BUD100 STAVEBNICOVÁ ŘADA
|
|
|
- Richard Vlastimil Jelínek
- před 5 lety
- Počet zobrazení:
Transkript


1 Universální multifunkční bruska BUD100 STAVEBNICOVÁ ŘADA PROJEKČNÍ TECHNICKÉ ZADÁNÍ Slovácké strojírny, a.s. Závod 08 - TOS Čelákovice
2 Dne: Strana 2 z celkem 32 OBSAH: 1. VŠEOBECNÉ INFORMACE O ZÁMĚRU VÝVOJE Stručný popis stroje Základní sestava výrobku Popis uzlů stroje BUD Řízené osy stroje BUD Řízené osy stroje BUD jiné provedení stroje POŽADAVKY NA KONSTRUKČNÍ PROVEDENÍ JEDNOTLIVÝCH UZLŮ STROJE Provedení předního a zadního lože stroje Pohony lineárních os Přídavné odměřování kompenzace geometrických chyb osy X1 a Z Provedení hlavních uzlů stroje Optimalizace řetězce obrobek nástroj Design stroje BUD 100/ ŘEZNÉ SÍLY PŘI BROUŠENÍ STROJE BUD Výpočet z výkonu motoru Stanovení řezné síly ze zkoušek BK Hodnoty řezných sil TABULKA HMOTNOSTÍ JEDNOTLIVÝCH UZLŮ STROJE BUD Hmotnosti hlavních posuvových rotačních os Hmotnosti hlavních uzlů stroje HLAVNÍ TECHNICKÉ PARAMETRY STROJE BUD Obrobek Materiál hlavních těles Řízené osy stroje Parametry náhonu vřetena brousicího kotouče osa S1 (S2) Parametry přísuvu brousicího vřeteníku osa X Parametry posuvu podélného brousicí jednotky osa Z Parametry natáčení brousicího vřeteníku osa B (opce)... 20
3 Dne: Strana 3 z celkem Parametry náhonu pracovního vřeteníku osa C Parametry koníku lehkého hydraulického Parametry koníku těžkého elektrického (opce) Parametry náhonu vřetena diamantové orovnávací kladky osa S5 (opce) Parametry přísuvu opěrek (opce) Sonda axiálního ustavení obrobku (opce) Sonda kalibrační nástrojová (opce) Parametry chladícího systému stroje Parametry systému centrálního mazání stroje Parametry systému tlakového vzduchu Parametry elektrického rozvodu stroje PŘÍLOHY Pohledy na stroj délkové varianty 7000 s krytováním Pohledy na stroj BUD100/7000 bez kapotáže Přehled hlavních komponent CNC řízení stroje Návrh vodících lišt předního lože + schema osazení a značení Dovolujeme si Vás upozornit na to, že tato technická specifikace, která spadá do dlouhodobých vývojových záměrů společnosti je považována za duševní majetek společnosti SUB.a.s. a je určena výhradně pro vypracování nabídky služeb specifikovaných výběrovým řízením. Veškeré uvedené informace specifikované v tomto zadání jsou důvěrné a obsahují obchodní tajemství a důvěrná sdělení, která zavazují protistranu, která tyto poklady obdržela Copyright SUB, a.s.. Všechna práva vyhrazena.
4 Dne: Strana 4 z celkem VŠEOBECNÉ INFORMACE O ZÁMĚRU VÝVOJE 1.1 Stručný popis stroje Stroj řady BUD 100 je koncipován jako kompaktní universální brousicí stroj s posuvnou brousící jednotkou v podélném směru s možností umístění i více brousicích jednotek na podélné vedení zadního lože. Na posuvné desce brousicí jednotky je umístěn kolmý přísuv brousícího vřeteníku, který může být vybaven pevným, nebo otočným brousicím vřeteníkem. Brousící vřeteník může být osazen i několika brousícími kotouči tak aby byla zajištěna možnost větší tvarové a nebo jakostní konfigurace brousících kotoučů. Přehled možných konfigurací brousicího vřeteníku je na následujícím obrázku. Obr.1:Možné konfigurace multifunkčního brousicího vřeteníku stroje BUD 100 Přímočará vedení jednotlivých posuvových os stroje budou postavena na lineárních vedení s recirkulačními hnízdy a na natáčivém valivém vedení osy B. Alternativně je uvažováno s možností osazení stroje hydrostatickým vedením obou hlavních přísuvů osy X a Z (nebude součástí stavby prototypu stroje ani prováděných výpočtů) Pohony jednotlivých os budou postaveny na lineárních motorech a kruhovém lineárním pohonu pro natáčení brousícího vřeteníku. Celý systém pohonů bude vybaven lamelovými teleskopickými kryty a krycími měchy, chránícími jak vlastní vedení tak pohony před vlivem chladící kapaliny a obrusu. V přední části stroje je umístěna obrobková část, která je vytvořena předním ložem s upínacími profily. Přední lože je samostatné těleso, které není pevně spojeno se zadním ložem
5 Dne: Strana 5 z celkem 32 stroje. Na vrchní ploše předního lože jsou připevněny upínací profily pro uložení pracovního vřeteníku, koníku a dalšího příslušenství. Celková dimenze obrobkové části včetně změny koncepce, která mění filosofii broušení z pohyblivého obrobku na pohyblivou brousící jednotku umožňuje zvýšení celkové tuhosti daného uspořádání. Stroj celou svou koncepcí, stavebnicovití a skladbou sleduje dosažení maximální tuhosti obrobkové i nástrojové části, která umožní vysoce produktivní broušení v jednotlivých režimech s komplexním obroušením součásti na jedno upnutí při různé konfiguraci tvarových ploch. Dosažené vlastnosti v oblasti mechanické konstrukce jsou podpořeny vlastnostmi danými aplikací lineárních pohonů, zejména pak tuhostí, dynamikou a přesnosti polohování bez vůlí a nároků na opotřebení mechanismů klasického náhonu pomocí kuličkových šroubů a hřebenových mechanismů. Všechny tyto vlastnosti se projeví i v oblasti řízení zadávání elektronických kompenzací geometrie stroje v oblasti průběhu lineárních posuvů s veškerými nároky na jejich průběh. Stroj může být v obrobkové části vybaven pracovním vřeteníkem s otočným vřetenem a elektrickým koníkem s otočným hrotem. Tyto skupiny jsou upevněny na upínacím profilu kompaktního předního lože, s možností posuvu pouze v rámci seřízení stroje. Celkové uspořádání stroje je kompletně krytováno. V přední části přesuvnými kryty a v zadní části snímatelnými panelovými kryty, které umožní přístup k údržbě celého prostoru stroje. Pozice pro výměnu brousících kotoučů budou rovněž vybaveny otevíratelnými kryty. Kryty budou stavebnicové konstrukce s využitím kompozitních částí. Celková konstrukce krytů umožní koncipovat přívody energií do otočné brousící jednotky umístěné na zadním loži. Tato konstrukce umožní i implementaci inprocesního měřidla do pracovního prostoru pro ovládání technologického procesu pro měření průměru a nástrojové sondy pro provedení korekce obrobku pro axiální polohování. V jiném provedení stroje bude možnost stroj vybavit dvěma brousicími jednotkami s nezávislým pohybem jak v podélném směru, tak i do řezu. Brousicí vřeteno s přesnými vřetenovými ložisky je řešeno jako výměnné těleso. Velikost vřetena uloženého na valivých vysoce přesných vřetenových ložiscích umožňuje nejenom přesný chod při řezné rychlosti až 63m/s ale i vybavení vřetene automatickým vyvažováním za chodu, které se stává v těchto technologických parametrech již zcela nevyhnutelné. Brousicí kotouč je opatřen krytem odpovídajícím aktuálním bezpečnostním normám a respektujícím prostor potřebný v uspořádání natáčivého brousícího vřeteníku s osou B s různou konfigurací brousících kotoučů včetně možnosti uspořádání vnitřního broušení. V případě potřeby může být stroj na druhé pozici brousícího vřeteníku vybaven specielními agregáty např. na vybrušování drážek nanášení speciálních povrchů apod. U všech hlavních těles ať svařenců tak odlitků stroje je kladen důraz na dostatečnou dimenzi rozměrů, která se promítne do vysoké tuhosti celého stroje a dosažené dlouhodobé přesnosti. Na stroji bude využita maximální podpora CNC řízení s možností elektronických korekcí geometrie posuvových vedení tak i korekcí v oblasti vlastního technologického procesu, broušení, orovnávání, měření a diagnostiky. Složité konstrukční uzly budou řešeny nejmodernějšími výpočetními metodami zachycující co nejrealističtěji prostředí obrábění. Robustní přední a zadní lože svařované konstrukce zajišťuje vysokou tuhost stroje potřebnou pro přesné broušení. Při konstrukci a optimalizaci modulární koncepce tohoto stroje vychází naše firma z dlouholetých zkušeností s výrobou obráběcích strojů. Stroj svojí konstrukcí odpovídá současnému stavu techniky, provedení stroje splňuje podmínky prohlášení CE.
6 Dne: Strana 6 z celkem 32 Stroj je konstruován pro následující technologické možnosti broušení broušení v hrotech, broušení letmo upnutých obrobků v unášecím vřeteníku, broušení v lunetách broušení průměru zapichovací v ose X, bez měřidla průměru obrobku, bez oscilací v osách X a Z broušení průměru zapichovací v ose X, bez měřidla průměru obrobku, bez oscilace v ose X, s oscilací v ose Z broušení průměru podélné v ose Z s přísuvem v ose X v úvratích pohybu v ose Z broušení průměru zapichovací v ose X a postupné v ose Z s podélným přebroušením v ose Z broušení pravého a levého čela obrobku posuvem stolu v ose Z na rozměr broušení pravého a levého čela obrobku posuvem stolu v ose Z na rozměr s oscilací v ose X broušení pravého a levého čela obrobku posuvem stolu v ose Z o přídavek broušení kuželu lineární interpolací v osách X a Z broušení kruhového oblouku kruhovou interpolací v osách X a Z (broušení konvexkonkáv) axiální ustavení výrobku v ose Z šikmý přísuv interpolací osy X a Z broušení vnitřního průměru zapichovací v ose X, bez měřidla průměru obrobku, bez oscilací v osách X a Z broušení vnitřního průměru zapichovací v ose X, bez měřidla průměru obrobku, bez oscilace v ose X, s oscilací v ose Z broušení vnitřního průměru podélné v ose Z s přísuvem v ose X v úvratích osy Z broušení vnitřního průměru zapichovací v ose X a postupné v ose Z s podélným přebroušením v ose Z broušení vnitřního pravého čela obrobku posuvem stolu v ose Z na rozměr broušení vnitřního pravého čela obrobku posuvem stolu v ose Z na rozměr s oscilací v ose X broušení vnitřního pravého čela obrobku posuvem stolu v ose Z o přídavek broušení vnitřního kužele lineární interpolací v osách X a Z broušení vnitřního kruhového oblouku kruhovou interpolací v osách X a Z broušení průměru zapichovací v ose X, s měřidlem průměru obrobku, s oscilací v ose Z broušení průměru zapichovací v ose X, s měřidlem průměru obrobku, bez oscilace v ose Z zapichovací broušení v ose Z s měřidlem polohy čela broušení části rotačního obrobku tvaru lineárního úseku, pomocí lineární interpolace v osách X a Z při omezení rychlostí v osách X a Z s broušením části rotačního obrobku tvaru kruhového úseku, pomocí kruhové interpolace v osách X a Z při omezení rychlostí v osách X a Z broušení s možností polohové vazby osy (X+Z+C) - broušení K profilů, vaček, čtvercových profilů apod. broušení s možností polohové vazby osy (X+C) - broušení K profilů, vaček, čtvercových profilů apod. broušení klikových hřídelů metodou Pendellhub (Ds=180mm, Dz=150mm, emax= 110mm s kruhovitostí zdvihového čepu do 5um, otáčení klikového hřídele při broušení 20 ot/min.). broušení s možností polohové vazby osy (Z+C) broušení speciálních kruhových tvarů a jejich přechodů interpolací os X,Z,B
7 Dne: Strana 7 z celkem 32 Orovnávání brousicího kotouče lze provádět následujícími způsoby: orovnání obvodu brousicího kotouče orovnání obvodu, rádiusu a čela brousicího kotouče orovnání obvodu, rádiusu a čela, ukončené podpíchnutím čela brousicího kotouče orovnání obvodu brousicího kotouče ve tvaru lineárního úseku pod úhlem, v rozsahu dle úhlu natočení diamantového nástroje a jeho vrcholového úhlu. orovnání obvodu brousicího kotouče ve tvaru kruhového oblouku v rozsahu dle úhlu natočení diamantového nástroje a jeho vrcholového úhlu (pro broušení konvex konkáv). orovnání obvodu brousicího kotouče ve tvaru libovolné křivky 1.2 Základní sestava výrobku Výrobek v základním provedení je sestaven z následujících hlavních konstrukčních skupin: kompaktní lože s příslušenstvím v délkové variantě deska podélného posuvu brousicí jednotky osa Z1 deska kolmého přísuvu brousicího vřeteníku osa X1 vřeteno brousicí jednotky s valivým uložením jednotka brousicí s možností ručního natočení vyvažování brousicího kotouče v automatickém a poloautomatickém režimu pracovní vřeteník s otočným hrotem a polohováním vřetena koník s hydraulicky výsuvnou pinolou a volitelnou silou přítlaku řídicí systém, posuvný a otočný ovládací panel, ovládání v místě před předním ložem elektrické rozvody, elektrický rozváděč, bezpečnostní funkce Safety Integrafed chladicí okruh (bez nádrže chlazení) hubice chlazení pro brousící vřeteník s oplachem loží a stolu hydraulický okruh s hydraulickým agregátem pneumatický rozvod mazací okruh s nádrží centrálního mazání výbava stroje normální příslušenství Vedle základního provedení výrobku je možno na objednávku zákazníka dodat i výrobek ve zvláštním příslušenství, nebo jiném provedení. Tato provedení se od základního liší použitím odlišných konstrukčních skupin a změněnými technickými parametry. Ve zvláštním příslušenství a jiném provedení výrobku jsou použity další konstrukční skupiny: stroj s automaticky otočným brousicím vřeteníkem v provedení Multi různé konfigurace brousicích kotoučů pro vnější a vnitřní broušení stroj vybaven druhou brousící jednotkou v provedení Duo měřidlo obrobku širokorozsahové průměrové sklopné měřidlo axiálního ustavení obrobku nástrojová sonda elektrické provedení koníku s otočnou, nebo pevnou pinolou polohovatelný pracovní vřeteník s osou C (varianta vřeteníku s přesnou osou C pro interpolaci v osách X, Z a C - bude vyrobena taktéž s prototypem stroje) dvoučelistní opěrky obrobku ruční (automatické) sada tříčelistní opěrky obrobku ruční - sada systém filtrace chladící kapaliny polokapotáž stroje

8 Dne: Strana 8 z celkem 32 kompletně uzavřená celokapotáž stroje nádrže chlazení automatické seřizování clony brousicího kotouče atd Popis uzlů stroje BUD 100 Použitá technická terminologie při popisu jednotlivých uzlů, či skupin stroje je uvedena na následujícím obrázku: Obr.2:Popis uzlů stroje BUD 100 (včetně vybraných opcí stroje) 1.4 Řízené osy stroje BUD 100 Názvosloví: Názvy jsou uvedeny v ČSN , ČSN ISO 841, ČSN ISO 2806, ČSN IEC 50, ENV 1070, ČSN IEC Zobrazení označení os výrobku s použitím norem ČSN ISO 841 a ČSN ISO 447

9 Dne: Strana 9 z celkem 32 Obr.3:Nomenklatura řízených os stroje Parametr Opce Jednotky V polohové vazbě Příčný posuv brousicího vřeteníku X1 Podélný posuv brousicí jednotky Z1 Natáčení brousicího vřeteníku B1 Podélný elektrický posuv pinoly koníku W1 Příčný posuv těžkého elektrického koníku E1 Přísuv čelisti opěrky ve vodorovn. směru osy X U1, U2, U3 Přísuv čelisti opěrky ve svislém směru osy Y V1, V2, V3 Otáčení unášecího vřeteníku s polohováním C8 Otáčení pinoly koníku s polohováním C9 V rychlostní vazbě Náhon vřetena brousicího kotouče č.1 S1 Náhon vřetena brousicího kotouče č.2 S2 Náhon vřetena vnitřního broušení č.3 S3 Náhon vřetena vnitřního broušení č.4 S4 Náhon diamantové orovnavací kladky S5 1.5 Řízené osy stroje BUD jiné provedení stroje V jiném provedení může být stroj BUD 100 na základě požadavku zákazníka vybaven doplňkovými řízenými osami a zařízeními ze seznamu jiných provedení (opce), která rozšiřují schopnosti výrobku a jeho technické parametry (manipulace s obrobkem, elektrické opěrky, elektrické natáčení brousicích kotoučů atd ).

10 Dne: Strana 10 z celkem POŽADAVKY NA KONSTRUKČNÍ PROVEDENÍ JEDNOTLIVÝCH UZLŮ STROJE 2.1 Provedení předního a zadního lože stroje Lože stroje přední a zadní jsou navrženy jako svařované konstrukce z ocelových plechů s vysokou tuhostí a optimální tloušťkou jednotlivých žeber. Obr.4:Přední lože stroje s ustavovacími a kotvícími elementy Obr.5:Zadní lože stroje s ustavovacími a kotvícími elementy Lože stroje musí splňovat následné požadavky: staticky a dynamicky tuhá konstrukce s optimální hmotností výroba obou loží v technologických možnostech SUB, a.s., (vyjímky nutno projednat písemně se zadavatelem) svařování, tepelné zpracování, obrábění atd technologie výroby lože konsultovány s oddělením TgPV SUB, a.s. (použité výpalky, technologie svařování, technologie stabilizace svařence - žíhání, vibrování, mezioperační stabilizace atd ) obě lože musí být dimensovány na zatížení jednotlivých uzlů stroje, dynamiku stroje, stejně tak jako maximální váhu obrobku (při broušení v hrotech, i opěrkách) a maximální řezné síly. Tabulka přehledu hmotností jednotlivých uzlů a obrobků a řezné síly od broušení uvedeny v tabulkách níže obě lože musí umožňovat přesné výškové ustavení pomocí navržených kotevních elementů Zároveň musí být vlastní konstrukce těles loží (přední i zadní) dostatečně poddajná i v bočním směru, aby byl možný systém bočního vyrovnávání - tvarování dosedacích ploch vedení ve směru pohybu osy X. (jedná se o nastavení výchozí geometrie boule vedení loží při stavbě stroje ve výrobním závodu, ale i pro ustavení stroje u konečného zákazníka. rozměrového vyrovnání do výchozí geometrie při stavbě stroje a uvádění do provozu u konečného zákazníka musí být dosaženo bez ručních korekcí rozměrů a geometrie pomocí zaškrabávání dosedacích ploch volba vhodných kotvících a ustavovacích elementů patek může být oproti návrhu změněna v souvislosti se změnou konstrukce lože a provedenými pevnostními výpočty) součástí řešení je i navržení montážní příručky souhrnů algoritmů k přesnému postupu vyrovnání obou loží včetně jeho ověření pří ustavení loží v průběhu konečné montáže stroje (metodika + návrh montážních a měřících prostředků)

11 Dne: Strana 11 z celkem 32 konstrukce lože musí být rozměrově stabilní i při provozním působení vnějších i vnitřních zdrojů tepla konstrukce lože musí umožňovat průchod médií, připevnění kabelových žlabů a transportní otvory. Přední lože má v přední části plochy pro připevnění přímočarého vedení měřidla obrobku osy Z4. konstrukce lože musí umožňovat průchod médií, připevnění kabelových žlabů a transportní otvory. na základě provedených výpočtů je možno vnitřní prostor obou loží vyplnit vhodnou tlumící hmotou s ohledem na celkovou transportní hmotnost loží (pouze v případě přínosů z pohledu porovnání ceny a dosaženého tlumícího efektu) přední lože musí umožňovat montáž vodících lišt (č.v.: ) dle schematického výkresu , tvar a konstrukce lišt může být po dohodě se zadavatelem optimalizována (změněna) Obr.6:Přední lože s namontovanými vodícími lištami Obr.7:Přední lože s namontovanými vodícími lištami tolerance polohy a tvaru, drsnosti
12 Dne: Strana 12 z celkem 32 přední lože musí mít po montáži lišt, ustavení na odpovídající základ a vyrovnání následné požadované tolerance a drsnosti funkčních ploch dle obrázku č.7 (délka funkční plochy lišt mm) zadní lože musí mít po obrobení, ustavení na odpovídající základ a vyrovnání následné požadované tolerance a drsnosti funkčních ploch pod přímočaré vedení obr č.8 (délka funkční plochy vedení mm) Obr.8:Zadní lože tolerance polohy a tvaru, drsnosti ploch pod lineární vedení 2.2 Pohony lineárních os Obě hlavní přísuvové osy stroje X1 a Z1 budou osazeny lineárními pohony 1FN3 fy Siemens. V rámci projektu je nutno navrhnout - potvrdit dimensi a chování navržených pohonů v následné rozsahu: navrhnout vhodnou dimensi pohonu na základě parametrů obou řízených os uvedených v tabulkách níže dle posuvových hmot, zátěžných sil, rychlostí, odměřování a dynamického chování optimalizovat regulace pohonu os X1 a Z1 ve vztahu k požadovaným výsledným parametrům pohonu (eliminace kmitání a chvění, dynamika posuvu, tuhost přísuvu, přesnost přistavení, eliminace rušení pohonu, interpolace os atd ). Výsledné chování os po jejich naladění musí odpovídat požadovaným vlastnostem brousicího stroje s odpovídajícími výsledky broušení (vlnitost, kruhovitost, drsnost povrchu, povrchové vady-ratry atd ). naladit souvislý pohybu os X1 a osy C7 (polohování obrobku) pro broušení neokrouhlých tvarů, navrhnout řešení problematiky měnících se momentů setrvačnosti obrobku se zachováním kvalitní regulace osy C7. stanovit přesnou konfiguraci pohonu a řízení stroje s ohledem na výsledné požadavky funkčnosti pohonů lineárních os. ruční posuv ve směru os X1, Z1 (možnosti, montáž, servis, opravy apod.)



