defektoskopie 76 i h) is DŮM TECHNIKY ČVTS PRAHA 1976
|
|
|
- Helena Jandová
- před 8 lety
- Počet zobrazení:
Transkript
1 defektoskopie 76 i h) is DŮM TECHNIKY ČVTS PRAHA 1976

2 DUM TECHNIKY CVTS PRAHA DEFEKTOSKOPIE '
3 Obsah str. Ing. Jaroslav Obraz, CSc. Ultrazvukové sondy pro zjišíování únavových trhlin v blízkosti povrchu 7 Ing. Jiří Ullmann Ultrazvuková kontrola jakosti odporových svarů na vrtných trubkách s privarenými spojníky 20 Ing. Petr Šípek Nedestruktivní kontrola výrobků s austenitickou výstelkou 42 Jan SVoboda Uhlové sondy s různým úhlem lomu z hlediska zjištění vad zejména ve svarových spojích 54 Ing. Stanislav Janovský Stanovení náhradní velikosti vady v praxi 67 Ing. Jiří Pitter Metodika určování šířky konstrukčního neprůvaru a zjišťování trhlin u koutových svarů pomocí ultrazvuku ^2 Pavel Klaana, Jaroslav Kesl Zkušenosti s použitím přístroje D-BSetru při měření tlouštěk materiálu 79 Jiří Šplíchal Mechanizovaná ultrazvuková zkouška základního materiálu součástí rotačních tvarů 8 $ Alois LiSka Nedestruktivní kontrola výrobků potrubí primárního okruhu VVER 440 z oceli jakosti 08CH18N12T? 8

4 František Uacál Ověřování sovětské cejchovecí soupravy KEU Ing. Jaroslav Udatný, ing. Jiří Šimek Kapilární soubor KD - 40 LC 117 Ing.L.Čížek, CSc, Ing.V.Bízek, Ing.R.Pleskač Stanovení optimálních a mezních podmínek při prozařování s ohledem na zjistitelnbst přirozených vad 126 Ing. K. Rytina K volbě parametrů urychlovače pro radiografii velkých tlouštěk 163 Ing. Lubomír Duben, CSc. Zjišťování povrchových vad na ocelových trubkách velkých průměrů 175 Josef Solnař Vícepřlstrojové vybavení automatických nedestruktivních linek pro kontrolu trubek 192 Pavel Laurenčik Kontrola stupňa tepelného spracovania poistných krúžkov elektroinduktívnou meťódou 200 Jaroslav Kunt Příspěvek k problematice sledování trhlin metodou kontaktního měření elektrické vodivosti 208 Doc.Ing.M.Samotný, CSc, Ing.K.Koeman, CSc. Příspěvek k možnosti hodnocení obrobitelnosti kovových materiálů metodami nedestruktivní strukturoskopie 215 Jiří Sácha Poižití tepelných metod pro nedestruktivní defektoskopii v ČSSR 220 Doc.Dr.Ing.Oldřich Taraba, CSc. Rozbor emitovaného ultrazvukového signálu pravděpodobnostním analyzátorem PA 040 PEL

5 Úvod Předkládáme Vám sborník referátů z celostátního semináře Defektoskopie 76, který je již jedenáctým z cyklu každoročních periodických seminářů. Letošní seminář pořádá ČVTS - hutnická společnost - odborná sekce pro defektoskopii ve spolupráci s Celostátním defektoskopickým střediskem SVÚM Praha, Krajskou odbornou skupinou pro defektoskopii v Ostravě při Komitétu jakosti a spolehlivosti a Domem techniky ČVTS Praha. Plány rozvoje našeho socialistického hospodářství kladou stéle větší nároky na strojírensky průmysl. Plnění úkolů pětiletého plánu, integračních cílů, dohod o mezinárodní spolupráci socialistických států i obchodních závazků s ostatními státy a partnery se stává stále složitějším a náročnějším, především v důsledku rychlého rozvoje vědy a techniky. Proto naši vedoucí političtí i hospodářští pracovníci zdůrazňují nutnost neustálého rozvoje a zkvalitňování politické, organizační a technické struktury našich národních podniků. Významné místo v tomto dění zaujímá inovace výrobních programů podniků a dosahování vysoké kvality výrobků přicházejících na náš trh. Vysoké požadavky kladené na výrobky nelze splnit bez důkladného prověření funkce a parametrů (tedy přezkoušení) nově vyvinutých výrobků i výrobků již vyráběných. Cílem těchto seminářů je každoročně seznamovat technickou veřejnost s výsledky základního i aplikovaného výzkumu v oboru nedestruktivní defektoskopie

6 Referáty prvého dne jsou zaměřeny výhradně na ultrazvukovou defektoskopii, jejíž použití v praxi je nejrychlejší a nejekonomičtější. Dále je věnována pozornost prozařování, magnetickým a dalším defektoskopickým metodám. Posláním semináře je kromě přednesení odborných referátů umožnit navázáni přímých kontaktů mezi specialisty a poskytnout tak možnost vzájemné výměny názorů. Věřím, že všichni účastníci semináře naleznou v této publikaci bohatý zdroj inspirace pro práci na svém pracovišti a přispějí k aplikaci těchto teoretických poznatků v každodenní praxi. Jan Pejša, obor strojírenství, Dům techniky ČVTS Praha

7 ULTRAZVUKOVÉ SONDY PRO ZJIŠŤOVANÍ ÚNAVOVÝCH TRHLIN V BLÍZKOSTI POVRCHU Ing. Jaroslav Obraz, CSc./ SVIÍSS / Praha 1. Úvod V tlakových nádobách energetických zařízení se mohou vyskytovat únavové trhliny v blízkosti povrchu. Pro jejich zjišíování, zejména v případech, kdy nesouvisejí s povrchem, je vhodný ultrazvuk. Je známo, že se používá úhlových sond a zkoušení se provádí přímým odrazem od vady, zvláště když tloušíky materiálů jsou větší, jako tomu bývá u nádob energetických jaderných reaktorů. Cílem tohoto příspěvku je uvést některé teoretické i praktické poznatky o typu úhlových sond, kterými lze ultrazvukem zjistit únavové trhliny orientované kolmo k povrchu nebo od tohoto směru mírně skloněné. 2. Měřeni.jednoduchou sondou Trhliny orientované kolmo k povrchu lze ultrazvukem indikovat pouze při použití úhlových sond. Únavové trhliny v blízkosti povrchu se zjišíujl převážně přímým odrazem (obr. 1) úhlovými sondami s vyšším úhlem lomu f. Nepřímý odraz při použití tandemového uspořádání nebývá vhodný, protože při úhlech vyšších než 60 vycházejí vzdálenosti sond v tandemu příliš velké. Výška odraženého echa od vady o náhradní velikosti D závisí na její orientaci. Tuto závislost lze vyjádřit pro vady ve vzdáleném poli výrazem / : /., -ión 7?. (1) je argument Besselovy funkce J-, - 7 -

8 H - výška srovnávacího echa odraženého od nekonečné odrazové plochy při kolmém dopadu (f = 0), D l[/\ - činitel průchodu přes rozhraní lomového klínu úhlové sondy s úhlem V" v oceli (obr. 2),,~ rv") - ginitel odrazu příčné vlny na volném rozhraní oceli natočeném o úhel $ od kolmé roviny, - plocha měniče, - náhradní velikost vady, - úhel dopadu v lomovém klínu sondy, - úhel lomu v oceli, - průmět plochy měniče do roviny kolmé na rovinu lomu a na osu ultrazvukového svazku, - průmět vady do roviny kolmé na rovinu lomu a na osu ultrazvukového svazku, * - délka příčné vlny v oceli, h - hloubka vady, 1 - dráha v lomovém klínu sondy, d - útlum podélné vlny v prostředí sondy, *ť T - útlum příčné vlny v oceli. Výraz (1) byl použit jako výchozí pro praktický výpočet. Nebyla však přímo vynášena poměrná výška echa vzhledem k výšce srovnávacího echa H, nýbrž jako srovnávací hladina (OdB) byla vzata velikost šumu při Jednoduché úhlové sondě s úhlem Y- 60 (57 ) a s velikostí měniče S n = 25 x 16 mm na frekvenci 2 MHz. Na obr. 4 až 6 jsou vyneseny závislosti pro úhlové sondy 57, 70 a 80 pro náhradní velikost vady D R / (V = 3,75. Je samozřejmé, že největší citlivosti se dosahuje při takovém sklonu.j*, kdy osa ultrazvukového svazku dopadá na vadu kolmo. Úhly 57 a 72 byly skutečně naměřené na sondách. Ve všech závislostech se vyskytují význačná minims výšek ech, která jsou pod hladinou šumu. Vady byly v hloubkách 10 a 20 mm. Experimentálne bylo možné ověřit pouze některé body. Výpočet souhlasí s měřením pouze kvalitativně, protože ultrazvukové signály je možné získat pouze tam, kde vypočtená hodnota výšky echa převyšuje hladinu šumu. Srovnáním závislostí na obr. 4 až 6 vyplývá, že echa - 8 -
 byl použit jako výchozí pro praktický výpočet.")
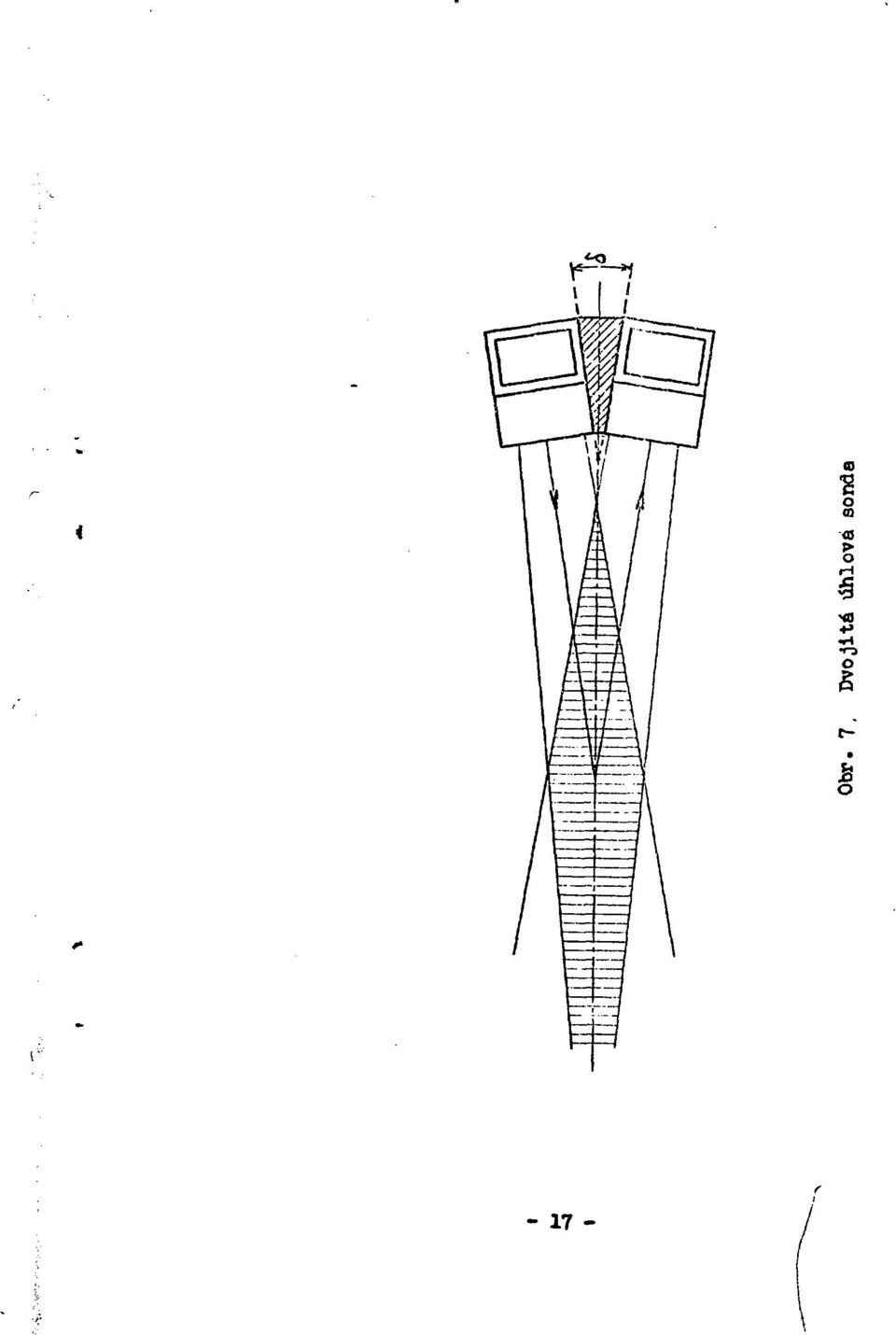
9 větsích výšek lze získat při menších úhlech f = 57 a 60. Sondaai s úhly *y= 70 a 80 nejsou výsledky dobré, protože echa jsou většinou nižší než Sum. AvSak ani sondy s úhly kolem hodnoty /" = 60 nedávají pro praxi uspokojivé výsledky, protože i v tomto případě signály se často přibližují hladině Sumu nebo v ní mizí. V praxi se však vyžaduje, aby signál při ručním zkoušení převyšoval šum nejméně o 6 db a při zkoušení mechanizovaném o 10 db. 5. Měření dvo.1it.vini úhlovými sondami Neuspokojivé výsledky popsané v předchozí části vedly k vývoji dvojitých úhlových sond, o nichž je i z literatury známo, že jsou vhodné pro zkoušení sustenitických materiálů, vyznačujících se vždy velkým ultrazvukovým šumem. Dvojité úhlové sondy se skládají ze dvou samostatných funkčních částí sestavených tak, aby osy ultrazvukových paprsku svíraly úhel (obr. 7). Volbou tohoto úhlu se dosáhne maximální citlivost sondy v určité hloubce pod povrchem, stejně jako tomu je u sond přímých. Dvojité úhlové sondy mají kromě malého šumu i krátké mrtvé pásmo. Výsledky měření vad o poměrné náhradní velikosti D A = 3,75 ležících v hloubkách 10 a 20 mm jsou na obr. 8 a 9. Byla zjišťována závislost na orientaci ts v rozmezí ^ = -10 až +10. Srovnáním naměřených hodnot vyplývá, že nejpříznivější výsledky dává sonda s úhlem -f= 60 (57 ). Úhlové sondy byly navrženy pro úhel if = 60, avšak skutečný úhel zjištěny měřením na mechanickém přípravku byl změřen 57. Průběh citlivosti sond závisí 1 na sklonu S/tobou polovin sondy. Experimentálně bylo zjištěno, že pro danou velikost měničů (8 x 12,? mi Je optimum kolem 2" = 12. Fotom v hloubkách 10 až 25 mm pod povrchem se pracuje s odstupem minimálně 10 db nad šumem. Pro dvojité sondy také přibližně platí vztah (1) pro výšku echa a proto lze srovnat závislosti vypočtené (např. na obr. 4) s naměřenými (např. na obr. 8). Odchylky mezi vypočtenými a naměřenými hodnotami lze vysvětlit přechodem na různé měrky

