Charakterizace negumových nečistot v kaučukových směsích vzniklých při výrobě pneumatik. Ladislav Šimoník
|
|
|
- Eva Nováková
- před 8 lety
- Počet zobrazení:
Transkript

1 Charakterizace negumových nečistot v kaučukových směsích vzniklých při výrobě pneumatik Ladislav Šimoník Bakalářská práce 2015

2
3
4
5
6 ABSTRAKT Tato bakalářská práce se zabývá výrobou plášťů pneumatik a analýzou vady, která vzniká při výrobním procesu a objevuje se na bočnicích plášťů pneumatik. V první části je popsán celý výrobní proces, použité druhy materiálů a z nich připravené polotovary včetně závěrečné kontroly kvality vyrobených plášťů. Praktická část je zaměřena na analýzu zmíněné vady, která je způsobena neznámými druhy nečistot nepryžové podstaty. Pomocí diferenciální skenovací kalorimetrie byl odhalen původ těchto nečistot a navržena opatření vedoucí k eliminaci této vady. Klíčová slova: kaučukové směsi, výroba plášťů pneumatik, lisování, kontrola kvality, diferenciální skenovací kalorimetrie ABSTRACT This bachelor thesis deals with tyre production and defect analysis that incurs during production process and appears at the tyre sidewalls. In the first part whole production process, types of material for semi products preparation including quality control at the very end is described. Practical part is focused on the analysis of mentioned defect that is caused by unknown species of impurities of non-rubber nature. The source of these impurities was revealed by differential scanning calorimetry and measures leading to elimination of these defects were suggested. Keywords: rubber compounds, tyre production, compression moulding, quality control, differential scanning calorimetry

7 PODĚKOVÁNÍ Rád bych poděkoval vedoucí mé bakalářské práce Ing. Martině Poláškové, Ph.D., za odborné vedení, poskytnuté rady a připomínky k této práci. Také bych rád poděkoval Ing. Tomášovi Vilímkovi řediteli divize Product Industrialization ve společnosti Continental Barum s.r.o., za poskytnuté materiály. Dále děkuji vedoucí oddělení Benchmarking Ing. Marcele Špaňhelové rovněž ze společnosti Continental Barum s.r.o., za laboratorní podporu a v neposlední řadě děkuji své manželce, která pro mě vytvářela prostředí umožňující tvorbu této práce. Prohlašuji, že odevzdaná verze bakalářské práce a verze elektronická nahraná do IS/STAG jsou totožné.

8 OBSAH ÚVOD... 9 I TEORETICKÁ ČÁST VÝROBA PLÁŠŤŮ PNEUMATIK VSTUPNÍ SUROVINY Kaučuky Přísady do kaučukových směsí Výztužné materiály MÍCHÁNÍ KAUČUKOVÝCH SMĚSÍ PŘÍPRAVA POLOTOVARŮ Vytlačování Nánosování Patní lano Vnitřní guma KONFEKCE Konfekce plášťů pneumatik LISOVÁNÍ, VULKANIZACE, KONTROLA KVALITY Lisování a vulkanizace Kontrola kvality POUŽITÁ ANALÝZA PRO PRAKTICKOU ČÁST II PRAKTICKÁ ČÁST ÚVOD K PRAKTICKÉ ČÁSTI ANALÝZA VADY DSC ANALÝZA VYHODNOCENÍ VAD STATISTICKÉ VYHODNOCENÍ VADY ZÁVĚR SEZNAM POUŽITÉ LITERATURY SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK SEZNAM OBRÁZKŮ SEZNAM TABULEK SEZNAM GRAFŮ... 42

9 UTB ve Zlíně, Fakulta technologická 9 ÚVOD V dnešní době jsou kladeny vysoké nároky na kvalitu produktů a jejich cenu. Pro snížení ceny, nebo její udržení na nízké hodnotě, jsou výrobci nuceni řídit své procesy co nejefektivněji, což platí i pro výrobu plášťů pneumatik. Výroba plášťů pneumatik je složitým procesem, který má přesně definované výrobní kroky a standardy, které vedou k udržení konkurenceschopnosti. Nedodržení výrobních standardů má za důsledek, že výsledný produkt nedosahuje požadovaných vlastností a jeho užití zákazníkem bude neuspokojivé. Pokud hovoříme o výrobku, jako o plášti pneumatiky, může mít jeho vadná výroba fatální následky, protože na jeho užití jsou kladeny obzvláště vysoké nároky v oblasti bezpečnosti. Zákazník od svého výrobku tedy očekává bezpečnost, spolehlivost, dlouhou trvanlivost a v neposlední řadě příznivou cenu. Skloubení všech těchto požadavků není snadné a mnohdy sebou přináší nemalé komplikace do výrobního procesu. V první části této práce, je popsán proces výroby plášťů pneumatik včetně popisu materiálů, které jsou pro výrobu použity. Ukázkou jsou i technologická zařízení, pro přípravu jednotlivých polotovarů (dílců) a vysvětlení jejich funkcí v konstrukci pláště pneumatiky. Druhá část práce je zaměřena na konkrétní druh vady, která se vyskytuje ve výrobku, analýzu této vady a řešení její eliminace. Odstranění této vady bude mít pozitivní vliv na kvalitu vyrobených plášťů a důsledkem toho bude posílení pozice výrobce v dnešním silném konkurenčním boji.

10 UTB ve Zlíně, Fakulta technologická 10 I. TEORETICKÁ ČÁST

11 UTB ve Zlíně, Fakulta technologická 11 1 VÝROBA PLÁŠŤŮ PNEUMATIK Výroba plášťů pneumatik je složitým výrobním procesem, který je složen z více na sebe navazujících výrobních kroků. Od nákupu vstupních surovin přes míchání směsí proces pokračuje přípravou polotovarů a následně konfekcí, jak je znázorněno na Obr. 1. Konfekcí zhotovený surový plášť přechází na lisovnu a po vulkanizaci pokračuje do rukou zkušených pracovníků, kteří takto zhotovené pláště podrobí zkouškou kvality. Pro výrobu plášťů pneumatik jsou použity materiály, jako jsou například kaučuky, přísady do kaučuků, textilie, ocelové lana a dráty. [1] VSTUPNÍ SUROVINY Textilní materiál Ocelový materiál Chemikálie Kaučuky PŘÍPRAVA POLOTOVARŮ MÍCHÁNÍ SMĚSÍ Kaučuková směs Běhoun Bočnice Pogumovaný textilní a ocelový kord Polyamidový nárazník Patní lano Vnitřní guma KONFEKCE Surový plášť LISOVÁNÍ A VULKANIZACE, KONTROLA KVALITY Plášť pneumatiky Obr. 1. Schéma výrobního procesu plášťů pneumatik [1]

12 UTB ve Zlíně, Fakulta technologická Vstupní suroviny Důležitou složkou jsou kaučuky a přísady (chemikálie), ze kterých po smíchání vznikají kaučukové směsi. Dále textilní a ocelové materiály, které po potřebných úpravách slouží jako výztužné části plášťů pneumatik Kaučuky Kaučuky jsou makromolekulární látky, které patří do skupiny elastomerů. Při výrobě plášťů pneumatik jsou používány jak přírodní, tak i syntetické kaučuky, většinou jde o kombinaci obou druhů. Abychom získali požadované vlastnosti těchto kaučuků, přimícháváme do nich další přísady (chemikálie). Přimícháním vulkanizačních činidel, dochází po vulkanizaci k tomu, že se mezi řetězci kaučuku vytvoří chemické vazby, které vytváří prostorovou síť. Takto zesíťovaný materiál změní své vlastnosti, kdy z původně plastického stavu přechází do stavu elastického. Zesíťování nikdy není 100%, a proto je materiál vlivem zbytkových dvojných vazeb (které jsou reaktivní) náchylný na degradaci termooxidací a fotooxidací. Pro zpomalení této degradace se do kaučukových směsí přidávají antioxidanty a antiozonanty. [1 3] Přírodní kaučuk je cis-1,4-polyisopren, jehož strukturní vzorec je znázorněn na Obr. 2. CH 3 CH 2 C = CH CH 2 n Obr. 2. Strukturní vzorec cis-1,4-polyisoprenu Získává se z kaučukodárných stromů převážně z druhu Hevea Brasiliensis pěstovaných v oblastech rovníku. Z těchto stromů se vytěží latex, který je hlavní surovinou pro výrobu kaučuku. Latex obsahuje přibližně 40% kaučuku, který se z něj musí vysrážet za pomoci kyseliny mravenčí nebo octové. Získaný kaučuk se propere vodou, vysuší a nakonec konzervuje uzením, aby se stabilizoval. Nejkvalitnější přírodní kaučuk je krepa žlutá a hnědá, která získá tuto barvu právě uzením. Nejpoužívanější přírodní kaučuky u nás pocházejí z Indonésie, Malajsie a Thajska. [1, 2, 4, 5]
.")
13 UTB ve Zlíně, Fakulta technologická 13 Syntetický kaučuk je vyráběn polymerací, nebo kopolymerací nenasycených uhlovodíků. Mívá různé složení, převážně jde o konfiguraci cis1,4-polybutadien. Další známé kaučuky jsou butadien-styrenový kaučuk, silikonové a halogenové kaučuky. Monomerem může být například isopren, který je chemicky podobný přírodnímu kaučuku. Syntetické kaučuky částečně, či v některých případech úplně nahrazují přírodní kaučuk v závislosti na požadovaných vlastnostech. Základní surovinou pro jeho výrobu je ropa. V Kralupech nad Vltavou se vyrábí butadien-styrenový syntetický kaučuk, pod obchodním názvem Kralex. Pro výrobu plášťů pneumatik jsou nejpoužívanější tyto druhy syntetických kaučuků, butadien-styrenový kaučuk, butadienový kaučuk, izoprenový kaučuk, butylkaučuk, halobutylkaučuk. [1, 2, 5, 6] Přísady do kaučukových směsí Vulkanizační činidla díky možnosti tvorby příčných vazeb vytváří chemickou reakci u kaučukových řetězců. Nejpoužívanější vulkanizační činidla při výrobě plášťů pneumatik jsou síra, oxidy kovů a také reaktivní pryskyřice. Urychlovače významně podporují proces vulkanizace a zvyšují síťovací účinnost. Snižují aktivační energii potřebnou k vulkanizaci. Používají se především sulfenamidový 2-(cyclohexylaminothio)benzothiazole, N-tert-butyl-2-enzothiazolesulfenamide, (merkaptový 2,2'-dibenzothiazyl disulfide), a guanidinový (dephenyl guanidine) typ. Aktivátory spolu s urychlovači podporují účinek vulkanizačních činidel. Do směsí pro výrobu plášťů pneumatik se nejčastěji používá zinková běloba, anebo směs kyseliny stearové a palmitové. Retardéry napomáhají zpomalit nástup vulkanizace a tím zajistí bezpečné zpracování kaučukové směsi při zvýšených teplotách (např. Duslin, Vulkalet G). Změkčovadla snižují tuhost kaučukové směsi a tím dojde k usnadnění zpracovatelnosti. Nevýhodou je zvýšení lepivosti tohoto materiálu na válce technologických zařízení. Pro tento účel se používají parafinické oleje, syntetické pryskyřice, asfalt, kalafuna, aromatické oleje. Plniva ztužující nejpoužívanější jsou saze a silika. Zlepšují fyzikálně mechanické vlastnosti materiálu, jako jsou pevnost, tvrdost, odolnost proti opotřebení.

14 UTB ve Zlíně, Fakulta technologická 14 Plniva neztužující vápenec, křída, kaolin. Používají se ke zlevnění výrobku, přidáním zvětšíme objem. Plastikační činidla snižují houževnatost kaučuku a tím zkracují dobu potřebnou k plastikaci. Pro výrobu plášťů pneumatik jsou nejpoužívanější Peptazin a Renacit. Antidegradanty, antioxidanty, antiozonanty chrání pryž proti předčasnému stárnutí vlivem oxidačních procesů - povětrnostních podmínek, jako jsou sluneční záření, ozón, kyslík, ale i opotřebení při dynamickém namáhání. Například antioxidanty zpomalují stárnutí tak, že samy oxidují třeba na bezbarvé produkty (v závislosti na použitém antioxidantu). V pneumatikářské výrobě se běžně používají N-(1,3-dimethylbutyl)-N'- phenyl-p-phenylenediamine, poly(2,2,4-trimethyl-1,2-dihydroquinoline) a v neposlední řadě vosky. [1, 3, 7 10] Výztužné materiály Slouží k přenosu síly krouticího momentu motoru z ráfku pneumatiky na běhounovou část. V případě ocelových materiálů jde o zesílení pneumatiky proti průrazu a snížení valivého odporu. Kordové tkaniny řadíme je do skupiny výstužných materiálů. Tvoří je kordové příze složené z jednoho materiálu s vysokou pevností, většinou se jedná o polyamid. Tyto materiály mohou být různé konstrukce a tloušťky vlákna. Před zpracováním se musí upravit impregnací pro dokonalejší adhezi s kaučukovou směsí. Hybridní kordové tkaniny na tyto tkaniny jsou kladeny požadavky vysoké pevnosti s minimální protažitelností jak je znázorněno na Obr. 3. K tomu nám slouží materiál splétaný ze dvou vláken, která mají rozdílné vlastnosti. Jedná se o aramid, který dodává materiálu pevnost s minimální protažitelností v kombinaci s nylonem, který naopak dodává schopnost protažení, která je potřebná při dalších krocích ve výrobě, především se jedná o spojování polotovarů a lisování plášťů ve vulkanizačních lisech. [1, 11]
.")
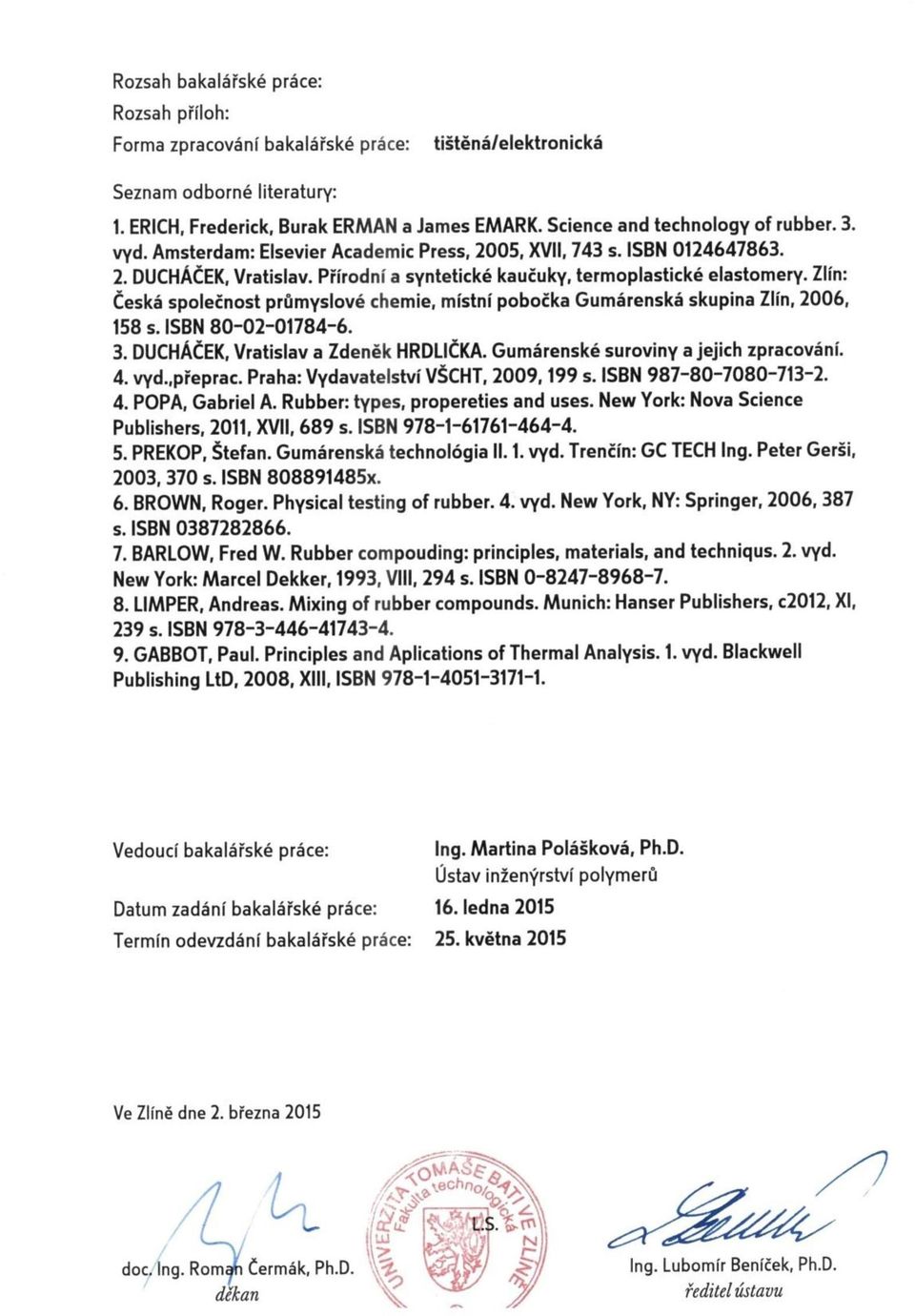
15 Síla UTB ve Zlíně, Fakulta technologická 15 Aramid Aramid/Nylon = Hybrid Není možné protažení ve formě při lisování Protažení ve formě při lisování je možné Nylon Aramid Nylon Hybrid + Protažení vlákna Protažení vlákna Při výrobě pláště při provozu pláště Protažení Obr. 3. Znázornění mechanických vlastností, při kombinaci dvou materiálů [1] Ocelové kordy řadí se mezi materiály s největší konstrukční pevností používaných při výrobě plášťů pneumatik. Osnova je tvořena z lanek, které jsou spleteny z tenkých ocelových drátků, jak je vidět na Obr. 4. Počet drátků, závisí na požadovaných vlastnostech tohoto materiálu. Drátky jsou galvanicky pomosazeny popřípadě pobronzovány (mosaz je levnější) pro dokonalejší adhezi s kaučukovou směsí. Obr. 4. Příklady skladby ocelových kordů [1] Ocelové dráty pro patní lana pro tento druh výztužného materiálu se používají ocelové dráty různých průměrů v závislosti na konstrukčních požadavcích. Ocelový drát je pomosazený pro dobrou adhezi s kaučukovou směsí. [1, 11]
![Znázornění mechanických vlastností, při kombinaci dvou materiálů [1] Ocelové kordy řadí se mezi materiály s největší konstrukční pevností používaných při výrobě plášťů pneumatik.](/docs-images/43/15135001/images/page_15.jpg "Osnova je tvořena z lanek, které jsou spleteny z tenkých ocelových drátků, jak je vidět na Obr. 4. Počet drátků, závisí na požadovaných vlastnostech tohoto materiálu.")
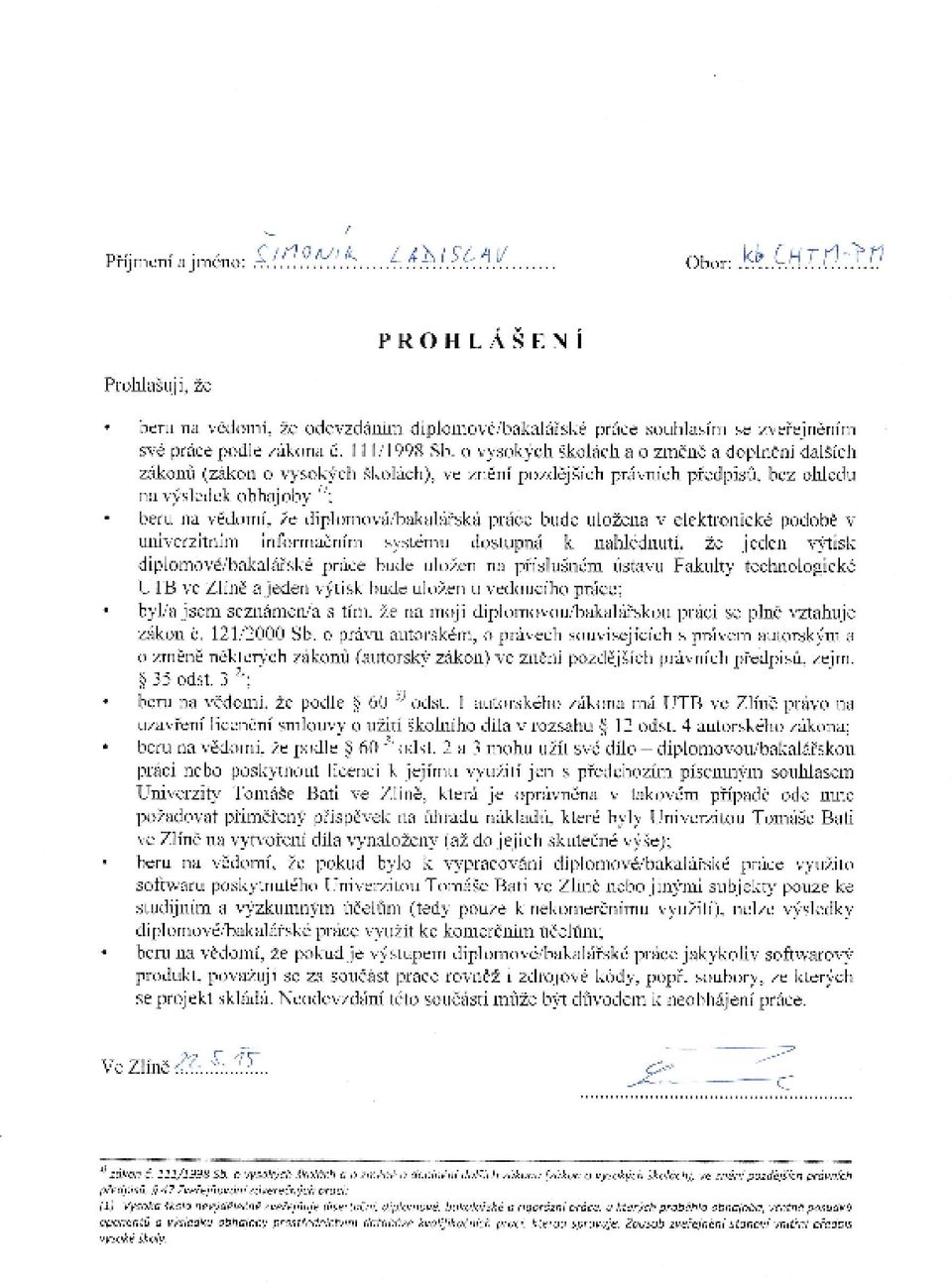
16 UTB ve Zlíně, Fakulta technologická Míchání kaučukových směsí Míchání kaučukových směsí je prvotním procesem pro výrobu plášťů pneumatik. Jde o proces, ve kterém se kaučuky smíchávají s jednotlivými složkami vulkanizačního systému v poměrech, které jsou znázorněny v Tabulce 1. Tabulka 1. Složkový podíl přísad do kaučukových směsí [1] Složky do kaučukových směsí Hmotnostní podíl jednotlivých složek v dsk Polymery (kaučuky) Plniva Změkčovadla 2 12 Zpracovatelské přísady 1 4 Antidegradanty 1 4 Urychlovače 1 2 Vulkanizační činidla 1 2 Cílem tohoto procesu je dosažení co nejkvalitnějšího promíchání jednotlivých složek a tím zajistit, že celá směs bude homogenní. Nejznámější jsou dva základní procesy míchání těchto směsí. Tím prvním je míchání na otevřeném dvouválcovém stroji. Tento způsob se však v dnešní době téměř nepoužívá, protože práce na takovémto zařízení je poměrně nebezpečná pro obsluhu. Také z hlediska produktivity práce je tento způsob míchání směsí nevhodný, proto je užíván spíše v laboratořích, kde se projeví výhoda tohoto způsobu míchání a to tak, že můžeme připravit poměrně malou dávku kaučukové směsi, kterou chceme podrobovat laboratorním zkouškám. Druhým a v podstatě nejpoužívanějším procesem míchání kaučukových směsí je míchání v hnětacích strojích (hnětiče). [1, 12, 13] Míchání kaučukových směsí v hnětiči je proces, který se uskutečňuje v uzavřeném prostoru hnětací komory. Strojní zařízení je ve většině případů řízeno počítačem, který plně automatizuje celý proces. Jednoznačnou výhodou tohoto procesu je vysoká kvalita zamíchanosti (homogenizace) těchto směsí. Dalšími atributy jsou vysoká produktivita, nízká úrazovost obsluhy těchto strojů a v neposlední řadě čistota prostředí díky uzavřenému procesu míchání. Na druhou stranu míchání směsí v hnětiči má i určité nevýhody. Jedna z nich je poměrně vysoká teplota, která vzniká třením kaučukové směsi mezi rotory a pláštěm hnětací komory. Tato teplota dosahuje až 100 o C, což je blízko hranice, kdy směsi hrozí neřízená vulkanizace a tím její znehodnocení. Abychom předešli tomuto jevu, tak se používá vícestupňové míchání, které spočívá v tom, že se v takzvaném prvním stupni míchání
![Složkový podíl přísad do kaučukových směsí [1] Složky do kaučukových směsí Hmotnostní podíl jednotlivých složek v dsk Polymery (kaučuky) 40 60 Plniva 20 40 Změkčovadla 2 12 Zpracovatelské přísady 1 4](/docs-images/43/15135001/images/page_16.jpg "Antidegradanty 1 4 Urychlovače 1 2 Vulkanizační činidla 1 2 Cílem tohoto procesu je dosažení co nejkvalitnějšího promíchání jednotlivých složek a tím zajistit, že celá směs bude homogenní.")
17 UTB ve Zlíně, Fakulta technologická 17 zamíchají pouze kaučuky s částí vulkanizačního systému, plnivy, změkčovadly a retardéry, tím nám vzniká základová směs. V tomto kroku ještě není do směsi vložen celý vulkanizační systém. Tím zajistíme, že nedojde k neřízené vulkanizaci i při dosažení vyšší teploty. Po zamíchání směsi na prvním stupni dojde k jeho zplástování na dvouválci, ochlazení a uložení na paletu. Takto připravený materiál se dále přepracovává na druhém stupni míchání, což je další nevýhoda, která nám prodlužuje proces výroby. U druhého stupně míchání jde v podstatě o stejný druh strojního zařízení, který se používá pro první stupeň míchání. Dojde k odebírání materiálu (základové směsi) z palety a k jeho nasekání na menší kusy. Takto nasekaný materiál je přesunut za pomoci systému dopravníků do komory hnětiče (vše je znázorněno na Obr. 5), kde dojde k jeho rozmíchání a doplnění o zbylé složky (chemikálie). Dále se v tomto kroku do směsi přidává takzvaný rework, jde o přepracovaný materiál, který vzniká při procesu výroby polotovarů, jedná se především o rozměrově nevyhovující běhouny, bočnice, vnitřní gumu a jiné. Smícháním všech těchto složek vzniká takzvaná finální kaučuková směs. Díky dvoustupňovému způsobu míchání docílíme dokonalejší homogenizaci (zamíchanosti) směsi. Z komory hnětiče je kaučuková směs přepuštěna na otevřený dvouválec (kalandr), kde je zplástována, ochlazena a poskládána na paletu. Z takto zamíchané finální směsi jsou odebrány vzorky, na kterých jsou v laboratoři provedeny zkoušky kvality. Po provedení zkoušky je směs uvolněna na další zpracování, jako jsou vytlačování běhounů a bočnic, nánosování na ocelové a textilní kordy a válcování vnitřní gumy. [1, 12 14]

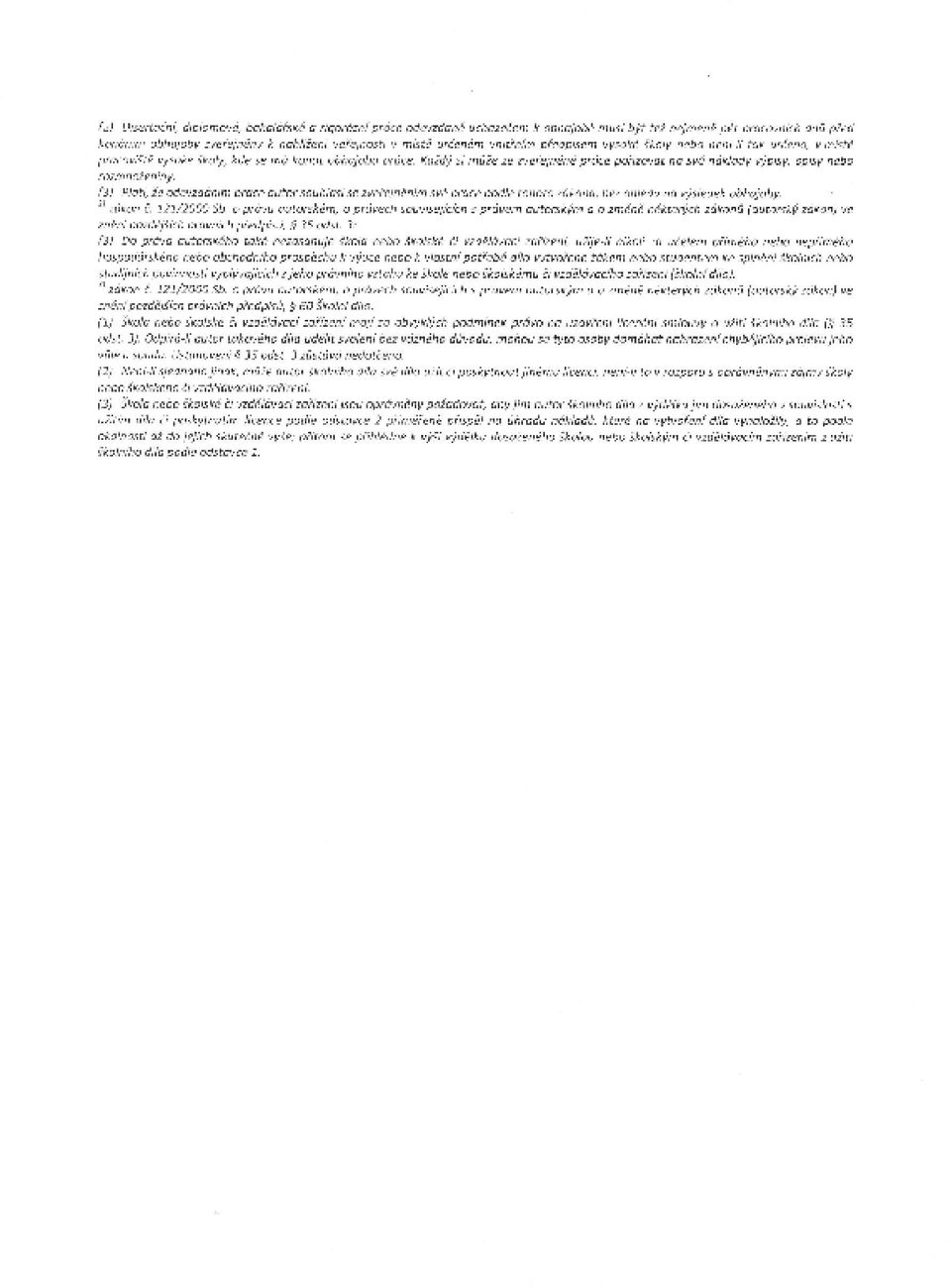
18 UTB ve Zlíně, Fakulta technologická 18 Obr. 5. Míchací linka finálních směsí, kde A je základová směs, B směs vratného odpadu, C podavače se sekacími noži, D dopravníková váha, E komora hnětiče s rotory, F otevřený dvouválec, G zásobovací dvouválec, H smáčecí vana se suspenzí, I chlazení plástů, J místo odběru vzorků, K pokládání plástu na paletu [1] 1.3 Příprava polotovarů V této fázi výroby plášťů pneumatik se z připravené kaučukové směsi vyrábí polotovary, které jsou následně na konfekci seskládány a dají tak vzniku surového pláště. Základní typy polotovarů jsou běhouny, bočnice, vnitřní guma, pogumovaný textilní a ocelový kord, polyamidový nárazník a patní lana.
![dvouválec, G zásobovací dvouválec, H smáčecí vana se suspenzí, I chlazení plástů, J místo odběru vzorků, K pokládání plástu na paletu [1] 1.](/docs-images/43/15135001/images/page_18.jpg "3 Příprava polotovarů V této fázi výroby plášťů pneumatik se z připravené kaučukové směsi vyrábí polotovary, které jsou následně na konfekci seskládány a dají tak")
19 UTB ve Zlíně, Fakulta technologická Vytlačování Vytlačování běhounů je metoda zpracování kaučukových směsí, pro kterou se nejčastěji používají šnekové vytlačovací stroje. Ukázka vytlačovacího stroje je na Obr. 6. Obr. 6. Šnekový vytlačovací stroj s popisem, kde Screw Cooling je chlazení šneku, Screw je samotný šnek, Heaters - vyhřívání, Die šablona, Barrel plášť, Motor pohon. [15] Proces vytlačování je operace, při které je kaučuková směs rozpracovávána ve štěrbině mezi šnekem a samotným pláštěm vytlačovacího stroje. Takto rozpracovaný materiál, je šnekem neustále posouván vpřed a je vytlačen přes šablonu dále do volného prostoru. Šnekové vytlačovací stroje je možné zásobovat jak předem ohřátou směsí, tak i studenou směsí přímo z palety. Tvar vytlačeného profilu udává šablona, kterou tento materiál prochází. Při konstruování šablony je potřeba klást důraz na aspekty materiálu, který bude přes tuto šablonu vytlačován. Jeden z aspektů je narůstání materiálu za šablonou. Vytlačený materiál má vlivem tlaku, který byl na něj kladen v průběhu vytlačování tendenci po vytlačení narůstat. Pro přípravu běhounů plášťů pneumatik se nejčastěji používá vytlačovací zařízení, které se skládá ze tří vytlačovacích strojů ústících do jedné vytlačovací hlavy se šablonou (pro bližší představu zobrazeno na Obr. 7). Pomocí tohoto druhu vytlačovacího stroje docílíme sdružení (seskládání) tří různých materiálů do jednoho tvaru, aniž by došlo k jejich vzájemnému promíchání. Takto připravený materiál je nařezán na předepsanou délku (ta je určena velikostí obvodu budoucího pláště) a uložen do přepravních vozíků, které jsou připraveny pro následnou operaci, a tou je konfekce pláště. [14, 16]
![[15] Proces vytlačování je operace, při které je kaučuková směs rozpracovávána ve štěrbině mezi šnekem a samotným pláštěm vytlačovacího stroje.](/docs-images/43/15135001/images/page_19.jpg "Takto rozpracovaný materiál, je šnekem neustále posouván vpřed a je vytlačen přes šablonu dále do volného prostoru.")
20 UTB ve Zlíně, Fakulta technologická 20 Obr. 7. Vytlačovací stroj se třemi šneky, kde A je násypka, B vnitřní přítlačný váleček, C šnek, D sdružená hlava, E předšablona, F pohon [1] Vytlačování bočnic je proces, který je po praktické stránce shodný s procesem vytlačování běhounů. Na jejich a výrobu se používají šnekové vytlačovací stroje se dvěma šneky. Výsledný profil je tedy po vytlačení složen ze dvou různých druhů kaučukových směsí. Pro zvýšení efektivity tohoto procesu, je šablona uzpůsobena pro výrobu dvou profilů (bočnic) současně. Po vytlačení jsou bočnice shlazeny ve vodní lázni, osušeny a navinuty do kazet se zábalem, ve kterých jsou přepraveny na konfekci. [14, 17] Nánosování Nanášení (nánosování) kaučukových směsí na textilní a ocelový materiál je nedílnou součástí kroků ve výrobě plášťů pneumatik. Hlavní účely, proč se tyto materiály musí opatřit vrstvou kaučukové směsi jsou: a) Izolace jednotlivých nití či drátů pro eliminaci vzájemného tření a tím se sníží teplo, které by vznikalo při provozu vyrobeného pláště. b) Nánosová vrstva nám umožní díky lepivosti materiálu (kaučukové směsi) konfekci pláště, kde je nutno jednotlivé vrstvy spojit.
 současně.")
21 UTB ve Zlíně, Fakulta technologická 21 c) Kaučuková směs po vulkanizaci kdy se změní v pryž, zajistí elasticitu v kostře pláště. d) V neposlední řadě kaučuková vrstva chrání textilní kord proti poškození při samotné montáži pláště na ráfek. Nánosování na textilní materiál se provádí technologií, která umožňuje oboustranné nanesení kaučukové směsi na textilní materiál v jednom kroku výroby. K tomuto procesu se používá strojní zařízení se čtyřmi válci, mezi kterými prochází textilní kord, jak je vidět na Obr. 8. Štěrbiny válců, jsou nepřetržitě zásobovány ohřátou kaučukovou směsí, která je v souvislé vrstvě nanášena na procházející textilii. Po nanesení kaučukové směsi je materiál ochlazen a navinut do rolí se zábalovou vložkou. Zábalová vložka nám zaručí, že nedojde ke slepení jednotlivých vrstev na sebe. Takto připravený materiál je nastříhán, popřípadě nařezán (např. polyamidový nárazník) na potřebnou délku a šířku a převezen na konfekci plášťů. [1, 7, 11, 18] Obr. 8. Linka oboustranného nánosování kaučukové směsi na textilii s popisem, kde A je ohřívací extruder, B ohřívací a zásobovací dvouválec, C odvíjení surového textilního kordu, D spojovací lis, E odtahové válce, F zásobník surového kordu, G sušička, H napínací zařízení, I středící zařízení, J nánosovací čtyřválec, K pokládání odvzdušňovacích nití, L chladička, M zásobník nánosovaného kordu, N navíjení [1]
22 UTB ve Zlíně, Fakulta technologická 22 Nánosování na ocelový materiál tento proces oboustranného nanášení kaučukové směsi na ocelový kord je z 90% shodný s procesem nánosování na textilní kord. Odlišnost ve strojním zařízení spočívá v tom, že u linky na ocelový kord není odvíjecí stanice jako u textilního kordu, ale je zde cívečnice, která je znázorněna na Obr. 9. V cívečnici jsou uloženy cívky s ocelovými lanky, které jsou vedeny přes otvory dostavy a rýhovaný válec, který rozprostře ocelová lanka, do jedné souvislé vrstvy, která vjíždí do čtyřválce, kde dochází k oboustrannému nanesení kaučukové směsi. Materiál je ochlazen a navinut do role se zábalovou vložkou. Je nastříhán na potřebnou šířku a převezen na konfekci. Další strojní odlišností je sušení (ohřívání) kordu před nánosováním jako je tomu u textilní linky, které v tomto případě není potřebné, protože ocelová lanka nejsou navlhavá. [1, 7, 11, 18] B A Obr. 9. Cívečnice ocelového kordu, kde A. jsou Cívky s ocelovými lanky, B. Dostava s děrami [19] Patní lano Bez patního lana by v dnešní době nebylo možné použití plášťů pneumatik v běžném provozu, tak jak je známe. Patní lano nám zajišťuje pevné usazení pláště pneumatiky na ráfku. Konstrukce patních lan je volena na základě druhu a použití plášťů pneumatik, ve kterých budou použity. Základem patních lan jsou vysokopevnostní ocelové dráty. [1] Výroba patních lan se provádí z ocelových drátů, které jsou povrchově upraveny pomosazením pro dokonalejší adhezi s kaučukovou směsí. Dráty jsou v cívkách, ze kterých se odvíjejí a prochází napříč hlavou vytlačovacího stroje, kde dojde k jejich opláštění
23 UTB ve Zlíně, Fakulta technologická 23 kaučukovou směsí. Po opláštění jsou ochlazeny a navinuty vedle sebe a do předepsaného počtu vrstev. Takto navinuté dráty jsou useknuty a přesunuty do zásobníku, aby proces výroby mohl pokračovat. Patní lana pokračují na další úpravu, kde se na ně přidají takzvané jádra patních lan. Jde o vytlačený profil kaučukové směsi, která slouží jako výztuha patky pláště pneumatiky. Ojádrované patní lano se ještě okřídluje, a to tak, že se obalí pogumovaným textilním kordem. Tento textilní kord slouží jako ochrana patního lana při montáži pláště na ráfek. Použití patního lana je znázorněno na Obr. 10. [1, 11, 18] Obr. 10. Průřez patního lana v patce pláště [20] Vnitřní guma Vnitřní guma je vyrobena ze speciální kaučukové směsi. Jedná se o halobutylkaučuk, který má výborné plynunepropustné vlastnosti. Použitím tohoto materiálu docílíme, že vyrobený plášť pneumatiky nepotřebuje k udržení vnitřního plynu duši v pneumatice. Válcování vnitřní gumy je technologie, při které se využívá kombinace dvou technologických zařízení. V prvním kroku se kaučuková směs ohřeje ve vytlačovacím stroji a je z ní přes šablonu vytlačen profil, který má podobu fólie. Takto vytlačená fólie pokračuje mezi štěrbiny válcovacího stroje, který fólii doválcuje na potřebnou tloušťku. Po vyválcování se okraje fólie ořežou a tím se stanoví výsledná šířka. Fólie je dále ochlazena na kovovém (planžetovém) dopravníku a navinuta do kazety s prokladovou textilií. Fólie pro vnitřní gumu je připravena jako polotovar pro konfekci. [14, 16, 21]
24 UTB ve Zlíně, Fakulta technologická Konfekce V gumárenské výrobě se výrazem konfekce označuje montáž (skládání) polotovarů, po které se získá surový plášť. V podstatě se jedná o nejnáročnější krok při výrobě plášťů pneumatik. Proces konfekce pláště asi nejvíce ovlivňuje kvalitu, kterou bude mít výsledný produkt. Nepřesné uložení (seskládání) jednotlivých dílů se projeví na jízdních vlastnostech. Pro eliminaci těchto chyb je ukládání jednotlivých dílů navigováno světelnými paprsky. [1, 11] Konfekce plášťů pneumatik Provádí se ve dvou stupních (viz. Obr. 11). Na prvním stupni konfekce se z vyrobených polotovarů poskládá takzvaná kostra pláště. Jednotlivé složky kostry pláště jsou vnitřní guma, textilní kord, patní lana a bočnice. Polotovary jsou seskládány na konfekčním bubnu. Zhotovená kostra pláště pokračuje na druhý stupeň konfekce. Na druhém stupni konfekce se z polotovarů poskládá takzvaný prstenec pláště. Ten je složen ze dvou až tří vrstev ocelového kordu, polyamidového nárazníku a běhounu. Tato operace se provádí taktéž na konfekčním bubnu. Zhotovený prstenec je spojen s kostrou pláště. Pro dokonalé spojení je na dílce vyvinuta mechanická síla, která zajistí, že nedojde k jejich separaci před vylisováním. [1, 11]
25 UTB ve Zlíně, Fakulta technologická 25 B A Obr. 11. Dvoustupňový konfekční stroj, kde A je Konfekční buben prvního stupně, B Konfekční buben druhého stupně [22] 1.5 Lisování, Vulkanizace, Kontrola kvality Mezi poslední kroky výroby plášťů pneumatik patří lisování a vulkanizace. Po tomto kroku už následuje jen kontrola kvality vylisovaných plášťů pneumatik. Lisování a vulkanizace je nevratný děj, který změní surový plášť a jeho fyzikálně mechanické vlastnosti. Z plastického materiálu se po vylisování stává elastická pryž a plášť dostává vlastnosti, které jsou žádoucí pro jeho použití Lisování a vulkanizace Oba tyto děje probíhají v jeden čas, při kterém je důležitých několik činitelů a to zejména tlak, teplota a doba vulkanizace. Lisování plášťů pneumatik se provádí převážně v segmentových formách na vulkanizačních lisech (zobrazení lisu na Obr. 12), které mají komorové vyhřívání. Jako vyhřívací médium slouží pára nebo horká voda. Děj lisování a vulkanizace
26 UTB ve Zlíně, Fakulta technologická 26 lze popsat v několika krocích. Vložení surového pláště do lisu, následné zasunutí membrány do vnitřku surového pláště. Membrána se naplní horkou párou, tím dojde k jejímu natlakování a rozprostření uvnitř pláště. Zajistí nám, že při vyvinutí vnějšího tlaku formou na plášť nedojde k jeho zhroucení (deformaci). Forma se uzavře a segmenty dosednou na plášť a vyvíjejí na něj tlak. Díky vysokému tlaku a teplotě se materiál rozteče do dezénu formy a nastává proces vulkanizace. Na Obr. 12 vlevo je znázorněn cyklus lisování, kde je vidět, jak se ze surového pláště stane vulkanizovaný plášť pneumatiky. Vpravo na stejném obrázku jsou přiblíženy segmenty s dezénem lisovací formy. Optimální teplota pro vulkanizaci osobních plášťů pneumatik je mezi o C v závislosti na druhu pláště. To samé platí i pro dobu vulkanizace, která se také stanovuje na základě druhu pláště, který se lisuje. Většinou se doba vulkanizace pohybuje v rozmezí od 11 do 16 minut u plášťů pneumatik pro osobní automobily. Po uplynutí doby vulkanizace se lis otevře a je z něj automaticky vyjmut hotový plášť. Všechny vyrobené pláště jsou přepraveny na kontrolu kvality. [1, 11, 16, 21] Obr. 12. Vulkanizační lis s bližším pohledem na segmenty formy vpravo [1, 23]
27 UTB ve Zlíně, Fakulta technologická Kontrola kvality Zhotovené pláště, ještě před uvedením do provozu, musí projít zkouškou kvality. První zkouška je vizuální, u které se plášť zbaví přetoků vzniklých při lisování, tak, že se odřežou. Při ořezávání přetoků se zrakem zjišťují možné abnormality uvnitř i z venku pláště. Další zkouškou je test uniformity. Plášť je uchycen na disky v inspektomatu (stroj vykonávající zkoušku), kde je natlakována na dvojnásobek předepsaného hustícího tlaku pro zjištění pevnosti. Poté je tlak upraven na předepsaný provozní tlak a provádí se zkouška bočnic. Bočnice jsou snímány lasery, které skenují jejich povrch a vyhodnocují, zda na nich nejsou prohlubně či boule. Po této zkoušce je pneumatika přitlačena na kotouč, který se otáčí a tím simuluje jízdu pneumatiky na vozovce. Při této zkoušce se zjišťují jízdní vlastnosti pneumatik, například jakou vykazují házivost a jaké jsou jejich radiální a boční síly. Namátkou vybrané pláště jsou ještě dále zkoumány preparací, nebo rentgenováním. Při preparaci se plášť rozřeže zpět na jednotlivé polotovary, jak je znázorněno na Obr. 13 a zkoumají se změny, které na nich proběhly při procesu lisování a vulkanizace. U zkoušky rentgenovým zářením není plášť znehodnocen, je pouze vystaven tomuto záření, přičemž dochází k pořizování snímků. Tyto snímky ukážou, jak jsou ocelové a textilní materiály vycentrovány a jestli nevykazují jiné abnormality. Poslední z řady zkoušek jsou zkoušky únavové a zkoušky opotřebení. Tyto zkoušky se provádí na pneumatikách za běžného provozu, kdy auta ujedou stanovenou trasu a poté se zkoumá jejich opotřebení. Některé vady, které vzniknou při výrobě plášťů pneumatik, se dají opravit, ale většinou jde pouze o vady kosmetické. Pokud se jedná o vadu konstrukční, či jinak závažnou, tak se z hlediska bezpečnosti tyto pláště neopravují a jsou znehodnoceny, aby nedošlo k jejich zneužití. [1, 7, 11, 18] Obr. 13. Průřez pláštěm pneumatiky [24]
28 UTB ve Zlíně, Fakulta technologická Použitá analýza pro praktickou část V praktické části byly vzorky podrobeny laboratorním zkouškám pomocí Diferenční Skenovací Kalorimetrie (DSC). Princip DSC: Diferenciální skenovací kalorimetrie se používá k získání charakteristických teplot zkoumaného vzorku, např. teploty tání a skelného přechodu, nebo krystalinity. Zkoumaný vzorek je vystaven lineárnímu ohřevu či chlazení, přičemž se plynule ve vzorku mění rychlost tepelného toku. U této metody se sleduje tepelný tok měřeného vzorku (uzavřeného v měřícím kalíšku) a vzorku referenčního (zpravidla vzduchu uzavřeného v druhém kalíšku). Oba kalíšky jsou umístěny v měřící komoře obklopeny inertním plynem, zpravidla se jedná o dusík. K měření lze použít poměrně malé množství vzorku ( mg), což bývá výhodou. [25] DSC analýza ukáže vlastnosti zkoumaného polymeru: - teplotu tání - teplotu skelného přechodu - teplotu krystalizace - studenou krystalizaci - změny krystalizace - krystalinitu - chování taveniny - odpařování - měrnou tepelnou kapacitu
29 UTB ve Zlíně, Fakulta technologická 29 II. PRAKTICKÁ ČÁST
30 UTB ve Zlíně, Fakulta technologická 30 2 ÚVOD K PRAKTICKÉ ČÁSTI Jak již bylo zmíněno v kapitole zabývající se kontrolou kvality vyrobených plášťů pneumatik, je jedna ze zkoušek prováděna vizuálně. U této zkoušky se odhalí okem viditelné vady, které se mohou vyskytovat jak na vnitřním, tak i vnějším povrchu pláště. Ve společnosti Continental Barum s.r.o. jsou všechny vady evidovány v takzvaném katalogu vad. Každý druh vady je veden v tomto katalogu pod příslušným kódem, díky kterému je možné sledovat statistické údaje výskytu jednotlivých vad. Praktická část práce je zaměřena na jednu konkrétní vadu, která se vyskytuje na vnější straně bočnice pláště pneumatiky, a bývá odhalena vizuální kontrolou. V katalogu vad společnosti Continental Barum s.r.o., je vedena pod kódem 02B - zalisovaná nečistota negumová. 2.1 Analýza vady Během měsíce března 2015, bylo odebráno 16 reprezentativních vzorků s nejčastěji se opakujícími zalisovanými nečistotami. Jednalo se převážně o neznámé druhy textilních nití, které byly u osmi vzorků, ve čtyřech dalších případech se potom jednalo o neznámý druh polymeru zeleného zbarvení, v dalších dvou papír, v jednom vzorku barevná šupina (tato vada je známa, jedná se o odloupávající se nátěr ze strojního zařízení) a v posledním vzorku šupina rzi, která se vyskytuje jen ojediněle. V Grafu 1., jsou rozděleny vzorky dle četnosti a druhu nečistot. Nitě 8 vzorků Papír 2 vzorky Rez 1 vzorek Zelená nečistota polymerní povahy 4 vzorky Barva 1 vzorek 6% 6% 13% 50% 25% Graf 1. Rozdělení četnosti nečistot
31 UTB ve Zlíně, Fakulta technologická 31 Analyzovány byly pouze vzorky s četností výskytu nad 20 %, jednalo se tedy o neznámé druhy textilních vláken a o zelenou zalisovanou nečistotu polymerní povahy. Na Obr. 14 je vidět odebraný vzorek zalisovaného neznámého druh textilní nitě (vlákna) a Obr. 15 potom ukazuje zalisovanou polymerní nečistotu zeleného zbarvení. Obdobně byly viditelné i ostatní odebrané vzorky s vadou typu 02B. Obr. 14. Zalisovaná nečistota negumová Neznámé druhy zalisovaných vláken a zelená nečistota polymerní povahy, byly separovány od zbytku pryže a následně podrobeny DSC analýze. Dále pak bylo z výrobního procesu odebráno několik vzorků nití a polymerních materiálů (viz. Obr. 16 a Obr. 17), které mohly v průběhu výroby být v kontaktu s kaučukovou směsí a mohly tak způsobit její kontaminaci. Na těchto vzorcích byla taktéž provedena DSC analýza. Termogramy jednotlivých materiálů byly poté vyhodnoceny a porovnány. Obr. 15. Plastová nečistota zeleného zbarvení
32 UTB ve Zlíně, Fakulta technologická 32 Na Obr. 16 jsou vidět odebrané vzorky vláken, které přichází do kontaktu s kaučukovou směsí či vyrobenými polotovary, které jsou použity v samotném plášti pneumatiky. Bavlněné nitě slouží jako odvzdušňovací nitě a jsou kladeny na textilní a ocelový materiál při jejich oboustranném nánosování kaučukovou směsí. Polypropylenová nit znázorněna vpravo na stejném obrázku, byla odebrána z prokladů, které se používají při navíjení pogumovaných textilních a ocelových kordů do balíků. Obr. 16. Odebrané vzorky nití, vlevo bavlněná nit a vpravo polypropylenová nit z prokladů V případě polymerní nečistoty zeleného zbarvení se podařilo nalézt tři možné zdroje této nečistoty. Jak můžeme vidět na Obr. 17., jednalo se o prokladovou fólii, pytel na odpadní směsi a vlákna ze zábalových kartuší Obr. 17. Odebrané vzorky možných kontaminantů, kde 1 je prokladová folie, 2 pytel na odpadní směsi, 3 vlákna ze zábalových kartuší
33 UTB ve Zlíně, Fakulta technologická DSC analýza DSC analýza odebraných vzorků byla provedena pomocí měřicího přístroje DSC1 METTLER. Vzorky byly uzavřeny do hliníkových kalíšků a po vložení do měřícího zařízení zahřívány z 30 C na 300 C rychlostí 10 C/min. Měření bylo provedeno v inertní dusíkové atmosféře; rychlost průtoku dusíku v měřicí cele byla 50 ml/min. Pro vyhodnocení měření se použil záznam až druhého ohřevu/chlazení, aby se sjednotila tepelná historie zkoumaných vzorků. 2.3 Vyhodnocení vad V případech vad, které způsobila kontaminace neznámým vzorkem vláken, DSC analýza odhalila přítomnost bavlny, polypropylenu a polyethylentereftalátu. Bavlněná vlákna se mohla uvolnit a kontaminovat tak kaučukovou směs z bavlněných nití, které se používají jako odvzdušňovací nitě u pogumovaných textilních a ocelových kordů. Stopy polypropylenu pochází zřejmě z podkladových a zábalových textilií, které se dostávají do styku s kaučukovou směsí v několika stupních výroby. Přítomnost polyethylentereftalátu se však během žádného výrobního kroku nepodařila prokázat. Nejspíše se tedy jedná o náhodnou kontaminaci materiálu. U polymerní nečistoty zeleného zbarvení lze na základě provedené analýzy s velkou pravděpodobností konstatovat, že se jedná o vysokohustotní polyetylen. Svým tepelným chováním vykazuje největší shodu se vzorkem ze zábalových kartuší. Porovnání jejich termogramů je vidět na Obr. 18.
34 UTB ve Zlíně, Fakulta technologická 34 Obr. 18. Záznam měření z DSC analýzy 2.4 Statistické vyhodnocení vady Pro statistické zhodnocení vady 02B byl její výskyt sledován v závislosti na měsíční produkci v delším časovém horizontu a to od začátku roku 2014 po měsíc březen následujícího roku. Výsledky jsou přehledně shrnuty v Grafu 2., který vyjadřuje procentuální výskyt vady v závislosti na celkové měsíční produkci. Dále pak poskytuje přehled o tom, s jakou úspěšností lze tuto vadu odstranit (opravit). Je tedy zřejmé, že se sledovaná vada vyskytuje v rozmezí 0,2 0,3% na vyrobené množství plášťů pneumatik, přičemž se nakonec vyřadí pouze kolem 0,03% plášťů. To znamená, že většinu vadných plášťů lze opravit, protože se nejedná o konstrukční závadu, ale jde převážně jen o vadu vzhledovou (kosmetickou).
35 Sledovaná vada 02B v % z celkové produkce UTB ve Zlíně, Fakulta technologická 35 Celkové množství vady 02B Opraveno Vyřazeno 0,350 0,300 0,250 0,200 0,150 0,100 0,050 0,000 Sledované období Graf 2. Sledovaná vada 02B za dané období vyjádřená v % Při velkovýrobách se i s tak nízkým procentním číslem dostaneme do nezanedbatelných ztrát. Vzhledem k tomu, že tyto vyřazené pláště způsobují nejenom ekonomické ztráty, ale i určitou ekologickou zátěž, je proto nezbytné zabývat se i těmito drobnými vadami, jejichž eliminace pomáhá snižovat vícenáklady spojené s výrobou.
36 UTB ve Zlíně, Fakulta technologická 36 ZÁVĚR Každý výrobní proces končí kontrolou kvality finálního výrobku. Hlavním úkolem této kontroly je zabránit šíření vadných kusů k zákazníkovi. Díky evidenci těchto vadných kusů, nám také kontrola kvality poskytuje cenné informace o nákladech spojených jak s výrobou, tak i případnou opravou, či likvidací vadných kusů. Eliminace výrobních vad je tedy bezesporu jedním z účinných nástrojů jak zefektivnit celý výrobní proces. Za tímto účelem byl po dobu 15 měsíců sledován výskyt vady při výrobě plášťů pneumatik s názvem zalisovaná negumová nečistota. Výsledky ukázaly, že se zmíněná vada vyskytuje v necelých 0,3% z celkové výroby plášťů. Tato hodnota představuje v případě velkoobjemové produkce nezanedbatelnou ekonomickou i ekologickou zátěž. Pro odhalení zdroje těchto nečistot bylo během jednoho měsíce nasbíráno 16 reprezentativních vzorků vadných plášťů. Z každého pláště byl odebrán vzorek nečistoty, který byl analyzován pomocí diferenciální skenovací kalorimetrie. Na základě výsledků byla určena přítomnost bavlny, polypropylenu, polyetylenu a polyethylentereftalátu. Zdroje těchto kontaminujících materiálů se podařilo ve výrobním procesu nalézt a právě za pomoci DSC analýzy přesně identifikovat srovnáním jejich termálních charakteristik se vzorky, které byly odebrány z vadných plášťů. K omezení, či úplnému zabránění kontaminace materiálu textilními nitěmi (vlákny), které se pravděpodobně dostaly do materiálu přidáním kontaminovaného reworku do finálové směsi se v procesu výroby využije čištění (pasírování) těchto reworků bočnicových směsí. Pro eliminaci nečistoty polymerního charakteru zeleného zbarvení bude zavedeno přísnější vizuální sledování povrchu bočnic při jejich kladení na prvním konfekčním stupni.
37 UTB ve Zlíně, Fakulta technologická 37 SEZNAM POUŽITÉ LITERATURY [1] MECHL, Viktor a Martin MUŠINSKÝ. Gumárenská technologie v Barum Continental, spol. s.r.o.: učebnice pro žáky zpracovatelského oboru SPŠ polytechnické - COP Zlín. 1. vyd. Zlín: Střední průmyslová škola polytechnická - COP Zlín, 2011, 94 s. ISBN [2] CIESIELSKI, Andrew. An introduction to rubber technology. Shawbury, Shrewsbury, Shropshire, U.K.: Rapra Technology Ltd., 1999, viii, 174 p. ISBN [3] DUCHÁČEK, Vratislav. Vulkanizační činidla. Zlín: Česká společnost průmyslové chemie, místní pobočka Gumárenská skupina Zlín, 2003, 127 s. ISBN [4] DUCHÁČEK, Vratislav. Přírodní a syntetické kaučuky, termoplastické elastomery. Zlín: Česká společnost průmyslové chemie, místní pobočka Gumárenská skupina Zlín, 2006, 158 s. ISBN [5] DUCHÁČEK, Vratislav a Zdeněk HRDLIČKA. Gumárenské suroviny a jejich zpracování. vyd. 4., přeprac. Praha: Vydavatelství VŠCHT, 2009, 199 s. ISBN [6] POPA, Gabriel A. Rubber: types, properties, and uses. New York: Nova Science Publishers, c2011, xvii, 689 s. ISBN [7] LIMPER, Andreas. Mixing of rubber compounds. Munich: Hanser Publishers, c2012, xi, 239 s. ISBN [8] DUCHÁČEK, Vratislav. Urychlovače vulkanizace. Zlín: Česká společnost průmyslové chemie, místní pobočka Gumárenská skupina Zlín, 2013, 156 s. ISBN [9] DUCHÁČEK, Vratislav. Gumárenské zpracovatelské přísady. Zlín: Česká společnost průmyslové chemie, místní pobočka Gumárenská skupina Zlín, 2008, 145 s. ISBN [10] CHEMICALLEND21 [online] [ ]. Dostupné z WWW: < [11] PREKOP, Štefan. Gumárska technológia II. vyd. 1. Trenčín: GC TECH Ing. Peter Gerši, 2003, 370 s. ISBN x.
38 UTB ve Zlíně, Fakulta technologická 38 [12] NAKAJIMA, Nobuyuki. The science and practice of rubber mixing. 1st ed. Shawbury: Rapra Technology, 2000, 408 s. ISBN [13] FUNT, John M. Mixing of rubber. Shrewsbury: Smithers Rapra Technology, Ltd., 2009, iv, 186 p. [14] PREKOP, Štefan. Gumárska technológia I. 1. vyd. Žilina: Žilinská univerzita, 1998, 282 s. ISBN [15] PLASTICS [online] [ ]. Dostupné z WWW: [16] ŠTĚPÁN, Miroslav. Gumárenská technologie. vyd. 1. Praha: SNTL, 1956, 410 s., [2] s. [17] TOMIS, František. Gumárenská a plastikářská technologie: zpracovatelské procesy. Brno: Vysoké učení technické v Brně, 1987, 289 s. [18] DOHNALÍK, Zdeněk a Anežka LENGÁLOVÁ. Technológia pre 2. a 3. ročník stredných odborných učilíšť učebný odbor gumár - plastikár. 1. slov. vyd. Bratislava: Alfa, 1988, 246 s. [19] ROADHOST [online] [ ]. Dostupné z WWW: [20] BRIDGESTONE [online] [ ]. Dostupné z WWW: [21] ŠPAČEK, Josef. Technologie gumárenská a plastikářská. Brno: VUT, 1987, 200 s. [22] SOGOS [online] [ ]. Dostupné z WWW: [23] MUJWEB [online] [ ]. Dostupné z WWW: [24] CESKEPNEU [online] [ ]. Dostupné z WWW: [25] H HNE, Günther, Wolfgang HEMMINGER a H. J. FLAMMERSHEIM. Differential scanning calorimetry: an introduction for practitioners. New York: Springer-Verlag, c1996, xii, 222 p. ISBN
39 UTB ve Zlíně, Fakulta technologická 39 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK DSC Diferenční Skenovací Kalorimetrie.
40 UTB ve Zlíně, Fakulta technologická 40 SEZNAM OBRÁZKŮ Obr. 1. Schéma výrobního procesu plášťů pneumatik [1] Obr. 2. Strukturní vzorec cis-1,4-polyisoprenu Obr. 3. Znázornění mechanických vlastností, při kombinaci dvou materiálů [1] Obr. 4. Příklady skladby ocelových kordů [1] Obr. 5. Míchací linka finálních směsí [1] Obr. 6. Šnekový vytlačovací stroj [15] Obr. 7. Vytlačovací stroj se třemi šneky [1] Obr. 8. Linka oboustranného nánosování kaučukové směsi na textilii [1] Obr. 9. Cívečnice ocelového kordu [19] Obr. 10. Průřez patního lana v patce pláště [20] Obr. 11. Dvoustupňový konfekční stroj [22] Obr. 12. Vulkanizační lis [1, 23] Obr. 13. Průřez pláštěm pneumatiky [24] Obr. 14. Zalisovaná nečistota negumová Obr. 15. Plastová nečistota zeleného zbarvení Obr. 16. Odebrané vzorky nití Obr. 17. Odebrané vzorky možných kontaminantů Obr. 18. Záznam měření z DSC analýzy... 34
41 UTB ve Zlíně, Fakulta technologická 41 SEZNAM TABULEK Tabulka 1. Složkový podíl přísad do kaučukových směsí [1]... 16
42 UTB ve Zlíně, Fakulta technologická 42 SEZNAM GRAFŮ Graf 1. Rozdělení četnosti nečistot Graf 2. Sledovaná vada 02B za dané období vyjádřená v %... 35
Silly putty ( inteligentní plastelína ) V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej)
 V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej)") PRYŽ Silly putty ( inteligentní plastelína ) V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej) Vlastnosti pryže Velká elasticita (pružiny, těsnění,
PRYŽ Silly putty ( inteligentní plastelína ) V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej) Vlastnosti pryže Velká elasticita (pružiny, těsnění,
Vývoj kaučukové směsi pro snížení plynopropustnosti na plyny pro využití k výrobě plášťů. Bc. František Zaoral
 Vývoj kaučukové směsi pro snížení plynopropustnosti na plyny pro využití k výrobě plášťů Bc. František Zaoral Diplomová práce 2013 ABSTRAKT Diplomová práce se zabývá propustností pro plyny vnitřní
Vývoj kaučukové směsi pro snížení plynopropustnosti na plyny pro využití k výrobě plášťů Bc. František Zaoral Diplomová práce 2013 ABSTRAKT Diplomová práce se zabývá propustností pro plyny vnitřní
Optimalizace procesu výroby pro vybranou skupinu nákladních plášťů pneumatik. Bc. Miroslav Mandrholc
 Optimalizace procesu výroby pro vybranou skupinu nákladních plášťů pneumatik Bc. Miroslav Mandrholc Diplomová práce 200 Příjmení a jméno: Mandrholc Miroslav Obor: Řízení jakosti P R O H L Á Š E N Í Prohlašuji,
Optimalizace procesu výroby pro vybranou skupinu nákladních plášťů pneumatik Bc. Miroslav Mandrholc Diplomová práce 200 Příjmení a jméno: Mandrholc Miroslav Obor: Řízení jakosti P R O H L Á Š E N Í Prohlašuji,
Zavádění nového rozměru pneu na konfekci pro OFF-TAKE výrobu. David Šubarda
 Zavádění nového rozměru pneu na konfekci pro OFF-TAKE výrobu David Šubarda Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zaměřuje na návrh osobního radiálního pláště na konfekci pneu pro zákazníka,
Zavádění nového rozměru pneu na konfekci pro OFF-TAKE výrobu David Šubarda Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zaměřuje na návrh osobního radiálního pláště na konfekci pneu pro zákazníka,
Sezonní stabilita vlastností kaučukových směsí. Bc. Bohumil Škutek
 Sezonní stabilita vlastností kaučukových směsí Bc. Bohumil Škutek Diplomová práce 2015 ABSTRAKT Diplomová práce se zabývá vlivem takzvané sezónnosti, to je podmínkami prostředí, jako je teplota nebo
Sezonní stabilita vlastností kaučukových směsí Bc. Bohumil Škutek Diplomová práce 2015 ABSTRAKT Diplomová práce se zabývá vlivem takzvané sezónnosti, to je podmínkami prostředí, jako je teplota nebo
Kola a pneumatiky. Druhy kol : - dle konstrukce : a) disková - plná - odlehčená - s otvory ve stěně disku - větraná - s otvory mezi diskem a ráfkem
 disková - plná - odlehčená - s otvory ve stěně disku - větraná - s otvory mezi diskem a ráfkem") Kola a pneumatiky Úkolem kol je přenášet tlak nápravy na vozovku, spolehlivě vést vozidlo po zvolené dráze a přenášet na vozovku brzdné a vodící popř. hnací síly. Zároveň se podílejí na tlumení rázů způsobených
Kola a pneumatiky Úkolem kol je přenášet tlak nápravy na vozovku, spolehlivě vést vozidlo po zvolené dráze a přenášet na vozovku brzdné a vodící popř. hnací síly. Zároveň se podílejí na tlumení rázů způsobených
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Oprava bezdušových pneumatik
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: 2.8. Oprava bezdušových pneumatik Obor: Autokarosář Ročník: 3. Zpracoval(a): Bc. Petr Ondrůšek Střední průmyslová škola Uherský Brod, 2010 Obsah 1. Oprava
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: 2.8. Oprava bezdušových pneumatik Obor: Autokarosář Ročník: 3. Zpracoval(a): Bc. Petr Ondrůšek Střední průmyslová škola Uherský Brod, 2010 Obsah 1. Oprava
Využití odpadní pryžové drti z pneumatik jako plniva do geopolymeru. Bc. Hana Koníčková
 Využití odpadní pryžové drti z pneumatik jako plniva do geopolymeru Bc. Hana Koníčková Diplomová práce 2010 Příjmení a jméno: Koníčková Hana Obor: IOŽP Prohlašuji, že P R O H L Á Š E N Í beru na vědomí,
Využití odpadní pryžové drti z pneumatik jako plniva do geopolymeru Bc. Hana Koníčková Diplomová práce 2010 Příjmení a jméno: Koníčková Hana Obor: IOŽP Prohlašuji, že P R O H L Á Š E N Í beru na vědomí,
Konstrukce vstřikovací formy pro vstřikování elastomerů. Bc. Adam Škrobák
 Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Konstrukce vstřikovací formy pro vstřikování elastomerů Bc. Adam Škrobák Diplomová práce 2010 ABSTRAKT Tato diplomová práce se zabývá konstrukcí vstřikovací formy pro vstřikování elastomerních zkušebních
Instalace a nastavení linky pro výrobu radiálních plášťů s navíjeným běhounem. Bc. Michal Seďa
 Instalace a nastavení linky pro výrobu radiálních plášťů s navíjeným běhounem Bc. Michal Seďa Diplomová práce 2010 Příjmení a jméno: Seďa Michal Obor: Řízení jakosti P R O H L Á Š E N Í Prohlašuji, že
Instalace a nastavení linky pro výrobu radiálních plášťů s navíjeným běhounem Bc. Michal Seďa Diplomová práce 2010 Příjmení a jméno: Seďa Michal Obor: Řízení jakosti P R O H L Á Š E N Í Prohlašuji, že
HŘÍDELOVÉ SPOJKY A BRZDY
 HŘÍDELOVÉ SPOJKY A BRZDY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
HŘÍDELOVÉ SPOJKY A BRZDY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ. Studijní program: B 2301 Strojní inženýrství Studijní obor: 2301R016 Dopravní a manipulační technika
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní obor: 2301R016 Dopravní a manipulační technika BAKALÁŘSKÁ PRÁCE Pneumatiky pro silniční vozidla Autor:
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní obor: 2301R016 Dopravní a manipulační technika BAKALÁŘSKÁ PRÁCE Pneumatiky pro silniční vozidla Autor:
Vliv povlakování na životnost šneku VS. Kovařík Václav
 Vliv povlakování na životnost šneku VS Kovařík Václav Bakalářská práce 2011 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské práce souhlasím
Vliv povlakování na životnost šneku VS Kovařík Václav Bakalářská práce 2011 Příjmení a jméno:. Obor:. P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské práce souhlasím
SHRNUTÍ STÁVAJÍCÍCH KONSTRUKCÍ ŠROTOVNÍKŮ
 SHRNUTÍ STÁVAJÍCÍCH KONSTRUKCÍ ŠROTOVNÍKŮ Šrotování (drcení krmiv) je prakticky využíváno relativně krátkou historickou dobu. Největšího rozmachu a technického zdokonalování toto odvětví zažilo až v průběhu
SHRNUTÍ STÁVAJÍCÍCH KONSTRUKCÍ ŠROTOVNÍKŮ Šrotování (drcení krmiv) je prakticky využíváno relativně krátkou historickou dobu. Největšího rozmachu a technického zdokonalování toto odvětví zažilo až v průběhu
Návrh systému řízení BOZP v podnicích gumárenského průmyslu
 Návrh systému řízení BOZP v podnicích gumárenského průmyslu OSH Management System Design in Enterprises Rubber Industry Bc. Helena Macíková Diplomová práce 2013 ABSTRAKT Tato diplomová práce je rozdělena
Návrh systému řízení BOZP v podnicích gumárenského průmyslu OSH Management System Design in Enterprises Rubber Industry Bc. Helena Macíková Diplomová práce 2013 ABSTRAKT Tato diplomová práce je rozdělena
SIZE DISTRIBUTION REARRANGEMENT VIA TRANSPORT ROADS IN THE SAND TRANSPORT APPLICATION. Petr Bortlík a Jiří Zegzulka b
 ZMĚNY GRANULOMETRIE SYPKÉ HMOTY NA DOPRAVNÍCH TRASÁCH V APLIKACI NA DOPRAVU PÍSKU SIZE DISTRIBUTION REARRANGEMENT VIA TRANSPORT ROADS IN THE SAND TRANSPORT APPLICATION Petr Bortlík a Jiří Zegzulka b a
ZMĚNY GRANULOMETRIE SYPKÉ HMOTY NA DOPRAVNÍCH TRASÁCH V APLIKACI NA DOPRAVU PÍSKU SIZE DISTRIBUTION REARRANGEMENT VIA TRANSPORT ROADS IN THE SAND TRANSPORT APPLICATION Petr Bortlík a Jiří Zegzulka b a
Mendelova univerzita v Brně Agronomická fakulta Ústav aplikované a krajinné ekologie
 Mendelova univerzita v Brně Agronomická fakulta Ústav aplikované a krajinné ekologie Výzkum možností využití vybraných druhů komunálních odpadů se zaměřením na odpadní pneumatiky Disertační práce Školitel:
Mendelova univerzita v Brně Agronomická fakulta Ústav aplikované a krajinné ekologie Výzkum možností využití vybraných druhů komunálních odpadů se zaměřením na odpadní pneumatiky Disertační práce Školitel:
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
TECHNOLOGIE CHLAZENÍ VSTŘIKOVACÍ FORMY POMOCÍ KAPALNÉHO CO 2
 1 OVĚŘENÁ TECHNOLOGIE typ aplikovaného výstupu Z vzniklý za podpory projektu TECHNOLOGIE CHLAZENÍ VSTŘIKOVACÍ FORMY POMOCÍ KAPALNÉHO CO 2 OVĚŘENÁ TECHNOLOGIE - ZPRÁVA KSP-2015-Z-OT-02 ROK 2015 Autor: Ing.
1 OVĚŘENÁ TECHNOLOGIE typ aplikovaného výstupu Z vzniklý za podpory projektu TECHNOLOGIE CHLAZENÍ VSTŘIKOVACÍ FORMY POMOCÍ KAPALNÉHO CO 2 OVĚŘENÁ TECHNOLOGIE - ZPRÁVA KSP-2015-Z-OT-02 ROK 2015 Autor: Ing.
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU
 TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
kapitola 39 - poznámky ke kapitole
 K A P I T O L A 39 PLASTY A VÝROBKY Z NICH Poznámky 1. V celé nomenklatuře se výrazem plasty rozumějí materiály čísel 3901 až 3914, které působením vnějšího vlivu (zpravidla tepla a tlaku, případně rozpouštědla
K A P I T O L A 39 PLASTY A VÝROBKY Z NICH Poznámky 1. V celé nomenklatuře se výrazem plasty rozumějí materiály čísel 3901 až 3914, které působením vnějšího vlivu (zpravidla tepla a tlaku, případně rozpouštědla
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
Tvorba 3D modelu vstřikovací formy. Jan Vykydal
 Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
Tvorba 3D modelu vstřikovací formy Jan Vykydal Bakalářská práce 2015 ABSTRAKT Tato bakalářská práce se zabývá konstrukcí 3D modelu vstřikovací formy pro vybraný plastový díl, kterým je podvozek modelu
 Kontrola pneumatik před obnovou Neopravitelné vady Pracoviště vstupní kontroly Koruna, nárazníková část Separace nárazníkových vložek Separace způsobená tepelně-mechanickými vlivy (přetížení, podhuštění
Kontrola pneumatik před obnovou Neopravitelné vady Pracoviště vstupní kontroly Koruna, nárazníková část Separace nárazníkových vložek Separace způsobená tepelně-mechanickými vlivy (přetížení, podhuštění
Úvod. Úvod. Všeobecně 4. Spojovací systém nn 7. Ukončovací systém vn 8. Spojovací systém vn 9. Řízení elektrického pole v kabelových souborech 10
 2 Úvod Úvod Všeobecně 4 Spojovací systém nn 7 Ukončovací systém vn 8 Spojovací systém vn 9 Řízení elektrického pole v kabelových souborech 10 Odolnost vůči prostředí a stárnutí 11 Technologie teplem smrštitelných
2 Úvod Úvod Všeobecně 4 Spojovací systém nn 7 Ukončovací systém vn 8 Spojovací systém vn 9 Řízení elektrického pole v kabelových souborech 10 Odolnost vůči prostředí a stárnutí 11 Technologie teplem smrštitelných
Výzkum vlivu materiálu formy na vlastnosti polymerních. Bc. Jan Švehlík
 Výzkum vlivu materiálu formy na vlastnosti polymerních výrobků Bc. Jan Švehlík Diplomová práce 2014 (3) Do práva autorského také nezasahuje škola nebo školské či vzdělávací zařízení, užije-li nikoli
Výzkum vlivu materiálu formy na vlastnosti polymerních výrobků Bc. Jan Švehlík Diplomová práce 2014 (3) Do práva autorského také nezasahuje škola nebo školské či vzdělávací zařízení, užije-li nikoli
Jaromír Literák. Zelená chemie Problematika odpadů, recyklace
 Zelená chemie Problematika odpadů, recyklace Problematika odpadů Vznik odpadů a odpadní energie ve všech fázích životního cyklu. dpadem se může stát samotný výrobek na konci životního cyklu. Vznik odpadů
Zelená chemie Problematika odpadů, recyklace Problematika odpadů Vznik odpadů a odpadní energie ve všech fázích životního cyklu. dpadem se může stát samotný výrobek na konci životního cyklu. Vznik odpadů
Antonín Kříž a) Miloslav Chlan b)
 Miloslav Chlan b)") OVLIVNĚNÍ KVALITY GALVANICKÉ VRSTVY AUTOMOBILOVÉHO KLÍČE VÝCHOZÍ STRUKTUROU MATERIÁLU INFLUENCE OF INITIAL MICROSTRUCTURE OF A CAR KEY MATERIAL ON THE ELECTROPLATED LAYER QUALITY Antonín Kříž a) Miloslav
OVLIVNĚNÍ KVALITY GALVANICKÉ VRSTVY AUTOMOBILOVÉHO KLÍČE VÝCHOZÍ STRUKTUROU MATERIÁLU INFLUENCE OF INITIAL MICROSTRUCTURE OF A CAR KEY MATERIAL ON THE ELECTROPLATED LAYER QUALITY Antonín Kříž a) Miloslav
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plasty Plasty, známé také pod názvem plastické hmoty nebo pod ne zcela přesným (obecnějším) názvem umělé hmoty,
UNIVERZITA PARDUBICE DOPRAVNÍ FAKULTA JANA PERNERA
 UNIVERZITA PARDUBICE DOPRAVNÍ FAKULTA JANA PERNERA Ž i v o t n í p r o s t ř e d í SEMESTRÁLNÍ PRÁCE Téma : Recyklace ojetých pneumatik Pracovní skupina: 3. Studijní skupina: 26 Zpracovali : Petr Šimek,
UNIVERZITA PARDUBICE DOPRAVNÍ FAKULTA JANA PERNERA Ž i v o t n í p r o s t ř e d í SEMESTRÁLNÍ PRÁCE Téma : Recyklace ojetých pneumatik Pracovní skupina: 3. Studijní skupina: 26 Zpracovali : Petr Šimek,
Metody termické analýzy. 3. Termické metody všeobecně. Uspořádání experimentů.
 3. ermické metody všeobecně. Uspořádání experimentů. 3.1. vhodné pro polymery a vlákna ermická analýza je širší pojem pro metody, při nichž se měří fyzikální a chemické vlastnosti látky nebo směsi látek
3. ermické metody všeobecně. Uspořádání experimentů. 3.1. vhodné pro polymery a vlákna ermická analýza je širší pojem pro metody, při nichž se měří fyzikální a chemické vlastnosti látky nebo směsi látek
15 DEGRADACE IZOLAČNÍCH SYSTÉMŮ TOČIVÝCH STROJŮ ELEKTRICKÉ STROMEČKY
 15 DEGRADACE IZOLAČNÍCH SYSTÉMŮ TOČIVÝCH STROJŮ ELEKTRICKÉ STROMEČKY Martin Širůček ZÁPADOČESKÁ UNIVERZITA V PLZNI Fakulta elektrotechnická Katedra technologíí a měření 1. Úvod Významná část poruch ve
15 DEGRADACE IZOLAČNÍCH SYSTÉMŮ TOČIVÝCH STROJŮ ELEKTRICKÉ STROMEČKY Martin Širůček ZÁPADOČESKÁ UNIVERZITA V PLZNI Fakulta elektrotechnická Katedra technologíí a měření 1. Úvod Významná část poruch ve
Vlastnosti, poškozování, konzervační postupy
 UMĚLÉ HMOTY Vlastnosti, poškozování, konzervační postupy Polosyntetické (polymerizovány z přírodních surovin) a syntetické (zcela uměle) Historie Vznik plastických hmot-polovina 19.století, rychlé rozšíření.
UMĚLÉ HMOTY Vlastnosti, poškozování, konzervační postupy Polosyntetické (polymerizovány z přírodních surovin) a syntetické (zcela uměle) Historie Vznik plastických hmot-polovina 19.století, rychlé rozšíření.
Železobetonové patky pro dřevěné sloupy venkovních vedení do 45 kv
 Podniková norma energetiky pro rozvod elektrické energie ČEZ Distribuce, E.ON Distribuce, E.ON ČR, Železobetonové patky pro dřevěné sloupy venkovních vedení do 45 kv PNE 34 8211 3. vydání Odsouhlasení
Podniková norma energetiky pro rozvod elektrické energie ČEZ Distribuce, E.ON Distribuce, E.ON ČR, Železobetonové patky pro dřevěné sloupy venkovních vedení do 45 kv PNE 34 8211 3. vydání Odsouhlasení
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE
 KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
CZ.1.07/1.5.00/34.0304
 Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
TEXTILNÍ STROJE. Úvod do strojírenství (2009/2010) 10/1 Stanislav Beroun
 10/1 Stanislav Beroun") TEXTILNÍ STROJE Umění zpracovávat vlákna do vhodných útvarů pro potřeby člověka 4000 let před n.l. Vlákna: Přírodní - rostlinná ze semen (bavlna, kokos, ) lýková (len, konopí, juta, ) z listů (sisal, konopí,
TEXTILNÍ STROJE Umění zpracovávat vlákna do vhodných útvarů pro potřeby člověka 4000 let před n.l. Vlákna: Přírodní - rostlinná ze semen (bavlna, kokos, ) lýková (len, konopí, juta, ) z listů (sisal, konopí,
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
3. ROZDĚLENÍ PLASTŮ TERMOPLASTY, REAKTOPLASTY; MECHANICKÉ CHOVÁNÍ PLASTŮ; KAUČUKY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento
Provozní bezpečnost - Problematika vzniku, monitoringu a eliminace prašné frakce, stanovení prostředí a zón s nebezpečím výbuchu
 Provozní bezpečnost - Problematika vzniku, monitoringu a eliminace prašné frakce, stanovení prostředí a zón s nebezpečím výbuchu Ing. Martin Kulich, Ph.D., VVUÚ, a.s., Ostrava Radvanice Jaromír Matějů,
Provozní bezpečnost - Problematika vzniku, monitoringu a eliminace prašné frakce, stanovení prostředí a zón s nebezpečím výbuchu Ing. Martin Kulich, Ph.D., VVUÚ, a.s., Ostrava Radvanice Jaromír Matějů,
METALOGRAFIE I. 1. Úvod
 METALOGRAFIE I 1. Úvod Metalografie je nauka, která pojednává o vnitřní stavbě kovů a slitin. Jejím cílem je zviditelnění struktury materiálu a následné studium pomocí světelného či elektronového mikroskopu.
METALOGRAFIE I 1. Úvod Metalografie je nauka, která pojednává o vnitřní stavbě kovů a slitin. Jejím cílem je zviditelnění struktury materiálu a následné studium pomocí světelného či elektronového mikroskopu.
Výroba dřevotřískových desek (DTD)
") Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Výroba dřevotřískových desek, VY_32_INOVACE_IND110
Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Výroba dřevotřískových desek, VY_32_INOVACE_IND110
Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů
 Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů Plasty jsou dnes všudypřítomné, a hlavně v mnohých případech nenahraditelné. S narůstajícím množstvím druhů a typů plastů (s rozličnými
Plasty pro stavebnictví a architekturu 1 Úvod do zpracování plastů Plasty jsou dnes všudypřítomné, a hlavně v mnohých případech nenahraditelné. S narůstajícím množstvím druhů a typů plastů (s rozličnými
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ
 tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
Lukopren N - silikonové dvousložkové kaučuky
 ISO 9001 - silikonové dvousložkové kaučuky Charakteristika jsou silikonové dvousložkové kaučuky takzvaného kondenzačního typu. Po smíchání pasty s kata-lyzátorem dochází k vulkanizaci v celé hmotě během
ISO 9001 - silikonové dvousložkové kaučuky Charakteristika jsou silikonové dvousložkové kaučuky takzvaného kondenzačního typu. Po smíchání pasty s kata-lyzátorem dochází k vulkanizaci v celé hmotě během
OZNÁMENÍ. dle 6 zákona č. 100/2001 Sb., o posuzování vlivů na životní prostředí v platném znění, s obsahem a rozsahem dle přílohy č.
 Zakázka číslo: 48/2014 Nánosovací zařízení v areálu závodu GUMOTEX v Břeclavi OZNÁMENÍ dle 6 zákona č. 100/2001 Sb., o posuzování vlivů na životní prostředí v platném znění, s obsahem a rozsahem dle přílohy
Zakázka číslo: 48/2014 Nánosovací zařízení v areálu závodu GUMOTEX v Břeclavi OZNÁMENÍ dle 6 zákona č. 100/2001 Sb., o posuzování vlivů na životní prostředí v platném znění, s obsahem a rozsahem dle přílohy
VYZTUŽOVÁNÍ STRUKTURY BETONU OCELOVÝMI VLÁKNY. ČVUT Fakulta stavební, katedra betonových konstrukcí a mostů, Thákurova 7, 166 29 Praha 6, ČR
 VYZTUŽOVÁNÍ STRUKTURY BETONU OCELOVÝMI VLÁKNY Karel Trtík ČVUT Fakulta stavební, katedra betonových konstrukcí a mostů, Thákurova 7, 166 29 Praha 6, ČR Abstrakt Článek je zaměřen na problematiku vyztužování
VYZTUŽOVÁNÍ STRUKTURY BETONU OCELOVÝMI VLÁKNY Karel Trtík ČVUT Fakulta stavební, katedra betonových konstrukcí a mostů, Thákurova 7, 166 29 Praha 6, ČR Abstrakt Článek je zaměřen na problematiku vyztužování
Předmět: Stroje a zařízení v oděvní výrobě. Strojní šicí jehla,,povrchové úpravy yjehel Nové trendy jehel. Ing. Katarína Zelová, Ph.D.
 Předmět: Strojní šicí jehla,,povrchové úpravy yjehel Nové trendy jehel Špice a hroty jehel Ing. Katarína Zelová, Ph.D. STROJNÍ ŠICÍ JEHLA 2 Strojní šicí jehla je finálním členem ústrojí pohybu jehly její
Předmět: Strojní šicí jehla,,povrchové úpravy yjehel Nové trendy jehel Špice a hroty jehel Ing. Katarína Zelová, Ph.D. STROJNÍ ŠICÍ JEHLA 2 Strojní šicí jehla je finálním členem ústrojí pohybu jehly její
Silikonová lepidla a těsnicí hmoty
 Silikonová lepidla a těsnicí hmoty Lepidla se dodávají v široké škále chemických složeních, z nichž každé má své specifické vlastnosti a použití. V této souvislosti jsou silikony často označovány spíše
Silikonová lepidla a těsnicí hmoty Lepidla se dodávají v široké škále chemických složeních, z nichž každé má své specifické vlastnosti a použití. V této souvislosti jsou silikony často označovány spíše
2. DOPRAVA KAPALIN. h v. h s. Obr. 2.1 Doprava kapalin čerpadlem h S sací výška čerpadla, h V výtlačná výška čerpadla 2.1 HYDROSTATICKÁ ČERPADLA
 2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
2. DOPRAVA KAPALIN Zařízení pro dopravu kapalin dodávají tekutinám energii pro transport kapaliny, pro hrazení ztrát způsobených jejich viskozitou (vnitřním třením), překonání výškových rozdílů, umožnění
LEPENÉ SPOJE. 1, Podstata lepícího procesu
 LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
POZEMNÍ KOMUNIKACE II
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STAVEBNÍ DR. ING. MICHAL VARAUS POZEMNÍ KOMUNIKACE II MODUL 3 ASFALTOVÁ POJIVA STUDIJNÍ OPORY PRO STUDIJNÍ PROGRAMY S KOMBINOVANOU FORMOU STUDIA Pozemní komunikace
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STAVEBNÍ DR. ING. MICHAL VARAUS POZEMNÍ KOMUNIKACE II MODUL 3 ASFALTOVÁ POJIVA STUDIJNÍ OPORY PRO STUDIJNÍ PROGRAMY S KOMBINOVANOU FORMOU STUDIA Pozemní komunikace
INFLUENCE OF COSTS FOR OPERATING, MAINTENANCE AND RENEWAL OF EQUIPMENT IN ELECTROPLATING CONTACT SYSTEMS AND IMMERSION HEATERS
 OVLIVŇOVÁNÍ NÁKLADŮ NA PROVOZ, ÚDRŽBU A OBNOVU ZAŘÍZENÍ V GALVANOTECHNICE ELEKTROVODNÁ LŮŽKA A PONORNÁ TOPNÁ TĚLESA INFLUENCE OF COSTS FOR OPERATING, MAINTENANCE AND RENEWAL OF EQUIPMENT IN ELECTROPLATING
OVLIVŇOVÁNÍ NÁKLADŮ NA PROVOZ, ÚDRŽBU A OBNOVU ZAŘÍZENÍ V GALVANOTECHNICE ELEKTROVODNÁ LŮŽKA A PONORNÁ TOPNÁ TĚLESA INFLUENCE OF COSTS FOR OPERATING, MAINTENANCE AND RENEWAL OF EQUIPMENT IN ELECTROPLATING
Konstrukce vstřikovací formy pro výrobu plastového dílu. Lukáš Mach
 Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Konstrukce vstřikovací formy pro výrobu plastového dílu Lukáš Mach Bakalářská práce 2015 ABSTRAKT Bakalářská práce se zaměřuje na konstrukci vstřikovací formy pro plastový díl, konkrétně elektroinstalační
Životní prostředí. Plasty v životním prostředí
 Životní prostředí Plasty v životním prostředí 1868 John Wesley Hyatt inzerát 1856 Alexander Parkes nitrát celulosy 1870 John Wesley Hyatt celuloid 1872 The Celluloid Manufacturing Co. & J. W. Hyatt
Životní prostředí Plasty v životním prostředí 1868 John Wesley Hyatt inzerát 1856 Alexander Parkes nitrát celulosy 1870 John Wesley Hyatt celuloid 1872 The Celluloid Manufacturing Co. & J. W. Hyatt
Výroba plošných spojů
 Výroba plošných spojů V současné době se používají tři druhy výrobních postupů: Subtraktivní, aditivní a semiaditivní. Jak vyplývá z názvu, subtraktivní postup spočívá v odstraňování přebytečné mědi (leptání),
Výroba plošných spojů V současné době se používají tři druhy výrobních postupů: Subtraktivní, aditivní a semiaditivní. Jak vyplývá z názvu, subtraktivní postup spočívá v odstraňování přebytečné mědi (leptání),
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009. Marek Urban (marekurban@seznam.cz)
") Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Mechanik komplexního pneuservisu (kód: 23-091-H)
") Mechanik komplexního pneuservisu (kód: 23-091-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Kvalifikační úroveň NSK
Mechanik komplexního pneuservisu (kód: 23-091-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Kvalifikační úroveň NSK
1 MECHANICKÉ PŘEVODY D 1. (funkce, převodový poměr, druhy, třecí, řemenové a řetězové převody, části, použití,
 1 MECHANICKÉ PŘEVODY (funkce, převodový poměr, druhy, třecí, řemenové a řetězové převody, části, použití, montáž) Mechanické převody jsou určeny : k přenosu rotačního pohybu a točivého momentu, ke změně
1 MECHANICKÉ PŘEVODY (funkce, převodový poměr, druhy, třecí, řemenové a řetězové převody, části, použití, montáž) Mechanické převody jsou určeny : k přenosu rotačního pohybu a točivého momentu, ke změně
Operační rukavice Jana Bednaříková, B. Braun Medical s.r.o. Brno 22.9.2015
 Operační rukavice Jana Bednaříková, B. Braun Medical s.r.o. Brno 22.9.2015 Osobní ochranné pracovní pomůcky (OOPP) Informované použití OOPP je nezbytnou součástí metodiky zavedené ke kontrole šíření infekcí
Operační rukavice Jana Bednaříková, B. Braun Medical s.r.o. Brno 22.9.2015 Osobní ochranné pracovní pomůcky (OOPP) Informované použití OOPP je nezbytnou součástí metodiky zavedené ke kontrole šíření infekcí
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T E R I Á L Y _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 3 _ N E K O V O V É T E C H N I C K É M A T E R I Á L Y _ P W P Název školy: Číslo a název projektu:
NOVÉ ZKUŠEBNÍ ZAŘÍZENÍ PRO TRIBOLOGICKOU ZKOUŠKU ZALISOVÁNÍ ZA ROTACE
 NOVÉ ZKUŠEBNÍ ZAŘÍZENÍ PRO TRIBOLOGICKOU ZKOUŠKU ZALISOVÁNÍ ZA ROTACE A NEW TESTING MACHINE FOR COMPRESSION-SPIN TEST Bohuslav Mašek, Veronika Fryšová, Václav Koucký Západočeská univerzita v Plzni, Univerzitní
NOVÉ ZKUŠEBNÍ ZAŘÍZENÍ PRO TRIBOLOGICKOU ZKOUŠKU ZALISOVÁNÍ ZA ROTACE A NEW TESTING MACHINE FOR COMPRESSION-SPIN TEST Bohuslav Mašek, Veronika Fryšová, Václav Koucký Západočeská univerzita v Plzni, Univerzitní
Polyterpeny PŘÍRODNÍ POLYMERY. RNDr. Ladislav Pospíšil, CSc. pospisil@gascontrolplast.cz www.gascontrolplast.cz UČO:29716 15. 10.
 PŘÍRODNÍ POLYMERY Polyterpeny RNDr. Ladislav Pospíšil, CSc. pospisil@gascontrolplast.cz www.gascontrolplast.cz UČO:29716 15. 10. 2015 PŘÍRODNÍ POLYMERY PŘF MU 1 LEKCE Časový plán téma 1 Úvod do předmětu
PŘÍRODNÍ POLYMERY Polyterpeny RNDr. Ladislav Pospíšil, CSc. pospisil@gascontrolplast.cz www.gascontrolplast.cz UČO:29716 15. 10. 2015 PŘÍRODNÍ POLYMERY PŘF MU 1 LEKCE Časový plán téma 1 Úvod do předmětu
Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman
 ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
ODBORNÉ VZDĚLÁVÁNÍ ÚŘEDNÍKŮ PRO VÝKON STÁTNÍ SPRÁVY OCHRANY OVZDUŠÍ V ČESKÉ REPUBLICE Metalurgie neželezných kovů Slévárenství Část 2 Ing. Vladimír Toman 1 Pro dále uvedené činnosti je charakteristické
Tření je přítel i nepřítel
 Tření je přítel i nepřítel VIDEO K TÉMATU: http://www.ceskatelevize.cz/porady/10319921345-rande-s-fyzikou/video/ Tření je v určitých případech i prospěšné. Jde o to, že řada lidí si myslí, že tření má
Tření je přítel i nepřítel VIDEO K TÉMATU: http://www.ceskatelevize.cz/porady/10319921345-rande-s-fyzikou/video/ Tření je v určitých případech i prospěšné. Jde o to, že řada lidí si myslí, že tření má
České dráhy, a.s. ČD V 99/1. Oprava dvojkolí. železničních kolejových vozidel. Úroveň přístupu B
 České dráhy, a.s. ČD V 99/1 Oprava dvojkolí železničních kolejových vozidel Úroveň přístupu B ČD V99/1 Účinnost od 1.12.2010 České dráhy, a.s. ČD V 99/1 Oprava dvojkolí železničních kolejových vozidel
České dráhy, a.s. ČD V 99/1 Oprava dvojkolí železničních kolejových vozidel Úroveň přístupu B ČD V99/1 Účinnost od 1.12.2010 České dráhy, a.s. ČD V 99/1 Oprava dvojkolí železničních kolejových vozidel
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI 2.5 ZÁKLADY PÁJENÍ Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Bc. Josef Mahdal Střední průmyslová škola Uherský Brod, 2009 Projekt je spolufinancován
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI 2.5 ZÁKLADY PÁJENÍ Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Bc. Josef Mahdal Střední průmyslová škola Uherský Brod, 2009 Projekt je spolufinancován
zapažovací systémy pro studny na vodu
 VŠEOBECNÉ ÚDAJE strana: PVC Chemické vlastnosti PVC Fyzikální vlastnosti Požadavky na kvalitu POPIS VÝROBKŮ strana: Zapažovací trubky Filtrační trubky Vršky a zátky zapažovacího potrubí Filtry se souvislou
VŠEOBECNÉ ÚDAJE strana: PVC Chemické vlastnosti PVC Fyzikální vlastnosti Požadavky na kvalitu POPIS VÝROBKŮ strana: Zapažovací trubky Filtrační trubky Vršky a zátky zapažovacího potrubí Filtry se souvislou
Stručné shrnutí údajů uvedených v žádosti
 Stručné shrnutí údajů uvedených v žádosti 1.Identifikace provozovatele (žadatele) Biosolid, s.r.o. Kostelanská 2128 686 03 Staré Město IČ : 26136830 2.Popis zařízení a přehled případných hlavních variant
Stručné shrnutí údajů uvedených v žádosti 1.Identifikace provozovatele (žadatele) Biosolid, s.r.o. Kostelanská 2128 686 03 Staré Město IČ : 26136830 2.Popis zařízení a přehled případných hlavních variant
p V = n R T Při stlačování vkládáme do systému práci a tím se podle 1. věty termodynamické zvyšuje vnitřní energie systému U = q + w
 3. DOPRAVA PLYNŮ Ve výrobních procesech se často dopravují a zpracovávají plyny za tlaků odlišných od tlaku atmosférického. Podle poměru stlačení, tj. poměru tlaků před a po kompresi, jsou stroje na dopravu
3. DOPRAVA PLYNŮ Ve výrobních procesech se často dopravují a zpracovávají plyny za tlaků odlišných od tlaku atmosférického. Podle poměru stlačení, tj. poměru tlaků před a po kompresi, jsou stroje na dopravu
Dlouhá životnost Vysoká spolehlivost Vynikající výkon. Gumové pásy Bridgestone
 Dlouhá životnost Vysoká spolehlivost Vynikající výkon Gumové pásy Bridgestone SVĚTOVÁ JEDNIČKA V GUMÁRENSKÉM PRŮMYSLU Společnost Bridgestone byla založena v roce 1931 a v průběhu dalších let se stala se
Dlouhá životnost Vysoká spolehlivost Vynikající výkon Gumové pásy Bridgestone SVĚTOVÁ JEDNIČKA V GUMÁRENSKÉM PRŮMYSLU Společnost Bridgestone byla založena v roce 1931 a v průběhu dalších let se stala se
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
3 - Hmotnostní bilance filtrace a výpočet konstant filtrační rovnice
 3 - Hmotnostní bilance filtrace a výpočet konstant filtrační rovnice I Základní vztahy a definice iltrace je jedna z metod dělení heterogenních směsí pevná fáze tekutina. Směs prochází pórovitým materiálem
3 - Hmotnostní bilance filtrace a výpočet konstant filtrační rovnice I Základní vztahy a definice iltrace je jedna z metod dělení heterogenních směsí pevná fáze tekutina. Směs prochází pórovitým materiálem
Úvod technologie hot melt
 Technologie hotmelt Úvod technologie hot melt Průmyslové technologie hot melt jsou v současné době velice dobře konkurenceschopné klasických postupům tepelného pojení. Důvodem jejich použití je zejména
Technologie hotmelt Úvod technologie hot melt Průmyslové technologie hot melt jsou v současné době velice dobře konkurenceschopné klasických postupům tepelného pojení. Důvodem jejich použití je zejména
KONSTRUKCE NÁSTROJŮ PRO VSTŘIKOVÁNÍ PRYŽOVÉ PRACHOVNICE Petr Berg Bakalářská práce 2006
 KONSTRUKCE NÁSTROJŮ PRO VSTŘIKOVÁNÍ PRYŽOVÉ PRACHOVNICE Petr Berg Bakalářská práce 2006 ABSTRAKT Ve své bakalářské práci jsem se zabýval konstrukcí jednotlivých nástrojů na vstřikování pryžové prachovnice.
KONSTRUKCE NÁSTROJŮ PRO VSTŘIKOVÁNÍ PRYŽOVÉ PRACHOVNICE Petr Berg Bakalářská práce 2006 ABSTRAKT Ve své bakalářské práci jsem se zabýval konstrukcí jednotlivých nástrojů na vstřikování pryžové prachovnice.
vyrobeno technologií GREEN LAMBDA
 IZOLACE PODLAH A STROPŮ vyrobeno technologií GREEN LAMBDA Společnost Synthos S.A. vznikla spojením společnosti Firma Chemiczna Dwory S.A. a Kaučuk a.s. Současný název firmy SYNTHOS (zaveden v roce 2007)
IZOLACE PODLAH A STROPŮ vyrobeno technologií GREEN LAMBDA Společnost Synthos S.A. vznikla spojením společnosti Firma Chemiczna Dwory S.A. a Kaučuk a.s. Současný název firmy SYNTHOS (zaveden v roce 2007)
Analýza ztráty stability sendvičových kompozitních panelů při zatížení tlakem
 Analýza ztráty stability sendvičových kompozitních panelů při zatížení tlakem Ing. Jaromír Kučera, Ústav letadlové techniky, FS ČVUT v Praze Vedoucí práce: doc. Ing. Svatomír Slavík, CSc. Abstrakt Analýza
Analýza ztráty stability sendvičových kompozitních panelů při zatížení tlakem Ing. Jaromír Kučera, Ústav letadlové techniky, FS ČVUT v Praze Vedoucí práce: doc. Ing. Svatomír Slavík, CSc. Abstrakt Analýza
II. TABLETY TABULETTAE
 II. TABLETY TABULETTAE Definice tuhé mechanicky pevné přípravky jedna nebo více léčivých látek určeny k perorálnímu podávání polykají se celé žvýkají rozpouštějí nebo dispergují ve vodě ponechají se rozpouštět
II. TABLETY TABULETTAE Definice tuhé mechanicky pevné přípravky jedna nebo více léčivých látek určeny k perorálnímu podávání polykají se celé žvýkají rozpouštějí nebo dispergují ve vodě ponechají se rozpouštět
Základní formy využití polymerů. Aditivy do polymerních látek Plasty Nátěrové hmoty Vlákna
 Základní formy využití polymerů Aditivy do polymerních látek Plasty Nátěrové hmoty Vlákna ADITIVY DO POLYMERŮ POLMER + ADITIVUM = PLAST. PŘÍDAVNÉ LÁTKY DO HDPE/PP ZBYTKY KATALYTICKÉHO SYSTÉMU (SiO2, chromocen,
Základní formy využití polymerů Aditivy do polymerních látek Plasty Nátěrové hmoty Vlákna ADITIVY DO POLYMERŮ POLMER + ADITIVUM = PLAST. PŘÍDAVNÉ LÁTKY DO HDPE/PP ZBYTKY KATALYTICKÉHO SYSTÉMU (SiO2, chromocen,
POZEMNÍ STAVITELSTVÍ I
 POZEMNÍ STAVITELSTVÍ I Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
POZEMNÍ STAVITELSTVÍ I Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
POLOTOVARY Z PLASTŮ A JEJICH ÚPRAVA
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 13 Téma: TECHNOLOGIE VÝROBY PLASTŮ Lektor: Ing. Tomáš Kůgel Třída/y: 2ST, 3ST, 4ST, 2MSA,
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 13 Téma: TECHNOLOGIE VÝROBY PLASTŮ Lektor: Ing. Tomáš Kůgel Třída/y: 2ST, 3ST, 4ST, 2MSA,
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7
 STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
STROJÍRENSKÁ TECHNOLOGIE PŘEDNÁŠKA 7 Slévání postup výroby odlitků; Přesné lití - metoda vytavitelného modelu; SLÉVÁNÍ Je způsob výroby součástí z kovů nebo jiných tavitelných materiálů, při kterém se
- přilba, - oděv - rukavice, - obuv, - opasek. - sekyra, - svítilna, - tísňová píšťalka, (osobní bezpečnostní zařízení).
.") Osobní výstroj a výzbroj: je souhrn předmětů, soubor potřeb, případně oblečení k určité činnosti k vykonávání nějakého úkonu. Výstroj hasiče: Výzbroj hasiče: - přilba, - oděv - rukavice, - obuv, - opasek.
Osobní výstroj a výzbroj: je souhrn předmětů, soubor potřeb, případně oblečení k určité činnosti k vykonávání nějakého úkonu. Výstroj hasiče: Výzbroj hasiče: - přilba, - oděv - rukavice, - obuv, - opasek.
Hřídelové spojky. Spojky přenáší krouticí moment mezi hnacím a hnaným strojem nebo mezi jednotlivými částmi stroje či mechanismu.
 Hřídelové spojky Spojky přenáší krouticí moment mezi hnacím a hnaným strojem nebo mezi jednotlivými částmi stroje či mechanismu. Další funkce spojek přerušení nebo omezení přenosu M k jako ochrana před
Hřídelové spojky Spojky přenáší krouticí moment mezi hnacím a hnaným strojem nebo mezi jednotlivými částmi stroje či mechanismu. Další funkce spojek přerušení nebo omezení přenosu M k jako ochrana před
Seznámení studentů se základními stavebními prvky strojů a strojního zařízení.
 Úvod ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení. OBSAH PŘEDNÁŠKY 1. Úvod technický systém, technická mechanika 2. Spoje - rozebíratelné spoje
Úvod ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení. OBSAH PŘEDNÁŠKY 1. Úvod technický systém, technická mechanika 2. Spoje - rozebíratelné spoje
kapitola 40 - tabulková část
 4000 00 00 00/80 KAUČUK A VÝROBKY Z NĚJ 4001 00 00 00/80 Přírodní kaučuk, balata, gutaperča, guajal, čikl a podobné přírodní gumy, v primárních formách nebo v deskách, listech nebo pásech 4001 10 00 00/80
4000 00 00 00/80 KAUČUK A VÝROBKY Z NĚJ 4001 00 00 00/80 Přírodní kaučuk, balata, gutaperča, guajal, čikl a podobné přírodní gumy, v primárních formách nebo v deskách, listech nebo pásech 4001 10 00 00/80
TECHNOLOGIE II (tváření kovů a plastů)
") TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
TECHNOLOGIE II (tváření kovů a plastů) : (princip, vstřikovací cyklus, technologické parametry, speciální způsoby vstřikování) Autor přednášky: Ing. Jiří SOBOTKA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské
AKUSTICKÉ VADY A PORUCHY NA STAVBÁCH
 AKUSTICKÉ VADY A PORUCHY NA STAVBÁCH Ing. Jan Pešta (1) Ing. Viktor Zwiener, Ph.D. (2) DEKPROJEKT s.r.o., Tiskařská 10/257, 108 00 Praha 10 Malešice, www.atelier-dek.cz (1) Tel. 739 388 182, e-mail: jan.pesta@dek-cz.com,
AKUSTICKÉ VADY A PORUCHY NA STAVBÁCH Ing. Jan Pešta (1) Ing. Viktor Zwiener, Ph.D. (2) DEKPROJEKT s.r.o., Tiskařská 10/257, 108 00 Praha 10 Malešice, www.atelier-dek.cz (1) Tel. 739 388 182, e-mail: jan.pesta@dek-cz.com,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Nové trendy v povrchových úpravách materiálů chromování, komaxitování
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové trendy v povrchových úpravách materiálů chromování, komaxitování Obor: Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
TÉMATICKÉ OKRUHY KE SZZ 2013/14 ING PLASTIKÁŘSKÁ TECHNOLOGIE
 TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
TÉMATICKÉ OKRUHY KE SZZ 2013/14 PLASTIKÁŘSKÁ TECHNOLOGIE 1. Rovnice toku a třídění z reologického hlediska podle průběhu tokové křivky. 2. Aktivační energie viskózního toku Arteniova rovnice. 3. Kapilární
ČESKOSLOVENSKA SOCIALISTICKÁ REPUBLIKA (19) ÚŘAD PRO VYNÁLEZY A OBJEVY
 ÚŘAD PRO VYNÁLEZY A OBJEVY") 1 ČESKOSLOVENSKÁ SOCIALISTICKÁ REPUBLIKA ÚŘAD PRO VYNÁLEZY A OBJEVY V PRAZE 2 AUTORSKÉ OSVĚDČENÍ ČISLO 244791 ÚŘAD PRO VYNÁLEZY A OBJEVY V PRAZE UDÉLIL'PODLE 37, ODST. 1 ZÁKONA C. 84/1972 SB. AUTORSKÉ
1 ČESKOSLOVENSKÁ SOCIALISTICKÁ REPUBLIKA ÚŘAD PRO VYNÁLEZY A OBJEVY V PRAZE 2 AUTORSKÉ OSVĚDČENÍ ČISLO 244791 ÚŘAD PRO VYNÁLEZY A OBJEVY V PRAZE UDÉLIL'PODLE 37, ODST. 1 ZÁKONA C. 84/1972 SB. AUTORSKÉ
Učební texty Montáže Brzdy
 Předmět: Ročník: Vytvořil: Datum: Praxe 2. ročník Fleišman Luděk 29.7.2012 Název zpracovaného celku: Učební texty Montáže Brzdy Brzdy Úkolem brzd je zajistit spolehlivé zpomalování vozidla, přibrzďování
Předmět: Ročník: Vytvořil: Datum: Praxe 2. ročník Fleišman Luděk 29.7.2012 Název zpracovaného celku: Učební texty Montáže Brzdy Brzdy Úkolem brzd je zajistit spolehlivé zpomalování vozidla, přibrzďování
Finální úpravy textilií III. Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D.
 Finální úpravy textilií III Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D. Protižmolková úprava I Tkaniny a pleteniny vyrobené z přízí ze syntetických vláken, především z PAN nebo PES, mají sklon
Finální úpravy textilií III Doc. Ing. Michal Vik, Ph.D., Ing. Martina Viková, Ph.D. Protižmolková úprava I Tkaniny a pleteniny vyrobené z přízí ze syntetických vláken, především z PAN nebo PES, mají sklon
integrované povolení
 HP-Pelzer s.r.o. Výroba komponentů interiérového vybavení v HP Pelzer, odštěpný závod Ostrava Integrované povolení čj. MSK 9020/2012 ze dne 20.1.2012, ve znění pozdějších změn V rámci aktuálního znění
HP-Pelzer s.r.o. Výroba komponentů interiérového vybavení v HP Pelzer, odštěpný závod Ostrava Integrované povolení čj. MSK 9020/2012 ze dne 20.1.2012, ve znění pozdějších změn V rámci aktuálního znění
C.B.M. KONTEJNERY MINI KONTEJNERY TYP 2050-2053 UŽIVATELSKÝ MANUÁL
 3B instruments KONTEJNERY lékařské nástroje C.B.M. KONTEJNERY MINI KONTEJNERY TYP 2050-2053 UŽIVATELSKÝ MANUÁL Upozornění: - Před použití kontejneru se doporučuje zkontrolovat čistotu a provést sterilizační
3B instruments KONTEJNERY lékařské nástroje C.B.M. KONTEJNERY MINI KONTEJNERY TYP 2050-2053 UŽIVATELSKÝ MANUÁL Upozornění: - Před použití kontejneru se doporučuje zkontrolovat čistotu a provést sterilizační
Optimalizace talířové pružiny turbodmychadla
 Konference ANSYS 2011 Optimalizace talířové pružiny turbodmychadla Radek Jandora Honeywell, spol. s r.o. HTS CZ o.z., Tuřanka 100/1387, 627 00 Brno, radek.jandora@honeywell.com Abstract: Po testech životnosti
Konference ANSYS 2011 Optimalizace talířové pružiny turbodmychadla Radek Jandora Honeywell, spol. s r.o. HTS CZ o.z., Tuřanka 100/1387, 627 00 Brno, radek.jandora@honeywell.com Abstract: Po testech životnosti
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM
 NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
RESEARCH OF POSSIBILITIES OF UTILIZATION
 RESEARCH OF POSSIBILITIES OF UTILIZATION OF SELECTED SORTS OF COMMUNAL WASTES FOCUSED ON WASTE TIRES VÝZKUM MOŽNOSTÍ VYUŽITÍ VYBRANÝCH DRUHŮ KOMUNÁLNÍCH ODPADŮ SE ZAMĚŘENÍM NA ODPADNÍ PNEUMATIKY Adamcová
RESEARCH OF POSSIBILITIES OF UTILIZATION OF SELECTED SORTS OF COMMUNAL WASTES FOCUSED ON WASTE TIRES VÝZKUM MOŽNOSTÍ VYUŽITÍ VYBRANÝCH DRUHŮ KOMUNÁLNÍCH ODPADŮ SE ZAMĚŘENÍM NA ODPADNÍ PNEUMATIKY Adamcová
CZ.1.07/1.1.30/01.0038 SPŠ
 Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
Monitorovací indikátor: 06.43.10 Počet nově vytvořených/inovovaných produktů Akce: Přednáška, KA 5 Číslo přednášky: 3 Téma: APLIKACE TENKÝCH VRSTEV NA OBRÁBĚCÍCH NÁSTROJÍCH Lektor: Ing. Jiří Hodač Třída/y:
TECHNOLOGIE VSTŘIKOVÁNÍ
 TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole
TECHNOLOGIE VSTŘIKOVÁNÍ PRŮVODNÍ JEVY působení smykových sil v tavenině ochlazování hmoty a zvyšování viskozity taveniny pokles tlaku od ústí vtoku k čelu taveniny nehomogenní teplotní a napěťové pole