13 Dne: Strana 13 z celkem 32 vytvořit postup pro ladění a optimalizaci lineárních pohonů os X1 a Z1 a prstencových pohonů os B1 a popř. C7. Postup ve formě zprávy bude popisovat postup ladění pohonu a bude doplněn příslušnými grafy a dosaženými hodnotami. sestavit tabulku strojních parametrů, které přímo souvisí s metodikou ladění lineárních pohonů (forma např. speciálních obrazovek řídícího systému Siemens) 2.3 Přídavné odměřování kompenzace geometrických chyb osy X1 a Z1 Pro zvýšení geometrické přesnosti absolutního pohybu obou hlavních lineárních os bude stroj vybaven zařízením pro kompenzaci odchylky osy X1 v závislosti posice osy Z1. V rámci tohoto zadání bude nutno řešit: navrhnout technicky vhodné zařízení pro měření absolutní výchylky pohybu osy X1 ve vztahu k posici osy Z1 v rovině pohybu os X1 a Z1. navrhnout vhodné umístění tohoto měřícího zařízení na stroji a vhodný způsob jeho seřizování a kalibrace, stejně tak s ohledem na výslednou přesnost měření a přesnost následně prováděných kompensací. provést implementaci měřícího systému do systému řízení stroje, navrhnout a odzkoušet převodní skript mezi měřícím zařízením a řídícím systémem stroje. Navrhnout parametrické obrazovky řídícího systému pro ovládání a nastavování kompenzací. Odladit funkčnost zařízení. stanovit přesnou konfiguraci řízení stroje s ohledem na datovou komunikaci s následným vyhodnocením informací přídavného kompenzačního odměřování, přesnost celého zařízení a vhodné ovládání (programování, kontrolu výsledné kompenzace, zadávání kompenzací, kontrolu přesnosti stroje v návaznosti na kompenzované hodnoty ) specifikovat požadavky a ekonomické nároky z pohledu konečné montáže ve výrobním závodě, ustavení a předání u zákazníka, předání do provozu, rozsah a termíny kalibrací a z toho vyplývajících nároků na provoz (možnost dálkové podpory výrobce zařízení) 2.4 Provedení hlavních uzlů stroje Pro hlavní uzly stroje budou provedeny pevnostní výpočty, výpočty deformací a napětí při maximálních provozních zátěžích za účelem optimalizace konstrukce (zvýšení tuhosti a životnosti, snížení hmotnosti, atd ). Na základě výpočtů bude optimalizována konstrukce uzlů a následně proveden další kontrolní výpočet potvrzující účinnost navržených změn. Stejně tak budou posouzeny a optimalizovány důsledky teplotních deformací vlivem vnějších i vnitřních zdrojů tepla. Mezi hlavní uzly stroje patří: Brousicí jednotka Unášecí vřeteník Koník
14 Dne: Strana 14 z celkem 32 dvoučelistní elektrické opěrky deska podélného posuvu osy Z1 měřidlo obrobku konsola konstrukce nosiče kabelů osy B deska vrchní (součástí brousicí jednotky) těleso brousicího vřeteníku (součástí brousicí jednotky) těleso vnitřního broušení (součástí brousicí jednotky) těleso uložení vřetena (součástí brousicí jednotky) tělesa koníka (součástí koníka) těleso unášecího vřeteníku (součástí unášecího vřeteníku) desky unášecího vřeteníku (součástí unášecího vřeteníku) atd Pro vybrané konstrukční uzly stroje bude proveden i nezávislý kontrolní výpočet dimenze daného uzlu s ohledem na statickou a dynamickou únosnost a požadovanou životnost. Jedná se dané konstrukční uzly: - přímočaré vedení osy X1 - přímočaré vedení osy Z1 - vedení pinoly elektrického koníka - deformační členy elektrického koníka 2.5 Optimalizace řetězce obrobek nástroj Pro celek stroje v řetězci obrobek - nástroj bude provedena simulace statického, dynamického a teplotního chování soustavy za účelem optimalizace. 2.6 Design stroje BUD 100/7000 V rámci vývoje řady stroje BUD 100 by měla být zpracována designová studie s následnou charakteristikou: návrh designu krytování stroje musí akceptovat - tvarové řešení - možnost využití kompozitních materiálů v technicky opodstatněných případech - servisní a opravárenské přístupy do stroje - rozbor pracovních kritérií krytování - vhodné osvětlení - stavebnicovost jednotlivých délkových variant - způsob demontáže a transportu (stadartizované transportní prostředky, minimalizace nákladů na transport, ochrana proti poškození) návrh jednoduchých úprav vybraných dominantních uzlů stroje s ohledem na charakteristické rysy navrženého designu krytování stroje návrh designu by měl akceptovat rozvoj (pokud možno, není podmínkou) charakteristických rysů provedení současného provedení strojů TOS barevné provedení, použité písmo pro označená typu stroje a výrobce, sjednocující prvky krytování, ochrannou známku TOS a její velikosti

15 Dne: Strana 15 z celkem 32 návrhy nového designového provedení bude akceptovat platné ergonomické a bezpečnostní předpisy 3. ŘEZNÉ SÍLY PŘI BROUŠENÍ STROJE BUD Výpočet z výkonu motoru Pro stroj BUD 100 se uvažuje nasazení motoru řady 1PH8 o jmenovitém výkonu 45 kw. Použité jednotky: P jm nominální výkon motoru P kot výkon přenesený na brousicím kotouči c1 - účinnost uložení vřetena c2 - celkový součinitel řemenového převodu (úhel opásání, více klínový převod, ) v - obvodová rychlost kotouče F T tečná složka řezné síly F N normálová složka řezné síly F - výslednice řezné síly P jm = 45 kw c1 0,95 Pkot Pjm 45 32, 88 kw c2 1,3 Pro výpočet složek řezných sil budeme uvažovat nejméně výhodnou hodnotu obvodové rychlosti v=35 m/s (pro kotouče silicium-karbid). Pkot FT 939 N v 35 FT 939 FN N tg tg 20 F F 2 T F 2 N N
16 Dne: Strana 16 z celkem 32 Tab: 1 Porovnání velikosti řezné síly s jinými stroji produkce TOS: Stroj Rozměr BK Výkon motoru S1 Velikost řezné síly BUA 25 ø400 x ø Pjm = 18 kw BK 140 ø2400 x ø Pjm = 32 kw BK 75 ø1400 x ø BUD100 Ø900 x ø Pjm = 52 kw ( 1PH NF2) Pjm = 39 kw ( 1PH ND00-0HJ0) Pjm = 46 kw ( 1PH NF26) Pjm = 45 kw ( 1PH8 - SIEMENS) FN = 1080 N FT = 393 N FN = 5460 N FT = 2180 N FN = 3113 N FT = 1133 N FN = 2335 N FT = 850 N FN = 2754 N FT = 1002,5 N FN = 2580 N FT = 939 N 3.2 Stanovení řezné síly ze zkoušek BK Jakost kotouče - neznámá Maximální naměřené hodnoty pro materiál : Obvodová rychlost kotouče: v = 31,2 m/s FTBD = 4,8 N (maximální jednotková složka tečné síly na 1 mm šířky kotouče) FNBD = 8,02 N (maximální jednotková složka normálné síly na 1 mm šířky kotouče) Přepočet na stroj BUD 100 (šíře kotouče 175 mm) FT = ,8 = 840 N FN = ,02 = 1403,5 N 3.3 Hodnoty řezných sil Hodnoty uvedené v tabulce 2 zohledňují použití klasického brusiva při hrubování (neplatí pro diamantové kotouče a kotouče CBN) Tab.2 velikost řezné síly při použití klasického brusiva Obvodová rychlost [ m/s] Potřebný jednotkový výkon [kw/mm] 0,1 0,2 0,4 Jednotková normálná složka řezné síly FN [N/mm] 7, Výkon P kot [kw] šíře 175 mm 17, Normálná složka řezné síly pro BUD 100 [N] 1312, Tečná složka pro BUD 100 [N] FT ~ 0,5. FN Závěr: Pro konstrukci stroje BUD 100 budou uvažovány nejvyšší hodnoty složek řezných sil, tedy výpočet podle podkapitoly 2.1 z výkonu hlavního motoru: F T = 939 N F N = 2580 N
17 Dne: Strana 17 z celkem TABULKA HMOTNOSTÍ JEDNOTLIVÝCH UZLŮ STROJE BUD Hmotnosti hlavních posuvových rotačních os Posouvané natáčené hmoty v rámci řízených os Parametr Osa Jednotky BUD 100/7000 Přísuv otočné Multi brousicí jednotky S1L, S2P, S3 X1 kg Podélný posuv brousicí jednotky Z1 kg Natáčení brousicího vřeteníku S1L, S2P, S3 B1 kg Podélný posuv měřidla obrobku Z4 kg Hmotnosti hlavních uzlů stroje Parametr Jednotky BUD 100/7000 Koník elektrický s příslušenstvím (motorizace, sonda nástrojová, orovnavač) kg 2800 Unášecí vřeteník s příslušenstvím (motorizace, orovnavač, kg upínací zařízení) Dvoučelistní opěrka elektrická kg 360 Ruční opěrka dvoučelistní Ø kg 230 Opěrka tříčelistní ruční Ø kg 280 Krytování stroje kg Přední lože s příslušenstvím kg Zadní lože s příslušenstvím kg Skříně elektrického rozvaděče sestava kg Skříň médií kg 650 Celková hmotnost stroje bez nádrže chlazení, chilleru a měřidla (provedení Multi) kg HLAVNÍ TECHNICKÉ PARAMETRY STROJE BUD 100 Uvedené údaje se vztahují na výrobek v základním provedení s normálním příslušenstvím, pokud není uvedeno jinak. Zvláštní příslušenství a jiné provedení je označeno v tabulce níže jako opce - symbolem, modře podbarvené pole ve sloupci Opce značí osazení na prototypu stroje BUD100/ Obrobek Materiál obrobku - ocel, hliník a jiné materiály Oběžný průměr obrobku mm Točný průměr maximální mm Délka obrobku maximální mm Max. hmotnost obrobku v hrotech kg Max. hmotnost obrobku v opěrkách kg
18 Dne: Strana 18 z celkem Materiál hlavních těles Materiál stěžejních těles stroje - šedá litina, tvárná litina, ocel 5.3 Řízené osy stroje Parametr Opce Jednotky V polohové vazbě Příčný posuv brousicího vřeteníku X1 Podélný posuv brousicí jednotky Z1 Natáčení brousicího vřeteníku B1 Podélný elektrický posuv pinoly koníku W1 Příčný posuv těžkého elektrického koníku E1 Podélný posuv ramena měřidla obrobku Z4 Přísuv čelisti opěrky ve vodorovn. směru osy X U1, U2 Přísuv čelisti opěrky ve svislém směru osy Y V1, V2 Otáčení unášecího vřeteníku s přesným C7 polohováním Otáčení unášecího vřeteníku s polohováním C8 Otáčení pinoly koníku s polohováním C9 V rychlostní vazbě Náhon vřetena brousicího kotouče č.1 S1 Náhon vřetena brousicího kotouče č.2 S2 Náhon vřetena vnitřního broušení č.3 S3 Náhon vřetena vnitřního broušení č.4 S4 Náhon diamantové orovnavací kladky S5 5.4 Parametry náhonu vřetena brousicího kotouče osa S1 (S2) Max. průměr brousicího kotouče x otvor mm 900x305 Max. průměr brousicího kotouče x otvor mm 915 x 305 (36 ) Max. průměr brousicího kotouče x otvor mm x 508 (42 ) Max. průměr brousicího kotouče x otvor mm (ne pro variantu Multi) x 508 (42 ) (ne pro variantu Multi) Min. průměr opotř. kotouče 900 mm (915) mm 550 Průměr příruby kotouče 914 mm (900) mm 420 Šířka brousicího kotouče mm 80 mm 100 mm 125 mm 150 mm 175 Max. obvodová rychlost brous. kotouče Konstantní obvodová rychlost m/s m/s m/s 50 platí pro kotouč 900 (915) mm 63 platí pro kotouč 900 (915) mm platí pro kotouč 900 (915) mm
19 Dne: Strana 19 z celkem 32 m/s platí pro kotouč 900 (915) mm Max. obvodová rychlost brous. kotouče CBN m/s 70 Uložení vřetena brousicího kotouče - valivé Vyvažování brousicicího kotouče - v jedné rovině Typ vyvažování vestavná hlava ve vřetenu - - MPM Náhon vřetena brousicího kotouče - víceklínovým řemenem Motor náhonu vřetena brous. kotouče č.1 osa S1 Motor náhonu vřetena brous. kotouče č.2 osa S2 Motor náhonu vřetena brous. kotouče č.1 osa S1 Motor náhonu vřetena brous. kotouče č.2 osa S2 Jmenovitý výkon motoru náhonu brous. kotouče osa S1 Jmenovitý výkon motoru náhonu brous. kotouče osa S2 Jmenovitý výkon motoru náhonu brous. kotouče osa S1 Jmenovitý výkon motoru náhonu brous. kotouče osa S2 Jmenovitý výkon motoru náhonu brous. kotouče osa S1 Jmenovitý výkon motoru náhonu brous. kotouče osa S asynchronním motorem Siemens asynchronním motorem Siemens vřetenový motor 1PH 8 Siemens vřetenový motor 1PH 8 Siemens kw 30 kw 30 kw 35 kw 35 kw 40 kw Parametry přísuvu brousicího vřeteníku osa X1 Pracovní zdvih mm 800 Maximální zdvih mm 824 Minimální přísuv mm 0,0005 Inkrement odměřovacího zařízení mm 0,0001 Typ odměřovacího zařízení - přímé absolutní Heidenhain Maximální rychlost rychloposuvu m/min 10 Typ vedení přísuvu - valivé recirkulační hnízda hydrostatické Pasivní odpory teleskop.krytu klidový N 200 Pasivní odpory teleskop.krytů (oba) za pohybu N 140 Přísuvový mechanimus - lineární motor 1FN1 Siemens 5.6 Parametry posuvu podélného brousicí jednotky osa Z1 Pracovní maximální zdvih mm dle délkové varianty (7000/9072)
20 Dne: Strana 20 z celkem 32 Maximální zdvih mm dle délkové varianty (7000/9134) Minimální přísuv mm 0,001 Inkrement odměřovacího zařízení mm 0,0002 Typ odměřovacího zařízení - přímé inkrementální Heidenhain Maximální rychlost rychloposuvu m/min 20 Typ vedení přísuvu - valivé recirkulační hnízda hydrostatické Pasivní odpory teleskop. krytu klidový N Pasivní odpory teleskop.krytů (oba) za pohybu N 800 Přísuvový mechanimus - lineární motor 1FN1 Siemens 5.7 Parametry natáčení brousicího vřeteníku osa B (opce) Umístění natáčení - nad osou X Natočení brousicího vřeteníku + 225, -45 Nejmenší programovatelné natočení brousicího vřeteníku 0,0001 Typ odměřovacího zařízení - přímé absolutní rotační Heidenhain 5.8 Parametry náhonu pracovního vřeteníku osa C1 Umístění vřeteníku na stroji - vlevo suvný Uložení lícní desky axiálně-radiální - valivé Kužel ve vřetenu pracovního vřeteníku Me 120 (metrický kužel - (pro otočný i neotočný hrot) 1:20) (konstrukce TOS) Vnější kužel vřetena pracovního vřeteníku DIN (pouze pro otočné vřeteno) A 11 Uložení radiální vřetena pracovního vřeteníku - pevné - valivé Axiální uložení vřetena pracovního vřeteníku - pevné - valivé Rozsah otáček pracovního vřeteníku ot/min (plynulá regulace) Typ náhonového motoru - 1PH8 Siemens Způsoby upnutí obrobku - pevný hrot, otočná deska otočný (pevný) hrot, otočná - deska otočný hrot společně - s deskou 5.9 Parametry koníku lehkého hydraulického Umístění na stroji - vpravo suvný Posuv koníka po předním loži - ruční
21 Dne: Strana 21 z celkem 32 automatický ozubeným hřebenem s pastorkem, převodovka asynchronní motor Zpevnění koníka - ručně automatické talířovými pružinami - odpevnění hydraulické Průměr pinoly koníka mm 100 Kužel v pinole koníka (konstrukce TOS) - Me 110 (metrický kužel 1:20) (konstrukce TOS) Upínací síla koníku maximální N Zdvih pinoly koníka (pracovní zdvih) mm 110 Upínání obrobku - hydraulické 5.10 Parametry koníku těžkého elektrického (opce) Umístění na stroji - vpravo suvný Příčný pohyb hrotu koníku k vyrovnání mm kuželovitosti obrobku vztažený na průměr ± 0.5 Kompensace kuželovitosti osa E1 - ručně - automatické pohybovým mechanismem Posuv koníka po předním loži - ručně - automatický ozubeným hřebenem s pastorkem, převodovka asynchronní motor Zpevnění koníka - ručně Kužel v pinole koníka (konstrukce TOS) Upínání obrobku - - automatické talířovými pružinami - odpevnění hydraulické - Me 120 (metrický kužel 1:20) (konstrukce TOS) elektromechanické servopohonem osa W1 s indikací síly Upínací síla koníku maximální N El. zdvih pinoly (pracovní zdvih osa W1) mm 150 Typ náhonového motoru - 1FT7 Siemens Způsoby upnutí obrobku - pevný hrot - otočný hrot 5.11 Parametry náhonu vřetena diamantové orovnávací kladky osa S5 (opce) Průměr diamantové kladky mm 130 Šíře diamantové kladky upínací maximální mm 19 Šíře diamantové kladky upínací minimální mm 15 Maximální šíře diamantové kladky mm 10 Alternativní orovnávací nástroje - stojící orovnávací nástroj
22 Dne: Strana 22 z celkem 32 Maximální otáčky kladky ot/min Typ náhonového motoru - 1FT7 Siemens Snímání řezného kontaktu - elektrické - snímačem vibrací v hlavě vřetena 5.12 Parametry přísuvu opěrek (opce) Typ opěrek - kluzné - kluzné hydrostatické - dvoučelistní automatické (elektrické) - dvoučelistní ruční - tříčelistní ruční - nakládací Počet opěrek (Opce dle požadavku) Posuv nazávislých čelistí opěrky - ručně - stavitelné motoricky servopohony Min. motorický přísuv čelisti ve směru U1, U2 mm 0,002 Min. motorický přísuv čelisti ve směru V1, V2 mm 0,01 Inkrement odměřovacího zařízení přísuvu mm čelistí 0,0005 Typ odměřovacího zařízení přísuvu čelistí - nepřímé absolutní na motoru Typ náhonového motoru přísuvu čelistí - 1FT7 Siemens 5.13 Sonda axiálního ustavení obrobku (opce) Typ sondy - Renishaw Opakovatelná přesnost měření mm 0,01 Polohování sondy - rotační sklápění, pneumatický válec 5.14 Sonda kalibrační nástrojová (opce) Typ sondy - Renishaw Opakovatelná přesnost měření 2σ (dotek délky µm 35mm a rychlost snímání 480mm/min) 1 Polohování sondy - pneumatický válec Umístění ramena sondy - na koníku 5.15 Parametry chladícího systému stroje Tepelná isolace lože - všechny plochy ve styku s chladící kapalinou Max. pracovní tlak rozvodu chlazení Bar 10 Maximální výkon všech čerpadel chlazení L.min Jednotlivé okruhy chlazení - okruh chlazení obrobku
23 Dne: Strana 23 z celkem 32 - okruh oplachu žlabů mezi oběma loži - okruh přívodu chladící kapaliny k lunetám - okruh přívodu chladící kapaliny na vnitřní broušení Elektrická indikace průtoku chladící kapaliny - okruh chlazení obrobku okruh chlazení vnitřní broušení Uzavírací ventily - elektropneumatické na všech samostatných okruzích Výkon okruhu chlazení obrobku L.min -1 plynulá regulace Výkon okruhu oplachu žlabů L.min -1 plynulá regulace m³ samostatná nádrž 2 Obsah nádrže chlazení m³ samostatná nádrž objem Tepelná stabilisace nádrže dle požadavku zákazníka - řízená tepelná stabilisace v rozsahu 10º C Filtrace chladící kapaliny 500l/min - magnetický separátor - vakuový filtr s nek. pásem - odstředivý filtr - papírový filtr - kombinovaný magetopapírový filtr - Hydrocyklon - patronový automatický filtr (automatické čištění filtračního prvku, integrovaný hydrocyklonový efekt stupeň filtrace dle požadavku) 5.16 Parametry systému centrálního mazání stroje Použitý systém mazání - progresivní rozdělovače, dávkovače, ztrátové mazání Množství oleje v nádrži L 5 Jmenovitý výkon čerpadla L.min -1 0,2 Pracovní tlak MPa 3 Jednotlivé okruhy mazacího systému - větev mazání vedení přísuvu brousicího vřeteníku osy X1 - větev mazání vedení podélného posuvu vřeteníku osy Z1
24 Dne: Strana 24 z celkem Parametry systému tlakového vzduchu Komponenty rozvodu tlakového vzduchu - Festo Pracovní tlak vzduchu MPa 0,5 Připojovací tlak MPa 0, Parametry elektrického rozvodu stroje Použitá napětí (/230/24) V 3fázové 50Hz Jiná použitá napětí V 3fázové 60Hz nebo na přání Skříň elektrického rozvaděče - Rittal, panelové provedení (lišty 35 + kanály) Klimatisace skříně el. rozvaděče - Rittal, opce pro tropické provedení Jističe stykače - Siemens Konektory (vícepólové) - Harting Elektromagnetická kompatibilita - oddělení kanálů silnoproud, slaboproud, orušovací filtr na vstupu Pohony - Sinamics S120 Siemens Programovatelný automat PLC - Simatic S7 300 Siemens Operátorský panel - OP 19 Řídící systém - Sinumerik 840D sl Ovládací panel - v přední části stroje posuvný a natáčecí - pomocná přenosná ruční jednotka HT 2 Siemens

25 Dne: Strana 25 z celkem PŘÍLOHY 6.1 Pohledy na stroj délkové varianty 7000 s krytováním



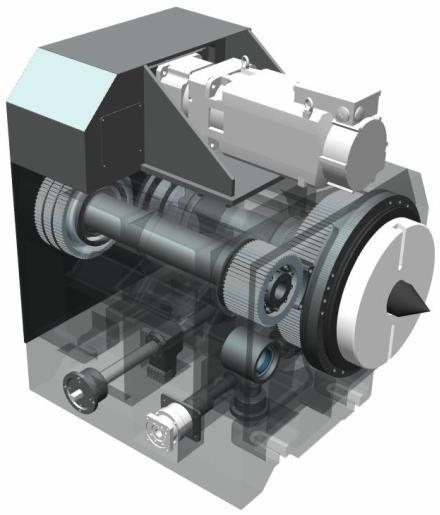
26 Dne: Strana 26 z celkem Pohledy na stroj BUD100/7000 bez kapotáže









27 Dne: Strana 27 z celkem Přehled hlavních komponent CNC řízení stroje Prstencové motory 1FW6 Siemens Lineární motor y 1FN3 Siemens Servomotory 1FK7, 1FT7 Siemens Odměřovací zařízení Heidenhain Programovatelný automat S7-300 Simatic Siemens Řídící systém Sinumerik 840D Sl a pohony Sinamics S120 Automatický vyvažovací systém MPM
28 Dne: Strana 28 z celkem Návrh vodících lišt předního lože + schema osazení a značení
29 Dne: Strana 29 z celkem 32
30 Dne: Strana 30 z celkem 32
31 Dne: Strana 31 z celkem 32
32 Dne: Strana 32 z celkem 32
Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
TOS Hostivař s.r.o. UBB 50
 UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
ROVINNÉ BRUSKY. Řada AHR
 ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
CNC soustruhy SF... STANDARDNÍ PŘÍSLUŠENSTVÍ STROJE VOLITELNÉ PŘÍSLUŠENSTVÍ STROJE SF 43 CNC WWW.FERMATMACHINERY.COM
 CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
CNC soustruhy řady SF - s vodorovným ložem Stroje tohoto konstrukčního řešení jsou univerzální modifikovatelné ve 2 (X, Z) i ve 3 (X, Z, C) osách souvisle řízené soustruhy s vodorovným ložem a jsou určeny
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
1
 1 2 3 4 5 6 ACC - přesné rovinné brusky ACC-SA série/sa-iq série specifikace Položka Jednotky 52SA 63SA 42SA-iQ SA série SA-iQ série Rozměr stolu 550 200 605 300 530 200 Rozjezd os 650 230 750 340 530
1 2 3 4 5 6 ACC - přesné rovinné brusky ACC-SA série/sa-iq série specifikace Položka Jednotky 52SA 63SA 42SA-iQ SA série SA-iQ série Rozměr stolu 550 200 605 300 530 200 Rozjezd os 650 230 750 340 530
TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E TOS Čelákovice Slovácké strojírny, a.s. Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420 283 006 226
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
INOVACE A DOKONALOST CNC PORTÁLOVÁ OBRÁBĚCÍ CENTRA FV FV5 www.feeler-cnc.cz CNC portálová obráběcí centra řady FV FV-3214 FV-3214 O výměnu nástrojů se stará spolehlivý řetězový zásobník s výměnnou rukou
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum
 TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
TMV 850 / TMV 1050 CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 3 sec, s řezu do řezu 4,7 sec - Ergonomický design a komfortní
COMBI U7 CNC frézovací centrum
 COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
COMBI U7 CNC frézovací centrum - Univerzální frézovací hlava - Masivní litinová konstrukce - Ergonomický design a komfortní obsluha - Otáčky 8000 až 24000 ot/min - Minimální zástavbová plocha - 2-stupňová
VC-608/ VC-610/711 CNC vertikální obráběcí centrum
 VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
VC-608/ VC-610/711 CNC vertikální obráběcí centrum - Určeno pro přesné obrábění forem a náročných kontur - Vysokorychlostní obrábění 12.000 20.000 ot/min - Ergonomický design a komfortní obsluha - Systém
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA
 FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
FCW LEHKÁ VODOROVNÁ VYVRTÁVAÈKA ŠKODA PØEDSTAVENÍ STROJE FCW ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy, podporované
CNC frézovací centrum T - typu s otočným stolem
 CNC frézovací centrum T - typu s otočným stolem T-obrábění z 5 stran T- typ obráběcích center s pojizným stojanem a výsuvným smykadlem poskytuje dvojnásobný pracovní rozsah. Se zdvihem v příčné ose 1500+2000
CNC frézovací centrum T - typu s otočným stolem T-obrábění z 5 stran T- typ obráběcích center s pojizným stojanem a výsuvným smykadlem poskytuje dvojnásobný pracovní rozsah. Se zdvihem v příčné ose 1500+2000
CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA. Řada FB
 CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA Řada FB IKC-600FB-APC IKC-860FB-APC IKC-1100FB-APC S PALETOVOU VÝMĚNOU Velká nosnost & přesnost & vysoká produktivita Hydraulické upínání automatické výměny palet Automatický
CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA Řada FB IKC-600FB-APC IKC-860FB-APC IKC-1100FB-APC S PALETOVOU VÝMĚNOU Velká nosnost & přesnost & vysoká produktivita Hydraulické upínání automatické výměny palet Automatický
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
CNC SOUSTRUHY ROVNÉ LOŽE. Řada R
 CNC SOUSTRUHY ROVNÉ LOŽE Řada R CNC SOUSTRUHY ROVNÉ LOŽE Charakteristika Tyto univerzální soustruhy lze využívat jako CNC soustruhy nebo konvenční obráběcí stroje s digitálním odměřováním. Celková koncepce
CNC SOUSTRUHY ROVNÉ LOŽE Řada R CNC SOUSTRUHY ROVNÉ LOŽE Charakteristika Tyto univerzální soustruhy lze využívat jako CNC soustruhy nebo konvenční obráběcí stroje s digitálním odměřováním. Celková koncepce
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
ZÁKLADNÍ INFORMACE. NC nebo konvenční horizontální soustruh série HL s délkou až 12000 mm, točným průměrem nad ložem až 3500 mm.
 TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
TDZ Turn TDZ TURN S.R.O. HLC SERIE ZÁKLADNÍ INFORMACE Společnost TDZ Turn s.r.o. patří mezi přední dodavatele nových CNC vertikálních soustruhů v České a Slovenské republice, ale také v dalších evropských
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
TB-25Y CNC soustružnické centrum
 TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
TB-25Y CNC soustružnické centrum - Ekonomicky výhodné řešení v multifunkčním obrábění - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa, poháněné nástroje
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum
 TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
TMV 510 AII / TMV 510 CII CNC vertikální obráběcí centrum - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů - Rychlá výměna nástroje 0,8 sec, s řezu do řezu 2 sec - Ergonomický design a komfortní
BRUSKY BUA, BUB, BUC, C 250, C 500. SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA
 BRUSKY BUA, BUB, BUC, C 250, C 500 SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA VYSOKÁ PRODUKTIVITA Univerzální hrotové brusky Vyḱonné brousící stroje řady BUA (provedení Practic a Profi), BUB (provedení
BRUSKY BUA, BUB, BUC, C 250, C 500 SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA VYSOKÁ PRODUKTIVITA Univerzální hrotové brusky Vyḱonné brousící stroje řady BUA (provedení Practic a Profi), BUB (provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum
 TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
TMV-920 A/ TMV-1100A CNC vertikální obráběcí centrum - Určeno pro silovější obrábění - Rychlá výměna nástroje 2,8 sec, s řezu do řezu 4 sec - Ergonomický design a komfortní obsluha - Dostupné v provedení
Y X SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
TA-25 CNC soustruh. Typ TA 25 (B) TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění
 TA 25M (MB) Max. oběžný průměr nad suportem. Max. průměr obrábění Ø 450 mm Ø 380 mm Max, délka obrábění") TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
TA-25 CNC soustruh - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 60 - Masivní kluzné vodící plochy předurčují stroj pro silové a přesné obrábění - Lze rozšířit o C osu a poháněné nástroje - Typ
DYNAMIC. 2015 BLUE RAY a.s., All rights reserved
 DYNAMIC DYNAMIC MODULÁRNÍ KONSTRUKCE FLEXIBILITA PRODUKTIVNÍ ŘEŠENÍ kompaktní portálové 5-ti osé CNC centrum se dvěma řízenými motory na ose X (gantry) obrábění plastů kompozitů hliníku polystyrenu dřeva
DYNAMIC DYNAMIC MODULÁRNÍ KONSTRUKCE FLEXIBILITA PRODUKTIVNÍ ŘEŠENÍ kompaktní portálové 5-ti osé CNC centrum se dvěma řízenými motory na ose X (gantry) obrábění plastů kompozitů hliníku polystyrenu dřeva
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
CNC soustružnická centra se šikmým ložem
 CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
CNC soustružnická centra se šikmým ložem FTC FTB www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem řady FTC FTC-10 velmi malý půdorys (1,8 x 1,3 m) oběžný průměr na ložem 520 mm maximální obráběný
MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.
![MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.](/thumbs/91/105892726.jpg "MCU 450V[T]-5X. Multifunkční pětiosé obráběcí centrum.") MCU 45V[T]-5X Multifunkční pětiosé obráběcí centrum www.kovosvit.cz 2 3 MCU 45V-5X Multifunkční pětiosé obráběcí centurm www.kovosvit.cz Hlavní rysy stroje Multifunkční 5osé obráběcí centrum Kontinuální
MCU 45V[T]-5X Multifunkční pětiosé obráběcí centrum www.kovosvit.cz 2 3 MCU 45V-5X Multifunkční pětiosé obráběcí centurm www.kovosvit.cz Hlavní rysy stroje Multifunkční 5osé obráběcí centrum Kontinuální
JAINNHER. www.moostrading.cz. Profil společnosti. Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD. Rozloha závodu: 17.
 JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
Výrobní program. TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA.
 Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
2016 BLUE RAY a.s. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH SLITIN PŘESNOST DYNAMIKA kompaktní portálové 5osé CNC centrum s horním gantry na ose Y vysoká produktivita možnost Master-Slave Z Y X Nové kompaktní 5osé obráběcí
Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan
 Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan Pracovní prostor lze použít pro obrábění dlouhých obrobků nebo ho můžete snadno rozdělit na dvě samostatná pracoviště. Typ RiGiTRAX
Produkční CNC obráběcí centrum RiGiTRAX - pevný stůl, pojizdný stojan Pracovní prostor lze použít pro obrábění dlouhých obrobků nebo ho můžete snadno rozdělit na dvě samostatná pracoviště. Typ RiGiTRAX
Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D
 [ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
[ E[M]CONOMY ] znamená: Pro velké výzvy v malém provedení. EMCOMAT 14S/14D 17S/17D 20D Univerzální soustruhy s nástrojářskou přesností pro průmyslové aplikace EMCOMAT 14S/14D [ Digitální displej] - Barevný
POWER CNC TECHNOLOGY
 POWER Obráběcí centrum řízené ve 3 nebo 5 osách určené pro výrobu modelů, forem, ořezávání plastových výlisků z vakuových lisů nebo laminátů apod. Obráběným materiálem mohou být slitiny hliníku, barevných
POWER Obráběcí centrum řízené ve 3 nebo 5 osách určené pro výrobu modelů, forem, ořezávání plastových výlisků z vakuových lisů nebo laminátů apod. Obráběným materiálem mohou být slitiny hliníku, barevných
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA FVP VMP QMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady FVP FV-1500A FVP-1000A Model FV-1500A má 4 lineární vedení osy Y, ostatní modely
THL-620. CNC soustruh. překračujeme běžné standardy přesnosti a služeb
 THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
THL- 620 CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění THL-620 Ø 780 mm Ø 620 mm Ø 620 mm - Tuhé litinové lože vyrobené z jednoho kusu se sklonem 45
UNIVERZÁLNÍ CNC A KONVENČNÍ FRÉZKY
 UNIVERZÁLNÍ CNC A KONVENČNÍ FRÉZKY 1 O NÁS Fabryka Obrabiarek Precyzyjnych AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA S.A.) byla založena
UNIVERZÁLNÍ CNC A KONVENČNÍ FRÉZKY 1 O NÁS Fabryka Obrabiarek Precyzyjnych AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA S.A.) byla založena
TC 1500 CNC soustruh. Typ TC-1500 TC-1500M Max. oběžný průměr nad suportem
 TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
TC 1500 CNC soustruh - Nová řada CNC soustruhů ze zvýšenou tuhostí - Nová nástrojová hlava s rychlou výměnou nástroje - Efektivní a přesné soustružení - Provedení M s osou C a poháněnými nástroji Typ TC-1500
n o v é c í l e s i ž á d a j í n o v á ř e š e n í T O S VA R N S D O R F a. s. VODOROVNÉ FRÉZOVACÍ A VYVRTÁVACÍ STROJE DESKOVÉ WRD 170 Q WRD 170
 VODOROVNÉ FRÉZOVACÍ A VYVRTÁVACÍ STROJE DESKOVÉ WRD 170 Q WRD 170 n o v é c í l e s i ž á d a j í n o v á WRD 150 Q WRD 150 WRD 130 Q ř e š e n í WRD 130 11/2012 reg. č. 12392-01 T O S VA R N S D O R F
VODOROVNÉ FRÉZOVACÍ A VYVRTÁVACÍ STROJE DESKOVÉ WRD 170 Q WRD 170 n o v é c í l e s i ž á d a j í n o v á WRD 150 Q WRD 150 WRD 130 Q ř e š e n í WRD 130 11/2012 reg. č. 12392-01 T O S VA R N S D O R F
Strojní pásová pila INDIVIDUAL DGH
 FIPAS pily na kov s.r.o Czech Strojní pásová pila INDIVIDUAL 720.540 DGH 1. Zobrazení stroje Změna technických parametrů vyhrazena BOMAR, spol. s r.o. 2. Krátký popis pily a standardní vybavení Stroj Individual
FIPAS pily na kov s.r.o Czech Strojní pásová pila INDIVIDUAL 720.540 DGH 1. Zobrazení stroje Změna technických parametrů vyhrazena BOMAR, spol. s r.o. 2. Krátký popis pily a standardní vybavení Stroj Individual
DUGARD. VMCs DUGARD. Modelová řada E a XP Vertikální obráběcí centra DUGARD. Dodavatel obráběcích strojů již od roku 1939
 DUGARD Dodavatel obráběcích strojů již od roku 1939 DUGARD VMCs Modelová řada E a XP Vertikální obráběcí centra DUGARD www.cnc-inaxes.cz info@cnc-inaxes.cz +42 494 3 967 DUGARD řada E DUGARD řada XP Optimální
DUGARD Dodavatel obráběcích strojů již od roku 1939 DUGARD VMCs Modelová řada E a XP Vertikální obráběcí centra DUGARD www.cnc-inaxes.cz info@cnc-inaxes.cz +42 494 3 967 DUGARD řada E DUGARD řada XP Optimální
VERTIKÁLNÍ OBRÁBECÍ CENTRA
 CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
CNC MACHINERY VERTIKÁLNÍ OBRÁBECÍ CENTRA lineární valivé vedení vysoká přesnost polohování rychlá a spolehlivá výměna nástroje tuhá konstrukce stroje vysoká dynamika stroje precizní vysokorychlostní vřeteno
Univerzální CNC a konvenční frézky
 Univerzální CNC a konvenční frézky FNX30 FNE40 FNE50 1 Fabryka Obrabiarek Precyzyjnych O nás AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA
Univerzální CNC a konvenční frézky FNX30 FNE40 FNE50 1 Fabryka Obrabiarek Precyzyjnych O nás AVIA S.A. Fabryka Obrabiarek Precyzyjnych AVIA S.A. Varšava, Polsko (Továrna přesných obráběcích strojů AVIA
Regulační pohony. Radomír MENDŘICKÝ. Regulační pohony
 Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Učení při výrobě. Concept turn 450. CNC výcvik s průmyslovým výkonem
 [ To je ] E[M]CONOMy: Učení při výrobě. Concept turn 450 CNC výcvik s průmyslovým výkonem Concept TURN 450 Nový rozměr CNC výcviku vhodný pro průmyslové účely. Stroj je vybaven osou C, poháněnými nástroji
[ To je ] E[M]CONOMy: Učení při výrobě. Concept turn 450 CNC výcvik s průmyslovým výkonem Concept TURN 450 Nový rozměr CNC výcviku vhodný pro průmyslové účely. Stroj je vybaven osou C, poháněnými nástroji
Vodorovná vyvrtávačka stolová WFT 130 CNC, WRFT 130 CNC
 Vodorovná vyvrtávačka stolová WFT 130 CNC, WRFT 130 CNC WFT 130 CNC WRFT 130 CNC WFT 130 CNC a WRFT 130 CNC jsou vodorovné vyvrtávačky stolového typu. V prvním případě se jedná o model s výsuvným pracovním
Vodorovná vyvrtávačka stolová WFT 130 CNC, WRFT 130 CNC WFT 130 CNC WRFT 130 CNC WFT 130 CNC a WRFT 130 CNC jsou vodorovné vyvrtávačky stolového typu. V prvním případě se jedná o model s výsuvným pracovním
ASM 5osé univerzální centrum
 5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
5osé univerzální centrum 3 Přesnost Polohování P 0,01mm, Ps 0,005mm. Rychlost 40 m/min, zrychlení 3 m/s-2 Obrábění Univerzální 5osé, 57/75 kw výkon, možnost vertikálního soustružení. 6 D ynamický vřeteník
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
TMT-2000 Multifunkční CNC soustružnické centrum
 TMT-2000 Multifunkční CNC soustružnické centrum - Třetí spodní nožová hlava přináší až 50% úsporu času - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa,
TMT-2000 Multifunkční CNC soustružnické centrum - Třetí spodní nožová hlava přináší až 50% úsporu času - Konstrukce s 90 ložem umožňuje dosahovat vyšší přesnosti v ose Y než u jiných strojů - C a Y osa,
Váš dopis značka/ze dne Naše značka Vyřizuje V Praze Věc: Nabídka dodávky univerzálního hrotového soustruhu SN 50
 TST servis a. s. Šífařská 1/3, 147 00 Praha 4 Tel.: 241 774 596, fax:241 771 218 e.mail: info@tstservis.cz Společnost je zapsána v Obch. rejstříku, odd. B, vl. 148 Hadyna-International s.r.o. Radim Šindel
TST servis a. s. Šífařská 1/3, 147 00 Praha 4 Tel.: 241 774 596, fax:241 771 218 e.mail: info@tstservis.cz Společnost je zapsána v Obch. rejstříku, odd. B, vl. 148 Hadyna-International s.r.o. Radim Šindel
CNC vertikální obráběcí centra VFP FVP FV VMP HV U
 CNC vertikální obráběcí centra VFP FVP FV VMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady VFP, FVP a FV Rám stroje řady VFP VFP-1000A FV-1500A FVP-1300A Model FV-1500A má 4 lineární vedení
CNC vertikální obráběcí centra VFP FVP FV VMP HV U www.feeler-cnc.cz CNC vertikální obráběcí centra řady VFP, FVP a FV Rám stroje řady VFP VFP-1000A FV-1500A FVP-1300A Model FV-1500A má 4 lineární vedení
Akira Seiki SL35MC. Nabídka na CNC produkční soustruhy
 adresa: Lípa 190, 763 11, Zlín, Česká republika web: www.macmatic.eu zpracoval: Ing. Pavel Rak gsm: +420 774 741 780 e-mail: pavel.rak@macmatic.eu Nabídka na CNC produkční soustruhy Akira Seiki SL35MC
adresa: Lípa 190, 763 11, Zlín, Česká republika web: www.macmatic.eu zpracoval: Ing. Pavel Rak gsm: +420 774 741 780 e-mail: pavel.rak@macmatic.eu Nabídka na CNC produkční soustruhy Akira Seiki SL35MC
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA souvisle řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné pracovní
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC
 VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
VERTIKÁLNÍ SOUSTRUHY SÉRIE VLC 13.12.2017 ZÁKLADNÍ CHARAKTERITIKA Velká variabilita - upínací deska nebo sklíčidlo od 800 po 4500 mm - Individuální příprava každého stroje Vysoká tuhost a přesnost - robustní
E[M]CONOMy. znamená: Nejenom výcvik, skutečná akce! CONCEPT MILL 250. CNC výcvik s průmyslovým výkonem
![E[M]CONOMy. znamená: Nejenom výcvik, skutečná akce! CONCEPT MILL 250. CNC výcvik s průmyslovým výkonem](/thumbs/26/7631403.jpg "E[M]CONOMy. znamená: Nejenom výcvik, skutečná akce! CONCEPT MILL 250. CNC výcvik s průmyslovým výkonem") [ E[M]CONOMy ] znamená: Nejenom výcvik, skutečná akce! CONCEPT MILL 250 CNC výcvik s průmyslovým výkonem Concept MILL 250 To je výcvik na maximální úrovni, s hlavním pohonem o výkonu 7kW, zásobníkem nástrojů
[ E[M]CONOMy ] znamená: Nejenom výcvik, skutečná akce! CONCEPT MILL 250 CNC výcvik s průmyslovým výkonem Concept MILL 250 To je výcvik na maximální úrovni, s hlavním pohonem o výkonu 7kW, zásobníkem nástrojů
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Vertikální a horizontální dělící přístroje typ VT W
 f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
REQ /A CNC vertikální frézovací centrum musí splňovat následující parametry definované v tabulce č. 1.
 Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
Institute of Physics ASCR, v. v. i. Na Slovance 2 182 21 Prague 8 eli-cz@fzu.cz www.eli-beams.eu 1. CNC vertikální frézovací centrum REQ-010195/A CNC vertikální frézovací centrum musí splňovat následující
HLM a HLC série. Manuálně ovládané a CNC řízené horizontální soustruhy
 HLM a HLC série Manuálně ovládané a CNC řízené horizontální soustruhy TDZ Turn s.r.o. TDZ Turn s.r.o. je strojírenskou společností, která vznikla v roce 2006. Specializuje se na nabídku, prodej a servis
HLM a HLC série Manuálně ovládané a CNC řízené horizontální soustruhy TDZ Turn s.r.o. TDZ Turn s.r.o. je strojírenskou společností, která vznikla v roce 2006. Specializuje se na nabídku, prodej a servis
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.2 ZÁKLADNÍ DRUHY BRUSEK, OBSLUHA A BRUSNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.2 ZÁKLADNÍ DRUHY BRUSEK, OBSLUHA A BRUSNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola
The heart of engineering
 The heart of engineering BOHATÁ HISTORIE SPOLEČNÁ BUDOUCNOST 2 3 1942 1962 2005 současnost ahájena výroba a montáž přesných vyvrtávacích strojů, soustruhů, konzolových frézek a speciálních strojů v nově
The heart of engineering BOHATÁ HISTORIE SPOLEČNÁ BUDOUCNOST 2 3 1942 1962 2005 současnost ahájena výroba a montáž přesných vyvrtávacích strojů, soustruhů, konzolových frézek a speciálních strojů v nově
Výkony potřebují kvalitu.
 ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
ß 9001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka kalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
Formátovací pila UNICA 500
 Formátovací pila UNICA 500 Obrazová příloha základního vybavení a příslušenství s popisem UNICA 500 Digit UNICA 500 Program 3 Agregátová jednotka s detailem vedení výškového přestavování na THK Uložení
Formátovací pila UNICA 500 Obrazová příloha základního vybavení a příslušenství s popisem UNICA 500 Digit UNICA 500 Program 3 Agregátová jednotka s detailem vedení výškového přestavování na THK Uložení
To je ] Trénink při skutečné práci. Concept MILL 450. CNC výcvik s průmyslovým výkonem
![To je ] Trénink při skutečné práci. Concept MILL 450. CNC výcvik s průmyslovým výkonem](/thumbs/26/7631431.jpg "To je ] Trénink při skutečné práci. Concept MILL 450. CNC výcvik s průmyslovým výkonem") [ To je ] E[M]CONOMy: Trénink při skutečné práci. Concept MILL 450 CNC výcvik s průmyslovým výkonem Concept MILL 450 Zažijte bezkonkurenční obrábění. Concept Mill 450 je kompletní průmyslový stroj pro
[ To je ] E[M]CONOMy: Trénink při skutečné práci. Concept MILL 450 CNC výcvik s průmyslovým výkonem Concept MILL 450 Zažijte bezkonkurenční obrábění. Concept Mill 450 je kompletní průmyslový stroj pro
MULTICUT Line. 500i / 630. Multifunkční soustružnicko-frézovací obráběcí centrum. www.kovosvit.cz
 MULTICUT Line Multifunkční soustružnicko-frézovací obráběcí centrum 500i / 630 www.kovosvit.cz Zvýšení vaší produktivity právě startuje... 02 03 MULTICUT Line 500i / 630 Produktivita Unašeč Náhonový mechanismus
MULTICUT Line Multifunkční soustružnicko-frézovací obráběcí centrum 500i / 630 www.kovosvit.cz Zvýšení vaší produktivity právě startuje... 02 03 MULTICUT Line 500i / 630 Produktivita Unašeč Náhonový mechanismus
Produktiv BasiCut EasyCut
 P BasiCut EasyCut RUČNÍ PÁSOVÁ PILA BasiCut 275.230 DG BasiCut 275.230 DG je jednoduchá a univerzální ruční pásová pila, která nachází uplatnění zejména v zámečnických dílnách a menších provozech. Rameno
P BasiCut EasyCut RUČNÍ PÁSOVÁ PILA BasiCut 275.230 DG BasiCut 275.230 DG je jednoduchá a univerzální ruční pásová pila, která nachází uplatnění zejména v zámečnických dílnách a menších provozech. Rameno
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Stavba a provoz strojů v praxi 1 OBSAH 1. Úvod Co je CNC obráběcí stroj. 3 2. Vlivy na vývoj CNC obráběcích strojů. 3 3. Směry vývoje CNC obráběcích
Kombi soustruhy. Obráběcí stroje. Kombi soustruhy SK-400 SK-550. Frézovací zařízení FZ-25E
 Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
Kombi soustruhy Kombi soustruhy jsou určeny pro opracování obrobků z kovů, plastů i dřeva. Poskytují vhodné řezné podmínky pro hospodárné obrábění všech běžně používaných materiálů od hliníku a jeho slitin,
VTB (C) 85R/100R Svislý CNC soustruh
 85R/100R Svislý CNC soustruh") VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
VTB (C) 85R/100R Svislý CNC soustruh - Lože je tuhý litinový monolit s vysokou tuhostí - 8 /12 polohová nožová hlava - Dlouhodobá pracovní přesnost a spolehlivost - Provedení C s poháněnými nástroji a
CNC soustruh CKE 6156Z /1500
 CZ MOOS TRADING s.r.o Svatopluka Čecha 519/28, 751 31 Lipník nad Bečvou CZECH REPUBLIC Tel.:+420 581 701 605 www. moostrading.cz E-mail:info@moostrading.cz CNC soustruh CKE 6156Z /1500 Skladem: únor 2015
CZ MOOS TRADING s.r.o Svatopluka Čecha 519/28, 751 31 Lipník nad Bečvou CZECH REPUBLIC Tel.:+420 581 701 605 www. moostrading.cz E-mail:info@moostrading.cz CNC soustruh CKE 6156Z /1500 Skladem: únor 2015
VERTIKÁLNÍ SOUSTRUHY HORIZONTÁLNÍ SOUSTRUHY. TDZ Turn s.r.o. PRODUKTOVÝ KATALOG
 VERTIKÁLNÍ SOUSTRUHY HORIZONTÁLNÍ SOUSTRUHY TDZ Turn s.r.o. PRODUKTOVÝ KATALOG VÝVOJ SPOLEČNOSTI TDZ Turn s.r.o. 2006 2008 2010 Vznikla jako společnost výhradně zaměřená na dodávku vertikálních soustruhů.
VERTIKÁLNÍ SOUSTRUHY HORIZONTÁLNÍ SOUSTRUHY TDZ Turn s.r.o. PRODUKTOVÝ KATALOG VÝVOJ SPOLEČNOSTI TDZ Turn s.r.o. 2006 2008 2010 Vznikla jako společnost výhradně zaměřená na dodávku vertikálních soustruhů.
Zvláštní příslušenství: příruba brusného kotouče (PBP-200A) obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.
 obj. č ,- příruba brusného kotouče (PBP-400A) obj. č.") Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
Brusky na plocho Bruska na plocho manuální PBP-220 obj. číslo 25012000 obr. PBP-200A Brusky na plocho automatické PBP-200A PBP-400A obj. číslo 25012001 obj. číslo 25012002 příruba brusného kotouče (PBP-200A)
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ.
 KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
KONVENČNÍ VODOROVNÁ VYVRTÁVAČKA STOLOVÁ www.retos.cz OBECNÉ INFORMACE STRUČNÁ CHARAKTERISTIKA ručně řízená vodorovná vyvrtávačka pevný stojan, křížově přestavitelný stůl 4 lineární osy + otočný stůl výsuvné
Stroje na obrábění kulových čepů
 Stroje na obrábění kulových čepů TOS KUŘIM OS, a.s. vyrábí a dodává do technologických linek na výrobu kulových čepů o průměrech 19-35 (alternativně 32-100) mm dva typy speciálních strojů. Součástí dodávky
Stroje na obrábění kulových čepů TOS KUŘIM OS, a.s. vyrábí a dodává do technologických linek na výrobu kulových čepů o průměrech 19-35 (alternativně 32-100) mm dva typy speciálních strojů. Součástí dodávky
Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L E[M]CONOMY. znamená:
![Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L E[M]CONOMY. znamená:](/thumbs/17/153585.jpg "Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L E[M]CONOMY. znamená:") [ E[M]CONOMY ] znamená: Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L Univerzální frézky s nástrojářskou přesností pro průmyslové aplikace EMCOMAT FB-3 [Vertikální
[ E[M]CONOMY ] znamená: Velké výzvy lze zvládnout i v malém provedení. EMCOMAT- řada FB-3 FB-450 L FB-600 L Univerzální frézky s nástrojářskou přesností pro průmyslové aplikace EMCOMAT FB-3 [Vertikální
Horizontální obráběcí centra
 Horizontální obráběcí centra MDH 65 MDH 80 MDH 65 MDH 80 MDH 100 Jde o přesná horizontální obráběcí centra ze společné dílny našeho čínského partnera společnosti DMTG a předního světového výrobce obráběcích
Horizontální obráběcí centra MDH 65 MDH 80 MDH 65 MDH 80 MDH 100 Jde o přesná horizontální obráběcí centra ze společné dílny našeho čínského partnera společnosti DMTG a předního světového výrobce obráběcích
multicut Line 500i 630 Multifunkční soustružnicko-frézovací obráběcí centrum www.kovosvit.cz
 multicut Line 500i 630 Multifunkční soustružnicko-frézovací obráběcí centrum www.kovosvit.cz 02 multicut 500i / 630 multicut 500i / 630 03 Zvýšení vaší produktivity právě startuje... 04 multicut 500i /
multicut Line 500i 630 Multifunkční soustružnicko-frézovací obráběcí centrum www.kovosvit.cz 02 multicut 500i / 630 multicut 500i / 630 03 Zvýšení vaší produktivity právě startuje... 04 multicut 500i /
Nejenom výcvik, skutečná akce! Reálný výcvik s průmyslovým výkonemt
 [ To je ] E[M]CONOMy: Nejenom výcvik, skutečná akce! Concept turn 250 Reálný výcvik s průmyslovým výkonemt Concept TURN 250 Nekompromisní kvalita do posledního šroubku, a to za nepřekonatelnou cenu. Stroj
[ To je ] E[M]CONOMy: Nejenom výcvik, skutečná akce! Concept turn 250 Reálný výcvik s průmyslovým výkonemt Concept TURN 250 Nekompromisní kvalita do posledního šroubku, a to za nepřekonatelnou cenu. Stroj
H - série vysokorychlostní obráběcí centra. tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby
 H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
H série vysokorychlostní obráběcí centra tuhá mostová konstrukce prvotřídní výkon a přesnost lineární posuvy & kuličkové šrouby Řada H je svojí speciální konstrukcí a výbavou určená pro ty nejnáročnější
Tiskové chyby vyhrazeny. Obrázky mají informativní charakter.
 CTJ Lineární moduly CTJ Charakteristika Lineární jednotky (moduly) řady CTJ jsou moduly s pohonem ozubeným řemenem a se dvěma paralelními kolejnicovými vedeními. Kompaktní konstrukce lineárních jednotek
CTJ Lineární moduly CTJ Charakteristika Lineární jednotky (moduly) řady CTJ jsou moduly s pohonem ozubeným řemenem a se dvěma paralelními kolejnicovými vedeními. Kompaktní konstrukce lineárních jednotek
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní.
 Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
typ LC 590 Automat Ref. No. 16.110
 Ferdus, s.r.o. J. Fučíka 699, 768 11 Chropyně e-mail: info@ferdus.cz, tel./fax: 577 103 566, 573 356 390 E-OBCHOD : www.ferdus.cz Montážní stroj nákladních a traktorových pneumatik typ LC 590 Automat Ref.
Ferdus, s.r.o. J. Fučíka 699, 768 11 Chropyně e-mail: info@ferdus.cz, tel./fax: 577 103 566, 573 356 390 E-OBCHOD : www.ferdus.cz Montážní stroj nákladních a traktorových pneumatik typ LC 590 Automat Ref.
Jsme držitelem certifikátu ISO 9001, který zaručuje kvalitu a kontrolu všech výrobních i administrativních procesů, které
 2 ÚVODEM Jsme držitelem certifikátu ISO 9001, který zaručuje kvalitu a kontrolu všech výrobních i administrativních procesů, které v naší firmě probíhají a odráží se tak v našem mottu: Přesnost - Spolehlivost
2 ÚVODEM Jsme držitelem certifikátu ISO 9001, který zaručuje kvalitu a kontrolu všech výrobních i administrativních procesů, které v naší firmě probíhají a odráží se tak v našem mottu: Přesnost - Spolehlivost
2016 TOOL TRADE s.r.o. All rights reserved
 SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
SPECIÁLNÍ ŘEŠENÍ PRO 3osé OBRÁBĚNÍ KVALITA DYNAMIKA SPOLEHLIVOST portálové 3osé CNC centrum deskové materiály výroba jaderníků, modelů a matric hliníkové slitiny Kompaktní tříosé obráběcí centrum BR A
Základní popis stroje
 Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
SOUSTRUHY TT 75, SUA, SU. SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA
 SOUSTRUHY TT 75, SUA, SU SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA VYSOKÁ PŘESNOST Multifunkční soustružnické centrum TT 75 TT 75 Multifunkční soustružnické centrum Tos Turn je produkční stroj pro plně
SOUSTRUHY TT 75, SUA, SU SLOVÁCKÉ STROJÍRNY, a.s., ČESKÁ REPUBLIKA VYSOKÁ PŘESNOST Multifunkční soustružnické centrum TT 75 TT 75 Multifunkční soustružnické centrum Tos Turn je produkční stroj pro plně
Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad
 Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Příloha č. 1a Popis předmětu zakázky Rozsah průmyslového výzkumu a vývoje Etapa 9 Systém kontroly povrchových vad Zadání Výzkum kontrolního zařízení pro detekci povrchových vad sochoru, návrh variant systému
Obsah naši mimořádné nabídky
 Vážený zákazníku, Na veletrhu TMTS došlo k dohodě o zastoupení firmy TONGTAI, která tím získává silného partnera na českém trhu s jedinečným servisním zázemím. Co to pro Vás jako koncového uživatele znamená?
Vážený zákazníku, Na veletrhu TMTS došlo k dohodě o zastoupení firmy TONGTAI, která tím získává silného partnera na českém trhu s jedinečným servisním zázemím. Co to pro Vás jako koncového uživatele znamená?
FEELER QM-23Aapc Fanuc 0i-MC
 Nabídka staršího stroje FELER CNC frézovací paletové centrum FEELER QM-23Aapc Fanuc 0i-MC Typ stroje: MODEL Strojní parametry Posuvy X Osa (pracovní stůl) Y Osa (saně) Z Osa (vřeteník) Vzdálenost čela
Nabídka staršího stroje FELER CNC frézovací paletové centrum FEELER QM-23Aapc Fanuc 0i-MC Typ stroje: MODEL Strojní parametry Posuvy X Osa (pracovní stůl) Y Osa (saně) Z Osa (vřeteník) Vzdálenost čela
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje
 CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
Your partner for future machining
 Your partner for future machining Výrobce obráběcích strojů 52,9 mil Roční obrat firmy v roce 2016 30 Fotbalových hřišť by se vešlo na pozemek TOS VARNSDORF 481 Počet zaměstnanců 1903 Rok založení firmy
Your partner for future machining Výrobce obráběcích strojů 52,9 mil Roční obrat firmy v roce 2016 30 Fotbalových hřišť by se vešlo na pozemek TOS VARNSDORF 481 Počet zaměstnanců 1903 Rok založení firmy