VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY MODERNÍ METODY TECHNOLOGIE VRTÁNÍ MODERN METHODS IN DRILLING
|
|
|
- Ludvík Mašek
- před 8 lety
- Počet zobrazení:
Transkript

1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY MODERNÍ METODY TECHNOLOGIE VRTÁNÍ MODERN METHODS IN DRILLING BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR MARTIN KODYS ing. OSKAR ZEMČÍK, CSc. BRNO 2008

2
3
4 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Tato bakalářská práce se věnuje moderním metodám vrtání. První část je zaměřena na rozdělení jednotlivých metod vrtání, na jejich popis a možnosti využití v průmyslové praxi. Druhá část je věnována orientaci v produktech dvou nejvýznamnějších výrobců vrtacích nástrojů. Klíčová slova Vrták, břit, fazetka, stopka, vyměnitelná břitová destička, rychlořezná ocel, slinutý karbid. ABSTRACT This Bachelor s thesis deals with modern methods in drilling. In the first part, the drilling methods are divided, followed by each method description and practical usage. The second part is devoted to the way of orientation in products of couple most significant producers of drilling tools. Key words Drill, cutting edge, peripheral land, drill shank, ínsertable index, high-speed steel, sintered carbide. BIBLIOGRAFICKÁ CITACE KODYS, Martin. Moderní metody technologie vrtání. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí bakalářské práce ing. Oskar Zemčík, CSc.

5 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 Prohlášení Prohlašuji, že jsem bakalářskou práci na téma Moderní metody technologie vrtání vypracoval samostatně s použitím odborné literatury a pramenů, uvedených v seznamu, který tvoří přílohu této práce. V Brně 19. května Jméno a příjmení bakaláře

6 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 Poděkování Děkuji tímto vedoucímu bakalářské práce ing. Oskaru Zemčíkovi, CSc. za cenné připomínky a rady při vypracování bakalářské práce.

7 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 OBSAH Abstrakt.4 Prohlášení.5 Poděkování Obsah.7 Úvod.9 1. Technologie vrtání Technologická charakteristika Průřez třísky Řezné síly Strojní čas Nástroje na otvory Nástroje dle konstrukce Šroubovitý vrták Kopinatý vrták Tvarové vrtáky Nástroje pro vrtání hlubokých děr Ejektorové vrtací hlavy Vrtací hlavy BTA (STS) Dělové vrtáky Spirálové dělové vrtáky Nástroje dle stavby těla Monolitní vrtáky Vrtáky s vyměnitelnými břitovými destičkami Vrták s vyměnitelnou špičkou Přehled řezných podmínek Nástroje firmy Gühring Označování nástrojových materiálů Rychlořezné oceli Supertvrdé řezné materiály Slinuté karbidy Povrchová úprava nástrojů Produkce nástrojů na otvory Postup při výběru nástroje Nástroje firmy Sandvik Coromant Vrták CoroDrill Delta C Vrták Coromant Delta Vrták CoroDrill Vrták Coromant U Postup při výběru nástroje Porovnání jednotlivých nástrojů Porovnání monolitních vrtáků ze slinutého karbidu Nástroj firmy Gühring Nástroj firmy Sandvik Coromant Srovnání hodnot Porovnání nástrojů s vyměnitelnými břitovými destičkami Nástroj firmy Gühring 31

8 FSI VUT BAKALÁŘSKÁ PRÁCE List Nástroj firmy Sandvik Coromant Nástroj firmy Kyocera Srovnání hodnot.34 Závěr..36 Seznam použitých zdrojů 37 Seznam použitých zkratek a symbolů..39

9 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 Úvod Technologie vrtání patří mezi nejpoužívanější operace v průmyslové praxi. Tato operace je zastoupena nejen v oblasti strojírenské výroby, ale i v lékařství, ve stavebnictví, geologii a v dalších oborech. S výrobou otvorů začal člověk už v pravěku, nejčastěji je zhotovoval do dřeva, ale i do kostí, klů, kamene atd. Rotační pohyb měl též zastoupení v rozdělávání ohně, což byla v té době otázka života a smrti. Charakteristikou vrtání je rotační pohyb nástroje nebo obrobku kolem své vlastní osy a dále posuvný pohyb nástroje (obrobku) směrem do materiálu. V souvislosti s postupnou náročností na vyhotovení otvoru se do technické praxe dostávají i tzv. nekonvenční metody vrtání děr. Zhotovování otvorů se provádí na vrtacích strojích tzv. vrtačkách nebo na obráběcích centrech. Důležitým faktorem pro kvalitu vrtaných děr je volba nástroje a řezných podmínek. Nástroje se v poslední době staly cílem výzkumu mnoha firem, které se zabývají jejich výrobou a prodejem. Důraz na přesnost, kvalitu a spolehlivost je vysoký a každý podnik si pečlivě chrání své metody výroby těchto nástrojů. Nezastupitelné místo mají při vrtání i jednotlivé procesní kapaliny, které výrazně ovlivňují jednotlivé faktory při vrtání. S přibývající náročností na přesnost se zvyšují i požadavky na nástrojové materiály. Ty se staly v poslední době cílem mnoha výzkumů a jejich zdokonalení má za důsledek vyvinutí moderních nástrojů s vysokou trvanlivostí a odolností k opotřebení. K tomuto faktu dopomohla i technologie povlakování, která se používá téměř u všech nástrojů.

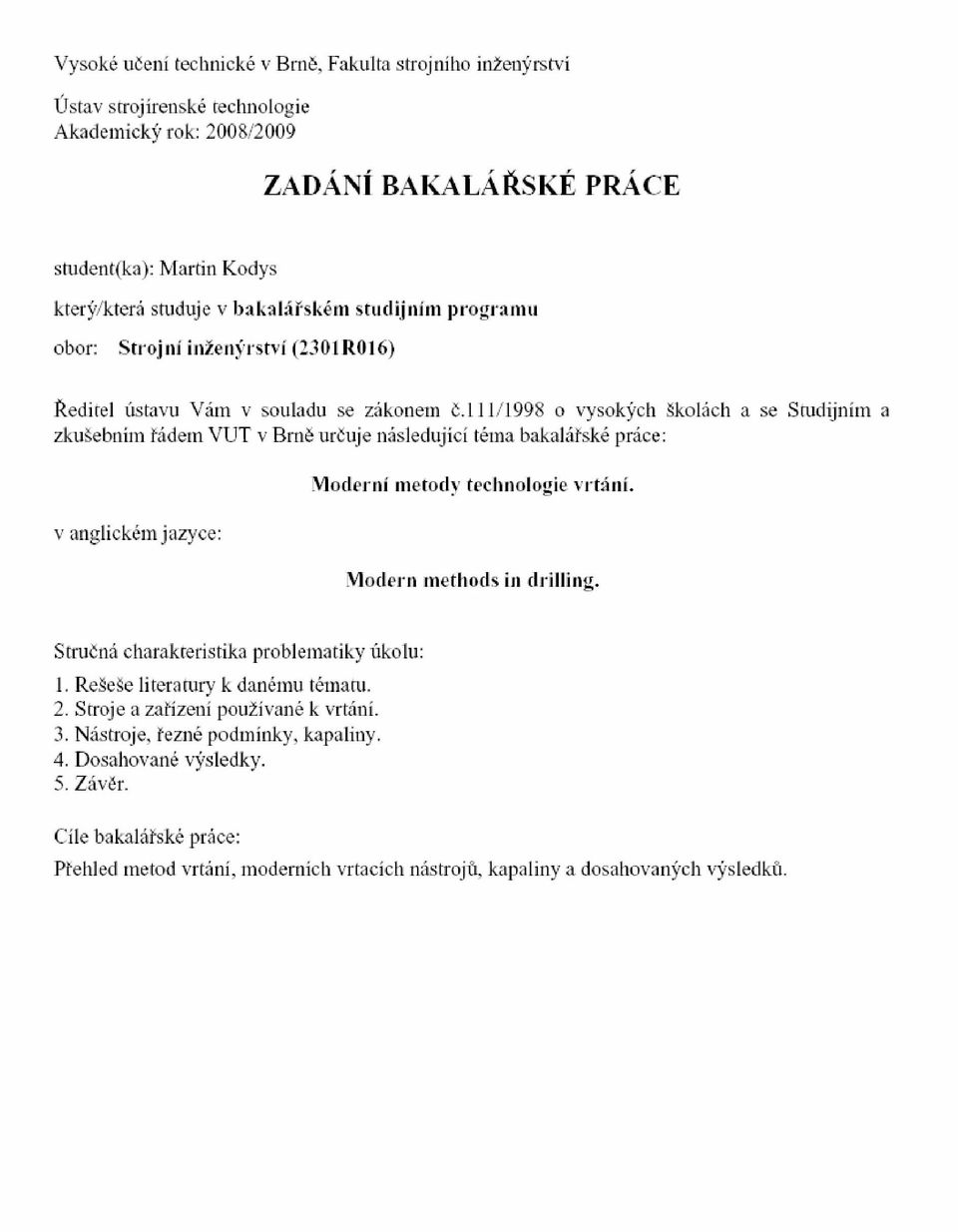
10 FSI VUT BAKALÁŘSKÁ PRÁCE List 10 Technologie vrtání Vrtání je metoda, při níž se zhotovují díry do plného materiálu nebo se zvětšují již jinak vyrobené díry. Tím rozumíme díry předlité, předkované, předlisované apod. Hlavní pohyb je rotační a vykonává ho vrták, vedlejší (posuvový) pohyb vykonává vrták ve směru své osy. Osa vrtáku je zpravidla kolmá k obráběné ploše, ve které vstupuje vrták do obráběného matriálu. Požadavky na utváření a odvádění třísky při procesu vrtání jsou mnohem vyšší než u soustružení a frézování. Proto u dlouhých děr musíme zajistit kontrolované utváření třísky a její odvod z díry. Charakteristickou vlastností všech nástrojů na díry je, že řezná rychlost se mění směrem ke středu nástroje, kde řezná rychlost je nulová. Za řeznou rychlost se považuje rychlost na vnějším (maximálním) obvodu nástroje. [2][5][6] 1.1. Technologická charakteristika Kinematické souvislosti jsou naznačeny na obr. 1.1 obr. 1.1 kinematika vrtacího procesu při vrtání šroubovitým vrtákem[2] 1 směr hlavního pohybu 2 směr posuvového pohybu 3 směr řezného pohybu V c řezná rychlost V f posunová rychlost V e rychlost řezného pohybu P fe pracovní boční rovina ϕ - úhel posunového pohybu η - úhel řezného pohybu Řezná rychlost Je charakterizována počtem otáček a průměrem nástroje. Průměr vrtáku je udáván v milimetrech, proto se výsledek musí dělit 1000.

11 FSI VUT BAKALÁŘSKÁ PRÁCE List 11 kde: π D n v m c = 1000 min, (1.1) D průměr nástroje [mm] n počet otáček [min -1 ] Posunová rychlost Je posuv nástroje vůči obrobku, popřípadě posuv obrobku vůči nástroji vyjádřený délkou dráhy za jednotku času. v mm f = f n min, (1.2) kde: f posuv nástroje za jednu otáčku [mm] Rychlost řezného pohybu 2 2 v m e = vc + v f min (1.3) Posuv na zub f f z = z [ mm], (1.4) kde: z počet zubů (břitů) nástroje [-] 1.2. Průřez třísky Parametry průřezu třísky pro vrtání do plného materiálu a pro vrtání do předvrtané díry jsou uvedeny na obr. 1.2 Obr. 1.2 Průřez třísky při vrtání dvoubřitým nástrojem [2] Jmenovitá tloušťka třísky: f hd = sin κr [ mm] (1.5) 2 Jmenovitá šířka třísky při vrtání do plného materiálu: D bd = [ mm] (1.6) 2 sinκ r
![v mm f = f n min, (1.2) kde: f posuv nástroje za jednu otáčku [mm] Rychlost řezného pohybu 2 2 v m e = vc + v f min (1.3) Posuv na zub f f z = z [ mm], (1.](/docs-images/48/23839886/images/page_11.jpg "4) kde: z počet zubů (břitů) nástroje [-] 1.2. Průřez třísky Parametry průřezu třísky pro vrtání do plného materiálu a pro vrtání do předvrtané díry jsou uvedeny na obr. 1.2 Obr. 1.2 Průřez třísky při vrtání dvoubřitým nástrojem [2] Jmenovitá tloušťka třísky: f hd = sin κr [ mm] (1.")
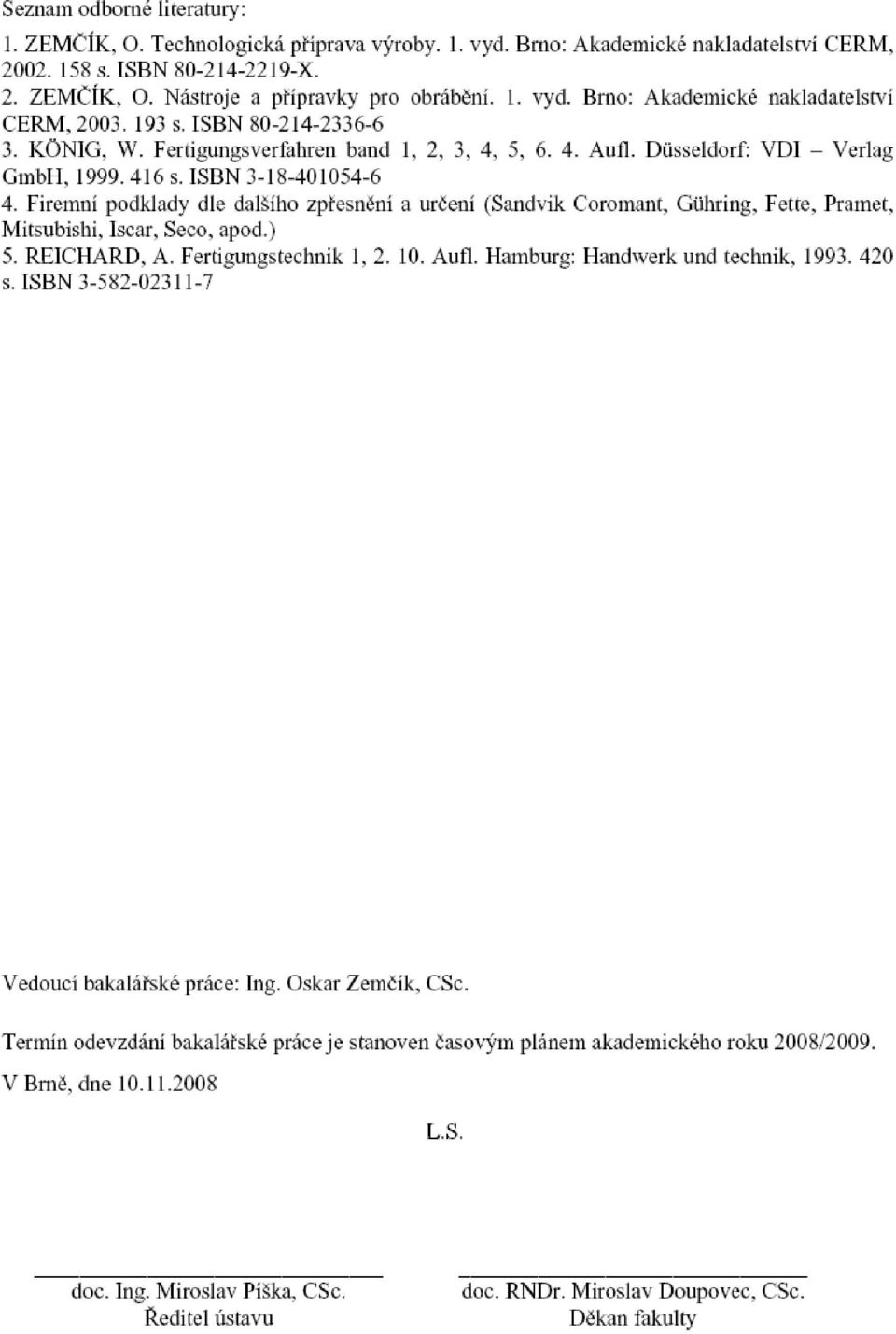
12 FSI VUT BAKALÁŘSKÁ PRÁCE List 12 Jmenovitá šířka třísky při vrtání do předpracovaného otvoru: D d bd = [ mm], (1.7) 2 sinκ r kde: κ r pracovní úhel nastavení hlavního ostří [ ] f posuv na otáčku [mm] Šířka záběru ostří šroubovitého vrtáku: a) do plného materiálu D a p = [ mm], (1.8) 2 b) do předpracované díry D d ap = [ mm], (1.9) 2 Kde: D průměr vrtáku [mm] d průměr předpracované díry Jmenovitý průřez třísky A D pro šroubovitý vrták při vrtání do plného materiálu: f D f 2 AD = hd bd = a p = mm 2 4 (1.10) Jmenovitý průřez třísky A D pro šroubovitý vrták při vrtání do předpracovaného otvoru: f ( D d ) f 2 AD = hd bd = a p = mm 2 4 (1.11) 1.3. Řezné síly Řezné síly na břitech nástroje jsou názorně vyznačeny na obr. 1.3 F C řezná síla F f posunová síla F p pasivní síla D průměr nástroje Obr. 1.3 řezné síly při vrtání [2]
![8) 2 b) do předpracované díry D d ap = [ mm], (1.](/docs-images/48/23839886/images/page_12.jpg "9) 2 Kde: D průměr vrtáku [mm] d průměr předpracované díry Jmenovitý průřez třísky A D pro šroubovitý vrták při vrtání do plného materiálu: f D f 2 AD = hd bd = a p = mm 2 4 (1.")
13 FSI VUT BAKALÁŘSKÁ PRÁCE List 13 Jednotlivé síly jsou dány dle empirických vzorců: X Fc yfc F = C D f N (1.12) C Fc [ ] [ N] X Ff yff f = F, (1.13) f F C D f kde: C Fc, C Ff konstanty vyjadřující vliv materiálu [-] X Fc, X Ff exponenty vyjadřující vliv průměru nástroje [-] y Fc, y Fc exponenty vyjadřující vliv posuvu na otáčku [-] D průměr nástroje [mm] f posuv na otáčku [mm] - pokud je nástroj správně naostřen, pak z rovnice rovnováhy vyplyne: F = 0 (1.14) p Příklady hodnot jednotlivých konstant a exponentů je v tab. 1.1 Obráběný materiál C Fc x Fc y Fc C FF x Fc y Fc Ocel R m =750Mpa ,9 0, ,72 Litina 200HB ,85 0, ,78 Tab. 1.1 hodnoty konstant a exponentů pro výpočet řezné síly a posunové síly [2] Řezný výkon při vrtání se určí pomocí vztahu: Fc vc Fc vc P 3 4 [ kw c = = ], (1.15) Kde: F c se určí dle vztahu (1.12) v c se určí dle vztahu (1.1) 1.4. Strojní čas Jednotkový strojní čas při vrtání průchozí díry šroubovitým vrtákem se vyjádří na základě obr. 1.4 a pomocí následujícího vztahu: [3] kde: L l + ln + lp tas = = f ns f ns l délka vrtané díry l n délka náběhu l p délka přeběhu f posuv na otáčku n s otáčky vrtáku [ min], (1.16) Pro vrtáky s úhlem 2κ = 118 bude: lp r ( ) ( ) [ ] = 0,5D tg31 + 0,5 až 1 0,3D + 0,5 až 1 mm (1.17) n ( 0,5 až 1 ) [ mm] l = (1.18)
![nástroje [mm] f posuv na otáčku [mm] - pokud je nástroj správně naostřen, pak z rovnice rovnováhy vyplyne: F = 0 (1.14) p Příklady hodnot jednotlivých konstant a exponentů je v tab. 1.](/docs-images/48/23839886/images/page_13.jpg "1 Obráběný materiál C Fc x Fc y Fc C FF x Fc y Fc Ocel R m =750Mpa 3650 0,9 0,78 865 1")
14 FSI VUT BAKALÁŘSKÁ PRÁCE List 14 obr. 1.4 Dráha nástroje ve směru posuvu při vrtání díry [3] D 0,25 0, Náběh [mm] 0,1 0,2 0,4 0,6 0, Přeběh [mm] 0,5 0,5 0,5 0,5 0, D Náběh [mm] Přeběh [mm] tab Stanovení náběhů a přeběhů při vrtání [1]
![4 Dráha nástroje ve směru posuvu při vrtání díry [3] D 0,25 0,5 1 2 3 4 5 6 8 10 12 14 16 Náběh](/docs-images/48/23839886/images/page_14.jpg "[mm] 0,1 0,2 0,4 0,6 0,8 1 2 2 3 3 4 4 5 Přeběh [mm] 0,5 0,5 0,5 0,5 0,5 1 1 1 1 1 1 1 1 D 18 20")
15 FSI VUT BAKALÁŘSKÁ PRÁCE List Nástroje na otvory V průmyslu existuje celá řada nástrojů pro výrobu děr a otvorů. Ty se zpravidla dělí podle několika hledisek. Rozdělení je uvedeno na obr Pro volbu nástroje hraje důležitou roli, jaký otvor chceme vyrobit, tzn. velikost, hloubka, přesnost. Dále musíme brát na vědomí, do jakého materiálu se bude otvor vyhotovovat. Podle materiálu obrobku a nástroje se pak určí řezné podmínky. Rozdělení: 2.1. Nástroje dle konstrukce Šroubovitý vrták Obr Rozdělení nástrojů pro otvory Šroubovité vrtáky jsou nejrozšířenějším a nejpoužívanějším nástrojem ve vrtání děr. Z velké části jsou to dvoubřité rozměrové nástroje, které se používají na vrtání děr do plného materiálu, k rozšiřování již předvrtaných děr, dále k předvrtání pro výhrubníky, výstružníky, vnitřní závity. Šroubovitý vrták se skládá z válcového těla, na kterém jsou vytvořeny dvě protilehlé drážky pro odvod třísky a pro přívod řezné kapaliny. Drážky mají úhel stoupání, který označujeme λ S. Toto stoupání není u všech vrtáků stejné a liší se podle toho, jaký materiál chceme obrábět. Pro oceli, litiny a slitiny hliníku je λ S =30, pro vrtání do hliníku a do mědi λ S =40, pro bronzi, mosazi a plastické hmoty je λ S =15. Jmenovitý průměr D je měřen na konci vrtáku, protože vrták se směrem ke stopce kuželově zužuje (0,12:100), za účelem menšího tření a tím i menšího tepelného namáhání, zatímco jádro se směrem od špičky ke stopce zvětšuje (1:130). Úhel špičky ε r =2κ r volíme dle obráběných materiálů, pro oceli a slitiny hliníku ε r =110 až 130, pro litinu ε r =95, pro hliník a měd ε r =140, pro plastické hmoty ε r =80 až 100, pro mosaz a bronz ε r =120. Za funkční částí vrtáku se nachází krček a upínací stopka. Upínací stopka může být válcová (do průměru D=20mm), anebo kuželová (od D=10 do D=100mm). Šroubovitý vrták má poměrně složitou geometrii, úhel

16 FSI VUT BAKALÁŘSKÁ PRÁCE List 16 čela a hřbetu jsou podél hlavního ostří proměnné. Optimální úhel čela se měří na vnějším průměru vrtáku a směrem k ose se tento úhel zmenšuje, někdy až k nule, ale může dosáhnout i záporných hodnot, což je nežádoucí vzhledem k nulové řezné rychlosti v ose nástroje. Šroubovitý vrták se ostří pouze na čele a způsoby podbroušení jsou uvedeny na obr [4] [5] Obr. 2.2 Parametry šroubovitého vrtáku [4] Kopinatý vrták Obr. 2.3 Způsoby podbroušení šroubovitého vrtáku [5] Kopinaté vrtáky jsou velmi tuhé a je možno s nimi vrtat díry bez navrtávání od průměru 28mm do 128mm, při poměru menším než L/D=3:1. Drsnost povrchu těchto děr je horší než u vrtání šroubovitým vrtákem. Kopinaté vrtáky se vyrábí buď monolitní, anebo častěji s vyměnitelnými destičkami z rychlořezné oceli nebo slinutého karbidu. Destičky mají speciální tvar a na hřbetu je vybroušena fazetka, a to pro menší tření v díře. [2] Obr. 2.4 Kopinatý vrták firmy Gühring [7]

17 FSI VUT BAKALÁŘSKÁ PRÁCE List Tvarové vrtáky Tyto vrtáky umožňují slučovat několik operací dohromady. Slouží k vytváření odstupňovaných otvorů, podle počtu odstupňování rozlišujeme dvoustupňové a vícestupňové. Nejčastější sloučení operací je vrtání a zahloubení, dále vrtání a válcové zahloubení, vrtání a vyhrubování, vrtání a vystružování atd. Výroba těchto vrtáků je poměrně nákladná a používají se většinou v sériové a hromadné výrobě. Zvláštní skupinou tvarových vrtáků jsou středící vrtáky. Tyto nástroje se používají pro navrtávání tvarových důlků pro upínání obrobků do hrotů nebo pro přesnou polohu při vrtání šroubovitým vrtákem. [4] obr Dvoustupňový vrták a středící vrták firmy Gühring [7] 2.2. Nástroje pro vrtání hlubokých děr Ejektorové vrtací hlavy Ejektorový neboli tzv. dvoutrubkový systém je odvozený z principu vrtání systémem BTA. Tato metoda se může použít na běžných obráběcích strojích, ale i na CNC centrech. Tímto systémem můžeme vrtat díry do hloubky až 100xD. Ejektorová hlava je složena z vrtací hlavice, která se našroubuje do vnější vrtací trubky. Chladící kapalina je dodávána na vnitřní trubku přes chladící tělo a je hnána pod tlakem mezi vnější a vnitřní trubku. Dále pokračuje přes vnější trubku až vrtací hlavě, kde strhává třísku a odvádí ji vnitřní trubkou ven. Těmito hlavami můžeme vrtat průměry od 18,4 mm až do 200 mm [9] Obr 2.6. Ejektorové vrtací hlavy s pájenými destičkami a vyměnitelnými destičkami [9]

18 FSI VUT BAKALÁŘSKÁ PRÁCE List Vrtací hlavy BTA(STS) Obr Princip ejektorového vrtání [9] Systém BTA (STS) je vysokovýkonný vrtací proces typický použitím pro velké průměry v hloubce až 100xD. Tyto nástroje jsou konstruovány pro různé materiály. Řezná kapalina je přiváděna tlakovou hlavou mezi vrtací trubku a vrtací pouzdro, dále teče k vrtací hlavě, kde ji maže a zde odstraňuje třísku. Kapalina se pak odvádí do vnitřní trubky zpět k filtru a k nádobě s kapalinou. [9] Obr Princip vrtání systémem BTA [9]

19 FSI VUT BAKALÁŘSKÁ PRÁCE List Dělové vrtáky Obr.2.9. Nástroje pro vrtání systémem BTA [9] Dělové vrtáky jsou vysokovýkonné vrtací nástroje a používají se pro vrtání hlubokých děr od hloubky vrtání 10xD a pro průměry od 0,5 mm až do 80 mm. Tímto nástrojem se dají vytvářet i krátké otvory. Po obrábění nám vznikne nejen dobrý povrch otvoru, ale i minimální odchylka průměru. Řezná kapalina je pod velkým tlakem dopravena drážkami v nástroji až k břitům, kde tak odvádí teplo, snižuje tření a pomáhá odvádět třísky drážkou ve vrtáku. Dělové vrtáky se vyrábí jednobřité i dvoubřité. Ve zvláštních případech se používají jednobřité vrtáky s výměnnými břity a výměnnými vodícími lištami. Nástroje mohou být použity na různých strojích a obráběcích centrech s dostatečným filtračním systémem a s dostatečnou kapacitou pro řezné médium. [9] Obr Princip vrtání dělovým vrtákem [9] Obr Dvoubřitý dělový vrták a dělový vrták s vyměnitelnými břitovými destičkami [9]
![Nástroje pro vrtání systémem BTA [9] Dělové vrtáky jsou vysokovýkonné vrtací nástroje a používají se pro vrtání hlubokých děr od hloubky vrtání 10xD a pro průměry od 0,5 mm až do 80 mm.](/docs-images/48/23839886/images/page_19.jpg "Tímto nástrojem se dají vytvářet i krátké otvory. Po obrábění nám vznikne nejen dobrý povrch otvoru, ale i minimální odchylka průměru.")
20 FSI VUT BAKALÁŘSKÁ PRÁCE List Spirálové dělové vrtáky Jsou zvláštním případem nástrojů pro hluboké vrtání, jež vyvinula německá firma Gühring. Jsou to monolitní vrtáky ze slinutého karbidu a konce jsou povlakované TiAlN. Stavba vrtáku je stejná jako u šroubovitého vrtáku s vnitřním chlazením s tím rozdílem, že je podstatně delší a má speciálně konstruované drážky pro optimální odvod třísek z díry. Využívají se větší posuvy a větší řezné rychlosti, čímž se dosahuje menších strojních časů. Vrtáky se vyrábí v délkách 20xD, 25xD a 30xD. [12] 2.3. Nástroje dle stavby těla Monolitní vrtáky Obr Spirálové dělové vrtáky [12] Jsou to nástroje, které jsou celé vyrobené z jednoho materiálu buď z rychlořezné oceli, nebo ze slinutého karbidu, řezné keramiky, cermetu atd. Konstrukcí se většinou jedná o šroubovité vrtáky Vrtáky s vyměnitelnými břitovými destičkami Jelikož řezná rychlost není po obvodu hlavního ostří konstantní, pak se používá v místech s větší řeznou rychlostí povlakované destičky vyrobené ze SK. V místech s menší řeznou rychlostí se používají nepovlakované destičky z SK. Toto uspořádání nám zajistí, že při výměně můžeme vyměnit obě tyto destičky najednou, protože trvanlivost destiček je přibližně stejná. Tyto vrtáky mají vyměnitelné břitové destičky upevněny na tělese pomocí šroubů se zapuštěnou hlavou (obr ). Mají velmi široké uplatnění, a to nejen ve vrtání, ale i v přidružených operacích jako jsou soustružení vnitřního tvaru, vnější soustružení a soustružení čela. Pro vysoké výkony by měly být destičky opatřeny stabilními břity a utvařeči třísek. Vrtáky s vyměnitelnými břitovými destičkami jsou vhodné k použití na vrtání nepravidelných ploch, jako jsou plochy konvexní, konkávní, šikmé, nepravidelné atd., ovšem doporučený posuv musí být zmenšen. [5] Obr Upevnění destičky pomocí šroubu se zapuštěnou hlavou [4]

21 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 Obr Vrták s vyměnitelnými břitovými destičkami firmy Sandvik Coromant [8] Vrták s vyměnitelnou špičkou Je zhotoven ve dvou základních provedeních se špičkou v provedení břitové destičky nebo s vyměnitelnou hlavicí. Hlavice a destičky jsou převážně vyrobeny z monolitního slinutého karbidu, a to jak povlakovaného, tak i nepovlakovaného. Hlavice mají různou geometrii v závislosti na druhu obráběného materiálu. [5] Obr Vrták s vyměnitelnou špičkou a s vyměnitelnou hlavicí [7] [10] 2.4. Přehled řezných podmínek Řezné podmínky závisí na obráběném materiálu, na průměru nástroje a na řezném prostředí. V tomto přehledu jsem uvažoval s maximálním možným posuvem a řeznou rychlostí pro vrtání do běžné konstrukční oceli s pevností nad 500Mpa s použitím řezné kapaliny. Nástroj Průměr nástroje Řezná rychlost Posuv [mm] [m/min] [mm/ot] Monolitní šroubovitý vrták z HSS ,4 Monolitní šroubovitý vrták ze SK ,4 Kopinatý vrták s pájenými břity ze SK ,16 Dvoustupňový vrták ,2 Ejektorová vrtací hlava ,28 BTA (STS) vrtací hlava ,28 Dělový vrták ,04 Dělový vrták s VBD ,055 Spirálový dělový vrták ,4 Vrták s VBD ,12 Vrták s vyměnitelnou špičkou ,315 Tab Přehled řezných podmínek
22 FSI VUT BAKALÁŘSKÁ PRÁCE List Nástroje firmy Gühring Gühring je jedním z nejvýznamnějších výrobců rotačních obráběcích nástrojů na světě. Jejich aktuální program produktů zahrnuje více než 1600 různých typů nástrojů. Jako první v roce 1980 použila u vrtáků povlak TiN a výrazně tak zvýšila výkon těchto nástrojů. Firma je zastoupena v 56 zemích světa. [7] 3.1. Označování nástrojových materiálů Firma Gühring používá vlastní značení nástrojových materiálu z důvodu lepší orientace při výběru nástroje z katalogu. K těmto značkám můžeme jednoduše přiřadit materiál dle Evropské normy. [7] Rychlořezné oceli Řadí se do pěti skupin s označením HSS, HSS-E, HSS-E-PM, HSCO a M42 a mají tyto vlastnosti: [7] HSS Standardní řezný materiál pro univerzální použití HSS-E Řezný materiál vysoce odolný proti otěru HSCO Vysoká tepelná odolnost, při nepříznivém chlazení HSS-E-PM Vysoká tvrdost, tepelná odolnost a stabilita řezné hrany M42 Vhodné pro těžkoobrobitelné materiály Supertvrdé řezné materiály Jako supertvrdé řezné materiály používá firma Gühring Polykrystalický diamant označovaný PCD, Polykrystalický nitrid boru označovaný CBN a cermety. Tyto materiály se používají výhradně k výrobě vyměnitelných břitových destiček. [7] Slinuté karbidy Slinuté karbidy jsou rozděleny do šesti aplikačních skupin, které jsou označeny písmeny P, M, K, S, N, H. Aplikační skupiny nám určují, jaké materiály lze jednotlivými nástroji ze Slinutého karbidu obrábět. [7] Aplikační skupiny: P Železné kovy s dlouhou třískou kromě nerezových a austenitizačních ocelí M Austenitické nerezové oceli, austeniticko/feritické oceli a lité oceli K Všechny druhy šedé litiny a kujné litiny S Žáruvzdorné slitiny a slitiny titanu N Neželezné kovy H Kalené oceli a tvrzené litiny 3.2. Povrchová úprava nástrojů Povrchovou úpravou se zde myslí povlakování a nitridování. Povlaky nám zvyšují odolnost proti opotřebení a zvyšují trvanlivost nástroje. Označování jednotlivých způsobů nitridování a povlaků: [7]
23 FSI VUT BAKALÁŘSKÁ PRÁCE List 23 Bez povlaku Nitridovaný ve vodní páře Nitridované fazety Doporučené pro obrábění šedé litiny, pro hliník, plasty, oceli s vysokým obsahem perlitu aj. Černěný Parou upravované nástroje mohou zabránit vzniku nalepování materiálu. Jsou vhodné pro obrábění slitin železa. Povlak A (TiAlN) Jednovrstvý povlak díky vysoké tvrdosti a chemické stabilitě je vhodný pro použití na nástrojích ze slinutých karbidů pro abrazivní použití. Povlak Super A (AlTiN) Používá se výhradně na nástrojích ze slinutého karbidu, používá se na obrábění těžkoobrobitelných materiálů. Povlak C (TiCN) Tento povlak je vhodný pro nástroje s vysokým mechanickým zatížením, zejména pro nástroje vytvářející závity. Povlak F nebo R (FIRE nebo nanofire) Vícevrstvý povlak TiAlN/TiN se používá na šroubovitých vrtácích z rychlořezné oceli a ze slinutého karbidu. Vyznačuje se velkou odolností proti opotřebení a má dobrou tepelnou stabilitu. Povlak P (AlCrN) Vysoká odolnost proti opotřebení a proti oxidaci, vysoká tvrdost i za vyšších teplot. Povlak S (TiN) Používá se jak na nástroj vyrobený z rychlořezné oceli, tak i na nástroj ze slinutého karbidu. Povlak M (MolyGlide) MolyGlide je tenký povlak snižující tření, používá se pro obrábění za sucha nebo pro obrábění s minimálním množstvím kapaliny Produkce nástrojů na otvory Firma Gühring se zaměřuje na výrobu monolitních vrtáků, proto jsou tyto nástroje k dispozici v různých provedeních. Dále tato firma produkuje také vrtací nástroje s vyměnitelnými břitovými destičkami v provedení s vyměnitelnou špičkou. Monolitní šroubovité vrtáky se dělí na dvě velké skupiny na tzv. Ratio vrtáky a na Spirálové vrtáky. [7] Ratio vrtáky Tyto nástroje jsou vyrobeny v mnoha provedeních, v provedení dvoubřitém jsou tyto nástroje značeny takto: RT 100R, RT 100U, RT 100G, RT 100R, RT
24 FSI VUT BAKALÁŘSKÁ PRÁCE List T, RT 80U, RT 150GG, RT 150GN a v provedení tříbřitém: FT 200G, GS 200U, GS 200G, GS 200F. Nástroje jsou vyrobeny buď s válcovou stopkou, nebo s válcovou stopkou se šikmou upínací plochou a s kanálky pro vnitřní chlazení, nebo bez nich. [7] Spirálové vrtáky Tyto nástroje jsou označovány takto: N,W, H, GT 100, GT 80, GT 80IK, GT 50, GT 500, GV 120, GU 500, DK 77, P 2000, VA, Ti, Duro 150. Spirálové vrtáky se vyrábí v provedení s válcovou stopkou nebo kuželovou stopkou (Morse kužel), s kanálky pro vnitřní chlazení nebo bez nich, s monolitní šroubovicí nebo s pájenými destičkami ze slinutého karbidu. [7] Vrták s vyměnitelnou břitovou špičkou Tento nástroj má dvě části, držák vyměnitelných břitů a vyměnitelný břit. Držák je zkonstruován ve dvou provedeních a je označen HT 800 nebo RT 800. Konce držáků jsou opatřeny válcovou stopkou se šikmou upínací plochou. Vyměnitelné břitové destičky jsou vyrobeny opět ve dvou provedeních. Pro držák HT 800 má destička vodící čep oproti destičce pro držák RT 800. Tímto vrtákem vrtáme hloubky 3xD, 5xD a 7xD, což nám značně omezuje možnosti použití. [7] 3.4. Postup při výběru nástroje Při výběru nástroje se musí vycházet z geometrie vyráběného otvoru a z materiálových vlastností obráběného materiálu. Základní řazení nástrojů v katalogu je podle druhu nástroje (popsané viz výše) a podle hloubky vrtání. Jestliže už máme vybrán nástroj a požadovanou délku nástroje, pak musíme zjistit řezné podmínky. Do skupiny materiálu přiřadíme náš obráběný materiál a pro námi zvolený nástroj vyhledáme řeznou rychlost a kód řady posuvu. Podle tabulky posunových řad (obr. 3.1.) si pro náš průměr vrtáku a kódu posuvu vyhledáme posuv. Pokud se stane, že pro námi zvolený nástroj a obráběný materiál je políčko řezné rychlosti a kódu řady posuvů prázdné, pak tento nástroj není vhodný a musíme zvolit nástroj jiný. [7] Obr Tabulka řezných rychlostí a posunových řad [7]
25 FSI VUT BAKALÁŘSKÁ PRÁCE List Nástroje firmy Sandvik Coromant 4.1. Vrták CoroDrill delta C Monolitní vrtáky z povlakovaného slinutého karbidu a z karbidu s označením R840, R842, R850, R841. Slinuté karbidy se rozdělují do šesti aplikačních skupin stejně, jako je rozděleno v kap Nástroje jsou povlakovány TiN vrstvou, vícevrstvým povlakem TiN/TiAlN, AlCrN nebo TiAlN povlakem. Vrtáky CoroDrill Delta-C jsou k dispozici s válcovou stopkou, anebo se stopkou se šikmou upínací plochou. [8] [13] 4.2. Vrták Coromant delta Nástroj je osazen pájenými karbidovými břity s povlakem TiN, drážky jsou laserem tvrzené, a to pro lepší odvod třísky. Jsou to vysoce produktivní vrtáky pro vrtání děr s úzkými tolerancemi. Vyrábí se s válcovou stopkou opatřenou ploškou, anebo s válcovou stopkou opatřenou šikmou upínací plochou. [8] [15] 4.3. Vrták Corodrill 880 Vrták je opatřen vyměnitelnými břitovými destičkami (VBD), které jsou uspořádány podle Step technologie, tzn. že jedna destička je upevněna na střed a druhá je upevněna na obvod držáku. Podle uspořádání geometrií jednotlivých břitových destiček rozeznáváme několik skupin: [8] [13] Uspořádání destiček LM: Toto uspořádání je vhodné pro materiály tvořící dlouhou třísku například nízkouhlíkové a korozivzdorné oceli, používá se pro střední hodnoty posuvu a VBD mají ostrý pozitivní břit. Uspořádání destiček GM: Dobrá kontrola utváření třísky v širokém rozsahu posuvů, základní volba pro většinu materiálů. Uspořádání destiček GR: Pro obrábění oceli a litiny s vysokou rychlostí posuvu. VBD jsou s pevným zesíleným břitem, které se používají ke hrubování. Uspořádání destiček GT: Je vhodné pro nestabilní podmínky a přerušované řezy, pro nízké až vysoké rychlosti posuvu. Velmi pevný zesílený břit.
26 FSI VUT BAKALÁŘSKÁ PRÁCE List 26 Obr Uspořádání geometrie destiček a jejich materiálový rozsah [8] Jelikož na středu je jiná hodnota řezné rychlosti než na obvodu nástroje, pak i vyměnitelné břitové destičky budou rozdílné. Je to z důvodu rovnoměrného opotřebení a jejich následné výměny. Obvodové a středové destičky jsou zobrazeny na obr Obr VBD na středu nástroje a VBD na okraji nástroje [13] Nástroj CoroDrill 880 je možno použít jako stacionární vrták na soustruhu, anebo jako klasický rotující vrták. Držák pro VBD se vyrábí s válcovou stopkou nebo s upínacím systémem Coromant Capto Vrták CoromantU Do této kategorie patří vrtáky pro zahlubování na šroub s vnitřním šestihranem R a ponorné vrtáky R Výběr břitových destiček je podobný jako u nástroje CoroDrill 880. [8] [13] 4.5. Postup při výběru nástroje Při výběru nástroje u firmy Sandvik Coromant postupujeme podobně jako u firmy Gühring. Nejprve zvolíme typ nástroje, kterým chceme vytvářet otvor. Dále podle průměru délky otvoru v obrobku vybereme vhodný vrták. Následně se musíme ujistit, zda námi zvolený nástroj je schopen vytvořit otvor do obrobku. To zjistíme podle toho, jestli je u třídy nástroje umístěna hvězdička. Tato hvězdička značí vhodnost nástroje. Po zvolení vrtáku musíme určit řezné podmínky. Nejjednodušším způsobem je vyhledat na webových stránkách firmy Sandvik Coromant aplikaci modul řezných podmínek (viz obr.), zde zadat příslušné hodnoty námi vybraného materiálu a obrobku a následné vygenerování doporučených řezných podmínek. [8] [13]
27 FSI VUT BAKALÁŘSKÁ PRÁCE List 27 Obr Aplikace modul řezných podmínek firmy Sandvik Coromant [11]
28 FSI VUT BAKALÁŘSKÁ PRÁCE List Porovnání jednotlivých nástrojů V této kapitole porovnám nástroje firmy Gühring a Sandvik Coromant, jež jsem popsal v kapitolách výše. Vyberu nástroj z katalogu a určím jeho řezné podmínky. Následně tyto údaje vyhodnotím Porovnání monolitních vrtáků ze slinutého karbidu Pro příklad použiji případ, kdy je potřeba vyhotovit průchozí otvor do nelegované oceli (pevnost v tahu < 700Mpa) o průměru 20mm a hloubky 70mm Nástroj firmy Gühring Od firmy Gühring jsem z katalogu vybral dvoubřitý ratio vrták s označením RT 100F povlakovaný TiN, v provedení s válcovou stopkou se šikmou upínací plochou a vnitřním chlazením. Čelo má podbroušeno kuželovým výbrusem. [7] Obr. 5.1 Ratio vrták RT 100F [7] Parametry nástroje: Doporučené řezné podmínky: d d = 20mm = 20mm l = 153mm l l = 101mm = 50mm κ = 70 v c f r = 80m/ min = 0, 5mm/ot Výpočet strojního času pro vyvrtání jednoho otvoru: Pro výpočet použiji vztah a dosadím do něj příslušné hodnoty. Velikost náběhu a přeběhu určím z tab Mezitím si ale musíme vypočítat otáčky z řezné rychlosti ze vztahu 1.1.
29 FSI VUT BAKALÁŘSKÁ PRÁCE List 29 Výpočet teoretických otáček: 1000 v n = = = 1273, 24 ot/min π D π 20 Strojní čas: L l + ln + lp tas = = = = 0,1225 min n f n f 1273,24 0, Nástroj firmy Sandvik Coromant Od firmy Sandvik Coromant jsem vybral vrták CoroDrill Delta C s označením R840 v provedení s válcovou stopkou. Nástroj má vnitřní kanálky pro přívod řezné kapaliny a je povlakován vícevrstvým povlakem TiN/TiAlN. [13] Obr Vrták CoroDrill Delta C R840 [13] Parametry nástroje: Doporučené řezné podmínky: D d l l l C mn = 20mm = 20mm = 153mm = 72mm = 101mm κ = 70 v c f r = 84m/ min = 0, 3mm/ot Výpočet teoretických otáček: 1000 v n = = = 1336,9 ot/min π D π 20
30 FSI VUT BAKALÁŘSKÁ PRÁCE List 30 Strojní čas: L l + ln + lp tas = = = = 0,1944 min n f n f 1336,9 0, Srovnání hodnot v c f n t as [m/min] [mm] [min -1 ] [min] Gühring 80 0,5 1273,24 0, Sandvik 84 0,3 1336,902 0,19448 Tab Hodnoty pro monolitní nástroje v C [m/min] Guhring Sandvik Graf 5.1. Srovnání monolitních vrtáků podle řezné rychlosti 0,6 f [mm/ot], t AS [min] 0,5 0,4 0,3 0,2 0,1 Posuv Strojní čas 0 Guhring Sandvik Graf 5.2. Srovnání monolitních vrtáků podle posuvu a strojního času
31 FSI VUT BAKALÁŘSKÁ PRÁCE List Porovnání nástrojů s vyměnitelnými břitovými destičkami Pro příklad použiji stejný případ jako v kapitole 6.1., kdy je potřeba vyhotovit průchozí otvor do nelegované oceli (pevnost v tahu < 700Mpa) o průměru 20mm a hloubky 70mm Nástroj firmy Gühring Od firmy Gühring jsem vybral z katalogu nástroj s označením RT 800 WP v provedení délky 5xD, nástroj se upíná za válcovou stopku se šikmou upínací plochou. Vyměnitelná břitová destička je vyrobena z monolitního slinutého karbidu a je povlakovaná povlakem TiN. [7] Parametry držáku: Obr Vrták s VBD RT 800 WP [7] l4 Parametry vyměnitelné břitové destičky: d Doporučené řezné podmínky: d d d = 20mm = 20mm = 18,7mm l = 178mm l l l 5 1 = 124mm = 100mm = 50mm = 20mm = 3,6mm b = 5mm h = 8mm v c f = 95m/ min = 0, 4mm/ot
32 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 Výpočet teoretických otáček: 1000 v n = = = 1511,9 ot/min π D π 20 Výpočet strojního času: L l + ln + lp tas = = = = 0,129 min n f n f 1511,9 0, Nástroj firmy Sandvik Coromant Od firmy Sandvik Coromant jsem vybral z katalogu nástroj CoroDrill 880 v provedení délky 5xD. Upínací část je zhotovena z válcové stopky se šikmou upínací plochou. Vyměnitelné břitové destičky jsou označeny velikostí 04 a jejich uspořádání na držáku bude ve tvaru GM. [13] Parametry držáku: Obr CoroDrill 880 s VBD [13] d l 1s l l 2 mn 3s = 25mm = 121mm = 177mm = 104mm l4 = 100mm Parametry vyměnitelné břitové destičky: Středová destička: Obvodová destička: i = 6,8mm i = 7, 4mm C s = 2,8mm s = 2,8mm r = 0,5mm ε ε 1 = 2,8mm d1 d r C = 0,5mm = 2,8mm
33 FSI VUT BAKALÁŘSKÁ PRÁCE List 33 Doporučené řezné podmínky: v c f = 267m/ min = 0, 07mm/ot Výpočet teoretických otáček: 1000 v n = = = 4249, 4 ot/min π D π 20 Výpočet strojního času: L l + ln + lp tas = = = = 0, 262 min n f n f 4249, 4 0, Nástroj firmy Kyocera Japonská firma Kyocera byla založena v roce 1959 pod názvem Kyoto Ceramic Co., Ltd. V oblasti produkce nástrojů se zabývá výhradně vývojem vyměnitelných břitových destiček. Z katalogu jsem vybral vyměnitelnou břitovou destičku typu ZXMT 06T204 SM a držák typu S25-DRX200M [14] Obr DRX nástroj s VBD typu SM [14] Parametry držáku: D = 20mm = 121mm = 100mm d = 25mm d = 32mm 1 C L = 175mm L L
34 FSI VUT BAKALÁŘSKÁ PRÁCE List 34 Parametry vyměnitelné břitové destičky: A = 8,6mm T = 2,89mm r = 0, 4mm d = 2,8mm W = 6, 4mm α = 13 β = 7 Doporučené řezné podmínky: ε v c f = 240m/ min = 0,1mm/ot Výpočet teoretických otáček: 1000 v n = = = 3819, 7 ot/min π D π 20 Výpočet strojního času: L l + ln + lp tas = = = = 0, 204 min n f n f 3819,7 0, Srovnání hodnot v c f n t as [m/min] [mm] [min -1 ] [min] Gühring 95 0,4 1511,972 0, Sandvik 267 0, ,437 0,26222 Kyocera 240 0,1 3819,719 0, Tab Hodnoty pro nástroje s VBD v C [m/min] Guhring Sandvik Kyocera Graf 5.3. Srovnání vrtáků s VBD podle řezné rychlosti
35 FSI VUT BAKALÁŘSKÁ PRÁCE List 35 0,45 0,4 f [mm/min], t AS [min] 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 Guhring Sandvik Kyocera Posuv Strojní čas Graf 5.4. Srovnání vrtáků s VBD podle posuvu a strojního času
36 FSI VUT BAKALÁŘSKÁ PRÁCE List 36 ZÁVĚR Obecně vzato je volba vrtacího nástroje založena na obráběném materiálu, geometrii otvoru a na objemu výroby. Volba nástroje bude jiná, jestliže se jedná o výrobu hromadnou, sériovou nebo kusovou. Neméně významným činitelem v rozhodování je i cena nástrojů a jejich finanční návratnost. Při srovnávání monolitních nástrojů je patrné, že vrták firmy Gühring dosáhl lepších výsledků z hlediska menšího strojního času a vyššího posuvu. Tento fakt nám umožňuje zkrátit výrobní dobu na minimum za předpokladu, že se jedná minimálně o sériovou výrobu těchto otvorů. Při srovnání nástrojů s VBD z hlediska posuvu a strojního času dopadl jednoznačně lépe nástroj s vyměnitelnou špičkou od firmy Gühring. Ovšem při výběru nástroje s VBD musíme brát na vědomí trvanlivost destiček. Z tohoto hlediska je mezi srovnávanými nástroji rozdíl, protože po opotřebení vyměnitelné špičky u nástroje RT 800 WP je nutno tuto destičku odstranit a vyměnit ji za novou. Naopak u nástroje CoroDrill 800 je možné tuto destičku otočit a pokračovat tak v obrábění se stejnou destičkou, čímž se výrazně šetří náklady. Tyto destičky se vyrábí v provedení se dvěma břity nebo se čtyřmi břity. U nástrojů firmy Kyocera se používá jeden druh VBD z vybrané řady. Tato destička má totiž dva vnější a dva vnitřní břity. Do držáku se nasazují podle toho, jaký břit právě chceme použít. Toto uspořádání je výhodné z hlediska trvanlivosti destičky. Pokud jsou VBD a držáky vyrobeny podle ISO normy, pak je můžeme různě kombinovat, např. držák od firmy Sandvik Coromant a VBD od firmy Kyocera. Nelze jednoznačně rozhodnout, která z nabídek od firem Gühring, Sandvik Coromant nebo Kyocera je lepší. Každá firma je více či méně zaměřena na jiný druh nástroje, a proto je rozhodnutí jen na zákazníkovi a jeho požadavcích.
37 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 Seznam použitých zdrojů [1] KOCMAN, Karel. Speciální technologie. Obrábění. 3. vyd. Brno: Akademické nakladatelství CERM, s. ISBN [2] KOCMAN, Karel, PROKOP, Jaroslav. Technologie obrábění. 2. vyd. Brno. Akademické nakladatelství CERM, s. ISBN [3] ZEMČÍK, O. Technologická příprava výroby. 1. vyd. Brno: Akademické nakladatelství CERM, s. ISBN X. [4] ZEMČÍK, O. Nástroje a přípravky pro obrábění. 1. vyd. Brno: Akademické nakladatelství CERM, s. ISBN [5] HUMÁR, A. Technologie I Základní metody obrábění 2. část. Interaktivní multimediální text pro magisterskou formu studia. VUT-FSI v Brně, ÚST, Odbor technologie obrábění [online]. Dostupné v síti VUT z WWW: < [6] AB SANDVIK COROMANT - SANDIK CZ s.r.o. Příručka obrábění - Kniha pro praktiky. Přel. M. Kudela. 1. vyd. Praha: Scientia, s. r. o., s. Přel. z: Modern Metal Cuttig - A Practical Handbook. ISBN [7] GÜHRING S.R.O. Kdo nabízí víc? Katalog vyd., s ,881 [8] SANDVIK COROMANT. CoroKey guide 2008 [online]. 3/2009 [citováno ]. Dostupné z WWW: < okey_2008.pdf> [9] BOTEK USA, INC. [online]. [citováno ]. Dostupné z WWW: < [10] SECO TOOLS S.R.O. Drilling. [online]. [citováno ]. Dostupné z WWW: < Z.pdf>
38 FSI VUT BAKALÁŘSKÁ PRÁCE List 38 [11] SANDVIK COROMANT. [online]. [citováno ]. Dostupné z WWW: < [12] GÜHRING S.R.O. Exklusive line. 1. vyd., s /0838-V-15 [13] SANDVIK COROMANT. Main catalogue 2009 [online]. 2/2009 [citováno ]. Dostupné z WWW: 009_Klick_CZE_E.pdf [14] KYOCERA. Magic drill, DRX type [online], [citováno ]. Dostupné z WWW:
39 FSI VUT BAKALÁŘSKÁ PRÁCE List 39 Seznam použitých zkratek a symbolů Zkratka/Symbol Jednotka Popis A D [mm 2 ] Jmenovitý průřez třísky a P [mm] Šířka záběru b D [mm] Jmenovitá šířka třísky C Fc, C Ff [-] Konstanty vyjadřující vliv materiálu ε r [ ] Úhel špičky f [mm] Posuv na otáčku f z [-] Posuv na zub F c [N] Řezná síla F t [N] Posuvová síla F P [N] Pasivní síla h D [mm] Jmenovitá tloušťka třísky η [ ] Úhel řezného pohybu ϕ [ ] Úhel posuvového pohybu κ r [ ] Úhel nastavení hlavního ostří λ S [ ] Úhel stoupání šroubovice l [mm] Délka vrtané díry l n [mm] Délka náběhu l p [mm] Délka přeběhu n [min -1 ] Otáčky vřetene P C [kw] Řezný výkon P fe [-] Pracovní rovina boční R m [Mpa] Mez pevnosti t AS [min] Strojní čas v c [m/min] Řezná rychlost v e [m/min] Rychlost řezného pohybu v f [mm/min] Posuvová rychlost X Fc, X Ff [-] Exponent vyjadřující vliv průměru nástroje Y Fc, Y Ff [-] Exponent vyjadřující vliv posuvu na otáčku z [-] Počet zubů HSS SK VBD Rychlořezná ocel Slinutý karbid Vyměnitelná břitová destička
40
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Projekt: Téma: Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 OBSAH
Projekt: Téma: Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 OBSAH
Info Přehled šroubovitých vrtáků VHM (I) Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W
 Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W") Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Velmi výkonný vrták pro vrtání vysoce pevných a houževnatých materiálů s pevností až 1200 MPa, např. nerezových ocelí, titanových slitin,
 symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539
 _HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
_HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
KATALOG INOVACE. UniDrill. Kopinaté vrtáky s břitovými destičkami. kennametal.com
 KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL
 MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Vydání 01/18. Všechny uvedeny bez DPH. HIGH-END třískové obrábění. // Nová definice pro výkon a efektivitu!
 Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁSTROJE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁSTROJE
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL
 MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
FSI VUT BAKALÁŘSKÁ PRÁCE List 1
 FSI VUT BAKALÁŘSKÁ PRÁCE List 1 FSI VUT BAKALÁŘSKÁ PRÁCE List 2 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Všeobecný popis technologie vrtání se zvláštním zaměřením na vysoce
FSI VUT BAKALÁŘSKÁ PRÁCE List 1 FSI VUT BAKALÁŘSKÁ PRÁCE List 2 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Všeobecný popis technologie vrtání se zvláštním zaměřením na vysoce
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Vrtáky do plna vrtáky do plna s tříbřitou VBD
 vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
Kompozity. Řešení pro obrábění typických výrobků. Ve spolupráci s
 Kompozity Řešení pro obrábění typických výrobků Ve spolupráci s Obrábění kompozitních materiálů program umožňující zvýšení konkurenceschopnosti po stánce výkonu i výsledků Sandvik Coromant a Precorp..
Kompozity Řešení pro obrábění typických výrobků Ve spolupráci s Obrábění kompozitních materiálů program umožňující zvýšení konkurenceschopnosti po stánce výkonu i výsledků Sandvik Coromant a Precorp..
Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů.
 Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
NÁSTROJOVÉ VYBAVENÍ PRO TECHNOLOGII VRTÁNÍ
 NÁSTROJOVÉ VYBAVENÍ PRO TECHNOLOGII VRTÁNÍ TOOLS FOR DRILLING BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR JAKUB ROSA VEDOUCÍ PRÁCE SUPERVISOR ING. MILAN KALIVODA BRNO 2014 Vysoké učení technické
NÁSTROJOVÉ VYBAVENÍ PRO TECHNOLOGII VRTÁNÍ TOOLS FOR DRILLING BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR JAKUB ROSA VEDOUCÍ PRÁCE SUPERVISOR ING. MILAN KALIVODA BRNO 2014 Vysoké učení technické
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Výroba otvorů VRTÁNÍ
 Výroba otvorů VRTÁNÍ Charakteristika třískové obrábění rotačních ploch (otvorů) - do plného materiálu - zvětšení již předpracované díry (předvrtané, předlité, předkované apod.) stroje - vrtačky nástroje
Výroba otvorů VRTÁNÍ Charakteristika třískové obrábění rotačních ploch (otvorů) - do plného materiálu - zvětšení již předpracované díry (předvrtané, předlité, předkované apod.) stroje - vrtačky nástroje
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
KATALOG 2017 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
VRTÁKY ZE SLINUTÉHO KARBIDU VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY. Popis ikon. Force X Nová řada univerzálních nástrojů.
 Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky
 Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
FSI VUT BAKALÁŘSKÁ PRÁCE List 2
 FSI VUT BAKALÁŘSKÁ PRÁCE List 2 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT První část bakalářské práce se zabývá problematikou vrtání, vyhrubování, vystružování a zahlubování
FSI VUT BAKALÁŘSKÁ PRÁCE List 2 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT První část bakalářské práce se zabývá problematikou vrtání, vyhrubování, vystružování a zahlubování
VÝROBNÍ PROGRAM TK NÁSTROJE
 TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
11. Vrtání a vyvrtávání
 11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
POROVNÁNÍ VRTACÍCH PROCESŮ NA VZORCÍCH MATERIÁLŮ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY POROVNÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY POROVNÁNÍ
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
RACIONALIZACE TECHNOLOGIE VRTÁNÍ
 RACIONALIZACE TECHNOLOGIE VRTÁNÍ RATIONALISATION OF DRILLING TECHNOLOGY DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. JOSEF ROZUM VEDOUCÍ PRÁCE SUPERVISOR Ing. KAREL OSIČKA, Ph.D. BRNO 014 Vysoké
RACIONALIZACE TECHNOLOGIE VRTÁNÍ RATIONALISATION OF DRILLING TECHNOLOGY DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. JOSEF ROZUM VEDOUCÍ PRÁCE SUPERVISOR Ing. KAREL OSIČKA, Ph.D. BRNO 014 Vysoké
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
KATALOG 2019 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5
 KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Exkluzivní tvar pro zahlubování
 Vysoce přesné vrtáky Violet pro válcové zahlubování 214.1 B159CZ Zahrnuty nové rozměry Exkluzivní tvar pro zahlubování y Inovativní geometrie břitu pro vysoce výkonné válcové zahlubování. y Vynikající
Vysoce přesné vrtáky Violet pro válcové zahlubování 214.1 B159CZ Zahrnuty nové rozměry Exkluzivní tvar pro zahlubování y Inovativní geometrie břitu pro vysoce výkonné válcové zahlubování. y Vynikající
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
KATALOG 2016 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2016 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2016 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2
 Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Vysoké učení tehniké v Brně Fakulta strojního inženýrství Ústav strojírenské tehnologie Odbor obrábění Téma: 1. vičení - Základní veličiny obrábění Okruhy: Základní pojmy, veličiny, definie, jednotky Volba
Řezání závitů na soustruhu
 Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VRTÁKY Z
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VRTÁKY Z
Modulární vrtáky. Modulární vrtací systém KSEM. Hlavní použití. Funkce a výhody
 Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Spirálové vrtáky z celotvrdokovu DIN 338 typ N
 ß 11020-11022 Spirálové vrtáky z celotvrdokovu DIN 338 typ N Obrábění 0 2 břity, s válcovitou stopkou, pravořezné, vrcholový úhel 118, čtyři přibroušené plochy. K vrtání do oceli do pevnosti 1000 N/mm
ß 11020-11022 Spirálové vrtáky z celotvrdokovu DIN 338 typ N Obrábění 0 2 břity, s válcovitou stopkou, pravořezné, vrcholový úhel 118, čtyři přibroušené plochy. K vrtání do oceli do pevnosti 1000 N/mm
CoroDrill 880 Pozornost se upíná na neželezné materiály
 CoroDrill 880 Pozornost se upíná na neželezné materiály 1 TREND: Nižší hmotnost znamená snížení spotřeby paliva Vzhledem k tomu, že udělit zrychlení lehčímu předmětu vyžaduje méně energie než těžšímu,
CoroDrill 880 Pozornost se upíná na neželezné materiály 1 TREND: Nižší hmotnost znamená snížení spotřeby paliva Vzhledem k tomu, že udělit zrychlení lehčímu předmětu vyžaduje méně energie než těžšímu,
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Vrtáky s břitovými destičkami
 Vyvrtávací systém HTS-C Primární aplikace Vrtáky s vyměnitelnými HTS-C slouží k vytváření otvorů 5xD a 8xD za použití vyměnitelných břitových destiček do oceli, litiny, tvárné litiny, nerezové oceli a
Vyvrtávací systém HTS-C Primární aplikace Vrtáky s vyměnitelnými HTS-C slouží k vytváření otvorů 5xD a 8xD za použití vyměnitelných břitových destiček do oceli, litiny, tvárné litiny, nerezové oceli a
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
NÁSTROJE NOVINKY B055H. Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000. Nová generace vysoce výkonných fréz.
 NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
Vysoká efektivita s kvalitou HSS
 New Červen 2017 Nové produkty pro obráběcí techniky Vysoká efektivita s kvalitou HSS Nový vrták HSS-E-PM UNI vyplňuje mezeru mezi HSS a TK vrtáky TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o.
New Červen 2017 Nové produkty pro obráběcí techniky Vysoká efektivita s kvalitou HSS Nový vrták HSS-E-PM UNI vyplňuje mezeru mezi HSS a TK vrtáky TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o.
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202
 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202 < 55 HRc < 1600 N/mm 2 ocel nerez litina měď hliník OR201.020 2 2-38 7 - - 3 OR202.020 2 2-50 12 - - 3 OR201.030 2 3-38 7 - - 3 OR202.030 2 3-50 12 - -
KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202 < 55 HRc < 1600 N/mm 2 ocel nerez litina měď hliník OR201.020 2 2-38 7 - - 3 OR202.020 2 2-50 12 - - 3 OR201.030 2 3-38 7 - - 3 OR202.030 2 3-50 12 - -
Evoluce v oblasti trochoidního frézování
 New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
New Červenec 2016 Nové produkty pro obráběcí techniky Evoluce v oblasti trochoidního frézování Stopkové řady CircularLine umožňují zkrácení obráběcích časů a prodloužení životnosti TOTAL TOOLING=KVALITA
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed
 New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
TM Tools s.r.o. DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
 Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
Pro výkon je důležitá kvalita.
 Inklusive 131 - S válcovitou stopkou a čtyřhranem - Levá spirála 7-8 - Řezný úkos cca 1/4 délky břitu (l 2 ) - Přesnost Ruční výstružníky DIN 26. Není vhodné na díry se dnem (slepé díry). d 1 l 2 l 1 d
Inklusive 131 - S válcovitou stopkou a čtyřhranem - Levá spirála 7-8 - Řezný úkos cca 1/4 délky břitu (l 2 ) - Přesnost Ruční výstružníky DIN 26. Není vhodné na díry se dnem (slepé díry). d 1 l 2 l 1 d
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti