materiálu Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Žíhání druhého druhu Teorie tepelného zpracování Katedra materiálu Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Rozdělení Žíhání 2. druhu oceli litiny Neželezné kovy austenitizace Rozpad
Žíhání druhého druhu Teorie tepelného zpracování Katedra materiálu Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Rozdělení Žíhání 2. druhu oceli litiny Neželezné kovy austenitizace Rozpad
KALENÍ A POPOUŠTĚNÍ. 0 0,4 0,8 1,2 1,6 1,8 Obsah C (%) Oblasti vhodných kalících teplot v diagramu Fe - Fe3C
 Oblasti vhodných kalících teplot v diagramu Fe - Fe3C") 1 KALENÍ A POPOUŠTĚNÍ Účelem kalení je zvýšit tvrdost oceli. Je to ohřev součásti na teplotu nad A c3 popř. A c1, výdrž na této teplotě a ochlazování kritickou rychlostí, čímž se potlačí vznik feritu a
1 KALENÍ A POPOUŠTĚNÍ Účelem kalení je zvýšit tvrdost oceli. Je to ohřev součásti na teplotu nad A c3 popř. A c1, výdrž na této teplotě a ochlazování kritickou rychlostí, čímž se potlačí vznik feritu a
Návarové plné dráty pro technologii TIG (WIG)
") Návarové plné dráty pro technologii TIG (WIG) Návarové plné materiály pro technologii TIG (WIG) je vedle naší nabídky laserových návarových drátů, dalším sortimentem v oblasti přesného navařování. Všude
Návarové plné dráty pro technologii TIG (WIG) Návarové plné materiály pro technologii TIG (WIG) je vedle naší nabídky laserových návarových drátů, dalším sortimentem v oblasti přesného navařování. Všude