10 4. Závěr V příspěvku jsou uvedeny výsledky početního a experimentálního vyšetření jednoduchých a dvojitých ultrazvukových sond pro zjišíování únavových trhlin v oceli uhlíkaté i austenitické. Jednoduché sondy jsou pro zkoušení austenitických ocelí zcela nepoužitelné pro velký ultrazvukový šum. Avšak ani pro uhlíkaté oceli nejsou jednoduché sondy vhodné, protože poměr signál - Sum je vyhovující pouze při vhodné orientaci trhliny, kdy ultrazvukový svazek dopadá přibližně kolmo na vadu. Při ostatních orientacích trhliny ultrazvuková echa v šumu úplně nebo částečně zanikají. Pro mechanizovaný způsob zkoušení jsou odstupy signál - šum nedostatečné. Naproti tomu dvojité úhlové sondy dávají uspokojivé výšky ech při dobrém odstupu signálu a šumu. V obou případech, at u sond jednoduchých nebo dvojitých se ukázalo, že nejpříznivější závislost na orientaci vady mají sondy s úhlem lomu í = 60. Úhlové sondy s měniči s velkou plochou, které jsou popsány v tomto příspěvku, jsou vhodné pro mechanizované zkoušení. Pro ruční zkoušení se uplatní sondy s menšími měniči, u nichž vzájemný sklon os vyzařovacích diagramů měničů je menší

11 Obr. 1. ZjiStováni dnavevé trhliny úhlovou soiviou ».--,.S..i.i.í>;.-,-i. - -.i :.-

12 I So I 10 Obr. 2 Součinitel průchodu D ( lľ) při transformaci podélné vlny na příčnou na rozhraní plcxiaklo - oe«l

13 Ml I ' Obr. 3, Součinitel odrazu podélné nebo příčné vlny dopadající pod úhlem JL,. nebo OCT na volné rozhraní oceli

14 o naměřené body pro sondu Y = 5 7 * =10mm ž' h = 20mm šum -3C Obr. 4 Závislosti poměrné výfiky ech z hloubak h = 10 a 20 mm při úhlové sondg s dhlem T * 60 (57 ) na sklonu ^ vady D n^ = 3,
 na")
15 30 20 o naměřené body pro sonda -r - 72,5 10 sum h = 10mm -20 h =20mm 30 ^_ [*] Obr. 5. Závislosti poměrné výšky y ech z Moubek h = 10 a 20 mm při dhlové sondě -f = 70 (72,5 ) na sklonu 9 vady D n 4 = 3,75
 na sklonu 9 vady D n 4")
16 ffi TJ > X = 80' / / 1 / / / ; / / i -30 ii / x// - / / - V;Í \ / \ / \ i -20 -K \ 4 n\ \ \ \ \ 0 10 f s/20 0 /" /,' \ 1 \UM 1 SI i v 1 i1 fi i i v '10 / /. / \ t ť 20 t 1 1 šum h=10mm h = 20mm X Obr. 6. Závislosti poměrné výäky ech z hloubek h = 10 a 20 mm při úhlové sonďě 80 na sklonu vady = 3,

17 E o m m o so H O
18 sonda J = 57 J =13,5 h - 1C mm h- 20ir.m _12 d B Obr. 8. Naměřené poměrné výšky ech z hloubek 10 a 20 mm při dvojité dhlové sondě s tihlem 7f= 57 - IB -

19 T 9 y = 67* 6 = 11* I h = 10mm h = 10 mm h = 20rnm Obr. 9 - Naměřené poměrné výšky ech z hloubek h = 10 a 20 mm při dvojitých dhlových sondách s iíhly f = 67 a

20 ULTRAZVUKOVÁ KONTROLA JAKOSTI ODPOROVÝCH SVAR& HA VRTNÍCH TRUBKÁCH S PŘIVAŘENJMI SPOJNÍKY Ing. Jiří Ullmann, Výzkumný a zkušební ústav NHKG, Ostrava-Kunčice Při hloubení vrtů pro průzkum a těžbu ložisek nafty a senního plynu se v současné době ve značné míře používají vrtné trubky s odporově privarenými spojníky. Proti dříve používanému závitovému spojení má odporový svar vyšší únavovou pevnost, ovšem za předpokladu kvalitaíno provedení svaru. Výrobci vrtných trubek proto věnují značnou pozornost i kontrol* kvality svarů mezi vrtnými trubkami a spojníky. Kontrola se většinou provádí podle interních závodních předpisů, závazné, obecně platné normy nebyly dosud zpracovány. Svary vrtných trubek s privarenými spojníky se od zavedení výroby kontrolují v NHKG ultrazvukem podle dosud nezávazného mezinárodního doporučení ISO-TC-SC-5 /I/. Tento předpis však není zcela jednoznačný. Proto byl v poslední době proveden podrobný průzkum podmínek ultrazvukové kontroly odporových svarů, jehož cílem bylo zdokonalit ultrazvukovou kontrolu a vytvořit podmínky pro maximální zvysování kvality vrtných trubek. Průzkum podmínek pro ultrazvukové zkoušení svarů, jehož hlavní výsledky jsou uvedeny v tomto příspěvku, byl prováděn na trubkách o průměru 5", z materiálu P IO5 podle API, a konci pěchovanými vně i uvnitř, se spojníky 4 1/2" IF. Zhodnocení způsobů kontroly svarů Pro vady odporových svarů je charakteristické, že mají zcela jednoznačnou orientaci. Probíhají prakticky kolno k povrchu materiálu, poněvadž vlastní svar je velmi úzký. Podle literárních údajů / 2/ /V se jedná ve většině případů o oxidické vměstky, které mohou být za určitých podmínek zjištěny ultrazvukem, prozařováním však jen v ojedinělých případech

21 I při zkoušení ultrazvukem je nutno počítat s tím, že malá tlouáíka vad nepříznivě ovlivňuje podmínky odrazu ultrazvuku. Při kontrole vrtných tyčí však nelze zcela vyloučit výskyt vad mimo svar, zejména v pěchované části trubky. Je nutno zkoušet i okolí svaru, kde lze předpokládat převážně vady kolmé na osu trubky, většinou související s vnitřním povrchem. Geometrický tvar koncu trubek se spojníky (obr. 1) umožňuje pouze kontrolu vhodnými úhlovými sondami. U vad souvisejících s povrchem lze při zkouäení úhlovou sondou očekávat poměrně dobré výsledky. Úhlový odražeč, který tyto vady vytváří, se za určitých podmínek chová Jako odražeč kolmý na osu ultrazvukového svazku* To platí především při úhlu loni ultrazvukového svazku v rozmezí 35 až 55. Při větším úhlu lomí, především v okolí 60 bude odraz ultrazvuku horší a značně závislý na úhlu lomu /4/. U vad ve střední části tlouštky stěny jsou podmínky pro jejich zjištění horší. Ultrazvukový svazek nedopadá na vadu kolmo, na vadě se zrcadlově odráží a odražený paprsek nedopadá zpět na měnič sondy. Na měnič dopadá pouze část ultrazvukové energie, difusně rozptýlené na nerovnostech vady. U vad odporových avarů s poměrně hladkým povrchem a malou tloušťkou bude odražený signál poměrně slabý /5/. Z hlediska maximální citlivosti zkušební metody se jeví výhodnější tandemová metoda, u které je přijímací sonda oddělená a umístěná v místě dopadu odraženého paprsku. Tento způsob zkoušení je prakticky totožný s případem, kdy je vada kolmá na osu ultrazvukového svazku. Praktické použití tandemové metody je však spojeno s určitými technickými obtížemi. Mají-li být vady v různé hloubce pod povrchem zjištovény za stejných, optimálních podmínek, je nutno během zkouäení měnit vzájemnou polohu sond, při čemž osy ultrazvukových svazků obou sond musí být neustále v jedné rovině. Při kontrole svaru a jeho okolí by bylo kromě toho zapotřebí dále zajistit pohyb dvojice sond rovnoběžně se svarem a kolmo na svar. Zajistit při ruční kontrole tři nezávislé pohyby dvojice sond, zaručit při tom potřebnou vzájemnou polohu
22 sond a dosáhnout spolehlivého prozkoušení celého kontrolovaného objemu je však velmi obtížné a časově náročné. Také je nutno uvážit, že tandemová metoda nezaručuje dobré podmínky pro zjištění vad souvisejících s povrchem, takže se musí doplnit zkoušením jednou sondou. Zjednodušit způsob zkoušení je možno za předpokladu, že se 1 připustí určitá chyba při určení amplitudy poruchového echa a využije se rozbíhavosti ultrazvukového svazku* Při nepříliš velké tlousfce zkoušeného materiálu se nabízí laožnost použít dvojici sond s konstantní vzájemnou vzdáleností, které pak mohou být pevně zabudovány do zkušební hlavice. Rozbíhavost svazku také umožňuje zjistit vady uprostřed tloušťky stěny i při zkoušení jednou sondou, pokud je tato v dostatečné vzdálenosti od vady (obr. 2). Jedná se o obdobu tandemové metody pro sondy s odlišným úhlem lomu a nulovou vzájemnou vzdáleností. Další možností zjednodušit ultrazvukovou zkoušku je zkoušet svar z konstantní vzdálenosti. Pokud se dosáhne uspokojivé přesnosti, přináší tento způsob značné zrychlení kontroly a snižuje pravděpodobnost neprozkoušení některých částí svaru. Při zkoušení tvarově komplikovaných pěchovaných konců vrtných trubek nelze s dostatečnou přesností teoreticky stanovit závislost velikosti poruchového echa na podmínkách zkoušky. Použitelnost jednotlivých způsobů zjednodušení kontroly je nutno ověřit experimentálně. Předběžné zkoušky, sloužící k ověření vhodného typu sond, byly provedeny na rovinném vzorku tloušťky 18 mm a umělými vadami ve formě zářezů kolmých k povrchu a ve formě vývrtů s plochým dnem, rovněž kolmým ke zkoušenému povrchu (obr. 3). Etyly ověřovány některé komerčně vyráběné sondy, blíže charakterizované v tabulce 1. Na uvedeném vzorku byla zjišťována závislost amplitudy poruchového echa na uhlu lomu ultrazvukového svazku a úhel rozevření ultrazvukového svazku ve směru kolmém na zkušební povrch. Poměr užitečného signálu a šumu byl stanoven na vzorku z vrtné trubky se svarem, jako umělá vada sloužil vývrt s plochým dnem 0 3 x 3 mm s osou kolmou na zkušební povrch
23 První ověřovací zkoušky s těmito sondami byly opět prove- deny na rovinném vzorku (obr. 3), na vývrtech s plochým dnem. Ke zkouškám byl použit ultrazvukový defektoskop Unipan Sondy byly po povrchu vzorku přemistovány pomocí přípravku s křížovým vodičem, který umožňoval odečítat aoučadnice polohy sondy s přesností asi 0,2 nu. Byla zkoušena jedna sonda nebo dvě sondy v tandemovém uspořádání s konstantní vzájemnou vzdáleností 44 mm nebo 25 mm. Závislost velikosti poruchového echa na vzdálenosti sondy od svaru je pro několik typických případů znázorněna na obr Ve všech případech docházelo ke kolísání velikosti poruchového echa i při malé změně vzdálenosti sondy od vady (i několik db/nm). Na uvedených obrázcích jsou proto zakresleny pouze obalové křivky maxim a minim. r I když rozdíly v citlivosti i v poměru signál/šum nebyly přílis významné, pro předpokládaný účel se jevily vhodnější sondy se čtvercovým měničem než sondy s měničem obdélníkovým, zejména pro lepší rozlišitelnost poruchových ech a pro menší výskyt rušivých signálů. Velikost měniče je v podstatě omezena délkou blízkého pole vzhledem k předpokládané vzdálenosti od svaru* Pro praktické zkoušení odporových svarů na vrtných trubkách byly proto navrženy sondy 4 MHz/70 /10 x 10 nm. Navržené sondy byly vyrobeny ve Státním výzkumném ústavu pro stavbu strojů, Běchovice. Z výsledků měření vyplynulo, že je vhodné umístit sondy co nejblíže svaru, jednak z důvodu citlivosti, jednak pro kolísání amplitudy signálu. Z geometrických důvodů však nemůže být vzdálenost sondy od svaru menší než asi 75 mm. Vliv vzájemné - vzdálenosti sond u tandemové metody na velikost poruchového echa není příliš výrazný, takže je reálné uvažovat o použití dvou sond s konstantní vzdáleností. Rovněž kolísání velikosti poruchového echa v závislosti na vzdálenosti sond od svaru a srovnatelná úroveň velikosti ech pro vady v různých hloubkách zdůvodňuje možnost kontroly svarů z konstantní vzdálenosti. Při hodnocení výsledků těchto zkoušek je však nutno vzít v úvahu, že podmínky zkoušky na rovinném vzorku a na tvarově složitějším svaru nejsou stejné. Ověřeni uvedených závěrů na
24 skutečných svarech Je uvedeno v následujících kapitolách. ZkuSební zařízeni Pro zkoušení svarů na vrtných trubkách byl použit polsky ultrazvukový defektoskop Unipan 510. Je to moderní, transistorový, přenosný přístroj s příznivými parametry pro běžné použití. Podrobnější popis přístroje je uveden v literatuře /6,7/. Pro usnadnění obsluhy přístroje při zkoušení trubek byl zhotoven transportní vozík (obr. 8), sloužící zároveň jako stojan během zkoušení. Čelní panel přístroje je proti nežádoucí manipulaci chráněn uzamykatelným víkem. Ve víku je skříňka s přepínačem, který usnadňuje práci se dvěma sondami. V polohách přepínače 1 a 2 pracuje první nebo druhá sonda současně jako vysílač i přijímač. V poloze 1-2 je první sonda přijímací, druhá vysílací. Dvě sondy byly pevně zabudovány do zkušební hlavice, vyrobené ze silonu (obr. 9). Doeedací plocha hlavice je přizpůsobena zakřivení povrchu zkoušených trubek. Uvedené uspořádání sond umožňuje zkoušet svar jednou sondou ze dvou různých vzdáleností i dvěma sondami v tandemovém uspořádání, aniž se mění vzdálenost hlavice od svaru. Postačí přepínání sond. Aby se usnadnilo vedení zkušební hlavice v konstantní vzdálenosti od svaru, upíná se na zkousenou trubku opěrný kroužek, o který se hlavice opírá (obr. 9). Jako vazební prostředek se z praktických důvodu'jevila výhodnější voda než běžně užívaný olej. Neznečištuje zkoušené trubky, neztěžuje povrchovou ochranu trubek a neznečištuje pracoviště. Použití kompaktní hlavice s dosedací plochou přizpůsobenou zakřivení zkoušení trubky umožňuje přivádět kontaktní kapalinu do bezprostřední blízkosti sond a dostatečně dlouho ji tam udržet, i když má nižší viskozitu než olej. Pro přívod vody byl v tělese hlavice vyvrtán otvor rovnoběžný se sondami, vyúsťující ke každé sondě dvěma kanálky 0 1 mm. Jako podávací čerpadlo byl použit elektrický omývas skel automobilů APO 010. Upevňuje se na boční stranu vozíku defektoskopu a je napájen přímo ze sítového zdroje defektoskopu
25 Při praktiekéd zkoušení trubek není nutný trvalý přívod kapaliny, postačí občasné, krátkodobé zapnutí čerpadla. Aby zařízení mohla obsluhovat jedna osoba, byl* tlačítko pro zapínání čerpadla umístěno přímo do zkušební hlavice. Ke spojení zkušební hlavice a ultrazvukového defektoskopii slouží dva koaxiální kabely (pro sondy) a dvoulinka (spouštění čerpadla). Jelikož na zkušební hlavici byl nedostatek místa pro umístění samostatných koaxiálních konektorů a konektoru pro ovládání, byla vyzkoušena možnost použít společného pětikolíkového konektoru Tesla. Bylo zjištěno, Že útlum ultrazvukových signálů je menší než 1 db. Také nebyl zjištěn žádný nepříznivý vliv na tvar vyhodnocovaných ech. Ověřovací zkoušky ultrazvukového zařízení na vzorku s vadami Funkce ultrazvukového zařízení byla ověřována na vzorku z vrtné trubky 5" x 9,2 s privareným spojníkem. Část spojníku až do vzdálenosti 20 am od svaru byla upíchnuta. Jako umělé vady byly z čelní plochy vyvrtány otvory 0 3 mm s plochým dnem tak, aby dno vad leželo přímo ve svaru. Umělé vady měly hloubku pod zkoušeným povrchem 5, 6, 9, 12 a 15 mm. Při zkouškách se měřila velikost poruchových indikací v závislosti na vzdálenosti zadní hrany hlavice od svaru A. Hlavice byla vedena pomocí opěrného kroužku. Po ukončení měření byly umělé vady převrtény na průměr 4 mm a měření bylo stejným způsobem opakováno. U viech zkoušek byl použit maximální výkon vysílacího pulsu. Při předběžných zkouškách bylo zjištěno, že původně předpokládaná vzdálenost sond od svaru mm nemůže být využívána. Docházelo k rušení oscilogramu klamnými echy, jejichž vzájemná vzdálenost odpovídala přibližně tloušíce zkoušeného materiálu (obr. 10). Tento Jev na rovinném vzorku pozorován nebyl a je pravděpodobně způsoben odrazem vedlejšího ultrazvukového svazku na kuželovém přechodu vnitřního pechu do těla trubky
26 Výsledky zkoušek byly přehledně zpracovány způsobem, znázorněným na obr. 11 a 12. Na těchto diagramech je uvedeno rozpětí velikosti poruchových ech pro vady v řízných hloubkách při různých vzdálenostech zkušební hlavice od svaru. Z výsledků vyplynulo, že vady ležící v různých hloubkách jsou indikovány s různou citlivostí. Přesto uvedené diagramy dokumentují možnost takového nastavení citlivosti, že umělé vady o průměru 4 mm budou spolehlivě indikovány, kdežto vady o průměru 3 mm prakticky nikoliv. Pro sondu č. 1 (blíže u svaru) nastává tento případ pro vzdálenost hlavice od svaru mm a mm (obr. 11). Mimo tyto oblaati dochází k určitému překrývání. U sondy č. 2 byly tyto vzdálenosti mm a mm. Lepších výsledků se dosáhne při dvojím zkoušení svaru sondami 1 a 2, přičemž se pro hodnocení použije větší poruchové echo. Tento případ je graficky znázorněn na obr. 12. Při vzdálenosti hlavice 205 mm od svaru a při citlivosti asi 53dB bude hranice třídění aezi vadami o náhradní velikosti 5 s 4 ass. Část trubky až do vzdálenosti min. 35 mm od svaru bude zkoušena prakticky za stejných podmínek. Na straně spojníku bude chyba měření poněkud větší. Lze to však tolerovat, protože výskyt malých vad ve spojníku je málo pravděpodobný. Dvojím zkoušením se také značně snísi pravděpodobnost přehlédnutí vady. Zkoušení svarů tandemovou metodou nedalo lepší výsledky než zkoušení jednou sondou. I při zkoušení jednou sondou Je Již vzdálenost od svaru dostatečná, aby byl zaregistrován ultrazvukový svazek zrcadlově odražený od vady. Tandemovou metodu lze doporučit pro případ, kdy při zkoušení Jednou ze sond vzniknou rušivá echa při nepříznivém umístění přechodu pěchované části trubky. V úvahu opět přichází dvojí zkoušení - jednou sondou a tandemovou metodou. Provozní zkoušky tfčelem provozních zkoušek bylo prověřit ťunkci celého zařízení a metalograficky identifikovat typické vady. Celkem bylo vyzkoušeno více než 200 svarů na trubkách 5" x 9,2 z materiálu P 105 podle API
27 Ultrazvukové zařízení fungovalo spolehlivě, voda přivádě- J ná přímo k sondám vytvářela dostatečný akustický kontakt. Vedeni ní hlavice se sondami pomocí opěrného kroužku se osvědčilo, i reprodukovatelnost výsledků byla dobrá. Úroveň Sumu v oblasti svaru byla v<ilmi nízká, prakticky se neodlišovala od základního materiálu. Výskyt vad byl velmi nízký, jen v ojedinělých případech se velikost poruchových ech blížila tírovni umělé vady o průměru 3 až 4 mm. Na obr. 13 je dokumentována vada zjištěná mimo svar. Jedné se o přeložku na vnitřním povrchu, vzniklou v souvislosti s pěchováním konce trubky. Bližší údaje o indikaci vady jsou uvedeny v tabulce 2. V porovnání s ostatními vadami téhož typu bylo možno konstatovat, že při mezní náhradní velikosti 3-4 mm budou vady tohoto typu s velkou piavděpodobností zjištěny, pokud překračují všeobecné podmínky přípustnosti vad podle norem API (12,5 % tiouštky stěny)* Kromě toho je možno o těchto vadách rozhodnout i pomocí vizuální kontroly vymezeného místa. Na obr. 14 a 15 je uveden příklad vady, zjištěné přímo ve svaru. Vada byla sledována na losu přetržsné skušefcní tyče s vrubem. Tento způsob byl svolen proto, že na podélném řezu není zřejmý plošný rozsah celé vady. Vada také nebyla viditelná na povrchu vzorku a předem nebyla známa chyba určení polohy vady tohoto typu ultrazvukem. Z obrazu lomové plochy vyplývá, že v místě vady došlo k nedokonalému svaření trubky a spojníku. V tomto místě nebyla při pěchování dokonale odstraněna vrstva zoxidovaná při ohřevu. Potvrzuje to zbytek vměstku na lomové ploše i výskyt vměstko na řezu kolmém na lomovou plochu. Podrobnější rozbor vady byl proveden na rastrovacím elektronovém mikroskopu JSM-5A. Na obr. 15a je zachycena hranice mezi transkryatalickým lomem zdravé části a lomem v oblasti vady, který byl pravděpodobně iniciován přítomností drobných vměstku. Nekovové částice na lomové ploše jsou zachyceny na obr. 15b. Maji různou velikost a oetrohranný tvar*
28 Záver Experimentálně byla potvrzena možnost zkoušet odporová svary na vrtných trubkách šikmou sondou z konstantní vzdálenosti. Proti obvyklému způsobu zkoušení, kdy se sonda pohybuje po plose ve dvou vzájemně kolmých směrech, znamená navržený způsob významná snížení pracnosti zkoušky. Aby se snížily rozdíly mezi indikacemi vad v různá hloubce pod povrchem a v různé vzdálenosti od svaru, je vhodné zkoušet svar dvakrát, ze dvou různých vzdáleností* Pro usnadnění práce byla zhotovena zkušební hlavice se dvěma sondami za sebou. Sondy je možno přepínat, takže vzdálenost hlavice od svaru není nutno během zkoušení měnit. Při ověřovacích zkouškách bylo potvrzeno, že navržený způsob zkoušení umožňuje spolehlivě zjišíovat vady ve svarech vrtných trubek i v okolí svarů. I když je při správné technologii svařování výskyt vad velmi nízký, přispívá ultrazvuková kontrola ke zvyšování jakosti vrtného nářadí
29 Literatura /!/ ISO-TC-SC-5 "Předběžný návrh mezinárodní normy pro vrtné trubky ocelové pro vrty na naftu a zemni plyn", srpen 1972 /2/ Helnsohn K.: Ultraschallprufung an abbrennstumpfgeschweiasten Baustahlen. ZIS-Mitteilungen, 1969, č. 3, s /3/ Heinsohn K.: Zerstórungsfreie Untersuchungen zuř Nahtwertigkeit von Abbrennstumpfschweissungan. ZISS-Mittellungen, 1971, fi. 10, s /4/ Krautkramer J. u.h.: Werstoffprufung mit Ultraschall, Berlin 1966 /V Ščerblnskij V. O., Bělyj V. E.: Obnaruženlje defektov švarných Svov pri ultrazvukovom kontrole sistěnoj "tandem" Defektoskopija 1974, fi. 5, s /6/ Ullmann J.: Charakteristika ultrazvukového defektoskopu Unipan 510. Sborník referátů ze semináře "Defektoskopie 75", Dum techniky CVTS, Praha, /7/ Firemní literatura firny Unipan
30 Tabulka 1. Základní parametry vybraných sond Sonda měnič rozevření svazku pro 6 db vzdálenost roven šumu poruch, signál echo :šum db 4T60A7 4/60 7x7 6, T7OA7 2T7OA15 Unipan 4/70 2/70 7x7 15x15 8,7 3, OZ 60-4 OZ 70-4 o XS 1 LP C tice 4/60 4/70 10x5 10x5 12,0 20, Tabulka 2. Výsledky laboratorních zkoušek Vzorek sonda poruch. echo db vzdal. uz od svaru X hloubka vady x ,2 nm 6,7 * x - změřeno po rozřezání vzorku
31 sv»r min 35 cc«ioc O»t Obr. 1. Základni rozměry vrtné trubky 5" x 9,2 v pěchované Cáati
32 Obr. 2. Nepřímý odraz na vadě kolmé k povrchu w oo Obr. 3- Kovinný vzorek
33 x [u] Obr. 4. Jedna sonda 70 h = 3 mu: x [ ] Obr. 5. Tandem / 44 ram h = 9mm
34 x [u] Obr. o. Jedna sonda 70 h = 11mm Obr. 7. Tandem 7O +7C /?5 mm h = 9mm
35 Obr.8, Ultrazvukové zařízení pro kontrolu odporových svarů
36 Obr.9- ZkuSební hlavice a opěrný kroužek Cbr.lC. Huáivá echa
37 Obr. 11, Schema indikace vad 3ondou C. 1
38 Obr. 12. Schema indikace vad pro dvojí zicousení sondami 5. 1 a 2
39 Obr.13. Vada na vnitřním povrchu trubky
40 lomová plocha x 2 i r řez kolmo na lomovou plochu x 250 neleptáno Obr.14. Vada ve svaru
41 a) x 1CC b) x 1C0 Obr.15. Detaily lomové plochy
42 NEDESTRUKTIVNÍ KONTROLA VÝROBKU S AUSTENITICKOU VÝSTELKOU Ing. Petr Šípek, Vítkovice - železárny a strojírny Klementa Gottwalda, n.p., Ostrava 6 Úvod Rozvoj vědy a techniky, snaha o konstrukci co nejvýkonnějších a co nejekonomičtějších zařízení vyvolává stále vyšší a náročnějfií požadavky na používané oceli. Stále rostou teploty, tlaky a zároveň chemické a další vlivy na různé konstrukční prvky. Velmi často Je řada těchto pro ocel nepříznivých vlivů kombinována natolik, že doposud běžné ferriticko-perlitické materiály obzvláší z hlediska odolnosti vůči teplotě a chemické agresivitě pracovního prostředí nedostačují. Proto pak musejí být používány speciální vysoce legované austenitieké materiály. Tyto sice na jedné straně mají vyhovující technické parametry, ale na druhé straně jsou nevýhodné ekonomicky - jejich cena je totiž několikanásobně vyšší oproti materiálům tradičním. Proto pro dosažení všestranně (z hledieka výroby i provozování zařízení) přijatelných výsledků byla v řadě případů lispěšně navržena i zavedena výroba určitých obzvláší exponovaných dílů ze dvou složek. Konstrukční část, nesoucí hlavně mechanická zatížení, Je vyrobena z tradičních ferriticko-perlitických ocelí. Její plochy, namáhané navíc hlavně tepelně a chemicky, jsou pokryty výstelkou těmto vlivům dobře odolávající austenitické oceli. Poněvadž i v našem podniku je v rozsáhlé míře připravována důležitá výroba vysoce náročných výrobků s austenitickou výstelkou, započali jsme 3 pracemi na řešení a ověřování možností jejich nedestruktivní kontroly. 0 některých doposud zjištěných a z hlediska defektoskopie zajímavých a problematických skutečnostech má informovat tento referát
43 Požadavky na nedestruktivní kontrolu Pro defektoskopii vyvstává specifický úkol kontrolovat kvalitu výrobku e austenltickou výstelkou. Oproti běžným zvyklostem při kontrole celistvosti jednosložkových výrobků existují v případě dvouvrstvých výrobků určité odlišnosti jak v požadavcích na kontrolu, tak v možnostech jejich řešení. Hlavními, reap, z hlediska defektoskopie nejzajímavějšími požadavky na ni jsou v současné situaci kontrola celistvosti rozhraní mezi základním materiálem a austenitickou výstelkou, kontrola tloustěk obou vrstev a dále kontrola celistvosti pracovní plochy výstelky. Naše výsledky byly získány na výrobcích, resp. vzorcích ze základních materiálů z ocelí středně legovaných (v oboru tříd ČSN 15...) a tloustěk v desítkách mm, materiál výstelek byla CrNi ocel tloustěk řádově několika mm (3-10). Výstelky byly zhotoveny jednak tzv. plátováním, jednak navařením. UZ kontrola celistvosti rozhraní vrstev 1 měření tlouštěk vrstev bylo provedeno hlavně přístrojem USIP 11 (fy Krautkramer) s příslušnými sondami řady -N. Plátované výrobky Kontrola výrobků plátovaných je z hlediska defektoskopie poměrně jednodušší. Jedná se totiž vesměs o plech, se kterým je neválcováním za tepla spojen austenitický plát, tj. druhý plech. Z těchto plátovaných plechu jsou pak dalším zpracováním (lisování, zkružování) vyráběny potřebné díly. UZ kontrola vnitřní celistvosti základního materiálu i spojení na rozhraní obou vrstev (dále pouze "na rozhraní") je prováděna běžným způsobem čelními, resp. VP sondami. Podle našich zkušeností je bez ohledu na kvalitu povrchů výrazně vhodnější provádět UZ kontrolu rozhraní ze strany základního materiálu. Výskyt a indikovatelnost necslistvostí v základním materiálu není nutno zde rozvádět. Za zmínku vsak stojí UZ indikace na rozhraní* Získávané indikace totiž zřejmě mají dvojí příčinu, a to jednak výskyt skutečných necelistvostí, daných
44 ' : nedokonalým spojením obou vrstev, jednak rozdílné akustické vlastnosti základního materiálu a austenitické výstelky. Většina necelistvostí ne rozhraní - vyjma vyloženě technologické nespojení * je podle našich zkušeností dána výskytem převážně oxidických vměstků (viz obr. 1-6). Tyto necelistvosti mají pro UZ kontrolu ne právě nejlepší vlastnosti - jejich tvar se dosti blíží kulovému, jejich rozměry jsou řádově v setinách mm a vyskytují se ve shlucích s různou četností. Jejich indikace Je pak podstatně závislá na jejich četnosti, resp. vzdálenostech v kolmém průřezu UZ svazku, na jejich propojení atd. Vyhodnocovaná náhradní velikost UZ indikace (je požadována od průměru cca 2 mm výše) pak jednak skutečným poměrům odpovídá velmi přibližně, jednak dosti závisí na typu (čelní - VP) a průměru sondy. Druhou možnou příčinou UZ indikací z rozhraní je rozdílnost akustických vlastností (hlavně rychlosti Síření UZ) základního a austenitického materiálu. Teoretické propočty i experimentální výsledky se vcelku dobře shodují v tom, Se na rozhraní uvažovaných materiálů vzniká odraz UZ vln, odpovídající náhradní velikosti kolem 0 1 um. Sama o sobě tato skutečnost nemá podstatný vliv na posuzování kvality spojení - získávané hodnoty náhradních velikostí leží dosti hluboko pcd tsrovni, registrovanou podle stávajících podmínek. Pokud odmyslíme určité zvětšení indikace od skutečné necelistvosti jejím součtem s indikací od rozhraní (ve stejné hloubce), má existence indikace od rozhraní z hlediska nedestruktivního měření tlouštěk vrstev vítaný přínos. Je totiž požadováno a potřebné i nedestruktivní měření tlouštěk, a to jak základního materiálu, tak výstelkové vrstvy - s přesností na desetiny mn. Pro měření tlouštěk austenitu, blížících se 10 mm, již metody magnetické i elektroinduktivní selhávají - alespoň nám není známo vhodné a spolehlivé zařízení. Jako jediný technicky i ekonomici-v přijatelný způsob měření pak zůstává UZ. Lze vycházet z toho, že rozhraní mezi základním a výstelkovým materiálem vždy dává určitý malý UZ impuls (pracovně
45 nazvaný "meziecho"), který *e navíc větainou zesílen odrazy od na rozhraní přítomných necelistvostí. Měřením vhodnou frekvencí (kolem 5 MHz) a vhodně seřízeným UZ defektoskopem (pomocí etalonové techniky) pak lze s dostatečnou přesností na obrazovce defektoskopu odečítat vzdálenosti mezi vstupním impulsem - meziechem - koncovým impulsem, a tím zjišíovat tloužíku základního materiálu i výstelky. Uvedený postup byl na řadě vzorků ověřen a lze říci, že se osvědčil. Ovšem - i když se jeho princip zdá zcela jednoduchý a spolehlivý, je nutné při jeho realizaci počítat s řadou nepříznivých faktorů, například: Při vyhodnocování tloušíky výstelky je nutná výrazná korekce na rychlost Siření UZ v austenitu. Prakticky ji lze provádět nejlépe experimentálně - pomocí vhodných etalonů, odpovídajících zkoušenému výrobku materiálem a tloušťkami. Indikace rozhraní je téměř vždy "doplněna" o indikaci od necelistvostí. V důsledku toho se mění amplituda meziecha. Vzhledem ke vždy ne kolmém náběhu impulsu na obrazovce UZ defektoskopu tak dochází k určité chybě v odečtu tloušťek. Tato chyba může být řádově srovnatelná s potřebnou přesností měření. Uvedené dvě skutečnosti slouží jako příklad hlavních potíží, se kterými Jsme se při řešení problému setkali a které se snažíme specifikovat a eliminovat. I když řešení celého problému měření tloustěk výrobků s austenitickou výstelkou není doposud uzavřeno, lze již v současném stadiu považovat navržený princip za výhodně použitelný. Navařované výstelky Obdobné, jako u plátované výstelky, a navíc další problémy se vyskytují u nedestruktivní kontroly výrobků s výstelkou navarovanou. U návarů má být nedestruktivně zkoušena: 1. UZ kontrolou celistvost rozhraní mezi základním materiálem a návarem.
46 fr Poznémte: austenitový navař vykazuje typickou hrubozrnnou licí ^ strukturu (viz např. obr. 7) f u které se zřejmě vůbec nepřed- > pokládá možnost dosaženi dostatečná citlivosti a vyhodnotitelnosti UZ kontroly homogenity materiálu vrstvy. Zřejmě proto není UZ kontrola vnitřní celistvosti návaru vůbec požadována a tedy ani my se její problematikou doposud hlouběji nezabýváme. 2. "Nedestruktivně" tloušíka základního materiálu a návaru. 3. Kapilární kontrolou celistvost povrchu návaru. K.jednotlivým kontrolám 1. UZ kontrola celistvosti je předepsána a tedy rovněž uvažována pouze pro oblast ostrého rozhraní mezi základním materiálem a návarem. Předepsaná citlivost vyžaduje indikaci od náhradní velikosti 0 cca 2 mm vyše. Oproti plátované výstelce vsak zde vyvstávají další potíže. Jako prvý problém je nutno řesit vůbec určení polohy rozhraní. Při navařování totiž dochází jednak k poměrně hlubokému (a2 v ma) protavení základního materiálu, jednak k určitému promísenl obou materiálu podle rozhraní. Tento fakt je závislý na momentálních parametrech navařovacího procesu «může se během navařování dosti měnit - a taky se mění alespoň co do hloubky provaření. Jako poměrně přijatelné východisko se nabízí reálný předpoklad celistvosti základního materiálu. Před navařováním je totiž základní materiál zkoušen UZ na vnitřní celistvost a navíc plocha pro návar je zkoušena magnetickou metodou práfikovou. Za tohoto předpokladu pak při kontrole rozhraní zjigíované necelistvosti musí mít spojitost s provedeným návarea. Se současným přihlédnutím k popisovanému měření tloustěk budou i vyhodnocovány. Příklad charakteru rozhraní spolu s fotografiemi příslušných oscilogramů je na obrázcích 7 «ř 11. Druhým závažným problémem při kontrole celistvosti rozhraní navařeni vrstvy a základního materiálu se jeví možnost výskytu velmi nebezpečných podnávarových trhlin. 0 možnostech jejich vzniku, charakteru tvaru i uloženi existují doposud značně rozporné informace. Při námi prováděných ověřovacích
47 zkouškách jsme se s nimi doposud nesetkali - veškeré nalezené nepřípustné indikace tyly zapříčiněny vměstfcy. Teoreticky se indikace podnávarových trhlinek tradičními metodami (UZ čelní i úhlové sondy, prozáření) nejeví jako dosti spolehlivá. Proto OTěřujeme možnosti nasazení a provozní aplikace kontroly pomocí akustické emise, která by v tomto případě měla dávat spolehlivou informaci o vůbec výskytu podnávarových trhlin. 2. Měření tlouštěk základního materiálu i navařené vrstvy. Problematika je sice obdobná vyše uvedené plátované výstelce, ale její řešení je obtížnější. Navíc přibývá doposud přesně nezodpovězená otázka, jaký vliv na polohu a velikost meziecha mohou mít přechodové oblasti, tzn. oblasti kolem rozhraní se vzájemným pronášením obou materiálů. Doposud se tento nepříznivý vliv neprojevil a lie předpokládat jeho "ukrytí" v přípustné chybě měření. Při měření tloustěk navařovaných dílů se nepříjemně projevuje i vlnitost plochy rozhraní. Odchylka plochy rozhraní od kolmice k ose UZ svazku zapříčiňuje patrný pokles amplitudy meziecha. Vzhledem k tomu, že (na rozdíl od ostatních známých metod měření) lze jednak korigovat citlivost, jednak provést měření těsně vedle nepříznivého místa, nezdá se tato skutečnost být na závadu. I přes uvedené některé odlišnosti lze přijmout stejný závěr, jako u plátovaných výstelek: UZ kontrola tlouštěk navařovaných výstelek pomocí meziecha je reálná a oproti doposud používaným metodikám měření je výhodná. 3. Kapilární kontrolu provádíme podle SSN 01 $016. Její zvláštností je nepřípustnost obsahu síry a halogenů (max. do 1 %) v používaných penetračních prostředcích. Kontrola se provádí na opracovaných plochách a problémy s ní spojené jsou spíše rázu provozního a hygienického než přímo defektoskopického. Závěrem považujeme za vhodné podotknout, že uvedené výsledky jsou založeny na prvé fázi celého ověřovacího programu. Měly by sloužit hlavně pro podníoení dalšího vývoje v tomto směru i v dalších organizacích, zabývajících se uvedenou problematikou
48 0333B ^ loox Obr.l. Metalografické zobrazeni malých a málo četných vměstků v rozhraní plátovaného materiál" * «"** Obr.2, D t t o - větší zvětšení
49 Obr.3, UZ oscilogram v miste obr,l < «<* 033' 100 Obr.4. Neleptaný vsor?k n ve-lkýia počtem vm- r 3tků v rozhraní plátovaného r.icteri
50 03342 * 100.x Cbr.5. D t t o obr.4 - leptáno Obr. 6 V Z oacilogra^. z niista řezu obr
51 >.- Obr,7. Metalografické zobrazení rozhráni navaru
52 Obr.8- U Z oscilogram návaru - - mxato obr.7 Obr.9 ; D t t o - 6x menší rozsah časové základny
53 Obr.10> Rozhraní náraru 3 vmestkem Obr.11, Oscilogram UZ oblasti místa obr.10.
54 S R&ZNÝM ÚHLEM LOKU Z HLEDISKA ZJIŠTĚNÍ VAD ZEJMĚNA VE SVAROVÝCH SPOJÍCH Jan Svoboda, ŠKODA)o.p., Plzeň Práce se zabývá studiem vlivů na přenos a odraz ultrazvukové energie při ultrazvukovém zkoulení svarových apojů / zejména velkých tloušťek. Závéry se kloní k tomu, že nezáleží v největší míře na úhlu lomu, ale na technologii výroby svaru a typu jí způsobených vad. V technických přejímacích podmínkách se vyskytují někdy požadavky odlišné od zvyklostí výrobce. Tak při jednání se zákazníkem ze SSSR vznikla otázka jakého úhlu lomu použít při zkousení svarových spojů úhlovými sondami. Otázka vznikla proto, Se v Sovětském svazu jaou zavedeny ultrazvukové sondy s úhly lomu 39* 51, oproti u nás používaným úhlům 35, 45, 60 a 70. Protože úhly lom 60 a 70 se vyskytují v obou řadách t jednalo se hlavně o to, lze-li úhly lomu 39 a 51 Jednoduše nahradit úhly lomu 35 a 45, případně bude-li nutno použít ještě jiných úhlů. Tyto otázky byly dosti podrobně zkoumány jak teoreticky, tak i prakticky. Výsledky jsou zajímavé nejen pro posuzování a tvorbu technických podmínek, ale i protože hlavně z experimentální oblasti lze udělat obecnější závěry. Hlediska, která mohou být uvažována pro náhradu sond 8 různými úhly lomu jsou jednotlivě posouzena a v závěru je proveden souhrn. Konstrukce a provedení sond Fyzikální základy konstrukce, technologie zpracování a materiál se příliš neliší u většiny vyráběných a používaných úhlových sond. Hlavními součástmi jsou piezoelektrický měnič a plexisklový klin, kterými je ultrazvukové vlnění generováno
55 a převáděno do zkoušeného materiálu. Jedině tyto součásti mohou mít podstatný vliv na účinnost. Protože ale, jak bylo řečeno, jsou si velni podobné anebo úplně stejné, nemůže tudíž z tohoto hlediska vzniknout podstatný rozdíl mezi sondami různých úhlů lomu a dokonce ani různých výrobců. Tím méně pak by se mohlo jednat o ostatní prvky sondy jako jsou tlumící tělíska, lepidla, kryt sondy, které mohou mít vliv pouze podřadný, např. na velikost mrtvého pásma, tvorbu nepravých indikací apod. Přenos ultrazvukového vlnění Jevy spojené s přenosem ultrazvukového vlnění do zkoušeného předmětu a zpět, v podstatě z jednoho prostředí do druhého, jsou v popředí odborného zájmu již řadu let a byla o nich publikována řada prací A, 2, 3/. Tak Krautkramer A/ uvádí diagram úbytků akustického tlaku na rozhraní plexi-ocel, sestrojeném podle údajů Kuhna a Lutche, pro impuls podélného vlnění v plexi a příčného v oceli, který prosel tam a spět, následující hodnoty. Při vzrůstajícím úhlu lo.nu <</ z hodnoty 35 nejprve při jmu tý akustický tlak stoupá t, hodnoty 0,26 vyslaného jednotkového akustického tlaku na maximum 0,29, kterého je dosaženo při t = 38. Akustický tlak pak zvolna klesá až na hodnotu 0,125, které je dosaženo při^' = 80. Pokles akustického tlaku při úhlech lomu oc * 35 až 80 je z hodnoty 26 % na 12,5 *, tj. přibližně 7 db. Rozdíl v akustickém tlaku o 7 db je pro praktickou ultrazvukovou zkoušku nepodstatný, protože jenom rozsah zesilovače bývá 80 db. Lze tedy ztráty akustického tlaku bezpečně krýt buď zvýšením výkonu vysílače^ nebo přijímače. Změna úhlu lomu v mezích 35 až 80 se z hlediska přenosu impulsu vlnění do materiálu a zpět jeví jako nepodstatná. Je třeba upozornit na to, že hodnota úbytku akustického tlaku u úhlu lomu 35 se nachází na strmé části křivky a při prvním kritickém úhlu U - 33 dosahuje 100 *. Vlnění v tomto případě neprochází. Tím může být vyzařovací charakteristika sondy s úhlem lomu 35 ovlivněna více než u sondy s úhlem lomu
56 Směr Siření ultrazvukového svazku ve zkoušeném materiálu Jakmile impuls ultrazvukového vlnění přestoupí ze sondy do zkouseného materiálu není ovlivňován Již ničím jiným než akustickými vlastnostmi materiálu, tj. materiálu základního a materiálu necelistvosti a tvarem a polohou odrazné plochy, tj. necelistvosti. Akustické vlastnosti materiálů jsou pravidelně ve všech směrech stejné a nemají tudíž vliv na volbu úhlu lomu. Naproti tomu tvar a poloha necelistvoati má vlastní směrový účinek. Tvar odrazné plochy Je jasné, že nejmenší směrový účinek bude mít odrazná plocha kulového tvaru, případně válcového tvaru. Tedy např. bubliny nebo vměstky. U těchto ploch potom přirozeně nezáleží na úhlu lomu, naproti tomu plochy rovinné mají sněrove účinky významné. Nejjednodušší případ odrazu nastává na jedné odrazné rovině. Optimální odraz vlnění nastává na rovině, která je orientována kolmo na směr Síření ultrazvukového svazku. Toho lze ovšem v praxi u všech přirozených vad, které se ve sledovaném objemu vyskytují, těžko dosáhnout, i když u jednotlivé vady je to možné. Prakticky se vš a k tohoto optimálního případu dosáhne v minimálním počtu případu. Pro odraz na rovině odkloněné od pravého úhlu uvádí Krautkrämer /I/ na rozhraní ocel - vzduch diagram. Podle tohoto diagramu při odchylce o 10 od pravého úhlu dochází k poklesu odraženého akustického tlaku na 0,9 původní jednotkové hodnoty, tj. pokles o 1 db. Tato hodnota je prakticky zanedbatelná a je tedy zanedbatelná i změna úhlu dopadu a tím i úhlu lomu odkloněného od pravého úhlu do 10. Dalším případem, který je pro praxi významný, je odraz na dvou, případně na třech, na sebe kolmých rovinách, které tvoří kout, případně roh. Takovéto uspořádání tvoří opět podle Krautkrámera dokonalý reflektor tehdy, když příčné vlny dopadnou do rohového reflektoru pod úhlem 33 až 57. Tento případ se při zkoušení svarů může vyskytnout velmi často neboí malé reflektorky vznikají na nepřuvarech kořene, na studených spojích
57 návarových hran a housenek, mezi jednotlivými housenkami vícevrstvových svarů a drobných trhlinkách uvnitř svarových housenek (tzv. kráterových). Zdá se jakoby zejména ruční svarový spoj přímo oplýval tímto typem reflektorů. Reflektory nemusí být ovšem prakticky tvořeny pouze pravoúhle se stýkajícími stěnami, ale i jinýel úhly. Tyto případy zkoumá ve své práci Regazzo /4/ a dochází k podobným výsledkům. Z hlediska úhlu lomu sond jsou všechny uvažované sondy rovnocenné, protože a) k j»vu dochází při úhlech 33 až 57 b) směrodatný je úhel dopadu do reflektoru.jehož poloha je dána bu5 konstrukcí, nebo výrobní technologií svaru Praktické ověření vlivu úhlu lomu Pro praktické ověření vlivu úhlu lomu na výsledky ultrazvukové zkoušky byl použit asi 900 mm dlouhý automatový svar (obr. 1) provedený na plechu tloušíky 128 mm. Zkušební povrchy opracovány na drsnost lepší než 3,2AÍ. Svar byl před ultrazvukovou zkouškou tepelně zpracován. Pro zkoušení svarového spoje bylo použito 11 různých úhlových sond, jejichž parametry jsou uvedeny v tabulce 1. Efektivní průměr a blízké pole každé sondy byl stanoven podle ČSN Do rovnic pro výpočet blízkého pole a efektivního průměru byla dosazována změřená pracovní frekvence, takže získané parametry sond odpovídají v největaí dosažitelné míře skutečnosti. Pracovní frekvence byla změřena pomocí osciloskopu. Náhradní velikost byla stanovena podle ČSN Cílem všech těchto opatření bylo, aby byl v největší míře omezen vliv různých parametrů jednotlivých sond a naopak, aby se projevil vliv různého úhlu lomu. Každou sondou, jejichž seznam je v tabulce 1, byl svar prověřen ve čtyřech směrech, které jsou označeny A, B, C, D (obr. 1). Souřadnice polohy a náhradní velikost vad jsou zaznamanány v tabulce 2. Jednotlivé vady byly indikovány buď jednou, nebo vícekrát. V takovém případě jsou souřadnice vad
Zkoušení heterogenních a austenitických svarů technikou Phased Array a technikou TOFD
 Zkoušení heterogenních a austenitických svarů technikou Phased Array a technikou TOFD Ing. Miloš Kováčik, SlovCert s. r. o. Bratislava, Jan Kolář ČEZ JE Temelín Úvod V jaderné energetice a těžkých chemických
Zkoušení heterogenních a austenitických svarů technikou Phased Array a technikou TOFD Ing. Miloš Kováčik, SlovCert s. r. o. Bratislava, Jan Kolář ČEZ JE Temelín Úvod V jaderné energetice a těžkých chemických
Techniky detekce a určení velikosti souvislých trhlin
 Techniky detekce a určení velikosti souvislých trhlin Přehled Byl-li podle obecných norem nebo regulačních směrnic detekovány souvislé trhliny na vnitřním povrchu, musí být následně přesně stanoven rozměr.
Techniky detekce a určení velikosti souvislých trhlin Přehled Byl-li podle obecných norem nebo regulačních směrnic detekovány souvislé trhliny na vnitřním povrchu, musí být následně přesně stanoven rozměr.
Ultrazvuková měření tloušťky stěny potrubních systémů
 Kopírování a rozmnožování pouze se souhlasem Ing. Regazza Ultrazvuková měření tloušťky stěny potrubních systémů Regazzo Richard, Regazzová Marcela R & R NDT Zeleneč V článku se zabýváme měřením tloušťky
Kopírování a rozmnožování pouze se souhlasem Ing. Regazza Ultrazvuková měření tloušťky stěny potrubních systémů Regazzo Richard, Regazzová Marcela R & R NDT Zeleneč V článku se zabýváme měřením tloušťky
Výpočet skořepiny tlakové nádoby.
 Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
NEDESTRUKTIVNÍ ZKOUŠKY SVARŮ
 NEDESTRUKTIVNÍ ZKOUŠKY SVARŮ Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP
NEDESTRUKTIVNÍ ZKOUŠKY SVARŮ Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP
Ultrazvuková kontrola obvodových svarů potrubí
 Ultrazvuková kontrola obvodových svarů potrubí Úlohou automatického ultrazvukového zkoušení je zejména nahradit rentgenové zkoušení, protože je rychlejší, bezpečnější a podává lepší informace o velikosti
Ultrazvuková kontrola obvodových svarů potrubí Úlohou automatického ultrazvukového zkoušení je zejména nahradit rentgenové zkoušení, protože je rychlejší, bezpečnější a podává lepší informace o velikosti
TEST PRO VÝUKU č. UT 1/1 Všeobecná část QC
 TEST PRO VÝUKU č. UT 1/1 Všeobecná část QC Otázky - fyzikální základy 1. 25 milionů kmitů za sekundu se dá také vyjádřit jako 25 khz. 2500 khz. 25 MHz. 25000 Hz. 2. Zvukové vlny, jejichž frekvence je nad
TEST PRO VÝUKU č. UT 1/1 Všeobecná část QC Otázky - fyzikální základy 1. 25 milionů kmitů za sekundu se dá také vyjádřit jako 25 khz. 2500 khz. 25 MHz. 25000 Hz. 2. Zvukové vlny, jejichž frekvence je nad
Ultrazvuková defektoskopie. M. Kreidl, R. Šmíd, V. Matz, S. Štarman
 Ultrazvuková defektoskopie M. Kreidl, R. Šmíd, V. Matz, S. Štarman Praha 2011 ISBN 978-80-254-6606-3 2 OBSAH 1. Předmluva 7 2. Základní pojmy 9 2.1. Fyzikální základy ultrazvuku a akustické veličiny 9
Ultrazvuková defektoskopie M. Kreidl, R. Šmíd, V. Matz, S. Štarman Praha 2011 ISBN 978-80-254-6606-3 2 OBSAH 1. Předmluva 7 2. Základní pojmy 9 2.1. Fyzikální základy ultrazvuku a akustické veličiny 9
Ultrazvuková defektoskopie. Vypracoval Jan Janský
 Ultrazvuková defektoskopie Vypracoval Jan Janský Základní principy použití vysokých akustických frekvencí pro zjištění vlastností máteriálu a vad typické zařízení: generátor/přijímač pulsů snímač zobrazovací
Ultrazvuková defektoskopie Vypracoval Jan Janský Základní principy použití vysokých akustických frekvencí pro zjištění vlastností máteriálu a vad typické zařízení: generátor/přijímač pulsů snímač zobrazovací
VÍŘIVÉ PROUDY DZM 2013 1
 VÍŘIVÉ PROUDY DZM 2013 1 2 VÍŘIVÉ PROUDY ÚVOD Vířivé proudy tvoří druhou skupinu v metodách, které využívají ke zjišťování vad materiálu a výrobků působení elektromagnetického pole. Na rozdíl od metody
VÍŘIVÉ PROUDY DZM 2013 1 2 VÍŘIVÉ PROUDY ÚVOD Vířivé proudy tvoří druhou skupinu v metodách, které využívají ke zjišťování vad materiálu a výrobků působení elektromagnetického pole. Na rozdíl od metody
OVMT Zkoušky bez porušení materiálu
 Zkoušky bez porušení materiálu Materiál, hutní polotovary, strojní součásti i konstrukce obsahují většinou různé povrchové nebo vnitřní vady. Defekty vznikají již při výrobě nebo následně v průběhu provozu.
Zkoušky bez porušení materiálu Materiál, hutní polotovary, strojní součásti i konstrukce obsahují většinou různé povrchové nebo vnitřní vady. Defekty vznikají již při výrobě nebo následně v průběhu provozu.
POPIS VYNALEZU K AUTORSKÉMU OSVĚDČENÍ. obr Z ČESKOSLOVENSKA SOCIALISTICKÁ ( 19 ) G 01 F 23/28. (22) Přihlášeno 18 09 84 (21) PV 6988-84
 G 01 F 23/28. (22) Přihlášeno 18 09 84 (21) PV 6988-84") ČESKOSLOVENSKA SOCIALISTICKÁ R E P U B L I K A ( 19 ) POPIS VYNALEZU K AUTORSKÉMU OSVĚDČENÍ 250928 (И) (BI) (22) Přihlášeno 18 09 84 (21) PV 6988-84 (51) Int. Cl. 4 G 01 F 23/28 ÚftAD PRO VYNÁLEZY A OBJEVY
ČESKOSLOVENSKA SOCIALISTICKÁ R E P U B L I K A ( 19 ) POPIS VYNALEZU K AUTORSKÉMU OSVĚDČENÍ 250928 (И) (BI) (22) Přihlášeno 18 09 84 (21) PV 6988-84 (51) Int. Cl. 4 G 01 F 23/28 ÚftAD PRO VYNÁLEZY A OBJEVY
ÚVOD ZKOUŠENÍ PETROCHEMICKÉHO REAKTORU
 Přednosti a využití zobrazení S, B a C při zkoušení tlustostěnných výkovků ultrazvukem. Kováčik Miloslav, Ing., Hyža Rastislav, Ing., Slovcert s.r.o. Bratislava ÚVOD Tlustostěnné výkovky patří k výrobkům,
Přednosti a využití zobrazení S, B a C při zkoušení tlustostěnných výkovků ultrazvukem. Kováčik Miloslav, Ing., Hyža Rastislav, Ing., Slovcert s.r.o. Bratislava ÚVOD Tlustostěnné výkovky patří k výrobkům,
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky
 Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
2. přednáška. Petr Konvalinka
 EXPERIMENTÁLNÍ METODY MECHANIKY 2. přednáška Petr Konvalinka Experimentální vyšetřování pevnostních vlastností betonu Nedestruktivní metody zkoušky pevnosti Schmidtovo kladívko odpor v otlačení pull-out
EXPERIMENTÁLNÍ METODY MECHANIKY 2. přednáška Petr Konvalinka Experimentální vyšetřování pevnostních vlastností betonu Nedestruktivní metody zkoušky pevnosti Schmidtovo kladívko odpor v otlačení pull-out
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
ULTRASONIC TESTING ÚVOD DOPORUČENÉ MATERIÁLY DEFINICE URČENÍ DÉKLA ŠKOLENÍ. Sylabus pro kurzy ultrazvukové metody dle systému ISO / 3
 ULTRASONIC TESTING Sylabus pro kurzy ultrazvukové metody dle systému ISO 9712 UT PROCES SYSTÉM METODA ÚVOD STUPEŇ / TECHNIKA SEKTOR CODE PLATNÉ OD ZPRACOVAL NDT 9712 UT 1, 2, 3 MS, w, c, t - 4 / 2015 ŽBÁNEK
ULTRASONIC TESTING Sylabus pro kurzy ultrazvukové metody dle systému ISO 9712 UT PROCES SYSTÉM METODA ÚVOD STUPEŇ / TECHNIKA SEKTOR CODE PLATNÉ OD ZPRACOVAL NDT 9712 UT 1, 2, 3 MS, w, c, t - 4 / 2015 ŽBÁNEK
EDDY CURRENT TESTING ÚVOD DOPORUČENÉ MATERIÁLY DEFINICE URČENÍ DÉKLA ŠKOLENÍ. Sylabus pro kurzy metody vířivých proudů dle systému ISO 9712 1 / 7
 EDDY CURRENT TESTING Sylabus pro kurzy metody vířivých proudů dle systému ISO 9712 ET PROCES SYSTÉM METODA STUPEŇ / TECHNIKA SEKTOR CODE PLATNÉ OD ZPRACOVAL NDT 9712 ET 1, 2, 3 MS, t - 4 / 2015 ROXER ÚVOD
EDDY CURRENT TESTING Sylabus pro kurzy metody vířivých proudů dle systému ISO 9712 ET PROCES SYSTÉM METODA STUPEŇ / TECHNIKA SEKTOR CODE PLATNÉ OD ZPRACOVAL NDT 9712 ET 1, 2, 3 MS, t - 4 / 2015 ROXER ÚVOD
ZKOUŠENÍ MATERIÁLU. Defektoskopie a technologické zkoušky
 ZKOUŠENÍ MATERIÁLU Defektoskopie a technologické zkoušky Zkoušení materiálů bez porušení Nedestruktivní zkoušky (nezpůsobují trvalou změnu tvaru, rozměrů nebo struktury): metody zkoumání struktur (optická
ZKOUŠENÍ MATERIÁLU Defektoskopie a technologické zkoušky Zkoušení materiálů bez porušení Nedestruktivní zkoušky (nezpůsobují trvalou změnu tvaru, rozměrů nebo struktury): metody zkoumání struktur (optická
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
TEST PRO VÝUKU č. UT 1/2 Specifická část QC
 TEST PRO VÝUKU č. UT 1/2 Specifická část QC Otázky výrobky a vady 1. Plošné vady v plechách, jako například zdvojeniny, jsou způsobeny segregacemi v ingotu. staženinami v ingotu. segregacemi v kontislitku.
TEST PRO VÝUKU č. UT 1/2 Specifická část QC Otázky výrobky a vady 1. Plošné vady v plechách, jako například zdvojeniny, jsou způsobeny segregacemi v ingotu. staženinami v ingotu. segregacemi v kontislitku.
Základy ultrazvuku A. ZÁKLADY ULTRAZVUKU 10
 Richard Regazzo Marcela Regazzová ULTRAZVUK základy ultrazvukové defektoskopie Praha 2013 ÚVOD Tato knížka je napsána: 1) Jako skripta pro ultrazvukové kurzy k získání 1., 2. a 3. kvalifikaèního stupnì
Richard Regazzo Marcela Regazzová ULTRAZVUK základy ultrazvukové defektoskopie Praha 2013 ÚVOD Tato knížka je napsána: 1) Jako skripta pro ultrazvukové kurzy k získání 1., 2. a 3. kvalifikaèního stupnì
Rovinná harmonická elektromagnetická vlna
 Rovinná harmonická elektromagnetická vlna ---- 1. příklad -------------------------------- 2 GHz prochází prostředím s parametry: r 5, r 1, 0.005 S / m. Amplituda intenzity magnetického pole je H m 0.25
Rovinná harmonická elektromagnetická vlna ---- 1. příklad -------------------------------- 2 GHz prochází prostředím s parametry: r 5, r 1, 0.005 S / m. Amplituda intenzity magnetického pole je H m 0.25
Seznam platných norem NDT k 31.12.2011
 Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
Seznam platných norem NDT k 31.12.2011 Stupeň Znak Číslo Název Dat. vydání Účinnost Změny ČSN EN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního
Použití techniky Phased Array pro stanovení reálných rozměrů necelistvostí ve svarech potrubních systémů
 Použití techniky Phased Array pro stanovení reálných rozměrů necelistvostí ve svarech potrubních systémů Jan Kolář Abstrakt V příspěvku jsou uvedeny první zkušenosti s technikou zkoušení Phased Array,
Použití techniky Phased Array pro stanovení reálných rozměrů necelistvostí ve svarech potrubních systémů Jan Kolář Abstrakt V příspěvku jsou uvedeny první zkušenosti s technikou zkoušení Phased Array,
Přihlášeno 14. XI. 1970 (PV 7Gd3-70)
") ČESKOSLOVENSKA SO CIALISTIC KÁ R E P U B L I K A W V MPT F 04 á 23/42 Přihlášeno 14. XI. 1970 (PV 7Gd3-70) PT 5s b 2 Vyloženo 20. XI. 1972 ÚŠAD PRO VYNÁLEZY A OBJEVY Vydáno 15. IX. 1973 MDT 621.67 Autor
ČESKOSLOVENSKA SO CIALISTIC KÁ R E P U B L I K A W V MPT F 04 á 23/42 Přihlášeno 14. XI. 1970 (PV 7Gd3-70) PT 5s b 2 Vyloženo 20. XI. 1972 ÚŠAD PRO VYNÁLEZY A OBJEVY Vydáno 15. IX. 1973 MDT 621.67 Autor
TEST PRO VÝUKU č. UT 2/2 Specifická část QC
 TEST PRO VÝUKU č. UT 2/2 TEST PRO VÝUKU č. UT 2/2 Specifická část QC Otázky 1. Zmenšení objemu odlitku při tuhnutí taveniny se nazývá (UT2-7, str.13) stažení. smrštění. zmenšení. sražení. 2. Účel nálitků
TEST PRO VÝUKU č. UT 2/2 TEST PRO VÝUKU č. UT 2/2 Specifická část QC Otázky 1. Zmenšení objemu odlitku při tuhnutí taveniny se nazývá (UT2-7, str.13) stažení. smrštění. zmenšení. sražení. 2. Účel nálitků
Obrázek 2 Vodorovné a svislé půlvlnné antény a jejich zrcadlové obrazy. Činitel odrazu. Účinek odrazu je možno vyjádřit jako součinitel, který
 10 OBRAZ ANTÉNY Často je vhodné použít pro znázornění účinku odrazu představu obrazu antény. Jak ukazuje obrázek 1, odražený paprsek urazí cestu stejné délky (AD se rovná BD), jakou by urazil, kdyby byl
10 OBRAZ ANTÉNY Často je vhodné použít pro znázornění účinku odrazu představu obrazu antény. Jak ukazuje obrázek 1, odražený paprsek urazí cestu stejné délky (AD se rovná BD), jakou by urazil, kdyby byl
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
VÝZNAM A NENAHRADITELNOST VIZUÁLNÍ KONTROLY PŘI KVALIFIKACI PROCESU SVAŘOVÁNÍ
 Czech Society for Nondestructive Testing NDE for Safety / DEFEKTOSKOPIE 2012 October 30 - November 1, 2012 - Seč u Chrudimi - Czech Republic VÝZNAM A NENAHRADITELNOST VIZUÁLNÍ KONTROLY PŘI KVALIFIKACI
Czech Society for Nondestructive Testing NDE for Safety / DEFEKTOSKOPIE 2012 October 30 - November 1, 2012 - Seč u Chrudimi - Czech Republic VÝZNAM A NENAHRADITELNOST VIZUÁLNÍ KONTROLY PŘI KVALIFIKACI
Seznam platných norem z oboru DT k
 Seznam platných norem z oboru DT k 30.9.2011 Stupeň Znak Číslo Název ČSNEN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního zkoušení pro stupeň
Seznam platných norem z oboru DT k 30.9.2011 Stupeň Znak Číslo Název ČSNEN 015003 10256 Nedestruktivní zkoušení ocelových trubek - Kvalifikace a způsobilost pracovníků nedestruktivního zkoušení pro stupeň
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Zrcadla Zobrazení zrcadlem Zrcadla jistě všichni znáte z každodenního života ráno se do něj v koupelně díváte,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Zrcadla Zobrazení zrcadlem Zrcadla jistě všichni znáte z každodenního života ráno se do něj v koupelně díváte,
Optika pro mikroskopii materiálů I
 Optika pro mikroskopii materiálů I Jan.Machacek@vscht.cz Ústav skla a keramiky VŠCHT Praha +42-0- 22044-4151 Osnova přednášky Základní pojmy optiky Odraz a lom světla Interference, ohyb a rozlišení optických
Optika pro mikroskopii materiálů I Jan.Machacek@vscht.cz Ústav skla a keramiky VŠCHT Praha +42-0- 22044-4151 Osnova přednášky Základní pojmy optiky Odraz a lom světla Interference, ohyb a rozlišení optických
Unipetrol RPA, s.r.o. Přípustné klasifikační stupně svarů a rozsah N kontroly svarů prozářením nebo ultrazvukem
 Unipetrol RPA, s.r.o. Přípustné klasifikační stupně svarů a rozsah N 15 010 Sekce technické služby kontroly svarů prozářením nebo ultrazvukem Norma je závazná pro všechny útvary společnosti a externí organizace,
Unipetrol RPA, s.r.o. Přípustné klasifikační stupně svarů a rozsah N 15 010 Sekce technické služby kontroly svarů prozářením nebo ultrazvukem Norma je závazná pro všechny útvary společnosti a externí organizace,
Měřená veličina. Rušení vyzařováním: magnetická složka (9kHz 150kHz), magnetická a elektrická složka (150kHz 30MHz) Rušivé elektromagnetické pole
, magnetická a elektrická složka (150kHz 30MHz) Rušivé elektromagnetické pole") 13. VYSOKOFREKVENČNÍ RUŠENÍ 13.1. Klasifikace vysokofrekvenčního rušení Definice vysokofrekvenčního rušení: od 10 khz do 400 GHz Zdroje: prakticky všechny zdroje rušení Rozdělení: rušení šířené vedením
13. VYSOKOFREKVENČNÍ RUŠENÍ 13.1. Klasifikace vysokofrekvenčního rušení Definice vysokofrekvenčního rušení: od 10 khz do 400 GHz Zdroje: prakticky všechny zdroje rušení Rozdělení: rušení šířené vedením
Zjišťování přilnavosti spojení vložky s tělesem válců bloku motoru
 Zjišťování přilnavosti spojení vložky s tělesem válců bloku motoru Ing. Miloslav Kováčik, Slovcert s.r.o., Bratislava 1. Popis objektu Vložky do válců j sou litinové, j e j ich tloušťka je v konečném stavu
Zjišťování přilnavosti spojení vložky s tělesem válců bloku motoru Ing. Miloslav Kováčik, Slovcert s.r.o., Bratislava 1. Popis objektu Vložky do válců j sou litinové, j e j ich tloušťka je v konečném stavu
Otázka č. 14 Světlovodné přenosové cesty
 Fresnelův odraz: Otázka č. 4 Světlovodné přenosové cesty Princip šíření světla v optickém vlákně Odraz a lom světla: β α lom ke kolmici n n β α lom od kolmice n n Zákon lomu n sinα = n sin β Definice indexu
Fresnelův odraz: Otázka č. 4 Světlovodné přenosové cesty Princip šíření světla v optickém vlákně Odraz a lom světla: β α lom ke kolmici n n β α lom od kolmice n n Zákon lomu n sinα = n sin β Definice indexu
CZ.1.07/1.5.00/
 Střední odborná škola elektrotechnická, Centrum odborné přípravy Zvolenovská 537, Hluboká nad Vltavou Využití ICT pro rozvoj klíčových kompetencí CZ.1.07/1.5.00/34.0448 CZ.1.07/1.5.00/34.0448 1 Číslo projektu
Střední odborná škola elektrotechnická, Centrum odborné přípravy Zvolenovská 537, Hluboká nad Vltavou Využití ICT pro rozvoj klíčových kompetencí CZ.1.07/1.5.00/34.0448 CZ.1.07/1.5.00/34.0448 1 Číslo projektu
Wöhlerova křivka (uhlíkové oceli výrazná mez únavy)
") Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
ČSN EN OPRAVA 2
 ČESKÁ TECHNICKÁ NORMA ICS 23.2.3 Říjen 26 Netopené tlakové nádoby Část 5: Kontrola a zkoušení ČSN EN 13445-5 OPRAVA 2 69 5245 idt EN 13445-5:22/Cor.16:25-1 Corrigendum Tato oprava ČSN EN 13445-5:23 je
ČESKÁ TECHNICKÁ NORMA ICS 23.2.3 Říjen 26 Netopené tlakové nádoby Část 5: Kontrola a zkoušení ČSN EN 13445-5 OPRAVA 2 69 5245 idt EN 13445-5:22/Cor.16:25-1 Corrigendum Tato oprava ČSN EN 13445-5:23 je
Nedestruktivní defektoskopie
 Nedestruktivní defektoskopie Technologie údržeb a oprav strojů Obsah Vizuální prohlídky Kapilární metody Magnetické práškové metody Ultrazvukové metody Radiodefektoskopické metody Infračervené metody Optická
Nedestruktivní defektoskopie Technologie údržeb a oprav strojů Obsah Vizuální prohlídky Kapilární metody Magnetické práškové metody Ultrazvukové metody Radiodefektoskopické metody Infračervené metody Optická
MOŽNOSTI OPRAVY VAD KOTLOVÝCH TĚLES VE SVARECH PLÁŠŤ - NÁTRUBEK
 MOŽNOSTI OPRAVY VAD KOTLOVÝCH TĚLES VE SVARECH PLÁŠŤ - NÁTRUBEK Ondřej Bielak, Jan Masák BiSAFE, s.r.o., Malebná 1049, 149 00 Praha 4,, e-mail: bielak@bisafe.cz Ve svarových spojích plášť nátrubek se vyskytují
MOŽNOSTI OPRAVY VAD KOTLOVÝCH TĚLES VE SVARECH PLÁŠŤ - NÁTRUBEK Ondřej Bielak, Jan Masák BiSAFE, s.r.o., Malebná 1049, 149 00 Praha 4,, e-mail: bielak@bisafe.cz Ve svarových spojích plášť nátrubek se vyskytují
Ultrazvuková technika TOFD při určení hloubkových rozměrů vad
 Ultrazvuková technika TOFD při určení hloubkových rozměrů vad Ing. Miloš Kováčik, Ing. Pavol Kučík Slovcert s.r.o., Bratislava, Slovensko Principy metodiky TOFD (Time of flight diffraction technique) Výpočet
Ultrazvuková technika TOFD při určení hloubkových rozměrů vad Ing. Miloš Kováčik, Ing. Pavol Kučík Slovcert s.r.o., Bratislava, Slovensko Principy metodiky TOFD (Time of flight diffraction technique) Výpočet
4. Napjatost v bodě tělesa
 p04 1 4. Napjatost v bodě tělesa Předpokládejme, že bod C je nebezpečným bodem tělesa a pro zabránění vzniku mezních stavů je m.j. třeba zaručit, že napětí v tomto bodě nepřesáhne definované mezní hodnoty.
p04 1 4. Napjatost v bodě tělesa Předpokládejme, že bod C je nebezpečným bodem tělesa a pro zabránění vzniku mezních stavů je m.j. třeba zaručit, že napětí v tomto bodě nepřesáhne definované mezní hodnoty.
Geometrická optika. předmětu. Obrazový prostor prostor za optickou soustavou (většinou vpravo), v němž může ležet obraz - - - 1 -
, v němž může ležet obraz - - - 1 -") Geometrická optika Optika je část fyziky, která zkoumá podstatu světla a zákonitosti světelných jevů, které vznikají při šíření světla a při vzájemném působení světla a látky. Světlo je elektromagnetické
Geometrická optika Optika je část fyziky, která zkoumá podstatu světla a zákonitosti světelných jevů, které vznikají při šíření světla a při vzájemném působení světla a látky. Světlo je elektromagnetické
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Elektromagnetický oscilátor
 Elektromagnetický oscilátor Již jsme poznali kmitání mechanického oscilátoru (závaží na pružině) - potenciální energie pružnosti se přeměňuje na kinetickou energii a naopak. T =2 m k Nejjednodušší elektromagnetický
Elektromagnetický oscilátor Již jsme poznali kmitání mechanického oscilátoru (závaží na pružině) - potenciální energie pružnosti se přeměňuje na kinetickou energii a naopak. T =2 m k Nejjednodušší elektromagnetický
TECHNICKÁ DOKUMENTACE
 TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
TECHNICKÁ DOKUMENTACE Jan Petřík 2013 Projekt ESF CZ.1.07/2.2.00/28.0050 Modernizace didaktických metod a inovace výuky technických předmětů. Obsah přednášek 1. Úvod do problematiky tvorby technické dokumentace
ETAG 001. KOVOVÉ KOTVY DO BETONU (Metal anchors for use in concrete)
") Evropská organizace pro technická schválení ETAG 001 Vydání 1997 ŘÍDICÍ POKYN PRO EVROPSKÁ TECHNICKÁ SCHVÁLENÍ KOVOVÉ KOTVY DO BETONU (Metal anchors for use in concrete) Příloha B: ZKOUŠKY PRO URČENÁ POUŽITÍ
Evropská organizace pro technická schválení ETAG 001 Vydání 1997 ŘÍDICÍ POKYN PRO EVROPSKÁ TECHNICKÁ SCHVÁLENÍ KOVOVÉ KOTVY DO BETONU (Metal anchors for use in concrete) Příloha B: ZKOUŠKY PRO URČENÁ POUŽITÍ
Autor: Bc. Tomáš Zavadil Vedoucí práce: Ing. Jaroslav Pitter, Ph.D. ATG (Advanced Technology Group), s.r.o
, s.r.o") Autor: Bc. Tomáš Zavadil Vedoucí práce: Ing. Jaroslav Pitter, Ph.D. ATG (Advanced Technology Group), s.r.o. www.atg.cz 2011-06-02 1. Motivace 2. Cíl práce 3. Zbytková životnost 4. Nedestruktivní zkoušení
Autor: Bc. Tomáš Zavadil Vedoucí práce: Ing. Jaroslav Pitter, Ph.D. ATG (Advanced Technology Group), s.r.o. www.atg.cz 2011-06-02 1. Motivace 2. Cíl práce 3. Zbytková životnost 4. Nedestruktivní zkoušení
PRAKTIKUM III. Oddělení fyzikálních praktik při Kabinetu výuky obecné fyziky MFF UK. Pracoval: Jan Polášek stud. skup. 11 dne 23.4.2009.
 Oddělení fyzikálních praktik při Kabinetu výuky obecné fyziky MFF UK PRAKTIKUM III Úloha č. XXVI Název: Vláknová optika Pracoval: Jan Polášek stud. skup. 11 dne 23.4.2009 Odevzdal dne: Možný počet bodů
Oddělení fyzikálních praktik při Kabinetu výuky obecné fyziky MFF UK PRAKTIKUM III Úloha č. XXVI Název: Vláknová optika Pracoval: Jan Polášek stud. skup. 11 dne 23.4.2009 Odevzdal dne: Možný počet bodů
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ
 DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Mn P max. S max 0,025 0,020 0,30. Obsah těchto prvků nemusí být uváděn, pokud nejsou záměrně přidávány do tavby. Prvek Mezní hodnota rozboru tavby
 Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 2: Elektricky svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených teplotách
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 2: Elektricky svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených teplotách
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Posouzení stavu rychlořezné oceli protahovacího trnu
 Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Nedestruktivní metody 210DPSM
 Nedestruktivní metody 210DPSM Jan Zatloukal Diagnostické nedestruktivní metody proces stanovení určitých charakteristik materiálu či prvku bez jeho destrukce pomocí metod založených na principu interakce
Nedestruktivní metody 210DPSM Jan Zatloukal Diagnostické nedestruktivní metody proces stanovení určitých charakteristik materiálu či prvku bez jeho destrukce pomocí metod založených na principu interakce
Identifikace kontaktní únavy metodou akustické emise na valivých ložiscích Zyková Lucie, VUT v Brně, FSI
 Identifikace kontaktní únavy metodou akustické emise na valivých ložiscích Zyková Lucie, VUT v Brně, FSI II. ročník doktorského studia 00 ukončení studia na MZLÚ - Téma diplomové práce Odlišení stádií
Identifikace kontaktní únavy metodou akustické emise na valivých ložiscích Zyková Lucie, VUT v Brně, FSI II. ročník doktorského studia 00 ukončení studia na MZLÚ - Téma diplomové práce Odlišení stádií
Metal Magnetic Memory Method
 Metal Magnetic Memory Method MMM - Metoda NDT Autor: Ing. Václav Svoboda, Ing. Zdislav Olmr Abstrakt: Metoda Magnetické paměti materiálu je NDT metoda založená na měření a analýze rozložení zbytkových
Metal Magnetic Memory Method MMM - Metoda NDT Autor: Ing. Václav Svoboda, Ing. Zdislav Olmr Abstrakt: Metoda Magnetické paměti materiálu je NDT metoda založená na měření a analýze rozložení zbytkových
Studium ultrazvukových vln
 Číslo úlohy: 8 Jméno: Vojtěch HORNÝ Spolupracoval: Jaroslav Zeman Datum měření: 12. 10. 2009 Číslo kroužku: pondělí 13:30 Číslo skupiny: 6 Klasifikace: Fyzikální praktikum FJFI ČVUT v Praze Studium ultrazvukových
Číslo úlohy: 8 Jméno: Vojtěch HORNÝ Spolupracoval: Jaroslav Zeman Datum měření: 12. 10. 2009 Číslo kroužku: pondělí 13:30 Číslo skupiny: 6 Klasifikace: Fyzikální praktikum FJFI ČVUT v Praze Studium ultrazvukových
Zavádění inovativních metod a výukových materiálů do přírodovědných předmětů na Gymnáziu v Krnově 07_10_Zobrazování optickými soustavami 1
 Zavádění inovativních metod a výukových materiálů do přírodovědných předmětů na Gymnáziu v Krnově 07_10_Zobrazování optickými soustavami 1 Ing. Jakub Ulmann Zobrazování optickými soustavami 1. Optické
Zavádění inovativních metod a výukových materiálů do přírodovědných předmětů na Gymnáziu v Krnově 07_10_Zobrazování optickými soustavami 1 Ing. Jakub Ulmann Zobrazování optickými soustavami 1. Optické
INSPECTION OF THE THICK-WALLED DISSIMILAR WELD BY THE PHASED ARRAY METHOD
 Czech Society for Nondestructive Testing NDE for Safety / DEFEKTOSKOPIE 2010 November 10-12, 2010 - Hotel Angelo, Pilsen - Czech Republic KONTROLA SILNOSTĚNNÉHO HETEROGENNÍHO SVARU METODOU PHASED ARRAY
Czech Society for Nondestructive Testing NDE for Safety / DEFEKTOSKOPIE 2010 November 10-12, 2010 - Hotel Angelo, Pilsen - Czech Republic KONTROLA SILNOSTĚNNÉHO HETEROGENNÍHO SVARU METODOU PHASED ARRAY
Kopírování pouze se souhlasem firmy Testima nebo Ing. Richarda Regazza
 Výklad k tabulce dat v Datovém listu sond firmy Krautkrämer ERLÄUTERUNG ZU DEN DATENBLÄTTERN FÜR PRÜFKÖPFE Krautkrämer GmbH Ing.Richard Regazzo,CSc., Marcela Regazzová, Lubomír Bartulík, R & R NDT Zeleneč
Výklad k tabulce dat v Datovém listu sond firmy Krautkrämer ERLÄUTERUNG ZU DEN DATENBLÄTTERN FÜR PRÜFKÖPFE Krautkrämer GmbH Ing.Richard Regazzo,CSc., Marcela Regazzová, Lubomír Bartulík, R & R NDT Zeleneč
Otázky k přijímací zkoušce do navazujícího magisterského studia Obor: Zbraně a munice pro AR 2015/2016
 Otázky k přijímací zkoušce do navazujícího magisterského studia Obor: Zbraně a munice pro AR 2015/2016 SKUPINA A 1. Zbraně: Vysvětlete postup sestrojení konstrukčního tlaku při návrhu hlavně palné zbraně.
Otázky k přijímací zkoušce do navazujícího magisterského studia Obor: Zbraně a munice pro AR 2015/2016 SKUPINA A 1. Zbraně: Vysvětlete postup sestrojení konstrukčního tlaku při návrhu hlavně palné zbraně.
Zkouška rázem v ohybu. Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer. Jméno: St. skupina: Datum cvičení:
 BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
DOPORUČENÁ LITERATURA KE KVALIFIKAČNÍM A RECERTIFIKAČNÍM ZKOUŠKÁM:
 DOPORUČENÁ LITERATURA KE KVALIFIKAČNÍM A RECERTIFIKAČNÍM ZKOUŠKÁM: A. PRACOVNÍCI NEDESTRUKTIVNÍHO ZKOUŠENÍ KVALIFIKAČNÍ A CERTIFIKAČNÍ SYSTÉM (KCS) PODLE POŽADAVKŮ STANDARDU STD-101 APC (ČSN EN 473) 1.
DOPORUČENÁ LITERATURA KE KVALIFIKAČNÍM A RECERTIFIKAČNÍM ZKOUŠKÁM: A. PRACOVNÍCI NEDESTRUKTIVNÍHO ZKOUŠENÍ KVALIFIKAČNÍ A CERTIFIKAČNÍ SYSTÉM (KCS) PODLE POŽADAVKŮ STANDARDU STD-101 APC (ČSN EN 473) 1.
Základní pojmy Zobrazení zrcadlem, Zobrazení čočkou Lidské oko, Optické přístroje
 Optické zobrazování Základní pojmy Zobrazení zrcadlem, Zobrazení čočkou Lidské oko, Optické přístroje Základní pojmy Optické zobrazování - pomocí paprskové (geometrické) optiky - využívá model světelného
Optické zobrazování Základní pojmy Zobrazení zrcadlem, Zobrazení čočkou Lidské oko, Optické přístroje Základní pojmy Optické zobrazování - pomocí paprskové (geometrické) optiky - využívá model světelného
Úloha č.9 Měření optických kabelů metodou OTDR (Optical Time Domain Reflectometry)
") Úloha č.9 Měření optických kabelů metodou OTDR (Optical Time Domain Reflectometry) 1 Teoretický úvod Měření parametrů optických vláken metodou zpětného rozptylu představuje v současnosti velmi důležitý
Úloha č.9 Měření optických kabelů metodou OTDR (Optical Time Domain Reflectometry) 1 Teoretický úvod Měření parametrů optických vláken metodou zpětného rozptylu představuje v současnosti velmi důležitý
Vojtěch Hrubý: Esej pro předmět Seminář EVF
 Vojtěch Hrubý: Esej pro předmět Seminář EVF Plazma Pod pojmem plazma většinou myslíme plynné prostředí, které se skládá z neutrálních částic, iontů a elektronů. Poměr množství neutrálních a nabitých částic
Vojtěch Hrubý: Esej pro předmět Seminář EVF Plazma Pod pojmem plazma většinou myslíme plynné prostředí, které se skládá z neutrálních částic, iontů a elektronů. Poměr množství neutrálních a nabitých částic
Využití komplementarity (duality) štěrbiny a páskového dipólu M
 štěrbiny a páskového dipólu M") Přechodné typy antén a) štěrbinové antény - buzení el. polem napříč štěrbinou (vlnovod) z - galvanicky generátor mezi hranami - zdrojem záření - pole ve štěrbině (plošná a.) nebo magnetický proud (lineární
Přechodné typy antén a) štěrbinové antény - buzení el. polem napříč štěrbinou (vlnovod) z - galvanicky generátor mezi hranami - zdrojem záření - pole ve štěrbině (plošná a.) nebo magnetický proud (lineární
elektrické filtry Jiří Petržela filtry založené na jiných fyzikálních principech
 Jiří Petržela filtry založené na jiných fyzikálních principech piezoelektrický jev při mechanickém namáhání krystalu ve správném směru na něm vzniká elektrické napětí po přiložení elektrického napětí se
Jiří Petržela filtry založené na jiných fyzikálních principech piezoelektrický jev při mechanickém namáhání krystalu ve správném směru na něm vzniká elektrické napětí po přiložení elektrického napětí se
Obr. 9.1 Kontakt pohyblivé části s povrchem. Tomuto meznímu stavu za klidu odpovídá maximální síla, která se nezývá adhezní síla,. , = (9.
 9. Tření a stabilita 9.1 Tření smykové v obecné kinematické dvojici Doposud jsme předpokládali dokonale hladké povrchy stýkajících se těles, kdy se silové působení přenášelo podle principu akce a reakce
9. Tření a stabilita 9.1 Tření smykové v obecné kinematické dvojici Doposud jsme předpokládali dokonale hladké povrchy stýkajících se těles, kdy se silové působení přenášelo podle principu akce a reakce
Kapitola 2. o a paprsek sil lze ztotožnit s osou x (obr.2.1). sil a velikost rovnou algebraickému součtu sil podle vztahu R = F i, (2.
. sil a velikost rovnou algebraickému součtu sil podle vztahu R = F i, (2.") Kapitola 2 Přímková a rovinná soustava sil 2.1 Přímková soustava sil Soustava sil ležící ve společném paprsku se nazývá přímková soustava sil [2]. Působiště všech sil m i lze posunout do společného bodu
Kapitola 2 Přímková a rovinná soustava sil 2.1 Přímková soustava sil Soustava sil ležící ve společném paprsku se nazývá přímková soustava sil [2]. Působiště všech sil m i lze posunout do společného bodu
HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ
 HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ Radim Paluska, Miroslav Kyjovský V tomto příspěvku jsou uvedeny poznatky vyplývající ze zkoušek provedených za účelem vyhodnocení rozdílných režimů při
HODNOCENÍ ROZDÍLNÝCH REŽIMŮ PŘI PROCESU SPALOVÁNÍ Radim Paluska, Miroslav Kyjovský V tomto příspěvku jsou uvedeny poznatky vyplývající ze zkoušek provedených za účelem vyhodnocení rozdílných režimů při
Nové požadavky na zvukoměrnou techniku a jejich dopad na hygienickou praxi při měření hluku. Ing. Zdeněk Jandák, CSc.
 Nové požadavky na zvukoměrnou techniku a jejich dopad na hygienickou praxi při měření hluku Ing. Zdeněk Jandák, CSc. Předpisy Nařízení vlády č. 272/2011 Sb. o ochraně zdraví před nepříznivými účinky hluku
Nové požadavky na zvukoměrnou techniku a jejich dopad na hygienickou praxi při měření hluku Ing. Zdeněk Jandák, CSc. Předpisy Nařízení vlády č. 272/2011 Sb. o ochraně zdraví před nepříznivými účinky hluku
1 Pružinové klece Pokyny pro projektování
 Pokyny pro projektování 1.1 Použití Použití pružinových závěsů a podpěr je nutné v případech, kde pomocí pevných konstrukcí není možné zachytit svislé nebo velké vodorovné vynucené posuvy potrubí. Pružinové
Pokyny pro projektování 1.1 Použití Použití pružinových závěsů a podpěr je nutné v případech, kde pomocí pevných konstrukcí není možné zachytit svislé nebo velké vodorovné vynucené posuvy potrubí. Pružinové
DOM - ZO 13, s.r.o., školící středisko NDT. TD401-F701 Osnova kurzů NDT
 Strana: 1/6 Obsah Seznam normativních dokumentů pro školení pracovníků NDT...2 Vizuální kontrola svařované výrobky...3 Osnova kurzu pro VT stupeň 1...3 Osnova kurzu pro VT stupeň 2...5 Nejbližší termín
Strana: 1/6 Obsah Seznam normativních dokumentů pro školení pracovníků NDT...2 Vizuální kontrola svařované výrobky...3 Osnova kurzu pro VT stupeň 1...3 Osnova kurzu pro VT stupeň 2...5 Nejbližší termín
DESTRUKTIVNÍ ZKOUŠKY SVARŮ II.
 DESTRUKTIVNÍ ZKOUŠKY SVARŮ II. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
DESTRUKTIVNÍ ZKOUŠKY SVARŮ II. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
Hlavní parametry rádiových přijímačů
 Hlavní parametry rádiových přijímačů Zpracoval: Ing. Jiří Sehnal Pro posouzení základních vlastností rádiových přijímačů jsou zavedena normalizovaná kritéria parametry, podle kterých se rádiové přijímače
Hlavní parametry rádiových přijímačů Zpracoval: Ing. Jiří Sehnal Pro posouzení základních vlastností rádiových přijímačů jsou zavedena normalizovaná kritéria parametry, podle kterých se rádiové přijímače
VLIV OKRAJOVÝCH PODMÍNEK NA VÝSLEDEK ZKOUŠKY TEPELNÉHO VÝKONU SOLÁRNÍHO KOLEKTORU
 Energeticky efektivní budovy 2015 sympozium Společnosti pro techniku prostředí 15. října 2015, Buštěhrad VLIV OKRAJOVÝCH PODMÍNEK NA VÝSLEDEK ZKOUŠKY TEPELNÉHO VÝKONU SOLÁRNÍHO KOLEKTORU Bořivoj Šourek,
Energeticky efektivní budovy 2015 sympozium Společnosti pro techniku prostředí 15. října 2015, Buštěhrad VLIV OKRAJOVÝCH PODMÍNEK NA VÝSLEDEK ZKOUŠKY TEPELNÉHO VÝKONU SOLÁRNÍHO KOLEKTORU Bořivoj Šourek,
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Protokol měření. Kontrola a měření závitů
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Tolerování závitů Kontrola a měření závitů Řetězec norem, které se zabývají závity, zahrnuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Protokol měření Tolerování závitů Kontrola a měření závitů Řetězec norem, které se zabývají závity, zahrnuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Vlnění
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Vlnění Vhodíme-li na klidnou vodní hladinu kámen, hladina se jeho dopadem rozkmitá a z místa rozruchu se začnou
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Vlnění Vhodíme-li na klidnou vodní hladinu kámen, hladina se jeho dopadem rozkmitá a z místa rozruchu se začnou
Vytyčení polohy bodu polární metodou
 Obsah Vytyčení polohy bodu polární metodou... 2 1 Vliv měření na přesnost souřadnic... 3 2 Vliv měření na polohovou a souřadnicovou směrodatnou odchylku... 4 3 Vliv podkladu na přesnost souřadnic... 5
Obsah Vytyčení polohy bodu polární metodou... 2 1 Vliv měření na přesnost souřadnic... 3 2 Vliv měření na polohovou a souřadnicovou směrodatnou odchylku... 4 3 Vliv podkladu na přesnost souřadnic... 5
FYZIKÁLNÍ PRAKTIKUM FJFI ČVUT V PRAZE. Mikrovlny
 FYZIKÁLNÍ PRAKTIKUM FJFI ČVUT V PRAZE Datum měření: 25.3.2011 Jméno: Jakub Kákona Pracovní skupina: 4 Ročník a kroužek: Pa 9:30 Spolupracovníci: Jana Navrátilová Hodnocení: Mikrovlny Abstrakt V úloze je
FYZIKÁLNÍ PRAKTIKUM FJFI ČVUT V PRAZE Datum měření: 25.3.2011 Jméno: Jakub Kákona Pracovní skupina: 4 Ročník a kroužek: Pa 9:30 Spolupracovníci: Jana Navrátilová Hodnocení: Mikrovlny Abstrakt V úloze je
Ultrazvukové zkoušení materiálů DZM - 2013. http://1.bp.blogspot.com/-_rtpuuvjbdk/tggpeztxodi/aaaaaaaaac0/ncsuvkujp1m/s1600/1.jpg
 Ultrazvukové zkoušení materiálů DZM - 2013 1 http://1.bp.blogspot.com/-_rtpuuvjbdk/tggpeztxodi/aaaaaaaaac0/ncsuvkujp1m/s1600/1.jpg Výhody použití ultrazvuku analýza vad povrchových i vnitřních možnost
Ultrazvukové zkoušení materiálů DZM - 2013 1 http://1.bp.blogspot.com/-_rtpuuvjbdk/tggpeztxodi/aaaaaaaaac0/ncsuvkujp1m/s1600/1.jpg Výhody použití ultrazvuku analýza vad povrchových i vnitřních možnost
Výrobní způsob Výrobní postup Dodávaný stav Způsob Symbol Výchozí materiál Skružování Svařování pod. (Za tepla) válcovaný Skružování za
 válcovaný Skružování za") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 5: Pod tavidlem obloukově svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 5: Pod tavidlem obloukově svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených
Ve výrobě ocelových konstrukcí se uplatňují následující druhy svařování:
 5. cvičení Svarové spoje Obecně o svařování Svařování je technologický proces spojování kovů podmíněného vznikem meziatomových vazeb, a to za působení tepla nebo tepla a tlaku s případným použitím přídavného
5. cvičení Svarové spoje Obecně o svařování Svařování je technologický proces spojování kovů podmíněného vznikem meziatomových vazeb, a to za působení tepla nebo tepla a tlaku s případným použitím přídavného
VLNOVÁ OPTIKA. Mgr. Jan Ptáčník - GJVJ - Fyzika - Optika - 3. ročník
 VLNOVÁ OPTIKA Mgr. Jan Ptáčník - GJVJ - Fyzika - Optika - 3. ročník Vlnová optika Světlo lze chápat také jako elektromagnetické vlnění. Průkopníkem této teorie byl Christian Huyghens. Některé jevy se dají
VLNOVÁ OPTIKA Mgr. Jan Ptáčník - GJVJ - Fyzika - Optika - 3. ročník Vlnová optika Světlo lze chápat také jako elektromagnetické vlnění. Průkopníkem této teorie byl Christian Huyghens. Některé jevy se dají
Zápis z jednání OS v Brně
 Zápis z jednání OS10 26.6.2018 v Brně Doc. Mazal - přivítal a zahájil jednání OS10 - představil VUT Brno na jejíž půdě jsme se sešli. - informoval o problémech s vydáváním časopisu NDT Bulletin - informoval
Zápis z jednání OS10 26.6.2018 v Brně Doc. Mazal - přivítal a zahájil jednání OS10 - představil VUT Brno na jejíž půdě jsme se sešli. - informoval o problémech s vydáváním časopisu NDT Bulletin - informoval
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Technisches Lexikon (cz.) 16/10/14
 16/10/14") Technický lexikon Pojmy z techniky měření sil a točivých momentů a d a tových listů GTM Technisches Lexikon (cz.) 16/10/14 Úvod V tomto Technickém lexikonu najdete vysvětlení pojmů z techniky měření síly
Technický lexikon Pojmy z techniky měření sil a točivých momentů a d a tových listů GTM Technisches Lexikon (cz.) 16/10/14 Úvod V tomto Technickém lexikonu najdete vysvětlení pojmů z techniky měření síly
1. Hodnocení budov z hlediska energetické náročnosti
 H O D N O C E N Í B U D O V Z H L E D I S K A E N E R G E T I C K É N Á R O Č N O S T I K A P I T O L A. Hodnocení budov z hlediska energetické náročnosti Hodnocení stavebně energetické vlastnosti budov
H O D N O C E N Í B U D O V Z H L E D I S K A E N E R G E T I C K É N Á R O Č N O S T I K A P I T O L A. Hodnocení budov z hlediska energetické náročnosti Hodnocení stavebně energetické vlastnosti budov
Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec,
 BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
Nikolaj Ganev, Stanislav Němeček, Ivo Černý
 Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
Přijímací zkouška na navazující magisterské studium Studijní program Fyzika obor Učitelství fyziky matematiky pro střední školy
 Přijímací zkouška na navazující magisterské studium 013 Studijní program Fyzika obor Učitelství fyziky matematiky pro střední školy Studijní program Učitelství pro základní školy - obor Učitelství fyziky
Přijímací zkouška na navazující magisterské studium 013 Studijní program Fyzika obor Učitelství fyziky matematiky pro střední školy Studijní program Učitelství pro základní školy - obor Učitelství fyziky
Nový systém defektoskopie u SŽDC. Ing. Petr Sychrovský, SŽDC TÚDC, Praha
 Nový systém defektoskopie u SŽDC Ing. Petr Sychrovský, SŽDC TÚDC, Praha 1 Vstupní impuls: Pořízení nových prostředků v oblasti nedestruktivního testování kolejnic u SŽDC. Nově vzniklá situace umožnila
Nový systém defektoskopie u SŽDC Ing. Petr Sychrovský, SŽDC TÚDC, Praha 1 Vstupní impuls: Pořízení nových prostředků v oblasti nedestruktivního testování kolejnic u SŽDC. Nově vzniklá situace umožnila