Ing. Ladislav Kolařík, Ph.D., IWE
|
|
|
- Marcela Dvořáková
- před 6 lety
- Počet zobrazení:
Transkript
1 Automatizace výrobních procesů SVAŘOVÁNÍ Ing. Ladislav Kolařík, Ph.D., IWE ČVUT - Fakulta Strojní Ústav strojírenské technologie ladislav.kolarik@fs.cvut.cz Technická 4, Praha 6, tel.:




2 Mechanizace a automatizace Mechanizace mechanizace poskytuje lidem k práci zařízení, které jim usnadňuje práci 1. stupeň podávání přídavného drátu 2. stupeň posuv svař. hořáku, použití polohovadel

3 Mechanizace a automatizace Automatizace používání řídících systémů automatizace snižuje potřebu přítomnosti člověka při vykonávání určité činnosti Jedná se o proces postupného nahrazování lidského faktoru mechanickými a automatizačními přístroji, jejichž práce je zabezpečena lidským činitelem Jednoúčelové automaty : - lineární - rotační
 lze pohybovat pracovním nástrojem (hořákem), příp.")
4 Robotizace Robotizace Termínem průmyslové roboty jsou označována ústrojí, která se vyznačují následujícími vlastnostmi:. Manipulační schopnost: Pomocí jedné nebo několika manipulačních paží (ramen) lze pohybovat pracovním nástrojem (hořákem), příp. manipulovat součástí Automatická činnost: posloupnost úkonů je provedena automaticky podle předem zadaného programu bez dalšího zásahu člověka. (Snadná změna programu: program není pevný, ale je zadáván člověkem a je možné jej kdykoli bez obtíží změnit) Univerzálnost: Zařízení může sloužit k mnoha účelům, někdy dost rozmanitým.
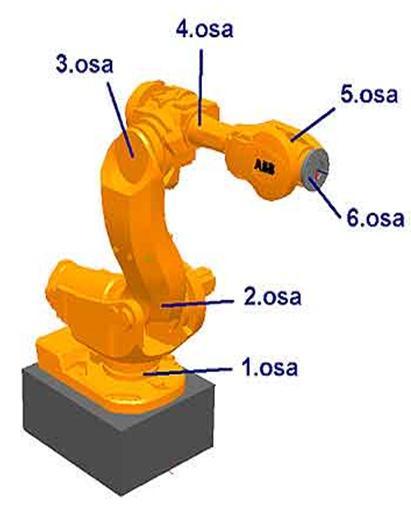
5 Robotizace

6 Robotizace Příklad nového moderního typu robota s excentrickou 7. osou a integrovaným podavačem PM


7 Komplexní robotizovaný systém Customized CZABB

8 Robotizace Zpětná vazba: Kromě běžných mechanických (dotykových), tlakových a elektromagnetických čidel se u složitějších systémů počítá i s vizuální zpětnou vazbou

9 SNÍMAČE A ČIDLA - Dotykový systém pro vedení hořáku Sledování spáry dotykovým senzorem
 a v závislosti na naměřených hodnotách regulován - Lze regulovat i změnu svařovací rychlosti, příp.")
10 SLEDOVÁNÍ SPÁRY VYHODNOCOVÁNÍM PARAMETRŮ OBLOUKU - Lze použít v libovolné poloze svařování i při malých průřezech svaru - Analyzován průběh proudu (resp. napětí na oblouku) a v závislosti na naměřených hodnotách regulován - Lze regulovat i změnu svařovací rychlosti, příp. podávání drátu

11 DOTYKOVÝ SENZOR - Systém umožňuje posunutí jednotlivých bodů programu nebo celých programových úseků Jako senzor se používá plynová dýza hořáku

12 BEZKONTAKTNÍ SNÍMÁNÍ POLOHY Optické, kamerové a laserové systémy


13 Kamerový senzor
14 AUTOMATICKÁ VÝMĚNA HOŘÁKŮ A ODSÁVÁNÍ ZPLODIN







15 ODSÁVACÍ ZAŘÍZENÍ

16 NUTNOST POUŽITÍ VHODNÝCH SVAŘOVACÍCH ZDROJŮ

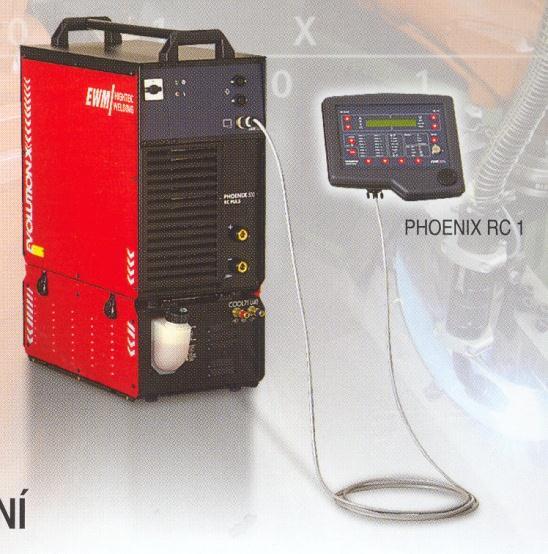
17 SVAŘOVACÍ ZDROJE


18 SVAŘOVACÍ ZDROJE
19 Použití přípravků


20 Zvýšení produktivity a přesnosti výroby Svěrky Použití svařovacích upínek a držáků Upínací kleště Držáky (magnetické)


21 Zvýšení produktivity a přesnosti výroby Použití svařovacích přípravků, upínek a držáků Rychloupínky Vodorovné Svislé Přímé Hákové Třmenové



22 Upínky a držáky Stavebnicové upínací systémy


23 Svařovací přípravky



24 Upínky a držáky, přípravky


25 PŘÍKLAD POUŽITÍ Podsestava rámečků dveří - Škoda A05 Roomster
26 Použití polohovadel a manipulátorů
27 Zvýšení produktivity a přesnosti výroby Použití polohovadel a otočných stolů Zvyšování kvality svařovaných součástí: - Polohování součástí do základních poloh (PA, PB) - Zrovnoměrnění posuvu součásti (rychlosti svařování) - Tvorba dlouhých podélných spojů - Tvorba rotačních součástí Typy polohovadel: - Univerzální stolová polohovadla - Naklápěcí polohovadla - Desková polohovadla - Kladková polohovadla





28 Univerzální stolová a naklápěcí polohovadla Stolová slouží k natáčení svarku do příznivé polohy v jedné rovině Naklápěcí slouží k natáčení svarků do příznivé polohy v prostoru



29 Rotační desková polohovadla Desková slouží k provádění obvodových svarů na dlouhých samonosných svarcích




30 Kladková polohovadla (odvalovací) Kladková slouží pro volné otáčení rotačních těles volně uložených s horizontální osou
31 Zvýšení produktivity a přesnosti výroby Použití posuvných systémů svařovacího hořáku Zvyšování kvality svařovaných součástí: - Polohování součástí do základních poloh (PA, PB) - Zrovnoměrnění posuvu svařovacího hořáku (rychlosti svařování) - Tvorba dlouhých podélných spojů - Tvorba rotačních součástí Typy posuvných systémů a manipulátorů: - Mostový manipulátor - Portálové systémy - Sloupový výložníkový manipulátor - Svařovací vozíky a traktory - Svařovací hlavy s pevným vedením






32 Manipulátory - Svařovací vozíky (MIG/MAG) -Slouží pro upevnění a případně pojezd svařovacích zařízení

33 Svařovací vozíky



34 Manipulátory - Svařovací traktory (SAW) Pojezd řešen vlastním pohybem nebo po dráze (kolejové, řetězové )


35 Sáňové (mostové ) posuvné systémy -Sestává se z mostu, který je svisle přestavitelný mezi dvěma sloupy



36 Portálové posuvné systémy -Má příčník umístěný mezi dvěma sloupy a pojíždí na kolejích podél svarku




37 Výložníkové sloupcové posuvné systémy Má výložník se svařovací jednotkou svisle i vodorovně posuvnou na sloupu



38 Kombinace posuvného a polohovacího systémy
39 Orbitální svařování

40 Orbitální svařování Vytváření tupých spojů na rotačních součástech, postupným objetím svařovaného dílu Používané metody svařování: TIG MIG/MAG PAW FSW



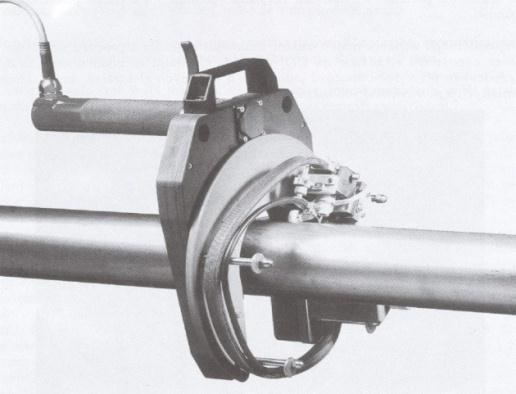

41 Orbitální svařovací systémy pro malé průměry trubek Ukázka

42 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování

43 Orbitální svařovací systémy pro velké průměry trubek


44 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování



45 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování

46 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování


47 Orbitální svařovací systémy - spoj trubka-trubkovnice Ukázka 1 Ukázka 2
48 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování



49 Používané technologie svařování pro robotizaci Customized CZABB MIG/MAG TIG PAW Odporové svařování Laserové svařování
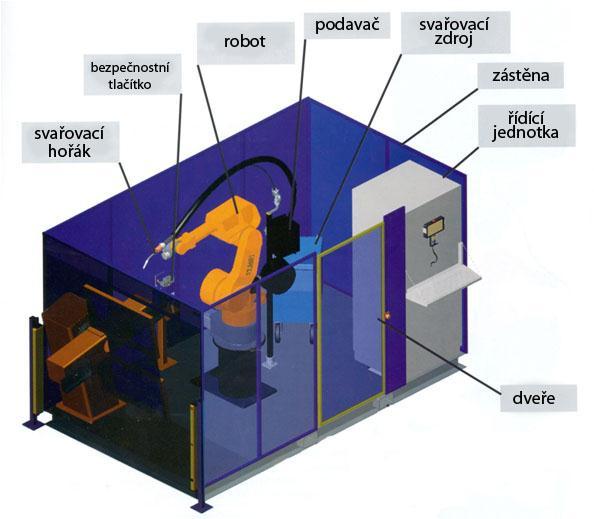
50 ROBOTIZOVANÉ SVAŘOVACÍ PRACOVIŠTĚ

51 ROBOTIZOVANÉ SYSTÉMY
52 ZÁKLADNÍ PODMÍNKY PRO NAVRHOVANÍ PRACOVIŠŤ
53 ZÁKLADNÍ POŽADAVKY PŘI NAVRHOVÁNÍ PRACOVIŠTĚ Technologické uspořádání pracoviště Doplnění pracoviště o periferní zařízení Požadavky na manipulaci s materiálem Úpravy stávajících zařízení Instalace přívodu energií Požadavky na způsob přenosu informací Požadavky na získávání informací výrobního procesu Požadavky na řízení výrobního procesu Zajištění bezpečnosti práce na pracovišti





54 6-osé roboty vhodné pro svařovací procesy IRB6620 IRB6660 Opracování povrchů IRB6660 Obsluha lisů 150kg 2.2m 205kg 1.9 m 130kg 3.1m IRB6650S IRB6640 IRB7600 * 650kg zápěstím dolů kg m kg m kg m









55 Polohovadla k robotickým aplikacím ( kg)






56 Pohyblivá uložení robotů přídavné osy Customized CZABB





57 Základní modely uspořádání pracovišť

58 TECHNOLOGIE SVAŘOVÁNÍ Při volbě technologie se uvažují tři hlavní hlediska : Technologické - Konstrukční - Ekonomické


59 Uzavřené svařovací robotické buňky


60 Off line programování

61 SW SIMULACE SVAŘOVÁNÍ

62 TVORBA SVAŘOVACÍHO PROGRAMU (OFF LINE)


63 SIMULACE POHYBU A DOLADĚNÍ POZIC HOŘÁKŮ

64 NÁVRH A OPTIMALIZACE PŘÍPRAVKU
65 PŘI HODNOCENÍ JE NUTNO SLEDOVAT TATO KRITÉRIA - pořizovací cena - návratnost - změna provozních nákladů - nárust produktivity - pokles pracovních sil - úspora plochy - zkrácení doby výroby - náklady na projektové práce - stavební náklady - adaptibilita zařízení - technologické investiční - životnost zařízení náklady - možnost dalšího rozvoje - výrobnost - poruchovost - nároky na servis - kvalifikace obsluhy - bezpečnost práce - hygienické podmínky - nároky na přesnost - směnnost - organizace a řízení - požadavky na výrobu
66 Metody svařování vhodné pro automatizované provozy
 - odtavující se")
 - Wolframová neodtavující se elektroda, kde ochranný plyn nereaguje při tvorbě")
67 Metody vhodné pro automatizaci svařovacího procesu MAG (Metal active gas) - odtavující se elektroda, kde ochranný plyn se aktivně podílí na tvorbě svarového kovu MIG (Metal inert gas) - odtavující se elektroda, kde ochranný plyn nereaguje při tvorbě svarového kovu WIG, TIG (Wolfram inert gas - Tungsten inert gas) - Wolframová neodtavující se elektroda, kde ochranný plyn nereaguje při tvorbě svarového kovu.
68 Metody vhodné pro automatizaci svařovacího procesu SAW (Submerged arc welding) - svařování pod tavidlem Odporové svařování Laserové svařování, Plazmové, Elektronové sv. Přivařování svorníků
69 Důvody vedoucí k automatizaci Porovnání výkonových hodnot: Svařování nelegované oceli Průměrný výkon odtavení kg/h Čas hoření Metoda svařování: oblouku MMA 20% 2,5 0,5 Ruční MIG/MAG 40% 5 2,0 Mechanizovaný MIG/MAG 65% 5 3,3 Mechanizovaný SAW jeden drát 65% 11 7,2 Mechanizovaný SAW dvojdrát 65% 14 9,1 Mechanizovaný HD SAW dvojdrát 65% 18 11,7 Čas hoření obl. x odtavení (Kg): Zvýšená produktivita : Nižší náklady na svařování Kratší výrobní doby Opakovatelná a stabilní kvalita : Nižší náklady na opravy Kratší výrobní doby
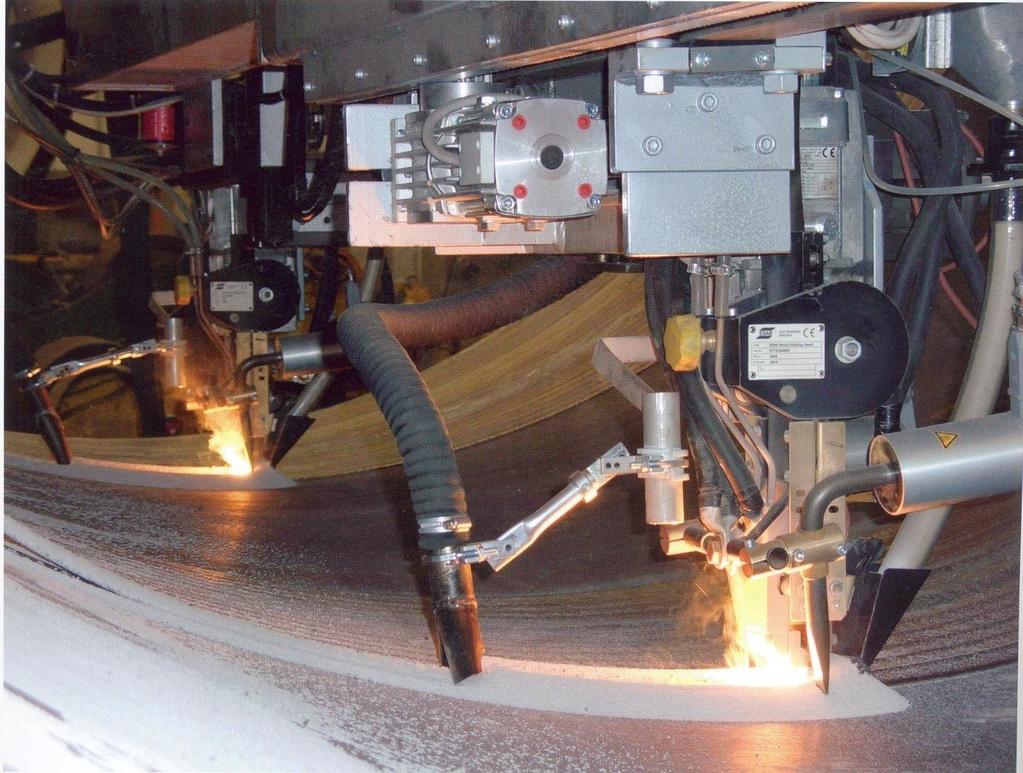
70 Automatizace MIG/MAG svařování

71 PRINCIP METODY

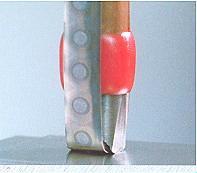
72 Řez koncovou částí hořáku 1 Svařovací hořák 2 Ochranná vložka 3 Dýza pro přívod ochranného plynu 4 Kontaktní špička zajišťující přívod el. proudu 5 Svařovací drát (elektroda)
73 Zásobníky a podavače drátu Klasické uspořádání svařovacího zdroje a podávacího zařízení
74 Další typy uspořádání S podavačem umístěným na rameno S podavačem na odděleném vozíku
75 Další typy uspořádání Uspořádání zdroje s mezipohonem Uspořádání zdroje s push-pull podáváním


76 Typy podávacích kladek Lichoběžníková hladká Použití : Fe, Oceli, Cr-Ni Nelegované, nízko i vysocelegované plné dráty Půlkruhová hladká Použití : Hliník, bronz, CuSi3 Půlkruhová drážkovaná Použití : Plné i trubičkové dráty z různých slitin
")

77 Vliv správné volby PM a ochranného plynu (Ar + CO2) Nelegovaná ocel 100%CO 2 drát G3Si1 82% Ar+18% CO 2 drát G3Si1
")



78 MIG svařování příklady (Ar + He) Argon 75% Argon / 25% Helium 280 A / 25 V 50% Argon / 50% Helium 282 A / 27 V 25% Argon / 75% Helium 285 A / 30 V 285 A / 34 V
79 VÝHODY SVAŘOVÁNÍ MIG/MAG Neobalený svařovací drát je možné navinout na cívky a plynule ho dodávat do svarové lázně bez časté a nepohodlné výměny svařovacích elektrod ( poloautomatický způsob svařování ) Svařovací proud je možné dodávat na drát až do těsné blízkosti jeho odtavovacího konce pomocí třecích kontaktů (kontaktních špiček hořáku) - Protože proudem zatížená část drátu je krátká a bez obalu, je možné dosáhnout na 1 mm2 průřezu drátu mnohem větší proudovou hustotu Možnost použití velkého rozsahu svařovacích parametrů pro jednu tloušťku svařovacího drátu (elektrody) Mechanizace svařovacího procesu je značně zjednodušená, protože zde není obal přídavného materiálu, bránící manipulaci a také díky způsobu zapalování elektrického oblouku
80 Typy přenosu svarového kovu

81 Zkratový přenos
 - Ar + CO2 ( do 15% ) + O2 ( do 7% ) IS = 40 až 190 A UEO = 16 až 21")
82 Zkratový přenos Krátký oblouk - Ar + CO2 ( do 25% ) - Ar + O2 ( do 12% ) - Ar + CO2 ( do 15% ) + O2 ( do 7% ) IS = 40 až 190 A UEO = 16 až 21 V

83 Sprchový přenos
 - dlouhý oblouk - Ar + O2 (")
 + O2 ( do")
84 Sprchový přenos Bezzkratový - Ar + CO2 ( do 20% ) - dlouhý oblouk - Ar + O2 ( do 10% ) IS = (120) až 500 A UEO = 20 až 36 V - Ar + CO2 ( do 15% ) + O2 ( do 5% )

85 Impulzní přenos


")
")
86 Impulzní přenos impulsní přenos - Ar + CO2 ( do 15% ) - Ar + O2 ( do 8% ) - Ar + CO2 ( do 5% ) + O2 (do 5%)
87 Moderní modifikace metody MIG/MAG
88 MIG Pájení (GMA Pájení) Vhodné pro svařování pozinkovaných plechů Tloušťka zinkovaného povlaku se pohybuje od 5 do 20 μm a požadavkem při spojování je nepoškodit povlak, který katodickým účinkem chrání základní materiál před korozí apod. Jako přídavný materiál se používá křemíkový bronz CuSi3 (nebo CuSi2) nebo hliníkový bronz CuAl8 (CuAl8Ni2) svařování v intervalu teplot ºC. MIG-pájení se provádí impulzním proudem do 350 A v ochranném plynu Ar nebo Ar + 2,5 % CO2 (Ar + 1% O2) Výhody tohoto procesu jsou v minimálním opalu povlaku vedle svaru i na spodní straně plechu, svar bez koroze (nejsou nutné dodatečné úpravy povrchu) Vzniká minimální tepelné ovlivnění materiálu a tím i deformace Minimální roztřik Snadná možnost automatizace tohoto procesu.

 CuAl 8")
89 MIG Pájení Přeplátované spoje Toušťka do 3 mm Impulsní proud (s nízkým zákl. proudem) krátký oblouk CuSi3 OK Autrod Argon, CRONIGON 2 a S1 (Ar + CO2, O2) CuAl 8 OK Autrod Argon (Ar+He)
 drátem, ale bez použití ochranného plynu.")
.")
90 Svařování plněnou elektrodou (s vlastní ochrannou) Jedná se o svařování plněným (trubičkovým) drátem, ale bez použití ochranného plynu. Tato metoda je podle normy ČSN EN ISO 4063 označována jako metoda: č. 136, 138 nebo 114 často také zkratkou MOG (metal ohne gas). FCAW (Flux Cored Arc Welding), ale např. fy. LE ji označuje pod obch. názvem Innerschield


91 MOG svařování Proces svařování v sobě slučuje principy svařování MMA (obalenou elektrodou) a metody MIG/MAG Za strany metody MMA je to operativnost, mobilita a odolnost proti povětrnostním podmínkám + ochrana svarové lázně pomocí vznikajících plynů a strusky z obalů elektrod Na straně MIG/MAG vysoká produktivita práce daná vysokým výkonem odtavení, snadná mechanizace svařování s plynulým podáváním drátu do místa svaru.



92 Proces svařování CMT (Cold Metal Transfer)


93 Proces svařování CMT Svařovací proces využívá zkratový oblouk doplněný zcela novou metodou uvolňování kapky V porovnání s běžným procesem MIG/MAG zde probíhá přechod materiálu při značně nižší teplotě Největší rozdíl : zpětný pohyb PM, který má vliv na snadnější uvolnění kapky (nastává po začátku zkratu)
 t =")

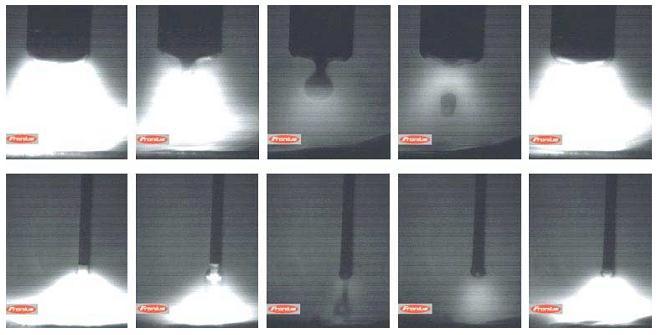
94 Proces svařování CMT Přechod materiálu probíhá v téměř bezproudovém stavu (bez rozstřiku) t = 0 ms t = 4,59 ms t = 6,21 ms t = 7,56 ms t = 11,34 ms t = 13,23 ms t = 13,77 ms t = 14,31 ms


95 Porovnání procesu CMT a pulsního přenosu CMT MIG pulsed arc I S = 81 A U S =11,2 V AlSi5 1,2 mm wfs= 5 m/min I S = 111 A U S =17,87 V Přesně definovaná kontrola délky oblouku - frekvence oscilačního pohybu drátu až 70 Hz (nastavení délky 70x /s) - délka oblouku není řízena svařovacím napětím, ale je funkcí rychlosti a času Vysoká stabilita oblouku
96 Vlastnosti procesu CMT Horní hranice čistého CMT-procesu je určená začátkem přechodového oblouku Spodní hranici CMT-procesu lze posunout tak nízko, jak potřebujeme pro vytvoření požadovaného svaru perfektní pro tenké materiály kontrola vneseného tepla do materiálu přes Puls mix Rotující oblouk Impulzní oblouk Sprchový oblouk Krátký oblouk CMT-oblouk
97 Uspořádání systému CMT
98 Použití metody CMT MIG pájení: menší vnos tepla; prakticky bez rozstřiku; dobrá přemostitelnost mezery Aplikace na tenkých materiálech: hliník: menší vnos tepla; dobrá přemostitelnost mezery; možnost spojení materiálu již od průměru 0,3mm (přídavným materiálem1,2 mm) CrNi: menší vnos tepla -> menší deformace, menší oxidace; možnost využití mechanizovaného CMT jako náhrada ručního TIG svařování dobrá přemostitelnost mezery; prakticky bez rozstřiku; vysoce stabilní oblouk Al/ocel: velice jednoduchá možnost spojení dvou nesourodých materiálů
 - Vhodné použít pozink.")
99 Proces CMT - spoj Al + pozinkovaná ocel Teplota tavení: ocel (1538), Al (660) Omezená rozpustnost Al v Fe (vznik křehkých intermetalických fází) - Vhodné použít pozink. ocel (nebo PM s legurou Zn) svar Hliník je svařen Pozinkovaný plech je spájen Požadavek na zinkovou vrstvu >10μm pájení

100 Proces svařování Cold Arc Krátký oblouk s malým vneseným teplem

101 Princip systému Cold Arc - Modifikovaný MIG /MAG svařovací proces - krátký (zkratový) oblouk regulovaný pouze svařovacím zdrojem (bez mechanické podpory) - Použití nižších hodnot I a U než u klasického procesu - Nový typ vysoce dynamické invertorové regulace - velmi rychlý digitální proces - "Drastické" zmenšení výkonové špičky po znovuzapálení oblouku - Dochází tak k velmi významnému zmenšení tepelného výkonu během tavení materiálu
102 Princip systému Cold Arc Svařování probíhá ve třech neustále se opakujících fázích (viz. obr) Zapálení a hoření Zkrat Znovuzapálení oblouku Bezprostředně po ukončení zkratové fáze je oblouk znovu zapálen a hodnota proudu je navýšena ale pouze na přesně stanovený časový okamžik (nutný pro natavení materiálu) Ihned poté je ale proud násilně snížen, aby nedocházelo k Dalšímu tavení (vnesení tepla) Proud zůstává na extrémně nízké úrovni až do okamžiku oddělování další kapky Princip EWM Cold Arc

103 Princip systému Cold Arc Standartní zkratový oblouk Cold Arc Možnost svařování malých tlouštěk Velmi malý rozstřik Dobré překlenutí spár Minimální deformace materiálu Konstantní rychlost podávání drátu
 - MIG pájení")
 - Svařování hliníku")
104 Použití metody Cold Arc - Svařování tenkých plechů (od 0,3 mm) - MIG pájení pozinkovaných plechů - Kombinované spoje (Al, Mg Ocel, Mg Al) - Svařování hliníku a hořčíku






105 Svařování součástí velkých tlouštěk


106 Svařování součástí velkých tlouštěk
 a sprchové oblouku resp.")
107 Proces svařování Force Arc Jedná se o systém, který umožňují moderní invertorové svařovací zdroje s elektronicky nastavitelnou indukčností. Dochází ke spojení vlastností zkratového (krátkého) a sprchové oblouku resp. přenosu kovu Zkratový oblouk : - Dobrý a hluboký průvar v kořenu svaru Sprchový oblouk : - Rychlost svařování - Bezrozstřikové svařování = Bezrozstřikové zkratové svařování (krátkým obloukem) s větším tlakem el. oblouku



108 Metoda Force Arc Nárůst a pokles proudu je v tomto případě v průběhu zkratové fáze a při opětovném zapálení oblouku rychle regulován. Tento systém řízení svařovacího procesu potlačuje nárůst energie, která ve zkratovém procesu vede při znovu zapálení oblouku k silné tvorbě rozstřiku. -Oblouk je velmi krátký a úzce koncentro- - vaný s velkým dynamickým účinkem = menší tepelně ovlivněná zóna menší deformace materiálu
 a má proti sprchovému přenosu")
109 Metoda Force Arc Tento přenos kovu je řazen do horní výkonové oblasti odtavení (která je u klasických systémů vyhrazena sprchovému přenosu s dlouhým obloukem) a má proti sprchovému přenosu řadu výhod.


110 Metoda Force Arc Tato vysocedynamická regulace okamžité hodnoty napětí a proudu je výhodná také pro možnost svařovat s dlouhým volným koncem drátu (výlet drátu), který může výrazně ulehčovat přístup ke svarovému spoji, zvláště u špatně přístupných svarových spojů. Proces vykazuje extrémně stabilní hoření oblouku



111 Metoda Force Arc - Bezpečně provařený kořen s ideální geometrií svarové housenky - Menší vnesené teplo


112 Porovnání sprchového oblouku s metodou Force Arc




113 Příklady aplikace metody Force Arc
 Pásek Směr svařování Výkon")
 15-20")
")
114 VYSOCEVÝKONNÉ METODY SVAŘOVÁNÍ Možnosti Posuv drátu Vyšší 15 m/min Jeden drát Dva dráty (Tandem) Pásek Směr svařování Výkon odtavení Vyšší 8kg/hod Drát Ø ( dxv): Příčný průřez Standard Průtok plynu 0,8-1,6 mm 0,5-2,0 mm² 1,2 mm (1,13 mm²) l/min 1,0-1,2 mm Kombinace drátu 2 x 1,2 mm (2,26 mm²) l/min 3,75-6,0 x 0,5-0,8 mm 2,0-4,8 mm² 3,75x0,5mm (1,88 mm²) l/min
115 VYSOCEVÝKONNÉ METODY SVAŘOVÁNÍ MAG procesy Jeden drát Drahtvorschub Dvojitý drát Dva dráty Drahtvorschübe Stromquelle Stromquelle - Zvýšení rychlosti svařování až o 50% -Možnost snížení nákladů až o % Tandem Stromquelle Drahtvor schübe Stromquelle

116 Svařování dvojitým drátem (TWIN) Zvýšení výkonu odtavení Elektrická vazba obou drátových elektrod Svařování dvěma elektrodami s jedním el. potenciálem

 -Použití různých průměrů")
117 Tandemové svařování (TANDEM) Svařování s dvěma el. potenciály -Samostatné nastavení obou oblouků (různé parametry) -Kombinace různých druhů oblouků (sprcha + puls) -Použití různých průměrů elektrod



118 MIG/MAG svařování (navařování) páskovou elektrodou - Strip-wire electrodes

119 Princip odtavování páskové elektrody
120 Odtavující výkon [kg/h] ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování Závislost mezi rozměrem, posuvem a odtavujícím se výkonu přídavného materiálu Platí pro nelegovanou ocel, oblast MAG - vysokovýkonný Pásek 4,5x0,5mm Drát1,6mm Pásek 3,75x0,5mm Drát 1,2mm 10 5 oblast MAG - vysokovýkonný Rychlost posuvu přídavného materiálu [m/min]; při MAGT dohromady
 vysocevýkonný proces svařování kombinací vhodné charakteristiky zdroje svařovacího proudu s vysokými proudovými (do 760 A) a napěťovými (do 50 V) hodnotami a přesně")
121 T.I.M.E. (Transfered Ionized Molten Energy) vysocevýkonný proces svařování kombinací vhodné charakteristiky zdroje svařovacího proudu s vysokými proudovými (do 760 A) a napěťovými (do 50 V) hodnotami a přesně definovaným složením směsného plynu se dosáhne stabilního elektrického oblouku s rotací svařování rotujícím obloukem (Elektromagnetické síly, vznikající v důsledku vysoké proudové hustoty, způsobují odklon oblouku a nataveného konce drátové elektrody ze směru pohybu drátu a uvádějí ho do rotačního pohybu). Rychlost pohybu je obvykle cca otáček za sekundu
 Plynná směs je čtyřsložková s následujícím složením : 65% Ar + 26,5% He + 8% CO2 + 0,5 O2 - Výsledná svarová housenka má jemnou kresbu, dokonalý průvar a svar")
122 T.I.M.E. (Transfered Ionized Molten Energy) Plynná směs je čtyřsložková s následujícím složením : 65% Ar + 26,5% He + 8% CO2 + 0,5 O2 - Výsledná svarová housenka má jemnou kresbu, dokonalý průvar a svar vzniká téměř bez rozstřiku. Největší přednosti tohoto procesu svařování jsou : - vysoký odtavovací výkon (až 450 g/min), - vysoká rychlost svařování - bezproblémové svařování v polohách.
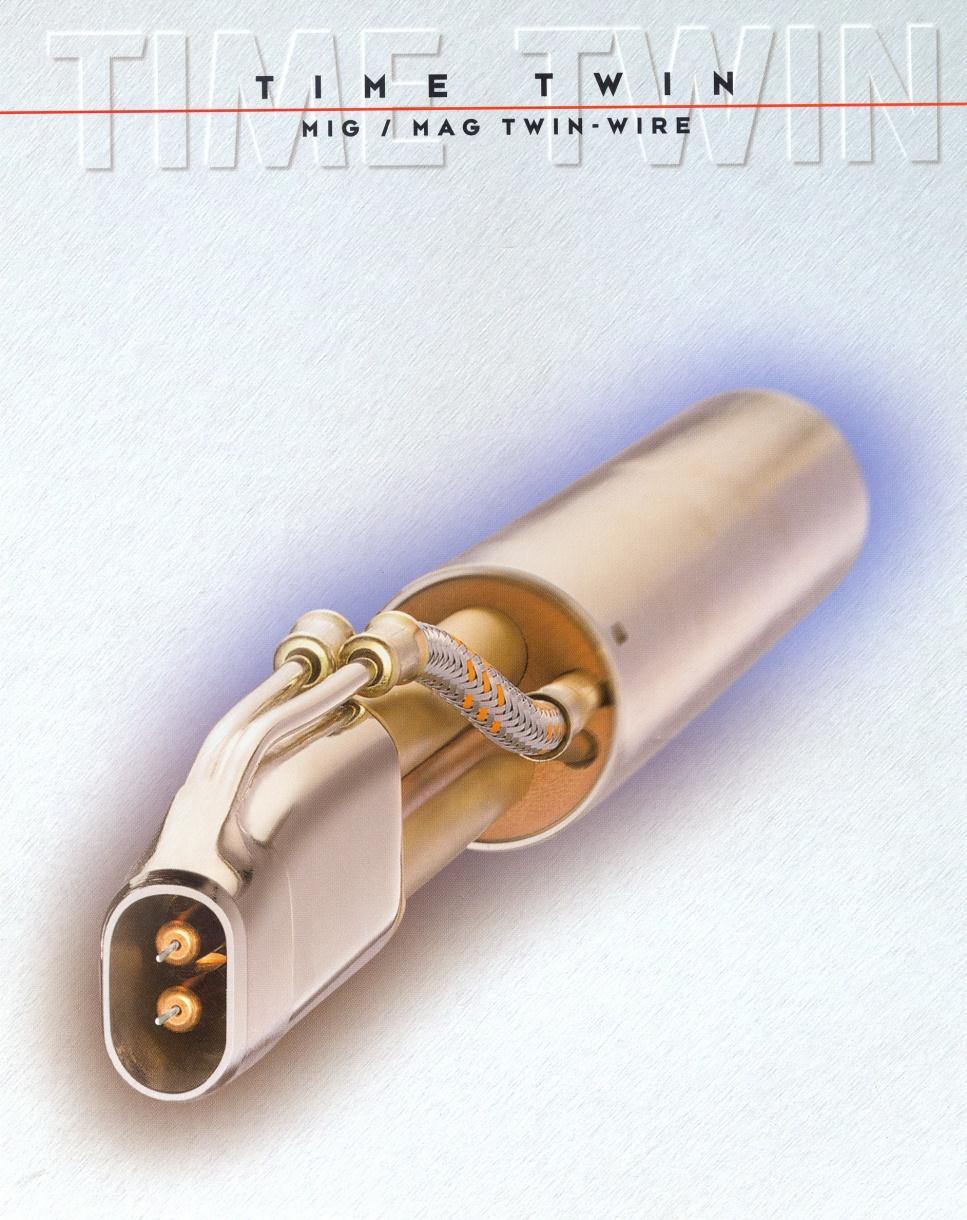
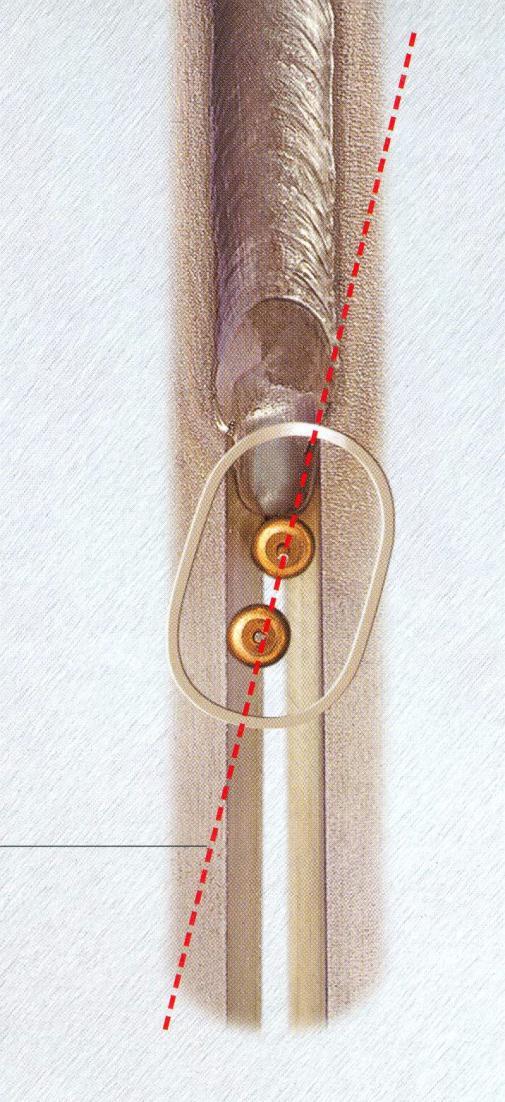

123 TIME TWIN
124 Automatizace SAW svařování

125 Princip metody Elektrický oblouk hoří mezi elektrodou (holý kovový drát) a základním materiálem v dutině, která se vytvoří pod roztavenou vrstvou sypkého tavidla.
126 Svařování jedním drátem Nejrozšířenější metoda svařování pod tavidlem Rozsah průměrů drátů : 1,6-5 mm (obvykle 2 4 mm) (pro tenké plechy 1,2 a 1,6 mm) Počet svařovacích zdrojů : 1 (obvykle DC +) - výlet drátu mm Proudový rozsah : A Napětí na jeden svařovací drát : V Max. výkon odtavení: 12 kg/hod Menší průměry drátů dávají při stejném svařovacím proudu vyšší výkon odtavení vzhledem k vyšší hustotě proudu Při použití malých průměrů drátů dostáváme svary s větším průvarem a užší svarovou housenkou

127 Svařování dvěma dráty - TWIN Oba dráty napájeny jedním svařovacím zdrojem (dvojité podávání) Rozsah průměrů drátů : 1,2-3 mm Počet svařovacích zdrojů : 1 (obvykle DC +) Proudový rozsah : A Napětí na jeden svařovací drát : V Max. výkon odtavení: 15 kg/hod Až o 30 % vyšší výkon odtavení a zároveň může být využito vyššího svařovacího proudu i vyšší rychlosti svařování

128 Svařování dvěma dráty - TWIN
129 TANDEMové svařování Používají se dva svařovací dráty, kdy každý je napájen vlastním svařovacím zdrojem Rozsah průměrů drátů : 3 5 mm Počet svařovacích zdrojů : 2 (obvykle DC +, AC) Proudový rozsah : A Napětí na jeden svařovací drát : V Max. výkon odtavení: 25 kg/hod Dráty mají obvykle větší průměr Odtavovací výkon se blíží dvojnásobku než při použití jednoho drátu
 a s nízkým napětím poskytuje hluboký závar")

130 TANDEMové svařování První oblouk pracuje s vysokým svařovacím proudem (obvykle DC+) a s nízkým napětím poskytuje hluboký závar Zatímco druhý oblouk používá nižší svařovací proud (obvykle AC), aby bylo odstraněno foukání oblouku pro získání hladkého povrchu sv. lázně.
 Proudový")

131 Dvojité TANDEMové svařování Využívají se dvě dvoudrátové svařovací hlavy, umístěné v řadě za sebou Rozsah průměrů drátů : 2,5 3 mm Počet svařovacích zdrojů : 2 (obvykle DC +, AC) Proudový rozsah : A Napětí na jeden svařovací drát : V Max. výkon odtavení: 38 kg/hod Používáno pro spoje, které umožňují dobrou přístupnost pro potřebné zařízení Zvýšený výkon odtavení

132 Dvojité TANDEMové svařování


133 Multidrátové svařování Používá se současně až 6 svařovacích drátů, kdy každý musí mít svůj svařovací zdroj Rozsah průměrů drátů : 3 5 mm Počet svařovacích zdrojů : 3 až 6 (první obvykle DC +, ostatní AC) Proudový rozsah : A Napětí na jeden svařovací drát : V Max. výkon odtavení: 90 kg/hod Používáno pro dlouhé podélné svary, např. při výrobě trub


134 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování



135 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování


136 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování




137 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování


138 ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
139 Svařování do úzké mezery (úzkého úkosu) Tato metoda se někdy podle anglického názvu označuje jako Narrow gap welding a přináší značnou úsporu svarového kovu (a tím i přídavného materiálu) a svařovacího času i při svařování velkých tlouštěk materiálů Svařování do úzké mezery je v podstatě mnohovrstvé svařování se specifickým svarovým úkosem (t max 12 mm), jehož tvar je zvolen tak, aby každá vrstva byla složena max. ze dvou housenek. S výjimkou kořenové části a krycí vrstvy jsou obvykle všechny svarové housenky po celé tloušťce svaru pokládány při stejných parametrech svařování.


140 Svařování do úzké mezery (úzkého úkosu) Na operativní, resp. formovací vlastnosti tavidla jsou kladeny vysoké nároky Automat musí být vybaven speciálním stranovým kopírovacím zařízením, které musí zabezpečovat vedení svařovací hubice ve svarové spáře v průběhu celého svařování Velmi důležitá je i konstrukce svařovací hubice, která musí zabezpečit dobré vedení svařovacího drátu v blízkosti svarové hrany a musí mít malou tloušťku vzhledem k úzké mezeře.


141 Svařování do úzké mezery (úzkého úkosu)

142 Svařování do úzké mezery (úzkého úkosu)

143 Svařování s přidáváním kovového prášku Nelegovaný kovový prášek je přidáván do procesu svařování pod tavidlem pro zvýšení výkonu navaření Prášek je roztaven teplem hořícího oblouku -Dodáván buď před hořící el. oblouk nebo je dopravován pomocí síly magnetického pole do oblouku spolu s příd. drátem Prášek může být použit k libovolné kombinaci drát / tavidlo Nutný kvalifikovaný pracovník pro řízení dávkování prášku Výkon svařování lze zvýšit až o 100 %

144 Svařování s přidáváním kovového prášku Přídavkem kovového prášku se zmenšuje průvar, protože část tepla oblouku se spotřebuje na roztavení kovového prášku Proces vyžaduje přesné řízení všech svařovacích parametrů, včetně dávkování prášku
145 Svařování s horkým drátem V tomto případě je do oblouku navíc podáván další svařovací drát předehříváný externím zdrojem (většinou odporově) na teplotu blízkou teplotě tavení. Vzdálenost mezi drátem a elektrodou je optimálně 10 až 15 mm. Podíl kovu z horkého drátu ve svarovém kovu může být až 4 násobný, aniž by se svarová lázeň nepřípustně ochladila (mění se pouze hloubka závaru). Spotřeba elektrické energie se snižuje až o %, celkové náklady na 1 běžný metr svaru klesají o %.


146 SAW vs. ESW NAVAŘOVÁNÍ páskovými elektr. ESW SAW
147 ELEKTROSTRUSKOVÉ NAVAŘOVÁNÍ
148 ELEKTROSTRUSKOVÉ NAVAŘOVÁNÍ

149 Příklady ESW navařování
150 Automatizace TIG svařování
151 Automatizace TIG svařování Hlavním účelem je zvýšení produktivity a dosažení vyšší kvality svarového spoje Způsoby automatizace: Automatické podávání přídavného materiálu při ručním způsobu svařování Mechanický posuv svařovacího hořáku Svařování s přidáváním horkého drátu Svařování do úzkého úkosu Orbitální svařování trubek Plně automatické robotické svařování

152 Poloautomatické TIG svařování


153 Poloautomatické TIG svařování

154 Externí podavač přídavného drátu
155 Svařování TIG horkým drátem Přiváděný přídavný svařovací drát je předehříván odporovým teplem při průchodu proudu napájeného zvláštním zdrojem. až 4x větší výkon navaření, nižší nebezpečí vzniku pórů ve svaru, menší riziko vzniku studených spojů, lepší přenos legujících prvků do svaru (tavící se drát neprochází obloukem), minimální ochlazení tavné lázně přivedením přídavného materiálu, vyšší svařovací rychlost snížení tepelného ovlivnění základního materiálu
156 Svařování TIG do úzkého úkosu Nazýváno též svařování do úzké mezery neboli NARROW GAP WELDING Svařování do úzké mezery je v podstatě mnohovrstvé svařování se specifickým svarovým úkosem, jehož tvar je zvolen tak, aby každá vrstva byla složena max. ze dvou housenek. S výjimkou kořenové části a krycí vrstvy jsou obvykle všechny svarové housenky po celé tloušťce svaru pokládány při stejných parametrech svařování. Velmi důležitá je i konstrukce svařovací hubice, která musí zabezpečit dobré vedení svařovacího drátu v blízkosti svarové hrany a musí mít malou tloušťku vzhledem k úzké mezeře.



157 Svařování TIG do úzkého úkosu


158 Orbitální svařování trubek


159 Robotizované TIG svařování
 Pro svařování se používá pulzní proud -Lépe lze tak řídit odtavování jednotlivých kapek Pracovní rychlost je stejná (nebo vyšší) jako u svařování")
160 Robotizované TIG svařování - systém TOPTIG Největší výhody této metody : Přídavný drát je podáván do místa přímo před hořákem tavení drátu je tak podobné jako při svařování metodou MIG (hořákem lze libovolně pohybovat bez ohledu na orientaci drátu) Pro svařování se používá pulzní proud -Lépe lze tak řídit odtavování jednotlivých kapek Pracovní rychlost je stejná (nebo vyšší) jako u svařování MIG Kvalita svaru a dokonalý vzhled bez rozstřiku Lze svařovat ve všech pozicích a směrech


161 Robotizované TIG svařování - systém TOPTIG Polohovatelnost hořáku do těžko přístupných míst



162 Robotizované TIG svařování - systém TOPTIG
163 A TIG svařování Účelem tohoto způsobu svařování je odstranit nedostatky TIG svařování: nízký výkon procesu svařování nevelkou koncentraci energie zdroje tepla (ohřevu) oproti fyzikálním (speciálním) způsobům svařování plazma, laser, elektronový svazek závislost geometrických rozměrů svarů na chemickém složení oceli, obsahu příměsí a na způsobu jejich výroby Metoda A-TIG spočívá v tom, že se na povrch svařovaného materiálu předem nanese tenká vrstva speciálního aktivátoru (v podstatě tavidla). = TIG oblouk hoří po vrstvě tavící se aktivační přísady

164 A TIG svařování
165 A TIG svařování umožňuje Svařovat spoje o tloušťce 1 12 mm v jednom sledu bez úpravy tvaru hran, bez svařovacího drátu (díky zvýšení natavovací schopnosti elektrického TIG oblouku) Svařovat kov o tloušťce větší než 12 mm s úkosem hran a přitom zvětšit velikost otupení svarové hrany z 1-2 mm na 6-8 mm Omezit nebo eliminovat vliv chemického složení stejné oceli (ale s rozdílnou čistotou) na vytvoření svarů požadovaných vlastností Zvýšit výkon procesu svařování 2-7 x (podle svařované tloušťky) Snížit cenu (2-5 x) svářečských prací díky snížení nákladů na elektrickou energii, ochranný plyn, přídavný svařovací drát, odstranění nebo zmenšení časů na přípravu svarových úkosů a zkrátit čas svařování Omezit deformace při svařování

166 Přídavné moduly pro Plazmové svařování V současné době některé firmy nabízejí přídavné zařízení, které je možné připojit ke stávajícímu invertorovému TIG zdroji. Tím se z TIG zařízení stane komplet s možností svařovat a navařovat technologií -TIG, - mikroplasmou - plasmou.
167 Automatizace Plazmového svařování

168 Plazmové svařování princip metody Svařování plazmou se vyvinulo z metody TIG (WIG) oblouk hoří mezi netavící se elektrodou a základním materiálem nejčastěji v ochranné atmosféře inertního plynu. PAW TIG
169 Porovnání TIG a Plazmového svařování TIG PAW 1- těleso hořáku, 2- centrovaná wolframová elektroda, 3- keramická ochranná hubice, 4- zúžená tryska, 5- ochranný plyn, 6- koncentrovaný plazmový oblouk, 7- elektrický oblouk, 8- plazmový oblouk (sloupec)





170 Plazmové svařování - rozložení teplot

, především kořene, což umožňuje svářování bez podložení kořene až")
171 Plazmové svařování průřez svaru Koncentrované teplo zaručuje hluboké natavení základního materiálu, dobré formování kořene a charakteristický průřez svaru. Je to vysoko stabilní svařovací proces, má charakteristické formování svaru (průvar má tvar vínového poháru), především kořene, což umožňuje svářování bez podložení kořene až do tlouštěk cca 10 mm

172 Svařování metodou průchozího paprsku- keyholing

173 Oblasti použití plazmového svařování vysoká kvalita a produktivita procesu při minimálním tepelném ovlivnění základního materiálu jaderný průmysl, chemický průmysl, potravinářství, elektronika, výroba lodí, letecký průmysl automobilový průmysl.
174 Automatizace Odporového svařování


175 Odporové BODOVÉ svařování Bodové svařování je nejvíce používaný způsob odporového svařování plechů tlouštěk přibližně od 0,01 do 10 mm (lze však svařovat i větší tloušťky) 1. Elektrody 2. Přítlačná ramena 3. Základní (svařovaný) materiál 4. Svar 5. Svařovací zdroj 6. Spínač zdroje Při bodovém svařování se vytvářejí především přeplátované spoje
176 Princip odporového bodového svařování Nejvyšší teplota vzniká v místě dotyků plechů. Značné množství tepla ovšem při tom uniká vedením do materiálu a sáláním do okolního prostředí.

177 Princip odporového bodového svařování Po sevření a stlačení svařovaných dílů mezi elektrodami se sepne obvod svařovacího proudu. Procházející proud ohřívá místo spoje a to přibližně ve sloupci o stejném průměru, jako má svařovací elektroda. Jakmile se dosáhne teploty tavení, dojde k vytvoření tekutého jádra spoje a proběhne svaření. Poté se svařovací proud přeruší, avšak přítlak trvá a svar i jeho plastické okolí rychle ztuhne.
178 Rozdělení bodového svařování dle uspořádání elektrod Přímé Elektrody jsou umístěné na protilehlých stranách svařovaných dílů Nepřímé Elektrody obvykle umístěné pouze na jednom svařovaném dílu a druhý se opírá o podložku 1 - Bodový svar, 2 Svařovaný materiál 3 Zdroj proudu, 4 Tyčové elektrody 1 - Bodový svary, 2 Svařovaný materiál 3 Zdroj proudu, 4 Tyčové elektrody 5 Vodivá deska

179 Mnohabodové odporové svařování Vedle klasického uspořádání existuje řada dalších, které umožňují svařit více bodových svarů současně (mnohabodové svařování).
180 Svařovací režim Při nastavování základních parametrů svařování se nabízí velké množství kombinací jednotlivých parametrů. Vzájemná vazba mezi hlavními svařovacími parametry se označuje jako svařovací režim a jejich časový průběh jako svařovací program Měkký svařovací režim je charakterizovaný nízkým svařovacím proudem (proudová hustota do 200 A/mm 2 ) a dlouhým svařovacím časem (asi 25 period 0,5 s do 1,5 s) s nižší svařovací silou (do N) tlak do 60 N/mm2. Tvrdý svařovací režim je charakterizován vysokým svařovacím proudem (proudová hustota A/mm 2 ), krátkým svařovacím časem (3 až 8 period 0,16 s) a vyšší svařovací silou (cca N) tlak více než 80 N/mm2
 B oblast kombinace parametrů, při kterých dosáhneme dobrých svarových spojů A C oblast kombinace")
181 Optimální pásmo pro zhotovení svarových odporových spojů I. tvrdý svařovací režim II. - měkký svařovací režim I. B C II. A pásmo s nedostatečným množstvím energie potřebné pro vznik svaru (oblast difuzních spojů) B oblast kombinace parametrů, při kterých dosáhneme dobrých svarových spojů A C oblast kombinace parametrů, kdy dochází k přetížení tepelnou energií roztavený materiál vystřikuje
182 Tvrdý svařovací režim Současný stav poznání a praxe jednoznačně preferuje tvrdé svařovací režimy Používá se vyšších tlaků, elektrody se tolik neopotřebovávají (snížení přechodového odporu dotyku R d ) Elektrody se méně zahřívají vyšší životnost Režim má vyšší účinnost a větší produktivitu (kratší čas svařování) menší tepelné ztráty menší TOO Menší deformace Nevýhodou jsou vyšší investiční náklady, (svařovací stroj musí být vybaven pneumatickým nebo hydraulickým systémem pro navození patřičného tlaku a elektronickou regulací) Vyšší příkony a přítlačné síly vyšší napětí ve svarových spojích Nutnost pečlivé přípravy svařovaných dílů Tento režim se volí při svařování legovaných ocelí, neželezných kovů a jejich slitin.
183 Měkký svařovací režim Pro měkký svařovací režim jsou typické větší ztráty energie vedením a sáláním tepla do okolí (díky delším časům svařování). Elektrody jsou nepříznivě tepelně namáhány, proto se rychleji znehodnocují a vyžadují tak častější úpravu a výměnu. Deformace svarového spoje jsou větší a otisky elektrod hlubší a struktura svaru je hrubozrnná (méně pevná). Výhodou tohoto režimu svařování je, že snižuje nebezpečí zakalení materiálu, což je výhodné u ocelí s vyšším obsahem uhlíku. Dále vhodné pro opravy a zpracování znečištěných plechů Vzniká malý průměr svarové čočky, se znatelnými otlaky po okraji, Vyšší spotřeba energie

184 Časový průběh svařování Svařovací cyklus




185 Použití bodového svařování


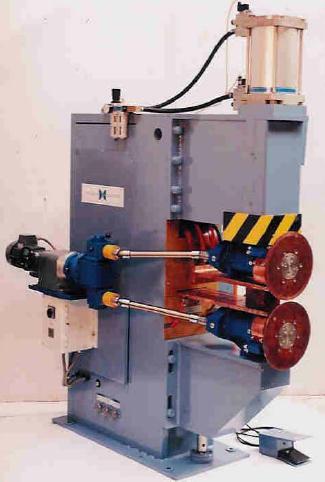
186 Odporové ŠVOVÉ svařování Obdobný proces svařování jako bodové svařování. Hlavní rozdíl je v tom, že svařovací elektrody jsou otočné a mají tvar kotouče (kladek), mezi nimiž se odvalují svařované díly. Pokud by kladky stály, vytvořil by se pouze jediný bodový svar, stejně jako u bodového svařování.


187 Odporové INDUKČNÍ svařování Někdy též nezýváno Vysokofrekvenční svařování Při indukčním svařování se využívá tepla vzniklého indukcí ve svařovaných hranách tupého svaru plechů při průchodu střídavého proudu střední nebo vysoké frekvence. Indukční svařování se používá hlavně při výrobě svařovaných trubek. Tento způsob se zařazuje jako švové svařování, ale ve skutečnosti jde o stykové pěchovací svařování

188 Typy (tvary) používaných elektrod Typy elektrod a jejich nejpoužívanější tvary


189 Typy (tvary) používaných elektrod Různé druhy svařovacích elektrod Detail chlazení svařovacích elektrod
190 Materiály elektrod Materiály elektrod jsou tříděny do dvou skupin A a B (podle RWMA Resistence Welder Manufactures Association) a v nich dále do několika podskupin (typů). Obdobný postup třídění elektrodových materiálů je zachován i v platné normě ČSN EN ISO Skupina A zahrnuje nejpoužívanější elektrodové materiály na bázi mědi a jejich slitin. Materiály se připravují tvářením za tepla, za studena, nebo se používají v litém stavu. Ve skupině A jsou materiály dále rozděleny na 4 typy. Skupina B zahrnuje materiály vyrobené práškovou metalurgií na bázi žáruvzdorných kovů jako je W a Mo. V této skupině je celkem 6 typů materiálů CuCr - nízkouhlík.ocel CuBeCo - legované oceli CuAgCd - slitiny Cu, slitiny Ni
191 Teplotní ovlivnění elektrod Rozložení teploty v elektrodě - vliv geometrie špičky (F s = 1900 N, t s = 10 period, I s odpovídá velikosti svarové čočky 5 mm)

192 Trvanlivost elektrod Trvanlivost elektrod určuje počet spojů svařených jedním párem elektrod bez přestavení elektrod a opracování dosedacích ploch. pokles únosnosti spoje při zkoušce smykem na 80% počáteční hodnoty zvětšení plochy elektrod o 35% vznik nerovností na dosedací ploše elektrody

193 Vliv rostoucího opotřebení elektrod na kvalitu svaru


194 Odporové VÝSTUPKOVÉ svařování Výstupkové svařování se provádí na svařovacích lisech a svařovací proces je lokalizován do míst přirozených nebo záměrně vytvořených výstupků - nazýváno také bradavkové svařování Před svařením Po svaření vysoce produktivní metoda svařování vhodná pro sériovou a hromadnou výrobu, především drobnějších součástí a dílů


195 Typy výstupků Výstupky mohou být buď přirozené nebo vyrobené lisováním, obráběním, případně se používají výstupky vkládané. Tvar a vlastnosti výstupků (tuhost a objem) mají výrazný vliv na průběh svařovacího procesu i výslednou kvalitu svaru Výstupky se nesmí deformovat dříve, než dojde k jeho natavení. Teprve potom se výstupek zbortí a nastane svaření. Část nataveného a plastického materiálu se vytlačí ve formě výronku, což je průvodní jev dobře provedeného svaru


196 Princip výstupkového svařování V počáteční fázi svařovacího procesu je svařovací proud koncentrován do míst dosedu výstupků na druhý svařovaný plech. Zvýšená proudová hustota zajistí ostře ohraničený lokální ohřev a v čase odpovídajícím zhruba zániku přechodových odporů dojde ke zborcení zahřátého výstupku a plechy na sebe dosednou. V dalším průběhu svařovacího procesu roste tavná čočka ve spoji obdobně jako u bodového svařování. Výstupkové svařování se používá pro plechy tlouštěk od 0,4 do 6 mm (výjimečně i více).

197 Charakter výstupkového svařování Svařovací parametry : Za základní svařovací parametry se u výstupkového svařování považují stejné veličiny jako u svařování bodového. Rovněž lze použít tvrdý a měkký svařovací režim. Při volbě parametrů však nezávisí tolik na svařovaných tloušťkách, ale na půdorysu svarové plochy

198 Charakter výstupkového svařování Typy vytvářených spojů: Pomocí výstupkového svařování lze vytvářet : přeplátované spoje (v případě prolisovaných výstupků v plechu svar připomíná vícebodový spoj) tupé spoje (vznikají pomocí masivních výstupků, např. u tyčí a trubek), křížové spoje (vznikají překřížením drátů nebo tyčí) speciální spoje (vytvářených pomocí vkládaných výstupků mezi svařované díly).
199 Zařízení pro odporové svařování
 nastavitelná rozteč ramen 5) Transformátor 6) nožní pedál pro řízení svařovacího cyklu 7) tělo svařovacího zdroje")
200 Konstrukce odporového bodového svařovacího stroje 1) píst s elektrickým ovládáním, vedením a zabudovaným držákem elektrody 2) píst s dvojitým zdvihem 3) nastavitelné vysunutí svařovacích ramen 4) nastavitelná rozteč ramen 5) Transformátor 6) nožní pedál pro řízení svařovacího cyklu 7) tělo svařovacího zdroje montážní skříň



201 Stojanová (statická) bodovka
")

202 Stojanová (statická) bodovka S kyvným ramenem S lineárním posunem ramene



203 Švové svařovací stroje




204 Svařovací lisy

")




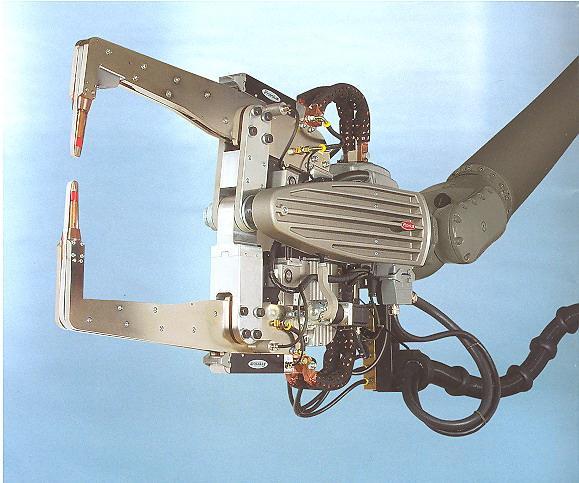
205 Závěsné bodovky (bodovací kleště)

206 Ukázka robotizovaných pracovišť

207 Ukázka robotizovaných pracovišť

208 Systém Delta spot


209 Automatizace odporového svařování

210 Mikrosvářečky



211 Příklady aplikací




212 Zdroje pro stykové svařování



213 Zdroje pro stykové svařování
214 Děkuji za pozornost
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP9 Nové trendy v oblasti svařování ve výrobní praxi Moduly vzdělávacího programu: M91 Novinky v oblasti technických plynů pro svařování
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP9 Nové trendy v oblasti svařování ve výrobní praxi Moduly vzdělávacího programu: M91 Novinky v oblasti technických plynů pro svařování
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
MULTIMATRIX Dokonalost jako princip. forcearc forcearc puls Hospodárné svařování, úspory nákladů.
 forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
/ Perfect Welding / Solar Energy / Perfect Charging LSC LOW SPATTER CONTROL
 / Perfect Welding / Solar Energy / Perfect Charging LSC LOW SPATTER CONTROL NAŠÍM CÍLEM JE VYTVOŘIT DOKONALÝ OBLOUK PRO KAŽDÉ POUŽITÍ! Výhody / 3 LSC: MODIFIKOVANÝ KRÁTKÝ OBLOUK S EXTRÉMNĚ VYSOKOU STABILITOU.
/ Perfect Welding / Solar Energy / Perfect Charging LSC LOW SPATTER CONTROL NAŠÍM CÍLEM JE VYTVOŘIT DOKONALÝ OBLOUK PRO KAŽDÉ POUŽITÍ! Výhody / 3 LSC: MODIFIKOVANÝ KRÁTKÝ OBLOUK S EXTRÉMNĚ VYSOKOU STABILITOU.
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování pod tavidlem
 Svařování pod tavidlem Metoda svařování svařování pod pod tavidlem tavidlem Směr svařování Kontaktní průvlak Drát (drátová elektroda) Tavidlo Elektrický oblouk Ochranná atmosféra Tavná lázeň Roztavená
Svařování pod tavidlem Metoda svařování svařování pod pod tavidlem tavidlem Směr svařování Kontaktní průvlak Drát (drátová elektroda) Tavidlo Elektrický oblouk Ochranná atmosféra Tavná lázeň Roztavená
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Přípravek pro měření posuvů a deformací v průběhu svařování a chladnutí se zaměřením na využití pro numerické simulace.
 KSP-2012-G-FV-02 Přípravek pro měření posuvů a deformací v průběhu svařování a chladnutí se zaměřením na využití pro numerické simulace (Typ výstupu G) Ing. Jaromír Moravec, Ph.D. V Liberci dne 21. prosince
KSP-2012-G-FV-02 Přípravek pro měření posuvů a deformací v průběhu svařování a chladnutí se zaměřením na využití pro numerické simulace (Typ výstupu G) Ing. Jaromír Moravec, Ph.D. V Liberci dne 21. prosince
EWM-coldArc- Studený proces svařování elektrickým obloukem
 Studený proces svařování elektrickým obloukem Tajemstvím metody EWM-coldArc-je digitálně kontrolovaný, výkonově minimalizovaný přechod materiálu. EWM-coldArc-! umožňuje tepelně redukované spojování nejtenčích
Studený proces svařování elektrickým obloukem Tajemstvím metody EWM-coldArc-je digitálně kontrolovaný, výkonově minimalizovaný přechod materiálu. EWM-coldArc-! umožňuje tepelně redukované spojování nejtenčích
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
MIG/MAG/MMA Kompaktní zdroje / Invertory. Origo TM Mig C3000i panel MA23, MA23A
 MIG/MAG/MMA Kompaktní zdroje / Invertory Origo TM Mig C3000i panel MA23, MA23A Profesionální invertorové zdroje pro svařování MIG/MAG/ MMA a drážkování uhlíkovou elektrodou. Nastavení proudu v rozsahu
MIG/MAG/MMA Kompaktní zdroje / Invertory Origo TM Mig C3000i panel MA23, MA23A Profesionální invertorové zdroje pro svařování MIG/MAG/ MMA a drážkování uhlíkovou elektrodou. Nastavení proudu v rozsahu
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky
 Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Třífázové stejnosměrné odporové svařovací lisy 100 KVA typ 6101 6103
 Třífázové stejnosměrné odporové svařovací lisy 100 KVA typ 101 103 Třífázové stejnosměrné odporové svařovací lisy 100 KVA Odporové stejnosměrné svařovací lisy Tecna řady 1xx jsou především vhodné pro použití
Třífázové stejnosměrné odporové svařovací lisy 100 KVA typ 101 103 Třífázové stejnosměrné odporové svařovací lisy 100 KVA Odporové stejnosměrné svařovací lisy Tecna řady 1xx jsou především vhodné pro použití
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
axe double pulse AC/DC
 axe 402 DOUBLE PULSE HSL AC/DC HF axe 502 DOUBLE PULSE HSL AC/DC HF První ve své řadě Zdroj, který vám přinese plný komfort svařování pro metody TIG AC/DC HF, multifunkční MIG/MAG synergické nebo MIG/MAG
axe 402 DOUBLE PULSE HSL AC/DC HF axe 502 DOUBLE PULSE HSL AC/DC HF První ve své řadě Zdroj, který vám přinese plný komfort svařování pro metody TIG AC/DC HF, multifunkční MIG/MAG synergické nebo MIG/MAG
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Bodové svařovací stroje kva s kyvnými ramenem, nožním a pneumatickým ovládáním TECNA
 Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním TECNA 4640 4649 Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním Tecna bodové svářečky
Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním TECNA 4640 4649 Bodové svařovací stroje 16-25 kva s kyvnými ramenem, nožním a pneumatickým ovládáním Tecna bodové svářečky
Maxx Gases. ochranné atmosféry pro rychlé a čisté svařování
 Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007. www.omc.cz ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY
 MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007 ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY INOVACE ŘADY GAMA INVERTOROVÝ SVÁŘECÍ ZDROJ PRO MMA/TIG GAMA 151 Invertorový svářecí stroj GAMA 151 je určen především pro svařování:
MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007 ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY INOVACE ŘADY GAMA INVERTOROVÝ SVÁŘECÍ ZDROJ PRO MMA/TIG GAMA 151 Invertorový svářecí stroj GAMA 151 je určen především pro svařování:
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
Princip. konvenční setrvačníkový Kmitavý Orbitální
 Svařování třením Princip a typy svařování třením Svařovací postup Fyzika tření Parametry a průběh svařovacího procesu Svařovací zařízení Svařitelnost materiálů Výhody procesu Princip Spojení materiálů
Svařování třením Princip a typy svařování třením Svařovací postup Fyzika tření Parametry a průběh svařovacího procesu Svařovací zařízení Svařitelnost materiálů Výhody procesu Princip Spojení materiálů
Metoda TIG. Metoda TIG. Svařování TIG: Metoda & Graf výběru. Obloukové svařování metodou TIG. Svářečky pro metodu TIG. Graf výběru pro svařování TIG
 Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
VYSOKOVÝKONNÉ SVAŘOVÁNÍ
 / Nabíjecí systémy akumulátorů / Svařovací technika / Solární elektronika VYSOKOVÝKONNÉ SVAŘOVÁNÍ / Technologie CMT Twin, Time, LaserHybrid a TimeTwin 2 / O nás / Od roku 1950 vyvíjíme inovativní kompletní
/ Nabíjecí systémy akumulátorů / Svařovací technika / Solární elektronika VYSOKOVÝKONNÉ SVAŘOVÁNÍ / Technologie CMT Twin, Time, LaserHybrid a TimeTwin 2 / O nás / Od roku 1950 vyvíjíme inovativní kompletní
OBSAH. Charakteristika 3 Volitelné příslušenství 3, 4 Technické údaje 5 Výkon, řídící jednotka 6 Technické výkresy 7
 OBSAH Charakteristika 3 Volitelné příslušenství 3, 4 Technické údaje 5 Výkon, řídící jednotka 6 Technické výkresy 7 Bodové svařovací stroje -25 kva s kyvným ramenem Bodové svářečky jsou nově konstruovány
OBSAH Charakteristika 3 Volitelné příslušenství 3, 4 Technické údaje 5 Výkon, řídící jednotka 6 Technické výkresy 7 Bodové svařovací stroje -25 kva s kyvným ramenem Bodové svářečky jsou nově konstruovány
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
SUBARC Zařízení pro automatické svařování a navařování pod tavidlem
 SUBARC Zařízení pro automatické svařování a navařování pod tavidlem Teorie svařování pod tavidlem Metoda svařování elektrickým obloukem v elektricky vodivém tavidle (SAW) je používána zejména při automatizovaném
SUBARC Zařízení pro automatické svařování a navařování pod tavidlem Teorie svařování pod tavidlem Metoda svařování elektrickým obloukem v elektricky vodivém tavidle (SAW) je používána zejména při automatizovaném
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie
 Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
FastMig M. Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace
 FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
EWM-activArc. Maximáln. lní úspornost ovací vlastnosti. Nejjednodušší. obsluha BEZPEČNĚJŠÍ SVAŘOVÁNÍ
 -activarc BEZPEČNĚJŠÍ SVAŘOVÁNÍ Maximáln lní úspornost Perfektní svařovac ovací vlastnosti Nejjednodušší obsluha 2007 EWM HIGHTEC WELDING GmbH H.Lakhnati, B.Ivanov Schulung 1/16 Změna obloukového napětí
-activarc BEZPEČNĚJŠÍ SVAŘOVÁNÍ Maximáln lní úspornost Perfektní svařovac ovací vlastnosti Nejjednodušší obsluha 2007 EWM HIGHTEC WELDING GmbH H.Lakhnati, B.Ivanov Schulung 1/16 Změna obloukového napětí
Svařování MIG/MAG I TEŽKÝ PRŮMYSL. Řada sigma²
 Svařování MIG/MAG PRO ŘEMESLNÍKY I TEŽKÝ PRŮMYSL Řada sigma² Řekněte své požadavky přizpůsobíme ideální svařovací stroj podle nich sigma² s impulzním obloukem i bez něj Sigma² je druhou generací oblíbených
Svařování MIG/MAG PRO ŘEMESLNÍKY I TEŽKÝ PRŮMYSL Řada sigma² Řekněte své požadavky přizpůsobíme ideální svařovací stroj podle nich sigma² s impulzním obloukem i bez něj Sigma² je druhou generací oblíbených
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
250 / 320 PULSE SMART 250 / 320 PULSE MOBIL
 / 320 PULSE SMART / 320 PULSE MOBIL CZ 02/2018 axe PULSE smart (AL) axe 320 PULSE smart (AL) pro svařování metodou MIG/MAG a MMA, pulzní režim. U invertorů AL je plnohodnotná možnost svařování hliníku,
/ 320 PULSE SMART / 320 PULSE MOBIL CZ 02/2018 axe PULSE smart (AL) axe 320 PULSE smart (AL) pro svařování metodou MIG/MAG a MMA, pulzní režim. U invertorů AL je plnohodnotná možnost svařování hliníku,
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
CITOPULS III 420/520 CITOSTEEL III 420/520
 CITOPULS III 420/520 CITOSTEEL III 420/520 Svařujte moderními svařovacími procesy a docílíte vyšší produktivity www.airliquidewelding.cz High Tech svařovací zdroje CITOPULS/CITOSTEEL pro metodu MIG/MAG
CITOPULS III 420/520 CITOSTEEL III 420/520 Svařujte moderními svařovacími procesy a docílíte vyšší produktivity www.airliquidewelding.cz High Tech svařovací zdroje CITOPULS/CITOSTEEL pro metodu MIG/MAG
Bodové svařovací stroje s kyvnými a lineárními rameny kva. Typ 4620N 4630N 4629N 4630N 4621N 4623N
 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Typ 46N 4630N 4629N 4630N 4621N 4623N Charakteristika chroěděné držáky elektrod pro velkou pracovní zátěž a dlouhou životnost, pro přímou
Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Typ 46N 4630N 4629N 4630N 4621N 4623N Charakteristika chroěděné držáky elektrod pro velkou pracovní zátěž a dlouhou životnost, pro přímou
PRŮMYSLOVÁ AUTOMATIZACE REGULOVANÉ POHONY ROBOTICKÁ PRACOVIŠTĚ KAMEROVÉ SYSTÉMY OBCHOD
 PRŮMYSLOVÁ AUTOMATIZACE REGULOVANÉ POHONY ROBOTICKÁ PRACOVIŠTĚ KAMEROVÉ SYSTÉMY OBCHOD ӏ Svařování ӏ Manipulace ӏ Broušení, frézování, řezání ӏ Lepení ӏ Robotické buňky ӏ Jednotlivá pracoviště ӏ Robotické
PRŮMYSLOVÁ AUTOMATIZACE REGULOVANÉ POHONY ROBOTICKÁ PRACOVIŠTĚ KAMEROVÉ SYSTÉMY OBCHOD ӏ Svařování ӏ Manipulace ӏ Broušení, frézování, řezání ӏ Lepení ӏ Robotické buňky ӏ Jednotlivá pracoviště ӏ Robotické
Svařování do úzké mezery. Revoluce ve svařování silných materiálů. Weld your way.
 Svařování do úzké mezery Revoluce ve svařování silných materiálů Weld your way. www.cloos.de Musíte mít jasnou vizi toho, co chcete udělat a té se musíte držet. Roger B. Smith 2 < CLOOS Weld your way.
Svařování do úzké mezery Revoluce ve svařování silných materiálů Weld your way. www.cloos.de Musíte mít jasnou vizi toho, co chcete udělat a té se musíte držet. Roger B. Smith 2 < CLOOS Weld your way.
Pulzní / STT svářečky
 CO JE TO NEXTWELD? Výzvy, kterým v současnosti čelí průmyslová výroba jsou stále více obtížné. Zvyšující se náklady na práci, materiál a energii, intenzivní domácí a mezinárodní konkurence a úbytek nabídky
CO JE TO NEXTWELD? Výzvy, kterým v současnosti čelí průmyslová výroba jsou stále více obtížné. Zvyšující se náklady na práci, materiál a energii, intenzivní domácí a mezinárodní konkurence a úbytek nabídky
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Plazmové svařování (navařování) - 15
 - 15") Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
SHIELD-BRIGHT 308L OK TUBROD 14.20
 SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
CITOPULS III 420/520 CITOSTEEL III 420/520
 CITOPULS III 420/520 CITOSTEEL III 420/520 Svařujte moderními svařovacími procesy a docílíte vyšší produktivity www.airliquidewelding.cz High Tech svařovací zdroje CITOPULS/CITOSTEEL pro metodu MIG/MAG
CITOPULS III 420/520 CITOSTEEL III 420/520 Svařujte moderními svařovacími procesy a docílíte vyšší produktivity www.airliquidewelding.cz High Tech svařovací zdroje CITOPULS/CITOSTEEL pro metodu MIG/MAG
Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG
 KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG doc. Ing. Jaromír MORAVEC, Ph.D. Princip svařování metodou WIG/TIG Obloukové svařování
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG doc. Ing. Jaromír MORAVEC, Ph.D. Princip svařování metodou WIG/TIG Obloukové svařování
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Jednoduché ovládání Profesionální výsledky. 2. generace navařovacího přístroje. joke easyspot
 Jednoduché ovládání Profesionální výsledky 2. generace navařovacího přístroje joke easyspot Co přináší nový joke easy SPOT? Vlastnosti tohoto přístroje jej předurčují především na opravy poškozených a
Jednoduché ovládání Profesionální výsledky 2. generace navařovacího přístroje joke easyspot Co přináší nový joke easy SPOT? Vlastnosti tohoto přístroje jej předurčují především na opravy poškozených a
DALEX PMS PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY
 DALEX PMS PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY 2 DALEX PMS - PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY DALEX SVAŘOVACÍ LISY PMS PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY SPECIFIKACE VÝROBKU: Odporové svařování je výkonná
DALEX PMS PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY 2 DALEX PMS - PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY DALEX SVAŘOVACÍ LISY PMS PRŮMYSLOVÉ SVAŘOVACÍ ODPOROVÉ LISY SPECIFIKACE VÝROBKU: Odporové svařování je výkonná
Nová dimenze svařování
 Nová dimenze svařování / Dokonalost jako princip Blue Evolution BlueEvolution velká iniciativa společnosti ewm v oblasti trvale udržitelného rozvoje. www.multimatrix.info / simply more MULTIMATRIX / Dokonalost
Nová dimenze svařování / Dokonalost jako princip Blue Evolution BlueEvolution velká iniciativa společnosti ewm v oblasti trvale udržitelného rozvoje. www.multimatrix.info / simply more MULTIMATRIX / Dokonalost
Bodové svařovací stroje s kyvnými a lineárními rameny kva TECNA
 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva TECNA 4660 4668 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Tecna bodové svářečky jsou konstruovány pro splnění všech
Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva TECNA 4660 4668 Bodové svařovací stroje s kyvnými a lineárními rameny 35 50 kva Tecna bodové svářečky jsou konstruovány pro splnění všech
OBSAH Charakteristika Volitelné příslušenství Nastavení ramen, příslušenství Technické údaje Technické výkresy Řídící jednotky
 OBSAH Charakteristika 3 Volitelné příslušenství 3 Nastavení ramen, příslušenství 4 Technické údaje 5 Technické výkresy 6 Řídící jednotky 7 Hlavní technické parametry 7 Bodové svařovací stroje s kyvnými
OBSAH Charakteristika 3 Volitelné příslušenství 3 Nastavení ramen, příslušenství 4 Technické údaje 5 Technické výkresy 6 Řídící jednotky 7 Hlavní technické parametry 7 Bodové svařovací stroje s kyvnými
KONSTRUKCE SVAŘOVACÍHO PŘÍPRAVKU DESIGN OF WELDING JIG
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Tecna Závěsné odporové svařovací kleště s integrovanou řídící jednotkou
 Tecna 3321 3328 Závěsné odporové svařovací kleště s integrovanou řídící jednotkou Závěsné bodovací kleště 16 38 KVA (při 50 %) Tyto vzduchem ovládané závěsné bodové kleště s integrovanou řídící jednotkou
Tecna 3321 3328 Závěsné odporové svařovací kleště s integrovanou řídící jednotkou Závěsné bodovací kleště 16 38 KVA (při 50 %) Tyto vzduchem ovládané závěsné bodové kleště s integrovanou řídící jednotkou
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
Nikolaj Ganev, Stanislav Němeček, Ivo Černý
 Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění