ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ. Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení
|
|
|
- Pavlína Kubíčková
- před 5 lety
- Počet zobrazení:
Transkript
1 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení BAKALÁŘSKÁ PRÁCE Konstrukce formy pro hliníkový odlitek a návrh alternativní varianty licího stroje Autor: Aleš VILDMAN Vedoucí práce: Ing. Miroslav Duník Akademický rok 2017/2018
2
3
4 Prohlášení o autorství Předkládám tímto k posouzení a obhajobě bakalářskou/diplomovou práci, zpracovanou na závěr studia na Fakultě strojní Západočeské univerzity v Plzni. Prohlašuji, že jsem tuto bakalářskou/diplomovou práci vypracoval samostatně, s použitím odborné literatury a pramenů, uvedených v seznamu, který je součástí této bakalářské/diplomové práce. V Plzni dne: podpis autora
5 ANOTAČNÍ LIST BAKALÁŘSKÉ PRÁCE AUTOR Příjmení Vildman Jméno Aleš STUDIJNÍ OBOR B 2301 Stavba výrobních strojů a zařízení VEDOUCÍ PRÁCE Příjmení (včetně titulů) Ing. Duník Jméno Miroslav PRACOVIŠTĚ ZČU - FST - KKS DRUH PRÁCE DIPLOMOVÁ BAKALÁŘSKÁ Nehodící se škrtněte NÁZEV PRÁCE Konstrukce formy pro hliníkový odlitek a návrh alternativní varianty licího stroje FAKULTA strojní KATEDRA KKS ROK ODEVZD POČET STRAN (A4 a ekvivalentů A4) CELKEM 61 TEXTOVÁ ČÁST 43 GRAFICKÁ ČÁST 18 STRUČNÝ POPIS (MAX 10 ŘÁDEK) ZAMĚŘENÍ, TÉMA, CÍL POZNATKY A PŘÍNOSY Bakalářská práce obsahuje konstrukční návrh formy pro zadaný hliníkový odlitek. Pevnostní kontrolu zadaného licího stolu. Konstrukce a výpočty MKP byly provedeny pomocí softwaru NX 10. KLÍČOVÁ SLOVA ZPRAVIDLA JEDNOSLOVNÉ POJMY, KTERÉ VYSTIHUJÍ PODSTATU PRÁCE Formy, odlévání, slitiny hliníku, CAD, NX, MKP, pevnostní analýza, metoda momentových ploch
6 SUMMARY OF BACHELOR SHEET AUTHOR Surname Vildman Name Aleš FIELD OF STUDY B 2301 Design of Manufacturing Machines and Equipment SUPERVISOR INSTITUTION Surname (Inclusive of Degrees) Ing. Duník ZČU - FST - KKS Name Miroslav TYPE OF WORK DIPLOMA BACHELOR Delete when not applicable TITLE OF THE WORK Mold design for aluminum casting and an alternative variant of the casting machine FACULTY Mechanical Engineering DEPARTMENT Machine Design SUBMITTED IN 2018 NUMBER OF PAGES (A4 and eq. A4) TOTALLY 61 TEXT PART 43 GRAPHICAL PART 18 BRIEF DESCRIPTION TOPIC, GOAL, RESULTS AND CONTRIBUTIONS The bachelor thesis contains a structural design of the mold for the specified aluminum casting. Strength check of specified casting table. The design and calculations of FEM were done using the NX 10 software. KEY WORDS Forms, casting, aluminum alloy, CAD, NX, FEM, strength analysis, torque method
7 Poděkování Rád bych poděkoval vedoucímu mé bakalářské práce panu Ing. Miroslavu Duníkovi za jeho rady a připomínky k této práci. Dále bych chtěl poděkovat firmě Lhoták s.r.o. za to, že mi umožnili vypracovat bakalářkou práci pod jejich vedením, konkrétně konzultantovi mé práce Liboru Dbalému a jeho kolegovi Lukášovi Slepičkovi.
8 Obsah Přehled použitých zkratek a symbolů Úvod Technologie pro výrobu produktů ze slitin hliníku Odlévání ze slitin hliníku Volba technologie odlévání Gravitační lití do netrvalých (jednorázových) forem Gravitační lití do kovových forem Nízkotlaké lití Tlakové lití Tváření slitin hliníku Průtlačné lisování hliníku a jeho slitin za tepla Válcování hliníku a jeho slitin Kování hliníku a jeho slitin Svařování slitin hliníku Obrábění slitin hliníku Konstrukce gravitační kokily Zadání zakázky Postup konstrukce Návrh alternativní varianty a výběr optimálního řešení Popis a hodnocení variant Specifikace požadavků a hodnocení míry splnění predikovaných vlastností Zlepšení konstrukčního návrhu Výpočty: Pevnost a průhyb vodicích tyčí Výpočet reakcí Výpočet a rozložení posouvající síly T a točivého momentu M Výpočet maximálního ohybového napětí σomax Výpočet fiktivní posouvající síly Tfc a fiktivního momentu Mfc v bodě c Průhyb a úhel natočení v bodě C Výpočet pevnosti a průhybu vodících tyčí metodou konečných prvků pomocí softwaru NX Zhodnocení a porovnání výsledků obou metod Potřebný tlak hydraulického válce
9 5.4.1 Výpočet potřebné síly Fp Kontrola potřebného tlaku Zhodnocení výsledků Závěr Zdroje Literatura Obrázky Tabulky
10 Přehled použitých zkratek a symbolů MKP - metoda konečných prvků NX 10 - výpočetní software φ (c) rad - úhel natočení v bodě c a, b mm - délka D mm - průměr v(c) mm - průhyb v bodě c V mm 3 - objem S mm 2 - plocha F N - síla G N - vlastní tíha ρ kg/m 3 - hustota m kg - hmotnost T N - posouvající síla M Nm - točivý moment Rax N - reakce ve směru x Ray, Rby N - reakce ve směru y Tfc Nm 2 - fiktivní posouvající síla v bodě c Mfc Nm 3 - fiktivní moment v bodě c U1,2,3,4 Nm 2 - zatížení momentovou plochou Fp N - potřebná síla pp MPa - potřebný tlak σ D MPa - dovolené napětí σ k MPa - mez kluzu σ o MPa - ohybové napětí Wo mm 3 - průřezový modul v ohybu Jz mm 4 - kvadratický moment f - - koeficient tření k - - koeficient bezpečnosti 3
11 1. Úvod Bakalářská práce byla vypracována ve spolupráci s firmou Lhoták s.r.o., která se zabývá výrobou kokil pro lití neželezných kovů od roku Některé výrobky jsou tvarově příliš složité pro obrábění nebo hromadná výroba je příliš nákladná. Proto jsou vyráběny formy na odlévání. Odlévaní má vysokou produktivitu práce a při vyšších počtech kusů klesají náklady na výrobek. Výhodou odlitků z hliníkových slitin oproti ocelovým je nižší hmotnost, korozivzdornost a lepší obrobitelnost. Cílem této bakalářské práce je konstrukční návrh formy pro hliníkový odlitek (viz. příloha 1), který byl zadán firmou Lhoták s.r.o.. Práce má dvě části, teoretickou a praktickou. Teoretická část je věnována technologiím pro výrobu produktů ze slitin hliníku. Praktická část se zabývá konstrukcí kokily včetně vyhazovacího systému (viz. příloha 7), pevnostní kontrole zadaného licího stolu pomocí metody konečných prvků za použití softwaru NX 10 a metodou momentových ploch a porovnání výsledků jednotlivých metod a kontrole zadaného hydraulického válce. Dále obsahuje výkres sestavy kokily, výkres sestavy licího stolu s kokilou, výrobní výkresy obou polovin formy a vodících kamenů kokily. Licí stůl je předepsán zákazníkem. Jeho model a výkres sestavy byl vytvořen pouze pro účely bakalářské práce, kvůli lepší představě usazení formy ve stroji. Dále pro pevnostní kontrolu, zda licí stůl vytvořené kokile vyhovuje. 4

12 2. Technologie pro výrobu produktů ze slitin hliníku Tato kapitola je věnována obecné charakteristice technologií pro výrobu produktů ze slitin hliníku. Na obrázku 1 je zobrazeno základní rozdělení technologií, které jsou zde popsány. Obrábění Průtlačné lisování za tepla Tváření Válcování Technologie pro výrobu produktů ze slitin hliníku Svařování Kování Gravitační Slévání Nízkotlaké Vysokotlaké Obrázek 1 - Rozdělení technologie pro výrobu produktů ze slitin hliníku 2.1 Odlévání ze slitin hliníku Při odlévání ze slitin hliníku musí být zvolena vhodná technologie. Technologií pro odlévání ze slitin hliníku je vícero a v této podkapitole je jich několik popsáno Volba technologie odlévání Volba technologie odlévání závisí na několika faktorech. První z nich je, jakou slitinu hliníku použijeme. Slévárenské slitiny hliníku mají obecně řadu výhod oproti slévárenským slitinám z jiných kovů. Například dobrá slévatelnost, 5
13 která se zvyšuje s podílem eutektika, které je tvořeno podle chemického složení. Dále se jedná o dobrou odolnost vůči korozi, nízkou teplotu tavení, obsah vodíku v odlitku, který je jediným rozpustným prvkem v hliníku, lze minimalizovat vhodnými technologickými podmínkami, malý interval krystalizace a u většiny slitin nízká náchylnost k tvorbě trhlin za tepla. [1] Volba vhodné slitiny je ovlivňována těmito pěti hlavními faktory: Slévárenské vlastnosti: slévatelnost, odolnost proti vzniku trhlin za tepla, malý interval krystalizace Požadované mechanické vlastnosti: pevnostní a plastické vlastnosti, tvrdost, Chemické vlastnosti: odolnost vůči korozi (u hliníkových slitin je snižována přítomností Cu), možnosti povrchových úprav Vlastnosti hotových výrobků: nepropustnost kapalin v odlitku působením tlaku, rozměrová a teplotní stabilita Ekonomické vlastnosti: náklady na obrábění, tavení a lití, tepelné zpracování, [1] V současnosti se slévárenské slitiny dělí podle obsahu legujícího prvku do šesti základních skupin: 1. Slitiny Al Cu: Obsah Cu se obvykle pohybuje mezi 4-5%. Vyrábějí se také slitiny s obsahem 9-11% Cu, které se vyznačují velmi dobrými pevnostními vlastnostmi za vyšších teplot a odolností vůči otěru. Těchto vlastností lze docílit také přidáním Ni a Mg. Nevýhodou těchto slitin je ovšem horší slévatelnost a nízká korozní odolnost. V českých normách je například tato slitina: ČSN , slitina AlCu4Ni2Mg2 (3,75-4,5%Cu, 1,75-2,25% Ni, 1,25-1,75 Mg). [1] 2. Slitin Al-Cu-Si: Velmi používaná slitina. Přidáním Si se vůči prvnímu typu slitiny zlepšily slévárenské vlastnosti. Slitiny s vysokým obsahem Si (nad 10%) jsou používané tam, kde je vyžadován nízký koeficient tepelné roztažnosti. Vysokou odolnost vůči otěru vykazují slitiny, kde obsah Si dosahuje až 22%. Dle ČSN jde např. o slitiny: ČSN AlSi8Cu2Mn (7,5-9,5% Si, 2-3% Cu, 0,3-0,5%Mn). [1] 3. Slitiny Al Si: Používány při požadavku na dobrou slévatelnost a odolnost vůči korozi. Obsah Si se pohybuje kolem 5 13%. Podle obsahu Si se dělí na podeutektické (do 12% Si), eutektické (kolem 12% Si) a nadeutektické(nad 12% Si). Pokud není legováno Mg, je možnost tepelného zpracování. ČSN slitina AlSi12Mn (11-13% Si, 0,1-0,4% Mn). [1] 4. Slitiny Al Mg: Velmi dobrá odolnost proti korozi především v mořské vodě. Nejlepší odolnost vůči korozi vykazují slitiny vyrobené z vysokočistých surovin. Jsou svařovatelné a mají dobrou mechanickou obrobitelnost. Při použití v architektuře lze u odlitku realizovat eloxování. Nevýhodou těchto slitin je špatná slévatelnost a náchylnost hořčíku k oxidaci při tavení. ČSN slitina AlMg10SiCa (7-10% Mg, 0,01-2% Si, 0,01-0,15% Ca). [1] 5. Slitiny Al-Zn-Mg: Tyto slitiny mají dobré pevnostní podmínky již v litém stavu, dobrou odolnost vůči korozi. V případě tepelného zpracování není nutné prutké ochlazování z kalící teploty (v porovnání se slitinami Al-Cu) a maximálních pevnostních vlastností lze dosáhnout už po 20 až 30 dnech přirozeným stárnutím. Slévatelnost těchto slitin je špatná a jsou náchylné na tvorbu trhlin za tepla. ČSN EN 1706, slitina AC AlZn5Mg (4,5-6% Zn, 0,4-0,7% Mg). [1] 6
14 6. Slitiny Al-Sn: Jedná se o slitiny s obsahem asi 6% Sn a malým množstvím Cu a Ni speciálně pro výrobu kluzných ložisek. Ze slévárenského hlediska je hlavní problém velký interval krystalizace. V ČSN není zástupce tohoto typu slitin. V amerických normách je slitina AA ,5Sn-1Cu-1Ni.[1] Slitiny pro tlakové lití jsou jinak uspořádány a jsou děleny do následujících 5 skupin: 1. Slitiny Al-Cu-Si 2. Slitiny Al-Si-Mg 3. Slitiny Al-Si-Cu-Mg 4. Slitiny Al-Si 5. Slitiny Al-Mg [1] Dalším faktorem pro výběr technologie je konstrukce odlitku tvar, rozměry, hmotnost - Například pro tenkostěnné odlitky (1-2 mm) je vhodně použití vysokotlaké lití, aby se roztavený hliník dostal do každé části formy (i do tenkých stěn) Faktor přesnosti rozměrů a jakosti povrchu. - Není-li kladen nárok na vysokou přesnost a jakost povrchu je možné použít gravitační lití do netrvalé pískové formy, ale tato technologie je vhodně pouze malé série až spíše pro kusovou výrobu Tím se dostáváme k faktoru počtu kusů v sérii - Jak bylo řečeno výše, netrvalé pískové formy jsou vhodné pro nízký počet kusů v sérii. Například gravitační lití do kovových forem má vyšší produktivitu práce a vysokotlaké lití má ještě vyšší produktivitu Nyní se už dostáváme k jednotlivým druhům lití Gravitační lití do netrvalých (jednorázových) forem Lití do písku: - nejjednodušší a nejlevnější způsob produkce i velmi složitých odlitků - hodí se pro kusovou výrobu - nejprve se ve formě musí vytvořit dutina formováním (pěchováním) podle předem připraveného modelu, dutina svým vnějším tvarem odpovídá tvaru odlitku. [1] 7

15 Výhody: Nevýhody: - jednoduchý a levný způsob Obrázek 2 - Jednorázová písková forma - lze vyrobit jakýkoliv odlitek bez ohledu na složitost, tvar, rozměr či hmotnost - musí se nejprve vyrobit model, podle kterého se vyrobí forma - nízká přesnost a kvalita povrchu z toho důvodu vznikají relativně vysoké náklady na obrábění, malé využití tekutého kovu Pískové formy a jádra: - vyrábí se z formovacích směsí: pojivo, ostřivo, přísady a voda - ostřivo: nejčastěji SiO2 - relativně nízká teplota lití C tím pádem nejsou vysoké nároky na žáruvzdornost formovací směsi [1] Přesné lití: lití na vytavitelný model - skořepiny Výhody: - můžeme použít pro komplikované odlitky - vysoká přesnost a kvalita odlitku Nevýhody: největší rozměry hliníkových odlitků nepřesahují 100 mm a 0,5kg Postup výroby skořepiny 1. Výroba voskového modelu 2. Sestavení modelů do soustavy 3. Nanesení keramické suspenze na soustavu a zasypání ostřivem 4. Opakovat bod 3. Musí se nanést několik vrstev 5. Vytavení vosku 6. Žíhání keramické skořepiny při teplotách 900 až 1200 C 8
16 7. Odlévání [1] Gravitační lití do kovových forem Výhody: Nevýhody: - patří k jednoduchým, ale produktivním způsobům výroby odlitků ze slitin hliníku - vhodné pro sériovou výrobu kusů ročně záleží na velikosti odlitku - nejlevnější licí stroje, licí stoly - výrazně zvýšený ochlazující účinek slévárenské formy, což vede ke zjemnění struktury a tím ke zvýšení hodnot mechanických vlastností odlitků - vysoká hladkost povrchu odlitku, která je dána nejen hladkostí formy, ale také hladkostí ochranného nástřiku, který chrání formu cca Ra 12,5, ovšem pokud je použito pískové jádro je jakost povrchu horší cca Ra 25 - vyšší přesnost odlitků než u lití do pískových forem - přesnost se pohybuje v desetinách mm - -nižší relativní náklady na obrábění díky snížení přídavků na obrábění - forma je stálá, není nutné po každém odlévání vyrábět novou formu - vyšší produktivita práce - možnost použít kovová i písková jádra - vyšší náklady na výrobu formy - minimální tloušťka stěny cca 4 mm - využitelnost materiálu je pouze 50 60% (vtoky, nálitky) - metoda je vhodná pro odlévání slitin s nižší licí teplotou (jako je hliník) - kovová forma klade větší odpor při smršťování odlitku při tuhnutí a ochlazování - kovová forma je neprodyšná, a proto je důležité dostatečné odvzdušnění formy, buď se používá odvzdušnění přes sítka, nebo například pokud je ve formě pískové jádro odvzdušnění se dělá přes známku jádra, za kterou je jádro usazeno do formy. [1] Zařízení pro gravitační lití do kovových forem mohou být dvojího druhu: - jednoduchá dělená kovová forma umístěná na licím stole s ruční obsluhou - komplexně vybavené pracoviště s udržovací pecí a kokilovými licími stroji se zařízením pro čištění pracovní části formy a kovových jader (ošetření pomocí postřiků), hydraulickými tahači pro uzavírání a otevírání formy a pohyb kovových jader. Dávkování taveniny do formy se děje automaticky pomocí robotů, což podle mého názoru není úplně ideální způsob, protože při nalévání by se měla udržovat ideální hladina ve vtoku a to stroj nedokáže odhadnout. Když nalévá člověk, může hladinu udržovat pomalejším nebo rychlejším naléváním, ale stroj nalévá konstantní rychlostí. [1] 9

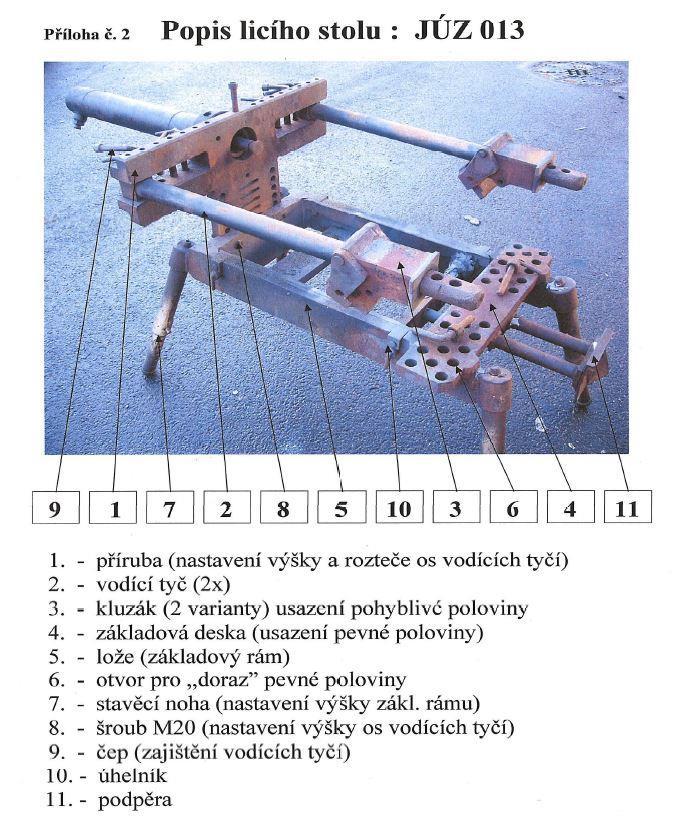
17 Představu o tom, jak vypadá konstrukční řešení gravitačních kokilových licích strojů nebo stolů zle získat na základě obrázků 3 a 4. Pohyb jednotlivých částí formy se provádí tzv. mechanizací pomocí hydraulických tahačů. Hlavními částmi jsou nosiče forem, na které se upevní části formy. Dělící rovina obou polovin může být vertikální i horizontální. Při návrhu technologického řešení formy je nutné vycházet ze znalostí parametrů kokilového licího stroje, na kterém bude kovová forma namontována. [1] Licích strojů neboli licích stolů může být více druhů. Bude uvedeno několik příkladů: 1) S jednou mechanizací (viz. Forma pro zadaný výrobek): - Jedna polovina je nepohyblivá druhá polovina pohyblivá pomocí hydraulického válce - Jádro buď není, nebo je vkládáno ručně, přesná poloha jádra vymezena pomocí tzv. známek - V našem případě se do formy ještě vkládá tzv. vložka [1] 2) Se dvěma mechanizacemi: Obrázek 3 - Ukázka zadaného licího stolu s kokilou - Na stole mohou být dvě formy (formy mohou být pro stejné výrobky, ale není to pravidlem), uprostřed jsou dvě pevné poloviny a ze stran k nim pomocí hydraulických tahačů přijíždějí pohyblivé poloviny, pískové jádro vkládané ručně. [1] 10


18 - Na stole bude jedna forma, která bude mít obě poloviny pohyblivé, jádro vkládané ručně Obrázek 4 - Ukázka stolu s mechanizovanými oběma polovinami - Na stole bude jedna forma s jednou polovinou pohyblivou pomocí hydraulického tahače a druhou polovinou pevnou. Druhá mechanizace bude pro kovové jádro. [1] 3) Se třemi mechanizacemi: - Pohyblivé obě poloviny a pohyblivé jádro Nízkotlaké lití Plnění formy taveninou probíhá pomalým stoupáním hladiny z plnící trubice od spodku formy nahoru. Klidné pomalé plnění bez vírů a turbulencí. Zvláštností této metody je, že materiál musí tuhnout odshora směrem dolů a končí v plnící trubici, která zde přebírá funkci vtoků a nálitků, z toho plyne jedna z výhod vysoká využitelnost materiálu. Plnění po tlakem 0-1 bar. Po zaplnění dutiny je možné použít takzvaný dotlak, což je zvýšení tlaku na již tuhnoucí taveninu. Dotlak má pozitivní vliv na hustotu odlitku. Forma je složena z pevné a pohyblivé části. Pevná část je těsně nad pecí. Pohyblivá část se pohybuje po vedení, které je tvořeno vodícími sloupy. Součástí pohyblivé poloviny je vyhazovací systém, který uvolní odlitek z dutiny formy. [1] Obrázek 5 - Stroj pro nízkotlaké lití 11
 v")
19 Výhody: Nevýhody: - vysoké využití materiálu v odlitku (90-95%) - přesnost odlitku v desetinách milimetru - dobrá jakost povrchu (velmi podobná jako u gravitačního lití) cca Ra 12,5 - Surové odlitky mají jen velmi malé zbytky po plnící trubici - Klidné a pomalé plnění dutiny formy bez vírů a turbulence - Možnost zařazení dotlaku ke zvýšení hustoty odlitku a snížení množství spórů (dutin) v odlitku - celý technologický postup umožňuje výrobu vnitřně i povrchově velice kvalitních odlitků - stroj pro nízkotlaké lití je levnější než pro tlakové lití - hodí se spíše pro větší série v hodnotách desítek tisíc kusů za rok, kvůli ceně stroje - tloušťka stěny minimálně 3 mm [1] Princip nízkotlakého lití zobrazen na obrázku: 1)Tavící agregát, 2) Kovový kelímek, 3) Tavenina, 4) Prostor pod taveninou, 5) Víko pece, 6) Plnící trubice, 7) Kovová forma Obrázek 6 - Schéma stroje pro nízkotlaké lití Tlakové lití Metoda vhodná pro velkosériovou až hromadnou výrobu, hmotnostně i rozměrově menší výrobky. Vhodná i pro tenkostěnné a tvarově složité odlitky. Při tlakovém lití se dosahuje velmi přesných rozměrů a hladkých povrchů. Nejčastěji se používá pro lití ze slitin neželezných kovů se střední výškou licích teplot. Používá se především pro automobilový, motocyklový a letecký průmysl. Při tlakovém lití je dutina formy plněna pod vysokým tlakem bar, za vysokých rychlostí až několik desítek metrů za sekundu. Vysoké nároky jsou kladeny na formu. Musí být odolná vůči fyzikálním, chemickým i mechanickým vlivům rychle proudící taveniny. Vysoké nároky jsou kladeny také na licí stroj. Je nutné dosáhnout dokonalého sevření obou polovin formy. Musí být schopen natlačit roztavený kov vysokou rychlostí a za vysokého tlaku do dutiny formy. Tlakové stroje můžeme rozdělit podle tlakové komory, respektive podle pohybu pístu. Pohyb může být vertikální nebo horizontální. Další dělení je buď s teplou tlakovou komorou nebo studenou tlakovou komorou. [1] Pro odlévání ze slitin hliníku se používají stroje se studenou tlakovou komorou s horizontálním i vertikálním pohybem. 12

20 Obrázek 7 - Stroj pro tlakové lití Forma pro tlakové lití se skládá: z nepohyblivé poloviny, v této části formy je proveden vtok, z pohyblivé poloviny, která se pohybuje po vodících sloupech, které zároveň zajišťují přesně spojení obou dílů a uzavírací silou zamezují otevření formy při lití. Dále je potřeba podle velikosti odlitků a také podle počtu odlitků ve formě a podle velikosti zvoleného stroje přizpůsobit velikost tlakové formy. Dále se navrhne dělicí rovina. Proběhne rozhodnutí o materiálu a využití jader, návrh vtokové soustavy, odvzdušnění a systém vyhazovačů pro uvolnění odlitků a jader. [1] Výhody: Nevýhody: - Metoda vhodná pro tenkostěnné odlitky cca 1 mm - Tvarově složité odlitky - Využitelnost materiálu cca 90 95% - Lepší jakost povrchu než u gravitačního a nízkotlakého lití Ra 6,3 - Přesnost rozměrů v setinách milimetrů - Velmi vysoká produktivita - Vyplatí se až pro velkosériovou až hromadnou výrobu nad Ks/rok - Velmi drahý licí stroj - V porovnání s nízkotlakým a gravitačním litím mnohem dražší výroba formy [1] 13
21 2.2 Tváření slitin hliníku Hlavním dějem při tvářecích pochodech jsou velké plastické deformace. Pří těchto deformacích dochází k trvalé změně tvaru a rozměrů tělesa. Ale může docházet i k různým fyzikálním a chemickým dějům. Při technologických tvářecích pochodech, jako jsou průtlačné lisování, válcování a kování, jsou změny tvaru způsobeny vnějšími silami působícími na materiál vlivem pracovních nástrojů (lisovacích matric, válců, kovadel, zápustek). Je důležité, aby se při tváření nepřekročil stav napjatosti, při kterém se poruší soudržnost materiálu. Různé tváření pochody mají různé různou míru přetvoření materiálu. Odpor materiálu proti plastické deformaci je dán přetvárným odporem závisejícím na řadě faktorů, jako jsou vliv teploty, rychlost deformace, chemické složení materiálu, stupeň deformace. [1] Průtlačné lisování hliníku a jeho slitin za tepla Výhody: Nevýhody: Jedná se o jednu z nejvíce využívaných metod tváření hliníku a jeho slitin. - při poměrně malém počtu operací lze vyrábět různé typy výlisků s jednoduchými i složitými průřezy - vysoká přesnost rozměrů - kvalitní povrch - omezení v délce výlisku dané délkou výběhu za lisem Polotovarem jsou kruhové čepy, které jsou na lisovací délky nařezány. Jsou před lisováním ohřáty na požadovanou teplotu, tak, aby odpor proti přetvoření byl co možná nejmenší a současně nedocházelo k trhlinám a povrchovým vadám v důsledku vysoké teploty. Čep je zasouván do recipientu lisu a razníkem je potom materiál přes lisovací matrici daného tvaru protlačen. [1] Můžeme rozdělit na přímé a nepřímé lisování Přímé lisování Běžnější způsob než nepřímé lisování. Schéma uspořádání je na obrázku. Lisovací matrice je pevně uložena. Razník tlačí na přehřátý čep proti matrici, která na výstupu uzavírá recipient. Výhody: - jednoduché uspořádání - velmi krátká vzdálenost mezi výstupe z matrice a místem, kde je možné výlisek ochlazovat [1] 14
.")
![Výhody: - v porovnání s přímou metodou výrazně nižší tření mezi materiálem a kontejnerem - nižší potřebná lisovací síla [1] Obrázek 9 - Schéma nepřímého lisování 2.](/docs-images/104/162245216/images/22-1.jpg "2.2 Válcování hliníku a jeho slitin Nejvíce používaná metoda při výrobě tvářených polotovarů z hliníku a jeho slitin.")
22 Nepřímé lisování Obrázek 8 - Schéma přímého lisování Lisovací matrice je upevněna do dutého a pevného držáku razníku. Lisovací čep je natlačován na pevnou matrici. Směr pohybu materiálu výlisku vůči razníku je opačný (viz. obrázek). Výhody: - v porovnání s přímou metodou výrazně nižší tření mezi materiálem a kontejnerem - nižší potřebná lisovací síla [1] Obrázek 9 - Schéma nepřímého lisování Válcování hliníku a jeho slitin Nejvíce používaná metoda při výrobě tvářených polotovarů z hliníku a jeho slitin. Velmi produktivní způsob výroby desek, plechů, pásů a folií, ty rozdělujeme podle jejich tloušťky. Nad 6 mm se jedná o desky, 0,2 až 6 mm pásy a plechy a méně než 0,2 mm fólie. [1] Principem válcování je trvalá deformace plochého vývalku. Ta je provede průchodem materiálu mezi dvěma otáčejícími se válci. Tloušťka vystupujícího materiálu je menší než tloušťka vstupujícího polotovaru. Platí zde zákon zachování objemu. Důležitým faktorem je plocha dotyku válce s materiálem. Při konstantním měrném tlaku určuje válcovací sílu. Čím menší dotyková plocha tím větší válcovací síla. V tomto směru je tedy výhodnější menší průměr válce. Naopak pro zachycení a přenos sil působících na válec je výhodnější větší 15
23 průměr. Rozhodování, zda použít válce o menším nebo větším průměru, bylo vyřešeno sestrojením tzv. kvarto stolice. Jedná se o soustavu válců, kde pracovní válce, které mají menší průměr, jsou podepřeny válci o větším průměru. [1] Obrázek 10 - Schéma kvarto válcovací stolice Kvarto stolice jsou nejčastěji používány při válcování za studena, používají se jak reverzní (viz. Obrázek) tak jednosměrné. Na konečnou šířku je materiál redukován několika tloušťkovými úběry. Hlavními parametry jsou rozměry, tlaková síla, kroutící moment, velikost tahu a také kvalita a způsob nástřiku válcovacího oleje, který má funkci jak mazací, tak chladící. Vlivem deformace pásu se vytváří deformační teplo, které částečně ohřívá pracovní i opěrné válce, což může ovlivňovat podmínky tváření. [1] Kování hliníku a jeho slitin Zjednodušeně je možné kování rozdělit na volné kování a zápustkové kování Volné kování Při volném kování se na polotovar působí opakovanými údery, přičemž s kovadlem přichází do styku pouze malá část povrchu matriálu. Volné kování je vhodné pro výrobu menších sérií větších výkovků, pro které se nevyplatí konstruovat drahé zápustky. Nejčastějšími operacemi při volném kování jsou pěchování, prodlužování, prorážení a ohýbání. Většinou jednoduché tvary jako je kruhový, čtvercový nebo mnohoúhelníkový průřez. Výhody: - Malé náklady na nástroje v porovnání se zápustkovým kováním - V případě počítačem řízených postupů lze dosáhnout velmi dobrých rozměrových tolerancí [1] Zápustkové kování Nejpoužívanější metoda výroby hliníkový výkovků. Při zápustkovém kování je ohřátý materiál deformován v uzavřené vícedílné zápustce, dokud ji zcela nevyplní. Výkovky kované v zápustkách lze rozdělit podle rozměrových tolerancí a dosažitelných tlouštěk stěn (obr. 11). a) předkovek, b) běžný výkovek, c) náročný zápustkový výkovek, d) přesný výkovek v uzavřené zápustce 16

24 Obrázek 11 - Rozdělení zápustkových výkovků Čím vyšší nároky na tolerance a tloušťky stěn tím vyšší cena na výrobu zápustek, ale mnohem nižší náklady na obrábění. Naopak u výkovků s nižšími nároky na tolerance se snižuje cena na výrobu nástrojů, vzniká však větší množství přebytečného materiálu, který je odebírán obráběním. [1] 2.3 Svařování slitin hliníku Svařování je jednou ze základních metod spojování dílů z hliníkových slitin. Mezi nejrozšířenější metody svařování patří tavné svařování, při kterém dochází v místě spoje k natavení spojovaných dílů. Základními metodami tavného svařování jsou MIG (Metla Inert Gas) a TIG (Tungsten Inert Gas). Při metodě MIG hoří oblouk mezi svařovaným materiálem a kovovou elektrodou, která je současně přídavným materiálem. U metody TIG hoří oblouk mezi základním materiálem a wolframovou elektrodou, která se netaví. Při metodě TIG se do vzniklého oblouku vkládá přídavný materiál, který se roztaví. Tavné svařování probíhá v ochranné atmosféře, která je nejčastěji tvořena argonem nebo heliem nebo jejich směsí. Dalšími druhy svařování jsou například svařování elektronovým paprskem nebo svařováním laserem. Tyto metody mají vyšší přesnost spojování a lepší vlastnosti svarového spoje. Další metodou je například tlakové svařování, které je spojeno s působením vnějších sil v místě svarového spoje. Mezi tyto metody patří i postupy založené na tření. Vlivem tření vznikne mezi spojovanými díly teplo, poté dojde k natavení materiálů a k jejich spojení. [1] 2.4 Obrábění slitin hliníku Obecně je možné říci, že hliníkové slitiny patří ve srovnání s ostatními kovovými materiály mezi ty lépe obrobitelné. Například ve srovnání s ocelí stejné pevnosti jsou u hliníkových slitin řezné síly mnohem menší. Slitiny hliníku je možné rozdělit z hlediska obrobitelnosti do tří skupin. Slitiny slévárenské, tvářené a slitiny automatové, které jsou speciálně určené pro obrábění. Slévárenské slitiny obsahují měď, hořčík nebo zinek jako hlavní legující prvky, jsou dobře obrobitelné a při obrábění nezpůsobují žádné podstatné problémy. Tvářené slitiny mají většinou velmi dobré charakteristiky obrábění. Zejména u slitiny tvářených za studena, u kterých dochází k vytvrzování. Slitiny v tvrdém stavu mají lepší povrch než slitiny žíhané na měkko. 17
25 Automatové slitiny jsou legovány prvky s nízkou teplotou tání. Prvky jako Pb, Bi, Sb a Cd zlepšují podmínky pro vznik dobré lámavé třísky což je při obrábění žádoucí. Při rovnoměrném rozmístění částic z těchto prvků dochází při vyšších teplotách na hraně řezného nástroje k jejich částečnému natavení, a tím k tvorbě drobných třísek. [1] 18
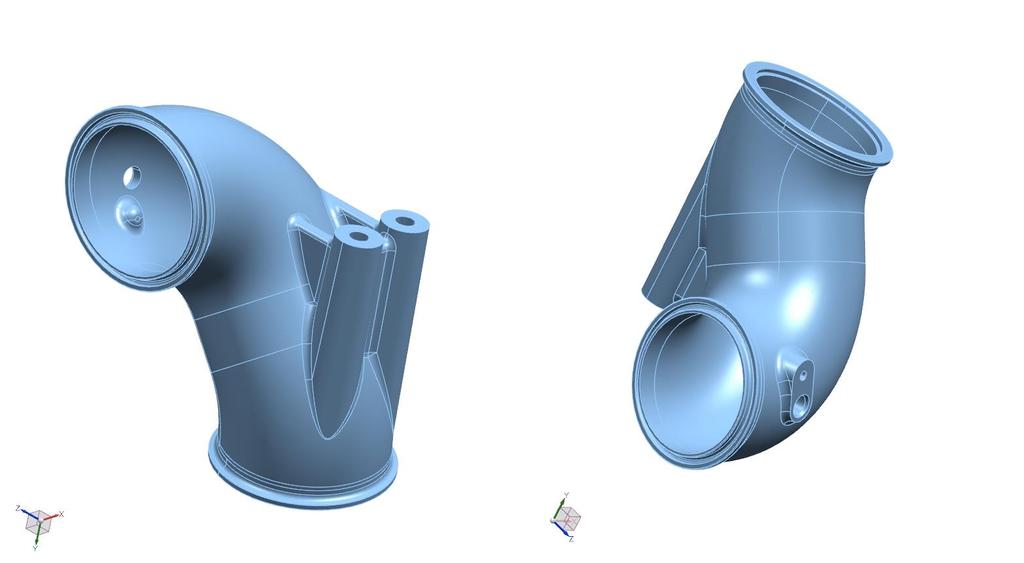
26 3. Konstrukce gravitační kokily Touto kapitolou začíná praktická část této bakalářské práce. Je zde popsáno zadání zakázky a postup samotné konstrukce kokily. 3.1 Zadání zakázky Vybraná zakázka pro účely této práce je kompletní výroba funkční gravitační kokily včetně konstrukce. Odlitkem je sací trubka pro automobilový průmysl (viz. Příloha 1). Součástí zadání je výkres výrobku (viz. Příloha 2) včetně všech důležitých informací potřebných pro konstrukci gravitační kokily. Výkres obsahuje zákazníkem vepsanou poznámku 1x GKL M1/ R1 + PJ ~ 3,3 / + TP1 (1,25/ 198/ 1,65T) pro níž platí: - 1x GKL: jednonásobná kokila pro gravitační lití - M1: jedna mechanizace (pohyblivá polovina je otevírána pomocí hydraulického válce) - R1: ručně vyjímatelná vložka - PJ ~ 3,3: pískové jádro o hmotnosti 3,3 kg - TP1: tlakovací přípravek (interní informace zákazníka) - (1,25/198/1,65T): hmotnost odlitku 1,25 kg / 198 mm největší rozměr / 1650 ks předpokládaný roční objem dodávaných kusů Na výkres zákazník naznačil dělící rovinu odlitku (oranžová barva), vtokovou soustavu s nálitkem (modrá barva), pískové jádro (zelená barva), vložku (žlutá barva) a přídavky na obrábění (červená barva). Zákazníkem předepsané objemové smrštění pro odlitek a pískového jádro je 0,8 %. Požadavkem je zapracovat gravitační kokilu do licího stolu (viz. Příloha 3). Materiál kokily požaduje zákazník Superplast 300. Superplast 300 je speciální nástrojová ocel určená pro výrobu licích forem, zušlechtěná na HRc. Má výborné tepelné vlastnosti, svařovatelnost a obrobitelnost, která je o 15% lepší než u klasických ocelí W. Nr , , Postup konstrukce Před začátkem konstrukce je nutné upravit zaslaný model výrobku. Což znamená přidání přídavků na obrábění (viz. Příloha 4 červeně) a zvětšení modelu o hodnotu zadaného objemového smrštění. Podle otvoru v odlitku se vytvoří model jádra včetně známek, za které se pískové jádro ve formě ustavuje. Druhou operací je určení odvzdušnění. Kokila musí být dobře odvzdušněna, protože při lití se odpařuje pojivo z pískového jádra. U konstruované formy máme pouze jedno problematické místo. Dutina se plní od spodu, vzduch tlačí před sebou vzhůru, ten z větší části unikne nálitkem. Když se ale podíváme na místo ve vložce (viz. Příloha 5), zjistíme, že zde je lokálně nejvyšší místo odkud vzduch nemá kam uniknout. Je tedy nutné, aby zde byly průduchy pro únik vzduchu. Průduchy vytvoříme drážkou na vložce. Vzduch drážkami unikne, ale tavenina do těchto míst nezateče. Třetí operací je vytvoření dělicí roviny dle výkresu zadání, která určuje zaformovatelnost odlitku a základní tvar kokily. 19
27 Posledním krokem před samotnou konstrukcí je vytvoření vtokové soustavy. Odlévaný výrobek málokdy umožňuje použít jednoduchý tvar vtoku, například kruhového průřezu. Volba tvaru se odvíjí od možností odlitku. Je nutné počítat s co nejjednodušším odříznutím vtoku od odlitku (viz. Příloha 4 červeně na hrbu ). Výpočet velikosti vtokové soustavy vychází z objemu odlitku. U gravitačního lití se udává využitelnost materiálu %. Zbylých cca 40% - 50% objemu surového odlitku bude mít vtoková soustava a nálitek. Vtoková soustava se skládá z vtokového kůlu, struskovacího kanálu a propojovacího kanálu mezi struskovačem a odlitkem. Teoretický poměr průřezů bývá 1 : 2 : 4 (vtokový kůl : struskovací kanál : propojovací kanál). Z poměru průřezů vyplývá, že se průřez postupně mění. Se zvětšujícím se průřezem se tavenina při nalévání zpomaluje. V praxi to není vždy tak snadné. U některých odlitků není konstrukčně možné mít velký propojovací kanál. Proto se případně vychází z velikosti objemu propojovacího kanálu mezi struskovačem a odlitkem nebo se vytvoří v propojovacím kanálu brzda. Jedná se o tvar, kterým se zvětší objem propojovacího kanálu a tím se sníží rychlost taveniny. Od velikosti propojovacího kanálu se odvíjí velikost struskovače a vtokového kanálu. Jelikož vývoj simulačních programů jde dopředu, firmy nahrazují ruční výpočty simulacemi, které pomáhají odlévatelnosti odlitků. Simulace odhalí problémy, které se zjišťovaly až při samotném odlévání. Hlavními problémy jsou nedostatečné odvzdušnění kokily. Dále pórovitost odlitku, což jsou trhliny vznikající při tuhnutí. Simulace napomáhají zjišťovat, kde tavenina tuhne nejrychleji a kde nejpomaleji. Je potřeba, aby jako poslední tuhla v nálitku a vtoku. Simulací zjistíme i dobu nalévání a tuhnutí taveniny. Samotná konstrukce formy začíná určením rozměrů polovin podle zadaného stolu. Připravená dělící rovina, vtoková soustava, nálitek, jádro a model odlitku se od obou polovin odečte a tím vznikne dutina uvnitř formy. Poslední fáze konstrukce spočívá v umístění středících kolíků pro přesné uzavření formy, upevnění vodících kamenů, vyhazovacího a odtlačovacího sytému. Vyhazovací systém umožní vyjmutí odlitku z formy po otevření a odjetí pohyblivé poloviny. Odtlačovací systém při zavírání formy navrátí vyhazovací desky s vyhazovači do výchozí polohy. 20
28 4. Návrh alternativní varianty a výběr optimálního řešení Tato kapitola je věnována výběru optimální technologie lití pro zadaný hliníkový odlitek, specifikaci požadavků na navrženou kokilu a hodnocení míry jejich splnění. 4.1 Popis a hodnocení variant Varianta A je kokila pro gravitační lití s jednou mechanizací. Pomocí mechanizace je pohybováno pohyblivou polovinou. Ručně je vkládáno pískové jádro a vložka. Ovládání je jednoduché pouze na zavření a otevření kokily. Plnění probíhá ručně obsluhou. Za odpad je považována celá vtoková soustava, která je odřezávána od odlitku. Odříznutá vtoková soustava je opět roztavena a použita pro další lití. Není nutnost přesného odhadu doby tuhnutí, protože tuhne celá vtoková soustava. Lící stůl je oproti stroji varianty B velmi levný a malý. Varianta B je kokila pro nízkotlaké lití. Kokila má tři mechanizace. Pomocí mechanizací je pohybováno oběma polovinami a vložkou. Pískové jádro je vkládáno ručně. Ovládání je mírně složitější, je nutné vyškolení obsluhy pro ovládání stroje. Samotné plnění již probíhá automaticky. Odpad je minimální. Je nutný správný odhad doby tuhnutí, aby neztuhla tavenina v trysce. Stroj pro nízkotlaké lití je mnohem větší a pořizovací náklady jsou mnohem vyšší. Tabulka 1 - Hodnocení navržených variant Q C Varianta A B Ideál Ovládání Náročnost plnění Odpad Správný odhad času tuhnutí Rozměr stroje Součet hodnocení Normované hodnocení 0,85 0,65 1 Náklady na stroj Náklady na recyklaci odpadu Náklady na výrobu kokily Součet hodnocení Normované hodnocení 0,8333 0,

29 Hodnocení nákladů 1 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 Hodnocení navržených variant 0 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 Hodnocení dodané kvality Obrázek 12 - Graf hodnocení koncepčních variant Z grafu vyplývá, že suboptimální je varianta A, tedy kokila pro gravitační lití. Neboť má při nižších nákladech pro nás lepší kvalitu. Hodnocení souvisí také s počtem odlitých kusů za rok. Pořizovat stroj na nízkotlaké lití by se mohlo vyplatit až od cca 5000 ks/rok. Pro menší odlitky, jako v tomto případě, i více. Proto hodnocení vyšlo s tak jasným rozdílem. Splňuje požadované hodnoty na kvalitu i náklady, které byly stanoveny na 80 %. Jelikož vhodnější vyšla varianta A, tedy kokila pro gravitační lití, byla pro ni vypracována specifikace požadavků a jejich vyhodnocení pomocí analýzy SWOT, a dále vyhodnocení pomocí analýzy SWOT pro vylepšený stav. 22
30 4.2 Specifikace požadavků a hodnocení míry splnění predikovaných vlastností Tabulka 2 - Specifikace požadavků na technický systém včetně SWOT analýzy Specifikace požadavků na REFLEKTOVANÉ vlastnosti TS - k PROVOZNÍ etapě životního cyklu TS SWOT pro výchozí stav SWOT pro zlepšený stav Třída/podtřída vlastností / Vlastnost / Hodnota Váh Hodnota Hodno Váž. Hodnota Hodno - indikátor vlastnosti indikátoru a splnění cení hodnocení splnění cení 1. Pož. k (hlav. i podp.) transformačním funkcím a účinkům k Operátoru TS, Operandu i Procesu: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) Kokila pro 1.1 OPERÁTOR TS: gravitační --- lití Hmotnost 350 Kg Vytvořit prostor pro vypadnutí odlitku maximální rozevření kokily 438 mm Maximální tlak hydraulického válce 8 t Typ pohonu Elektřina 1.2 OPERAND: Roztavený hliník --- parametry hliníku teplota tavení 660,3 C 3 **** 4 0,75 **** 4 0,75 - teplota nalévané taveniny 720 C 1.3 PROCES: Odlévání odlitku --- Frekvence odlévání 1650ks/rok Efektivita odlévání Vysoká Umožnit vyjmutí odlitku odjetí pohyblivé poloviny Od pevné poloviny Umožnit vypadnutí odlitku Vyhazovacím systémem 2. Pož. k provozuschopnosti TS - k místu provozování, (0-4) časovému rozmezí a servisu: (0- (0-4) (0-1) (0- (0-4) (0-1) Prostředí Slévárna Životnost Vysoká Frekvence použití 1650ks/rok Údržba Minimální 4 ** 2 0,5 **** 4 1 Provozní náklady Minimální Spolehlivost Vysoká 3. Pož. k člověku a ostatních živým bytostem - bezpečnosti, příjemnosti, zdraví: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) (3.0) Hodnotové vlastnosti kulturnost obsluhy kokily Vysoká - kulturnost vyjímání odlitku Vysoká 3 **** 4 0,75 **** 4 0, Bezpečnost, zdraví, ergonomie, hygieničnost Váž. hodnocení 23
31 protiskluzové, - povrchy ovládacích prvků dobře hmatatelné - čistitelnost Vysoká 4 **** 4 1 **** stabilita Vysoká - umístění ovládacích prvků pro zajištění bezpečnosti 3.2 Příjemnost pro člověka tvarový design uspokojivý - hlučnost minimální 2 **** 4 0,5 **** 4 0,5 4. Pož. k ostatním TS a Tg v životním cyklu TS - k dostupným i vyvolaným: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) 4.1 Pož. k předvýrobním procesům a výrobě Vhodnost pro konstruování, Tg. a Org. příp. výroby vysoká Náročnost na vyrobení a montáž strojírenská dílna 2 *** 3 0,375 *** 3 0,375 Druh výroby Kusová 4.2 Pož. k distribuci Skladovací prostor minimální Vysokozdvižný Manipulace při dopravě a instalaci vozík 3 *** 3 0,56 *** 3 0, Pož. k likvidaci Demontovatelnost jednoduchá Recyklovatelnost vysoká 2 *** 3 0,375 *** 3 0, Pož. k aktivnímu a reaktivnímu prostředí - mater. a energiím, vstupním i výstupním: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) 5.1 Vstupní materiály a energie Ekologičnost použitých materiálů a procesů výhradně 3 *** 3 0,56 *** 3 0,56 Potřeba materiálů a energií minimální 5.2 Výstupní materiály a energie Ekologičnost výstupních materiálů a energií výhradně Množství odpadových materiálů a energií minimální 3 *** 3 0,56 *** 3 0,56 6. Pož. k odborným informacím - dostupným i vyvolaným: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) Patentová a licenční práva dodržení Další předpisy a normy (včetně bezpečností) dodržení 2 **** 4 0,5 **** 4 0,5 Výrobní a montážní dokumentace standartní Návody k obsluze, údržbě a opravám požadováno 7. Pož. k manažerským informacím k produktu, termínům, nákladům a legislativě: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) Náklady - prodejní cena Kč 3 **** 4 0,75 **** 4 0,75 24
32 - náklady na vývoj konstrukce Kč Čas na vývoj a dodání 4 měsíce Specifikace požadavků na DESKRIPTIVNÍ vlastnosti TS - NEZÁVISLE na etapách životního cyklu TS SWOT pro výchozí stav SWOT pro zlepšený stav Třída/podtřída vlastností / Vlastnost / Hodnota Váh Hodnota Hodno Váž. Hodnota Hodno - indikátor vlastnosti indikátoru a splnění cení hodnocení splnění cení 8. Pož. na behaviorální (obecné) konstrukční vlastnosti: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) Odolnost povrchů proti poškození vysoká Odolnost dutiny kokily vysoká 4 ** 2 0,5 **** 4 1 Odolnost vtokové soustavy vysoká 9. Pož. na elementární konstrukční vlastnosti: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) 0vládací prvky - způsob ovládání Ovládací panel 2 *** 3 0,375 *** 3 0,375 Spojovací prvky -souhrnná charakteristika normalizované 10. Pož. na znakové konstrukční vlastnosti/charakteristiky: (0-4) (0- (0-4) (0-1) (0- (0-4) (0-1) Funkční princip: Typ ovládání a pohonu Váž. hodnocení Manuálně mech. a elektrické ovlád. 3 *** 3 0,56 *** 3 0,56 Ruční ovládání a el. pohon Požadované Predikované 1 0,8 0,6 0,4 0,2 0 Obrázek 13 - Diagram váženého hodnocení vhodnosti predikovaných vlastností konstrukčního návrhu 25
33 4.3 Zlepšení konstrukčního návrhu Z diagramu predikovaných vlastností je možné vyčíst, že některé vlastnosti zdaleka nesplňují požadovanou úroveň. Jedná se zejména o požadavky provozuschopnosti technického systému, konkrétně o údržbu, provozní náklady a spolehlivost. Dále o požadavky na obecné konstrukční vlastnosti. Konkrétně o odolnost povrchů proti poškození, odolnost dutiny kokily a odolnost vtokové soustavy. Pro odolnost a lepší jakost povrchu odlitku je možné na dutinu formy použít ochranný nástřik na bázi grafitu, který má černou barvu. Ten zajistí rychlejší odvod tepla, a rychlejší tuhnutí taveniny v dutině formy což je žádoucí. Povrch odlitku bude jemnější. Na vtokovou soustavu, případně na nálitek, je možné použít ochranný nástřik na bázi kaolinu, který je bílý. Tento nástřik naopak udržuje teplo, proto v těchto místech tavenina tuhne pomaleji. Pro zlepšení vlastností jako jsou spolehlivost, provozní náklady a nutnost údržby je možné použít základní postřik na bázi železa, který má červeno-hnědé zbarvení. Na kokile proto není tak vysoká nutnost údržby. Další výhodou je, že na sobě déle podrží nástřiky na bázi grafitu a kaolinu. Nemusí se tedy používat před každým litím, což snižuje provozní náklady. 1 0,8 0,6 0,4 0,2 0 Požadované Predikované Obrázek 14 - Diagram váženého hodnocení vhodnosti predikovaných vlastností konstrukčního návrhu po vylepšení Z diagramu předvídaného splnění požadovaných vlastností je možné vyčíst, že obě skupiny vlastností, které na tom byly nejhůře, se povedlo zlepšit na požadovanou úroveň. Ostatní vlastnosti, které nedosahují požadované úrovně, nejsou považovány za tolik důležité. Není proto nutné tyto vlastnosti vylepšovat a hodnota splnění je pro nás dostatečná. 26
34 5. Výpočty: Pátá kapitola se zabývá kontrolou pevnosti a průhybu vodících tyčí a kontrolou zadaného hydraulického válce. 5.1 Pevnost a průhyb vodicích tyčí Pro výpočty pevnosti a průhybu vodících tyčí jsou použity dvě metody. Metoda konečných prvků s použitím softwaru NX, která problém řeší mnohem komplexněji. Druhou metodou, pro výpočet průhybu a úhlu natočení, je použita metoda momentových ploch. Výpočet pevnosti vodících tyčí je oproti metodě MKP zjednodušen na zatížený nosník na dvou podporách. Nosník je zatížen dvěma silami. Tíhou pohyblivé části kokily a vlastní tíhou vodící tyče. Hmotnost pohyblivé části kokily je cca 222 kg, na vodící tyče tedy působí síla zhruba 2220 N. Gravitační zrychlení je zaokrouhleno na 10 m/s 2. Působící síla vychází nepatrně větší, což kontrole pevnosti neuškodí. Vodící tyče jsou dvě, síla se tedy rozloží na polovinu. F = = 1110 N Průměr vodících tyčí je 60 mm o délce 1000 mm a jsou vyrobeny z oceli Tíha vodících tyčí: Ocel : hustota 7850 kg/m 3 Nejprve je spočítán objem, poté hmotnost a nakonec tíha tyče: V = π D2 4 a = π 0, = 0, m 3 m = ρ V = , = 22,195kg 22,2kg G = m g = 22,2 10 = 222N Vše, co je potřeba k výpočtům a = 1000 mm = 1 m b = 350 mm = 0,35 m D = 60 mm = 0,06 m F = 1110 N G = 222 N Ocel : σ k = 333MPa E = MPa 27
35 k = 3; koeficient bezpečnosti je zvolen 3, vzhledem k tomu, že při práci s kokilou je manipulováno s rozžhaveným kovem a při porušení vodících tyčí může dojít ke zranění Výpočet reakcí Obrázek 15 - Zadaní zjednodušené úlohy i Fix = 0 Rax = 0 i Fiy = 0 Ray + Rby F G = 0 Ray = G + F Rby = ,5 = 499,5 N i Mi A 832,5N = 0 G a 2 + F (a b) Rby a = 0 Rby = G a 2 +F (a b) Výpočet a rozložení posouvající síly T a točivého momentu M Nosník je rozdělen do tří částí Ι: xε < 0; a 2 > Ι T (x) : Ray = 499,5N I M (x) : Ray x = I M (0) : Ray 0 = 0 I M a ( 2 ) : Ray a = 499,5 0,5 = 249,75Nm 2 II: xε < a 2 ; (a b) T ΙI (x) : Ray G = 499,5 222 = 277,5N M II (x) : Ray x G (x a ) 2 M II a ( : Ray a G 0 = 499,5 0, = 249,75Nm 2 ) 2 a = 222 0, ,65 1 = 28
36 II M (a b) : Ray (a b) G ((a b) a ) = 499,5 0, (0,65 0,5) = 2 291,375Nm III: xε < (a b); a > T ΙI (x) : Ray G F = 499, = 832,5N M III (x) : Ray x G (x a ) F (x (a b)) 2 III M (a b) : Ray (a b) G (a b a ) F 0 = 499,5 0, (0,65 0,5) = 2 291,375Nm M III (a) : Ray a G a F b = 499, , ,35 = 0Nm 2 Obrázek 16 - Graf vypočtené posouvající síly 29
37 Obrázek 17 - Graf vypočteného točivého momentu Výpočet maximálního ohybového napětí σ omax Dovolené napětí σ D = σ k k = = 111MPa σ omax M omax W o M omax = 291,375Nm W o = J o D 2 = π D 4 64 D 2 σ omax = M omax π D 3 32 = π D3 32 = 32 M omax = ,375 = ,75 Pa = 13,74MPa π D 3 π 0,
38 5.1.4 Výpočet fiktivní posouvající síly Tfc a fiktivního momentu Mfc v bodě c Obrázek 18 - Fiktivní nosník zatížen momentovou plochou I U 1 = M a ( a 1 = 249,75 0,5 0,5 = 2 ) 62,4375Nm2 2 2 II U 2 = M a ( a b) 1 = 249,75 0,15 0,5 = ( 2 ) 18,73Nm2 2 2 II U 3 = M (a b) III U 4 = M (a b) ( a b) 1 = 291,375 0,15 0,5 = 21,85Nm2 2 2 b 1 = 291,375 0,35 0,5 = 50,99Nm2 2 Momentová podmínka v bodě A pro výpočet fiktivní reakce UB v bodě B i Mi A = 0: U 1 2 a + U ( a (a b)) + U 2 3 ( a (a b)) + U 2 4 (a 2 3 b) U B a = 0 U B = U a 2 +U 2 ( a (a 2 b))+u 3 ( a (a 2 b))+u 4 (a 2 3 b) a U B = 62, ,73 ( (1 2 0,35))+21,85 ( (1 2 0,35))+50,99 ( ,35) 1 = 83,22Nm 2 Mfc = U B b U 4 1 b = 83,32 0,35 50,99 1 0,35 = 23,2132Nm3 3 3 Tfc = U B U 4 = 83,32 50,99 = 32,33Nm 2 31
 = 1 Tfc = 1 E Jz 2,06 10 11 6,362 10 7 32,33 φ (c) = 2,46686 10 4 rad = 0,014 5.")
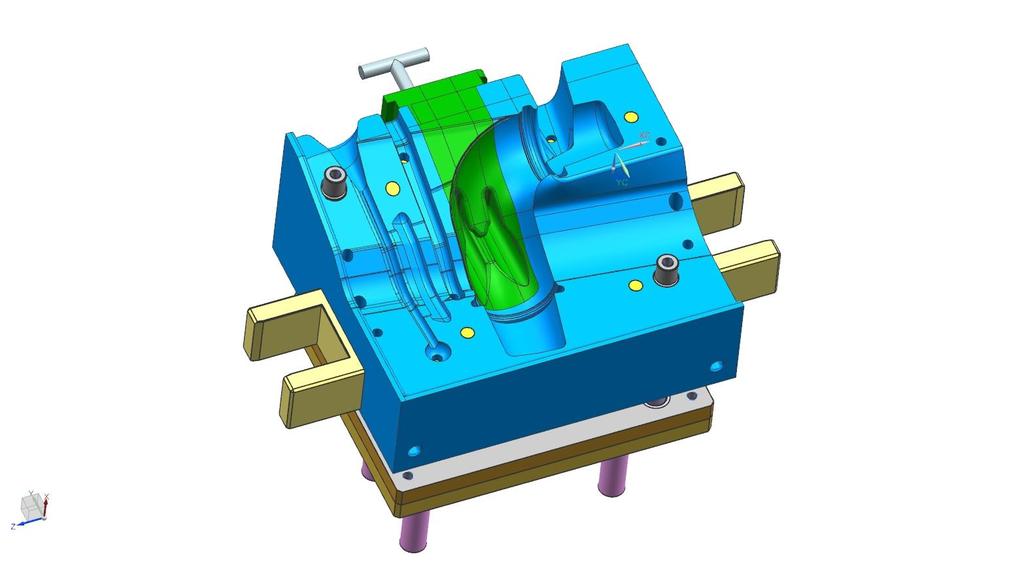
39 5.1.5 Průhyb a úhel natočení v bodě C Kvadratický moment Jz Jz = π D4 = π 0,064 = 6, m Průhyb v bodě C v (c) = 1 Mfc = 1 E Jz 2, , ,2132 v (c) = 1, m = 0,1771mm Úhel natočení v bodě C φ (c) = 1 Tfc = 1 E Jz 2, , ,33 φ (c) = 2, rad = 0, Výpočet pevnosti a průhybu vodících tyčí metodou konečných prvků pomocí softwaru NX Obrázek 19 Model zadaného licí stůl 32


40 Licí stůl byl zadán společně se zakázkou a byl vymodelován pouze pro účely výpočtů. Nejdůležitějšími částmi jsou základový rám, vodící tyče a příruba pro nastavení rozměrů formy. Na tyto tři části bylo použito 3D síťování. Jak bylo zmíněno výše, hmotnost pohyblivé části formy a kluzáků, pomocí kterých forma klouže po vodících tyčích, je přibližně 222 kg. Zátěž je rozdělena na dvě vodící tyče. Na každou tedy 1110 N. Zatížení bylo umístěno do pozice těsně před spojením obou polovin (650 mm od příruby). Ve výpočtu je uvažována také vlastní tíha konstrukce. Obrázek 20 - Ukázka výpočtového modelu Dovolené napětí bylo spočítáno σ D = 111MPa viz. výše. Maximální napětí vyšlo 11,11MPa. Vodící tyče vyhovují. Licí stůl je navržen pro větší a těžší formy, proto se zdá pro tuto formu tolik předimenzovaný. Obrázek 21 - Maximální napětí 33
41 Maximální průhyb Obrázek 22 - Maximální průhyb Největší průhyb vodících tyčí je 0,0566 mm 5.3 Zhodnocení a porovnání výsledků obou metod Maximální napětí u první metody je spočteno 13,74 MPa a u MKP 11,11 MPa. Výsledky se liší o cca 18%, což je považováno vzhledem ke zjednodušení prvního způsobu za vyhovující. Oba způsoby zdaleka nedosahují dovolenému napětí 111 MPa. Vodící tyče proto vyhovují. Průhyb se liší již větším rozdílem. To je ovšem opět dáno velkým zjednodušením úlohy v prvním způsobu. Při výpočtu pomocí MKP jsou konce vodících tyčí zafixovány ve všech směrech. Je jim tedy znemožněna rotace, a proto je průhyb podstatně menší. Pro MKP 0,0566 mm a pro metodu momentových ploch 0,1771 mm. Ovšem oba výsledky jsou vyhovující pro navržený středící kolík, který má velký průměr 20 mm a malý průměr 15,4 mm. Rozdíl je tedy 4,6 mm, z toho plyne, že výška zkosení je 2,3 mm. Teoreticky je kolík schopný vystředit průhyb vodících tyčí větší než 2 mm. Což oba výsledky opět splňují, a proto jsou považovány za vyhovující. 34
42 5.4 Potřebný tlak hydraulického válce Síla G představuje tíhu pohyblivých částí kokily. N je reakce na tíhu G. Fp je potřebná síla pro otevření a uzavření formy. T je třecí síla, která se rovná N*f. G = 2220 N Koeficient tření f = 0, Výpočet potřebné síly Fp Obrázek 23 - Zjednodušení úlohy na soustavu sil o společném působišti Jedná se o silovou soustavu o společném působišti. Stačí pouze dvě silové podmínky rovnováhy pro dva směry. i Fi x = 0: N f Fp = 0 Fp = N f Fp = G f = ,2 = 444 N i Fi y = 0: N G = 0 N = G Kontrola potřebného tlaku Na licím stole je použit hydraulický válec od firmy HEB, model Z / 50/ /M1/S5/S34 Tlak válce p = 16 Mpa Průměr pístu D1 = 80 mm Průměr pístnice D2 = 50 mm Síla, kterou je schopen vyvinout na vysunutí pístnice F1 = N Síla, kterou je schopen vyvinout na zasunutí pístnice F2 = N Maximální vysunutí pístnice 450 mm 35
43 S 1 = π D = π S 2 = π (D 1 2 D 2 2 ) 4 Potřebný tlak Obrázek 24 - Schéma zadaného hydraulického válce s potřebnou silou = 5026,55 mm 2 = π ( ) 4 p p1 = Fp S 1 = ,55 = 0,08833MPa p p2 = Fp S 2 = ,05 = 0,145MPa = 3063,05 mm Zhodnocení výsledků Potřebný tlak pro otevření kokily je větší, protože tlak je vynaložen na menší plochu. Hydraulický válec je schopen tlačit 16 MPa. Potřebný tlak pro otevření kokily je 0,145 MPa. Na otevření a uzavření kokily je potřeba vynaložit sílu 444 N. Hydraulický válec je schopen vynaložit sílu N na uzavření a N na otevření. Maximální rozevření kokily je 438 mm. Zdvih hydraulického válce je 450 mm. Použitý hydraulický válec opět splňuje dané podmínky. 36
44 6. Závěr První část bakalářské práce byla věnována obecné charakteristice technologie výroby produktů ze slitin hliníku. Nejvíce prostoru zde bylo věnováno technologii odlévání hliníku, protože hlavním úkolem této bakalářské práce byla konstrukce gravitační formy pro odlévání hliníkového výrobku pro automobilový průmysl. Další technologie, jako jsou tváření, svařování a obrábění, byly popsány pouze okrajově. Praktická část bakalářské práce byla věnovaná samotné konstrukci gravitační formy pro zadaný hliníkový odlitek. Bylo zde charakterizováno zadání zakázky od konečného zákazníka i postup samotné konstrukce. Byla navržena i alternativní varianta formy a licího stroje. Dle určených kritérií byla vybrána suboptimální varianta, pro kterou se vypracovala specifikace požadavků na vlastnosti technického systému. K jednotlivým skupinám vlastností byla přiřazena důležitost a poté vyhodnocena míra splnění požadovaných vlastností. Bylo zjištěno, že dvě skupiny vlastností ohodnocené maximální důležitostí nesplňují požadované hodnoty. Byla tedy navržena úprava v podobě ochranných nástřiků dutiny a vtokové soustavy kokily. Ostatní vlastnosti, které zcela nesplňovaly požadované hodnoty, nebyly považovány za podstatné, aby bylo nutné hledat úpravy pro jejich zlepšení. Dále byla provedena pevnostní kontrola zadaného licího stolu, zda vyhovuje zkonstruované gravitační kokile. Byla použita metoda konečných prvků za pomoci softwaru NX 10 a metoda momentových ploch. Dovolené napětí vodicích tyčí licího stolu vyšlo 111 MPa. Pomocí MKP bylo zjištěno maximální napětí 11,11 MPa, a pomocí druhé metody 13,74 MPa. Dále byl počítán průhyb vodících tyčí v místě těsně před uzavřením formy. Pomocí MKP vyšla hodnota průhybu 0,0566 mm, a pomocí metody momentových ploch hodnota průhybu 0,1771 mm. Zde byl rozdíl výsledků větší, což je odůvodněno velkou mírou zjednodušení úlohy při druhé metodě. Úloha byla zjednodušena na nosník na dvou podporách, zatímco u metody MKP jsou obě strany vodících tyčí zafixovány ve všech směrech i proti rotaci, což velmi ovlivní úhel natočení a právě průhyb vodicí tyče. Tyto výpočty byly provedeny ke kontrole středícího kolíku, zda je schopen vystředit vypočtený průhyb tyčí. Dle výpočtů dokáže vystředit průhyb více než 2 mm. Středící kolík v navržené gravitační kokile vyhovoval. Následovala kontrola hydraulického válce, zda vyvine dostatečný tlak pro uzavření a otevření formy. Hydraulický válec je schopen vyvinout tlak 16 MPa. Potřebný tlak pro otevření formy je 0,145 MPa a pro uzavření pouze 0,08833 MPa. Válec vyhovoval a byl dimenzovaný i pro větší kokily. Cena konstrukce za zpracování 3D modelu gravitační kokily a výrobních výkresů jednotlivých dílů je Kč bez DPH. Prodejní cena za výrobu a smontování kompletní funkční kokily je Kč bez DPH. Skutečné náklady na výrobu zadané kokily činili Kč bez DPH. Rozdíl v ceně je zisk firmy ze zadané zakázky. 37
45 7. Zdroje 7.1 Literatura [1] MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., Obrázky Obrázek 2 - Jednorázová písková forma [online]. Dostupné z: Vyroba-odlitku-ze-slitin-hliniku.html Obrázek 4 - Ukázka stolu s mechanizovanými oběma polovinami. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 5 - Stroj pro nízkotlaké lití. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 6 - Schéma stroje pro nízkotlaké lití. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 7 - Stroj pro tlakové lití. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 8 - Schéma přímého lisování. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 9 - Schéma nepřímého lisování. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 10 - Schéma kvarto válcovací stolice. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., 2005 Obrázek 11 - Rozdělení zápustkových výkovků. MICHNA, Š., LUKÁČ, I., OČENÁŠEK, V., KOŘENÝ, R., DRÁPAL, J., SCHNEIDER, H., MIŠKUFOVÁ, A. Encyklopedie hliníku. Prešov: Adin, s.r.o., Tabulky Tabulka 2 Specifikace požadavků na technický systém včetně SWOT analýzy. DFX, Podklady ke cvičení KKS/DFX; Prof. Ing. Stanislav Hosnedl, CSc. 38
46 PŘÍLOHA č. 1 CAD model zadaného výrobku 39
47 40
48 PŘÍLOHA č. 2 Výkres zadaného výrobku 41
49 42
50 PŘÍLOHA č. 3 Licí stůl určený zakázkou 43
51 44
52 PŘÍLOHA č. 4 CAD model odlitku 45


53 46
54 PŘÍLOHA č. 5 Problematické místo, co se týče odvzdušnění ve vložce (zelená) 47
55 48
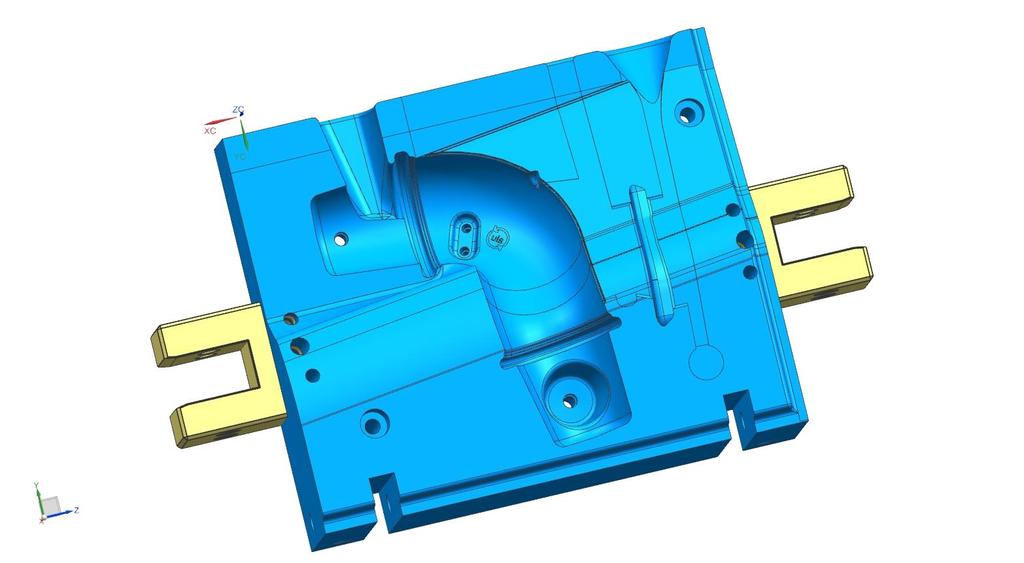
56 PŘÍLOHA č. 6 CAD model pevné poloviny 49
57 50
58 PŘÍLOHA č. 7 CAD model kompletní formy pro odlévání 51
59 52
LITÍ POD TLAKEM. Slévárenství
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Technologičnost konstrukce
 Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Technologičnost konstrukce - přizpůsobení konstrukce dílu způsobu výroby a vlastnostem materiálu s cílem zajistit maximální efektivitu a kvalitu výroby - Do jisté míry rozhoduje konstruktér na základě
Odstředivé lití. pravé odstředivé lití. lití odstřeďováním
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada SLÉVÁRENSTVÍ,
LITÍ DO PÍSKU (NETRVALÁ FORMA)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů.
 1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
1 SLÉVÁRENSTVÍ ODLÉVÁNÍ je způsob výroby polotovarů nebo součástí z kovů, případně jiných tavitelných materiálů. PRINCIP Tavenina se vlije nebo vtlačí do formy, jejíž dutina má tvar a velikost odlitku.
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE
 PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Výroba odlitků ze slitin hliníku
 Hlava motoru Výroba odlitků ze slitin hliníku Olejová vana Blok motoru Disky kol Technologie lití slitin hliníku Gravitační lití Nízkotlaké lití Vysokotlaké lití pískové formy kovové formy keramické formy
Hlava motoru Výroba odlitků ze slitin hliníku Olejová vana Blok motoru Disky kol Technologie lití slitin hliníku Gravitační lití Nízkotlaké lití Vysokotlaké lití pískové formy kovové formy keramické formy
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Slévání. Ruční výroba forem. Pomůcky pro výrobu formy:
 Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
Slévání Podstata: Slévání je způsob výroby součástí, při kterém se roztavený kov nebo jiný materiál vlije do formy, jejíž dutina má tvar a velikost budoucího výrobku tzv. odlitku. Odléváním se vyrábějí
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
Výroba, oprava a montáž vstřikovací formy
 Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
Výroba, oprava a montáž vstřikovací formy Obsah... 1 Vstřikovací forma... 2 Údržba forem... 5 Použité zdroje... 6 1. Vstřikovací forma Je to nástroj, který se upíná na upínací desky a jeho vnitřní dutina
KONSTRUKČNÍ NÁVRH RÁMU LISU CKW 630 SVOČ FST Bc. Martin Konvalinka, Jiráskova 745, Nýrsko Česká republika
 KONSTRUKČNÍ NÁVRH RÁMU LISU CKW 630 SVOČ FST 2009 Bc. Martin Konvalinka, Jiráskova 745, 340 22 Nýrsko Česká republika ABSTRAKT Práce obsahuje pevnostní kontrolu rámu lisu CKW 630 provedenou analytickou
KONSTRUKČNÍ NÁVRH RÁMU LISU CKW 630 SVOČ FST 2009 Bc. Martin Konvalinka, Jiráskova 745, 340 22 Nýrsko Česká republika ABSTRAKT Práce obsahuje pevnostní kontrolu rámu lisu CKW 630 provedenou analytickou
ROZDĚLENÍ, VLASTNOSTI A POUŽITÍ MATERIÁLŮ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; platnost do r. 2016 v návaznosti na použité normy. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Tomáš Raiskup Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika
 KONSTRUKCE SKŘÍNĚ PRŮMYSLOVÉ PŘEVODOVKY SVOČ FST 2009 Tomáš Raiskup Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Prvním cílem této práce je důkladná analýza stávající
KONSTRUKCE SKŘÍNĚ PRŮMYSLOVÉ PŘEVODOVKY SVOČ FST 2009 Tomáš Raiskup Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Prvním cílem této práce je důkladná analýza stávající
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE
 EGE Trading, s.r.o. Starochodovská 52/70 149 00 Praha 4 Tel.: +420 267 199 180 Fax: +420 267 199 179 E-mail: eget@eget.cz www.eget.cz PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE CHARAKTERISTIKA VÝROBKU: Slitina
EGE Trading, s.r.o. Starochodovská 52/70 149 00 Praha 4 Tel.: +420 267 199 180 Fax: +420 267 199 179 E-mail: eget@eget.cz www.eget.cz PŘÍPOJNICE PRO VYSOKONAPĚŤOVÉ STANICE CHARAKTERISTIKA VÝROBKU: Slitina
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Technologičnost konstrukcí. Šimon Kovář Katedra textilních a jednoúčelových strojů
 Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
Technologičnost konstrukcí Šimon Kovář Katedra textilních a jednoúčelových strojů Co je to technologičnost konstrukcí? Technologičnost konstrukce je v zásadě provedení, které umožňuje výrobu s vynaložením
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Problematika filtrace odlitků. Petr Procházka, Keramtech s.r.o. Žacléř
 Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
Problematika filtrace odlitků Petr Procházka, Keramtech s.r.o. Žacléř Historie filtrace Nečistoty vnikající do odlitku spolu s kovovou taveninou byly od počátku velkým problémem při odlévání odlitků a
ALARIS UMBRA. ALARIS Czech Republic, s. r. o. Chmelník Zlín - Malenovice IČ: , DIČ: CZ
 ALARIS UMBRA Tyto lamely se používají jako pevné protisluneční clony a to zejména jako zastínění prosklených fasád, oken a světlíků. V současné moderní architektuře se tyto lamely začínají stále více používat
ALARIS UMBRA Tyto lamely se používají jako pevné protisluneční clony a to zejména jako zastínění prosklených fasád, oken a světlíků. V současné moderní architektuře se tyto lamely začínají stále více používat
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK. Lehké neželezné kovy a jejich slitiny
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459.
 Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Tento dokument vznikl v rámci projektu Zkvalitnění výuky prostřednictvím ICT Registrační číslo: CZ.1.07/1.5.00/34.0459 Autor: Ing. Jaroslav Zikmund Datum vytvoření: 2. 11. 2012 Ročník: II. Předmět: Motorová
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
POLOTOVARY. Základní rozdělení polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Vývoj použití materiálů v automobilovém průmyslu
 Vývoj použití materiálů v automobilovém průmyslu V roce 1996 bylo u některých aut použito až 110 kg Al/auto, v roce 2015 by toto množství mělo dosáhnout až 250 nebo 340 kg s nebo bez započítání plechů
Vývoj použití materiálů v automobilovém průmyslu V roce 1996 bylo u některých aut použito až 110 kg Al/auto, v roce 2015 by toto množství mělo dosáhnout až 250 nebo 340 kg s nebo bez započítání plechů
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY
 MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
MATERIÁL ALBROMET PODROBNÉ TECHNICKÉ LISTY ALBROMET 200 2 ALBROMET 220 Ni 3 ALBROMET 260 Ni 4 ALBROMET 300 5 ALBROMET 300 HSC 6 ALBROMET 340 7 ALBROMET 340 HSC 8 ALBROMET 380 9 ALBROMET 380 HSC 10 ALBROMET
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
15/7.1.2. Pracovní cyklus stroje se studenou horizontální komorou. (viz obrázek tlakového licího stroje se studenou. a snadněji automatizovatelné.
 S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
S T R J N IC KÁ P Ř ÍR U Č KA část 15, díl 7, kapitola 1.2, str. 1 díl 3, Vysokotlaké a nízkotlaké lití 15/7.1.2 T L A K V É S T R J E S E S T U D E N U K M R U Lití na strojích se studenou komorou se
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Popis softwaru VISI Flow
 Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Popis softwaru VISI Flow Software VISI Flow představuje samostatný CAE software pro komplexní analýzu celého vstřikovacího procesu (plnohodnotná 3D analýza celého vstřikovacího cyklu včetně chlazení a
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Strojní součásti ČÁSTI STROJŮ R
 Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
FDA kompatibilní iglidur A180
 FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
FDA kompatibilní Produktová řada Je v souladu s předpisy FDA (Food and Drug Administration) Pro přímý kontakt s potravinami a léčivy Pro vlhká prostředí 411 FDA univerzální. je materiál s FDA certifikací
Šetřete svůj čas a peníze s Thermdrill
 Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
Tepelné tváření otvorů úsporná alternativa k navařovaným a nýtovaným maticím a dalším technikám spojování Thermdrill lze použít pro: Šroubové spoje Pájené a svařované spoje Ložiska/fitinky Samořezné šrouby
Okruhy pro závěrečnou zkoušku oboru - karosář školní rok 2016/2017 (teorie)
") 1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
1. Ruční zpracování kovů Měření a orýsování materiálu Pilování Řezání kovů Stříhání Sekání Probíjení Vrtání a zahlubování Vyhrubování a vystružování Řezání závitů Rovnání a ohýbání Nýtování Broušení Okruhy
Výpočet skořepiny tlakové nádoby.
 Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
Řezání ŘEZÁNÍ. Pilové pásy Řezné kotouče Řezné kapaliny Pásové pily Řezání
 Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Značka DoALL je v oblasti řezání známá od roku 1919, kdy Leighton A. Wilkie vyrobil první pásovou pilu a firma DoALL je od té doby lídrem v oblasti inovací pásových pil a pilových pásů. DoALL je jediným
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Příloha-výpočet motoru
 Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV
 STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
Technická zpráva. ČSN EN ISO 9001:2000 ČSN EN ISO 14001:2005 ČSN EN ISO 18001:1999 Oprávnění OBÚ ČSN z2:1994
 Strojírny Podzimek, s. r. o. Čenkovská 1060, CZ 589 01 Třešť Tel.: +420 567 214 550 Fax: +420 567 224 405 E-mail: strojirny@podzimek.cz http: www.podzimek.cz/machinery Technická zpráva ČSN EN ISO 9001:2000
Strojírny Podzimek, s. r. o. Čenkovská 1060, CZ 589 01 Třešť Tel.: +420 567 214 550 Fax: +420 567 224 405 E-mail: strojirny@podzimek.cz http: www.podzimek.cz/machinery Technická zpráva ČSN EN ISO 9001:2000
Konstruování KKS/KS. Katedra konstruování strojů. doc. Ing. Václava Lašová, Ph.D. Konstrukční návrh přístroje na přípravu nápojů z čerstvé zeleniny
 Katedra konstruování strojů Konstruování KKS/KS doc. Ing. Václava Lašová, Ph.D. Konstrukční návrh přístroje na přípravu nápojů z čerstvé zeleniny Podklady ke cvičení 5 prof. Ing. Stanislav Hosnedl, CSc.
Katedra konstruování strojů Konstruování KKS/KS doc. Ing. Václava Lašová, Ph.D. Konstrukční návrh přístroje na přípravu nápojů z čerstvé zeleniny Podklady ke cvičení 5 prof. Ing. Stanislav Hosnedl, CSc.
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
OTÁZKY K PROCVIČOVÁNÍ PRUŽNOST A PLASTICITA II - DD6
 OTÁZKY K PROCVIČOVÁNÍ PRUŽNOST A PLASTICITA II - DD6 POSUZOVÁNÍ KONSTRUKCÍ PODLE EUROKÓDŮ 1. Jaké mezní stavy rozlišujeme při posuzování konstrukcí podle EN? 2. Jaké problémy řeší mezní stav únosnosti
OTÁZKY K PROCVIČOVÁNÍ PRUŽNOST A PLASTICITA II - DD6 POSUZOVÁNÍ KONSTRUKCÍ PODLE EUROKÓDŮ 1. Jaké mezní stavy rozlišujeme při posuzování konstrukcí podle EN? 2. Jaké problémy řeší mezní stav únosnosti
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Nízká cena při vysokých množstvích
 Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
Nízká cena při vysokých množstvích iglidur Vhodné i pro statické zatížení Bezúdržbový provoz Cenově výhodné Odolný vůči nečistotám Odolnost proti vibracím 225 iglidur Nízká cena při vysokých množstvích.
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST. Autor: Semerád Jan Vilová Bezdružice Česká republika
 POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST Autor: Semerád Jan Vilová 264 349 53 Bezdružice Česká republika semeradjan@seznam.cz ABSTRAKT Cílem práce je vypracování rešerše možných konstrukčních uspořádání
POSUVY STOLŮ HYDRAULICKÝCH LISŮ SVOČ FST Autor: Semerád Jan Vilová 264 349 53 Bezdružice Česká republika semeradjan@seznam.cz ABSTRAKT Cílem práce je vypracování rešerše možných konstrukčních uspořádání
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti.
 LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
14 Komíny a kouřovody
 14 Komíny a kouřovody Roman Vavřička ČVUT v Praze, Fakulta strojní Ústav techniky prostředí 1/34 http://utp.fs.cvut.cz Roman.Vavricka@fs.cvut.cz Názvosloví komínů Komín jednovrstvá nebo vícevrstvá konstrukce
14 Komíny a kouřovody Roman Vavřička ČVUT v Praze, Fakulta strojní Ústav techniky prostředí 1/34 http://utp.fs.cvut.cz Roman.Vavricka@fs.cvut.cz Názvosloví komínů Komín jednovrstvá nebo vícevrstvá konstrukce
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Roznášení svěrné síly z hlav, resp. matic šroubů je zajištěno podložkami.
 4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového