|
|
|
- Břetislav Kopecký
- před 6 lety
- Počet zobrazení:
Transkript
1
2
3
4
5 Poděkování Ráda bych touto cestou poděkovala své vedoucí diplomové práce Ing. Petře Váňové, Ph.D. za obětavou pomoc a věnovaný čas. Poděkování patří také paní laborantce Naděždě Brychtové a Ing. Kateřině Konečné. Dále bych chtěla poděkovat firmě Galvamet spol. s.r.o, která mi umožnila práci v provozu. Vyjádření poděkování patří i mé rodině, které chci tímto poděkovat za podporu a toleranci během studia.
6 Abstrakt Předmětem této diplomové práce je optimalizace procesu tepelného zpracování odlitků oceli Práce seznamuje čtenáře se základními pojmy této problematiky. První část diplomové práce popisuje teoretický rozbor korozivzdorných ocelí, jejich vlastnosti a tepelná zpracování. Druhá část diplomové práce je zaměřena na experimentální hodnocení mikrostruktury odlitků a porovnání jejich tvrdosti při různých režimech tepelného zpracování, a to homogenizačním žíhání a rozpouštěcím žíhání při různých dobách výdrže na teplotě. Klíčová slova Vakuové tepelné zpracování, korozivzdorná ocel, rozpouštěcí žíhání, homogenizační žíhání, delta ferit Abstract The subject of this thesis is optimization of steel casts heat treatment processing. This thesis introduces to readers the basic terminology of this issue. First part of this diploma work describes theoretical analysis of corrosion resistant steels, their properties and also their heat treatment. Second part of this thesis targets an experimental evaluation of casts microstructure and comparison of their hardness during various modes of heat processing, homogenization annealing and at different times of hold on the temperature. Keywords Vacuum heat treatment, stainless steel, solution annealing, homogenization annealing, delta ferrite
7 Obsah: Úvod Rozdělení korozivzdorných ocelí Vliv legujících prvků Rozdělení korozivzdorných ocelí podle chemického složení Chromové oceli Chromniklové oceli Chrommanganové oceli Rozdělení korozivzdorných ocelí z hlediska mikrostruktur Feritické oceli Duplexní (dvoufázové) oceli Austenitické oceli Martenzitické oceli (kalitelné oceli) Vytvrditelné oceli Tepelné zpracování korozivzdorných ocelí Tepelné zpracování feritických a poloferitických ocelí Tepelné zpracování austenitických a dvojfázových ocelí Tepelné zpracování kalitelných martenzitických ocelí Kalení a popouštění Tepelně-mechanické zpracování Vakuové tepelné zpracování Proces vakuového kalení Aplikace vakuového kalení Hlavní výhody vakuového tepelného zpracování Typy vakuového kalení Olejové kalení legovaných a nelegovaných ocelí Kalení legovaných ocelí proudem plynu
8 3.4.3 Tepelné zpracování nástrojových ocelí ve vakuu Tepelné zpracování martenzitických nerezavějících ocelí ve vakuu Tepelné zpracování precipitačně vytvrzovaných korozivzdorných ocelí ve vakuu Tepelné zpracování vysoce legovaných slitin ve vakuu Experimentální část Popis součásti Režimy tepelného zpracování Hodnocení mikrostruktury Podíl δ feritu Měření tvrdosti Měření mikrotvrdosti RTG mikroanalýza Závěr Seznam použité literatury:
9 ÚVOD První dochované zmínky o korozi kovaných železných částí vodních staveb se objevili v 15. století. Výzkum a vývoj korozivzdorných ocelí s chrómem a niklem se rozeběhl až během prvních dvaceti let 20. století. V 70. letech se začaly vyrábět vysoce kvalitní korozivzdorné oceli s vynikající korozní odolností a zároveň příznivou svařitelností. Tento materiál našel široké uplatnění v chemickém, potravinářském, stavebním i automobilovém průmyslu. Korozivzdorné oceli byly používány mj. i ve vojenském průmyslu již během první světové války. Obrobitelnost korozivzdorných ocelí se liší v závislosti na množství legujících prvků, tepelném zpracování a způsobu výroby. Kalení těchto ocelí je prováděno za účelem zlepšení jejich mechanických vlastností. Kalením se dosahuje u součástí vysoké tvrdosti a odolnosti proti opotřebení. Tyto vlastnosti jsou spojeny se vznikem nerovnovážné struktury martenzitu nebo bainitu, které jsou požadovány po správném zakalení. Zakalením oceli se také vždy zvýší i pevnost v tahu. 3
.")
10 1. Rozdělení korozivzdorných ocelí Mezi korozivzdorné oceli řadíme oceli schopné pasivování, díky němuž odolávají elektrochemické korozi v oxidačním prostředí. /1/ Korozivzdorné oceli a slitiny všeobecně rozdělujeme podle jejich chemického složení a struktury (obr. 1-1, obr.1-2). Z hlediska chemického složení se oceli dělí na chromové, chromniklové a chrommanganové. Podle mikrostruktury na feritické, feriticko-austenitické aferiticko-martenzitické (duplexní), austenitické, martenzitické a precipitačně vytvrditelné oceli. Obr. 1-1:Mikrostruktura korozivzdorné oceli závisí především na jejím chemickém složení, přičemž největší vliv mají hlavní slitinové prvky chrom (Cr) a nikl (Ni). Korozivzdorné oceli jsou chrómové slitiny se železem obsahující 12 až 30 % chrómu, až 30% niklu nebo do 24 % manganu. Chróm zajišťuje pasivitu těchto ocelí a slitin a je proto rozhodujícím prvkem pro dosažení odolnosti ocelí a slitin k celkové korozi. /2/ Tuto strukturu je možné měnit také tepelným zpracováním, nebo tvářením za studena. Struktura oceli je dána vzájemným poměrem obsahu jednotlivých legujících prvků. /3/ 4
11 1.1 Vliv legujících prvků Přísadové anebo legující prvky přidáváme do ocelí záměrně za účelem získání požadovaných vlastností. Některé přísadové prvky se vyskytují v ocelích jako doprovodné např. Mn, Si, Al. Legující (přísadové) prvky vzájemně působí se železem a uhlíkem a mají výrazný dopad na soustavu Fe-C. /4/ Existují dva základní typy legujících prvků. Dělíme je na: legující prvky tvořící ferit (křemík, molybden, chróm) feritotvorné prvky, legující prvky tvořící austenit (uhlík, dusík, mangan, měď a nikl) austenitotvorné prvky. Uhlík Většina korozivzdorných ocelí má nízký obsah uhlíku 0,02-0,05 %, protože nízký obsah uhlíku zlepšuje svařitelnost a brání tvorbě karbidů, které jsou spojené s mezikrystalovou korozí. V některých případech mají žáruvzdorné materiály často vyšší obsah uhlíku, protože uhlík zvyšuje mez pevnosti při tečení. /5/ Chróm Patří mezi hlavní legující prvky, které podporují tvorbu feritické struktury korozivzdorných ocelí. Platí pravidlo, že s rostoucím obsahem chrómu se zlepšuje odolnost proti korozi. Přísada chrómu nemění strukturu čistého železa (feritu). /5/ Nikl Tento prvek tvoří austenitickou strukturu. V případě, že přidáme do korozivzdorné chrómové oceli dostatečné množství niklu, bude mít ocel austenitickou strukturu a změní se tím fyzikální a mechanické vlastnosti. Vyšší obsah niklu zajišťuje lepší odolnost proti korozi, lepší tvářitelnost, houževnatost a žárupevnost materiálu. /5/ Molybden Podobně jako chróm i molybden podporuje tvorbu feritu. Zvyšuje celkovou odolnost proti korozi korozivzdorných ocelí. Molybden podstatně zlepšuje odolnost proti bodové korozi. Také zlepšuje vlastnosti ocelí hlavně tam, kde se jedná o jejich použití při vysokých teplotách. /5/ 5
, aby se zabránilo tvorbě karbidů chrómu a následné mezikrystalové korozi.")


12 Titan a niob Oba tyto legující prvky společně s uhlíkem vytváří karbidy. Patří mezi stabilizační prvky a používají se v ocelích s relativně vysokým obsahem uhlíku (větším než 0,05%), aby se zabránilo tvorbě karbidů chrómu a následné mezikrystalové korozi. /5/ Mangan Mangan rozšiřuje teplotní oblast stability austenitu. Přidává se proto do nízkolegovaných konstrukčních ocelí se strukturou feriticko-perlitickou v kombinaci s Si a Cr v množství okolo 1-2%. Používá se taky jako legura v austenitických ocelích (korozivzdorné a žárupevné oceli, oceli odolné proti opotřebení). /4/ Křemík Tento prvek zvyšuje tvrdost, pevnost a elektrický odpor ocelí, naopak snižuje jejich tvárnost. Mírně však zvyšuje prokalitelnost. Používá se jako legura v pružinových ocelích v kombinaci s Mn a Cr v rozmezí od 0,5 do 1,9%. Dále se používá v materiálech na výrobu transformátorových plechů. Při množství nad 6% Si jsou oceli odolné proti kyselinám. Další jeho výhodou je, že brzdí difúzi uhlíku v oceli. /4/ Měď a dusík Měď zlepšuje odolnost vůči korozi vzhledem k působení některých kyselin. Dusík působí podobně jako nikl a podporuje tvorbu austenitu. Má stejný účinek na mikrostrukturu jako nikl a proto ho může do určité míry nahradit. Dusík zvyšuje pevnost a zlepšuje svařitelnost duplexních korozivzdorných ocelí. /5/ a) b) c) Obr. 1-2: Obrázky typických struktur: a) Feritická struktura, b) austenitická struktura, c) martenzitická struktura 6
13 1.2 Rozdělení korozivzdorných ocelí podle chemického složení Chromové oceli Jedná se o oceli s přísadou hmotnostních procent chrómu. Chromové oceli s obsahem Cr12% až 18% jsou obvykle využívány po procesu kalení a popouštění jako nože a příbory. Vlastnosti získané v těchto materiálech jsou výrazně ovlivněny složení matrice po tepelném zpracování, a to zejména obsahem Cr a C. /6/ Existují tři základní typy chromových ocelí: 1) Oceli plně schopné transformace α γ, které při odpovídajícím ohřevu spadají v binárním diagramu Fe - Cr (obr. 3) do oblasti fáze γ. Protože Cr výrazně snižuje kritickou kalící rychlost, jsou oceli nad 5% Cr samokalitelné. Oceli této skupiny mají martenzitickou strukturu. 2) Oceli, které nelze ohřevem převést do austenitického stavu, neboť spadají v celém rozsahu teplot až k solidu do oblasti fáze α. Jejich struktura je trvale feritická. 3) Oceli schopné částečné transformace α γ, které při příslušné teplotě ohřevu spadají do oblasti (α+γ). Mají strukturu martenziticko-feritickou. /1/ Obr. 1-3: Rovnovážný diagram Fe-Cr. /1/ 7

