Obrábění je technologický proces, kterým se vytváří požadovaný tvar obráběného předmětu (obrobku), v daných rozměrech a v daném stupni přesnosti, a
|
|
|
- Matyáš Špringl
- před 9 lety
- Počet zobrazení:
Transkript
1 Obrábění

2 Obrábění je technologický proces, kterým se vytváří požadovaný tvar obráběného předmětu (obrobku), v daných rozměrech a v daném stupni přesnosti, a to odebíráním materiálu. Tím se liší od jiných technologií, například tváření nebo odlévání. Starší postupy ručního obrábění ustupují v moderní době strojnímu obrábění.

3 Způsoby tradiční ruční obrábění třískové mechanické obrábění řezání netradiční nebo nekonvenční obráběni: elektrojiskrové chemické světelným paprskem - laserem vysokotlakým proudem vody

4 Ruční obrábění Řezání ruční obrábění, kdy se používá pilka Pilování ruční obrábění, kdy se používá pilníků různých délek, tvarů a hrubostí. Existují ruční postupy dosahování vysoké kvality povrchu zaškrabávání možná sem lze zařadit i leštění a ruční broušení

5 Hlavní druhy strojního obrábění Vrtání: vrtačka - vrták Soustružení: soustruh - nůž Frézování: frézka - fréza Řezání: pila pilka?? Hoblování Obrážení Broušení Na kulato Na plocho

6 Obrábění Pod pojmem obrábění rozumíme technologický proces, při kterém řezná síla vtlačuje nástroj ve tvaru řezného klínu do povrchu polotovaru a odebírá z něj při vzájemném pohybu polotovaru a nástroje materiál v podobě třísky. Obráběný předmět nazýváme obrobkem; hranu nástroje, kterou je odřezávána tříska, nazýváme ostřím a vzájemný pohyb mezi nástrojem a obrobkem řezným pohybem. Při obrábění vznikají určité charakteristické plochy. Jsou to obráběná, obrobená a řezná plocha.

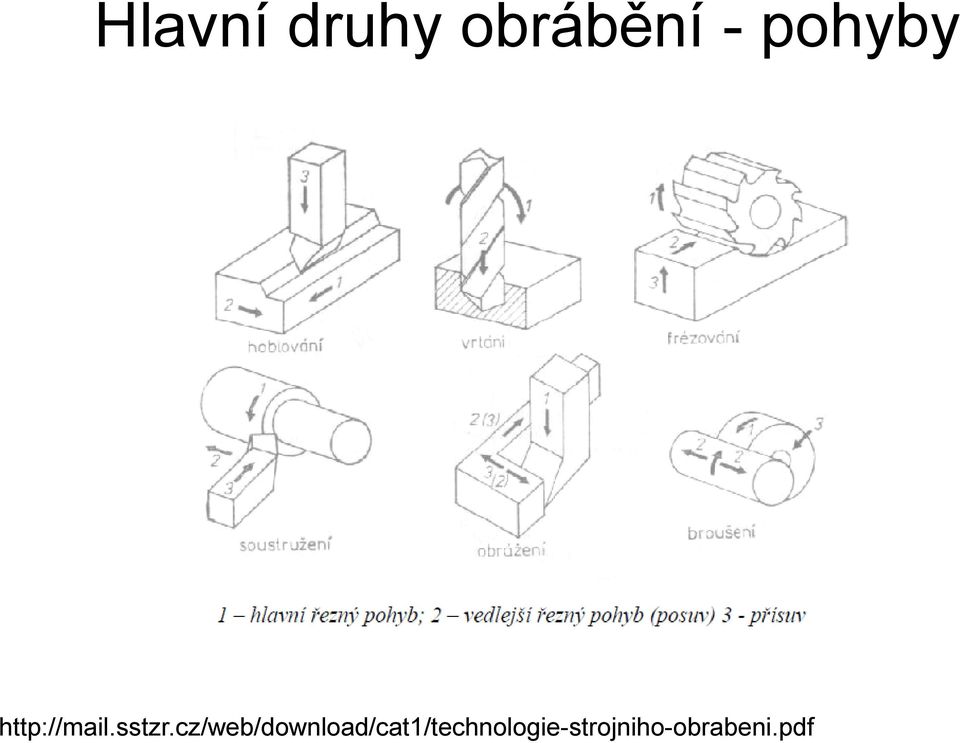
7 Hlavní pohyby při obrábění Soustružení hlavním pohybem je otáčivý pohyb obrobku vedlejší pohyb koná nástroj; je to pohyb posuvný přísuv je vykonáván nástrojem a slouží k nastavení hloubky řezu Frézování: hlavním pohybem je otáčivý pohyb nástroje vedlejší posuvný pohyb vykonává nejčastěji obrobek přísuv je zajištěn nastavením obrobku na hloubku řezu

8 Hlavní druhy obrábění - pohyby
9 Vznik třísky a její oddělování od základního materiálu Několik fází důležité pro návrhy nástrojů pěchování a deformace materiálů pod břitem nástroje vznik předběžné trhlinky v okamžiku překonání napjatosti materiálu řeznou silou oddělování a smyk částic kovu kluz oddělené části třísky po čele břitu nástroje odchod třísky z místa řezu Směr tvoření třísky Deformace částic materiálu v třísce

10 Druhy třísek Podle způsobu oddělování obráběného materiálu a podle napjatosti v místě řezání vzniká tříska odlamovaná nebo stříhaná. Odlamovaná tříska vzniká při obrábění křehkých materiálů. Částice těchto křehkých obráběných materiálů se oddělí bez předchozí plastické deformace. Stříhaná tříska vzniká při obrábění materiálů, u nichž je stav v oblasti řezání plastický. (má podskupiny) Plynulá tříska tvoří souvislý pás, v němž jsou jednotlivé částice pevně spojeny Drobivá tříska odlamující se části konstrukční úpravy nástrojů, které zabezpečují tvarování třísky. Říkáme jim utvářeče a lamače třísek nebo také děliče třísky.
 Plynulá tříska tvoří souvislý pás, v němž jsou jednotlivé částice pevně spojeny Drobivá tříska odlamující se části konstrukční úpravy")
11 Geometrie obráběcího nástroje Má-li nástroj (soustružnický nůž, fréza, ) co nejlépe obrábět, musí mít jeho řezná část neporušené ostří, co nejhladší čelo a hlavní hřbet a zejména správnou geometrii, tj. řezné úhly. Každý nástroj se obvykle skládá z tělesa a z řezné části, která při obrábění vniká do materiálu obrobku a odděluje z něho třísky. 1 soustružnický nůž, 2 šroubovitý vrták, 3 válcová fréza, a řezná část nástroje, b těleso

12 Geometrie soustružnického nože Na soustružnickém noži rozeznáváme tyto důležité plochy: a/ čelo nože, tj. plocha, po níž odchází tříska b/ hlavní hřbet nože, tj. plocha řezné části obrácená směrem k řezné ploše obrobku c/ vedlejší hřbet nože, tj. plocha řezné části odvrácená od řezné plochy obrobku 1 nožový držák, 2 základna, 3 hlavní ostří, 4 hlavní hřbet nože, 5 špička nože, 6 vedlejší hřbet nože 7 vedlejší ostří, 8 čelo nože

13 Úhly na s. noži Úhel břitu β je úhel, který svírá hlavní hřbet s čelem nože. Jeho velikost má vliv na odpor, který klade materiál obrobku při obrábění. Čím menší je úhel břitu, tím snáze břit nástroje vniká do materiálu. Na druhé straně však břit nástroje s příliš malým úhlem břitu je málo pevný, může se snadno ulomit a příliš brzy se otupuje, zejména při obrábění velmi pevných a tvrdých materiálů. Jeho velikost bývá nejčastěji 45 až 90. Hlavní úhel hřbetu α je úhel mezi hlavním hřbetem nože a tečnou k řezné ploše obrobku. Tento úhel má vliv na velikost tření mezi hlavním hřbetem a řeznou plochou. Čím větší je úhel hřbetu,tím menší je tření mezi oběma plochami a tím méně se nůž zahřívá. Velikost úhlu hřbetu bývá nejčastěji 4 až 10. Úhel čela χ je úhel mezi čelem nože a rovinou procházející hlavním ostřím, která je kolmá k řezné ploše obrobku. Jeho velikost má vliv na směr odváděné třísky a na odpor materiálu obrobku proti vnikajícímu břitu nástroje. Čím větší je úhel čela, tím snadněji odchází tříska po čele nástroje a nástroj se méně zahřívá. Úhel řezu δ je úhel mezi čelem nástroje a tečnou k řezné ploše obrobku. Jeho velikost se rovná součtu úhlů hřbetu a břitu: δ = α + β

14 Úhly na s. noži a úhly nože, b záporný úhel čela, c fasetka se záporným úhlem čela, d nastavení nože vzhledem k ose soustružení, e nastavení nože nad osou soustružení, f nastavení nože pod osou soustružení, g úhel nastavení nože, úhel špičky nože, vedlejší úhel nastavení, vedlejší úhel hřbetu, h záporný úhel sklonu hlavního ostří, i nulový úhel sklonu hlavního ostří, j kladný úhel sklonu hlavního ostří

15 Geometrie zubu frézy Každý zub frézy je v podstatě samostatný jednoduchý nůž, který je vždy po určitou část otáčky ve styku s obráběným materiálem. Základní tvar zubu frézy závisí na způsobu jeho výroby - tj. na tom, zda byl vyroben frézováním nebo podsoustružením na hřbetě. Čelo zubu frézy může být rovné nebo lomené. Stejně tak hřbet zubu. Zábřit je úzká, jemně zbroušená část hřbetu frézovaného zubu za ostřím. Zubová drážka je prostor mezi jednotlivými zuby, kudy odcházejí odříznuté třísky. Geometrie zubů frézy je dána úhlem čela χ, hřbetu α, úhlem břitu β. Mezi základními úhly tvořícími geometrii řezného nástroje platí vztah: α + β + γ = 90

16 Fréza

17 Řezná síla, řezný odpor K tvoření třísky a jejímu odvádění z místa řezu se spotřebuje určité množství práce, která je potřebná k překonání odporu materiálu proti vnikání břitu nástroje do povrchu obrobku. Tento odpor materiálu se nazývá řezný odpor R a síla, která je potřebná k překonání tohoto odporu, se nazývá řezná a značí se F. Znalost silových poměrů řezání je potřebná zejména: ke stanovení pevnosti a tuhosti konstrukce obráběcího stroje, jeho jednotlivých součástí ke stanovení pevnosti a tuhosti upínačů nástroje i obrobku k návrhu a pevnostnímu výpočtu nástrojů ke stanovení vhodných řezných podmínek k dosažení požadované přesnosti obrábění apod. Je třeba zdůraznit, že řezné síly a řezné odpory nejsou konstantní, ale naopak v průběhu obrábění jsou proměnné v závislosti na změně jak původních vlastností obráběného materiálu(např. teplem apod.), tak i nástroje (např. opotřebením apod.), zejména však na tvaru polotovaru, jeho upnutí, tuhosti obráběcího stroje apod.

18 Řezná síla F R řezný odpor axiální složka Fx je rovnoběžná se směrem vedlejšího řezného pohybu - posuvu radiální složka Fy je kolmá na osu rotace obrobku (při soustružení) nebo na osu rotace nástroje ( při frézování, vrtání ) a způsobuje vzájemné odtlačování nástroje a obrobku tangenciální složka Fz je tečná na směr hlavního řezného pohybu

19 Druhy řezných materiálů, konstrukce nástrojů Při obrábění je nástroj značně mechanicky i tepelně namáhán. Aby nástroj byl schopen vykonávat svou funkci, musí být vyroben z vhodného nástrojového materiálu. Mezi základní vlastnosti nástrojových materiálů patří: tvrdost; musí být podstatně vyšší než tvrdost obráběného materiálu odolnost vůči opotřebení vyhovující pevnost v tlaku a ohybu dobrá tepelná vodivost a tepelná odolnost Vzhledem k tomu, že břit je nejdůležitější částí nástroje, je třeba volbě materiálu břitu věnovat náležitou pozornost. Vlastnostem řezných materiálů, tj. tvrdosti, pevnosti, houževnatosti, odolnosti proti otěru a tepelné vodivosti, se říká souhrnně řezivost. Žádný z řezných materiálů není tak univerzální, aby byl vhodný k obrábění všech materiálů. Existuje celá řada řezných materiálů lišících se svými vlastnostmi, a tím i vhodností použití pro obrábění konkrétního materiálu.

20 Materiály Nástrojové oceli slitinové (legované) Pro třískové obrábění jsou z nich nejužívanější rychlořezné oceli (RO). Podle obsahu a množství legujících prvků ( Cr, V, Mn, Mo,W, ) se dělí na RO: pro běžné výkony výkonné vysoce výkonné S nástroji zhotovenými z rychlořezných ocelí lze obrábět až do teploty 600 C.

21 Materiály Slinuté karbidy (SK) Jsou nekovové řezné materiály vyráběné práškovou metalurgií z karbidů těžkých kovů: karbidu wolframu, karbidu titanu, karbidu tantalu, pojivem je kobalt. Zvyšováním obsahu kobaltu u slinutých karbidů roste jejich pevnost a houževnatost, ale současně klesá jejich tvrdost. Po konečném slinování lze slinuté karbidy tvarově a rozměrově upravovat jen broušením, elektroerozivním obráběním a lapováním. Tepelná odolnost SK je C.
22 Destičky Pro třískové obrábění se slinuté karbidy zhotovují ve formě řezných destiček různého tvaru a velikosti v souvislosti se způsobem obrábění. Destičky je možné k tělesům fréz, držákům soustružnických nožů připevnit pájením, především však jsou připevňovány mechanickým způsobem - pomocí příložek, šroubů apod. To umožňuje několikeré otočení destičky při otupení konkrétní řezné hrany. Takovým destičkám říkáme vyměnitelné břitové destičky. a hranolová, b destička komolého jehlanu, c - trojúhelníková
23 Materiály Keramické řezné materiály Zachovávají tvrdost i při teplotách až C. Pro jejich výrobu je výchozí surovinou oxid hlinitý (Al2O3). Vyrábějí se práškovou metalurgií, slinováním lisovaných prášků do tvaru řezných destiček. Keramické řezné materiály se vyznačují malou pevností v ohybu a velkou křehkostí. Nejsou proto vhodné k obrábění přerušovaným řezem a k obrábění s většími průřezy třísek.

24 Materiály v současnosti Zejména břitové destičky s tenkou vrstvou (multivrstvou) Např. SHM Marwin Si Nanokompozitní povlak TiAlSiN tvořený základní vrstvou s vysokou tvrdostí a povrchovou vrstvou s vysokou tepelnou i chemickou stabilitou Univerzální povlak se širokou škálou aplikací frézování vrtání
25 Obrobitelnost materiálu Souhrn vlastností obráběného materiálu z hlediska jeho vhodnosti pro třískové obrábění nazýváme obrobitelností materiálu. Obrobitelnost daného materiálu není možno stanovit absolutní hodnotou, lze ji pouze srovnávat, podle určitých kritérií s obrobitelností jiných materiálů nebo s materiálem etalonovým (vzorovým). Určitý materiál bude mít v porovnání s jiným materiálem tím lepší obrobitelnost, čím dříve jej obrobíme s menší spotřebou obráběcích nástrojů, s nižší spotřebou energie při dodržení technických požadavků z hlediska drsnosti obrobené plochy, tvarové a rozměrové přesnosti. Činitelé: fyzikální, chemické vlastnosti, velikost zrn, způsob výroby.
26 Součinitel obrobitelnosti je dán poměrem řezné rychlosti pro daný materiál k řezné rychlosti pro stanovený etalonový materiál při určitých stejných podmínkách obrábění: kv = v / ve v je použitá řezná rychlost ve je etalonová řezná rychlost Každý materiál má svůj součinitel obrobitelnosti. V praxi se obrábí mnoho druhů materiálů. Vypracovat řezné podmínky pro každý materiál by bylo nákladné a používání nepřehledné.
27 Součinitel obrobitelnosti
28 Součinitel obrobitelnosti Materiály jsou rozděleny do devíti kategorií, označených písmeny a, b, c, d, v, e, f, g, h, kde značí: a litiny b oceli c těžké neželezné kovy d lehké neželezné kovy Obrobitelnost záleží na způsobu obrábění. Způsoby obrábění rozdělujeme na: 1 soustružení, hoblování, obrážení 2 frézování, vrtání, vystružování Kategorie a, b, c, d pro uvedené způsoby obrábění jsou zařazeny do 20 tříd obrobitelnosti.
29 Řezné podmínky Řezné podmínky lze definovat jako souhrn všech činitelů, kteří ovlivňují průběh obrábění. Aby obrábění probíhalo co nejoptimálněji - tedy produktivně a hospodárně, je třeba znát jednotlivé podmínky obrábění, jejich vzájemné propojení a konečný vliv na vlastní průběh obrábění. Základními řeznými podmínkami jsou : řezná rychlost (v), posuv (s) hloubka řezu (h). Značným způsobem však průběh obrábění ovlivňuje také: řezný materiál, druh obráběného materiálu, velikost a tvar průřezu třísky, geometrie nástroje, chlazení a mazání, celková tuhost obráběcí soustavy (stroj, nástroj, obrobek, přípravek).
30 Řezná rychlost Je to rychlost řezného pohybu udávaná v metrech za minutu. V praxi se počítá zjednodušeně jako obvodová rychlost bodů ostří na obvodu nástroje nebo bodů na obvodu obrobku. (pro soustružení,frézování, vrtání). D - průměr obrobku (soustružení), průměr nástroje (frézování, vrtání) (mm) n - otáčky obrobku, nástroje (min-1) Na základě řezných normativů je třeba určit optimální řeznou rychlost a pak vypočítat potřebné otáčky a nejbližší nižší nastavit na stroji (konvenční obráběcí stroj se stupňovými převody).
31 Posuv Dráha v mm, kterou urazí při pohybu do záběru nástroj (obrobek) za 1 min, otáčku,... Velikost posuvu se udává: mm/z; posuv na zub nástroje (frézy) mm/ot; posuv za 1otáčku frézy: so = sz. z (obrobku) mm/min; minutový posuv: sm = so. n mm na jeden zdvih (dvojzdvih) Posuv může být: a) plynulý - probíhá současně s hlavním pohybem (soustružení, frézování, vrtání) b) po přítrzích - obrobek nebo nástroj vykonává posuvný pohyb v době, v níž se hlavní pohyb nekoná; posuv nastává v úvratích mezi pracovními zdvihy (hoblování, obrážení)
32 Hloubka řezu Je to vzdálenost měřená mezi obráběnou a obrobenou plochou ve směru přísuvu, nebo měřená na odebíraném materiálů ve směru kolmém na hlavní pohyb a posuv. Udává se v mm
33 Další vlivy Geometrie řezného nástroje Chlazení a mazání Značnou měrou ovlivňuje kvalitu povrchu obrobené plochy, rozměrovou i tvarovou přesnost obráběné součásti. Má značný vliv na velikost jednotlivých složek řezných sil. Provádí se řeznými kapalinami (emulze, oleje), které odvádí z místa řezu teplo a snižují tření mezi nástrojem a obrobkem (je možné pracovat s vyšší řeznou rychlostí, aniž by se předčasně otupil nástroj). Kladný vliv má také řezná kapalina na jakost povrchu obrobené plochy. Tuhost obráběcí soustavy V případě malé tuhosti obráběcího stroje, obrobku, nástroje, případně upínacího přípravku není možné využít plně parametry obráběcího stroje a nástroje. Negativně se projeví tato skutečnost také na výsledku obrábění.
34 Soustružení Hrotové soustruhy pro delší obrobky Velikost hrotových soustruhů je dána největším oběžným průměrem nad ložem soustruhu (D) a největší vzdáleností hrotů (L). Těmito rozměry jsou omezeny i rozměry obráběné součásti. a: 1, 4 vnější vodicí plochy, 2 vnitřní vodicí plochy, 3 obrobek D největší oběžný průměr nad ložem b: 1 vřeteník, 2 vřeteno, 3 koník, L největší vzdálenost mezi hroty

35 Klasický soustruh Soustruh SV 18R
36 Vřeteník Je umístěn na levé straně lože. Je v něm uloženo otočné vřeteno v radiálně-axiálních ložiskách. Vřeteno je dutou hřídelí, která má na pravém vnějším konci závit (pro upevnění sklíčidla, upínací desky, ), uvnitř pak kuželovou dutinu (slouží pro zasunutí pevného hrotu). Otáčky vřetena lze měnit 21 stupňovou převodovkou v rozsahu 14 až 2800 min-1.
37 Mechanismus posuvu Zajišťuje strojní posuv nástroje. Jeho součástí je nortonová a suportová skříň, které jsou propojeny vodicí tyčí a vodicím šroubem. Vodicí tyč se otáčí při strojním posuvu nástroje, řezání závitů nožem je zajištěno otáčivým pohybem vodicího šroubu.
 rovnoběžně s osou soustružení b) kolmo na osu soustružení c) šikmo k ose soustružení, při soustružení kuželových ploch d) v obecné dráze, při")
38 Suport Umožňuje upnutí nože, jeho přiblížení k obrobku a pracovní pohyb při soustružení. Nastavený nůž se může při obrábění posouvat: a) rovnoběžně s osou soustružení b) kolmo na osu soustružení c) šikmo k ose soustružení, při soustružení kuželových ploch d) v obecné dráze, při soustružení tvarových ploch 1- podélné saně, 2 příčné saně, 3 klika na posuv příčných saní, 4 otočná část, 5 nožové saně, 6 ruční kolečko na posuv nožových saní, 7 nožová hlava, 8 suportová skříň, 9 dělící kroužek, 30 dělící šroub, 31 vodící hřídel, 40 ozubený hřeben, 41 ruční kolečko na podélné posouvání suportu, a kompletní suport, b nožový držák

39 Koník Slouží k podepření dlouhých obrobků. Hlavní části koníku jsou: 1. Těleso - základní nosná část 2. Základová deska - umožňuje příčně přestavovat těleso koníku v určitých mezích; využívá se při soustružení delších kuželových ploch 3. Hrotová objímka (pinola) - slouží k upevnění otočného hrotu nebo vrtacích nástrojů a hlavní části koníka: 1 litinové těleso, 2 spodní deska koníka, 3 šroub na příčné posouvání tělesa koníka, 9 horní objímka na upevnění upínacího hrotu nebo vrtacích nástrojů, 10 upínací hrot, 11 ruční kolečko na posouvání hrotové objímky, 12 posuvný šroub hrotové objímky, 13 matice připevněná na těleso koníka, 14 páka na zabezpečení hrotové objímky trubka b zabezpečení koníka na lůžku: 4 třmen na zabezpečení koníka v pracovní poloze, 5 páka na pootočení hřídele, 6 hřídel, 7 objímka, 8 šroub c zabezpečení polohy hrotové objímky koníka: 9 hrotová objímka, 15 - pouzdro
40 Čelní soustruh soustružení rozměrných součástí přírubového typu. Nemají koníka 1 vřeteník, 2 upínací deska, 3 obrobek, 4 nožová hlava, 5 příčný suport, 6 podélný suport, 7 -lůžko
41 Soustružnické nože vnitřní obr.
42 Upnutí nože Správně naostřený nůž bude dobře obrábět, bude-li správně nastaven a upnut v nožové hlavě. Proto má nůž mít co nejmenší vyložení, aby nebyl příliš namáhán na ohyb, nekmital a jeho břit se nevylamoval. a správné vyložení nože, b nesprávné vyložení nože, c,d kontrola výškového nastavení nože
43 Upínání osových nástrojů na soustruhu Do pinoly koníku Vrtání děr na soustruhu se nejčastěji provádí šroubovitými vrtáky; je možné použít také např. vrtáky kopinaté, korunkové,dělové, hlavňové. Vrtáky s kuželovou stopkou lze upínat přímo do pinoly koníka s použitím redukčních vložek, vrtáky s válcovou stopkou se upínají do upínacích hlaviček tříčelisťových nebo dvoučelisťových. V souvislosti s rychlejší výměnou vrtáků se používají rychloupínací hlavičky s pevnou vložkou.
, které se podepřou otočným hrotem koníku. Nejčastěji se používá univerzální tříčelisťové sklíčidlo.")
44 Upínání obrobků v univerzálním sklíčidle K upínání menších a kratších obrobků se používá univerzálního sklíčidla, a to v kusové i sériové výrobě. Slouží také k upínání delších obrobků ( L:D>1), které se podepřou otočným hrotem koníku. Nejčastěji se používá univerzální tříčelisťové sklíčidlo. Čelisti se pohybují v radiálních drážkách tvaru T v tělese sklíčidla současně, a pokud jsou zasunuty do tělesa ve správném pořadí, zajistí upnutí součástky v ose soustružení.
45 Delší obrobky upínání mezi hroty a upínání delších obrobků, b nasazení obrobku na upínací hrot, c hrot se slinutým karbidem, d otočný upínací hrot, e unášecí deska s kolíky zakrytými ochranným krytem, f unášecí srdce se zahnutým a přímým ramenem
.")
46 Soustružení čelních a vnějších válcových ploch Rovinné plochy obrobku rotačního tvaru orientované kolmo na osu soustružení se nazývají čelní plochy. Tyto plochy se soustruží na předepsaný rozměr s požadovanou drsností povrchu. Jsou to čelní plochy obrobků a čelní plochy vnějších osazení (nákružků). Volba nožů pro čelní soustružení záleží na způsobu upnutí obrobku, na tvaru a velikosti obráběné plochy, na velikosti přídavku na obrábění (hrubování, hlazení) a na materiálu obrobku. K čelnímu soustružení se nejčastěji používá ohnutý ubírací nůž (χ = 45 )
47 Soustružení vnějších válcových ploch Při soustružení těchto ploch se soustružnický nůž posouvá rovnoběžně s osou otáčení obrobku. Nejprve se provádí hrubovací úběr s přídavkem pro soustružení načisto. Cílem hrubování je odřezat z obrobku přídavek v krátkém čase bez zvláštních nároků na rozměrovou přesnost a jakost povrchu obrobené plochy.
48 Soustružení osazených válcových ploch Pro soustružení stupňových (osazených) válcových ploch je třeba volit vhodné způsoby ubírání materiálu. Na obr. je znázorněn třikrát osazený hřídel a tři způsoby jeho soustružení. a stupňovitý hřídel, b,c,d způsoby soustružení, 1,2,3,4 postup soustružení Nejvhodnější je způsob zobrazený na obr. d, neboť celková dráha soustružení je kratší, a tím i čas potřebný k obrobení hřídele je kratší.

49 Vrtání a soustružení vnitřních válcových ploch Vrtání je jednou z nejběžnějších operací prováděných na soustruhu. Díry vrtané na soustruhu jsou přesnější než na vrtačce; obrobek při svém otáčení tlačí vrták stále do osy vrtání.
50 Vrtání a soustružení vnitřních válcových ploch Soustružení válcových děr Předvrtané, předlité, předkované díry se soustruží noži. Tvar vnitřních nožů musí být přizpůsoben nejen tvaru, ale i délce soustružené díry. Vysunutí soustružnického nože z držáku musí mít minimálně délku soustružené díry. Protože i jejich průřez je obvykle menší než u vnějších nožů, jsou vnitřní nože málo tuhé, chvějí, pruží a lze jimi ubírat jen třísky menšího průřezu. Všechny vnitřní nože mají vyhnutou řeznou část.
51 Frézování Frézování je způsob obrábění, při němž se rotační vícebřitý nástroj - fréza otáčí a obrobek (někdy i nástroj) rovnoměrně posouvá tak, aby jednotlivé zuby frézy postupně přicházely do záběru a odřezávaly třísku. Frézovací stroje - frézky patří k nejuniverzálnějším obráběcím strojům, protože se na nich mohou obrábět nejen rovinné, ale i tvarové plochy, závity, ozubení i rotační plochy.

52 Klasická - Svislá konzolová frézka 1 stojan, 2 konzola, 3 příčné saně, 4 podélný stůl, 5 vřeteník, 6 - vřeteno

53 Klasická - Vodorovná konzolová frézka 1 stojan, 2 konzola, 3 příčné saně, 4 podélný stůl, 6 vřeteno, 7 výsuvné rameno, 8 podpěrné ložisko, 9 ovládací panel, 10 deska rámu
54 Rozdělení a upínání fréz Frézy rozdělujeme podle několika kritérií: 1. podle ploch, na nichž jsou vytvořeny zuby a) válcové zuby jsou na válcové ploše b) válcové-čelní zuby frézy jsou na válcové a čelní ploše c) kotoučové průměr frézy je podstatně větší než její šířka d) tvarové např: radiusové vyduté nebo vypuklé, úhlové, modulové, e) speciální např.: odvalovací, hřebínkové, 2. podle způsobu upínání a) frézy stopkové se stopkou válcovou nebo kuželovou b) frézy nástrčné mají otvor 3. podle způsobu výroby zubů dělíme frézy na: a) frézy se zuby frézovanými b) frézy se zuby podsoustruženými např.: radiusové, které se ostří pouze na čele c) lité zuby vzniknou odstředivým litím, čelo a zábřit jsou naostřeny
55 Frézy
56 Frézy
57 Rozdělení podle řezného materiálu: a) frézy z nástrojové legované oceli b) frézy s břitovými destičkami Upínání nástrojů Do sklíčidel nebo bajonetů
58 Upínání obrobků na frézkách Volba určitého druhu upínacích prostředků a způsobu upínání je závislá: na velikosti a tvaru upínaného obrobku na druhu a způsobu frézování na požadované přesnosti na celkovém počtu obráběných kusů Upínání s využitím strojních svěráků se používá v případě menších, tvarově jednodušších obrobků. Lze použít svěráky pevné, otočné, sklopné, samostředicí. Pomocí upínek upínáme obrobky přímo na stůl frézky. Tento způsob se používá především k upínání rozměrnějších obrobků.
59 Upínání obrobků na frézkách
60 Frézování rovinných ploch válcovými frézami Při frézování je osa frézy rovnoběžná s obrobenou plochou. Přídavek na frézování odřezávají zuby na obvodu frézy. Šířka frézy musí být větší než šířka frézované plochy. Podle vzájemného pohybu nástroje a obrobku rozeznáváme frézování sousledné a nesousledné. a - nesousledné frézování, b sousledné frézování, F fréza, O obrobek, n otáčení frézy, s posuv obrobku, sz posuv na zub frézy, t hloubka frézování, z začátek záběru jednotlivých zubů frézy
61 Frézování rovinných ploch čelními válcovými frézami Při čelním frézování je osa frézy kolmá k frézované ploše. Jednotlivé zuby frézy odřezávají třísky téměř stejného průřezu. Zatížení nástroje i stroje po dobu řezání je prakticky stálé, chod stroje je plynulý a rovnoměrný. Materiál odřezávají zuby na obvodě frézy, čelní zuby obrobenou plochu vyhlazují. Kvalita obrobené plochy je lepší než při frézování válcovou frézou. F čelní válcová fréza, O obrobek, D průměr frézy, B šířka frézování, n směr otáčení frézy, s posuv obrobku, h hloubka frézování
62 Frézování šikmých ploch a výřezů Šikmé plochy se frézují nejčastěji těmito způsoby: úhlovými frézami s použitím zvláštních podložek pro ustavení polohy obrobku s využitím sklopného svěráku vykloněním vřeteníku (na vertikální frézce) Volba konkrétního způsobu frézování je závislá především na velikosti šikmé plochy, počtu frézovaných obrobků a technickém vybavení dílny.
63 CNC Číslicově řízené výrobní stroje (CNC) jsou charakteristické tím, že ovládání pracovních a pomocných funkcí stroje je prováděno řídícím systémem pomocí vytvořeného programu. Program je určen pro řízení silových prvků stroje a zaručuje, aby proběhla výroba součástí. Automatické změny nástrojů využití zásobníků Komplikované seřízení nutné pravidelně
64 CNC Souřadnicový systém stroje
65 Víceosý soustruh
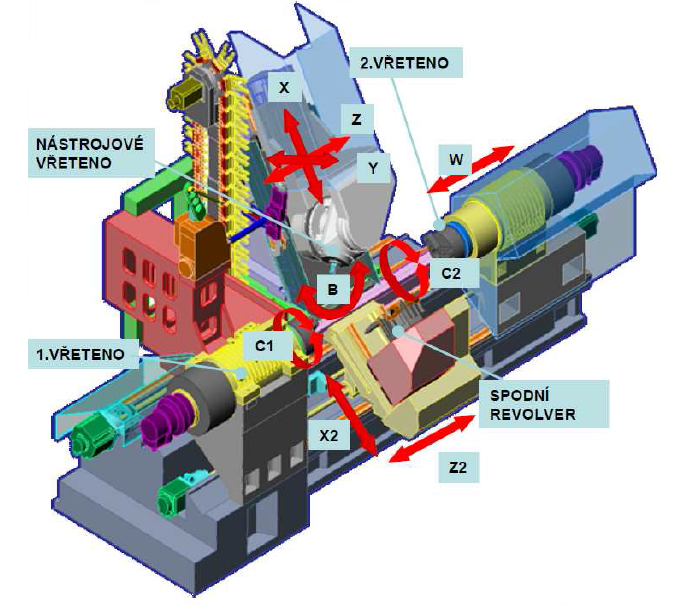
66 Univerzálnější stroj
67 CNC Příklad:
68 Moderní způsoby řezání Řezání laserem
 slab laseru.")
69 Historie V sedmdesátých letech minulého století pak docházelo k masivnějšímu průmyslovému nasazení laserového řezání pomocí CO2 laserů. Jednou z přelomových událostí ve vývoji CO2 laserů pak bylo uvedení tzv. neprůtočného difusně chlazeného (DC - Diffusion Cooled ) slab laseru. Tento typ laseru nepotřebuje externí zdroje laserových plynů a v systému též nejsou žádné pohybující části. Z tohoto důvodu mají tyto lasery oproti neprůtočným výrazně nižší provozní náklady a též vyšší kvalitu výstupního paprsku. V současné době se vyrábí až do výkonu 8 kw.
70 Ke konci minulého století docházelo i k aplikacím pomocí pevnolátkových laserů a to hlavně v případě řezání tenkých plechů. Absorpce v oblasti vlnových délek pevnolátkových laserů (kolem 1µm) je výrazně vyšší než absorpce v oblasti vlnových délek CO2 laserů (10,6 µm).

71

72 Vláknový laser Vláknový (fibre či fiber) laser je technologicky nejmodernější typ pevnolátkového laseru, aktivní prostředí je dlouhé optické vlákno dopované yterbiem (lze i s jinými prvky). Buzení z laserových diod je vedeno přes optickou spojku do aktivního vlákna a namísto zrcadel jsou zde Bragovské mřížky, což jsou struktury vytvořené přímo na optickém vlákně. Záření je pak z vlákna vyvázáno pomocí optického kolimátoru.
73 Vláknový laser Ohromnou výhodou vláknového laseru je jeho jednoduchost (celý laser tvoří vlastně optické vlákno), robustnost a modularita, která je u těchto laserů unikátní laser je tvořen tzv. laserovými moduly jejichž spojováním se může postupně navyšovat výkon (dnes až 80kW). Další výhody jsou vysoká účinnost (30-35%), obrovská životnost (až h), malé prostorové nároky, vysoká kvalita laserového svazku, nejnižší provozní náklady ze všech uvedených typů a téměř nulové nároky na údržbu. Kontinuální nebo pulzní provoz momentálně hlavním světovým výrobcem vláknových laserů je firma IPG Photonics
74 Princip laserového řezání Při vlastním procesu řezání laserem v podstatě dochází ke třem různým procesům: sublimační řezání tavné řezání řezání plamenem Ve většině případů při laserovém řezání dochází ke kombinaci některých z těchto třech procesů. Na obrázku níže je znázorněn princip laserového řezání.
75 Principy Sublimační řezání Tavné řezání Při sublimařním řezání je materiál z místa řezu odpařován. K tomu je potřeba vysoké intenzity laserového záření, které je dosaženo vhodným nastavením parametrů laseru a fokusační optiky, tak aby docházelo k okamžitému odpaření materiálu. Vytvořené kovové páry jsou odfukovány z řezu asistenčním (technologickým) plynem. Převážně se jako asistenční plyn používá dusík nebo argon aby nedocházelo k oxidaci materiálu. Jelikož téměř nedochází k tavení materiálu, je řez kvalitní, hladký a bez otřepů. Tavné řezání vyžaduje nižší výkony než sublimační řezání jelikož dochází pouze k tavení materiálu a ten je z řezné spáry vyfukován proudem inertního technologického plynu. Řezání plamenem Řezání plamenem se používá u řezání běžných a konstrukčních ocelí z důvodu vysoké řezné rychlosti. Místo inertního plynu se používá jako asistenční plyn kyslík. Materiál je zahřát na teplotu vyšší než zápalnou čímž dojde k exotermické reakci, která dodává energii procesu řezání. Oproti sublimačnímu a tavnému řezání jsou řezné rychlosti zhruba dvakrát vyšší. Kvalita řezu sice není tak dobrá, ale pro velkou většinu aplikací bohatě postačující.

76 Vláknové lasery Jak bylo zmíněno výše, tak v posledních letech dochází v mnoha případech k náhradě CO2 laserů vláknovými lasery. Pro srovnání je na obrázku níže uvedeno srovnání řezných rychlostí při řezání nerezu. Jak je vidět z obrázku tak u tenčích materiálů je řezná rychlost vláknových laserů výrazně vyšší a to i s polovičním výkonem laseru.
77 Řezání - vodní paprsek Vysokotlaké zařízení umožňuje stlačit vodu až na 4150 bar (průtok 3,8 l/min), ve směšovací komoře do vodního proudu přimísit abrazivní materiál a tuto směs prohnat tryskou světlosti jeden milimetr. (lze i bez abraziva) Takto vytvořený vodní paprsek má pak dostatek energie, aby dokázal provádět řezy i v materiálech s velmi vysokou pevností, dále ve velmi měkkých, křehkých i houževnatých materiálech. Pohyb paprsku na souřadnicovém stole je řízen počítačem, čímž je umožněna velmi vysoká přesnost a opakovatelnost tvarových řezů. %C3%A1b%C4%9Bn%C3%AD.pdf
78 Příklady Nevýhody řezání vodním paprskem nevyhnutelný kontakt s vodou kovové materiály nutno vhodně ošetřit delší vysoušení u nasákavých materiálů možnost změny barvy či znečištění některých materiálů přesnost řezu: až cca 0,1 mm 3D ukázka ue&tb_iframe=true&height=344&width=531
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
FRÉZOVÁNÍ III- stroje
 FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
FRÉZOVÁNÍ III- stroje Rozdělení frézek Konzolové frézky Stolové frézky Rovinné frézky Speciální frézky Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
14 Základy frézování
 14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
14 Základy frézování Frézování je jedním z nejpoužívanějších způsobů strojního třískového obrábění. Frézováním je možno obrábět jednoduché rovinné plochy, různé složité nepravidelné tvary i rotační plochy.
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem.
 1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
1 VRTAČKY Stroje určené pro vrtání, vyvrtávání, vyhrubování, vystružování a zahlubování. Hlavní pohyb a posuv koná vřeteno stroje s nástrojem. Rozdělení vrtaček podle konstrukce : stolní, sloupové, stojanové,
Bezpečnost práce ve strojní dílně
 Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji sebe ani druhé pracovníky. 1. Dbáme na správné pracovní oblečení. 2. Na pracovišti udržujeme neustále
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.5 Karosářské Know how (Vědět jak) Kapitola
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
2002 / 2003 10.10.2002 VÝROBNÍ TECHNOLOGIE II TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ ZADÁNÍ: Zpracujte pojednaní na téma,, technologie strojního obrábění, které bude mít následující předepsané členění: 1. Základy
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
PILOVÁNÍ: Rozdělení pilníků. Podle: Tvaru seků. FIALOVÁ, D., GRADEK, V. Zámečnické práce a údržba, Technologie 1. díl, Praha: Parta, 2007, obr.
 PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
PILOVÁNÍ: Rozdělení pilníků Podle: Tvaru seků 1 Podle: Tvaru průřezu 2 Pravidla při pilování Obrobky upevňujte do středu svěráku tak nízko, aby nepružily nebo aby se pod tlakem pilníku neohýbali. Při upínání
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 23
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty
 Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Střední průmyslová škola Praha 10 Na Třebešíně 2299 učební texty FRÉZÁRNA II. ročník sepsal: RYNEŠ Pavel Bezpečnost práce ve strojní dílně Definice bezpečnosti práce mám jistotu, že svojí prací neohrožuji
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
5.FRÉZOVÁNÍ. Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou.
 1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
1 5.FRÉZOVÁNÍ Frézováním se obrábějí rovinné i tvarové plochy otáčejícím se vícebřitým nástrojem, tj. frézou. Podstata frézování Obrobek upnutý na pracovním stole frézky vykonává plynulý pohyb - posuv.
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
22. STT - Výroba a kontrola ozubení 1
 22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
22. STT - Výroba a kontrola ozubení 1 Jedná se v podstatě o výrobu zubové mezery, která tvoří boky zubů. Bok zubu je tvořen - evolventou (křivka vznikající odvalováním bodu přímky po kružnici) - cykloidou
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Volba upínacích prostředků a způsoby upínání jsou závislé
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Obráběcí stroje řady 2013-10. www.bow.cz
 Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Obráběcí stroje řady 2013-10 www.bow.cz Vážení zákazníci, v katalogu, který držíte v ruce, naleznete přehled nabízených výrobků nové řady. Tato řada zahrnuje v praxi odzkoušené stolní i robustní vrtačkofrézky,
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Frézování spojených ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování spojených ploch Frézování spojených ploch pravoúhlých Spojené plochy pravoúhlé jsou ty, které spolu
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
4. Základy strojního obrábění Úvod, bezpečnost práce, hygienické a protipožární předpisy Základní bezpečnostní a protipožární
 4. Základy strojního obrábění... 2 4.1 Úvod, bezpečnost práce, hygienické a protipožární předpisy... 2 4.1.1 Základní bezpečnostní a protipožární předpisy platné pro soustružení 2 4.2 Základy teorie třískového
4. Základy strojního obrábění... 2 4.1 Úvod, bezpečnost práce, hygienické a protipožární předpisy... 2 4.1.1 Základní bezpečnostní a protipožární předpisy platné pro soustružení 2 4.2 Základy teorie třískového
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Výroba ozubení - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba ozubení - shrnutí Ing. Kubíček Miroslav
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
CNC soustružnická centra se šikmým ložem
 CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
Konstrukce řezné části nástrojů
 Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Výroba ozubených kol
 Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
Výroba ozubených kol obrábění tvarových (evolventních) ploch vícebřitým nástrojem patří k nejnáročnějším odvětvím strojírenské výroby speciální stroje, přesné nástroje Ozubená kola součásti pohybových
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Řezání závitů na soustruhu
 Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod
Řezání závitů na soustruhu Závit šroubu vznikne, navineme-li těleso závitového profilu na válec, popřípadě kužel, pod určitým úhlem. Šroubovitě vinutá drážka daného profilu vzniká tak, že každý její bod