Ing. Ladislav Benýr, EWE ŠKODA JS a.s. Ved. Technologie svařování divize Jaderné zařízení
|
|
|
- Patrik Kovář
- před 5 lety
- Počet zobrazení:
Transkript

1 Aplikace automatového svařování pod tavidlem do úzkého úkosu hlavou HNG-S 550 na tělesech obalových souborů ŠKODA 1000 a 440 a speciální metody svařování v jaderné energetice Ing. Ladislav Benýr, EWE ŠKODA JS a.s. Ved. Technologie svařování divize Jaderné zařízení

2 Motto Reaktorová hala ŠKODA JS a.s. 2




3 Historie výroby JZ v Reaktorové hale Reaktorová hala byla uvedena do provozu v roce 1979 V letech 1979 až 1992 bylo vyrobeno 21 kompletů VVER 440 a 3 komplety VVER




4 Výroba kontejnerů v Reaktorové hale 4

5 Popis konstrukce tělesa OS Těleso OS je navrženo jako celokovová silnostěnná svařovaná nádoba. Ve spodní části tělesa je umístěno dno a dva integrované spodní čepy, které slouží pouze pro sklápění OS. Ve válcové části tělesa jsou na vnější ploše provedena chladící žebra. V horní části tělesa jsou vyhotoveny plochy pro utěsnění OS pomocí šroubovaného primárního a sekundárního víka. Na vnější straně horní části jsou po obvodu provedena 4 sedla pro montáž manipulačních čepů. V tělese OS jsou provedeny kruhové vývrty ve dvou řadách pro vložení moderátorových tyčí. 5

6 Základní materiál tělesa OS Výkovky tělesa OS u dodavatele 6

7 Základní materiál tělesa OS Výkovky tělesa OS po dodávce 7

8 Základní materiál tělesa OS Ohrubované výkovky na první ostré těleso 8


9 Přídavný svařovací materiál 9
10 Přídavný svařovací materiál Pro svařování základního materiálu tělesa OS je navržen následující systém přídavného svařovacího materiálu a ochranného tavidla: Drát ESAB OK Autrod 12.32, EN ISO A: S3Si1, KR 4,0 mm Tavidlo ESAB OK FLUX 10.62, EN ISO 14174: S A FB 1 55 AC H5 Pro kombinaci drát tavidlo byl na základě osvědčovacích zkoušek vystaven Schvalovací list přídavného materiálu na náhradu původního přídavného materiálu SV-08GS + FC16 a Inspekční certifikáty typu 3.2 podle EN




11 11 Nedávná historie svařování do úzkého úkosu ve ŠKODA JS a.s.

12 Historie spolupráce s ESAB vedoucí k realizaci projektu ESAB HNG-S MULTI 550 jaro jednání v ESAB AB Laxå na téma klimatizovaná kabina pro vnitřní sváry a návary, první seznámení s existencí HNG zima jednání v Laxå o možnostech HNG 350 pro později nerealizovaný projekt léto jednání v Laxå o technických možnostech hlavy HNG-S MULTI 550 pro svařování tělesa OS ŠKODA 1000/19, technické řešení, cenová nabídka, realizace investice 12

13 Historie spolupráce s ESAB vedoucí k realizaci projektu ESAB HNG-S MULTI 550 květen 2016 funkční zkoušky HNG 550 na zkušením kusu v Laxå červen 2016 instalace a funkční zkoušky ve ŠKODA JS a.s. září 2016 předání hlavy na základě vyhovujících výsledků NDT na zkušebním spoji leden 2017 svaření spoje pro WPQR a kvalifikaci svářečských operátorů duben 2017 vyhovující výsledky NDT a mechanických zkoušek pro vystavení WPQR květen 2017 svaření prvního ostrého tělesa OS ŠKODA 1000 březen svaření devátého ostrého tělesa OS ŠKODA 1000 duben 2019 svaření prvního ostrého tělesa OS ŠKODA
14 Kvalifikační spoj pro kvalifikaci WPQR podle ČSN EN ISO Řešení kvalifikačního spoje (interní označení VP 666), hmotnost cca 32t (2 x 16t) 14

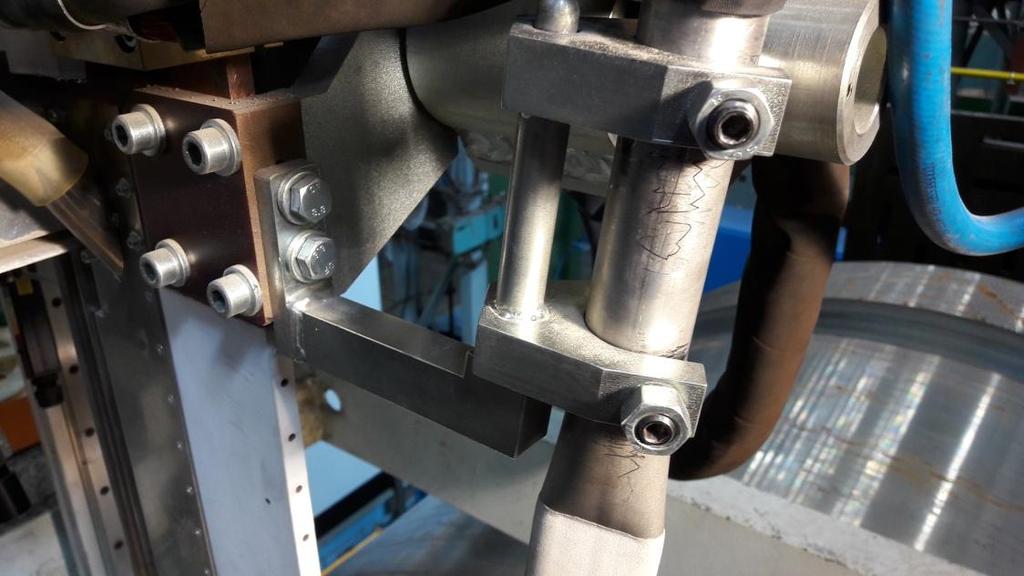
15 15 Pracoviště svařování spoje VP 666
16 16 Schéma rozřezů kvalifikačního spoje VP 666




17 17 Rozřezy VP 666 výroba špon

18 18 Orýsování pro výrobu vzorků pro mechanickou zkušebnu
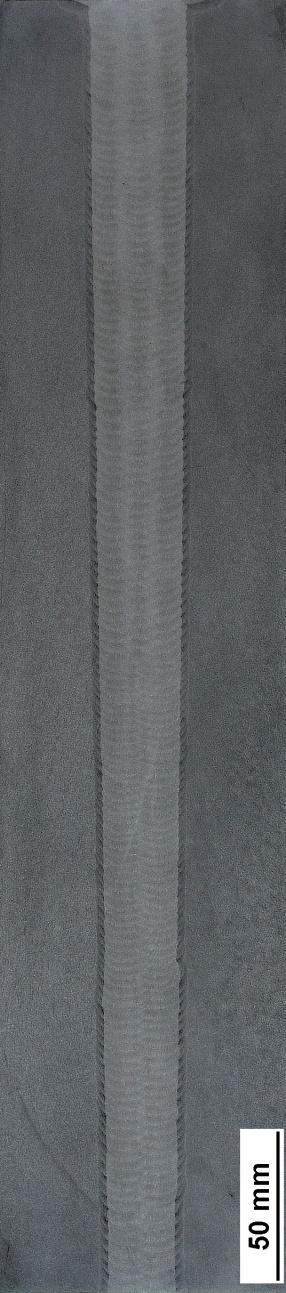

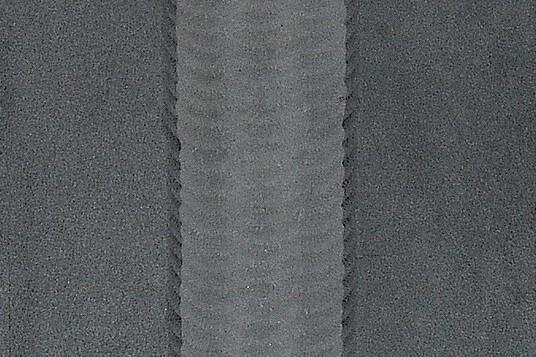
19 19 Zkouška makrostruktury a detail vrstev s dvěma a třemi housenkami
20 REKAPITULACE - ZAJÍMAVOSTI Svařovaná tloušťka: 450 mm Spotřebované množství drátu: 600 kg Spotřebované množství tavidla: 850 kg (poměr 1,4) Doba procesu včetně ohřevu a dohřevu: 110 hod. Doba svařování: 90 hod. Počet vrstev: 147 Počet housenek (otáček): 358 Výška jedné vrstvy (průměrná): 3,1 mm 20


21 Hořáky pro předehřev a dohřev tělesa OS ŠKODA 1000/19 21



22 14 až první ostrý kus Předehřev před a během svařování 3 rampy od LPT Praha 22

23 14 až první ostrý kus Svařování celková hmotnost 124 t 23

24 14 až první ostrý kus Svařování 24

25 25 UT

26 26 Neustálé zlepšování procesu

27 27 Neustálé zlepšování procesu


28 28 Neustálé zlepšování procesu

29 29 Neustálé zlepšování procesu

30 Neustálé zlepšování procesu Elektrocentrála náhradní zdroj 30

31 31 Neustálé zlepšování procesu


32 32 Neustálé zlepšování procesu


33 33 Neustálé zlepšování procesu

34 34 Převozní a manipulační lože
35 35 OS ŠKODA 440 (tl. 466)

36 36 OS ŠKODA svařování

37 37 OS ŠKODA svařování

38 38 OS ŠKODA 440 po svařování

39 39 OS ŠKODA 440 před UT






40 PODĚKOVÁNÍ ESAB AB Laxå Švédsko, ESAB VAMBERK Ondra Sovák, Jirka Leuchter, Ruda Hrabina, Jirka Martinec, Ulf Andrén, Tommy Maxe 40

41 PODĚKOVÁNÍ DĚKUJI ZA POZORNOST 41
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Novinky v normách a směrnicích
 Novinky v normách a směrnicích ŠKOLENÍ ZKUŠEBNÍCH KOMISAŘŮ CWS ANB Ing. David Hrstka, Ph.D. SVV Praha s.r.o., U Michelského lesa 370, 140 75 Praha 4, tel. 244471865, svv.praha@svv.cz, www.svv.cz 1 2 zatím
Novinky v normách a směrnicích ŠKOLENÍ ZKUŠEBNÍCH KOMISAŘŮ CWS ANB Ing. David Hrstka, Ph.D. SVV Praha s.r.o., U Michelského lesa 370, 140 75 Praha 4, tel. 244471865, svv.praha@svv.cz, www.svv.cz 1 2 zatím
Zkoušky postupu svařování z pohledu výrobce. Ing. Jiří Frýba Excon Steel Hradec Králové
 Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Stavební ocelové konstrukce vyšší třídy provedení ( EXC3, EXC4) a technické podmínky jejich výroby v ČR.
 a technické podmínky jejich výroby v ČR.") Stavební ocelové konstrukce vyšší třídy provedení ( EXC3, EXC4) a technické podmínky jejich výroby v ČR. Ing. P.Port, TQ WELD Praha Úvod Současné období (tj. roky 2009-14) je v oboru stavebních ocelových
Stavební ocelové konstrukce vyšší třídy provedení ( EXC3, EXC4) a technické podmínky jejich výroby v ČR. Ing. P.Port, TQ WELD Praha Úvod Současné období (tj. roky 2009-14) je v oboru stavebních ocelových
PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY.
 PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY. Ing.Jan Veverka,OMNITECH spol. s r.o. Ing.Schlixbier Air Liquide Welding Cz spol. s r.o. 1.1.Nová generace bezešvých trubičkových drátů a nerezových elektrod pro svařování
PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY. Ing.Jan Veverka,OMNITECH spol. s r.o. Ing.Schlixbier Air Liquide Welding Cz spol. s r.o. 1.1.Nová generace bezešvých trubičkových drátů a nerezových elektrod pro svařování
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE
 PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE 1 Úvod Ing. Jan Veverka, OMNITECH spol. s r.o. Použití PM v jaderné energetice podléhá poměrně přísným pravidlům jak při schvalování náhrad původních přídavných materiálů,tak
PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE 1 Úvod Ing. Jan Veverka, OMNITECH spol. s r.o. Použití PM v jaderné energetice podléhá poměrně přísným pravidlům jak při schvalování náhrad původních přídavných materiálů,tak
KA 19 - UKÁZKOVÝ PROJEKT
 KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
Ocelové konstrukce - oceňování
 Zde vložte foto Zde vložte foto Ocelové konstrukce - oceňování Ing, Jakub Cejnar Divize 3/Provoz Ocelových Konstrukcí 1 Cena ocelové konstrukce 2 Cena ocelové konstrukce Fakturuje Ovlivňuje 3 Cena ocelové
Zde vložte foto Zde vložte foto Ocelové konstrukce - oceňování Ing, Jakub Cejnar Divize 3/Provoz Ocelových Konstrukcí 1 Cena ocelové konstrukce 2 Cena ocelové konstrukce Fakturuje Ovlivňuje 3 Cena ocelové
OK AUTROD 308L OK Autrod 16.10
 OK AUTROD 308L OK Autrod 16.10 SFA/AWS A 5.9: ER308L EN 12072: S 19 9 L Drát pro svařování nestabilizovaných nerezavějících ocelí typu 19Cr10Ni pod tavidlem. Používá se v kombinaci s tavidly OK Flux 10.92
OK AUTROD 308L OK Autrod 16.10 SFA/AWS A 5.9: ER308L EN 12072: S 19 9 L Drát pro svařování nestabilizovaných nerezavějících ocelí typu 19Cr10Ni pod tavidlem. Používá se v kombinaci s tavidly OK Flux 10.92
SVAŘOVÁNÍ: DOZOR, NORMY A ZKOUŠKY
 SVAŘOVÁNÍ: DOZOR, NORMY A ZKOUŠKY VVV MOST spol. s r.o. Sídlo společnosti: Topolová 1234, 434 01 MOST, IČO: 00526355, DIČ: CZ00526355, Web: www.vvvmost.cz Kontaktní osoba: Ing. Jaroslav Jochman, Tel.:
SVAŘOVÁNÍ: DOZOR, NORMY A ZKOUŠKY VVV MOST spol. s r.o. Sídlo společnosti: Topolová 1234, 434 01 MOST, IČO: 00526355, DIČ: CZ00526355, Web: www.vvvmost.cz Kontaktní osoba: Ing. Jaroslav Jochman, Tel.:
Ocelové konstrukce - oceňování
 Zde vložte foto Zde vložte foto Ocelové konstrukce - oceňování Ing, Jakub Cejnar Divize 3/Provoz Ocelových Konstrukcí Ing. Jakub Cejnar 1 Cena ocelové konstrukce Dodavatel Projektant Ostatní vlivy, náklady
Zde vložte foto Zde vložte foto Ocelové konstrukce - oceňování Ing, Jakub Cejnar Divize 3/Provoz Ocelových Konstrukcí Ing. Jakub Cejnar 1 Cena ocelové konstrukce Dodavatel Projektant Ostatní vlivy, náklady
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa
 Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
PROCES SVAŘOVÁNÍ. SK 01 PROCES SVAŘOVÁNÍ Změna 0. Výtisk číslo : 1. Vydáno: Účinnost od: Kontrolou pověřen: Jaroslav Vlk
 PROCES SVAŘOVÁNÍ Výtisk číslo : 1 Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 24. 2. 2016 Účinnost od: 24. 2. 2016 SK-01 1 / 7 Verze: 3 1. Obsah: 1. Obsah:...
PROCES SVAŘOVÁNÍ Výtisk číslo : 1 Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 24. 2. 2016 Účinnost od: 24. 2. 2016 SK-01 1 / 7 Verze: 3 1. Obsah: 1. Obsah:...
OPRAVA PRIMÁRNÍHO KOLEKTORU PARNÍHO GENERÁTORU JE TYPU VVER 440 MW SVAŘOVÁNÍM SVOČ FST 2016
 OPRAVA PRIMÁRNÍHO KOLEKTORU PARNÍHO GENERÁTORU JE TYPU VVER 440 MW SVAŘOVÁNÍM SVOČ FST 2016 Marek Palán, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Diplomová práce
OPRAVA PRIMÁRNÍHO KOLEKTORU PARNÍHO GENERÁTORU JE TYPU VVER 440 MW SVAŘOVÁNÍM SVOČ FST 2016 Marek Palán, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Diplomová práce
Doplňkové zkoušky svářečů
 Doplňkové zkoušky svářečů Pro některá svařovaná zařízení je nutné, aby svářeči měli doplňkové zkoušky. Svářeči pro tlaková zařízení Výrobce, který provádí výrobu a montáž svařovaných tlakových zařízení,
Doplňkové zkoušky svářečů Pro některá svařovaná zařízení je nutné, aby svářeči měli doplňkové zkoušky. Svářeči pro tlaková zařízení Výrobce, který provádí výrobu a montáž svařovaných tlakových zařízení,
Technická dokumentace:
 Technická dokumentace: - zcela chybí zatřídění konstrukce do třídy provádění (EXC1 až EXC4) - zatřídění konstrukce je provedeno dle zrušené ČSN 73 2601 - zatřídění konstrukce neodpovídá provedenému statickému
Technická dokumentace: - zcela chybí zatřídění konstrukce do třídy provádění (EXC1 až EXC4) - zatřídění konstrukce je provedeno dle zrušené ČSN 73 2601 - zatřídění konstrukce neodpovídá provedenému statickému
STŘEZOV 1 438 01 STŘEZOV IČ: 28734751 DIČ: CZ28734751
 STŘEZOV 1 438 01 STŘEZOV IČ: 28734751 DIČ: CZ28734751 PROFIL Vážení zákazníci, dovolte nám krátce představit naši strojní firmu. Firma je koncipována tak, aby mohla realizovat zakázku od projektu přes
STŘEZOV 1 438 01 STŘEZOV IČ: 28734751 DIČ: CZ28734751 PROFIL Vážení zákazníci, dovolte nám krátce představit naši strojní firmu. Firma je koncipována tak, aby mohla realizovat zakázku od projektu přes
Změny v normách pro zkoušky svářečů a páječů
 Změny v normách pro zkoušky svářečů a páječů Ing. Jiří Barták, CSc., WELDING PLZEŇ Změna normy pro zkoušky svářečů kovů díl 1 ocel. Norma ČSN EN ISO 9606-1 Norma definuje požadavky na zkoušky svářečů pro
Změny v normách pro zkoušky svářečů a páječů Ing. Jiří Barták, CSc., WELDING PLZEŇ Změna normy pro zkoušky svářečů kovů díl 1 ocel. Norma ČSN EN ISO 9606-1 Norma definuje požadavky na zkoušky svářečů pro
Teplotní režim svařování
 Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
Teplotní režim svařování Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L, Jednoduchý teplotní cyklus svařování Svařování třením Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L Teplotní
PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE.
 PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE. Ing.Jan Veverka,OMNITECH spol. s r.o. 1.1.Úvod Použití PM v jaderné energetice probíhá procesem výběru náhrad původních přídavných materiálů.přídavné materiály předepsané
PŘÍDAVNÉ MATERIÁLY PRO SVAŘOVÁNÍ V JE. Ing.Jan Veverka,OMNITECH spol. s r.o. 1.1.Úvod Použití PM v jaderné energetice probíhá procesem výběru náhrad původních přídavných materiálů.přídavné materiály předepsané
Seznam záznamů SMK společnosti T Machinery a.s.
 Seznam záznamů SMK společnosti T Machinery a.s. Seznam platné SMK Útvar controllingu vnitrofiremních procesů SK02 04.01/F1 1 1.4.2018 Seznam záznamů Útvar controllingu vnitrofiremních procesů SK02 04.01/F2
Seznam záznamů SMK společnosti T Machinery a.s. Seznam platné SMK Útvar controllingu vnitrofiremních procesů SK02 04.01/F1 1 1.4.2018 Seznam záznamů Útvar controllingu vnitrofiremních procesů SK02 04.01/F2
Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu
 Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu Bc. Štěpán Ježek ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6, Česká republika Abstrakt
Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu Bc. Štěpán Ježek ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6, Česká republika Abstrakt
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
Detailní vymezení předmětu zakázky 2. část Technické a jiné odborné vzdělávání
 Detailní vymezení předmětu zakázky 2. část Technické a jiné odborné vzdělávání Technické a jiné odborné vzdělávání Obsah kurzu Kurz č. 1. Svařování základní kurzy Rozsah: 160 hodin Nauka o materiálu Přídavné
Detailní vymezení předmětu zakázky 2. část Technické a jiné odborné vzdělávání Technické a jiné odborné vzdělávání Obsah kurzu Kurz č. 1. Svařování základní kurzy Rozsah: 160 hodin Nauka o materiálu Přídavné
Přenosný kontejner DS5. Sušící kontejner DS5, 240V 0700 011 086 Susící kontejner DS5, 110V 0700 011 088. Přenosný kontejner DS8
 Sušící zařízení ESAB Přenosný kontejner DS5 DS5 je velmi lehký a přenosný kontejner pro suché skladování elektrod pro svařování. Tento kontejner má nastavitelné držadlo, které umožňuje nastavení řady pozic
Sušící zařízení ESAB Přenosný kontejner DS5 DS5 je velmi lehký a přenosný kontejner pro suché skladování elektrod pro svařování. Tento kontejner má nastavitelné držadlo, které umožňuje nastavení řady pozic
Opravy a údržba XA00171114
 Opravy a údržba XA00171114 Struktura názvu výrobků pro opravy a údržbu Společnost ESAB se snaží reagovat na vývoj v oblasti svařování inovacemi a vývojem nových produktů a úpravami svého sortimentu.v rámci
Opravy a údržba XA00171114 Struktura názvu výrobků pro opravy a údržbu Společnost ESAB se snaží reagovat na vývoj v oblasti svařování inovacemi a vývojem nových produktů a úpravami svého sortimentu.v rámci
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE
 HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
KONTROLA PROJEKTU, VÝROBY, PKO A MONTÁŽE OCELOVÝCH MOSTŮ ING. PETR MATOUŠEK
 KONTROLA PROJEKTU, VÝROBY, PKO A MONTÁŽE OCELOVÝCH MOSTŮ ING. PETR MATOUŠEK ÚVOD KONTROLA PROJEKTU, VÝROBY, PKO A MONTÁŽE OCELOVÝCH MOSTŮ JE KOMPLEXNÍ PROBLEMATIKOU, KTERÁ JE ÚZCE PROVÁZANÁ SE VŠEMI SOUVISEJÍCÍMI
KONTROLA PROJEKTU, VÝROBY, PKO A MONTÁŽE OCELOVÝCH MOSTŮ ING. PETR MATOUŠEK ÚVOD KONTROLA PROJEKTU, VÝROBY, PKO A MONTÁŽE OCELOVÝCH MOSTŮ JE KOMPLEXNÍ PROBLEMATIKOU, KTERÁ JE ÚZCE PROVÁZANÁ SE VŠEMI SOUVISEJÍCÍMI
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343902, 3. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ 2. Oprava č.
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343902, 3. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ 2. Oprava č.
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu
 Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
SMĚRNICE. ČEZ Teplárenská, a.s. O10 Obchod s teplem. 14_ Michal Lewkowicz. 14_ Martin Veselý, Tomáš Petrlík - EWI-E
 SMĚRNICE SPOLEČNOST: IDENTIFIKAČNÍ KÓD: NÁZEV DOKUMENTU: ČEZ Teplárenská, a.s. TAS_SM_0009r00 SVAŘOVÁNÍ - Požadavky na dodávku svářečských činností OBLAST ŘÍZENÍ: GARANT DOKUMENTU: ZPRACOVATEL: O10 Obchod
SMĚRNICE SPOLEČNOST: IDENTIFIKAČNÍ KÓD: NÁZEV DOKUMENTU: ČEZ Teplárenská, a.s. TAS_SM_0009r00 SVAŘOVÁNÍ - Požadavky na dodávku svářečských činností OBLAST ŘÍZENÍ: GARANT DOKUMENTU: ZPRACOVATEL: O10 Obchod
Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí
 Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
6/ Klasifikace podle ČSN EN ISO A
 SVAŘOVÁNÍ KOVŮ V PRAXI část 6, díl 4, kap. 5.1.1, str. 1 6/4.5.1.1 Klasifikace podle ČSN EN ISO 14171-A Klasifikace kombinace elektroda tavidlo vychází z minimální hodnoty meze kluzu čistého svarového
SVAŘOVÁNÍ KOVŮ V PRAXI část 6, díl 4, kap. 5.1.1, str. 1 6/4.5.1.1 Klasifikace podle ČSN EN ISO 14171-A Klasifikace kombinace elektroda tavidlo vychází z minimální hodnoty meze kluzu čistého svarového
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů
 Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
VSTUPNÍ KONTROLA KOVOVÝCH MATERIÁLŮ A VÝROBKŮ Z NICH NEDESTRUKTIVNÍMI METODAMI
 UNIPETROL RPA, s.r.o. Strana 1/7 Datum vytištění: 5. 4. 2017 VSTUPNÍ KONTROLA KOVOVÝCH MATERIÁLŮ A VÝROBKŮ Z NICH NEDESTRUKTIVNÍMI METODAMI Schválil: Jednatel společnosti Platnost od: 1.7.2012 Správce
UNIPETROL RPA, s.r.o. Strana 1/7 Datum vytištění: 5. 4. 2017 VSTUPNÍ KONTROLA KOVOVÝCH MATERIÁLŮ A VÝROBKŮ Z NICH NEDESTRUKTIVNÍMI METODAMI Schválil: Jednatel společnosti Platnost od: 1.7.2012 Správce
Nabídka svářečské školy JK-WELD Mělník pro rok 2015
 Nabídka svářečské školy JK-WELD Mělník pro rok 2015 Evidenční číslo školy: 2-402 (v systému ANB) 3026-040 (v systému Stavcert) Poskytované služby: Základní kurzy svařování dle ČSN 05 0705 Zaškolení svářečů
Nabídka svářečské školy JK-WELD Mělník pro rok 2015 Evidenční číslo školy: 2-402 (v systému ANB) 3026-040 (v systému Stavcert) Poskytované služby: Základní kurzy svařování dle ČSN 05 0705 Zaškolení svářečů
REALPLAST ČESKÝ BROD
 12 ŽUMPY KRUHOVÉ A OVÁLNÉ ŽEBROVANÉ KR + OR POPIS - CHARAKTERISTIKA Kruhová a oválná žumpa typu KR a OR slouží k zachycení splaškových a ostatních vodobsahujícíchškodlivé látky z menších zdrojů. (rodinné
12 ŽUMPY KRUHOVÉ A OVÁLNÉ ŽEBROVANÉ KR + OR POPIS - CHARAKTERISTIKA Kruhová a oválná žumpa typu KR a OR slouží k zachycení splaškových a ostatních vodobsahujícíchškodlivé látky z menších zdrojů. (rodinné
ZAM - SERVIS s. r. o. KŘIŠŤANOVA 1116/14, 702 00 OSTRAVA 2 UŽIVATELSKÁ PŘÍRUČKA. Světlomet SV-01. číslo dokumentace: 205 22-150
 ZAM - SERVIS s. r. o. KŘIŠŤANOVA 1116/14, 702 00 OSTRAVA 2 UŽIVATELSKÁ PŘÍRUČKA Světlomet SV-01 číslo dokumentace: 205 22-150 Tato uživatelská příručka obsahuje: Návod pro montáž, instalaci, uvedení do
ZAM - SERVIS s. r. o. KŘIŠŤANOVA 1116/14, 702 00 OSTRAVA 2 UŽIVATELSKÁ PŘÍRUČKA Světlomet SV-01 číslo dokumentace: 205 22-150 Tato uživatelská příručka obsahuje: Návod pro montáž, instalaci, uvedení do
VSTUPNÍ KONTROLA KOVOVÝCH MATERIÁLŮ A VÝROBKŮ Z NICH NEDESTRUKTIVNÍMI METODAMI
 UNIPETROL RPA, s.r.o. Strana 1/7 Datum vytištění: 17. 4. 2019 Rozsah platnosti: UNIPETROL RPA, s.r.o. (bez odštěpných závodů a bez Jednotek Rafinérie Litvínov/Kralupy) VSTUPNÍ KONTROLA KOVOVÝCH MATERIÁLŮ
UNIPETROL RPA, s.r.o. Strana 1/7 Datum vytištění: 17. 4. 2019 Rozsah platnosti: UNIPETROL RPA, s.r.o. (bez odštěpných závodů a bez Jednotek Rafinérie Litvínov/Kralupy) VSTUPNÍ KONTROLA KOVOVÝCH MATERIÁLŮ
Nová legislativa pro zkoušení svářečů dle ISO v systému CWS ANB. Petr Pařízek DOM-ZO 13 s.r.o
 Nová legislativa pro zkoušení svářečů dle ISO v systému CWS ANB. Petr Pařízek DOM-ZO 13 s.r.o. 20. 05. 2015 V květnu loňského roku vyšla ČSN EN ISO 9606-1 Zkoušky svářečů Tavné svařování Část 1: Oceli,
Nová legislativa pro zkoušení svářečů dle ISO v systému CWS ANB. Petr Pařízek DOM-ZO 13 s.r.o. 20. 05. 2015 V květnu loňského roku vyšla ČSN EN ISO 9606-1 Zkoušky svářečů Tavné svařování Část 1: Oceli,
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
mezinárodní konference 60 LET PRO JADERNOU ENERGETIKU 60 let jaderného průmyslu a 65 let vysokého technického školství v Plzni
 mezinárodní konference 60 LET PRO JADERNOU ENERGETIKU 12. a 13. května 2016, angelo HOTEL PILSEN, Plzeň 60 let jaderného průmyslu a 65 let vysokého technického školství v Plzni Nezanedbatelná pozice společností
mezinárodní konference 60 LET PRO JADERNOU ENERGETIKU 12. a 13. května 2016, angelo HOTEL PILSEN, Plzeň 60 let jaderného průmyslu a 65 let vysokého technického školství v Plzni Nezanedbatelná pozice společností
Svářečský personál a kvalita svařování
 Svářečský personál a kvalita svařování Ing.Václav Minařík,CSc. - ředitel exekutivy CWS ANB Kvalita svářečského personálu má výrazný vliv na kvalitu svařovaných konstrukcí. Kvalitní tým pod vedením odpovědného
Svářečský personál a kvalita svařování Ing.Václav Minařík,CSc. - ředitel exekutivy CWS ANB Kvalita svářečského personálu má výrazný vliv na kvalitu svařovaných konstrukcí. Kvalitní tým pod vedením odpovědného
Česká svářečská společnost ANB Czech Welding Society ANB (Autorised National Body for Welding Personnel and Company Certification) IČO: 68380704
 IČO: 68380704") Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
4.0 SVAŘOVACÍ DOKUMENTACE
 Katedra konstruování strojů Fakulta strojní K Ϭ9 Ͳ MANIPULAČNÍ ZAŘÍZENÍ PRO HUTNÍ PRŮMYSL 4.0 SVAŘOVACÍ DOKUMENTACE DOKUMENTACE VE SVAŘOVÁNÍ doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt
Katedra konstruování strojů Fakulta strojní K Ϭ9 Ͳ MANIPULAČNÍ ZAŘÍZENÍ PRO HUTNÍ PRŮMYSL 4.0 SVAŘOVACÍ DOKUMENTACE DOKUMENTACE VE SVAŘOVÁNÍ doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt
Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály
 Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály 1. Všeobecně Tento postup platí pro příjem, manipulaci, skladování a obrat zboží ve skladech. Tyto činnosti jsou zajišťovány
Doporučení pro skladování, přesušování a manipulaci se svařovacími materiály 1. Všeobecně Tento postup platí pro příjem, manipulaci, skladování a obrat zboží ve skladech. Tyto činnosti jsou zajišťovány
ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92.
 ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92. Radko Verner, Jan Stuchlík, MODŘANY Power, a.s. Praha 1) Současný stav strojního vybavení pro orbitální svařování.
ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92. Radko Verner, Jan Stuchlík, MODŘANY Power, a.s. Praha 1) Současný stav strojního vybavení pro orbitální svařování.
Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o.
 Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o. Student: Bc. Lukáš Szkandera 2014 Společnost Český svářečský ústav s.r.o. Český svářečský ústav je výzkumná, vývojová, inspekční, certifikační
Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o. Student: Bc. Lukáš Szkandera 2014 Společnost Český svářečský ústav s.r.o. Český svářečský ústav je výzkumná, vývojová, inspekční, certifikační
ŠKODA POWER a.s. Tylova 57, Plzeň, ČR.
 NAVAŘOVÁNÍ ROTORŮ VE ŠKODA POWER a.s. THE WELD REPAIRS OF STEAM TURBINE ROTORS IN ŠKODA POWER a.s. Eva Folková Pavel Hránek Jiří Štumbauer ŠKODA POWER a.s. Tylova 57, 316 00 Plzeň, ČR. E-mail: eva.folkova@skoda.cz
NAVAŘOVÁNÍ ROTORŮ VE ŠKODA POWER a.s. THE WELD REPAIRS OF STEAM TURBINE ROTORS IN ŠKODA POWER a.s. Eva Folková Pavel Hránek Jiří Štumbauer ŠKODA POWER a.s. Tylova 57, 316 00 Plzeň, ČR. E-mail: eva.folkova@skoda.cz
NÁVOD K OBSLUZE A INSTALACI
 NÁVOD K OBSLUZE A INSTALACI Zásobník teplé vody pro tepelné čerpadlo NIBE SPLIT NADO 500/25 v10 (HEV 500 D) Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel.: +420
NÁVOD K OBSLUZE A INSTALACI Zásobník teplé vody pro tepelné čerpadlo NIBE SPLIT NADO 500/25 v10 (HEV 500 D) Družstevní závody Dražice - strojírna s.r.o. Dražice 69, 294 71 Benátky nad Jizerou tel.: +420
MIROSLAV HOLČÁK viceprezident metalurgie tel.: +420 585 073 100 e-mail: metalurgie@unex.cz
 MANAGEMENT KAREL KALNÝ generální ředitel tel.: +420 585 072 000 e-mail: ceo@unex.cz JIŘÍ MAŠEK viceprezident strojírenství tel.: +420 585 073 106 e-mail: strojirenstvi@unex.cz ZDENĚK TUŽIČKA ředitel výroby
MANAGEMENT KAREL KALNÝ generální ředitel tel.: +420 585 072 000 e-mail: ceo@unex.cz JIŘÍ MAŠEK viceprezident strojírenství tel.: +420 585 073 106 e-mail: strojirenstvi@unex.cz ZDENĚK TUŽIČKA ředitel výroby
PŘEDSTAVENÍ SPOLEČNOSTI
 PŘEDSTAVENÍ SPOLEČNOSTI LISOVÁNÍ A DRÁŽKOVÁNÍ Rondely, statorové plechy, rotorové plechy a lisovací nástroje. Výroba rondelů, statorových a rotorových plechů: Naší specializací je výroba statorových a
PŘEDSTAVENÍ SPOLEČNOSTI LISOVÁNÍ A DRÁŽKOVÁNÍ Rondely, statorové plechy, rotorové plechy a lisovací nástroje. Výroba rondelů, statorových a rotorových plechů: Naší specializací je výroba statorových a
Strategické obory. Představení společnosti VÝROBA SERVIS INŽENÝRING
 Profil společnosti Představení společnosti Strategické obory Dnešní ŠKODA JS a.s. se zrodila v polovině padesátých let dvacátého století, kdy se na světě o jaderné energetice teprve začínalo uvažovat.
Profil společnosti Představení společnosti Strategické obory Dnešní ŠKODA JS a.s. se zrodila v polovině padesátých let dvacátého století, kdy se na světě o jaderné energetice teprve začínalo uvažovat.
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Treviso II s výměníkem. Treviso II s výměníkem
 Technická dokumentace Treviso II s výměníkem Treviso II s výměníkem Technická dokumentace Krbová kamna s výměníkem 0433910001400c Úvod Srdečně děkujeme za zakoupení našeho výrobku! Popis topidla Vás podrobně
Technická dokumentace Treviso II s výměníkem Treviso II s výměníkem Technická dokumentace Krbová kamna s výměníkem 0433910001400c Úvod Srdečně děkujeme za zakoupení našeho výrobku! Popis topidla Vás podrobně
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
VÝROBNÍ MOŽNOSTI TECHNOLOGICKÉ ZÁKLADNY PSP ENGINEERING
 PSP Engineering a.s. VÝROBNÍ MOŽNOSTI TECHNOLOGICKÉ ZÁKLADNY PSP ENGINEERING výroba podle dokumentace zákazníka náhradní díly velkorozměrové rotační části velkorozměrové ozubení strojní obrábění svařování
PSP Engineering a.s. VÝROBNÍ MOŽNOSTI TECHNOLOGICKÉ ZÁKLADNY PSP ENGINEERING výroba podle dokumentace zákazníka náhradní díly velkorozměrové rotační části velkorozměrové ozubení strojní obrábění svařování
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM
 VE STAVU NORMALIZAČNĚ VÁLCOVANÉM") MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
Laserové svařování statorových
 České vysoké učení technické Ústav v Praze strojírenské technologie Fakulta strojní Ústav strojírenské technologie, skupina svařování Technická 4, 166 07 Praha 6, tel.: +420 224 352 629, fax: +420 224
České vysoké učení technické Ústav v Praze strojírenské technologie Fakulta strojní Ústav strojírenské technologie, skupina svařování Technická 4, 166 07 Praha 6, tel.: +420 224 352 629, fax: +420 224
ARC-H Welding s.r.o.
 ARC-H Welding s.r.o. Topné prvky vyrábíme topné prvky nejen pro námi nabízené jednotky ohřevu, ale také pro další výrobce. Velká část těchto topných prvků je vyráběna na zakázku. INDUKČNÍ CÍVKY Indukční
ARC-H Welding s.r.o. Topné prvky vyrábíme topné prvky nejen pro námi nabízené jednotky ohřevu, ale také pro další výrobce. Velká část těchto topných prvků je vyráběna na zakázku. INDUKČNÍ CÍVKY Indukční
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS , 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ
 ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
SVAŘOVÁNÍ KOMPONENT JADERNÝCH ELEKTRÁREN I.
 SVAŘOVÁNÍ KOMPONENT JADERNÝCH ELEKTRÁREN I. doc. Ing. Ivo Hlavatý, Ph.D. Český svářečský ústav s.r.o., Areál VŠB TU Ostrava, 17. listopadu 2172/15, 708 33 Ostrava Poruba, Česká republika Annotation: This
SVAŘOVÁNÍ KOMPONENT JADERNÝCH ELEKTRÁREN I. doc. Ing. Ivo Hlavatý, Ph.D. Český svářečský ústav s.r.o., Areál VŠB TU Ostrava, 17. listopadu 2172/15, 708 33 Ostrava Poruba, Česká republika Annotation: This
PRVNÍ REALIZACE SCR REAKTORU V ČR. NA BLOCÍCH K3 a K4 ELEKTRÁRNY DĚTMAROVICE NA ČERNÉ UHLÍ
 PRVNÍ REALIZACE SCR REAKTORU V ČR NA BLOCÍCH K3 a K4 ELEKTRÁRNY DĚTMAROVICE NA ČERNÉ UHLÍ ELEKTRÁRNA DĚTMAROVICE a.s. Výstavba v letech 1972-1976 Instalovaný výkon 800 MWe bloky o výkonu 4 x 200 MWe K1
PRVNÍ REALIZACE SCR REAKTORU V ČR NA BLOCÍCH K3 a K4 ELEKTRÁRNY DĚTMAROVICE NA ČERNÉ UHLÍ ELEKTRÁRNA DĚTMAROVICE a.s. Výstavba v letech 1972-1976 Instalovaný výkon 800 MWe bloky o výkonu 4 x 200 MWe K1
Zkoušky odborné způsobilosti svářečů termoplastů podle ČSN EN 13067
 Zkoušky odborné způsobilosti svářečů termoplastů podle ČSN EN 13067 Účelem zavedení této normy je stanovení postupů pro zkoušení znalostí a zručnosti svářečů provádějících svařované spoje z termoplastů
Zkoušky odborné způsobilosti svářečů termoplastů podle ČSN EN 13067 Účelem zavedení této normy je stanovení postupů pro zkoušení znalostí a zručnosti svářečů provádějících svařované spoje z termoplastů
/01,01,00 SKELET-ČÁST SPODNÍ
 List: 1 TECHNOLOGICKÝ POSTUP pro zakázku 152410501 - SVAŘOVNA 15:58 23.04.2015 Číslo výkresu/poznámka Fv. Název (A.TP:zdvora Z.TP:exel ) Dávka(Ks.) Řádek 21-850-16/01,01,00 SKELET-ČÁST SPODNÍ 2.00 4 A3
List: 1 TECHNOLOGICKÝ POSTUP pro zakázku 152410501 - SVAŘOVNA 15:58 23.04.2015 Číslo výkresu/poznámka Fv. Název (A.TP:zdvora Z.TP:exel ) Dávka(Ks.) Řádek 21-850-16/01,01,00 SKELET-ČÁST SPODNÍ 2.00 4 A3
Nahrazuje: FK009 ze dne 01.02.2015 Vypracoval: Ing. Vojtěch Slavíček Schválil dne:01.08.2015 František Klípa
 SVAŘOVANÁ SÍŤ TYPU P Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařované sítě FERT typu P, výrobce FERT a.s. Soběslav.
SVAŘOVANÁ SÍŤ TYPU P Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařované sítě FERT typu P, výrobce FERT a.s. Soběslav.
Vypracoval: Ing.Vojtěch Slavíček Vydání: 1 Schválil dne: František Klípa
 DISTANCE OCELOVÉ TYPU S Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
DISTANCE OCELOVÉ TYPU S Strana: 1/6 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařovaných ocelových distancí výrobce FERT
Tolerance tvaru, přímosti a hmotnosti. Charakteristika Kruhové duté profily Čtvercové a obdélníkové profily Eliptické duté profily.
 Charakteristika Kruhové duté profily Čtvercové a obdélníkové profily Eliptické duté profily Vnější rozměry (D,B,H) Tloušťka (T) Tolerance tvaru, přímosti a hmotnosti ± 1%, min. ± 0,5 mm a max ± 10mm 10%
Charakteristika Kruhové duté profily Čtvercové a obdélníkové profily Eliptické duté profily Vnější rozměry (D,B,H) Tloušťka (T) Tolerance tvaru, přímosti a hmotnosti ± 1%, min. ± 0,5 mm a max ± 10mm 10%
PŘEDSTAVENÍ SPOLEČNOSTI
 PŘEDSTAVENÍ SPOLEČNOSTI LISOVÁNÍ A DRÁŽKOVÁNÍ Rondely, statorové plechy, rotorové plechy a lisovací nástroje. Výroba rondelů, statorových a rotorových plechů: Naší specializací je výroba statorových a
PŘEDSTAVENÍ SPOLEČNOSTI LISOVÁNÍ A DRÁŽKOVÁNÍ Rondely, statorové plechy, rotorové plechy a lisovací nástroje. Výroba rondelů, statorových a rotorových plechů: Naší specializací je výroba statorových a
SKŘÍŇ SVS - P pro rozvaděče RST
 ENERGETIKA SERVIS s.r.o Křižíkova 1690 370 01 České Budějovice SKŘÍŇ SVS - P pro rozvaděče RST TYPOVÝ PODKLAD č. 1/2008 Zpracoval: Datum: 01 / 2008 Energetika servis s.r.o OBSAH: I. Úvodní část 1.1 Název
ENERGETIKA SERVIS s.r.o Křižíkova 1690 370 01 České Budějovice SKŘÍŇ SVS - P pro rozvaděče RST TYPOVÝ PODKLAD č. 1/2008 Zpracoval: Datum: 01 / 2008 Energetika servis s.r.o OBSAH: I. Úvodní část 1.1 Název
SK 03 - SMĚRNICE PRO VÝROBU OCELOVÝCH KONSTRUKCÍ
 SK 03 - SMĚRNICE PRO VÝROBU (Systém řízení výroby dle Nařízení 305/2011/EC-CPR a EN 1090-1) Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 2. 5. 2014 Účinnost
SK 03 - SMĚRNICE PRO VÝROBU (Systém řízení výroby dle Nařízení 305/2011/EC-CPR a EN 1090-1) Vypracoval: Vladimíra Holubová Kontrolou pověřen: Jaroslav Vlk Schválil: Ahmad Raad Vydáno: 2. 5. 2014 Účinnost
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Zpětná klapka L30 PN 16-100, DN 50 400, T max : 540 C
 Zpětná klapka L30, 16-100 Zpětná klapka L30 16-100, DN 50 400, T max : 540 C Zpětná klapka Odpovídá požadavkům PED 97/23/EC DLOUHÁ ŽIVOTNOST TĚSNÍCÍCH PLOCH ZAJIŠTĚNA TVRDÝM NÁVAROVÝM MATERIÁLEM NEBO STELITEM
Zpětná klapka L30, 16-100 Zpětná klapka L30 16-100, DN 50 400, T max : 540 C Zpětná klapka Odpovídá požadavkům PED 97/23/EC DLOUHÁ ŽIVOTNOST TĚSNÍCÍCH PLOCH ZAJIŠTĚNA TVRDÝM NÁVAROVÝM MATERIÁLEM NEBO STELITEM
Technická příručka Příručka pro svařování pod tavidlem
 Technická příručka Příručka pro svařování pod tavidlem TAVIDLA A DRÁTY PRO SVAŘOVÁNÍ NELEGOVANÝCH, NÍZKOLEGOVANÝCH, NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Vše pro svařování Nabízíme kompletní sortiment
Technická příručka Příručka pro svařování pod tavidlem TAVIDLA A DRÁTY PRO SVAŘOVÁNÍ NELEGOVANÝCH, NÍZKOLEGOVANÝCH, NEREZAVĚJÍCÍCH OCELÍ A NIKLOVÝCH SLITIN Vše pro svařování Nabízíme kompletní sortiment
Telefon: , Hřebík stavební se zápustnou hlavou ČSN rozměr
 MO Ceník druhovýrobků 4/2019 Hřebíky - Rabic - Dráty - Obalová páska - Pytlové úvazky Podlahové rošty a schodnice - Svařovací elektrody a dráty Dovoz od 200kg, cena dopravy 800Kč za objednávku. Email:
MO Ceník druhovýrobků 4/2019 Hřebíky - Rabic - Dráty - Obalová páska - Pytlové úvazky Podlahové rošty a schodnice - Svařovací elektrody a dráty Dovoz od 200kg, cena dopravy 800Kč za objednávku. Email:
Nahrazuje: FK009 ze dne Vypracoval: Petr Janoušek Schválil dne: František Klípa. Definice a rozdělení ocelí
 SVAŘOVANÁ SÍŤ FERT TYPU P Strana: 1/5 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařované sítě FERT typu P, výrobce FERT a.s.
SVAŘOVANÁ SÍŤ FERT TYPU P Strana: 1/5 1. VŠEOBECNĚ 1.1 Rozsah platnosti (1) Tato podniková norma platí pro výrobu, kontrolu, dopravu, skladování a objednávání svařované sítě FERT typu P, výrobce FERT a.s.
Závěrečná zpráva ze stáže ve společnosti Flash Steel Power a.s.
 Vysoká škola Báňská Technická univerzita Ostrava Fakulta Strojní Katedra mechanické technologie Závěrečná zpráva ze stáže ve společnosti Flash Steel Power a.s. SN2STI04 29. 6. 2014 Bc., KLU144 1 Profil
Vysoká škola Báňská Technická univerzita Ostrava Fakulta Strojní Katedra mechanické technologie Závěrečná zpráva ze stáže ve společnosti Flash Steel Power a.s. SN2STI04 29. 6. 2014 Bc., KLU144 1 Profil
STÍNĚNÉ KABELY 1-CYKFY
 STÍNĚNÉ KABELY 1-CYKFY EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou činnost
STÍNĚNÉ KABELY 1-CYKFY EGE Trading, s.r.o. byla založena v roce 1997 jako dceřiná společnost EGE, spol. s r.o. České Budějovice. Společnost se specializuje na obchodní, konzultační a poradenskou činnost
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky
 Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
SVAŘOVÁNÍ. DRÁTOVÉ ELEKTRODY, PLNĚNÉ ELEKTRODY, DRÁTY A TYČE PRO OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ V OCHRANNÉ ATMOSFÉŘE
 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. DRÁTOVÉ ELEKTRODY, PLNĚNÉ ELEKTRODY, DRÁTY A TYČE PRO OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ V OCHRANNÉ ATMOSFÉŘE (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ.
ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ. DRÁTOVÉ ELEKTRODY, PLNĚNÉ ELEKTRODY, DRÁTY A TYČE PRO OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ V OCHRANNÉ ATMOSFÉŘE (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD SVAŘOVÁNÍ.
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU
 ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU Označení a název ČOS 343902, 4. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ Změna č. 1 Část č. 1 (velikost
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU Označení a název ČOS 343902, 4. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ Změna č. 1 Část č. 1 (velikost
Řízení svařovací dokumentace
 Řízení svařovací dokumentace WELDEYE WELDING MANAGEMENT SOFTWARE "Dříve nám běžně zabralo 1-2 hodiny načíst údaje o svářeči z informačního systému, vytisknout a oskenovat kvalifikace, vybrat správnou WPS
Řízení svařovací dokumentace WELDEYE WELDING MANAGEMENT SOFTWARE "Dříve nám běžně zabralo 1-2 hodiny načíst údaje o svářeči z informačního systému, vytisknout a oskenovat kvalifikace, vybrat správnou WPS
Seminář Provádění ocelových a hliníkových konstrukcí dle řady norem EN 1090, Praha,
 Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
EDDY CURRENT TESTING ÚVOD DOPORUČENÉ MATERIÁLY DEFINICE URČENÍ DÉKLA ŠKOLENÍ. Sylabus pro kurzy metody vířivých proudů dle systému ISO 9712 1 / 7
 EDDY CURRENT TESTING Sylabus pro kurzy metody vířivých proudů dle systému ISO 9712 ET PROCES SYSTÉM METODA STUPEŇ / TECHNIKA SEKTOR CODE PLATNÉ OD ZPRACOVAL NDT 9712 ET 1, 2, 3 MS, t - 4 / 2015 ROXER ÚVOD
EDDY CURRENT TESTING Sylabus pro kurzy metody vířivých proudů dle systému ISO 9712 ET PROCES SYSTÉM METODA STUPEŇ / TECHNIKA SEKTOR CODE PLATNÉ OD ZPRACOVAL NDT 9712 ET 1, 2, 3 MS, t - 4 / 2015 ROXER ÚVOD
Sušicí zařízení ESAB SUŠICÍ SKŘÍŇ PK 1 SUŠICÍ ZAŘÍZENÍ PK 5 SUŠICÍ SKŘÍŇ SK 40
 Sušicí zařízení ESAB SUŠICÍ SKŘÍŇ PK 1 PK 1 je lehká a praktická skříň na suché skladování elektrod. Lze ji snadno přenášet a má skladovací teplotu přibližně 100º C. Topný článek vede shora dolů a nahoře
Sušicí zařízení ESAB SUŠICÍ SKŘÍŇ PK 1 PK 1 je lehká a praktická skříň na suché skladování elektrod. Lze ji snadno přenášet a má skladovací teplotu přibližně 100º C. Topný článek vede shora dolů a nahoře
P A T R I O T W e l d n i n g P r o c e s s software pro systém řízení výroby a svařování.
 P A T R I O T W e l d n i n g P r o c e s s software pro systém řízení výroby a svařování. V oblasti výroby ocelových konstrukcí a svařování se objevil nový pomocník pro výrobce a jejich vyšší svářečský
P A T R I O T W e l d n i n g P r o c e s s software pro systém řízení výroby a svařování. V oblasti výroby ocelových konstrukcí a svařování se objevil nový pomocník pro výrobce a jejich vyšší svářečský
Spolupráce VÍTKOVICE MACHINERY GROUP a ŠKODA JS v oboru jaderné energetiky
 Spolupráce VÍTKOVICE MACHINERY GROUP a ŠKODA JS v oboru jaderné energetiky Lubomír Gogela, ředitel pro jakost, VÍTKOVICE POWER ENGINEERING a.s. Plzeň Historie Delimitace kotlového programu do SES Tlmače
Spolupráce VÍTKOVICE MACHINERY GROUP a ŠKODA JS v oboru jaderné energetiky Lubomír Gogela, ředitel pro jakost, VÍTKOVICE POWER ENGINEERING a.s. Plzeň Historie Delimitace kotlového programu do SES Tlmače
Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí
 Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí Lukáš Petričko, Ing. SvarExpert s.r.o., Kištofova 1443/27, 716 00 Ostrava Radvanice E-mail: petricko@svarexpert.cz.
Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí Lukáš Petričko, Ing. SvarExpert s.r.o., Kištofova 1443/27, 716 00 Ostrava Radvanice E-mail: petricko@svarexpert.cz.
DOOSAN ŠKODA POWER. pro jaderné elektrárny ŠKODA POWER. Jiří Fiala Ředitel Globálního R&D centra Doosan Škoda Power
 DOOSAN ŠKODA POWER pro jaderné elektrárny Jiří Fiala Ředitel Globálního R&D centra Doosan Škoda Power 12.5.2016 ŠKODA POWER Historie turbín ŠKODA Významné osobnosti historie parních turbín ŠKODA Prof.
DOOSAN ŠKODA POWER pro jaderné elektrárny Jiří Fiala Ředitel Globálního R&D centra Doosan Škoda Power 12.5.2016 ŠKODA POWER Historie turbín ŠKODA Významné osobnosti historie parních turbín ŠKODA Prof.
Šoupátko třmenové kované S43 PN (400) DN 50/50 350/275, T max : 600 C
 DN 50/50 350/275, T max : 600 C") Třmenové šoupátko S43, -320 () Šoupátko třmenové kované S43 320 () DN 50/50 350/275, T max : 600 C Uzavírací třmenové šoupátko v přivařovacím nebo přírubovém provedení, netočivé stoupající vřeteno, vnější
Třmenové šoupátko S43, -320 () Šoupátko třmenové kované S43 320 () DN 50/50 350/275, T max : 600 C Uzavírací třmenové šoupátko v přivařovacím nebo přírubovém provedení, netočivé stoupající vřeteno, vnější