14 1.2.2 Chromniklové oceli Pomocí přísad Ni a Cr se dosahuje větší korozní odolnosti, houževnatosti i plasticity, než je tomu u chromových ocelí. Struktury těchto ocelí jsou kombinací feritotvorného Cr s austenototvorným vlivem Ni a C. Jejich přehled podává strukturní diagram Fe-Cr-Ni na obr /1/ Obr. 1-4: Přehled struktur chromniklových oceli. /7/ Chrommanganové oceli Austenitické Cr-Mn oceli využívají k úplné nebo částečné náhradě drahého niklu austenitotvorného působení manganu. Při 18% Cr je k dosažení austenitické struktury nezbytná přísada minimálně 13% Mn. Oceli s obsahem 18% Cr, 8-16%Mn, 2-4% Ni, 0,2-0,4% N se uplatňují jako korozivzdorné. Mají vyšší pevnost, ale menší korozivzdornost a žáruvzdornost než oceli Cr-Ni. 8
15 1.3 Rozdělení korozivzdorných ocelí z hlediska mikrostruktur Feritické oceli V hrubém rozdělení se feritické korozivzdorné oceli člení do dvou podskupin: s obsahem asi 11 až 13 % Cr a s obsahem asi 17 % Cr. Mechanické vlastnosti feritických ocelí předpokládají jemnozrnnou strukturu, které se dosahuje příslušným tepelným zpracováním těchto ocelí. V důsledku relativně nízkého obsahu chrómu je korozní odolnost 11 12% chrómových ocelí omezena. U 17 % chrómových ocelí se díky vyššímu obsahu chrómu dosahuje vyšší odolnosti proti korozi. Dolegováním asi 1 % molybdenu se může odolnost proti korozi ještě zvýšit. Některé oceli obsahují titan nebo niob jako karbidotvorné prvky, které na sebe vážou uhlík. Takové oceli jsou tedy stabilní proti mezikrystalové korozi i po svařování bez doplňkového tepelného zpracování, a to i v případě větších tlouštěk. Zvláštní předností feritických korozivzdorných ocelí je to, že v protikladu k austenitickým Cr-Ni ocelím vynikají vysokou odolností proti transkrystalové korozi při mechanickém napětí. /8/ Pozn. Transkrystalová koroze se projevuje napadením rozhraní mezi zrny a současným praskáním vlastních krystalů. V praxi se vyskytuje velmi zřídka Duplexní (dvoufázové) oceli Duplexní oceli mají po ohřevu na vyšší teploty dvojfázovou strukturu, která je tvořena delta feritem a austenitem. Jestliže je v austenitu rozpuštěno dostatečné množství austenitotvorných prvků, netransformuje se a matrici tvoří delta ferit a metastabilní austenit. Při malém množství austenitotvorných prvků se austenit transformuje na martenzit. Podle výsledné struktury lze tyto oceli rozdělit na: feriticko martenzitické, feriticko austenitické. V současnosti se dvoufázové oceli uplatňují v oblastech jako je např. petrochemický průmysl a průmysl pracující v mořském prostředí Austenitické oceli Přísada niklu, manganu, popř. dusíku ke slitinám železa s chrómem ve vhodně vyváženém množství vytváří základ nového typu ocelí zvaných austenitické, protože si zachovávají 9
16 austenitickou strukturu za normální teploty i za velmi nízkých minusových teplot. Nepřítomnost fázových přeměn činí tyto oceli citlivými k růstu zrna za vysokých teplot. Zhrubnutí zrna však nevede ke zkřehnutí. Významnou vlastností těchto ocelí je jejich tažnost a houževnatost. Tyto oceli obsahují 18 % chrómu, 9 % niklu a okolo 0,08 % uhlíku a popř. 9-19% manganu. Nejčastěji přidávaným prvkem do austenitických korozivzdorných ocelí je molybden, který výrazně zvyšuje korozní odolnost v prostředí redukčních kyselin a solných roztoků. /2/ Martenzitické oceli (kalitelné oceli) Jsou to oceli s obsahem chrómu až 18 %, uhlíku až 1,5 % a po zakalení z teplot zasahujících do oblasti austenitu vykazují martenzitickou strukturu. /2/ Martenzit vzniká při nízkých teplotách, kdy už není možná difúze substitučních ani intersticiálních prvků. Pro vznik martenzitu je nutno austenitizovanou matrici ochladit pod teplotu M s (martenzit start začátek tvorby martenzitu) na dobu kratší, než je doba potřebná pro zahájení politické nebo bainitické přeměny. Martenzitická přeměna probíhá až do teploty M f (martenzit finish konec tvorby martenzitu). Vznik martenzitu je spojen výhradně s bezdifúzní přeměnou. Kalitelné martenzitické oceli mají dobrou obrobitelnost a dobré dlouhodobé pevnostní vlastnosti za vysokých teplot (zhruba do 600 C). Martenzitické chromové oceli s vysokým obsahem chrómu mají sklon tvořit delta ferit, který je často doprovázen masivní precipitací dendritických karbidů. Dendritické karbidy jsou nežádoucí a ve většině případů zhoršují mechanické vlastnosti oceli. /9/ Vytvrditelné oceli Jejich charakteristickou vlastností je získávání požadovaných mechanických vlastností tzv. vytvrzováním. Vytvrzování lze provádět na již obrobeném dílu při relativně nízkých teplotách. To je jejich výhodou oproti martenzitickým ocelím, které je třeba k dosažení požadované pevnosti kalit a popouštět. U austenitických ocelí lze zase mechanické vlastnosti ovlivnit pouze chemickým složením nebo tvářením při normální teplotě. Podle probíhajících strukturních změn v průběhu vytvrzování, lze tyto oceli rozdělit do dvou skupin: 10
17 Martenzitické oceli precipitačně vytvrditelné U těchto ocelí je vytvrzování vyvoláno dvěma navazujícími pochody. Martenzitickou přeměnou a precipitací v martenzitu s relativně nízkou tvrdostí s ohledem na snížený obsah uhlíku. Tyto oceli lze rozdělit do dvou skupin podle polohy teploty počátku martenzitické přeměny M s vzhledem k normální teplotě, a to oceli s teplotou M s výrazně nad normální teplotou a oceli s teplotou M s v blízkosti normální teploty. V prvním případě se oceli stávají martenzitickými ihned po ochlazení na normální teplotu, v druhém případě nastává martenzitická transformace po ochlazení na nízké teploty nebo po zpracování, které vede k destabilizaci austenitu. /2/ Podle typu martenzitické přeměny lze tyto oceli rozdělit na : Oceli s přímou martenzitickou přeměnou patří sem např. oceli 1Cr17Ni4Cu a 1Cr17Ni7Ti. Tepelné zpracování ocelí s přímou martenzitickou přeměnou zahrnuje rozpouštěcí žíhání, následné rychlé ochlazování na normální teplotu, jehož výsledkem je převážně martenzitická struktura a precipitační vytvrzování v rozmezí teplot C, kdy dochází k precipitaci fází Ni 3 Ti a Ni 3 Cu. Oceli s nepřímou martenzitickou přeměnou např. typ 04Cr17Ni7Al. Tepelné zpracování těchto ocelí spočívá v ohřevu na teplotu žíhání 1025 až 1075 C. Martenzitická přeměna se vyvolá buď přímým ochlazením na teplotu 80 C nebo destabilizačním žíhání austenitu na teplotě C s následujícím ochlazením na vzduchu. Poté následuje precipitační vytvrzování. Austenitické oceli precipitačně vytvrditelné Vysokých pevnostních hodnot u těchto ocelí docílíme precipitací karbidů a nitridů z austenitické struktury oceli typu CrMnVN ,3 nebo precipitací dalších intermetalických fází Ti a Al doprovázející precipitaci karbidů u oceli typu 10CrNiMoTiAlV Austenitické oceli precipitačně vytvrditelné se používají pro vysokonamáhané součásti, jako jsou tryskové motory, turbínová kola, ventilátory, zařízení v petrochemickém průmyslu a zařízení pro nízké teploty. Korozní odolnost je srovnatelná se standardními korozivzdornými ocelemi. /10/ 11
18 2. Tepelné zpracování korozivzdorných ocelí Pro tepelné zpracování se využívají pece s elektrickým i plynovým ohřevem. Vystavení plynné atmosféře pece za vysoké teploty může znamenat podstatné změny v povrchové vrstvě základního kovu. Jedná se především o oxidaci, nauhličení nebo oduhličení oceli. Nauhličení neboli obohacování povrchových vrstev ocelí uhlíkem se vyskytuje především u austenitických ocelí. Hloubka nauhličení závisí na době a teplotě procesu tepelného zpracování a druhu působícího prostředí. Je třeba brát v potaz, aby plynná atmosféra měla spíše oxidační charakter, neboť v této atmosféře vznikají okuje, které lze snadněji odstranit mořením. U austenitických korozivzdorných ocelí je nutné důsledně se vyhýbat plynným prostředím, kde by mohlo docházet k nauhličení povrchu oceli. V případě lesklého žíhání, kde se používají ochranné atmosféry na bázi amoniaku, směsi vodíku a dusíku, se musí pracovat se suchými plyny, neboť i stopy vodní páry způsobují zabarvení povrchu náběhovými barvami. Oduhličení postihuje kalitelné oceli. Snižuje tak jejich povrchovou tvrdost. Následek oduhličení se může projevit feriticky měkkou strukturou s velmi hrubým zrnem, což je nepříznivé. Zabránit oduhličení oceli můžeme pomocí vhodné přísady a to 1 až 2 % uhlovodíku do atmosféry pecí. /2/,/11/ Z hlediska strukturních přeměn a výsledných vlastností je možné tepelného zpracování korozivzdorných ocelí rozdělit na tepelná zpracování, která vedou ke vzniku stabilních (žíhání) a metastabilních struktur (kalení). Proces žíhání se skládá z ohřevu na určitou žíhací teplotu, setrvání na této teplotě a z ochlazování poměrně pomalou rychlostí. Nejčastější cíle žíhání jsou vytvoření rovnoměrné struktury o dobré tvárnosti, obrobitelnosti a houževnatosti. Jedná se o odstranění chemické heterogenity i nežádoucích prvků a odstranění vnitřních pnutí. /12/ 2.1 Tepelné zpracování feritických a poloferitických ocelí Tepelné zpracování feritických korozivzdorných ocelí spočívá v ohřevu na teplotu 750 až 900 C po dobu asi 30 minut. Následuje ochlazování na vzduchu nebo do oleje. Cílem tohoto zpracování je jednak potlačení vlivu zpevnění po předchozím tváření za tepla i za studena, jednak odstranění náchylnosti oceli k mezikrystalové korozi vyrovnáním obsahu chrómu na hranicích zrn. Teploty vyšší než 900 C jsou nepříznivé z hlediska hrubnutí zrn. /2/ 12
19 Pozn. Mezikrystalová koroze je formou nerovnoměrného korozního napadení, které se projevuje hlavně u korozivzdorných ocelí po tepelném zpracování, při němž dochází v bezprostřední blízkosti hranic zrn k ochuzení o chróm v důsledku tvorby karbidů, popřípadě se vytvářejí další fáze s odlišnými elektrochemickými vlastnostmi. 2.2 Tepelné zpracování austenitických a dvojfázových ocelí Cílem tohoto zpracování je získat homogenní tuhý roztok a optimální korozní odolnost. Důležité je potlačit zpevnění vyvolané tvářením za tepla nebo za studena a vyvázat co největší množství uhlíku na stále karbidy za účelem omezit dlouhodobý tepelný vliv na stabilitu struktury. /2/ Provádí se ohřev na teplotu 950 až 1150 C podle druhu oceli, s následným rychlým ochlazením, kterým se vyhneme vylučování karbidů. Tento režim tepelného zpracování se nazývá rozpouštěcí žíhání. U ocelí legovaných Ti nebo Nb se doplňuje rozpouštěcí žíhání podle potřeby ještě stabilizačním žíháním při teplotách 850 až 950 C po dobu 2-4 hodin. Tato tepelná zpracování mohou být uplatněna také u ocelí se sníženým obsahem uhlíku určených pro použití za zvýšených teplot. /2/ 2.3 Tepelné zpracování kalitelných martenzitických ocelí Kalitelné korozivzdorné oceli se žíhají nad teplotou přeměny A c3 nebo A c1 nebo pod těmito teplotami. Po žíhání nad teplotami přeměny musí ocel velmi pomalu chladnout rychlostí nejvýše 0,5 C min -1 až do 600 C, aby nastal izotermický rozpad austenitu a vyloučily se zrnité karbidy. Žíhání pod teplotami přeměny je v podstatě prodlouženým popouštěním při nejvyšší možné teplotě, než se začne tvořit austenit. Oceli takto žíhané nejsou tak měkké jako po žíhání nad teplotami přeměny, avšak snadněji se obrábí a kalením pak získávají větší tvrdost. /2/ Pnutí kalených a popouštěných ocelí lze snížit žíháním pod popouštěcí teplotou. Podstata snížení vnitřního pnutí spočívá v přeměně elastické deformace na plastickou. Feritické a austenitické oceli nelze žíhat k odstranění pnutí v kritické oblasti teplot. Malá pnutí u stabilizovaných nízkouhlíkových ocelí je možné odstranit v rozmezí teplot 500 až 750 C. Stabilizované austenitické oceli budou mít nejmenší pnutí, necháme-li je z teploty 13

20 stabilizačního žíhání pomalu chladnout. /2/, /13/ Přehled nejběžnějších tepelných zpracování korozivzdorných ocelí je uvedeno v tab Homogenizační žíhání se provádí s cílem vyrovnat chemické nehomogenity matrice. Žíhání se provádí při vysokých teplotách až 1200 C, kde jsou dobré podmínky pro difúzi uhlíku a substitučních přísadových prvků. Výdrž na teplotě je někdy 10 až 15 hodin. Ochlazování se provádí v peci. Přehled základních způsobů žíhání ocelí jsou uvedeny na obr Obr. 2-1: Schematické znázornění jednotlivých druhů žíhání. 14
21 Tab Běžná tepelná zpracování korozivzdorných ocelí a slitin. /2/ Teplota Druh oceli, slitiny C martenzitické feritické austenitické Druh zpracování popouštění ( C) po zakalení, vyžaduje-li se vysoká tvrdost, ohřev pro částečné odstranění pnutí (při požadavku na rozměrovou stabilitu) Poznámky způsob ohřevu jakýkoliv; není třeba žádné zvláštní opatrnosti C martenzitické feritické austenitické C martenzitické feritické austenitické C martenzitické feritické austenitické C austenitické austeniticko feritické popouštění ( C) po zakalení, vyžaduje-li se střední tvrdost, teploty, kterým je nutné se vyhnout u austenitických ocelí nestabilizovaných nebo s uhlíkem nad 0,03 % a u ocelí feritických elektrické pece, plynové pece nebo pece se solnou lázní nízkointersticiálních; ohřev pro odstranění pnutí u ocelí stabilizovaných a nízkouhlíkových (pro malá pnutí a použití ve slabě agresivních prostředích) žíhání elektrické pece, plynové pece nebo žíhání ( C) pece se solnou lázní teploty, jimž je nutné se vyhnout kromě stabilizovaných ocelí s Tia Nb (stabilizační žíhání);ohřev pro odstranění pnutí po tváření kalení s rychlým ochlazením elektrické pece, plynové pece nebo teploty, jimž je nutné se vyhnout pece se solnou lázní, doporučuje se žíhání rozpouštěcí, odpevnění na úplné odstranění pnutí předehřev, nutné brát zřetel na změny (při aplikaci v silně agresivních prostředích) povrchu rozpouštěcí žíhání a stabilizační žíhání platí vše uvedené, přednostně oxidační atmosféry, nevyžaduje-li se lesklé žíhání 15
22 2.4 Kalení a popouštění Kalení je nejvýznamnějším druhem tepelného zpracování ocelí. Jeho důsledkem jsou změny mechanických a fyzikálních vlastností. Z hlediska převažující strukturní složky, která je v oceli po kalení, se kalení rozděluje na martenzitické a bainitické. Kalitelné korozivzdorné oceli, kalené za nízkých teplot, nemají dostatečnou tvrdost a typy s vyšším obsahem uhlíku ani dobrou korozní odolnost. Kalící teplota se řídí požadavkem na jemnost zrna. Kalitelné korozivzdorné oceli se většinou kalí již pouhým chladnutím na vzduchu. Obvykle se však kalí v oleji a prokalují se i v průřezu několika desítek milimetrů. Aby nedocházelo k praskání složitějších výrobků, provádí se kalení přerušovaně v lázni teplé 350 C a po prochlazení se ochlazují na vzduchu. Oceli feritické, austenitické a austeniticko feritické nelze kalit. /2/ Jako popouštění se označuje ohřev na teploty nižší než teplota Ac 1, který následuje po zakalení ocelových předmětů. Jeho cílem je zmenšit úroveň vnitřních pnutí, která vznikají při zakalení. /12/ Oblasti popouštěcích teplot kalitelných ocelí se volí podle typu oceli a jejího použití. Záleží také na obsahu uhlíku v oceli. Oceli s vyšším obsahem uhlíku povahy nástrojových ocelí se popouštějí na C ve vroucí vodě nebo v oleji. Jiné oceli jsou pak popouštěny na teploty C. Oceli s nízkým obsahem uhlíku druhu konstrukčních ocelí jsou popouštěny nad 600 C, aby bylo dosaženo příznivé houževnatosti. V rozmezích teplot C dochází k poklesu obsahu uhlíku v matrici. Tento proces je nežádoucí, protože dochází k poklesu tvrdosti a pevnosti za současného zvýšení tvárnosti a houževnatosti. /2/ 2.5 Tepelně-mechanické zpracování Tepelně-mechanické zpracování je založené na intenzivní plastické deformaci austenitu spojenou s následující, zpravidla martenzitickou transformací. Při takovém postupu se dosahuje výrazné zvýšení pevnosti oceli a meze kluzu. /14/ Kování, tváření za tepla a válcování austenitických korozivzdorných ocelí se provádí při teplotách mezi 1250 a 870 C. Za vysokých teplot je deformace provázena okamžitým zotavením, zatímco při nižších teplotách (pod 1000 C) vyžaduje zotavení nebo rekrystalizaci. /2/ 16
23 Při tepelně-mechanickém zpracování se používají dva postupy: vysokoteplotní tepelně-mechanické zpracování, kdy se ocel podrobí plastické deformaci, a poté následuje kalení na martenzit a nízké popouštění při 100 až 350 C, nízkoteplotní tepelně-mechanické zpracování, kdy se ocel po austenitizaci rychle ochladí do oblasti metastabilního austenitu, poté následuje tváření s deformací; před začátkem izotermické přeměny se ocel zakalí na martenzit a nízkoteplotně popustí zpravidla do 200 C. /14/ 17
, kapilární pájení apod.")
24 3. Vakuové tepelné zpracování Vakuové pece jsou určené pro odplyňování, pájení, žíhání, kalení, tavení, popouštění aj. ve vakuu nebo v atmosféře inertních plynů. Příkladem použití vakuové pece může být potřeba odstranění materiálového pnutí po tvářecích procesech, čištění povrchu dílců (odplynění), kapilární pájení apod.. Vyráběná zařízení se vyznačují kvalitní konstrukcí, jsou řízené manuálně nebo průmyslovým počítačem s možností archivace údajů technologického procesu. Vyrábí se pro použití v oblasti nízkého a vysokého vakua nebo v atmosféře inertního plynu. Příklady vakuových pecí jsou uvedeny na obr Na obr. 3-2 je pak vyobrazena vsázka uvnitř vakuové pece. /15/ Obr. 3-1: Vakuové pece. 3.1 Proces vakuového kalení Při každém ohřevu reaguje kyslík s povrchem součásti, tj. oxiduje. Tato reakce je tím silnější, čím je teplota vyšší. Při adekvátně dlouhé prodlevě na vyšší teplotě dochází k tvorbě okují (od cca 600 C) a k částečnému nebo úplnému oduhličení povrchu (od cca 780 C). Takto vzniklá vrstva se dá odstranit pouze mechanicky. Z tohoto důvodu je při každém ohřevu od cca 400 C nutná ochranná atmosféra. Ve většině případů stačí jako ochranný plyn dusík. /16/ Při vyšších teplotách, které se většinou ve vakuových pecích využívají (obvyklá kalící teplota je C) skýtá vakuum podstatně lepší ochranu před oduhličením. I při kalících teplotách okolo 1300 C jsou součásti po kalení kovově lesklé. /16/ 18
 procesy, které nemohou být prováděny žádným jiným")
25 Obr. 3-2 Typický vakuový systém. /17/ 3.2 Aplikace vakuového kalení Obecně platí, že aplikace zahrnující vakuové tepelné zpracování lze rozdělit do čtyř hlavních kategorií či procesů: 1) procesy, které nemohou být prováděny žádným jiným způsobem, než ve vakuu, 2) procesy, které je z metalurgického hlediska lepší provádět ve vakuu, 3) procesy, které je výhodnější dělat ve vakuu z hlediska ekonomického, 4) procesy, které je lepší pro finální povrchovou úpravu dělat ve vakuu. /17/ Systém provozu používá pro typické vakuové kalení dvou typů: ty, které se používají v jednokomorových vakuových pecích a ty, které se používají ve více-komorových vakuových pecích. /17/ 3.3 Hlavní výhody vakuového tepelného zpracování Hlavní výhody vakuového tepelného zpracování lze shrnout v následujících bodech: prakticky neexistuje oxidace, leštěný povrch zůstává lesklý, nízká spotřeba energie díky malým tepelným ztrátám, během provozu nevzniká prakticky žádný odpad, vakuové pece bývají zpravidla se studenou stěnou a tepelnou izolací uvnitř, provoz vakuového zařízení vyžaduje vysokou čistotu, možnost vysokého stupně automatizace, 19
26 velmi ekologická zařízení, snížení vnitřních pnutí a deformací, rovnoměrnější ohřev, který je počítačově řízen, nízké provozní náklady. /18/ 3.4 Typy vakuového kalení Metody kalení budou dále diskutovány se zaměřením na jednotlivé typy materiálů, které se zpracovávají ve vakuových pecích. /17/ Olejové kalení legovaných a nelegovaných ocelí Chlazení legovaných a nelegovaných ocelí do oleje se často odehrává ve vodorovné poloze uvnitř vakuových pecí. Design ochlazovací nádrže je obdobný jako v atmosféře. Čerpadla se nacházejí na jedné nebo obou vnitřních stranách nádrže, tak, aby mohly řídit příslušný průtok oleje kolem. Nejběžnější teplota chlazení či předehřevu oleje je v rozhraní C. Ohřívače kontrolují teplotu oleje a olej je ochlazován pomocí dvojité stěny konstrukce nebo pomocí vnějších tepelných výměníků. /17/ Kalení legovaných ocelí proudem plynu Kalení v inertním plynu je nejvíce populární metoda ochlazování ve vakuových pecích. U kalení plynem bylo zjištěno, že u některých částí dochází k rozměrovým změnám, které jsou však jiné než při kalení v oleji. /17/ Princip ochlazování plynem ve vakuové peci je zobrazen na obr Používá se nejvyšší tlak, aby se materiál řádně přetransformoval. Díky změnám v chemickém složení materiálu a postupům kalení se tato transformace umožnila. Kalení plynem se teď využívá pro vyprodukování nejvyšší tvrdosti z mnoha tradičně vytvrzených ocelí. /17/ 20

27 Obr. 3-3: Ochlazování proudem plynu Tepelné zpracování nástrojových ocelí ve vakuu Nástrojové oceli jsou navrhovány tak, aby vykazovaly vysokou tvrdost a odolnost v náročných provozních podmínkách. /19/ Pro většinu nástrojových ocelí je důležitý konečný produkt, jeho povrchová tvrdost, mechanické a mikrostrukturní vlastnosti, kterých lze dosáhnout pomocí vakuového kalení. Příkladem je vytvrzování raznic s vysokou houževnatostí ve vakuových pecích se schopností rychlého ochlazování rychlostí C za minutu, aby se předešlo precipitaci karbidů, oduhličení a nežádoucímu vyloučení uhlíku při vytažení z pece. Proces kalení vytváří martenzitickou mikrostrukturu, která obsahuje eutektické karbidy, čímž dochází ke snížení zbytkového pnutí a deformací. Při tepelném zpracování nástrojových ocelí se na nerovný drsný povrch používá vakuum od 1,3 do 1, mbar. Tato úroveň vakua je nutná především kvůli relativně vysokým tlakům páry chrómu, manganu a dalších snadno odpařitelných prvků. /17/ Tepelné zpracování martenzitických nerezavějících ocelí ve vakuu Všechny martenzitické korozivzdorné oceli mohou být zpracovány ve vakuových pecích používajících obdobné postupy kalení jako v případě, kdy jsou zpracovávány v atmosférických pecích. Protože austenitizační teploty jsou obvykle nižší než 1100 C, jsou velmi často používány hodnoty podtlaku od 10-3 mbar. Výsledkem jsou čisté a světlé povrchy. 21
28 Aby se zabránilo odpařování některých legujících prvků, tepelné zpracování se provádí v několika úrovních vakua od 6, až do 1,3 mbar. Vzhledem k velkým rozdílům v prokalitelnosti různých martenzitických korozivzdorných slitin se vytvrzování provádí pomocí recirkulace kalení dusíkem. Další typy ochlazování plynem je možné použít, ale je třeba pečlivě zvážit ekonomické výhody. /17/ V tabulce 3-1 jsou uvedeny typické kalicí cykly pro vybrané martenzitické oceli. Tab Přehled typických kalících cyklů pro vybrané martenzitické korozivzdorné oceli. /20/ Jakost (AISI/SAE) Předehřev I. [ C] [*] Předehřev II. [ C] Kalící teplota [ C] Kalící médium Typická povrchová tvrdost HRC olej, plyn 40-44, olej, plyn 47,5-55,5 440A olej, plyn B olej, plyn C olej, plyn [*] Rychlý ohřev může vést ke zkroucení nebo popraskání. Ve vakuu je rychlost ohřevu 8-14 C/min, což je doporučeno pro malé části nebo složité tvary Tepelné zpracování precipitačně vytvrzovaných korozivzdorných ocelí ve vakuu Teplota tepelného zpracování pro precipitačně kalené nerezové oceli závisí na konkrétní třídě legování, typu použití a požadovaných vlastností. V některých případech jsou specifická mnohonásobná tepelná zpracování. V ostatních případech je materiál zakoupen v tzv. stavu A, který vyžaduje pouze stádia stárnutí, které se obvykle nedělá ve vakuu. Pro optimální pevnosti při poměrně krátké době provozu za vysokých teplot, se používají nízké 22
29 žíhací teploty. V konečném stádiu stárnutí mikrostruktura oceli vykazuje jemné precipitáty, které významně zvyšují hodnoty meze kluzu. Typickým příkladem je ocel A-286 označována také jako K-660. Je to austenitická železo-nikl-chromová ocel s dobrou pevností až do teploty 700 C. Používá se pro výrobu turbínových lopatek, tryskových motorů a dalších komponentů. Tato ocel má kolem 2 % Ti, 15 % Cr, 25 % Ni, 1,3 % Mo, 0,3 % V, 0,2 % Al, 0,05 % C a 0,004 % B. Obvyklá žíhací teplota je v rozmezí od C. Ocel bývá zpracována ve vysokém vakuu po dobu jedné hodiny s následným rychlým ochlazením. /17/ Tepelné zpracování vysoce legovaných slitin ve vakuu Vysoce legované slitiny pokrývají širokou škálu materiálů, obvykle obsahují nikl, kobalt nebo železo, a jsou obecně určeny k tepelnému zpracování a procesu stárnutí. Tepelné zpracování zahrnuje ohřev slitiny na teplotu okolo 980 C nebo vyšší, po němž následuje vytvrzování plynem. Ve většině případů není nutné velmi rychlé ochlazování. Při kalení dusíkem postačí tlak o 2 barech nebo i méně. Po kalení následuje stárnutí při střední teplotě. Většinou je kompletní tepelné zpracování a stárnoucí cykly naprogramovány do pece a vykládky mezi jednotlivými cykly nejsou nutné. Některé superslitiny však vyžadují další speciální úpravy k dosažení požadovaných vlastností. /17/ Shrnutí Vzhledem k vakuovému kalení je nutné brát v úvahu řadu faktorů, v neposlední řadě dodržování požadavků v souladu se všemi příslušnými specifikacemi. Při správném provedení se od vakuového kalení očekává stejná nebo vyšší kvalita součástí, než jaká by byla dosažena jinými metodami kalení. /17/ Vakuové kalení získává v průběhu posledních let neustále vyšší význam a patří neodlučně díky svému vysokému technickému standardu k jakostnímu kalení. Mimo toho je vakuové kalení ekologické, čisté a díky moderním řídícím jednotkám také hospodárné. Vzhledem k rozměrovým změnám a deformacím neexistuje žádný srovnatelný postup. /16/ 23
30 4. Experimentální část 4.1 Popis součásti Cílem experimentální části diplomové práce je posouzení vlivu doby rozpouštěcího žíhání na mikrostrukturu odlitků z oceli po předchozím homogenizačním žíhání. Chemické složení této oceli je uvedeno v tab. 1. Experimentální část diplomové práce bude zahrnovat metalografické hodnocení mikrostruktury daných vzorků po různém stupni tepelného zpracování ve vakuové peci a posouzení jejího vlivu na tvrdost. Metalografické hodnocení bylo prováděno v příčném řezu pomocí optické mikroskopie, přičemž byl stanoven podíl - feritu v martenzitické matrici. Tab. 4-1: Chemické složení oceli uvedené v hmotnostních %. C Si Mn P S Cr Ni Cu N Nb min. - 0, ,5 3,6 2,8-0,15 max. 0,06 1,00 0,70 0,040 0,030 16,7 4,6 3,5 0,05 0,40 Všechny odlitky byly řádně označeny a rozmístěny do košů vakuové pece (obr. 4-1 a 4-2). Vakuová pec firmy Galvamet s.r.o. obsahuje dva koše - horní a spodní. V horním koši vakuové pece byly umístěny vzorky TZ9, TZ10 a TZ12. Ve spodním koši pak TZ1, TZ3 a TZ4. Rozmístění se dále lišilo tím, že odlitky TZ3, TZ4, TZ9 a TZ10 byly umístěny doprostřed vsázky, zatímco díly TZ1 a TZ12 byly umístěny v rozích košů vakuové pece. Zbytek vsázky byl zaplněn zmetkovými díly. 24



31 Obr. 4-1 Koše vakuové pece rozložení vsázky. Obr. 4-2 Vakuová pec, ve které byly odlitky podrobeny tepelnému zpracování. 25
32 4.2 Režimy tepelného zpracování Odlitky z oceli byly podrobeny vakuovému tepelnému zpracování, které zahrnovalo homogenizační žíhání a rozpouštěcí žíhání s různou dobou výdrže na teplotě. 1.) homogenizační žíhání (odlitky označeny TZ1 až TZ12) ohřev na teplotu 650 C/ C/90, výdrž 1150 C/120, ochlazování v peci ) rozpouštěcí žíhání (odlitky ozn. TZ3) ohřev 650 C/ C/90, výdrž 1060 C/230, ochlazení dusík, 1 bar/90. 3.) rozpouštěcí žíhání (odlitky ozn. TZ4) ohřev 650 C/ C/90, výdrž 1060 C/210, ochlazení dusík, 1 bar/90. 4.) rozpouštěcí žíhání (odlitky ozn. TZ9) ohřev 650 C/ C/90, výdrž 1060 C/180, ochlazení dusík, 1 bar/90. 5.) rozpouštěcí žíhání (odlitky ozn. TZ10) ohřev 650 C/ C/90, výdrž 1060 C/150, ochlazení dusík, 1 bar/90. 26

33 Režimy tepelného zpracování byly upraveny po předchozí konzultaci s technologem, přičemž byla snížena teplota předehřevu u homogenizačního žíhání z původních 1050 C na 950 C. Doba výdrže a způsob ochlazování byly voleny v souladu s materiálovým listem. Pro rozpouštěcí žíhání byl doporučen dvoustupňový předehřev s posuvem teploty druhého stupně na 950 C, tak aby nedocházelo při dlouhých výdržích na teplotách předehřevu k vyloučení vytvrzujících částic. Teplota rozpouštěcího žíhání byla stanovena z materiálového listu. Doba výdrže na teplotě byla postupně snižována o 20 s cílem ušetřit provozní náklady bez vlivu na požadovanou tvrdost do 370 HV Hodnocení mikrostruktury Z odlitků z oceli (obr. 4-3) byly odebrány dva vzorky (obr. 4-4 a 4-5), ze kterých byly připraveny příčné metalografické výbrusy. Mikrostruktura byla hodnocena v naleptaném stavu pomocí mikroskopu Olympus IX70. Leptání bylo provedeno ve vodném roztoku HCl + HNO 3. Detailnější hodnocení mikrostruktury bylo provedeno pomocí řádkovacího elektronového mikroskopu JEOL JSM-6490LV ve zpětně odražených elektronech (BE). Semikvantitativní rtg. mikroanalýza byla prováděna pomocí analyzátoru Inca X-act jako plošná analýza. Leptání na zvýraznění -feritu bylo provedeno v rozlišovacím leptadle NaOH. Obr. 4-3 Odlitek ve výchozím stavu 27


34 Obr. 4-4 Označení místa odběru vzorku č. 1. Obr. 4-5 Označení místa odběru vzorku č
. Útvary δ-feritu (obr.")

.")
, leptáno ve vodném roztoku HCl +")
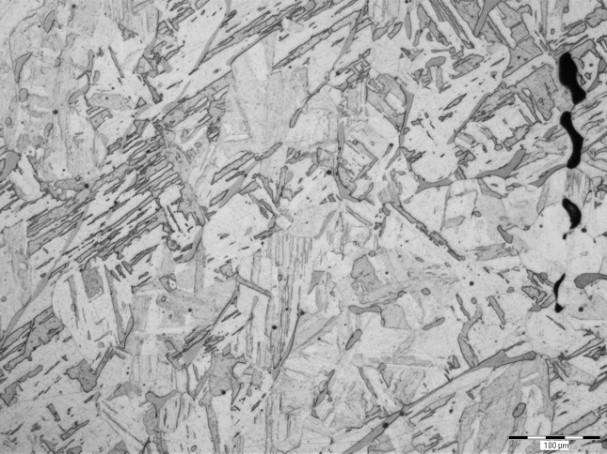
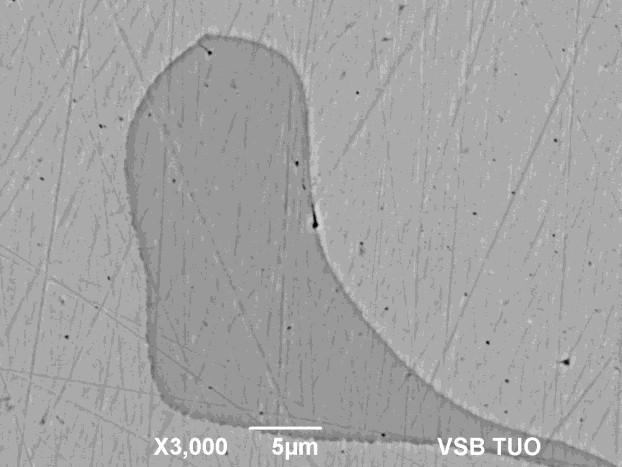
35 Mikrostruktura ve výchozím stavu bez tepelného zpracování byla martenzitická (obr. 4-6). Útvary δ-feritu (obr. 4-7) byly nerovnoměrné. Morfologie δ-feritu vykazovala ostré nepravidelné jehlice, které byly orientované v různých směrech. Tvar jehlic byl podlouhlý a úzký. Místy se vyskytovaly licí vady charakteru ředin (obr. 4-7 a 4-8). Obr. 4-6 Mikrostruktura odlitku ve výchozím stavu bez tepelného zpracování (optická mikroskopie), leptáno ve vodném roztoku HCl + HNO 3. Obr. 4-7 Mikrostruktura ve výchozím stavu (SEM) leptáno na δ ferit v NaOH. 29
.")


,")
36 Mikrostruktura odlitků po homogenizačním žíhání byla tvořena martenzitem s výraznými hranicemi původních austenitických zrn (obr 4-8). Místy se vyskytovaly malé kulaté útvary δ- feritu. Díky zvolenému způsobu tepelného zpracování došlo k nárůstu původních austenitických zrn. Morfologie δ-feritu byla jemnější, než v předchozím případě. Jednalo se o izolované, nespojité částice. Jejich tvar byl oválný až kruhový místy protáhlý (obr. 4-9). Obr. 4-8 Mikrostruktura odlitku po homogenizačním žíhání (optická mikroskopie), leptáno ve vodném roztoku HCl + HNO 3. Obr. 4-9 Mikrostruktura po homogenizačním žíhání (SEM) leptáno na δ ferit v NaOH. 30

.")
.")
.")
37 Mikrostruktura po rozpouštěcím žíhání byla tvořena jemným martenzitem, avšak velikost zrn byla menší než po homogenizačním žíhání (obr. 4-10, 4-12, 4-14, 4-16). Vlivem zkrácení doby výdrže nedocházelo k větším změnám ve struktuře. Útvary delta feritu po rozpouštěcím žíhání s časem výdrže 230 měly kulovitý charakter (obr. 4-11). Občas se ve struktuře vyskytovaly větší jehlice δ-feritu. U rozpouštěcího žíhání s dobou výdrže 210 byly útvary δ- feritu větší než v předchozím případě a jejich tvar měl protáhlý jehlicovitý charakter (obr. 4-13). V případě rozpouštěcího žíhání s časem výdrže 180 se δ-ferit jevil jako jemný a velice drobný (obr. 4-15). Podíl δ-feritu zde byl z hlediska různých časových výdrží rozpouštěcího žíhání nejvyšší (viz. tab. 4-2). Podíl δ-feritu po rozpouštěcím žíhání s dobou výdrže 150 byl o něco málo menší než u rozpouštěcího žíhání s časem výdrže 180, avšak při zvětšení 100x se jevil δ-ferit větší (obr. 4-17). Z prezentovaných fotografií je parné, že rozložení a velikost δ-feritu v různých částech odlitku byly nerovnoměrné při všech režimech tepelného zpracování. Obr Mikrostruktura po rozpouštěcím žíhání výdrž 230 (optická mikroskopie), leptáno ve vodném roztoku HCl + HNO 3. Obr Mikrostruktura po rozpouštěcím žíhání (230 ) - (SEM) leptáno na δ ferit. 31



 leptáno na δ ferit.")
,")
38 Obr Mikrostruktura po rozpouštěcím žíhání výdrž 210 (optická mikroskopie), leptáno ve vodném roztoku HCl + HNO 3. Obr Mikrostruktura po rozpouštěcím žíhání (210 ) - (SEM) leptáno na δ ferit. Obr Mikrostruktura po rozpouštěcím žíhání výdrž 180 (optická mikroskopie), leptáno ve vodném roztoku HCl + HNO 3. 32

 - (SEM) leptáno")


 -")

39 Obr Mikrostruktura po rozpouštěcím žíhání (180 ) - (SEM) leptáno na δ ferit. Obr Mikrostruktura po rozpouštěcím žíhání výdrž 150 (optická mikroskopie), leptáno ve vodném roztoku HCl + HNO 3. Obr Mikrostruktura po rozpouštěcím žíhání (150 ) - (SEM) leptáno na δ ferit. 33
40 4.4 Podíl δ feritu Pro zviditelnění δ-feritu a jeho vyhodnocení bylo použito leptání v rozlišovacím leptadle (NaOH). Podíl -feritu byl hodnocen pomocí obrazové analýzy prostřednictvím softwaru Image Pro Plus. Srovnání podílu δ-feritu je uvedeno v tab Tab. 4-2: Podíl δ-feritu v jednotlivých stavech odlitků. Stav Podíl δ-feritu [%] Směrodatná odchylka Bez tepelného zpracování 16,8 0,26 Po homogenizačním žíhání 4,0 0,31 Po rozpouštěcím žíhání s dobou výdrže na teplotě: 230 2,0 0, ,5 1, ,9 0, ,6 1,4 Směrodatná odchylka byla vypočítána podle vzorce (rov. 1):. rov. 1 Podíl δ-feritu byl v odlitcích bez tepelného zpracování naměřen 16,8 %. Po homogenizačním žíhání se podíl δ- feritu oproti předchozímu stavu snížil o 12,8 % (viz. tab. 4-2). Podíl δ-feritu po rozpouštěcím žíhání výrazně klesl oproti výchozímu stavu, avšak oproti homogenizačnímu žíhání se výrazně nelišil. Nejnižší podíl byl zaznamenán u odlitků po rozpouštěcím žíhání s časem výdrže 230, což je rozdíl 2 % oproti stavu po homogenizačním žíhání. 34

41 4.5 Měření tvrdosti Pro hodnocení tvrdosti byl použit tvrdoměr M1C-100. Měření tvrdosti HV10 bylo prováděno na příčných řezech, které byly připraveny jako metalografické výbrusy, Vickersovým indentorem. Výsledky jsou shrnuty v tabulce 4-3. Ve výchozím stavu byla naměřena tvrdost 370 ± 7,5 HV10, která se po homogenizačním žíhání nezměnila (368 ± 7,0 HV10). V případě rozpouštěcího žíhání jsou hodnoty tvrdosti v tabulce 4-3 po různých dobách výdrže na teplotě oproti stavu bez tepelného zpracování a po homogenizačním žíhání o něco nižší, a pohybují se okolo hodnoty 340 HV10. Tato hodnota tvrdosti vyhovuje ve všech případech rozpouštěcího žíhání předepsané max. hodnotě 370 HV10. Ukázka vpichu Vickersovým indentorem v mikrostruktuře zkoumané oceli je zdokumentována na obr Obr Měření tvrdosti HV10 podle Vickerse. 35


42 Tab. 4-3: Tvrdost HV10 v jednotlivých stavech odlitků. Stav HV10 Směrodatná odchylka Bez tepelného zpracování 370 7,5 Po homogenizačním žíhání Po rozpouštěcím žíhání s dobou výdrže na teplotě: , , , ,5 4.6 Měření mikrotvrdosti Pro detailnější porovnání jednotlivých stavů dodaných dílů bylo provedeno měření mikrotvrdosti HV0,01 strukturních součástí při zatížení 10 g (0,0981 N), jak se uvedeno v tabulce 4-4. Ukázky vpichu Vickersovým indentorem v mikrostruktuře zkoumané oceli jsou zdokumentovány na obr a) b) Obr Měření mikrotvrdosti HV0,01 a) výchozí stav, b) stav po rozpouštěcím žíhání (210 ) 36
43 Tab. 4-4: Mikrotvrdost HV0,01 v jednotlivých stavech odlitků. Stav -ferit martenzit Bez tepelného zpracování Po homogenizačním žíhání Po rozpouštěcím žíhání s dobou výdrže na teplotě: Mikrotvrdost -feritu ve výchozím stavu dosahovala nejvyšší hodnoty HV0,01. Po homogenizačním žíhání došlo k poklesu mikrotvrdosti -feritu na HV0,01. Po rozpouštěcím žíhání po dobu 230 minut mikrotvrdost -feritu opět vzrostla, a to na HV0,01 a dále narůstala s klesajícím časem výdrže na teplotě. Mikrotvrdost martenzitu byla naměřena nejvyšší po homogenizačním žíhání, a to HV0,01 a nejnižší po rozpouštěcím žíhání při kratších časech výdrže (180 a 150 min). Hodnoty mikrotvrdosti, především po rozpouštěcím žíhání, vykazovaly poměrně velké rozptyly hodnot. 37
 (obr. 4.20 až 4.25). Semikvantitativní rtg.")



44 4.7 RTG mikroanalýza Detailnější hodnocení mikrostruktury bylo provedeno pomocí řádkovacího elektronového mikroskopu JEOL JSM-6490LV ve zpětně odražených elektronech (BE) (obr až 4.25). Semikvantitativní rtg. mikroanalýza byla prováděna pomocí analyzátoru Inca X-act jako plošná analýza. Prvkové složení mikrostrukturních součástí odlitků z oceli po různých režimech tepelného zpracování je uvedeno v tabulce 4-5. Po hranicích -feritu, ale i v jeho objemu se vyskytovaly útvary, které však nebylo možné identifikovat z hlediska chemického složení z důvodu jejich malé velikosti (obr až 4-25). Největší zastoupení těchto útvaru bylo u odlitků bez tepelného zpracování a po rozpouštěcím žíhání s časem výdrže 230. Bílé útvary na obr a obr představují karbidy Nb. Obr SEM odlitky bez tepelného zpracování (výchozí stav) Obr SEM- odlitky po homogenizačním žíhání 38

")
")


45 Obr SEM odlitky po rozpouštěcím žíhání (230 ) Obr SEM odlitky po rozpouštěcím žíhání (210 ) 1 2 Obr SEM odlitky po rozpouštěcím žíhání (180 ) 39


46 Obr SEM odlitky po rozpouštěcím žíhání (150 ) Obsah Si v útvarech δ-feritu se po homogenizačním žíhání zvýšil na 1,33 % naopak po rozpouštěcím žíhání došlo k jeho poklesu. Nejnižší obsah Si byl zaznamenán u odlitků po rozpouštěcím žíhání s časem výdrže 230. U odlitků po homogenizačním žíhání byl zjištěn obsah Cr 22,22 % a díky tomuto tepelnému zpracování došlo k jeho nárůstu oproti odlitkům, které nebyly tepelně zpracovány (21,47 %). Obsah Cr v útvarech δ-feritu se po rozpouštěcím žíhání snížil ve srovnání s odlitky po homogenizačním říhání. Naopak obsah Mn vzrostl u odlitků po homogenizačním i po rozpouštěcím žíhání oproti výchozímu stavu. Obsahy austenititvorných prvků Ni a Cu se po homogenizačním žíhání zmenšily, avšak po režimech rozpouštěcího žíhání se opět zvyšovaly s klesající dobou výdrže na teplotě. Nejvyšší obsah Ni v útvarech δ-feritu byl zaznamenán po rozpouštěcím žíhání s časovou výdrží 150. Také u Nb došlo po rozpouštěcím žíhání k navýšení jeho obsahu v útvarech δ-feritu. Podíl feritotvorných prvků Si a Cr v matrici byl nižší než v útvarech δ-feritu, naopak podíl austenitotvorných prvků, především Ni a Cu, byl v matrici vyšší. Podíl karbidotvorného prvku Nb v matrici byl obvykle vyšší než v útvarech δ-feritu. Obsahy jednotlivých prvků jsou uvedeny v tab Příklady spekter jednotlivých strukturních součástí je uveden na obr a
47 Tab. 4-5:Semikvantitativní rtg. mikroanalýza v hm% v místech na obr až místo analýzy Si Cr Mn Fe Ni Cu Nb Výchozí stav bez tepelného zpracování 1(δ-ferit) 1,29 21,47 0,44 73,05 2,18 1,47 0,10 2(matrice) 1,00 15,89 0,58 74,44 4,51 3,24 0,33 Homogenizační žíhání 1(δ-ferit) 1,33 22,22 0,50 72,65 2,14 1,17 0,00 2(matrice) 1,02 16,55 0,44 74,53 4,22 2,96 0,28 Rozpouštěcí žíhání 230 1(δ-ferit) 1,20 20,80 0,56 72,72 2,48 2,08 0,15 2(matrice) 1,02 16,54 0,54 74,32 4,32 3,06 0,20 Rozpouštěcí žíhání 210 1(δ-ferit) 1,25 20,93 0,52 72,32 2,62 2,00 0,36 2(matrice) 1,12 16,27 0,58 73,89 4,43 3,32 0,38 Rozpouštěcí žíhání 180 1(δ-ferit) 1,24 20,80 0,57 72,47 2,51 2,11 0,30 2(matrice) 1,02 16,18 0,59 74,33 4,47 3,11 0,31 Rozpouštěcí žíhání 150 1(δ-ferit) 1,25 20,96 0,49 72,18 2,69 2,07 0,36 2(matrice) 1,05 16,37 0,52 74,43 4,41 3,05 0,17 41
48 Mn Fe VS1_Spectrum1 Fe Ni Mn Cr C Cr Cu Si Nb Nb Nb Cr Mn Fe Ni Cu Ni Cu Full Scale 4784 cts Cursor: kev Obr Spektrální analýza δ-feritu. Mn Fe VS1_Spectrum2 Fe Ni Mn Cr C Cr Cu Si Nb Nb Nb Cr Mn Fe Ni Cu Ni Cu Full Scale 4894 cts Cursor: kev Obr Spektrální analýza matrice. 42
49 ZÁVĚR Předmětem diplomové práce bylo zhodnocení mikrostruktury odlitků z oceli a vyhodnocení jejich tvrdosti po tepelném zpracování ve vakuové peci, které zahrnovalo homogenizační žíhání, po kterém následovalo rozpouštěcí žíhání s různou délkou výdrže na teplotě. Mikrostruktura odlitků byla tvořena martenzitem. V případě odlitků po homogenizačním žíhání došlo k viditelnému nárůstu austenitických zrn. Místy se v mikrostruktuře vyskytovaly licí vady. Podíl -feritu se významně lišil při porovnání výchozího stavu (bez tepelného zpracování) se stavem po homogenizačním žíhání a po rozpouštěcím žíhání. Mikrostruktura bez tepelného zpracování vykazovala největší podíl -feritu. Naopak nejmenší podíl -feritu byl naměřen po rozpouštěcím žíhání s časem výdrže 230. Vlivem tepelného zpracování došlo ke změnám morfologie -feritu, ostré pravidelné jehlice ve výchozím stavu bez tepelného zpracování se změnily na izolované, nespojité částice -feritu po homogenizačním a rozpouštěcím žíhání. Hodnoty tvrdosti ve výchozím stavu bez tepelného zpracování a po homogenizačním žíhání byly vyšší než u odlitků po rozpouštěcím žíhání. Nejnižší hodnota pak byla naměřena u odlitků po rozpouštěcím žíhání s dobou výdrže 180. Naměřené hodnoty tvrdosti splňovaly požadavky zákazníka do 370 HV10. Mikrotvrdost -feritu ve výchozím stavu dosahovala nejvyšší hodnoty 422 HV0,01 a po homogenizačním žíhání došlo jejímu k poklesu o 91 HV0,01. Po rozpouštěcím žíhání po dobu 230 minut mikrotvrdost -feritu opět vzrostla, a to o 20 HV0,01 a dále narůstala s klesajícím časem výdrže na teplotě až na hodnotu 385 HV0,01. Mikrotvrdost martenzitu byla naměřena nejvyšší po homogenizačním žíhání a nejnižší po rozpouštěcím žíhání při kratších časech výdrže (180 a 150 min). Hodnoty mikrotvrdosti, především po rozpouštěcím žíhání, vykazovaly poměrně velké rozptyly hodnot. Z hlediska chemického složení byly obsahy feritotvorných prvků (Cr a Si) vyšší v útvarech δ- feritu. Austenitotvorné prvky (Ni,Cu) pak zaujímaly vyšší podíl v matrici. Optimalizace procesu tepelného zpracování oceli , které zahrnovalo homogenizační a rozpouštěcí žíhání s rozdílnou dobou výdrže, nemělo výrazný vliv na tvrdost zkoumaného materiálu. Naměřená tvrdost HV10 splňovala podmínky dle zadaných parametrů po všech 43
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
TEPELNÉ ZPRACOVÁNÍ. Ing. V. Kraus, CSc. Opakování z Nauky o materiálu
 TEPELNÉ ZPRACOVÁNÍ Ing. V. Kraus, CSc. 1 TEPELNÉ ZPRACOVÁNÍ záměrné využívání fázových a strukturních přeměn v tuhém stavu ke změně struktury a tím k získání požadovaných mechanických nebo strukturních
TEPELNÉ ZPRACOVÁNÍ Ing. V. Kraus, CSc. 1 TEPELNÉ ZPRACOVÁNÍ záměrné využívání fázových a strukturních přeměn v tuhém stavu ke změně struktury a tím k získání požadovaných mechanických nebo strukturních
FÁZOVÉ PŘEMĚNY. Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)
 kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)") FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Korozivzdorné oceli jako konstrukční materiály (1. díl) Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém
 Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém") Korozivzdorné oceli jako konstrukční materiály (1. díl) Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém průmyslu často jediné možné řešení z hlediska provozu
Korozivzdorné oceli jako konstrukční materiály (1. díl) Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém průmyslu často jediné možné řešení z hlediska provozu
Co je to korozivzdorná ocel? Fe Cr > 10,5% C < 1,2%
 Co je to korozivzdorná ocel? Cr > 10,5% C < 1,2% Co je to korozivzdorná ocel? Co je to korozivzdorná ocel? Korozivzdorné oceli (antikoro, nerez) jsou slitiny na bázi železa s obsahem 10,5 % chromu a 1,2
Co je to korozivzdorná ocel? Cr > 10,5% C < 1,2% Co je to korozivzdorná ocel? Co je to korozivzdorná ocel? Korozivzdorné oceli (antikoro, nerez) jsou slitiny na bázi železa s obsahem 10,5 % chromu a 1,2
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV
 KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
KOROZE A TECHNOLOGIE POVRCHOVÝCH ÚPRAV Přednáška č. 04: Druhy koroze podle vzhledu Autor přednášky: Ing. Vladimír NOSEK Pracoviště: TUL FS, Katedra materiálu Koroze podle vzhledu (habitus koroze) 2 Přehled
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5%
 NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Kvantifikace strukturních změn v chrom-vanadové ledeburitické oceli v závislosti na teplotě austenitizace
 Kvantifikace strukturních změn v chrom-vanadové ledeburitické oceli v závislosti na teplotě austenitizace Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Absrakt Vzorky z Cr-V ledeburitické nástrojové oceli vyráběné
Kvantifikace strukturních změn v chrom-vanadové ledeburitické oceli v závislosti na teplotě austenitizace Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Absrakt Vzorky z Cr-V ledeburitické nástrojové oceli vyráběné
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
Nástrojové oceli. Ing. Karel Němec, Ph.D.
 Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN
 5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_14
K618 - Materiály listopadu 2013
 Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Projekt: 1.5, Registrační číslo: CZ.1.07/1.5.00/ Tepelné zpracování
 Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
Druhy tepelného zpracování: Tepelné zpracování 1. Žíhání (ochlazení je tak pomalé, že nevzniká zákalná struktura) 2. Kalení (ohřev nad překrystalizační teplotu a ochlazení je tak prudké, aby vznikla zákalná
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
Tepelné zpracování ocelí. Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D.
 Tepelné zpracování ocelí Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D. Schéma průběhu tepelného zpracování 1 ohřev, 2 výdrž na teplotě, 3 ochlazování Diagram Fe-Fe 3 C Základní typy žíhání
Tepelné zpracování ocelí Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D. Schéma průběhu tepelného zpracování 1 ohřev, 2 výdrž na teplotě, 3 ochlazování Diagram Fe-Fe 3 C Základní typy žíhání
MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY
 MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY MECHANICAL PROPERTIES AND STRUCTURAL STABILITY OF CAST NICKEL ALLOYS AFTER LONG-TERM INFLUENCE OF TEMPERATURE
MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY MECHANICAL PROPERTIES AND STRUCTURAL STABILITY OF CAST NICKEL ALLOYS AFTER LONG-TERM INFLUENCE OF TEMPERATURE
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_16 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Strojírenská technologie, vy_32_inovace_ma_22_16 Autor
t-tloušťka materiálu te [mm] C Ce 25 < 0,2 < 0,45 37 < 0,2 < 0,41
![t-tloušťka materiálu te [mm] C Ce 25 < 0,2 < 0,45 37 < 0,2 < 0,41](/thumbs/24/4371431.jpg "t-tloušťka materiálu te [mm] C Ce 25 < 0,2 < 0,45 37 < 0,2 < 0,41") NÍZKOUHLÍKOVÉ OCELI Nízkouhlíkové oceli: svařitelné oceli (požadována především vysoká pevnost) oceli hlubokotažné (smíšené pevnostní vlastnosti ve prospěch plastických) Rozdělení svař. ocelí: uhlíkové
NÍZKOUHLÍKOVÉ OCELI Nízkouhlíkové oceli: svařitelné oceli (požadována především vysoká pevnost) oceli hlubokotažné (smíšené pevnostní vlastnosti ve prospěch plastických) Rozdělení svař. ocelí: uhlíkové
5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli
 SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
Metalurgie vysokopevn ch ocelí
 Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Precipitace. Změna rozpustnosti je základním předpokladem pro precipitační proces
 Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
Precipitace Čisté kovy s ohledem na své mechanické parametry nemají většinou pro praktická použití vhodné užitné vlastnosti. Je proto snaha využít všech možností ke zlepší těchto parametrů, zejména pak
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA. Jiří Stanislav
 OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
VÝROBA TEMPEROVANÉ LITINY
 VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
VLASTNOSTI NiCrW SLITIN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ. PROPERTIES OF NiCrW ALLOYS DURING LONG-RUN HIGH- TEMPERATURE ANNEALING
 VLASTNOSTI NiCrW SLITIN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ PROPERTIES OF NiCrW ALLOYS DURING LONG-RUN HIGH- TEMPERATURE ANNEALING Jiří Kudrman a Božena Podhorná a Karel Hrbáček b Václav Sklenička c a ) Škoda-ÚJP,
VLASTNOSTI NiCrW SLITIN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ PROPERTIES OF NiCrW ALLOYS DURING LONG-RUN HIGH- TEMPERATURE ANNEALING Jiří Kudrman a Božena Podhorná a Karel Hrbáček b Václav Sklenička c a ) Škoda-ÚJP,
Vítězslav Bártl. duben 2012
 VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Použití. Charakteristika SLEIPNER PŘÍKLADY:
 1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI
 TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI Učeň M., Filípek J. Ústav techniky a automobilové dopravy, Agronomická fakulta,
TECHNOLOGICAL PROCESS IN ISOTHERMAL HEAT TREATMENT OF STEEL TECHNOLOGICKÝ POSTUP PŘI IZOTERMICKÉM TEPELNÉM ZPRACOVÁNÍ OCELI Učeň M., Filípek J. Ústav techniky a automobilové dopravy, Agronomická fakulta,
NTI/USM Úvod do studia materiálů Ocel a slitiny železa
 NTI/USM Úvod do studia materiálů Ocel a slitiny železa Petr Šidlof Připraveno s využitím skript Úvod do studia materiálů, Prof. RNDr. Bohumil Kratochvíl, DSc., Prof. Ing. Václav Švorčík, DrSc., Doc. Dr.
NTI/USM Úvod do studia materiálů Ocel a slitiny železa Petr Šidlof Připraveno s využitím skript Úvod do studia materiálů, Prof. RNDr. Bohumil Kratochvíl, DSc., Prof. Ing. Václav Švorčík, DrSc., Doc. Dr.
ŽELEZO A JEHO SLITINY
 ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Petr Kubeš. Vedoucí práce: Prof. Ing. Petr ZUNA, CSc. D. Eng. h.c. Konzultant: Ing. Jakub HORNÍK, Ph.D.
 Kinetika růstu zrna a rekrystalizace při tvářecích režimech pro zpracování oceli SA 508 Kinetics of Grain Growth and Recrystallization during Forming Modes for Processing of Steel SA 508 Petr Kubeš Vedoucí
Kinetika růstu zrna a rekrystalizace při tvářecích režimech pro zpracování oceli SA 508 Kinetics of Grain Growth and Recrystallization during Forming Modes for Processing of Steel SA 508 Petr Kubeš Vedoucí
KALENÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg
 OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg OPTIMIZATION OF HEAT TREATMENT CONDITIONS TO IMPROVE OF MECHANICAL PROPETIES OF AlSi9Cu2Mg ALLOY Jan Šerák,
OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg OPTIMIZATION OF HEAT TREATMENT CONDITIONS TO IMPROVE OF MECHANICAL PROPETIES OF AlSi9Cu2Mg ALLOY Jan Šerák,
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Technické informace - korozivzdorné oceli
 Technické informace korozivzdorné oceli Vlastnosti korozivzdorných ocelí Tento článek se zabývá často se vyskytujícími typy korozivzdorných ocelí (běžně nerezová ocel) a duplexních korozivzdorných ocelí
Technické informace korozivzdorné oceli Vlastnosti korozivzdorných ocelí Tento článek se zabývá často se vyskytujícími typy korozivzdorných ocelí (běžně nerezová ocel) a duplexních korozivzdorných ocelí
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
PODSTATA VYSOKOTEPLOTNÍ STABILITY Ni-Cr-W-C SLITIN. THE NATURE OF HIGH-TEMPERATURE HEAT RESISTANCE OF Ni-Cr-W-C ALLYS
 PODSTATA VYSOKOTEPLOTNÍ STABILITY Ni-Cr-W-C SLITIN THE NATURE OF HIGH-TEMPERATURE HEAT RESISTANCE OF Ni-Cr-W-C ALLYS Božena Podhorná Jiří Kudrman Škoda-ÚJP, Praha, a.s., Nad Kamínkou 1345, 156 10 Praha-Zbraslav,
PODSTATA VYSOKOTEPLOTNÍ STABILITY Ni-Cr-W-C SLITIN THE NATURE OF HIGH-TEMPERATURE HEAT RESISTANCE OF Ni-Cr-W-C ALLYS Božena Podhorná Jiří Kudrman Škoda-ÚJP, Praha, a.s., Nad Kamínkou 1345, 156 10 Praha-Zbraslav,
MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ
 MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ Petr HANUS, Michal KONEČNÝ, Josef TOMANOVIČ Katedra mechaniky, materiálů a částí strojů, Dopravní fakulta Jana Pernera, Univerzita
MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ Petr HANUS, Michal KONEČNÝ, Josef TOMANOVIČ Katedra mechaniky, materiálů a částí strojů, Dopravní fakulta Jana Pernera, Univerzita
2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití.
 2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití. Materiál Nerezové (korozivzdorné) oceli patří mezi
2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití. Materiál Nerezové (korozivzdorné) oceli patří mezi
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
 S T R O J N IC K Á P Ř ÍR U Č K A část 10, díl 8, kapitola 6, str. 1 10/8.6 K A L E N Í N A M A R T E N Z IT Kalení na martenzit je ochlazení austenitu nadkritickou rychlostí pod teplotu Ms, kdy se ve
S T R O J N IC K Á P Ř ÍR U Č K A část 10, díl 8, kapitola 6, str. 1 10/8.6 K A L E N Í N A M A R T E N Z IT Kalení na martenzit je ochlazení austenitu nadkritickou rychlostí pod teplotu Ms, kdy se ve
DEGRADACE STRUTURY A MECHANICKÝCH VLASTNOSTÍ SLITINY LVN13 DLOUHODOBÝM ÚČINKEM TEPLOTY
 DEGRADACE STRUTURY A MECHANICKÝCH VLASTNOSTÍ SLITINY LVN13 DLOUHODOBÝM ÚČINKEM TEPLOTY LONG-TERM DEGRADATION OF STRUCTURE AND MECHANICAL PROPERTIES OF LVN13 ALLOY INDUCED BY TEMPERATURE Božena Podhorná
DEGRADACE STRUTURY A MECHANICKÝCH VLASTNOSTÍ SLITINY LVN13 DLOUHODOBÝM ÚČINKEM TEPLOTY LONG-TERM DEGRADATION OF STRUCTURE AND MECHANICAL PROPERTIES OF LVN13 ALLOY INDUCED BY TEMPERATURE Božena Podhorná
Vybrané technologie povrchového zpracování. Vakuové tepelné zpracování Doc. Ing. Karel Daďourek 2006
 Vybrané technologie povrchového zpracování Vakuové tepelné zpracování Doc. Ing. Karel Daďourek 2006 Výhody vakuového tepelného zpracování Prakticky neexistuje oxidace - povrchy jsou bez znatelného ovlivnění,
Vybrané technologie povrchového zpracování Vakuové tepelné zpracování Doc. Ing. Karel Daďourek 2006 Výhody vakuového tepelného zpracování Prakticky neexistuje oxidace - povrchy jsou bez znatelného ovlivnění,
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
Vakuové tepelné zpracování
 Vakuové tepelné zpracování Výhody vakuového TZ Prakticky neexistuje oxidace - bez znatelného ovlivnění, leštěný povrch zůstává lesklý. Nízká spotřeba energie - malé tepelné ztráty. Vakuové pece bývají
Vakuové tepelné zpracování Výhody vakuového TZ Prakticky neexistuje oxidace - bez znatelného ovlivnění, leštěný povrch zůstává lesklý. Nízká spotřeba energie - malé tepelné ztráty. Vakuové pece bývají
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
INFLUENCE OF TEMPERING ON THE PROPERTIES OF CAST C-Mn STEEL AFTER NORMALIZING AND AFTER INTERCRITICAL ANNEALING. Josef Bárta, Jiří Pluháček
 VLIV POPOUŠTĚNÍ NA VLASTNOSTI LITÉ C-Mn OCELI PO NORMALIZACI A PO INTERKRITICKÉM ŽÍHÁNÍ INFLUENCE OF TEMPERING ON THE PROPERTIES OF CAST C-Mn STEEL AFTER NORMALIZING AND AFTER INTERCRITICAL ANNEALING Josef
VLIV POPOUŠTĚNÍ NA VLASTNOSTI LITÉ C-Mn OCELI PO NORMALIZACI A PO INTERKRITICKÉM ŽÍHÁNÍ INFLUENCE OF TEMPERING ON THE PROPERTIES OF CAST C-Mn STEEL AFTER NORMALIZING AND AFTER INTERCRITICAL ANNEALING Josef
Vysoká škola báňská Technická univerzita Ostrava. Fakulta metalurgie a materiálového inženýrství. Katedra materiálového inženýrství.
 Vysoká škola báňská Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra materiálového inženýrství Diplomová práce Precipitační reakce v martenzitické vytvrditelné oceli
Vysoká škola báňská Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra materiálového inženýrství Diplomová práce Precipitační reakce v martenzitické vytvrditelné oceli
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí.
 2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
ASTM A694 F60 - TEPELNÉ ZPRACOVÁNÍ A MECHANICKÉ VLASTNOSTI ASTM A694 F60 HEAT TREATMENT AND MECHANICAL PROPERTIES
 ASTM A694 F60 - TEPELNÉ ZPRACOVÁNÍ A MECHANICKÉ VLASTNOSTI ASTM A694 F60 HEAT TREATMENT AND MECHANICAL PROPERTIES Martin BALCAR, Jaroslav NOVÁK, Libor SOCHOR, Pavel FILA, Ludvík MARTÍNEK ŽĎAS, a.s., Strojírenská
ASTM A694 F60 - TEPELNÉ ZPRACOVÁNÍ A MECHANICKÉ VLASTNOSTI ASTM A694 F60 HEAT TREATMENT AND MECHANICAL PROPERTIES Martin BALCAR, Jaroslav NOVÁK, Libor SOCHOR, Pavel FILA, Ludvík MARTÍNEK ŽĎAS, a.s., Strojírenská
- zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin
 kovů a slitin") 2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
2. Metalografie - zabývá se pozorováním a zkoumáním vnitřní stavby neboli struktury (slohu) kovů a slitin Vnitřní stavba kovů a slitin ATOM protony, neutrony v jádře elektrony v obalu atomu ve vrstvách
Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti.
 LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
LC 200N Vysoce korozivzdorná specielní ocel, legovaná m.j. dusíkem. Optimální kombinace vysoké korozivzdornosti, tvrdosti a houževnatosti. LC 200N je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH Typické
POPIS NOVÝCH STRUKTURNÍCH FÁZÍ A JEJICH VLIV NA VLASTNOSTI CÍNOVÉ KOMPOZICE STANIT
 POPIS NOVÝCH STRUKTURNÍCH FÁZÍ A JEJICH VLIV NA VLASTNOSTI CÍNOVÉ KOMPOZICE STANIT Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Příspěvek vznikl ve spolupráci s firmou GTW TECHNIK
POPIS NOVÝCH STRUKTURNÍCH FÁZÍ A JEJICH VLIV NA VLASTNOSTI CÍNOVÉ KOMPOZICE STANIT Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Příspěvek vznikl ve spolupráci s firmou GTW TECHNIK
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí.
 2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY NÁVRH TECHNOLOGIE VÝROBY ŠROUBOVITÉ DRÁŽKY INNOVATION OF MANUFACTURING OF HELICAL FLUTE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 4 _ T E P E L N É Z P R A C O V Á N Í _ P W
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 4 _ T E P E L N É Z P R A C O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 4 _ T E P E L N É Z P R A C O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název
Charakteristika. Použití. Vlastnosti FYZIKALNÍ VLASTNOSTI PEVNOST V TAHU RAMAX 2
 1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
1 RAMAX 2 2 Charakteristika RAMAX 2 je chromová konstrukční ocel odolná proti korozi. Tato ocel se dodává ve stavu zušlechtěném. RAMAX 2 se vyznačuje: vynikající obrobitelnost dobrá odolnost proti korozi
LETECKÉ KONSTRUKČNÍ OCELI
 LETECKÉ KONSTRUKČNÍ OCELI 1. Úvod 2. Vliv doprovodných a přísadových prvků 3. Označování leteckých ocelí 4. Uhlíkové oceli 5. Nízkolegované oceli 6. Vysokolegované oceli 7. Speciální vysokopevnostní oceli
LETECKÉ KONSTRUKČNÍ OCELI 1. Úvod 2. Vliv doprovodných a přísadových prvků 3. Označování leteckých ocelí 4. Uhlíkové oceli 5. Nízkolegované oceli 6. Vysokolegované oceli 7. Speciální vysokopevnostní oceli
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV MATERIÁLOVÝCH VĚD A INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MATERIALS SCIENCE AND ENGINEERING
VANADIS 4 SuperClean TM
 1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce