VLIV VNESENÉHO TEPLA NA VLASTNOSTI A STRUKTURU SVAROVÉHO SPOJE DUPLEXNÍ OCELI.
|
|
|
- Hana Brožová
- před 6 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV VNESENÉHO TEPLA NA VLASTNOSTI A STRUKTURU SVAROVÉHO SPOJE DUPLEXNÍ OCELI. INFLUENCE OF A PARTICULLAR HEAT ON PROPERTIES AND STRUCTURE OF DUPLEX STEEL WELDED JOINT DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR Bc. KAREL NĚMEC doc. Ing. LADISLAV DANĚK, CSc. BRNO 2010
2 Vysoké učení technické v Brně, Fakulta strojního inženýrství Ústav strojírenské technologie Akademický rok: 2009/2010 ZADÁNÍ DIPLOMOVÉ PRÁCE student(ka): Bc. Karel Němec který/která studuje v magisterském navazujícím studijním programu obor: Strojírenská technologie (2303T002) Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním a zkušebním řádem VUT v Brně určuje následující téma diplomové práce: Vliv vneseného tepla na vlastnosti a strukturu svarového spoje duplexní oceli. v anglickém jazyce: Influence of a particullar heat on properties and structure of duplex steel welded joint Stručná charakteristika problematiky úkolu: Při teplotách nad 1050 oc dochází u duplexních ocelí k růstu zrna a vylučování feritu z austenitu. To nepříznivě ovlivňuje vrubovou houževnatost materiálu v tepelně ovlivněné oblasti. Proto je pro zúžení TOO nutné limitovat tepelný příkon do svaru. Vzhledem k tomu, že feriticko-austenitické oceli se svařují bez předehřevu, je nutné limitovat i spodní hranici příkonu. Cíle diplomové práce: 1) Popis a rozdělení duplexních ocelí. 2) Volba a orientační ověření parametrů svařování 3) Návrh metodiky experimentálních prací a jejich vyhodnocování 4) Provedení a zhodnocení experimentů (metalografická dokumentace, průběhy tvrdosti atd), formulace závěrů
3 Seznam odborné literatury: 1. Kolektiv autorů. Technologie svařování a zařízení. Ostrava: ZEROSS s. ISBN ONDREJČEK, P. Zváranie ocelí v ochrane plynov. Bratislava. ETERNA PRESS s. ISBN ESSAB, FRONIUS, KEMPPI, firemní materiály 4. Kolektiv autorů. Materiály a jejich svařitelnost. Ostrava: ZEROSS s. ISBN ASM Handbook. Welding,Brazing and Soldering. Vol. 6. USA: ASM, s. ISBN Vedoucí diplomové práce: doc. Ing. Ladislav Daněk, CSc. Termín odevzdání diplomové práce je stanoven časovým plánem akademického roku 2009/2010. V Brně, dne L.S. prof. Ing. Miroslav Píška, CSc. Ředitel ústavu prof. RNDr. Miroslav Doupovec, CSc. Děkan fakulty
4 Abstrakt Němec Karel: Vliv vneseného tepla na vlastnosti a strukturu svarového spoje duplexní oceli Projekt vypracovaný v rámci magisterského studia oboru strojírenská technologie se zabývá zkoumáním vlivu vneseného tepla na vlastnosti a strukturu duplexní oceli jakosti Zkušební vzorky, na kterých byly provedeny nátavy při rychlosti svařování 10, 15, 20, 25, 30 cm.min -1, byly podrobeny zkoušce tahem, metalografické analýze a zkoušce tvrdosti. Výsledky zkoušek prokázaly, že při tloušťce materiálu 2 mm je nejvhodnější rychlost svařování pro nátavy 15 cm.min -1. Při rychlosti svařování 10 cm.min -1 již vznikaly horké trhliny zatímco při rychlosti 20, 25, 30 cm.min -1 nedošlo k průvaru materiálu. Klíčová slova: duplexní ocel, DIN , vnesené teplo, svařování, nátav Abstract Němec Karel: Influence of a particullar heat on properties and structure of duplex steel welded joint The research project is focused on an influence of a particullar heat on properties and structure of duplex steel DIN Samples prepared by using different welding speeds 10, 15, 20, 25, 30 cm.min -1, were tested for tensile, metalographical analysis and hardness test. Experimental results proved the optimal welding speed for material with 2 mm thickness to be 15 cm.min -1. Usage of lower speed 10 cm.min -1 led to formation of hot cracks while higher speeds 20, 25, 30 cm.min -1 didn t cause material penetration. Keywords: duplex steel, DIN , influence of a particullar heat, welding - 3 -
5 Bibliografická citace NĚMEC, K. Vliv vneseného tepla na vlastnosti a strukturu svarového spoje duplexní oceli. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí diplomové práce doc. Ing. Ladislav Daněk, CSc
6 Čestné prohlášení Tímto prohlašuji, že předkládanou diplomovou práci jsem vypracoval samostatně, s využitím uvedené literatury a podkladů, na základě konzultací a pod vedením vedoucího diplomové práce. V Brně dne Podpis - 5 -
7 Poděkování Tímto děkuji panu doc. Ing. Ladislavu Daňkovi, Csc. za cenné připomínky při zpracování diplomové práce
8 Obsah Titulní list Zadání Abstrakt Bibliografická citace Čestné prohlášení Poděkování Obsah strana 1. Úvod 8 2. Austeniticko-feritické oceli 9 3. Teplotní cykly Zdroje tepla pro tavné svařování Teplotní cykly při svařování Stanovení průběhu teplotních cyklů Využití znalostí teplotních cyklů Svařování metodou TIG Wolframové elektrody Ochranné plyny pro svařování TIG Experiment Provedení nátavu na zkušebním materiálu Závislost velikosti TOO na rychlosti svařování Výpočet specifického vneseného tepla při svařování Zkouška tahem Metalografická analýza Závěr 49 Seznam použitých označení Seznam použitých podkladů Seznam příloh - 7 -
9 1. Úvod Dnešní doba je charakteristická masivním rozvojem v oblasti technologií výroby. S tímto rozvojem přichází nutnost používat materiály špičkových vlastností kladoucí vysoké nároky na jejich zpracování. S vývojem nových ocelí je třeba vyvíjet odpovídající přídavné materiály a svařovací technologie. Využití korozivzdorných ocelí představuje zejména v chemickém průmyslu často jediné možné řešení z hlediska provozu, životnosti, bezpečnosti, ekologie, hygieny apod. Aplikace korozivzdorných ocelí sleduje především možnost zvýšení technických parametrů technologických zařízení při zaručení dlouhodobé životnosti a maximální bezpečnosti provozu. V oblasti použití korozivzdorných ocelí se neustále zvyšují požadavky na jejich vlastnosti a k tomu vedou dvě cesty: vývoj korozivzdorných ocelí na základě nového nebo změněného chemického složení nebo zavedení progresivních technologií výroby stávajících korozivzdorných ocelí a jejich zpracování. V posledních letech se při zlepšování vlastností korozivzdorných ocelí většinou uplatňují nové technologie výroby, především metalurgické procesy zaměřené na zvýšení čistoty a vyšší kvalitu struktury korozivzdorných ocelí. Rozbor spotřeby korozivzdorných ocelí ukazuje, že chemický a energetický průmysl spotřebuje 45% výroby korozivzdorných ocelí, potravinářský průmysl včetně kuchyňských zařízení 25%, domácí elektrické spotřebiče 10%, architektura 10%, automobilový průmysl 5%, zbytek se využívá v dalších průmyslových oborech. Duplexní oceli patří do skupiny korozivzdorných ocelí austeniticko-feritických, které jsou charakteristické lepšími mechanickými vlastnostmi a vyšší odolností proti korozi než běžné korozivzdorné oceli. Duplexní oceli mají široký rozsah využití, především u mostních konstrukcí
10 2. Austeniticko feritické oceli [1], [2] Skupina tzv. duplexních ocelí jsou oceli s mikrostrukturou po rozpouštěcím žíhání 1020 až 1100 C/voda, 45 až 60% austenitu ve feritické matrici. Obsahují 21 až 28% Cr, 3,5 až 8% Ni, 0,1 až 4,5% Mo a 0,05 až 0,35% N. Mohou být dále legované Cu a W. Mají vyšší mez pevnosti než čistě feritické nebo austenitické oceli. Jsou mírně magnetické a nelze je zpevnit tepelným zpracováním. Jejich tranzitní teplota se může snížit až na -100 C. S ohledem na možné zkřehnutí se používají do teploty 300 C. Protože duplexní oceli tuhnou jako oceli feritické, nejsou prakticky náchylné na vznik horkých trhlin. Mají velmi dobrou odolnost proti koroznímu praskání a důlkové korozi, kterou si zachovávají i svarové spoje. Nejsou náchylné na mezikrystalickou korozi, ale odolnost proti nožové korozi není zaručená. Duplexní oceli můžeme dále rozdělit na: nízkolegované středně legované vysoce legované Nízkolegované oceli jsou charakteristické nízkým obsahem Mo. Jsou používané jako náhrada za běžné austenitické oceli v prostředích, kde se vyžaduje odolnost vůči koroznímu praskání. Středně legované oceli mají vyšší obsah Mo a používají se v chemickém průmyslu a při výstavbě těžebních plošin v moři. Vysokolegované oceli mají zvýšený obsah Cr, Mo, a W a jsou používány v silně korozních prostředích. Při teplotách nad 1050 C dochází v pásmu přehřátí tepelně ovlivněné oblasti (dále TOO) k růstu zrna a vylučování feritu z austenitu. Při ochlazování pak naopak austenit retransformuje na hranicích feritu. Zvýšený obsah feritu ve svarovém kovu a v TOO nepříznivě ovlivňuje hodnoty vrubové houževnatosti. Proto pro snížení šířky TOO a s ohledem na precipitaci karbidů ve vícevrstvých svarech (závisí rovněž na tom, zda ocel je anebo není stabilizovaná) limitujeme u nízko a středně legovaných duplexních ocelí tepelný příkon při svařování na max. 25kJ/cm -1 a teplotu interpass max. 250 C. Čím větší je rychlost ochlazování, tím větší množství feritu je ve struktuře. Feriticko-austenitické oceli svařujeme obvykle bez předehřevu nebo s teplotou předehřevu max. 100 až 150 C. Proto s ohledem na rychlost ochlazování limitujeme obvykle i spodní hranici tepelného příkonu hodnotou min. 5kJ.cm -1. Vysokolegované duplexní oceli svařujeme s tepelným příkonem 2 kj.cm -1 až 15kJ.cm -1 s maximální teplotou interpass 100 až 150 C. Při svařování používáme přídavné materiály, které svým chemickým složením odpovídají základnímu materiálu, ale se zvýšeným obsahem Ni. Zvýšený obsah Ni má za úkol snížit obsah feritu ve svarovém kovu na hranici odpovídající základnímu materiálu i při velkých rychlostech ochlazování svarového kovu. Pro svařování metodami TIG a plasmou se jako ochranný plyn používá Ar, Ar-He, Ar-do 3% N 2. Pro svařování metodou MAG se používají ochranné plyny Ar-do 2,5% CO 2, Ar-He-O 2, Ar-He-CO 2, Ar-do 3% N 2. Jako formovací plyny pro ochranu kořene svarů se používají Ar, Ar-N 2, N 2, N 2 -H 2. Při svařování technologií 121 vede - 9 -
11 použití rutilových tavidel ke sníženým hodnotám KV ve svarovém kovu. Hodnoty KV se zvyšují použitím plně bazických tavidel, ale odstranitelnost strusky klesá. Z důvodu napětí vyvolaného následnými svarovými housenkami naměříme maximální hodnoty tvrdosti v kořenové oblasti jednostranných svarových spojů velké tlouštky. Vrubová houževnatost svarového kovu je menší než u základního materiálu a závisí kromě použité metody svařování a svařovacích parametrech hlavně na obsahu feritu. Duplexní oceli s obsahem dusíku > 0,2% jsou při svařování, zejména v poloze nad hlavou náchylné na vznik pórů. Jejich tvorbu můžeme omezit svařováním s malým objemem tavné lázně a krátkým obloukem. Při svařování technologiemi 141, 131 a 135 může dojít ke snížení obsahu dusíku ve svarovém kovu a tím i ke snížení jeho korozní odolnosti. Doporučuje se proto použít ochrannou atmosféru s obsahem dusíku, ale s ohledem na pórovitost jen pro svařování kořenových a krycích vrstev. Svarové spoje se obvykle tepelně nezpracovávají. Pouze ve zvláštních případech se používá rozpouštěcí žíhání s následným rychlým ochlazením. Duplexní oceli svařujeme všemi základními obloukovými technologiemi svařování při respektování podmínek pro limitování tepelného příkonu do svaru. Pokud pro svařování použijeme technologie bez přídavného materiálu, které se vyznačují vysokou rychlostí ochlazování, např. elektrický odpor, plasma, elektronový paprsek nebo laser, bude svarový kov a TOO obsahovat větší podíl feritu než je v základním materiálu. Tento fakt se může projevit snížením korozní odolnosti svarového spoje, poklesem hodnot tažnosti a vrubové houževnatosti. Proto je nutné tyto svarové spoje podrobit po svařování rozpouštěcímu žíhání. Pro tyto aplikace se doporučuje používat ochranné plyny obsahující dusík, který jako austenitotvorný prvek snižuje obsah feritu ve svarovém kovu. Duplexní korozivzdorné oceli s vyšším obsahem Cr, Mo a W jsou náchylnější na precipitaci intermetalických fází, které mohou snížit plastické vlastnosti svarových spojů a korozní odolnost. Dvoufázové feriticko-austenitické oceli se uplatňují v chemickém průmyslu, protože mají podobné korozní vlastnosti jako austenitické chromniklové oceli, ale vyšší mez kluzu a nižší cenu. Odolávají také lépe koroznímu praskání, mezikrystalové a důlkové korozi. V ternárním diagramu leží tyto oceli v oblasti ferit + austenit. Chemické složení se volí tak, aby v matrici zůstalo po tepelném zpracování až 50% metastabilního austenitu, jehož zrna mají být rozdělena ve feritické matrici rovnoměrně. Obsah uhlíku závisí na požadované odolnosti proti mezikrystalové korozi. Podle diagramu na obr. 1 posouvá vyšší obsah uhlíku pásmo necitlivosti doleva a k vyšším teplotám. Obsah chromu se pohybuje okolo 21%, obsah niklu okolo 5%, protože při tomto poměru je možno získat požadovaný obsah feritu a austenitu. Molybden posouvá oblast citlivosti k mezikrystalové korozi doprava tedy k delším dobám. Po delší výdrži na vyšších teplotách je třeba počítat s vylučováním fáze sigma. V ocelích s přísadou 2% Mo byla nalezena po výdrži na teplotě 750 C za 290 hodin. Některé oceli této skupiny mají také přísadu dusíku, který snižuje obsah feritu a zvyšuje obsah austenitu. Zpomaluje také precipitaci karbidů, takže se zvyšuje stabilita za zvýšených teplot a snižuje na minimum odmíšení chromu. Tím se
12 vyrovná odolnost proti korozi feritu a austenitu. Dusík také zpomaluje vylučování fáze sigma a vznik křehkosti při 475 C. Současně se snižuje cena ocelí, protože dusík nahradí částečně nikl. Obr. 1 Vliv uhlíku a molybdenu na Rolassonův diagram dvoufázových ocelí Cr21Ni5. Rozpouštěcí žíhání 950 C (2) V posledních letech byly vyvinuty dvoufázové oceli s velmi nízkým obsahem uhlíku, které mají ještě přísadu molybdenu, mědi resp. dusíku. Podle chemického složení je lze rozdělit do čtyř skupin: 03 Cr23Ni4N (0,10% N) 03 Cr22Ni5Mo3N (0,17% N) 03 Cr25Ni7Mo3CuN (0,20% N) 03 Cr25Ni7Mo3CuWN (0,25% N) Ocel podle DIN (Remanit 4462) se po ohřevu na teplotu 1040 C až 1100 C chladí do tloušťky stěny 2mm na vzduchu, při větší tloušťce ve vodě. Strukturu tvoří ze 60% austenit, ze 40% ferit. U tvářené oceli se zaručuje mez kluzu min. 450MPa, pevnost 680 až 880MPa, tažnost min. 30%, rázová práce ISO-V min. 140J.cm -2. Ocel má dobrou houževnatost až do teploty -50 C. Obsah delta feritu v matrici závisí na chemickém složení a na teplotě rozpouštěcího žíhání. Při zvyšování teploty se postupně rozpouštějí karbidy M 23 C 6. Protože obsahují relativně větší množství feritotvorného chromu než austenitotvorného uhlíku, podporuje jejich rozpouštění vznik delta feritu. Tepelné zpracování feriticko austenitických ocelí se skládá z rozpouštěcího žíhání a ochlazení ve vodě. Výdrž na teplotě se volí podle tloušťky stěny. Přitom se počítá na každých 25mm výdrž dvě hodiny. Dvoufázové austeniticko-feritické oceli odolávají poměrně dobře chemickým činidlům, mají však sklon k mezikrystalové korozi v aktivním stavu. Sklon k mezikrystalové korozi a mechanické vlastnosti závisí na poměru feritu delta a austenitu. Ferit delta zvyšuje odolnost proti mezikrystalové korozi, protože: zvětšuje celkovou plochu hranic zrn, takže se snižuje množství precipitátů připadajících na jednotku plochy
13 obsahuje vyšší obsah chromu než austenit. V okolí karbidů tak zůstává dostatečně vysoký obsah chromu. difúzní rychlost chromu ve feritu je vyšší než v austenitu, takže se chemické složení rychleji vyrovnává hranice zrn migrují za teplot zcitlivění od míst, kde se začaly vylučovat karbidy chromu Mechanické vlastnosti austeniticko-feritických ocelí je možné zvýšit tvářením v oblasti teplot 900 až 950 C, kdy se získávají matrice s jemným feritem a austenitem o poměru přibližně 1:1. Mez kluzu se zvyšuje až na 450MPa, plastické vlastnosti jsou vyhovující. Také odolnost proti korozi pod napětím je vyšší. Na druhé straně je nutno počítat s tím, že se po svařování mění vlastnosti v okolí svaru. 3. Teplotní cykly [1] Vliv koncentrovaných zdrojů tepla používaných pro tavné svařování na strukturu a vlastnosti svarových spojů posuzujeme pomocí tzv. teplotních cyklů při svařování. Znalost teplotních cyklů při svařování využíváme také pro výzkum a vývoj svařitelnosti materiálů, studium praskavosti svarových spojů a detailní studium mikrostruktury a mechanických vlastností jednotlivých oblastí svarových spojů. Znalost teplotních cyklů při svařování je také základním předpokladem pro modelování svařovacích procesů pomocí moderní počítačové techniky. 3.1 Zdroje tepla pro tavné svařování [1] V současné době se pro tavné svařování kovů nejčastěji používají zdroje tepla uvedené v tab. 1. Důsledkem působení těchto velmi koncentrovaných zdrojů tepla na svařovaný materiál jsou změny jeho mikrostruktury a mechanických vlastností, které posuzujeme podle konkrétního průběhu teplotního cyklu při svařování v posuzovaném místě svarového spoje. Tab. 1 Zdroje tepla pro tavné svařování (1) Zdroj tepla Nejmenší plocha ohřevu [cm 2 ] Maximální tepelný výkon [W.cm -2 ] Plamen C 2 H 2 O El. oblouk, technologie El. oblouk, technologie 131, Plazmový oblouk Elektronový paprsek Laser až až
14 3.2 Teplotní cykly při svařování [1] Příčinou vzniku teplotního cyklu při svařování je zdroj tepla, který musí působit v oblasti svarového spoje, aby byla zajištěna termická aktivace svařovaných povrchů. Přiváděné teplo a vedení tepla jsou pak příčinou vzniku teplotního cyklu. Teplotní cyklus vyjadřuje závislost průběhu teploty na čase v posuzovaném místě svarového spoje. Typický průběh teplotních cyklů v TOO svarového spoje oceli P91 v různých vzdálenostech od hranice nastavení viz obr. 2. Obr. 2 Průběh teplotních cyklů (1) Teplotní cyklus je charakterizován oblastí ohřevu, t.j. nárůstem teploty z počáteční teploty až na maximální teplotu. Rychlost ohřevu na maximální teplotu je dána fyzikálními vlastnostmi svařovaného materiálu, použitou technologií svařování a intenzitou použitého zdroje tepla. Příklady charakteristických tvarů teplotních cyklů naměřených v jednom bodě TOO při svařování různými technologiemi svařování viz obr

15 Obr. 3 Teplotní cykly podhousenkové oblasti 1 svařování elektrickým obloukem obalenou elektrodou 2 svařování automatem pod tavidlem, 3 elektrostruskové svařování (1) Protože u ocelí je přeměna α γ tepelně aktivovaný proces a prochází etapami nukleace zárodků a jejich růstu, způsobí velká rychlost ohřevu teplotní hysterezi bodů přeměny. To znamená, že za těchto podmínek nezačne přeměna α γ při rovnovážné teplotě, ale při teplotě o 50 až 300 C vyšší. Vysoká rychlost ohřevu ovlivňuje kromě teplotní hystereze bodů přeměny i kinetiku této přeměny a stupeň homogenizace tuhého roztoku. Při dostatečně vysokých rychlostech ohřevu (~1000 C) může při ohřevu existovat ještě při teplotě 1000 C netransformovaný ferit. Perlit transformuje na austenit. Chemické složení se vyrovnává difúzí uhlíku z austenitu do feritu. Následně dochází k transformaci feritu na austenit. I když je koeficient difúze uhlíku ve feritu při těchto teplotách mnohem vyšší než koeficient difúze uhlíku v austenitu, je přesto homogenizace austenitu i při vysokých rychlostech ohřevu dostatečná a jemné zrno struktury zůstává zachováno. Druhou fází teplotního cyklu maximální teplotu nebo čas setrvání nad určitou vysokou teplotou můžeme naopak pokládat za míru zhrubnutí (růstu zrna). Čím je tento čas delší, tím je i zhrubnutí zrna větší. Růst zrna v pásmu přehřátí TOO svarového spoje v závislosti na době výdrže nad teplotou přehřátí znázorňuje schematicky obr
16 Obr. 4 Růst zrna při svařování: 1 svařování obalenou elektrodou 2 svařování automatem pod tavidlem, 3 elektrostruskové svařování (1) Ochlazovací větev teplotního cyklu ovlivňuje zejména strukturní přeměnu γ α a difúzi, zejména vodíku. Čím je rychlost ochlazování v oblasti transformačních teplot vyšší, tím větší je pravděpodobnost získání nerovnovážných struktur např. martenzitu. Čím menší je rychlost ochlazování při teplotách pod 300 C, tím větší je pravděpodobnost vydifundování vodíku z oblasti svarového spoje. Teplotní cykly se nejčastěji charakterizují následujícími parametry: Rychlost nebo čas ohřevu na maximální teplotu Čas výdrže nad teplotami Ac 1, Ac 3, a teplotou přehřátí T př. Maximální dosažená teplota cyklu T max. Rychlost ochlazování Podle maximální teploty T max rozdělujeme svarový spoj ocelí s úplnou přeměnou α γ α na následující oblasti: Svarový kov část svarového spoje zahřáta nad teplotu likvidu T L Přechodové pásmo = hranice natavení úzká zóna zahřátá na teplotu mezi teplotou solidu T S a teplotou likvidu T L. Tepelně ovlivněná oblast svarového spoje TOO s následujícími dílčími pásmy
 Tab.")
17 - pásmo přehřátí definované rozmezím teplot T př až T S - pásmo normalizace definované rozmezím teplot T př až Ac3 - pásmo částečné překrystailzace s rozmezím teplot Ac1 až Ac3 - pásmo ovlivněné na teploty nižší než Ac1 Obr. 5 Vliv teplotního cyklu na strukturu svarového spoje (1) Tab. 2 Orientační šířky jednotlivých pásem TOO (1) Metoda Šířka TOO [mm] svařování nad Ac1 nad Ac3 přehřátá oblast až 8 0,3 až 1 0,1 až 0,3 135, až 8 0,3 až 1 0,1 až 0, až 15 0,3 až 2 0,1 až 0, až 50 1 až 10 0,5 až ,3 až 1 0,1 až 0,3 0 až 0,1 15 0,3 až 1 0,1 až 0,3 0 až 0,1-16 -
18 Rychlost ochlazování vyjadřujeme nejčastěji parametrem času ochlazování například: t 8/5 mezi teplotami 800 a 500 C t 12/8 mezi teplotami 1200 a 800 C t Tmax/10 mezi maximální teplotou cyklu a 100 C U ocelí s polymorfní přeměnou nejčastěji používáme parametr 8/5, který nejlépe charakterizuje produkty transformace γ α. 3.3 Stanovení průběhu teplotních cyklů [1] Tvary křivek teplotních cyklů při různých metodách svařování můžeme stanovit: 1. měřením 2. výpočtem Měření teplotních cyklů Měření teplotních cyklů při svařování se nejpřesněji provádí pomocí termočlánků. Pro měření se používají termočlánky typu: Fe Konstantan do cca 600 C NiCr Ni do cca 1200 C PtRh Pt do cca 1500 C Wre W ve svarovém kovu Typ termočlánku se volí podle vzdálenosti od hranice natavení, ve které chceme teplotní cykly měřit. Vzhledem k tomu, že teplotní cykly se mění v závislosti na vzdálenosti od hranice natavení musí mít spoj termočlánku s měřeným místem velmi malý rozměr. Jinak bychom měřili pouze průměrné hodnoty teploty z plochy spoje. Proto používáme termočlánky malých průměrů, obvykle do 0,5mm. Malé průměry termočlánků mají také malou tepelnou setrvačnost (malý tepelný obsah) a tím přispívají k přesnosti měření. Pro přesné měření je také nutné zajistit kovový kontakt termočlánků s měřeným místem. Proto se obvykle přivařují kondenzátorovou impulzní svářečkou. Pro přesné měření se také doporučuje používat krátkých termočlánků a ke spojení s měřící aparaturou použít kompenzační vedení s malým vlastním odporem. K vyhodnocování teplotních cyklů se dnes používají výpočtové softwary např. PSCOPE. Teplotní cykly můžeme měřit buď na povrchu zkušebních vzorků nebo i uvnitř materiálu, kde se termočlánky přivařují do válcových děr s plochým dnem v různé vzdálenosti od hranice natavení viz obr
19 Obr. 6 Schéma měření teplotních cyklů (1) Při přesném měření můžeme v oblasti vysokých teplot pozorovat prodlevu, která je způsobena účinkem krystalizačního tepla při tuhnutí svarového kovu. Čím je objem tuhnoucího svarového kovu větší, tím je i tato prodleva výraznější. Tím lze vysvětlit skutečnost, že při ručním obloukovém svařování obalenou elektrodou tuto prodlevu prakticky nezaznamenáme, při svařování automatem pod tavidlem je výraznější a zcela zřetelná je při elektrostruskovém svařování. V oblasti nižších teplot pozorujeme na této křivce změnu sklonu v oblasti teplot transformace γ α. Změnu sklonu můžeme zvýraznit derivováním záznamu podle času a tím stanovit i počátky a konce transformace γ α při různých podmínkách svařování viz obr. 7. Obr. 7 Záznam teplotního cyklu pásma přehřátí s vyznačením začátku a konce přeměny γ α a záznam derivace teploty podle času (1)
20 Rozložení teplot ve svarovém spoji můžeme také s podstatně menší přesností stanovit pomocí termovize. Měření teplotních cyklů ve svarových spojích je však velmi nákladné. Protože jejich znalost má pro posuzování svařitelnosti kovů a slitin zásadní význam, byla od začátku studia teplotních cyklů při svařování řešena možnost jejich matematického výpočtu. 3.4 Využití znalostí teplotních cyklů [1] Vypočítané nebo naměřené průběhy křivek teplotních cyklů v jednotlivých oblastech TOO svarového spoje nám umožní, při znalosti ARA diagramu oceli jejíž svařitelnost posuzujeme, s velkou pravděpodobností určit předpokládané mikrostruktury v jednotlivých oblastech TOO svarového spoje a tím i předvídat jeho mechanické vlastnosti. Nebo naopak pro požadovanou mikrostrukturu stanovit z ARA diagramu hodnotu parametru t 8/5 a na jejím základě vypočítat parametry obloukového svařování pro její dosažení v TOO svarového spoje. Klasické ARA diagramy jsou však konstruovány za jiných podmínek rychlosti ohřevu na austenitizační teplotě. Při jejich konstrukci se neprojeví teplotní hystereze teplot Ac1 a Ac3 charakteristická pro rychlosti ohřevu dosahované při svařování. Proto je nutné pro přesnější odhady mikrostruktur v TOO svarových spojů používat ARA diagramy konstruované pro podmínky svařování, které označujeme ARA in situ. Tyto ARA diagramy nemají na vodorovné ose čas, ale parametr t 8/5. Znalost teplotních cyklů při svařování umožňuje detailní studium mikrostruktury a mechanických vlastností jednotlivých oblastí TOO svarových spojů, které není možné studovat na reálných svarových spojích s ohledem na malé rozměry TOO a jejich částí. Je to metoda simulování teplotních nebo teplotních a deformačních cyklů pomocí speciálních simulátorů podmínek při svařování. Tato technika zkvalitňuje a usnadňuje studium svařitelnosti kovů a jejich slitin. Simulátory podmínek při svařování umožňují nasimulovat různé varianty teplotních cyklů v TOO svarových spojů a superponovat je s napěťovými cykly na zkušebních tělesech, které svými rozměry odpovídají zkušebním tělesům pro zkoušky mikrostruktury, mechanických vlastností a odolnosti proti různým typům praskavosti svarových spojů. Teplotní cykly se modelují na válcových tyčích pro zkoušku tahem o průměrech 6,8 a 10 mm a na hranolech o straně 11 až 14 mm a délce 50 až 110 mm. Simulátory podmínek při svařování používají pro simulování teplotních cyklů elektrického odporového ohřevu například simulátory Smitweld nebo Geeble, nebo elektrického indukčního ohřevu simulátor Thermostor
![4. Svařování metodou TIG [4] Zkratka TIG (Tungsten Inert Gas) symbolizuje svařování wolframovou elektrodou v ochranné atmosféře inertního plynu.](/docs-images/92/109094969/images/21-0.jpg "Při této svařovací metodě hoří elektrický oblouk mezi wolframovou elektrodou a základním svařovaným materiálem. Wolframová elektroda je pomocí kleštiny upnuta v hlavici TIG hořáku.")
21 4. Svařování metodou TIG [4] Zkratka TIG (Tungsten Inert Gas) symbolizuje svařování wolframovou elektrodou v ochranné atmosféře inertního plynu. Při této svařovací metodě hoří elektrický oblouk mezi wolframovou elektrodou a základním svařovaným materiálem. Wolframová elektroda je pomocí kleštiny upnuta v hlavici TIG hořáku. Pomocí kleštiny je do elektrody přenášen také svařovací proud. Hořák je dále opatřen hubicí, kterou ven proudí plyn vytvářející v místě svařování inertní ochrannou atmosféru. Inertní atmosféra chrání tavnou lázeň před přístupem vzduchu a usnadňuje zapalování oblouku. Svařování může být provedeno buď roztavením a slitím základních materiálů dohromady, nebo s přidáním přídavného materiálu - svařovacích kovových tyčinek podobného složení jako má základní materiál. Výhody TIG svařování: Obr. 8 princip svařování metodou TIG (4) kontrola nad svarovou lázní svařování bez přídavného materiálu vysoká teplota oblouku velmi úzké teplotní pole ochrana svarové lázně svařování tenkých plechů Nevýhody: komplikované svařovací zařízení malá produktivita Svařování pomocí TIG je vhodné pro: tvarově složité konstrukce, vysokolegované oceli, nástrojové materiály, hliník, titan, měď, bronzy, hořčík
22 4.1 Wolframové elektrody [4] Wolframové elektrody pro TIG svařování lze rozdělit podle příměsí (legur). Kromě nelegované elektrody z čistého wolframu se používají elektrody legované oxidy Thoria, Lanthanu, Ceria a Zirkonu. Pro snadné odlišení jednotlivých typů se používá barevného značení vždy jednoho konce elektrody. 4.2 Ochranné plyny pro svařování TIG [3] Argon je inertní plyn, chemicky nereagující, nehořlavý, netoxický a bezbarevný. Má velmi dobrou tepelnou vodivost a elektrický oblouk, který hoří v argonu, má potom vysokou teplotu. Ke svařování ocelí tavící se elektrodou se čistý Ar používá zřídka, obyčejně v kombinaci s jinými plyny. Při svařování v ochraně argonu je potřeba méně energie, aby se Ar stal elektricky vodivý, proto se oblouk v argonu lépe zapaluje a hoří stabilněji i při nižším napětí. V podmínkách svařovacího oblouku dochází k většímu záření a značným ztrátám radiací provázené vznikem ozónu O 3. Ten je chemicky nestabilní, především v kontaktu s jinými plyny, dýmy a párami. Proto se musí pracovní prostředí chránit příslušnými opatřeními. Přidání malého množství NO do ochranného plynu snižuje tvorbu ozónu. Helium, podobně jako argon, je inertní plyn. Helium má na rozdíl od argonu nízkou atomovou hmotnost, důsledkem toho i nízkou hustotu. Proto je při svařování potřeba aplikovat vyšší výtokovou rychlost, čím se dosáhne ekvivalentní ochrana. Čistý He je vhodný ke svařování mědi. Při svařování konstrukčních ocelí tavící se elektrodou způsobuje přítomnost většího podílu He ve směsi s jinými plyny zvýšení rychlosti svařování v porovnání s klasickou směsí Ar + CO
23 Obr. 9 Tepelná vodivost ochranných plynů v závislosti na teplotě (3) Tab. 3 Přehled nejčastěji používaných plynů a jejich aplikací (3) Ochranný plyn Složení Aplikace Procesy argon 100% Ar neželezné kovy GTAW, PAW, GMAW argon + helium 25-75% Ar 75-25% He Al, Mg, Cu a jejich slitiny GMAW svařování v ochranné atmosféře tavící se elektrodou GTAW svařování v ochranné atmosféře wolframovou elektrodou PAW svařování plazmou GTAW, PAW, GMAW




24 5. EXPERIMENT Pro experiment byla zvolena duplexní ocel o jakosti DIN (R m =760MPa, R e =515MPa). Tloušťka materiálu 2 mm. 5.1 Provedení nátavu na zkušebním materiálu Parametry svařování Zvolená metoda: TIG Typ elektrody: W + Th Bez přídavného materiálu Ochranný plyn: Argon Svařovací proud I=68A Svařovací napětí U=12V Vzdálenost materiálu od elektrody R=2,5mm Rychlost svařování: 10, 15, 20, 25, 30 cm.min -1 Použité přístroje: Vzduchová plasma ESAB LPH 50 Stojanová bruska STS BL 3D Svařovací zdroj FRONIUS Magic Wave 2600 Postup experimentu: Z tabule plechu byl pomocí vzduchové plasmy odříznut pás o rozměrech 320x60mm. Po vybroušení otřepů vzniklých při řezání bylo na pásu provedeno 5 zkušebních nátavů při rychlostech svařování 10, 15, 20, 25, 30 cm.min -1. U vzorků byla na základě popouštěcích barev zakreslena závislost velikosti tepelně ovlivněné oblasti a rychlosti svařování. Vzorky byly dále postoupeny k metalografické analýze. Obr. 10 Řezání tabule plechu na pásy 320x60mm







25 Vzorek č.1 Svařovací rychlost 10 cm.min -1 Obr. 11 Lícní strana Obr. 12 Kořenová strana







26 Vzorek č.2 Svařovací rychlost 15 cm.min -1 Obr. 13 Lícní strana Obr. 14 Kořenová strana






27 Vzorek č.3 Svařovací rychlost 20 cm.min -1 Obr. 15 Lícní strana Obr. 16 Kořenová strana






28 Vzorek č.4 Svařovací rychlost 25 cm.min -1 Obr. 17 Lícní strana Obr. 18 Kořenová strana





29 Vzorek č.5 Svařovací rychlost 30 cm.min -1 Obr. 19 Lícní strana Obr. 20 Kořenová strana
30 5.2 Závislost velikosti TOO na rychlosti svařování Oxidací kovově čistého povrchu oceli za zvýšených teplot vzniká vrstva kysličníků, jejíž tloušťka roste s výškou teploty a dobou setrvání na teplotě. V rozmezí teplot 220 až 460 C má oxidická vrstva takovou tloušťku, že interferencí světla v ní dochází ke vzniku tzv. popouštěcích barev. Uvedená barevná stupnice platí pro krátkodobý ohřev vysokolegovaných ocelí a je měřítkem povrchové teploty. Delší doba ohřevu při nižší teplotě působí obdobně jako kratší doba ohřátí na vyšší teplotu. Tab. 4 Popouštěcí barvy Barva Teplota [ C] světle žlutá 220 C slámově žlutá 240 C žlutá 260 C hnědožlutá 280 C hnědočervená 300 C červená 320 C purpurově červená 340 C fialová 360 C tmavě modrá 380 C chrpově modrá 400 C světle modrá 420 C šedomodrá 440 C šedá 460 C
31 Pro určení velikosti tepelně ovlivněné oblasti u vzorků byla zvolena jako referenční barva hnědočervená = 300 C. Tab. 5 Naměřené hodnoty velikosti tepelně ovlivněné oblasti vzorků Číslo vzorku Rychlost svařování Velikost tepelně ovlivněné [cm.min -1 ] oblasti [mm] Závislost velikosti tepelně ovlivněné oblasti na rychlosti svařování Číslo vzorku Rychlost svařování [cm.min-1] Velikost tepelně ovlivněné oblasti [mm] Obr. 21 Graf závislosti velikosti tepelné ovlivněné oblasti na rychlosti svařování
32 5.3 Výpočet specifického vneseného tepla při svařování μ. U. I QS = (kj.mm -1 ) (1) vs kde: Q S...specifické vnesené teplo [kj.mm -1 ] U...svařovací napětí [V] I...svařovací proud [A] μ...koeficient účinnosti [-] v s...svařovací rychlost [mm.s -1 ] Vstupní hodnoty: U=12V, I=68A, μ =0,65 Vzorek č.1 v s =10cm.min -1 =1,66mm.s -1 Vzorek č.2 Q S μ = mm 10. U. I 0, = = 0,32kJ vs 10.1,66 v s =15cm.min -1 =2,5mm.s -1 Vzorek č.3 Q S. U. I 0, = = 0,21kJ vs 10.2,5 μ = mm 10 v s =20cm.min -1 =3,33mm.s -1 Vzorek č.4 Q S. U. I 0, = = 0,16kJ vs 10.3,33 μ = mm 10 v s =25cm.min -1 =4,16mm.s -1 Vzorek č.5 Q S μ = mm 10. U. I 0, = = 0,13kJ vs 10.4,16 v s =30cm.min -1 =5mm.s -1 Q S. U. I 0, = = 0,11kJ vs 10.5 μ = mm

33 5.4 Zkouška tahem Použité přístroje: Hydraulický zkušební stroj ZD40 / 400kN Parametry svařování Zvolená metoda: TIG Typ elektrody: W + Th Bez přídavného materiálu Ochranný plyn: Argon Svařovací proud I=68A Svařovací napětí U=12V Vzdálenost materiálu od elektrody R=2,5mm Rychlost svařování: 10, 15, 20, 25, 30 cm.min -1 Postup experimentu: Na zkušebních pásech duplexní oceli byly provedeny nátavy při rychlostech svařování 10, 15, 20, 25, 30 cm.min -1. Pásy byly podrobeny zkoušce tahem. Pro jednotlivé vzorky byl získán tahový diagram. Dále byla zjištěna tažnost A, maximální síla F m, mez kluzu R p0,2, mez pevnosti v tahu R m, doba zatěžování T. Obr. 22 Hydraulický zkušební stroj ZD40 / 400kN
34 Vzorek č.1 Obr. 23 Nátav vzorku č.1 Obr. 24 Lom vzorku č.1 Vstupní hodnoty: a=2 mm, b=17 mm, S 0 =34mm 2 Svařovací rychlost 10 cm.min -1 Výsledky zkoušky: č. vzorku F m [N] R p0,2 [MPa] R m [MPa] A [%] T [s] ,2 196, ,54 Obr. 25 Tahový diagram vzorku č
35 Vzorek č.2 Obr. 26 Nátav vzorku č.2 Obr. 27 Lom vzorku č.2 Vstupní hodnoty: a=2 mm, b=17,6 mm, S 0 =35,2mm 2 Svařovací rychlost 15 cm.min -1 Výsledky zkoušky: č. vzorku F m [N] R p0,2 [MPa] R m [MPa] A [%] T [s] ,8 266,8 544, ,9 Obr. 28 Tahový diagram vzorku č
36 Vzorek č.3 Obr. 29 Nátav vzorku č.3 Obr. 30 Lom vzorku č.3 Vstupní hodnoty: a=2 mm, b=17 mm, S 0 =34mm 2 Svařovací rychlost 20 cm.min -1 Výsledky zkoušky: č. vzorku F m [N] R p0,2 [MPa] R m [MPa] A [%] T [s] ,4 254,7 518, ,2 Obr. 31 Tahový diagram vzorku č
37 Vzorek č.4 Obr. 32 Nátav vzorku č.4 Obr. 33 Lom vzorku č.4 Vstupní hodnoty: a=2 mm, b=17 mm, S 0 =34mm 2 Svařovací rychlost 25 cm.min -1 Výsledky zkoušky: č. vzorku F m [N] R p0,2 [MPa] R m [MPa] A [%] T [s] ,8 254,2 520, ,8 Obr. 34 Tahový diagram vzorku č
38 Vzorek č.5 Obr. 35 Nátav vzorku č.5 Obr. 36 Lom vzorku č.5 Vstupní hodnoty: a=2 mm, b=19,7 mm, S 0 =39,4mm 2 Svařovací rychlost 30 cm.min -1 Výsledky zkoušky: č. vzorku F m [N] R p0,2 [MPa] R m [MPa] A [%] T [s] ,4 266,6 604, ,9 Obr. 37 Tahový diagram vzorku č
39 Tab.6 Přehled výsledných hodnot tahové zkoušky č. vzorku v s [cm/min] F m [N] R p0,2 [MPa] R m [MPa] A [%] T [s] ,2 196, , ,8 266,8 544, , ,4 254,7 518, , ,8 254,2 520, , ,4 266,6 604, ,9 Obr. 38 Průběh tahové zkoušky zkušebních vzorků






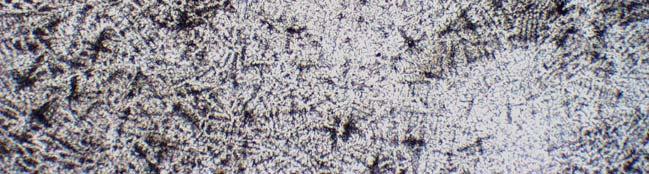
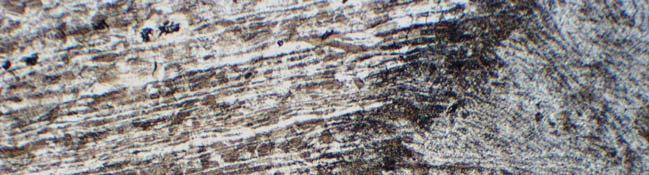
40 5.5 Metalografická analýza Vzorek č. 1 Svařovací rychlost 10 cm.min -1 Snímek mikrostruktury zvětšení snímků: 100x Obr. 39 Struktura nátavu Obr. 40 Přechodová oblast


41 Snímek makrostruktury zvětšení snímku: 15x Obr. 41 Snímek nátavu Specifické vnesené teplo při svařování Q S =0,32kJmm -1, Průřez nátavu S=9,6mm 2 Hodnocení tvrdosti Tvrdost HV číslo měření Obr. 42 Graf naměřených velikostí tvrdosti jednotlivých oblastí vzorku Nátav Zákl. materiál Přechodová oblast


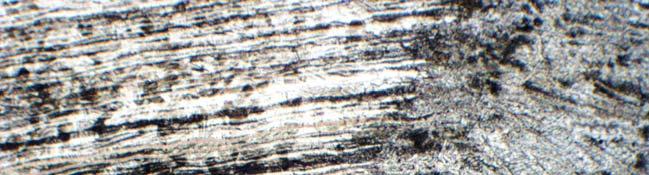

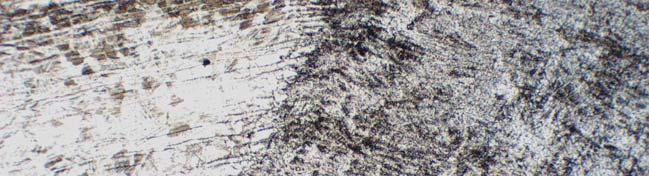
42 Vzorek č. 2 Svařovací rychlost 15 cm.min -1 Snímek mikrostruktury zvětšení snímků: 100x Obr. 43 Struktura nátavu Obr. 44 Přechodová oblast


43 Snímek makrostruktury zvětšení snímku: 15x Obr. 45 Snímek nátavu Specifické vnesené teplo při svařování Q S =0,21kJmm -1, Průřez nátavu S=6,9mm 2 Hodnocení tvrdosti Tvrdost HV číslo měření Obr. 46 Graf naměřených velikostí tvrdosti jednotlivých oblastí vzorku Nátav Zákl. materiál



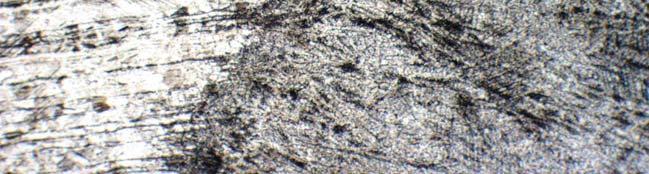
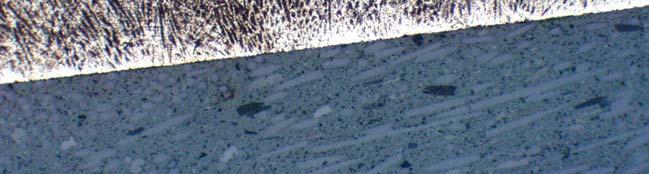
44 Vzorek č. 3 Svařovací rychlost 20 cm.min -1 Snímek mikrostruktury zvětšení snímků: 100x Obr. 47 Struktura nátavu Obr. 48 Přechodová oblast


45 Snímek makrostruktury zvětšení snímku: 15x Obr. 49 Snímek nátavu Specifické vnesené teplo při svařování Q S =0,16kJmm -1, Průřez nátavu S=4mm 2 Hodnocení tvrdosti Tvrdost HV číslo měření Obr. 50 Graf naměřených velikostí tvrdosti jednotlivých oblastí vzorku Nátav Zákl. materiál






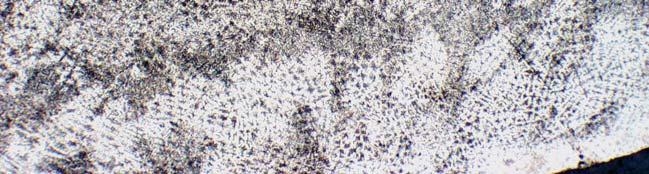
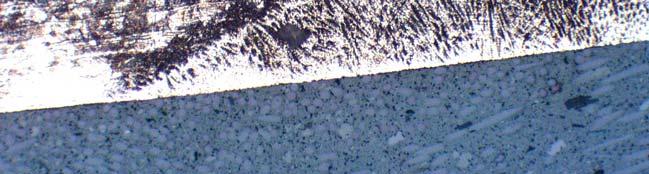
46 Vzorek č. 4 Svařovací rychlost 25 cm.min -1 Snímek mikrostruktury zvětšení snímků: 100x Obr. 51 Struktura nátavu Obr. 52 Přechodová oblast

47 Snímek makrostruktury zvětšení snímku: 15x Obr. 53 Snímek nátavu Specifické vnesené teplo při svařování Q S =0,13kJmm -1, Průřez nátavu S=1,6mm 2 Hodnocení tvrdosti Tvrdost HV číslo měření Obr. 54 Graf naměřených velikostí tvrdosti jednotlivých oblastí vzorku Zákl. materiál




48 Vzorek č. 5 Svařovací rychlost 30 cm.min -1 Snímek mikrostruktury zvětšení snímků: 100x Obr. 55 Struktura nátavu Obr. 56 Přechodová oblast


49 Snímek makrostruktury zvětšení snímku: 15x Obr. 57 Snímek nátavu Specifické vnesené teplo při svařování Q S =0,11kJmm -1, Průřez nátavu S=0,6mm 2 Hodnocení tvrdosti Tvrdost HV Číslo měření Obr. 58 Graf naměřených velikostí tvrdosti jednotlivých oblastí vzorku Zákl. materiál
50 6. Závěr Cílem diplomové práce byl výzkum vlivu vneseného tepla na vlastnosti a strukturu duplexní oceli o jakosti tloušťky 2 mm. Na zkušebním materiálu byly metodou TIG provedeny nátavy při rychlosti svařování 10, 15, 20, 25, 30 cm.min -1. Vzorky byly podrobeny zkoušce tahem, metalografické analýze a zkoušce tvrdosti. Výsledky zkoušek prokázaly, že nejlepších parametrů bylo dosaženo při rychlosti svařování v S =15 cm.min -1 a velikostí vneseného tepla Q S =0,21kj.mm -1. Při rychlosti svařování 10 cm.min -1 již vznikaly horké trhliny zatímco při rychlosti 20, 25 a 30 cm.min -1 nedošlo k úplnému průvaru materiálu. Optimálních parametrů by bylo dosaženo při rychlosti svařování v S =16 až 19 cm.min -1 tzn. velikosti vneseného tepla Q S =0,17 až 0,20 kj.mm -1. Při použití materiálu rozdílné tloušťky než bylo uvedeno je třeba vhodně upravit parametry svařování
51 Seznam použitých označení a [mm] tloušťka zkušebního vzorku A [%] tažnost b [mm] šířka zkušebního vzorku F [N] síla F m [N] maximální síla I [A] svařovací proud Q s kj.mm -1 specifické vnesené teplo R [mm] vzdálenost elektrody od základního materiálu R m [MPa] mez pevnosti v tahu R e [MPa] mez kluzu R p0,2 [MPa] smluvní mez kluzu S [mm 2 ] průřez nátavu S 0 [mm 2 ] průřez zkušebního vzorku s [mm] prodloužení T [s] doba zatěžování U [V] svařovací napětí v S [cm.s -1 ] svařovací rychlost μ [ - ] koeficient účinnosti 111 ruční obloukové svařování obalenou elektrodou 121 svařování automaticky pod tavidlem 131 obloukové svařování tavící se elektrodou v inertním plynu MIG 135 obloukové svařování tavící se elektrodou v aktivním plynu MAG 72 elektrostruskové svařování 51 svařování elektronovým paprskem 15 svařování plazmou
52 Seznam použitých podkladů 1. KOUKAL, J.; SCHWARZ, D.; HAJDÍK, J. Materiály a jejich svařitelnost. Vyd. 1. Ostrava : Technická univerzita, Vysoká škola báňská, s. ISBN PODRÁBSKÝ, T.; FREMUNT, P. Konstrukční oceli. Brno : Akademické nakladatelství CERM, s. ISBN ONDREJČEK, P. Zváranie ocelí v ochrane plynov taviacou elektródou. Bratislava : ETERNA PRESS s.r.o., s. ISBN SVARBAZAR [online] [cit ]. TIG svařování. Dostupné z WWW: < 5. KOLEKTIV AUTORŮ. Materiály a jejich svařitelnost. Vyd. 1. Ostrava : Zeross, s. ISBN MATWEB [online] [cit ]. Allegheny Ludlum AL 2205 Duplex Stainless Steel, Plate > " Duplex Stainless Steel, UNS S Dostupné z WWW: < 41cfb102bd8dc6cb3a52&ckck=1>
53 Seznam příloh PŘÍLOHA 1 - Materiálový list oceli DIN



54 PŘÍLOHA 1
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli
 SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012
 Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb B 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG
 Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM
 VE STAVU NORMALIZAČNĚ VÁLCOVANÉM") MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ENERGETICKÝ ÚSTAV FACULTY OF MECHANICAL ENGINEERING ENERGY INSTITUTE SAMONASÁVACÍ ČERPADLO SELF-PRIMING PUMP DIPLOMOVÁ
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, 430 01 Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN
 5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24
 STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
FÁZOVÉ PŘEMĚNY. Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)
 kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)") FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů
 Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Teplotní režim svařování
 Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
SVAŘITELNOST MATERIÁLU
 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Doc.Ing,Oldřich Ambrož,CSc SVAŘITELNOST MATERIÁLU UČEBNÍ TEXTY KOMBINOVANÉHO BAKALAŘSKÉHO STUDIA 2 U Č E B N Í O S N O V A Předmět: SVAŘITELNOST
1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Doc.Ing,Oldřich Ambrož,CSc SVAŘITELNOST MATERIÁLU UČEBNÍ TEXTY KOMBINOVANÉHO BAKALAŘSKÉHO STUDIA 2 U Č E B N Í O S N O V A Předmět: SVAŘITELNOST
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa
 Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
OCELI A LITINY. Ing. V. Kraus, CSc. Opakování z Nauky o materiálu
 OCELI A LITINY Ing. V. Kraus, CSc. 1 OCELI Označování dle ČSN 1 Ocel (tvářená) Jakostní Tř. 10 a 11 - Rm. 10 skupina oceli Tř. 12 a_ 16 (třída) 3 obsah všech leg. prvků /%/ Význačné vlastnosti. Druh tepelného
OCELI A LITINY Ing. V. Kraus, CSc. 1 OCELI Označování dle ČSN 1 Ocel (tvářená) Jakostní Tř. 10 a 11 - Rm. 10 skupina oceli Tř. 12 a_ 16 (třída) 3 obsah všech leg. prvků /%/ Význačné vlastnosti. Druh tepelného
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Houževnatost. i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii.
 ii.") Henry Kaiser, Hoover Dam 1 Henry Kaiser, 2 Houževnatost i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii. (Empirické) zkoušky houževnatosti
Henry Kaiser, Hoover Dam 1 Henry Kaiser, 2 Houževnatost i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii. (Empirické) zkoušky houževnatosti
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
Materiálové laboratoře Chomutov s.r.o. Zkušební laboratoř MTL Luční 4624, Chomutov
 Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
Laboratoř je způsobilá aktualizovat normy identifikující zkušební postupy. Laboratoř uplatňuje flexibilní přístup k rozsahu akreditace upřesněný v dodatku. Aktuální seznam činností prováděných v rámci
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST
 TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Vliv teplotního. VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 1/2011
 Vliv teplotního režimu svařování na vlastnosti svarových spojů I Vladislav OCHODEK Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Obsah Definice teplotního režimu svařování.
Vliv teplotního režimu svařování na vlastnosti svarových spojů I Vladislav OCHODEK Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Obsah Definice teplotního režimu svařování.
durostat 400/450 Za tepla válcované tabule plechu Datový list srpen 2013 Odolné proti opotřebení díky přímému kalení
 Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI
 PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI PLASTIC PROPERTIES OF HIGH STRENGHT STEELS CUTTING BY SPECIAL TECHNOLOGIES Pavel Doubek a Pavel Solfronk a Michaela
PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI PLASTIC PROPERTIES OF HIGH STRENGHT STEELS CUTTING BY SPECIAL TECHNOLOGIES Pavel Doubek a Pavel Solfronk a Michaela
ŽELEZO A JEHO SLITINY
 ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
Nástrojové oceli. Ing. Karel Němec, Ph.D.
 Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV
 KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Technické informace - korozivzdorné oceli
 Technické informace korozivzdorné oceli Vlastnosti korozivzdorných ocelí Tento článek se zabývá často se vyskytujícími typy korozivzdorných ocelí (běžně nerezová ocel) a duplexních korozivzdorných ocelí
Technické informace korozivzdorné oceli Vlastnosti korozivzdorných ocelí Tento článek se zabývá často se vyskytujícími typy korozivzdorných ocelí (běžně nerezová ocel) a duplexních korozivzdorných ocelí
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Precipitace. Změna rozpustnosti je základním předpokladem pro precipitační proces
 Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI
 TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI Učeň M., Filípek J. Ústav techniky a automobilové dopravy, Agronomická fakulta,
TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI Učeň M., Filípek J. Ústav techniky a automobilové dopravy, Agronomická fakulta,
Možnosti využití přístroje Gleeble pro simulace dějů v tepelně ovlivněné oblasti svarů
 Možnosti využití přístroje Gleeble pro simulace dějů v tepelně ovlivněné oblasti svarů Bakalářská práce Studijní program: Studijní obor: Autor práce: Vedoucí práce: B2301 Strojní inženýrství 2301R000 Strojní
Možnosti využití přístroje Gleeble pro simulace dějů v tepelně ovlivněné oblasti svarů Bakalářská práce Studijní program: Studijní obor: Autor práce: Vedoucí práce: B2301 Strojní inženýrství 2301R000 Strojní
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Co je to korozivzdorná ocel? Fe Cr > 10,5% C < 1,2%
 Co je to korozivzdorná ocel? Cr > 10,5% C < 1,2% Co je to korozivzdorná ocel? Co je to korozivzdorná ocel? Korozivzdorné oceli (antikoro, nerez) jsou slitiny na bázi železa s obsahem 10,5 % chromu a 1,2
Co je to korozivzdorná ocel? Cr > 10,5% C < 1,2% Co je to korozivzdorná ocel? Co je to korozivzdorná ocel? Korozivzdorné oceli (antikoro, nerez) jsou slitiny na bázi železa s obsahem 10,5 % chromu a 1,2
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr
 Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Západočeská univerzita v Plzni fakulta Strojní
 Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
KONSTRUKCE SVAŘOVACÍHO PŘÍPRAVKU DESIGN OF WELDING JIG
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Charakteristika. Použití. Vlastnosti FYZIKALNÍ VLASTNOSTI PEVNOST V TAHU RAMAX 2
 1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a Božena Podhorná b Vítězslav Musil a Antonín Joch a a První brněnská strojírna Velká Bíteš, a.s.,
VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a Božena Podhorná b Vítězslav Musil a Antonín Joch a a První brněnská strojírna Velká Bíteš, a.s.,