Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní Katedra obrábění, montáže a strojírenské metrologie
|
|
|
- Bohumila Havlíčková
- před 6 lety
- Počet zobrazení:
Transkript
1 Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní Katedra obrábění, montáže a strojírenské metrologie Mechanické testování vzorků z oceli 316L po 3D tisku metodou SLM Mechanical Testing of Samples of Stainless Steel 316L after 3D Printing by Method SLM Student: Vedoucí diplomové práce: Bc. Lukáš Dušek Ing. Marek Pagáč, Ph.D.
2
3 Místopřísežné prohlášení studenta Prohlašuji, že jsem celou diplomovou práci včetně příloh vypracoval samostatně pod vedením vedoucího diplomové práce a uvedl jsem všechny použité podklady a literaturu. V Ostravě... podpis studenta
4 Prohlašuji, že Jsem byl seznámen s tím, že na moji diplomovou (bakalářskou) práci se plně vztahuje zákon č. 121/2000 Sb., autorský zákon, zejména 35 užití díla v rámci občanských a náboženských obřadů, v rámci školních představení a užití díla školního a 60 školní dílo. Beru na vědomí, že Vysoká škola báňská Technická univerzita Ostrava (dále jen VŠB-TUO ) má právo nevýdělečné ke své vnitřní potřebě diplomovou (bakalářskou) práci užít ( 35 odst. 3). souhlasím s tím, že diplomová (bakalářská) práce bude v elektronické podobě uložena v Ústřední knihovně VŠB-TUO k nahlédnutí a jeden výtisk bude uložen u vedoucího diplomové (bakalářské) práce. Souhlasím s tím, že údaje o kvalifikační práci budou zveřejněny v informačním systému VŠB-TUO. bylo sjednáno, že s VŠB-TUO, v případě zájmu z její strany, uzavřu licenční smlouvu s oprávněním užít dílo v rozsahu 12 odst. 4 autorského zákona. bylo sjednáno, že užít své dílo diplomovou (bakalářskou) práci nebo poskytnout licenci k jejímu využití mohu jen se souhlasem VŠB-TUO, která je oprávněna v takovém případě ode mne požadovat přiměřený příspěvek na úhradu nákladů, které byly VŠB-TUO na vytvoření díla vynaloženy (až do jejich skutečné výše). beru na vědomí, že odevzdáním své práce souhlasím se zveřejněním své práce podle zákona č. 111/1998 Sb., o vysokých školách a o změně a doplnění dalších zákonů (zákon o vysokých školách), ve znění pozdějších předpisů, bez ohledu na výsledek její obhajoby. V Ostravě :... podpis Jméno a příjmení autora práce: Adresa trvalého pobytu autora práce: Bc. Lukáš Dušek Dolní Třešňovec 122, Lanškroun
5 ANOTACE DIPLOMOVÉ PRÁCE DUŠEK, L.: Mechanické testování vzorků z oceli 316L po 3D tisku metodou SLM. Ostrava: VŠB - Technická univerzita Ostrava, Fakulta strojní, Katedra obrábění, montáže a strojírenské metrologie, Vedoucí práce: Ing. Marek Pagáč, Ph.D. Diplomová práce se zabývá problematikou aditivní výroby a testováním vzorků vyrobených touto metodou. V úvodní části je popsána metoda SLM pro 3D tisk kovů. Jsou zde uvedeny výhody této metody. V další části je seznámení s laboratoří aditivní výroby, s jejím vybavením a s práškovým kovem 316L, ze kterého byly vyrobeny zkušební vzorky. Dále jsou popsány mechanické zkoušky, které byly provedeny na vzorcích vyrobených 3D tiskem. Jedná se o zkoušku tahem, zkoušku vrubové houževnatosti, makroskopickou a mikroskopickou zkoušku. V závěrečné části práce jsou prezentovány výsledky jednotlivých zkoušek. ANNOTATION MASTER THESIS DUŠEK, L.: Mechanical Testing of Samples of Stainless Steel 316L after 3D Printing by Method SLM. Ostrava: VŠB - Technical University of Ostrava, Faculty of Mechanical Engineering, Department of machining, assembly and engineering technologies, Advisor thesis: Ing. Marek Pagáč, Ph.D. The thesis deals with the problematics of additive production and testing of samples produced by this method. The introductory part describes the SLM method for 3D metal printing. The thesis describes advantages of this method. The next part is an introduction to the additive production laboratory, with its equipment and 316L powder metal, from which the test samples were made. Mechanical tests that were performed on samples produced by 3D printing are also described. It is a pull test, a toughness test, a macroscopic and a microscopic test. The final part of the thesis presents the results of individual tests.
6 OBSAH Seznam zkratek... 1 Úvod Mechanické, chemické a fyzikální vlastnosti oceli 316L Aditivní výroba Selektivní laserové tavení (SLM) Výhody metody SLM Stavební proces Výrobní parametry Laboratorní vybavení Použitelné materiály pro SLM Materiál 316L Fyzikální vlastnosti materiálu 316L Chemické složení materiálu 316L Mechanické vlastnosti materiálu 316L po tepelném zpracování Návrh vzorků, experimentu a mechanického testování Zkoušení mechanických vlastností kovů Rozdělení mechanických zkoušek Způsob odebírání vzorků Statické mechanické zkoušky Zkouška tahem Zkušební tyče pro zkoušku tahem Stroje pro zkoušku tahem Stanovení smluvní meze kluzu a meze pružnosti Zkouška tahem za snížených a zvýšených teplot Zkouška tahem za zvýšené teploty Zkouška za snížených teplot Zkoušky dynamické... 25
7 2.3.1 Zkouška rázem v ohybu Nárazová práce a vrubová houževnatost Značení nárazové práce a vrubové houževnatosti Zkušební tyče Vlivy na hodnotu vrubové houževnatosti Přechodová teplota Zkoušky strukturní Makroskopické zkoušky Mikroskopické zkoušky Tisk a zpracování zkušebních vzorků Vyhodnocení mechanického testování Vyhodnocení zkoušky tahem Vyhodnocení zkoušky rázem v ohybu Vyhodnocení mikroskopické a makroskopické zkoušky Makroskopická zkouška Mikroskopická zkouška Zhodnocení a závěr Doporučení pro praxi Doporučení pro další experiment SEZNAM POUŽITÉ LITERATURY SEZNAM OBRÁZKŮ SEZNAM TABULEK SEZNAM PŘÍLOH... 64
8 Seznam zkratek AM Aditivní výroba SLM Selektivní laserové tavení ČSN Česká technická norma ISO Mezinárodní organizace pro standardizaci CAD Počítačem podpořený návrh 1
9 Úvod Aditivní výroba se v posledních letech prudce vyvíjí. Díky tomuto rychlému vývoji a zvyšování produktivity výrobních zařízení, již nejsou aditivní technologie používány v průmyslových odvětvích, pouze pro tvorbu prototypů, ale čím dál více jsou uplatňovány v sériové výrobě. Velkou výhodou aditivních technologií je výroba tvarově složitých výrobků a dílců, které by byly pomocí konvenčních metod výroby buď těžce vyrobitelné, nebo by se nedaly vůbec vyrobit. Jedná se například o součásti s vnitřními chladícími kanálky nebo o výrobky s vnitřním odlehčením. Nejvýznamnější oblast kovové aditivní výroby je technologie Selective Laser Melting (SLM). Jedná se o technologii vyvinutou německým výzkumným institutem pro laserovou technologii. Základem technologie SLM je tavení kovových prášků do tenkých vrstev pomocí laserové energie. Postupným nanášením jednotlivých vrstev je vytvářen kovový model dle předem zvolené geometrie. V dnešní době se výrobky vyrobené metodou SLM uplatňují v různých průmyslových odvětvích, např. různé nástroje a formy složitých tvarů. Velkým podílem se tyto výrobky uplatňují v leteckém a automobilovém průmyslu. Další uplatnění výrobků je ve zdravotnictví, kde se vyrábějí různé implantáty (kloubní, zubní, kosti atd.). Cílem diplomové práce je mechanické testování a strukturní zkoumání vzorků vyrobených pomocí 3D tisku metodou SLM z materiálu 316L. 2
10 1 Mechanické, chemické a fyzikální vlastnosti oceli 316L Ocel 316L je austenitická korozivzdorná ocel, která se vyznačuje nízkým obsahem uhlíku. Austenitická se nazývá podle austenitické struktury, kterou dosahují za normálních teplot i při teplotách pod bodem mrazu. Austenitickou strukturu zajišťují austenitotvorné prvky jako jsou např. nikl, mangan, uhlík a dusík. [1] 1.1 Aditivní výroba Aditivní výroba (dále AM) je automatizovaný výrobní proces, při kterém dochází k postupnému přidávání a zpevňování jednotlivých vrstev materiálu a tím vzniká finální výrobek. Vstupní materiály pro AM mohou být na různé bázi tekutin nebo prášků. Tato metoda je rozšířena spíše pod pojmem 3Dtisk, který přesně vystihuje proces metody AM. Základní kámen této metody se datuje k 80. létům 20. století. Ovšem zpočátku se jednalo o metodu nazývanou Rapid Prototyping nebo jinak Generative Manufaturing. S těmito názvy se dodnes můžeme setkat v literatuře a článcích, které se zabývají tématikou AM. [3, 6] Vstupním prvkem pro tvorbu je získání sady 3D dat dílu, který chceme vyrábět. Soubor je tvořen jednotlivými vrstvami, které představují jednotlivé části modelu a mají jasně definované rozměry (XY) a konstantní tloušťku vrstvy (dz). Každá nová nanesená vrstva musí být spojena s předešlou nanesenou vrstvou různými fyzikálními principy. [3, 4] Aditivní výroba je rozdělena do 7 výrobních procesů: Vytlačování materiálu materiál je selektivně vytlačován přes trysku. Tato metoda se používá pro tisk termoplastů. Laminace plátů pláty materiálu jsou spojovány a jako celek tvoří model. Tryskání pojiva pojivo, které je v tekuté formě vrstvu po vrstvě nanášeno za účelem spojení práškových materiálů. Tisknout tímto způsobem lze kovy, písek či keramiku. Fotopolymerace fotopolymerní kapalina je vrstvu po vrstvě vytvrzována pomocí polymeračního světla. Nanášení tryskáním jednotlivé kapičky materiálu jsou selektivně ukládány. Touto metodou se tisknou polymery a vosk. Přímé energetické nanášení u této metody je materiál nataven soustředěnou tepelnou energií. 3
11 Spékání práškové vrstvy laserový nebo elektronový paprsek spéká nanesený práškový kov. Spéká se jednotlivá vrstva po vrstvě. Touto metodou lze tavit oceli, hliníkové a titanové slitiny, kobalt-chromové slitiny atd. [9] 1.2 Selektivní laserové tavení (SLM) Jedná se o proces aditivní výroby, která umožňuje přímou výrobu součásti z CAD modelu. Jako zdroj energie se využívá optický laser, který využívá zákonů kvantové mechaniky a termodynamiky. Laser je díky jeho vysoké koherenci a mono-chromatičnosti schopen soustředit na malou plochu velké množství energie. [5,3] Metoda využívá pohyblivý laserový paprsek pro vektorizování a selektivní slinování nebo tavení práškového kovu, polymeru nebo kompozitního materiálu do trojrozměrné součásti. Součásti jsou vyrobeny pomocí platformy, která má za úkol zajistit definovanou výšku v souvislosti s přidáváním jednotlivých vrstev. [5,3] Požadovaný model výrobku se připraví ve 3D pomocí CAD systému a rozřeže se na jednotlivé vrstvy. Díl je poté stavěn po jednotlivých vrstvách. Laserový paprsek poté lokálně taví kovový prášek pouze v konturách řezu, který je definován průnikem dané roviny tělesem výrobku. Během stavby je nutná fixace správné polohy dílu pomocí podpůrné struktury, která je ukotvena k základní ocelové platformě. Podpůrné prvky jsou zároveň stavěny vrstvu po vrstvě s výrobkem. Minimální tloušťka vrstvy u metody SLM je 20 mikrometrů. [3] Pro dokonalé spojení jednotlivých vrstev laser roztaví kovový prášek. Výkonné lasery (v případě 400W u zařízení Renishaw AM 400) vytvářejí jemné rozlišení detailu. Laserový paprsek je přesně řízen ve všech osách. Osa Z se řídí pomocí posunu platformy o 50 mikrometrů při každé změně vrstvy, čímž se dosahuje vysokých přesností tvarových tolerancí v rozmezích ±0,1 mm. [3,7] Touto metodou se mohou vyrábět díly různých velikostí a stavba těchto dílů trvá od několika hodin až do několika dnů. Po dokončení součásti se platforma vyjme z pracovního prostoru zařízení a vyrobené součásti jsou od platformy odděleny. [3] Metodou SLM se vyrábí funkční součásti komplexních tvarů, funkční prototypy nebo vstřikovací formy. Podle typu použitého materiálu se dá dosáhnout i výborných mechanických a povrchových vlastností. Výběr stavebního materiálu je ze široké škály, dají se využít lehké slitiny, korozivzdorné oceli, bronzy, superslitiny, slitiny Titanu i různé kompozitní materiály. [4] 4
12 1.2.1 Výhody metody SLM Mezi hlavní výhody metody SLM se dá zařadit: výrobky se vytvářejí jednoduše a ve zcela automatizovaném procesu (bez sekundárních zpracování na spojení součásti, tímto odpadá problematika distorze nebo deformace tvaru součásti v peci); není třeba výrobního nářadí (lisovací stroje, formy, ); možnost vytváření složitých vnějších i vnitřních tvarů součástí zároveň (možnost přímé výroby tvarově komplexních dílů); součásti mohou být dále opracovány klasickými konvenčními metodami, jako je leštění, přesné obrábění, svařování, frézování, elektrojiskrové obrábění a další mechanické opracování; nespotřebovaný prášek je z 98 % znova použit pro další výrobu (ekonomický a zároveň ekologický proces); možnost aplikovat drobné konstrukční variace pro každý jednotlivý díl. [6] Stavební proces Celý proces probíhá ve vzduchotěsném prostředí v argonové atmosféře. Argon se využívá spíše z důvodu jeho větší hmotnosti, tudíž se plyn drží na dně komory a vzduch je vytlačený do horní části komory. Nespečený prášek se po přesetí ve vibračním zařízení dá použít na další stavbu. [8,9] Procesní komora, ve které je vakuum s inertním plynem argonem (dusíkem z důvodu nutnosti čistoty prostředí), se skládá ze dvou částí, ze stavební komory a z dávkovací komory. Komora je dále vybavena senzory, které mají za úkol hlídat hladinu kyslíku uvnitř komory (maximální obsah kyslíku 0,02 1,00 %). [8,9] Do stavební komory se umístí otryskaná a odmagnetovaná stavební deska. Odmagnetována je z důvodu, aby nedocházelo k odrazu laserového paprsku a aby se první vrstva naneseného prášku mohla dostatečně zakotvit. Nad stavební komorou je umístěna laserová jednotka. Výkon laserového paprsku je důležitý parametr, který ovlivňuje kvalitu povrchu vyráběné součásti. [8,9] Průběh stavby (Obr. 1) probíhá ve stále se opakujícím cyklu. Nejdříve se nanese tenká vrstva prášku (u oceli 316L je vrstva 0,05 mm), poté proběhne spékání pomocí laseru a následně se stavební deska posune dolů o danou hloubku další vrstvy. Tento proces se opakuje až do dokončení poslední vrstvy dané součásti. [8, 9] 5


13 Obr. 1 Schéma procesu SLM [3] Obr. 2 Stavební deska po nanesení první vrstvy prášku 6

14 Obr. 3 Průběh stavby Výrobní parametry Ve výrobním softwaru můžeme před zahájením výroby nastavovat výrobní parametry. Těmito parametry ovlivňujeme mechanické vlastnosti výrobku, kvalitu povrchu i čas výroby. Parametry, které mohou výrobu ovlivnit, jsou: orientace součásti, strategie šrafování, rychlost pohybu laseru, tloušťka vrstev, šrafovací vzdálenost, míra překrytí, výkon laseru, průměr laserového paprsku. [2] Velký vliv na SLM proces mají také vlastnosti kovového prášku, který se bude používat. Chemické složení prášku, mikrostruktura, velikost a tvar částic. Dále se dá proces ovlivnit druhem atmosféry v komoře, předehřátím nebo pomalým ochlazováním součásti. [2] 1.3 Laboratorní vybavení K tisku našeho experimentu nám posloužilo zařízení od firmy Renishaw. Jedná se o typ Renishaw AM400, který slouží pro stavbu kovových součástí s laserem nataveného kovového prášku. Stroj umožňuje obsluze rychlé odsátí vzduchu z pracovního prostoru, který se nadále plní argonovým plynem. Pro kovový prášek je ve stroji umístěn zásobník, který slouží k doplňování prášku během výroby. Obsluha nepřichází do kontaktu s emisemi, které vznikají během procesu, díky filtru, kterým je stroj vybaven. [1] 7


15 Obr. 4 Zařízení Renishaw AM 400 s technologií Laser Melting Systém Obr. 5 Přesívací zařízení pro přesátí použitého prášku Technická specifikace a parametry zařízení jsou uvedeny v následující tabulce (Tab. 1): 8
16 Tab. 1 Technické specifikace Renishaw AM 400 [2] maximální rozměry součásti (X Y Z) mm rychlost výroby (dle mat., hustotě, tvaru) cm3 hod rychlost snímání až 2000 mm s -1 rychlost polohování 7000,00 mm s -1 tloušťka vrstvy µm výkon laseru 400,00 W rozměry celého zařízení bez příslušenství (D Š V) mm Použitelné materiály pro SLM Materiálů, které lze použít pro SLM existuje celá škála. V laboratoři aditivní výroby se využívají materiály doporučené od společnosti Renishaw, u kterých jsou ověřené a zaručené mechanické, fyzikální a chemické vlastnosti (viz. Příloha 1). Jsou to materiály: korozivzdorná ocel 316L, hliníková slitina AlSi12, titanové slitiny Ti6Al4V, slitina kobalt-chrom (ASTM75), Inconel 718, Inconel 625. [2] 9
17 1.4 Materiál 316L V našem případě byl použit materiál 316L (viz příloha 2), který dodává společnost Renishaw, od neznámého výrobce. Jedná se o korozivzdornou ocel s vysokou tvrdostí a houževnatostí. Je velice dobře obrobitelná. Tloušťka vrstvy, která se nanáší je 50 µm. [2] Použití této oceli je v mnoha průmyslových odvětvích. Používá se jako formy pro vstřikování plastů, chirurgické nástroje, příbory a kuchyňské nádobí, námořní komponenty a části strojů. [2] Fyzikální vlastnosti materiálu 316L Fyzikální vlastnosti jsou uvedeny v následující tabulce (Tab. 2): Tab. 2 Fyzikální vlastnosti materiálu 316L [2] hustota 7999 kg m -3 tepelná vodivost 16,2-1 W m-1 K bod tání C koeficient roztažnosti -1 µm m-1 K teplotní součinitel elektrického odporu K Chemické složení materiálu 316L Chemické složení materiálu 316L se nachází v následující tabulce (Tab. 3): Tab. 3 Chemické složení materiálu 316L [2] železo (Fe) kolísá % nikl (Ni) % kobalt (Co) - % niob (Nb) - % titan (Ti) - % molybden (Mo) 2 3 % hliník (Al) - % vanad (V) - % křemík (Si) <1 % hořčík (Mg) - % chrom (Cr) % 10
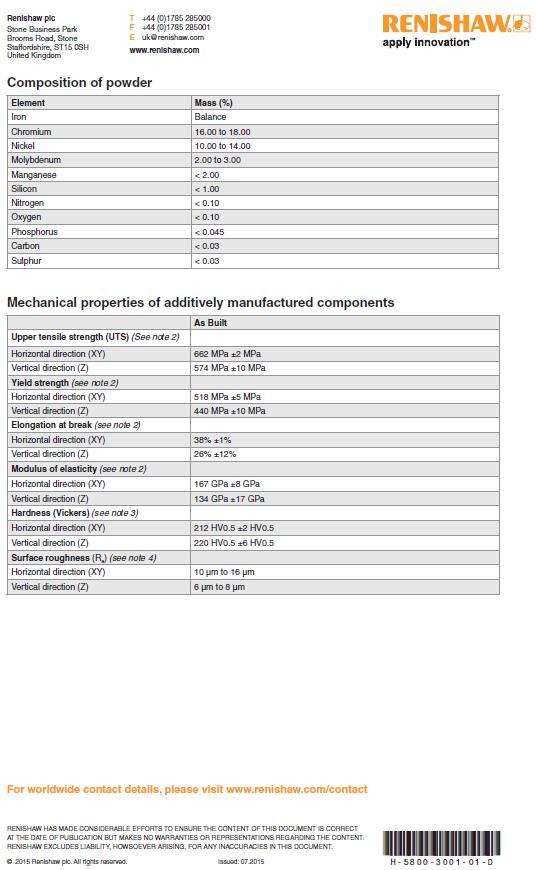
18 1.4.3 Mechanické vlastnosti materiálu 316L po tepelném zpracování V následující tabulce jsou uvedeny mechanické vlastnosti, jakých dosahuje materiál 316L po tepelném zpracování (Tab. 4): Tab. 4 Mechanické vlastnosti materiálu 316L [2] Mez pevnosti v tahu Ve vodorovném směru (X, Y) Ve svislém směru (Z) 662±2 MPa 574±10 MPa Mez kluzu Ve vodorovném směru (X, Y) Ve svislém směru (Z) 518±5 MPa 440±10 MPa Poměrné prodloužení Ve vodorovném směru (X, Y) 38±1 % Ve svislém směru (Z) 26±12 % Modul pružnosti Ve vodorovném směru (X, Y) 167±8 GPa Ve svislém směru (Z) 134±17 GPa Tvrdost podle Vickerse Ve vodorovném směru (X, Y) 212±2 HV.05 Ve svislém směru (Z) 220±6 HV0.5 Parametr drsnosti povrchu Ra Ve vodorovném směru (X, Y) µm Ve svislém směru (Z) 6-8 µm 11
19 2 Návrh vzorků, experimentu a mechanického testování Kovy mají typické vlastnosti, které jsou odrazem jejich chemického složení a struktury. Mechanické, fyzikální a technologické vlastnosti kovů umožňují jejich možné uplatnění v technické praxi. Zkoušení kovových materiálů je v technické praxi důležitou součástí při výrobním postupu, při kontrole jakosti výrobků a polotovarů, které slouží jak výrobci, tak i spotřebiteli. Zkoušení materiálu je také důležitým prostředkem a základem vývojových a výzkumných prací. 2.1 Zkoušení mechanických vlastností kovů Mechanické vlastnosti představují napěťové a deformační charakteristiky materiálu. [10] Jak se chová materiál za působení vnějších sil, se může v některých případech vyjádřit jednoduchými vztahy. Po přepočtu na určitý tvar nebo rozměr tělesa se používají pevnostní výpočty (např. pevnosti, meze kluzu apod.). Určité mechanické vlastnosti vystihují chování materiálu za složitějších podmínek, obzvlášť se zřetelem na tvar, rozměr a napjatost součásti. Některé hodnoty ovšem vystihují chování materiálu jen za určitých podmínek a nelze je převádět na jiná zkušební tělesa (např. vrubová houževnatost). Přesto mají rozhodující význam pro posouzení jakosti materiálu a jsou cenné nejen pro konstruktéra, ale i pro technologa a metalurga jako kontrola dodržování technologického postupu výroby. [11,12] Při výpočtech pevnostních hodnot materiálu se pro eliminaci rozměrů vztahuje působení vnější síly na jednotku namáhaného průřezu. Zatížení jednotky průřezu se nazývá napětí. Vnějšímu napětí odporují vnitřní síly materiálu. [12] Základní pojmy, které vyjadřují mechanické vlastnosti materiálu: 1. Pružnost vykazuje hmotu, která se působením vnějších sil deformuje a po odstranění vnějších sil se vrátí do původního stavu. 2. Pevnost je vnější napětí. Podle způsobu namáhání rozlišujeme pevnost v tahu, tlaku, ohybu, krutu a střihu. 3. Tvrdostí se rozumí odolávání povrchových částí hmoty proti místnímu porušení vnikáním cizího tělesa. 4. Tvárnost je schopnost materiálu měnit v tuhém stavu bez porušení soudržnosti vzájemnou polohu částic působením vnějších sil. 12
20 5. Houževnatost je protikladem křehkosti. Je to vyjádření velikosti práce, potřebné pro rozdělení materiálu na dvě části. U křehkých materiálu potřebují malé množství práce, ovšem u houževnatých materiálů je práce potřeba více, z důvodů určitého plastického přetvoření. [14] Rozdělení mechanických zkoušek Mechanické zkoušky se rozdělují podle hledisek: způsob zatěžování, fyzikální podmínky zkoušky, stav napjatosti. [15] Podle způsobu zatěžování rozlišujeme zkoušky: statické (zkouška tahem, tlakem, ohybem, krutem, střihem), dynamické, tečení a relaxace, únavy, tvrdosti (statické a dynamické zkoušky tvrdosti), technologické zkoušky (zkoušky za tepla, za studena, tenkých plechů, drátů, trubek), nedestruktivní zkoušky (zkoušky zvukem a ultrazvukem, prozařovací, magnetické a elektrické, kapilární), strukturní (makroskopické a mikroskopické zkoušky). [15] Rozhodující význam má mezi fyzikálními podmínkami zkoušek teplota. Zkouší se nejen za normálních teplot, ale také i za teplot zvýšených, kdy se sleduje jednak vliv teploty na mechanické vlastnosti, zjišťované při normálních teplotách, tak i chování materiálu při dlouhodobém zatěžování (tzv. tečení). Podle toho, kde se bude materiál používat, se také provádějí zkoušky za nízkých teplot pod 0 C. [14,12] Dále k fyzikálním podmínkám zkoušky patří také povaha prostředí, ve kterém se zkouška bude provádět. Jako příklad je nutné uvést vliv korozního prostředí při statickém zatěžování nebo při zkouškách na únavu. [14] Časový faktor je další významný parametr při mechanickém zkoušení materiálu. Podle doby působení zátěžné síly se zkoušky dělí na krátkodobé (doba působení jsou řádově minuty, 13
21 maximálně hodiny) a zkoušky dlouhodobé, kdy zatěžování působí na zkoušený materiál stovky hodin i více. [14] Podle druhu napjatosti dělíme mechanické zkoušky na tahové, tlakové, ohybové, krutové a střihové. Tyto způsoby zatěžování se vyznačují různým poměrem mezi napětím normálovým a smykovým. Jak se materiál chová při zatěžování, závisí nejen na jeho odporu proti plastické deformaci a proti křehkému lomu, ale i na stavu napjatosti. [14, 10] Způsob odebírání vzorků Na výsledky zkoušky má vliv výběr a příprava zkušebních vzorků. Pro zajištění reproduktovatelnosti výsledků zkoušek musí být stanoven postup odběru vzorků. Pro důležité mechanické a technologické zkoušky je příprava zkušebních vzorků normalizována. Přesný tvar, rozměr i způsob opracování je pro většinu zkoušek předepsán normou ČSN [14] Pro odběr vzorků a výrobu zkušebních těles platí: materiál musí reprezentovat průměrnou kvalitu celého množství zkoušeného materiálu, při odběru zkušebního vzorku ze zkušebního kusu je nutno vyhnout se místům s vadami a nehomogenitou materiálu, odběrem se nesmí ovlivnit zkoušená vlastnost (např. vyhřátím při dělení vzorku), u materiálu s charakteristickou anizotropií je nutné brát ohled na směr odběru vzorku vzhledem ke směru tváření, při zkoušení odlitků se používá zkušebních vzorků, které se odlévají do zvláštních forem ze stejné tavby jako odlitek, značení zkušebních těles se provádí na místě, které nebude při zkoušce plasticky deformováno. [14] V našem případě se zkušební vzorky nemuseli odebírat ze zkušebního kusu, jelikož jsme vytiskli přímo zkušební vzorky požadované velikosti, na kterých se dále provedly mechanické zkoušky. 14
22 2.2 Statické mechanické zkoušky Způsob statických zkoušek předpokládá působení stálých nebo pomalu spojitě se měnících sil. Zkušební těleso se většinou zatěžuje pouze jednou, a to až do přerušení. Tyto zkoušky se nejčastěji provádějí za normálních teplot. Ve zvláštních případech, kdy vnější fyzikální podmínky zkoušky neodpovídají podmínkám, ve kterých součást pracuje, je nutné provést zkoušky za vysokých nebo nízkých teplot. [15] Zkouška tahem Jedna ze základních a nejdůležitějších zkoušek. Je předepsána normou ČSN Při tahovém namáhání dochází k postupné deformaci zkušební tyče, která se prodlužuje až do jejího přetržení. Při této zkoušce se zjišťují napěťové a deformační charakteristiky, kterými jsou pevnost v tahu, mez kluzu, tažnost a kontrakce. [14] Zkouška je prováděna na zkušebních tyčích, které se upnou do čelistí zkušebního stroje tak, aby osa čelistí zkušebního stroje a osa zkušební tyče ležely přesně v jedné rovině. V průběhu zatěžování plynule rostoucí silou se zkušební tyč deformuje, dokud při určitém tahovém zatížení nedojde k destrukci. Při zkoušce se registruje zátěžná síla a odpovídající deformace. Zkušební tyč, zatěžována silou F, se prodlužuje z počáteční měřené délky L0 na konečnou délku Lu. Počáteční plocha příčného průřezu zkoušené části zkušební tyče S0 se přitom mění na konečnou plochu Su. Působící síla F se vztahuje na jednotku plochy a nazývá se napětí. Osové tahové zatížení působí kolmo k ploše příčného průřezu, jedná se tedy o napětí normálové, které se označuje R a nazývá se smluvní napětí (1). V průběhu zkoušky je tedy možno stanovit napětí jako podíl zatížení F a plochy původního průřezu S0. [14] R = F S 0 [MPa] [14] (1) Absolutní prodloužení tyče po přetržení (2) se dá přepočítat a vyjádřit též jako poměrné prodloužení (3) L = L u L 0 [mm] [14] (2) ε = L u L 0 L 0 [14] (3) Z uvedených vztahů vyplývá, že zaznamenávaná závislost (F ΔL) odpovídá zároveň závislosti (R ε). Nazývá se smluvním nebo pracovním diagramem zkoušky tahem (Obr. 6). [14] 15
23 Obr. 6 Pracovní diagram zkoušky tahem [14] Počáteční přímkový úsek diagramu přísluší pružné deformaci a vyjadřuje úměrnost napětí a deformace podle Hookeova zákona (4): R = E ε, (4) kde E je modul pružnosti v tahu. Mezní hodnota platnosti Hookeova zákona se označuje jako mez úměrnosti (Ru). Nad mezí úměrnosti roste deformace rychleji a křivka se odchyluje od přímkového průběhu. Ovšem po zrušení vnější tahové síly se zkušební tyč znovu zkrátí na původní délku (pružná deformace). Ve stavu pružných deformací je zkušební tyč až do mezní hodnoty napětí, označované jako mez pružnosti RE. Pro reprodukovatelné zachycení napětí způsobující první plastické deformace se určuje smluvní mez pružnosti. [14, 10] U některých materiálů se na počátku oblasti plastické deformace objevuje úsek rychlejšího prodlužování. Tato část diagramu je charakterizována mezí kluzu Re. Mez kluzu je nejmenší napětí, při němž dochází k podstatné deformaci. Tento charakteristický úsek na diagramu zkoušky se u určitých materiálů nemusí vůbec objevit, neboť je vázán na určitý strukturní stav. Mez kluzu je pro materiály velice důležitou charakteristikou, která se používá jako základní kritérium pro výpočet dovoleného namáhání. [14] Hodnota meze kluzu závisí na struktuře, substruktuře a chemickém složení kovu. U polykrystalických materiálů závisí na velikosti zrna. Pokud se zmenšuje střední velikost zrna tak se její hodnota zvyšuje. [14] 16
24 Při dalším vzrůstu napětí nad mez kluzu se zkušební tyč plasticky deformuje po celé délce. Na diagramu napětí se to projevuje stoupající větví křivky, která končí v bodě, kdy tahová síla dosáhne nejvyšší hodnoty před přetržením zkušební tyče. Z tohoto maximálního zatížení se určuje pevnost v tahu Rm (5): R m = F max S 0 [MPa]. [14] (5) Po překročení maximální hodnoty Rm u tvárného materiálu křivka tahového diagramu klesá až do okamžiku destrukce. Deformace, která byla až do meze pevnosti rovnoměrná po celé délce zatěžované zkušební tyče, se ke konci soustřeďuje do jednoho bodu. Průřez tyče se v tomto bodě začne velmi rychle zmenšovat a na zkušební tyči se objeví krček. Zátěžná síla začne klesat, i přesto že se skutečné napětí v tyči vztažené na plochu skutečného průřezu zvyšuje. Tyč se následně přetrhne v bodě nejmenšího průřezu. Diagram, který získáme z trhacího stroje se nazývá smluvní diagram. [11, 14] Mez pevnosti je základní charakteristikou, podle které se klasifikují a porovnávají materiály. Závisí na chemickém složení a struktuře materiálu. Její hodnota je ovlivněna vnitřními procesy, které probíhají ve struktuře při plastické deformaci. Jedná se především o deformační zpevnění, strukturní zpevnění a odpevňovací procesy, které mohou v kovu probíhat v závislosti na teplotě, rychlosti a stupni deformace. [14] Po přetržení zkušební tyče jde z poměrného prodloužení vypočítat tažnost materiálu A (6), která je měřítkem tvárnosti: A = L u L 0 L [%]. [14] (6) Další charakteristikou tvárnosti je kontrakce Z (7). Tato hodnota se určuje ze změny průřezu zkušební tyče před zkouškou a po zkoušce: Z = S 0 S u S [%]. [14] (7) Tvar pracovního diagramu tahové zkoušky závisí na druhu materiálu. Typické příklady jsou uvedeny na Obr. 7. [14] 17
25 Obr. 7 Různé typy pracovních diagramů tahové zkoušky [14] Vlastnosti zkoušeného materiálu ovlivňují nejen tvar pracovního diagramu, ale také vzhled lomové plochy. Z makroskopického hlediska je lom charakterizován velikostí a homogenitou plastické deformace v místě lomu, vzhledem a morfologií lomové plochy a místa lomu a orientací lomové plochy ke směru působení zatěžování. Při tahové zkoušce u kovových materiálů dochází k lomům bodovým, smykovým, křehkým a dutinovým (Obr. 8). [14] Obr. 8 Základní druhy lomů při tahové zkoušce: a) lom bodový, b) lom smykový, c) lom křehký, d) lom dutinový [14] 18
26 Zkušební tyče pro zkoušku tahem Zkušební tyče pro tahovou zkoušku jsou předepsány normou, podle které se rozlišují tyče dlouhé (L0 = 100d) a krátké (L0 = 5d), kde d je průměr tyče kruhového průřezu. Měřená délka tyčí jiných průřezů se stanoví ze vztahů L0 = 11,3 S 0, případně L0 = 5,65 S 0 pro dlouhou, případně krátkou tyč. Tažnost je závislá na poměru délky a průměru zkušební tyče. [14] Přetrhne-li se zkušební tyč mimo střední třetinu měřené délky, nelze vypočítat tažnost podle známého vztahu, jelikož je zkreslena větší deformací oblasti přilehlé k měřené délce. Způsob přepočtu, který zkreslení tažnosti vyloučí, uvádí norma. [13,14] Pro zkoušku tahem se tvar zkušební tyče volí s ohledem na vlastnosti materiálu, způsob, kterým je tyč upnuta do stroje a s ohledem na účel měření. Tvar a podmínky provedení zkušebních tyčí včetně typu a tvarů upínacích hlav jsou normovány. [14] Zkušební tyče s kruhovým průřezem s válcovými hlavami (Obr. 9) se upínají do rychloupínacích samosvorných čelistí trhacího stroje. Jsou vhodné pouze pro materiály do pevnosti cca 900 MPa. [14] Obr. 9 Zkušební tyč kruhového průřezu s válcovou hlavou k upínání do rychloupínacích čelistí [14] Materiály, které mají vyšší pevnost, se obvykle používají tyče s osazenými hlavami, které se upínají do dělených kroužků čelistí (Obr. 10). [14] Obr. 10 Zkušební tyč kruhového průřezu pro upínání do kroužků [14] Pro přesnější měření délkových změn, kdy je třeba vyloučit prokluzy v upnutí, se používají tyče se závitovými hlavami (Obr. 11). [14] 19
![Obr. 11 Zkušební tyč kruhového průřezu se závitovými hlavami [14] Zkušební tyče ze šedé litiny nemají pracovní část válcovou, ale jsou kruhově vybrány, aby se vytvořilo místo minimálního průřezu (Obr.](/docs-images/97/131318561/images/27-1.jpg "12). Tyto tyče se upínají do zvláštních pouzder, tudíž se vždy upínají do závitových upínacích hlav. [14] Obr. 12 Zkušební tyč pro zkoušení šedé litiny [14] 2.2.1.2 Stroje pro zkoušku tahem Zkouška tahem je prováděna na zkušebních strojích různé konstrukce, nejčastěji se používají univerzální mechanické (Obr.")
27 Obr. 11 Zkušební tyč kruhového průřezu se závitovými hlavami [14] Zkušební tyče ze šedé litiny nemají pracovní část válcovou, ale jsou kruhově vybrány, aby se vytvořilo místo minimálního průřezu (Obr. 12). Tyto tyče se upínají do zvláštních pouzder, tudíž se vždy upínají do závitových upínacích hlav. [14] Obr. 12 Zkušební tyč pro zkoušení šedé litiny [14] Stroje pro zkoušku tahem Zkouška tahem je prováděna na zkušebních strojích různé konstrukce, nejčastěji se používají univerzální mechanické (Obr. 13) nebo hydraulické stroje (Obr. 14), které jsou vybaveny zařízením k upnutí tyče a jejímu zatěžování i k měření a záznamu zatěžované síly a velikosti deformace zkušební tyče. [13,14] Obr. 13 Mechanický univerzální trhací stroj: 1 elektromotor, 2 převodovka, 3 ozubené kolo s maticí, 4 pohyblivý šroub, 5 upínací hlava, 6 zkušební těleso, 7 snímač prodloužení zkušebního tělesa [14] 20
![Obr. 14 Hydraulický univerzální zkušební stroj 1 hydraulický válce, 2 píst, 3 zkušební těleso, 4 upínací hlava, 5 snímač prodloužení zkušebního tělesa [14] 2.2.1.3 Stanovení smluvní meze kluzu a meze pružnosti U kovů, které nemají výraznou mez kluzu Re v průběhu zkoušky tahem, zjišťuje se tato hodnota jako smluvní napětí.](/docs-images/97/131318561/images/28-0.jpg "Zkouška se provádí podle normy ČSN 42 0310 stanovením smluvní meze kluzu Rp grafickou metodou z tahového diagramu nebo pomocí průtahoměrů během zatěžování.")
28 Obr. 14 Hydraulický univerzální zkušební stroj 1 hydraulický válce, 2 píst, 3 zkušební těleso, 4 upínací hlava, 5 snímač prodloužení zkušebního tělesa [14] Stanovení smluvní meze kluzu a meze pružnosti U kovů, které nemají výraznou mez kluzu Re v průběhu zkoušky tahem, zjišťuje se tato hodnota jako smluvní napětí. Zkouška se provádí podle normy ČSN stanovením smluvní meze kluzu Rp grafickou metodou z tahového diagramu nebo pomocí průtahoměrů během zatěžování. Stanovuje se z trvalé deformace zkušební tyče pod zatížením a hodnota trvalé deformace se uvádí v označení např. Rp 0,2. Smluvní mez kluzu Rp 0,2 je mezní napětí, které způsobí trvalou deformaci 0,2 % původní měřené délky L0. [14] Pro určování pomocí grafické metody (Obr. 15) se vypočte hodnota plastické deformace, přičemž se vychází z měřené délky zkušební tyče. Naměřená hodnota se zvětší úměrně k měřítku diagramu a úsek zjištěné délky se vynese na osu úseček napravo od bodu 0 a vede se přímka, rovnoběžná s 0A. Průsečík s křivkou tedy odpovídá smluvní mezi kluzu Rp. [11, 14] 21
29 Obr. 15 Grafické stanovení smluvní meze kluzu Rp [14] Jako další možnost zjišťování smluvní meze Rp lze např. pomocí mechanického průtahoměru (Obr. 16) během zatěžování. Průtahoměry jsou zvláštní přístroje pro přesné měření malých deformací. Upínají se přímo na zkušební tyč a ukazují okamžitou deformaci, která vzniká během zatěžování. [14] Obr. 16 Mechanický průtahoměr Podle normy lze smluvně mez kluzu také uvést z trvalé deformace po odlehčení jako Rr nebo z celkové deformace pod zatížením Rt. Smluvní mez pružnosti se zjišťuje pomocí grafické metody z tahového diagramu během zatěžování zkušební tyče. Ve vzdálenosti odpovídající předepsané hodnotě trvalého 22
30 prodloužení se vynese rovnoběžka s počáteční přímkovou částí diagramu, jejíž sklon musí být v rozmezí Této metody lze užít pouze u kovů, které mají tahový diagram s výraznou přímkovou částí (Obr. 17). [14] Obr. 17 Grafické stanovení meze pružnosti Zkouška tahem za snížených a zvýšených teplot Mechanické vlastnosti kovů jsou závislé na teplotě. Pevnostní charakteristika, to je Rm a Re, se s rostoucí teplotou snižují a hodnoty A a Z se zvyšují. [13,14] Součásti strojů, které mají pracovat za zvýšených nebo za nižších teplot, je u těchto částí nutné zjišťovat vlastnosti za předpokládané provozní teploty. Způsob provedení a zpracování výsledků zkoušek se prakticky neliší od zkoušek za běžných teplot. Používají se stejné zkušební stroje, doplněné o zařízení pro ochlazování či ohřev zkušebních tyčí. [13,14] Zkouška tahem za zvýšené teploty Mechanické vlastnosti kovových materiálů za vyšších teplot se určují zkouškami, které uvažují časovou závislost deformačních procesů. Zkoušky se rozdělují na krátkodobé a dlouhodobé. [13,14] Norma ČSN stanovuje mez kluzu, pevnosti v tahu, tažnost a kontrakce při teplotách od 35 C do 1000 C. Teplota, která je předepsaná se u zkušební tyče označuje doplňkovým číslem u značky charakteristiky mechanické vlastnosti, např. Rp0,05/500; A5/500. Zařízení pro ohřev musí umožňovat rovnoměrné prohřátí po celé zkoušené délce po celou dobu trvání zkoušky. [13, 14] 23
31 Zkouška za snížených teplot Tato zkouška nepatří mezi nejčastější zkoušky. Podle normy ČSN se stanovuje metoda zkoušky kovů tahem při teplotách pod 10 C do -196 C k určení meze pevnosti, kluzu, tažnosti a kontrakce. Předepsaná teplota se označuje doplňkovým číselným údajem ke značce charakteristicky mechanické vlastnosti, např. Rm/-100, A5/100. Jako chladící prostředí se většinou používá látka nemrznoucí při dané teplotě ve směsi s tuhým oxidem uhličitým (do 70 C), nebo kapalným dusíkem (pod 70 C). [14] 24
32 2.3 Zkoušky dynamické Tyto zkoušky se vyznačují rychlým zatěžováním, které se mění buď skokem rázem, nebo opakovaně v určitých cyklech. Při namáhání dochází často k porušení soudržnosti materiálu, i když zatěžující síla zdaleka nedosahuje velikosti síly odpovídající statické pevnosti. Účelem dynamické zkoušky je stanovení vlastností materiálu při působení dynamických sil. Dynamické zkoušky rozlišujeme na zkoušky rázové a únavové (při cyklickém namáhání). [13,14] Zkouška rázem v ohybu Při zkoušce rázem v ohybu dochází k plastické deformaci zkušební tyče. Tuto plastickou deformaci velmi ovlivňují vlivy vnějších činitelů, jako jsou teplota a rychlost deformace. Oproti zkoušce tahem, kde osové zatížení působí staticky, působí kyvadlové kladivo při zkoušce rázem v ohybu na zkušební tyč rázem. Při tomto úderu dosahuje kladivo rychlosti v rozmezí 4,5 m s -1 až 7 m s -1. Při této zkoušce dochází v deformovaném objemu kovu ke zpevňování, které se projevuje změnami mechanických vlastností (např. nárůst meze kluzu). Zpevnění, které vzniká při plastické deformaci, souvisí s podstatným zvýšením odporu krystalové mřížky proti pohybu dislokací. Obecně platí, čím větší rychlost deformace, tím větší přetvárný odpor materiálu a větší zpevnění. Pokud se zvýší teplota při plastické deformaci, tak se usnadní procesy odpevňovací, při kterých se uvolňuje uložená deformační energie a obnovují se původní vlastnosti kovu. [13,14] Zkouška rázem v ohybu patří mezi základní zkoušky, které hodnotí houževnatost materiálu. Je měřítkem citlivosti materiálu vůči místní koncentraci napětí při dynamickém namáhání rázem. Samotná zkouška je prováděna na kyvadlovém kladivu a zjišťuje se práce, která je potřebná k přeražení zkušební tyče (Obr. 18). [14] 25
33 Obr. 18 Pohyb kladiva při zkoušce rázem v ohybu [14] Spotřebovaná práce se poté vypočítá pomocí vztahu: K = G (H h) = G (h 1 + h 2 ) = G [r cos(180 α) + r cos(β)] = G r (cos β cos α). [14] Spotřebovaná práce by se měla vztahovat na jednotku deformovaného objemu zkušební tyče. Tento deformovaný objem je velmi proměnlivý podle zkoušeného materiálu a podmínek, zjišťuje se metalografickou metodou, a to je velice časově náročné. Proto zavedl francouzský fyzik G. Charpy pojem vrubová houževnatost, která vychází ze snadno měřitelného průřezu zkušební tyče v místě vrubu. Účelem vrubu je, aby se získal co nejmenší deformovaný objem, neboť ve vrubem zeslabeném průřezu nastává při rázu koncentrace napětí a deformace se rozloží pouze v blízkém okolí průřezu. Průběh napětí při deformaci zkušební tyče je na Obr. 19. [13,14] Obr. 19 Průběh napětí ve zkušební tyči [14] 26
34 Takto definovaná hodnota vrubové houževnatosti nemá fyzikální charakter a nedá se přímo použít ve výpočtech. Výsledky zkoušky rázem v ohybu jsou navzájem srovnatelné pouze pokud byly zjištěny na stejných zkušebních tyčích a za stejných podmínek zkoušky. [13, 14] Kladivo u zkoušky rázem v ohybu je obvykle typu Charpy nebo Amsler, které přerazí zkušební tyč rázem s maximální energií nárazu 300 J. Zkušební tyč má uprostřed vrub, který je na odvrácené straně úderu kladiva, a je položena na opěrkách (Obr. 20). [14] Obr. 20 Uložení zkušební tyče při zkoušce rázem v ohybu [14] Pro zkoušku rázem v ohybu platí normy: ČSN zkouška rázem v ohybu za normální teploty, ČSN zkouška rázem v ohybu za snížené teploty, ČSN zkouška rázem v ohybu za zvýšených teplot, ČSN zkouška náchylnosti oceli ke stárnutí po plastické deformaci za studena. Zkouška rázem v ohybu má velký význam při zjišťování přechodové teploty. Často se také používá ke stanovení vrubové houževnatosti, která byla plasticky deformována tahem nebo tlakem za studena a poté vystavena ohřevu 250 C/1h, což se považuje za umělé stárnutí. [14] Nárazová práce a vrubová houževnatost Výsledkem zkoušky je buď nárazová práce nebo vrubová houževnatost. Dále se u zkoušky posuzuje vzhled lomu a příčné rozšíření zkušební tyče. [13, 14] 27
35 Nárazová práce Značí se K [J] a je to práce, která se spotřebuje na přeražení zkušební tyče. Tato práce se zjišťuje pomocí stupnice, která je umístěna na kyvadlovém kladivu. [14] Vrubová houževnatost Označení je KC [J cm -2 ]. Vrubová houževnatost je podílem nárazové práce K a počátečního příčného průřezu zkušební tyče S0 v místě vrubu. [14] KC = K S 0 [J cm -2 ] [14] (8) KC se dle ČSN uvádí s přesností na 1 J cm -2 při KC větší než 10 J cm -2, a s přesností 0,1 J cm -2 při KC do 10 J cm Značení nárazové práce a vrubové houževnatosti Vrubová houževnatost se dle ČSN značí kombinací písmen a čísel podle největší energie použitého kladiva, tvaru a hloubky vrubu a podle šířky zkušební tyče, např.: KCU 150/2/7,5=36 J cm -2, kde je: KC symbol vrubové houževnatosti, U vrub tvaru U, 150 největší energie kladiva [J], 2 hloubka vrubu [mm], 7,5 šířka zkušební tyče [mm]. [14] Vrubová houževnatost po stárnutí se označuje písmenem A, např.: KCU 2 A Nárazová práce se označuje dvěma písmeny a číslicemi, které označují podobně jako u vrubové houževnatosti největší energii kladiva, hloubku vrubu a šířku zkušební tyče, např.: KU 100/3/7,5=63 J K symbol nárazové práce, U vrub ve tvaru U, 100 největší energie kladiva [J], 3 hloubka vrubu [mm], 7,5 šířka zkušební tyče. [14] 28
36 Pokud se zkouška rázem v ohybu provádí za jiné teploty, než je obvyklá 20 C ± 10 C, uvádí se teplota v indexu, např.: KCV Zkušební tyče Pro zkoušku rázem v ohybu se používají tyče s různými tvary a rozměry tyčí i vrubů. Nejčastější používané tyče jsou uvedeny v následující tabulce (Tab. 5): Tab. 5 Nejčastější zkušební tyče pro zkoušku rázem v ohybu [14] Název zkušební tyče Vrub Rozměry tyče [mm] Charpy V-vrub DVM Mesnager DVMF Norma ČSN předepisuje pro zkoušku rázem v ohybu zkušební tyče uvedené v Tab. 6: Označení tyče Tab. 6 Rozměry a označení zkušebních tyčí dle ČSN [14] Označení vrubové houževnatosti Tvar vrubu Šířka tyče [mm] Hloubka vrubu [mm] ČSN KC 2 U 10 2 ČSN KC 3 U 10 3 ČSN KCU U 10 5 ČSN KCU 2/5 U 5 2 ČSN KCV V
37 Zkušební tyč musí být pro zkoušku vrubové houževnatosti obrobena na všech stranách, nesmí mít povrchové vady viditelné bez zvětšení. Vrub je zhotoven mechanickým opracováním např. frézováním nebo protahováním. Na dně vrubu nesmí být viditelné rysky a nerovnosti bez zvětšení. [14] Obr. 21 Zkušební tyč pro zkoušku rázem v ohybu podle ČSN s vrubem tvaru U [14] Obr. 22 Zkušební tyč pro zkoušku rázem v ohybu podle ČSN s vrubem tvaru V [14] Vlivy na hodnotu vrubové houževnatosti Na hodnotu vrubové houževnatosti má vliv především struktura materiálu (chemické složení zkoušeného materiálu, tepelné a mechanické zpracování), teplota, rychlost deformace, tvar vrubu, hloubka vrubu, šířka zkušební tyče a orientace zkušební tyče a podélné osy vrubu vzhledem ke směru vláken vzorku. [13] Přechodová teplota Na výsledky zkoušky rázem v ohybu má výrazný vliv teplota, při které je zkouška prováděna. Pokud se teplota snižuje, klesá rázová práce potřebná k přeražení zkušební tyče. K tomuto poklesu nárazové práce dochází buď prudce v určité oblasti teplot, nebo je pokles pozvolný (Obr. 23). [14] 30
38 Obr. 23 Závislost vrubové houževnatosti na teplotě [14] Za vyšších teplot je zjišťovaný lom houževnatý (tvárný) a při poklesu teplot se mění v lom křehký. Teplota, při které přechází houževnatý lom do lomu křehkého, se nazývá přechodová (tranzitní) teplota. Určuje se z teplotní závislosti vrubové houževnatosti (Vidalova křivka), získané na souboru více zkušebních tyčí, přeražených za různých teplotách. Přechodová teplota je důležitá charakteristika ocelí, někdy důležitější jak znalost nejvyšší hodnoty vrubové houževnatosti. [14] Vznik přechodové teploty vysvětlují Ludwik a Joffe. Podle těchto autorů lze předpokládat, že se závislosti na teplotě a rychlosti deformace lomová pevnost významněji nemění, kdežto mez kluzu je velice závislá na jejich změně (Obr. 24). [14] Obr. 24 Závislost lomové houževnatosti a meze kluz na teplotě t a rychlosti deformace ε Křivky lomové pevnosti a meze kluzu se protnou v bodě, který odpovídá přechodové teplotě tp. Vzhledem k rozptylu jejich hodnot vzniká kromě oblasti tvárného lomu (houževnatého) a křehkého lomu oblast lomu smíšeného (Obr. 25). [14] 31
39 Obr. 25 Vzhled lomu při zkoušce rázem v ohybu v závislosti na teplotě [14] 2.4 Zkoušky strukturní Vlastnosti kovových materiálů závistí na struktuře kovových materiálů, která je odrazem chemického složení a technologie zpracování. Metalografické metody patří mezi nepoužívanější metody, zaměřené na kontrolu technologických operací a hodnocení jakosti kovových výrobků. [13,14] Makroskopické zkoušky Makroskopické pozorování materiálu umožňuje bez předběžné úpravy vzorků hodnocení struktury lomových ploch, nebo pozorování přehledného souboru detailů na připravené ploše vzorku. Pozorování je za pomocí pouhého oka nebo pomocí lupy (do maximálního zvětšení 50:1). Ve většině případů je nutno pro tuto zkoušku povrch vzorků vybrousit případně i vyleštit. Zkouška je zaměřena především na pozorování vad materiálu, hodnocení chemické nestejnorodosti a pozorování makrostruktury. [14] Druhy vad materiálu: póry, dutiny, vměstky, trhliny. [14] Mikroskopické zkoušky Mikroskopické zkoušky zkoumají jakost výroby kovových materiálů i jednotlivé způsoby jejich zpracování (tváření a tepelné zpracování), umožňují posoudit vhodnost materiálu pro určitý účel použití a přispívá k poznání rozsahu i příčin nejrůznějších vad. [13, 14] 32
40 Příprava vzorků pro mikroskopické pozorování je dosti složitá a pracná a chyby při jejich přípravě mohou ovlivnit správnost výsledků. Příprava vzorků se skládá z několika po sobě jdoucích operacích a jsou to: odběr vzorku, označení vzorku, broušení, leštění, leptání (k vyvolání struktury). [14] Po vykonání těchto operací se přechází ke zkoumání struktur povrchu za pomocí světelných metalografických mikroskopů. [14] 33

41 2.5 Tisk a zpracování zkušebních vzorků Při experimentu byly vytisknuty vzorky pro tahovou zkoušku a zkoušku rázem v ohybu. Vzorky byly vytisknuty ve dvou sadách, první sada byla vytisknuta za výkonu 200 W a druhá za výkonu 400 W. Vzorky byly vytisknuty způsobem Meander. Tento způsob spočívá v tom, že jednotlivé stopy laseru jsou pod určitým úhlem nanášeny vedle sebe (Obr. 26). Obr. 26 Jednotlivé stopy způsobu Meander Jednotlivé vrstvy jsou vůči sobě pootočeny o 67 (Obr. 27). Tento úhel je výhodný z důvodu, že bude vytisknuto 180 vrstev, než bude vytvořena vrstva se stejným úhlem. [2] Obr. 27 Pootočení jednotlivých vrstev 34

42 Po vytisknutí byla polovina zkušebních vzorků tepelně zpracována žíháním k odstranění vnitřního pnutí. Žíhání bylo provedeno ve vakuové peci typu Clasic 0816 JAK. Průběh teplot při žíhání je znázorněn na Obr. 28. Ochlazování vzorků probíhalo volně v peci po dobu dvanácti hodin bez přístupu vzduchu. Konečná teplota byla přibližně 90 C. Obr. 28 Průběh teplot při tepelném zpracování Obr. 29 Vzorky pro zkoušku vrubové houževnatosti, v levé části jsou vzorky bez tepelného zpracování, vpravo tepelně zpracované 35

43 Obr. 30 Vzorky pro zkoušku tahem, v horní části bez tepelného zpracování, ve spodní části tepelně zpracované Po tepelném zpracování se všechny vzorky musely obrobit dle výkresové dokumentace. Vzorky pro zkoušku tahem jsou obrobeny dle přílohy 3, a vzorky pro zkoušku rázem v ohybu dle přílohy 4. 36
44 3 Vyhodnocení mechanického testování V této kapitole jsou uvedeny výsledky jednotlivých zkoušek. Jedná se o zkoušky rázem v ohybu a o zkoušku tahem. Dále bylo provedeno strukturní zkoušení materiálu, z důvodu zjištění struktury a vlastností vzorků vytisknutých z materiálu 316L. 3.1 Vyhodnocení zkoušky tahem Zkouška tahem byla prováděna na univerzálním hydraulickém stroji s mechanickými klínovými čelistmi. Použití tohoto typu čelistí mohlo způsobit mírný prokluz vzorků v čelistech. Test byl prováděn při rychlosti 10 mm min -1. Celkem bylo zkoušeno 12 vzorků, tři vzorky z každé skupiny (200 W, 200 W tepelně zpracované, 400 W a 400 W tepelně zpracované). Výsledky jsou uvedeny v následujících tabulkách a grafech: 37
45 σ [MPa] Výsledky vzorků tisknutých při výkonu 200 W bez tepelného zpracování: vzorek č. Tab. 7 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 200 W, bez tepelného zpracování Max. deformace [%] Deformace pro F max [%] Vzorky tisknuté při výkonu 200 W Smluvní mez kluzu Rp 0,2 [N mm -2 ] Smluvní mez Pevnosti [N mm -2 ] Orientační modul pružnosti (Youngův modul) [N mm -2 ] 1 39,8 20, ,6 18, ,9 19, U vzorku č. 1 software automaticky vyhodnotil výsledek smluvní meze kluzu jako chybný. K tomuto chybnému vyhodnocení mohlo dojít z důvodu prokluzu vzorku v čelistech. 700 Vzorky tisknuté při výkonu 200 W bez tepelného zpracování Test 1 Test 2 Test 3 ε[-] Obr. 31 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 200 W bez tepelného zpracování U vzorků č.1 (Obr. 31) je vidět rozdílnou úvodní část diagramu. Tento rozdíl je způsobený malým prokluzem vzorku v čelistech. 38
46 σ [MPa] Výsledky vzorků tisknutých při výkonu 200 W s tepelným zpracováním: Tab. 8 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 200 W, s tepelným zpracováním vzorek č. Max. deformace [%] Vzorky tisknuté při výkonu 200 W s tepelným zpracováním Deformace pro F max [%] Smluvní mez kluzu Rp 0,2 [N mm -2 ] Smluvní mez Pevnosti [N mm -2 ] Orientační modul pružnosti (Youngův modul) [N mm -2 ] 1 22, , , U vzorku č.3 u Smluvní meze kluzu software opět vyhodnotil výsledek jako chybný, z důvodu možného prokluzu čelistí Vzorky tisknuté při výkonu 200W s tepelným zpracováním Test 1 Test 2 Test 3 ε [-] Obr. 32 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 200 W s tepelným zpracováním Z diagramu vyplývá (Obr. 32), že vzorek č. 3 se přetrhl později, proto má větší maximální deformaci. 39
47 σ [MPa] Výsledky vzorků tisknutých při 400 W bez tepelného zpracování: Tab. 9 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 400 W, bez tepelného zpracování vzorek č. Max. deformace [%] Deformace pro F max [%] Vzorky tisknuté při výkonu 400 W Smluvní mez kluzu Rp 0,2 [N mm -2 ] Smluvní mez Pevnosti [N mm -2 ] Orientační modul pružnosti (Youngův modul) [N mm -2 ] 1 27,9 16, ,7 18, ,9 16, Vzorky tisknuté při výkonu 400 W bez tepelného zpracování Test 1 Test 2 Test 3 ε [-] Obr. 33 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 400 W bez tepelného zpracování Z diagramu (Obr. 33) vyplývá, že vzorek č. 2 se přetrhl později, proto má větší maximální deformaci. 40
48 σ [MPA] Výsledky vzorků tisknutých při výkonu 400 W s tepelným zpracováním: Tab. 10 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 400 W, s tepelným zpracováním vzorek č. Max. deformace [%] Vzorky tisknuté při výkonu 400 W s tepelným zpracováním Deformace pro F max [%] Smluvní mez kluzu Rp 0,2 [N mm -2 ] Smluvní mez Pevnosti [N mm -2 ] Orientační modul pružnosti (Youngův modul) [N mm -2 ] 1 24,6 19, ,5 9, ,3 24, Vzorky tisknuté při výkonu 400 W s tepelným zpracováním Test 1 Test 2 Test 3 ε [-] Obr. 34 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 400 W s tepelným zpracováním Z diagramu (Obr. 34) lze vyčíst, že vzorek č. 2 se přetrhl dříve než ostatní. Toto přetržení mohlo být zapříčiněno vadou ve struktuře (např. pórem nebo pórem s trhlinou). Vzorek č. 3 se přetrhl později, proto má největší maximální deformaci. 41
 jsou uvedeny průměrné naměřené hodnoty všech vzorků: Druh vzorků Max. deformace [%] Tab.")
49 Obecné zhodnocení výsledků tahové zkoušky Z výsledků vyplývá, že vzorky tisknuté při výkonu 200 W dosahují lepších hodnot v tahové zkoušce, než vzorky tisknuté při výkonu 400 W. Tepelné zpracování nemá na výsledky této zkoušky podstatný vliv. V následující tabulce (Tab. 11) jsou uvedeny průměrné naměřené hodnoty všech vzorků: Druh vzorků Max. deformace [%] Tab. 11 Průměr naměřených hodnot při tahové zkoušce Deformace pro F max [%] Smluvní mez kluzu Rp 0,2 [N mm -2 ] Smluvní mez Pevnosti [N mm -2 ] Orientační modul pružnosti (Youngův modul) [N mm -2 ] 200 W 41,3 19,0 515,9 639, W TZ 28,9 19,3 466,4 660, W 34,2 17,3 404,8 561, W TZ 28,8 17,8 355,1 573, Obr. 35 Přetrhané vzorky z tahové zkoušky od shora: vzorek tisknutý při výkonu 200W bez tepelného zpracování, vzorek tisknutý při výkonu 200W tepelně zpracovaný, vzorek tisknutý při výkonu 400W bez tepelného zpracování, vzorek tisknutý při výkonu 400W tepelně zpracovaný V dalším testu by bylo možné provést zkoušku tahem, která by zkoumala rychlost tečení při konstantní zátěži. 42
. Při zkoušce byl použit Charpy V-vrub (viz Tab. 5), zkouška byla prováděna při zkušební teplotě 20 C.")
50 3.2 Vyhodnocení zkoušky rázem v ohybu Zkouška rázem v ohybu byla provedena akreditovanou laboratoří v Ostravě. Z laboratoře nám byly zaslány protokoly o zkoušení s výsledky zkoušky rázem v ohybu (příloha 5). Při zkoušce byl použit Charpy V-vrub (viz Tab. 5), zkouška byla prováděna při zkušební teplotě 20 C. Maximální energie kladiva byla 300 J. Celkem bylo zkoušeno 12 vzorků, tři vzorky z každé skupiny (200 W, 200 W tepelně zpracované, 400 W a 400 W tepelně zpracované). Výsledky jsou uvedeny v následujících tabulkách: Výsledky vzorků tisknutých při výkonu 200 W bez tepelného zpracování: Tab. 12 Výsledková tabulka vzorků tisknutých při výkonu 200 W, bez tepelného zpracování Vzorky tisknuté při výkonu 200 W, bez tepelného zpracování Vzorek Typ Zkušební teplota č. tyče [ C] Nárazová práce [J] 1 KV KV KV Obr. 36 Přeražený vzorek, tisknutý při výkonu 200 W, bez tepelného zpracování 43

51 Výsledky vzorků tisknutých při 200 W s tepelným zpracováním: Tab. 13 Výsledková tabulka vzorků tisknutých při výkonu 200 W, s tepelným zpracováním Vzorky tisknuté při výkonu 200 W, s tepelným zpracováním Vzorek č. Typ tyče Zkušební teplota [ C] Nárazová práce [J] 1 KV KV KV Obr. 37 Přeražený vzorek, tisknutý při výkonu 200 W, s tepelným zpracováním 44

52 Výsledky vzorků tisknutých při 400 W bez tepelného zpracování: Tab. 14 Výsledková tabulka vzorků tisknutých při výkonu 400 W, bez tepelného zpracování Vzorky tisknuté při výkonu 400 W, bez tepelného zpracování Vzorek č. Typ tyče Zkušební teplota [ C] Nárazová práce [J] 1 KV KV KV Obr. 38 Přeražený vzorek, tisknutý při výkonu 400 W, bez tepelného zpracování 45

53 Výsledky vzorků tisknutých při 400 W s tepelným zpracováním: Tab. 15 Výsledková tabulka vzorků tisknutých při výkonu 400 W, s tepelným zpracováním Vzorky tisknuté při výkonu 400 W, s tepelným zpracováním Vzorek č. Typ tyče Zkušební teplota [ C] Nárazová práce [J] 1 KV KV KV Obr. 39 Přeražený vzorek, tisknutý při výkonu 200 W, s tepelným zpracováním Obecné zhodnocení výsledků zkoušky vrubové houževnatosti: Tab. 16 Průměr naměřených hodnot při zkoušce rázem v ohybu Druh vzorků Nárazová práce [J] 200 W W TZ W W TZ 151 Podle struktury lomu přeražených vzorků a výsledků je patrné, že materiál 316L vytisknutý způsobem Meander metodou SLM je pevný a houževnatý. Tepelné zpracování podle výsledků (Tab. 16) na výslednou nárazovou práci nemá podstatný vliv. Vzorky tisknuté při výkonu 400 W dosahují vyšších hodnot nárazové práce než vzorky tisknuté při výkonu 200 W. 46
. Uvedené snímky byly zhotoveny za pomoci Katedry mechanické technologie. 3.")

54 3.3 Vyhodnocení mikroskopické a makroskopické zkoušky Tyto zkoušky byly provedeny, aby se zjistila vnitřní struktura vytisknutých vzorků metodou SLM. Při zkouškách se vyhodnocovaly vnitřní vady (pórovitost, trhliny, nečistoty). Uvedené snímky byly zhotoveny za pomoci Katedry mechanické technologie Makroskopická zkouška Tato zkouška byla provedena pro zjištění makroskopického vzhledu vytisknutých vzorků. Obr. 40 Makroskopický vzhled vzorků tisknutých při výkonu 200 W, vlevo bez tepelného zpracování a vpravo s tepelným zpracováním, podélný řez Obr. 41 Makroskopický vzhled vzorků tisknutých při výkonu 400 W, vlevo bez tepelného zpracování a vpravo s tepelným zpracováním, podélný řez 47
55 Obr. 42 Makroskopický vzhled vzorku, tisknutý při výkonu 200 W bez tepelného zpracování, příčný řez Obr. 43 Makroskopický vzhled vzorku, tisknutý při výkonu 200 W s tepelným zpracováním, příčný řez 48

56 Obr. 44 Makroskopický vzhled vzorku, tisknutý při výkonu 400 W bez tepelného zpracování, příčný řez Obr. 45 Makroskopický vzhled vzorku, tisknutý při výkonu 400 W s tepelným zpracováním, příčný řez 49

57 3.3.2 Mikroskopická zkouška Vzorky pro tuto zkoušku byly odebrány v příčném a podélném řezu, jak je vidět na Obr. 46. Pozorované části odebraného vzorku jsou označené červenou a zelenou barvou. Dále byly vzorky zkoumány ve třech částech průřezu, na povrchu, v ¼ a v ½ vzorku. Obr. 46 Místo odebírání vzorků pro mikroskopickou analýzu Pórovitost U všech vzorků byla změřená pórovitost v příčném i podélném řezu, výsledky pórovitosti jsou uvedeny v následující tabulce (Tab. 16): Druh vzorku Tab. 17 Tabulka pórovitosti Směr odběru Pórovitost [%] 200 W bez tepelného zpracování Podélné 0, W bez tepelného zpracování Příčné 0, W s tepelným zpracováním Podélné 0, W s tepelným zpracováním Příčné 0, W bez tepelného zpracování Podélné 0, W bez tepelného zpracování Příčné 0, W s tepelným zpracováním Podélné 0, W s tepelným zpracováním Příčné 0,11 50
58 Z naměřených dat je vidět, že nejlepších výsledků dosáhly vzorky tisknuté při výkonu 400 W bez tepelného zpracování. Tepelné zpracování má na pórovitost negativní vliv. Obr. 47 Pórovitost, vzorek tisknutý při výkonu 200 W, podélný řez Obr. 48 Pórovitost, vzorek tisknutý při výkonu 200 W, příčný řez Ostatní snímky pórovitosti jsou k dispozici v příloze 6. 51

59 Další mikroskopické snímky: Obr. 49 Vzorek tisknutý při výkonu 200 W bez tepelného zpracování, zkoumaná část vzorku byla na povrchu, příčný řez Na tomto snímku (Obr.49) lze vidět vzniklé dutiny. V každé této dutině je uvězněno zrnko neroztaveného kovového prášku. Tyto zrnka jsou vidět v pravé části snímku. Obr. 50 Vzorek tisknutý při výkonu 400 W s tepelným zpracováním, zkoumaná část vzorku byla na povrchu, příčný řez 52

60 Na snímku (Obr.50) je dutina s uvězněným zrnkem neroztaveného kovového prášku. Z této dutiny vznikla trhlina. Tyto trhliny mohou mít vliv na pevnost vyrobeného dílu. V místě, kde se trhlina vyskytuje, dojde při pevnostním namáhání k deformaci nejdříve. Obr. 51 Vzorek tisknutý při výkonu 400 W bez tepelného zpracování, zkoumaná část vzorku byla v 1/4, podélný řez Na snímku (Obr. 51) lze vidět svarové housenky v jednotlivých vrstvách v podélném řezu. Metoda SLM se svým způsobem přibližuje mikrosvařování, kdy je paprsek laseru směřován do úzkého svazku a je opticky zaměřen do ohniska miniaturních rozměrů. 53


 je vidět úkaz tzv. klíčová dírka.")
61 Obr. 52 Vzorek tisknutý při výkonu 200 W bez tepelného zpracování, zkoumaná část vzorku byla v 1/2, příčný řez Na snímku (Obr. 52) je vidět způsob tisku Meander, kterým byly vzorky vytisknuty. Jednotlivé vrstvy jsou vůči sobě pootočeny o 67. Obr. 53 Vzorek tisknutý při výkonu 200 W s tepelným zpracováním, zkoumaná část vzorku byla na povrchu, příčný řez Na tomto snímku (Obr. 53) je vidět úkaz tzv. klíčová dírka. Tento efekt je způsoben kombinací odpařování a hluboké tavné lázně, na jejíž spodní straně se obvykle zachycuje plyn. 54
62 4 Zhodnocení a závěr Diplomová práce je zaměřena na aditivní výrobu. Tato pokroková výroba je pro většinu lidí zatím neznámá, ale za několik let se s produkty této výroby setká určitě každý. Tato výroba se uplatní v mnoha průmyslových odvětvích, jako je například letectví, automobilový průmysl, strojírenství apod. Největší význam pro lidstvo je uplatnění v lékařství, jelikož díky této výrobě jsme schopni vyrobit velmi přesné implantáty, které mohou lidem prodloužit nebo i zachránit život. Práce se skládá ze dvou částí. V první části je seznámení čtenáře s aditivní výrobou a metodou SLM. Dále je popsán materiál 316L, ze kterého byly vytisknuty zkušební vzorky pro diplomovou práci. Pak jsou popsané jednotlivé mechanické a strukturní zkoušky, které se prováděly na vytisknutých vzorcích pomocí 3D tisku. V další části jsou vyhodnoceny jednotlivé zkoušky a naměřené výsledky. Každá mechanická zkouška byla prováděna na čtyřech vzorcích. První vzorky byly tisknuty při výkonu 200 W a nebyly dále tepelně zpracovány. Druhé vzorky byly také tisknuty při výkonu 200 W, ale byly dále tepelně zpracovány. Třetí vzorky byly tisknuty při výkonu 400 W a nebyly dále tepelně zpracovávány. Poslední vzorky byly tisknuty při výkonu 400 W a byly tepelně zpracovány. Tepelné zpracování bylo žíhání k odstranění vnitřního pnutí. Zkouška tahem byla provedena za pomoci Katedry aplikované mechaniky. Některé výsledky zkoušky tahem byly ovlivněny malým prokluzem vzorku v čelistech zkušebního stroje. Dále mohla být zkouška ovlivněna trhlinami v materiálu a vzorek mohl být přetržen dříve. Tepelné zpracování na zkoušku tahem nemělo vliv. Nejlepších hodnot dosáhly vzorky tisknuté při výkonu 200 W. Zkouška rázem v ohybu byla provedena v akreditované laboratoři v Ostravě. Z protokolů, které nám tato laboratoř poskytla lze vyhodnotit, že vzorky tisknuté při výkonu 400 W dosáhly vyšších hodnot nárazové práce, než vzorky tisknuté při výkonu 200 W. Tepelné zpracování na tuto zkoušku také nemělo vliv. Podle vzhledu lomu přeražených vzorků je materiál 316L vyrobený metodou SLM houževnatý. Jako poslední byly vyhodnoceny strukturní zkoušky. Tyto zkoušky byly provedeny za pomoci Katedry mechanické technologie. U mikroskopické zkoušky lze na snímcích vidět vady, které vznikly při tisku. Dále byla změřena pórovitost vytisknutých vzorků, na pórovitost má tepelné zpracování negativní vliv. Nejlepší výsledky pórovitosti měly vzorky tisknuté při výkonu 400 W bez tepelného zpracování. 55
63 Doporučení pro praxi Ze zjištěných dat z jednotlivých zkoušek lze tedy doporučit různé nastavení výkonu laseru. Pokud použijeme pro 3D tisk výkon 200 W, získáme výrobek, který bude mít dobré mechanické vlastnosti. Pokud bude výroba požadovat součást z materiálu, který má mít vyšší hodnotu nárazové práce, tak použijeme výkon 400 W. Při výkonu laseru 400 W získáme výrobek s nízkou pórovitostí. Dále výkon laseru ovlivňuje kvalitu povrchu. Kvalita povrchu se se zvyšujícím výkonem laseru zhoršuje. Pokud je požadován výrobek s nízkou pórovitostí, je nutné počítat s horší kvalitou povrchu vytisknutých součástí. Doporučení pro další experiment Při dalším experimentu by bylo vhodné najít optimální hodnotu ve výkonu laseru, což nebude lehké, jelikož všechny vlastnosti (pórovitost, mechanické vlastnosti a tepelné zpracování) jsou vzájemně provázány. Vysoký výkon příznivě ovlivňuje nárazovou práci, ale nemá dobrý vliv na maximální deformaci. Proto by bylo vhodné provést další testy s použitím jiných hodnot nastavení výkonu laseru (např. 250 W, 300 W, 350 W apod.) 56
64 Poděkování Při řešení této diplomové práce jsem spolupracoval se svým vedoucím diplomové práce panem Ing. Markem Pagáčem, Ph.D., kterému tímto děkuji a dále bych chtěl poděkovat také Katedře mechanické technologie a Katedře aplikované mechaniky za cenné rady, připomínky a pomoc při řešení problémů včetně poskytnutí studijních podkladů. Práce byla podpořena ze Studentské grantové soutěže Vysoké školy báňské Technické univerzity Ostrava v rámci projektů SP2017/147 Specifický výzkum v oblasti výrobních technologií a SP2017/149 Výzkum produktivních a ekologicky úsporných výrobních technologií s cílem zvýšit a podpořit vědecko-výzkumné aktivity studentů doktorských a navazujících magisterských studijních programů ve spolupráci s akademickými pracovníky. V Ostravě. Podpis studenta 57
65 SEZNAM POUŽITÉ LITERATURY [1] 3D tisk kovu [online]. Ostrava, 2017 [cit ]. Dostupné z: [2] Renishaw [online]. [cit ]. Dostupné z: [3] GEBHARDT, Andreas. Understanding additive manufacturing: rapid prototyping - rapid tooling - rapid manufacturing. Munich: Hanser, c2012. ISBN [4] YADROITSEV, Igor. Selective laser melting: direct manufacturing of 3D-objects by selective laser melting of metal powders. Saarbrücken: LAP Lambert, c2009. ISBN [5] LOSERTOVÁ, Monika. Technologie speciálních slitin [online]. Ostrava, 2013 [cit ]. ISBN Dostupné z: materialove-izenyrstvi/technologie-specialnichslitin/losertova_technologie_specialnich_slitin.pdf [6] Aditivní výroba a 3D tisk. MM průmyslové spektrum [online]. 2017,, 1 [cit ]. Dostupné z: [7] Selektivní tavení laserem. MM průmyslové spektrum [online]. 2011,, 1 [cit ]. Dostupné z: [8] Začínáme s 3D tiskem kovů #1: Příprava laboratoře. Konstruktér [online]. 2016,, 1 [cit ]. Dostupné z: [9] Začínáme s 3D tiskem kovů #2: Technologie 3D tisku kovů (SLM). Konstruktér [online]. 2016, 1 [cit ]. Dostupné z: [10] HORÁČEK, Jaroslav. Nauka o materiálu. Praha: Česká zemědělská univerzita, ISBN
66 [11] STRNADEL, Bohumír. Nauka o materiálu: konstrukční materiály a jejich degradační procesy. Ostrava: Vysoká škola báňská, ISBN [12] SILBERNAGEL, Arnošt. Nauka o materiálu I. 2. vyd. Ostrava: Vysoká škola báňská - Technická univerzita Ostrava, ISBN [13] HLUMSKÝ, Miloslav a Miroslav ŠIMONOVSKÝ. Síla a mechanické zkoušky materiálu. Praha: Vydavatelství Úřadu pro normalizaci a měření, [14] SKÁLOVÁ, Jana, Rudolf KOVAŘÍK a Vladimír BENEDIKT. Základní zkoušky kovových materiálů. 4. vyd. Plzeň: Západočeská univerzita, ISBN
67 SEZNAM OBRÁZKŮ Obr. 1 Schéma procesu SLM [3]... 6 Obr. 2 Stavební deska po nanesení první vrstvy prášku... 6 Obr. 3 Průběh stavby... 7 Obr. 4 Zařízení Renishaw AM 400 s technologií Laser Melting Systém... 8 Obr. 5 Přesívací zařízení pro přesátí použitého prášku... 8 Obr. 6 Pracovní diagram zkoušky tahem [14] Obr. 7 Různé typy pracovních diagramů tahové zkoušky [14] Obr. 8 Základní druhy lomů při tahové zkoušce: a) lom bodový, b) lom smykový, c) lom křehký, d) lom dutinový [14] Obr. 9 Zkušební tyč kruhového průřezu s válcovou hlavou k upínání do rychloupínacích čelistí [14] Obr. 10 Zkušební tyč kruhového průřezu pro upínání do kroužků [14] Obr. 11 Zkušební tyč kruhového průřezu se závitovými hlavami [14] Obr. 12 Zkušební tyč pro zkoušení šedé litiny [14] Obr. 13 Mechanický univerzální trhací stroj: 1 elektromotor, 2 převodovka, 3 ozubené kolo s maticí, 4 pohyblivý šroub, 5 upínací hlava, 6 zkušební těleso, 7 snímač prodloužení zkušebního tělesa [14] Obr. 14 Hydraulický univerzální zkušební stroj 1 hydraulický válce, 2 píst, 3 zkušební těleso, 4 upínací hlava, 5 snímač prodloužení zkušebního tělesa [14] Obr. 15 Grafické stanovení smluvní meze kluzu Rp [14] Obr. 16 Mechanický průtahoměr Obr. 17 Grafické stanovení meze pružnosti Obr. 18 Pohyb kladiva při zkoušce rázem v ohybu [14] Obr. 19 Průběh napětí ve zkušební tyči [14] Obr. 20 Uložení zkušební tyče při zkoušce rázem v ohybu [14] Obr. 21 Zkušební tyč pro zkoušku rázem v ohybu podle ČSN s vrubem tvaru U [14] Obr. 22 Zkušební tyč pro zkoušku rázem v ohybu podle ČSN s vrubem tvaru V [14] Obr. 23 Závislost vrubové houževnatosti na teplotě [14] Obr. 24 Závislost lomové houževnatosti a meze kluz na teplotě t a rychlosti deformace ε Obr. 25 Vzhled lomu při zkoušce rázem v ohybu v závislosti na teplotě [14] Obr. 26 Jednotlivé stopy způsobu Meander Obr. 27 Pootočení jednotlivých vrstev
68 Obr. 28 Průběh teplot při tepelném zpracování Obr. 29 Vzorky pro zkoušku vrubové houževnatosti, v levé části jsou vzorky bez tepelného zpracování, vpravo tepelně zpracované Obr. 30 Vzorky pro zkoušku tahem, v horní části bez tepelného zpracování, ve spodní části tepelně zpracované Obr. 31 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 200 W bez tepelného zpracování Obr. 32 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 200 W s tepelným zpracováním Obr. 33 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 400 W bez tepelného zpracování Obr. 34 Pracovní diagram zkoušky tahem vzorků tisknutých při výkonu 400 W s tepelným zpracováním Obr. 35 Přetrhané vzorky z tahové zkoušky od shora: vzorek tisknutý při výkonu 200W bez tepelného zpracování, vzorek tisknutý při výkonu 200W tepelně zpracovaný, vzorek tisknutý při výkonu 400W bez tepelného zpracování, vzorek tisknutý při výkonu 400W tepelně zpracovaný Obr. 36 Přeražený vzorek, tisknutý při výkonu 200 W, bez tepelného zpracování Obr. 37 Přeražený vzorek, tisknutý při výkonu 200 W, s tepelným zpracováním Obr. 38 Přeražený vzorek, tisknutý při výkonu 400 W, bez tepelného zpracování Obr. 39 Přeražený vzorek, tisknutý při výkonu 200 W, s tepelným zpracováním Obr. 40 Makroskopický vzhled vzorků tisknutých při výkonu 200 W, vlevo bez tepelného zpracování a vpravo s tepelným zpracováním, podélný řez Obr. 41 Makroskopický vzhled vzorků tisknutých při výkonu 400 W, vlevo bez tepelného zpracování a vpravo s tepelným zpracováním, podélný řez Obr. 42 Makroskopický vzhled vzorku, tisknutý při výkonu 200 W bez tepelného zpracování, příčný řez Obr. 43 Makroskopický vzhled vzorku, tisknutý při výkonu 200 W s tepelným zpracováním, příčný řez Obr. 44 Makroskopický vzhled vzorku, tisknutý při výkonu 400 W bez tepelného zpracování, příčný řez Obr. 45 Makroskopický vzhled vzorku, tisknutý při výkonu 400 W s tepelným zpracováním, příčný řez Obr. 46 Místo odebírání vzorků pro mikroskopickou analýzu Obr. 47 Pórovitost, vzorek tisknutý při výkonu 200 W, podélný řez
69 Obr. 48 Pórovitost, vzorek tisknutý při výkonu 200 W, příčný řez Obr. 49 Vzorek tisknutý při výkonu 200 W bez tepelného zpracování, zkoumaná část vzorku byla na povrchu, příčný řez Obr. 50 Vzorek tisknutý při výkonu 400 W s tepelným zpracováním, zkoumaná část vzorku byla na povrchu, příčný řez Obr. 51 Vzorek tisknutý při výkonu 400 W bez tepelného zpracování, zkoumaná část vzorku byla v 1/4, podélný řez Obr. 52 Vzorek tisknutý při výkonu 200 W bez tepelného zpracování, zkoumaná část vzorku byla v 1/2, příčný řez Obr. 53 Vzorek tisknutý při výkonu 200 W s tepelným zpracováním, zkoumaná část vzorku byla na povrchu, příčný řez Obr. 54 Pórovitost, vzorek tisknutý při výkonu 200 W s tepelným zpracováním, podélný řez Obr. 55 Pórovitost, vzorek tisknutý při výkonu 200 W s tepelným zpracováním, příčný řez.. 74 Obr. 56 Pórovitost, vzorek tisknutý při výkonu 400 W, podélný řez Obr. 57 Pórovitost, vzorek tisknutý při výkonu 400 W, příčný řez Obr. 58 Pórovitost, vzorek tisknutý při výkonu 400 W s tepelným zpracováním, podélný řez Obr. 59 Pórovitost, vzorek tisknutý při výkonu 400 W s tepelným zpracováním, příčný řez
70 SEZNAM TABULEK Tab. 1 Technické specifikace Renishaw AM 400 [2]... 9 Tab. 2 Fyzikální vlastnosti materiálu 316L [2] Tab. 3 Chemické složení materiálu 316L [2] Tab. 4 Mechanické vlastnosti materiálu 316L [2] Tab. 5 Nejčastější zkušební tyče pro zkoušku rázem v ohybu [14] Tab. 6 Rozměry a označení zkušebních tyčí dle ČSN [14] Tab. 7 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 200 W, bez tepelného zpracování Tab. 8 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 200 W, s tepelným zpracováním Tab. 9 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 400 W, bez tepelného zpracování Tab. 10 Výsledková tabulka vzorků pro zkoušku tahem tisknutých při výkonu 400 W, s tepelným zpracováním Tab. 11 Průměr naměřených hodnot při tahové zkoušce Tab. 12 Výsledková tabulka vzorků tisknutých při výkonu 200 W, bez tepelného zpracování Tab. 13 Výsledková tabulka vzorků tisknutých při výkonu 200 W, s tepelným zpracováním 44 Tab. 14 Výsledková tabulka vzorků tisknutých při výkonu 400 W, bez tepelného zpracování Tab. 15 Výsledková tabulka vzorků tisknutých při výkonu 400 W, s tepelným zpracováním 46 Tab. 16 Průměr naměřených hodnot při zkoušce rázem v ohybu Tab. 17 Tabulka pórovitosti
71 SEZNAM PŘÍLOH Příloha 1: Tabulka práškových kovů...65 Příloha 2: Materiálový list materiálu 316L...66 Příloha 3: Výkres vzorku pro tahovou zkoušku...68 Příloha 4: Výkres vzorku pro vrubovou zkoušku...69 Příloha 5: Protokol měření pro zkoušku rázem v ohybu...70 Příloha 6: Snímky pórovitosti

72 Příloha 1 65

73 Příloha 2 66
74 67
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
NAUKA O MATERIÁLU I. Zkoušky mechanické. Přednáška č. 04: Zkoušení materiálových vlastností I
 NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
DESTRUKTIVNÍ ZKOUŠKY SVARŮ I.
 DESTRUKTIVNÍ ZKOUŠKY SVARŮ I. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
DESTRUKTIVNÍ ZKOUŠKY SVARŮ I. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
Zkoušky rázem. Vliv deformační rychlosti
 Zkoušky rázem V provozu působí často na strojní součásti síla, která se cyklicky mění, popř. Její působení je dynamického charakteru. Rázové působení síly je velmi nebezpečné, neboť to může iniciovat náhlou
Zkoušky rázem V provozu působí často na strojní součásti síla, která se cyklicky mění, popř. Její působení je dynamického charakteru. Rázové působení síly je velmi nebezpečné, neboť to může iniciovat náhlou
Zkouška rázem v ohybu. Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer. Jméno: St. skupina: Datum cvičení:
 BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
Hodnocení vlastností folií z polyethylenu (PE)
") Laboratorní cvičení z předmětu "Kontrolní a zkušební metody" Hodnocení vlastností folií z polyethylenu (PE) Zadání: Na základě výsledků tahové zkoušky podle norem ČSN EN ISO 527-1 a ČSN EN ISO 527-3 analyzujte
Laboratorní cvičení z předmětu "Kontrolní a zkušební metody" Hodnocení vlastností folií z polyethylenu (PE) Zadání: Na základě výsledků tahové zkoušky podle norem ČSN EN ISO 527-1 a ČSN EN ISO 527-3 analyzujte
Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191
 Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 5 _ Z K O U Š K Y M A T E R I Á L U _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 5 _ Z K O U Š K Y M A T E R I Á L U _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 0 5 _ Z K O U Š K Y M A T E R I Á L U _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
KONSTITUČNÍ VZTAHY. 1. Tahová zkouška
 1. Tahová zkouška Tahová zkouška se provádí dle ČSN EN ISO 6892-1 (aktualizována v roce 2010) Je nejčastější mechanickou zkouškou kovových materiálů. Zkoušky se realizují na trhacích strojích, kde se zkušební
1. Tahová zkouška Tahová zkouška se provádí dle ČSN EN ISO 6892-1 (aktualizována v roce 2010) Je nejčastější mechanickou zkouškou kovových materiálů. Zkoušky se realizují na trhacích strojích, kde se zkušební
Zkoušky vlastností technických materiálů
 Zkoušky vlastností technických materiálů Stálé zvyšování výkonu strojů a snižování jejich hmotnosti klade vysoké požadavky na jakost hutního materiálu. Se zvyšováním nároků na materiál je nerozlučně spjato
Zkoušky vlastností technických materiálů Stálé zvyšování výkonu strojů a snižování jejich hmotnosti klade vysoké požadavky na jakost hutního materiálu. Se zvyšováním nároků na materiál je nerozlučně spjato
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Vlastnosti a zkoušení materiálů. Přednáška č.9 Plasticita a creep
 Vlastnosti a zkoušení materiálů Přednáška č.9 Plasticita a creep Vliv teploty na chování materiálu 1. Teplotní roztažnost L = L α T ( x) dl 2. Závislost modulu pružnosti na teplotě: Modul pružnosti při
Vlastnosti a zkoušení materiálů Přednáška č.9 Plasticita a creep Vliv teploty na chování materiálu 1. Teplotní roztažnost L = L α T ( x) dl 2. Závislost modulu pružnosti na teplotě: Modul pružnosti při
Mechanické vlastnosti technických materiálů a jejich měření. Metody charakterizace nanomateriálů 1
 Mechanické vlastnosti technických materiálů a jejich měření Metody charakterizace nanomateriálů 1 Základní rozdělení vlastností ZMV Přednáška č. 1 Nejobvyklejší dělení vlastností materiálů v technické
Mechanické vlastnosti technických materiálů a jejich měření Metody charakterizace nanomateriálů 1 Základní rozdělení vlastností ZMV Přednáška č. 1 Nejobvyklejší dělení vlastností materiálů v technické
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
Test A 100 [%] 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná.
![Test A 100 [%] 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná.](/thumbs/26/4457375.jpg "Test A 100 [%] 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná.") Test A 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná. 2. Co je to µ? - Poissonův poměr µ poměr poměrného příčného zkrácení k poměrnému podélnému prodloužení v oblasti pružných
Test A 1. Čím je charakteristická plastická deformace? - Je to deformace nevratná. 2. Co je to µ? - Poissonův poměr µ poměr poměrného příčného zkrácení k poměrnému podélnému prodloužení v oblasti pružných
Vlastnosti a zkoušení materiálů. Přednáška č.3 Pevnost krystalických materiálů
 Vlastnosti a zkoušení materiálů Přednáška č.3 Pevnost krystalických materiálů Zpevnění monokrystalu a polykrystalického kovu Monokrystal Atomy jsou pravidelně uspořádány, tvoří trojrozměrné útvary, které
Vlastnosti a zkoušení materiálů Přednáška č.3 Pevnost krystalických materiálů Zpevnění monokrystalu a polykrystalického kovu Monokrystal Atomy jsou pravidelně uspořádány, tvoří trojrozměrné útvary, které
LOGO. Struktura a vlastnosti pevných látek
 Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Struktura a vlastnosti pevných látek Rozdělení pevných látek (PL): monokrystalické krystalické Pevné látky polykrystalické amorfní Pevné látky Krystalické látky jsou charakterizovány pravidelným uspořádáním
Houževnatost. i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii.
 ii.") Henry Kaiser, Hoover Dam 1 Henry Kaiser, 2 Houževnatost i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii. (Empirické) zkoušky houževnatosti
Henry Kaiser, Hoover Dam 1 Henry Kaiser, 2 Houževnatost i. Základní pojmy (tranzitní lomové chování ocelí, teplotní závislost pevnostních vlastností, fraktografie) ii. (Empirické) zkoušky houževnatosti
Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí a jejich polotovarů Pevnostní zkouška statická na tah
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí a jejich polotovarů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Inovace a zkvalitnění výuky prostřednictvím ICT Kontrola a měření strojních součástí a jejich polotovarů
18MTY 1. Ing. Jaroslav Valach, Ph.D.
 18MTY 1. Ing. Jaroslav Valach, Ph.D. valach@fd.cvut.cz Informace o předmětu http://mech.fd.cvut.cz/education/bachelor/18mty Popis předmětu Témata přednášek Pokyny k provádění cvičení Informace ke zkoušce
18MTY 1. Ing. Jaroslav Valach, Ph.D. valach@fd.cvut.cz Informace o předmětu http://mech.fd.cvut.cz/education/bachelor/18mty Popis předmětu Témata přednášek Pokyny k provádění cvičení Informace ke zkoušce
CZ.1.07/1.5.00/
 Střední odborná škola elektrotechnická, Centrum odborné přípravy Zvolenovská 537, Hluboká nad Vltavou Využití ICT pro rozvoj klíčových kompetencí CZ.1.07/1.5.00/34.0448 CZ.1.07/1.5.00/34.0448 1 Číslo projektu
Střední odborná škola elektrotechnická, Centrum odborné přípravy Zvolenovská 537, Hluboká nad Vltavou Využití ICT pro rozvoj klíčových kompetencí CZ.1.07/1.5.00/34.0448 CZ.1.07/1.5.00/34.0448 1 Číslo projektu
Výzkumný a zkušební ústav Plzeň s.r.o. Zkušební laboratoř Tylova 1581/46, 301 00 Plzeň
 Pracoviště zkušební laboratoře: 1. Zkušebna Analytická chemie 2. Zkušebna Metalografie 3. Mechanická zkušebna včetně detašovaného pracoviště Orlík 266, 316 06 Plzeň 4. Dynamická zkušebna Orlík 266, 316
Pracoviště zkušební laboratoře: 1. Zkušebna Analytická chemie 2. Zkušebna Metalografie 3. Mechanická zkušebna včetně detašovaného pracoviště Orlík 266, 316 06 Plzeň 4. Dynamická zkušebna Orlík 266, 316
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Zkoušení ztvrdlého betonu Objemová hmotnost ztvrdlého betonu
 Objemová hmotnost ztvrdlého betonu ČSN EN 12390-7 Podstata zkoušky Stanoví se objem a hmotnost zkušebního tělesa ze ztvrdlého betonu a vypočítá se objemová hmotnost. Metoda stanovuje objemovou hmotnost
Objemová hmotnost ztvrdlého betonu ČSN EN 12390-7 Podstata zkoušky Stanoví se objem a hmotnost zkušebního tělesa ze ztvrdlého betonu a vypočítá se objemová hmotnost. Metoda stanovuje objemovou hmotnost
LETECKÉ MATERIÁLY. Úvod do předmětu
 LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.
 Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.") Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
Ing. Michal Lattner (lattner@fvtm.ujep.cz) Fakulta výrobních technologií a managementu Věda pro život, život pro vědu CZ.1.07/2.3.00/45.0029 Statické zkoušky (pevnost, tvrdost) Dynamické zkoušky (cyklické,
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Porušení hornin. J. Pruška MH 7. přednáška 1
 Porušení hornin Předpoklady pro popis mechanických vlastností hornin napjatost masivu je včase a prostoru proměnná nespojitosti jsou určeny pevnostními charakteristikami prostředí horniny ovlivňuje rychlost
Porušení hornin Předpoklady pro popis mechanických vlastností hornin napjatost masivu je včase a prostoru proměnná nespojitosti jsou určeny pevnostními charakteristikami prostředí horniny ovlivňuje rychlost
Nauka o materiálu. Přednáška č.3 Pevnost krystalických materiálů
 Nauka o materiálu Přednáška č.3 Pevnost krystalických materiálů Zpevnění monokrystalu a polykrystalického kovu Monokrystal Atomy jsou pravidelně uspořádány, tvoří trojrozměrné útvary, které lze získat
Nauka o materiálu Přednáška č.3 Pevnost krystalických materiálů Zpevnění monokrystalu a polykrystalického kovu Monokrystal Atomy jsou pravidelně uspořádány, tvoří trojrozměrné útvary, které lze získat
Vlastnosti a zkoušení materiálů. Přednáška č.4 Úvod do pružnosti a pevnosti
 Vlastnosti a zkoušení materiálů Přednáška č.4 Úvod do pružnosti a pevnosti Teoretická a skutečná pevnost kovů Trvalá deformace polykrystalů začíná při vyšším napětí než u monokrystalů, tj. hodnota meze
Vlastnosti a zkoušení materiálů Přednáška č.4 Úvod do pružnosti a pevnosti Teoretická a skutečná pevnost kovů Trvalá deformace polykrystalů začíná při vyšším napětí než u monokrystalů, tj. hodnota meze
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Téma 2 Napětí a přetvoření
 Pružnost a plasticita, 2.ročník bakalářského studia Téma 2 Napětí a přetvoření Deformace a posun v tělese Fzikální vztah mezi napětími a deformacemi, Hookeův zákon, fzikální konstant a pracovní diagram
Pružnost a plasticita, 2.ročník bakalářského studia Téma 2 Napětí a přetvoření Deformace a posun v tělese Fzikální vztah mezi napětími a deformacemi, Hookeův zákon, fzikální konstant a pracovní diagram
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Výzkumný a zkušební ústav Plzeň s.r.o. Zkušební laboratoř Tylova 1581/46, Plzeň
 Pracoviště zkušební laboratoře: 1. Materiálová zkušebna včetně detašovaného pracoviště Orlík 266/15, Bolevec, 316 00 Plzeň 2. Dynamická zkušebna Orlík 266/15, Bolevec, 316 00 Plzeň korespondenční adresa:
Pracoviště zkušební laboratoře: 1. Materiálová zkušebna včetně detašovaného pracoviště Orlík 266/15, Bolevec, 316 00 Plzeň 2. Dynamická zkušebna Orlík 266/15, Bolevec, 316 00 Plzeň korespondenční adresa:
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
12. Struktura a vlastnosti pevných látek
 12. Struktura a vlastnosti pevných látek Osnova: 1. Látky krystalické a amorfní 2. Krystalová mřížka, příklady krystalových mřížek 3. Poruchy krystalových mřížek 4. Druhy vazeb mezi atomy 5. Deformace
12. Struktura a vlastnosti pevných látek Osnova: 1. Látky krystalické a amorfní 2. Krystalová mřížka, příklady krystalových mřížek 3. Poruchy krystalových mřížek 4. Druhy vazeb mezi atomy 5. Deformace
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část A4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám část A4 Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským sociálním
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Výzkumný a zkušební ústav Plzeň s.r.o. Zkušební laboratoř Tylova 1581/46, Jižní Předměstí, Plzeň
 Pracoviště zkušební laboratoře: 1. Zkušebna metalografie Tylova 1581/46, 301 00 Plzeň 2. Mechanická zkušebna Tylova 1581/46, 301 00 Plzeň 3. Dynamická zkušebna Orlík 266/15, Bolevec, 316 00 Plzeň korespondenční
Pracoviště zkušební laboratoře: 1. Zkušebna metalografie Tylova 1581/46, 301 00 Plzeň 2. Mechanická zkušebna Tylova 1581/46, 301 00 Plzeň 3. Dynamická zkušebna Orlík 266/15, Bolevec, 316 00 Plzeň korespondenční
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Vliv strategie tavení kovového prášku při 3D tisku na mechanické vlastnosti prototypů
 VŠB Technická univerzita Ostrava Fakulta strojní Katedra obrábění, montáže a strojírenské metrologie Vliv strategie tavení kovového prášku při 3D tisku na mechanické vlastnosti prototypů Effect of Metal
VŠB Technická univerzita Ostrava Fakulta strojní Katedra obrábění, montáže a strojírenské metrologie Vliv strategie tavení kovového prášku při 3D tisku na mechanické vlastnosti prototypů Effect of Metal
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec,
 BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
BUM - 7 Únava materiálu Jméno: St. skupina: Datum cvičení: Autor cvičení: Doc. Ing. Stanislav Věchet, CSc., Ing. Petr Liškutín, Ing. Martin Petrenec, Úkoly k řešení 1. Vysvětlete stručně co je únava materiálu.
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Sklářské a bižuterní materiály 2005/06
 Sklářské a bižuterní materiály 005/06 Cvičení 4 Výpočet parametru Y z hmotnostních a molárních % Vlastnosti skla a skloviny Viskozita. Viskozitní křivka. Výpočet pomocí Vogel-Fulcher-Tammannovy rovnice.
Sklářské a bižuterní materiály 005/06 Cvičení 4 Výpočet parametru Y z hmotnostních a molárních % Vlastnosti skla a skloviny Viskozita. Viskozitní křivka. Výpočet pomocí Vogel-Fulcher-Tammannovy rovnice.
ČSN EN ISO 472 ČSN EN ISO
 Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
Související normy: ČSN EN ISO 3834-1 až 6 - Požadavky na jakost při tavném svařování kovových materiálů, tj. s aplikací na plasty. (Využití prvků kvality pro oblast svařování a lepení plastů) ČSN EN ISO
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
3.2 Základy pevnosti materiálu. Ing. Pavel Bělov
 3.2 Základy pevnosti materiálu Ing. Pavel Bělov 23.5.2018 Normálové napětí představuje vazbu, která brání částicím tělesa k sobě přiblížit nebo se od sebe oddálit je kolmé na rovinu řezu v případě že je
3.2 Základy pevnosti materiálu Ing. Pavel Bělov 23.5.2018 Normálové napětí představuje vazbu, která brání částicím tělesa k sobě přiblížit nebo se od sebe oddálit je kolmé na rovinu řezu v případě že je
Reologické modely technických materiálů při prostém tahu a tlaku
 . lekce Reologické modely technických materiálů při prostém tahu a tlaku Obsah. Základní pojmy Vnitřní síly napětí. Základní reologické modely technických materiálů 3.3 Elementární reologické modely creepu
. lekce Reologické modely technických materiálů při prostém tahu a tlaku Obsah. Základní pojmy Vnitřní síly napětí. Základní reologické modely technických materiálů 3.3 Elementární reologické modely creepu
Stavební hmoty. Přednáška 3
 Stavební hmoty Přednáška 3 Mechanické vlastnosti Pevné látky Pevné jsou ty hmoty, které reagují velmi mohutně proti silám působícím změnu objemu i tvaru. Ottova encyklopedie = skupenství, při kterém jsou
Stavební hmoty Přednáška 3 Mechanické vlastnosti Pevné látky Pevné jsou ty hmoty, které reagují velmi mohutně proti silám působícím změnu objemu i tvaru. Ottova encyklopedie = skupenství, při kterém jsou
ZKOUŠKA PEVNOSTI V TAHU
 Předmět: Ročník: Vytvořil: Datum: KONTROLA A MĚŘENÍ ČTVRTÝ Aleš GARSTKA 27.5.2012 Název zpracovaného celku: Zkouška pevnosti materiálu v tahu ZKOUŠKA PEVNOSTI V TAHU Zadání: Proveďte na zkušebním trhacím
Předmět: Ročník: Vytvořil: Datum: KONTROLA A MĚŘENÍ ČTVRTÝ Aleš GARSTKA 27.5.2012 Název zpracovaného celku: Zkouška pevnosti materiálu v tahu ZKOUŠKA PEVNOSTI V TAHU Zadání: Proveďte na zkušebním trhacím
Přetváření a porušování materiálů
 Přetváření a porušování materiálů Přetváření a porušování materiálů 1. Viskoelasticita 2. Plasticita 3. Lomová mechanika 4. Mechanika poškození Přetváření a porušování materiálů 2. Plasticita 2.1 Konstitutivní
Přetváření a porušování materiálů Přetváření a porušování materiálů 1. Viskoelasticita 2. Plasticita 3. Lomová mechanika 4. Mechanika poškození Přetváření a porušování materiálů 2. Plasticita 2.1 Konstitutivní
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
A mez úměrnosti B mez pružnosti C mez kluzu (plasticity) P vznik krčku na zkušebním vzorku, smluvní mez pevnosti σ p D přetržení zkušebního vzorku
 P vznik krčku na zkušebním vzorku, smluvní mez pevnosti σ p D přetržení zkušebního vzorku") 1. Úlohy a cíle teorie plasticity chopnost tuhých těles deformovat se působením vnějších sil a po odnětí těchto sil nabývat původního tvaru a rozměrů se nazývá pružnost. 1.1 Plasticita, pracovní diagram
1. Úlohy a cíle teorie plasticity chopnost tuhých těles deformovat se působením vnějších sil a po odnětí těchto sil nabývat původního tvaru a rozměrů se nazývá pružnost. 1.1 Plasticita, pracovní diagram
Příloha č. 3. Specifikace požadavků na Univerzální trhací stroj s teplotní komorou a pecí. Univerzální trhací stroj s teplotní komorou a pecí
 Příloha č. 3 Specifikace požadavků na Dodávka mechanického zkušebního trhacího stroje představuje plně funkční zařízení v nejpreciznějším možném provedení a s nejlepšími dosažitelnými parametry pro provádění
Příloha č. 3 Specifikace požadavků na Dodávka mechanického zkušebního trhacího stroje představuje plně funkční zařízení v nejpreciznějším možném provedení a s nejlepšími dosažitelnými parametry pro provádění
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Ing. Jan BRANDA PRUŽNOST A PEVNOST
 Ing. Jan BRANDA PRUŽNOST A PEVNOST Výukový text pro učební obor Technik plynových zařízení Vzdělávací oblast RVP Plynová zařízení a Tepelná technika (mechanika) Pardubice 013 Použitá literatura: Technická
Ing. Jan BRANDA PRUŽNOST A PEVNOST Výukový text pro učební obor Technik plynových zařízení Vzdělávací oblast RVP Plynová zařízení a Tepelná technika (mechanika) Pardubice 013 Použitá literatura: Technická
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
Navrhování konstrukcí z korozivzdorných ocelí
 Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Experimentální zjišťování charakteristik kompozitových materiálů a dílů
 Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
Pružnost, pevnost, tvrdost, houževnatost. Jaký je v tom rozdíl?
 Pružnost, pevnost, tvrdost, houževnatost. Jaký je v tom rozdíl? Zkušební stroj pro zkoušky mechanických vlastností materiálů na Ústavu fyziky materiálů AV ČR, v. v. i. Pružnost (elasticita) Z fyzikálního
Pružnost, pevnost, tvrdost, houževnatost. Jaký je v tom rozdíl? Zkušební stroj pro zkoušky mechanických vlastností materiálů na Ústavu fyziky materiálů AV ČR, v. v. i. Pružnost (elasticita) Z fyzikálního
Polotovary vyráběné práškovou metalurgií
 Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Polotovary vyráběné práškovou metalurgií Obsah 1. Co je to prášková metalurgie? 2. Schéma procesu 3. Výhody a nevýhody práškové metalurgie 4. Postup práškové metalurgie 5. Výrobky práškové metalurgie 6.
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Wöhlerova křivka (uhlíkové oceli výrazná mez únavy)
") Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Únava 1. Úvod Mezním stavem únava je definován stav, kdy v důsledku působení časově proměnných zatížení dojde k poruše funkční způsobilosti konstrukce či jejího elementu. Charakteristické pro tento proces
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
ZPRACOVÁNÍ KOVOVÝCH MATERIÁLŮ SELEKTIVNÍM LASEROVÝM TAVENÍM ZA ZVÝŠENÝCH TEPLOT
 ZPRACOVÁNÍ KOVOVÝCH MATERIÁLŮ SELEKTIVNÍM LASEROVÝM TAVENÍM ZA ZVÝŠENÝCH TEPLOT Martin Malý, Ing. ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 26. 2. 2018 Obsah Motivace pro řešení
ZPRACOVÁNÍ KOVOVÝCH MATERIÁLŮ SELEKTIVNÍM LASEROVÝM TAVENÍM ZA ZVÝŠENÝCH TEPLOT Martin Malý, Ing. ÚSTAV KONSTRUOVÁNÍ Fakulta strojního inženýrství VUT v Brně V Brně, 26. 2. 2018 Obsah Motivace pro řešení
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Porušení lodí bylo zapříčiněno souhrou následujících faktorů:
 Dynamické zkoušky Zajímavost z historie Počátky výzkumu chování materiálu s trhlinou se datují do období II. světové války. V USA bylo vyrobeno cca 2 700 lodí třídy Liberty. Byly to první rozměrné konstrukce
Dynamické zkoušky Zajímavost z historie Počátky výzkumu chování materiálu s trhlinou se datují do období II. světové války. V USA bylo vyrobeno cca 2 700 lodí třídy Liberty. Byly to první rozměrné konstrukce
Identifikace zkušebního postupu/metody PP 621 1.01 (ČSN ISO 9556, ČSN ISO 4935) PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)
 PP 621 1.02 (ČSN EN 10276-2, ČSN 42 0525)") List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
List 1 z 9 Pracoviště zkušební laboratoře: Odd. 621 Laboratoř chemická, fázová a korozní Protokoly o zkouškách podepisuje: Ing. Karel Malaník, CSc. ředitel Laboratoří a zkušeben Ing. Vít Michenka zástupce
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Vlastnosti tepelné odolnosti
 materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Poruchy krystalové struktury
 Tomáš Doktor K618 - Materiály 1 15. října 2013 Tomáš Doktor (18MRI1) Poruchy krystalové struktury 15. října 2013 1 / 30 Poruchy krystalové struktury nelze vytvořit ideální strukturu krystalu bez poruch
Tomáš Doktor K618 - Materiály 1 15. října 2013 Tomáš Doktor (18MRI1) Poruchy krystalové struktury 15. října 2013 1 / 30 Poruchy krystalové struktury nelze vytvořit ideální strukturu krystalu bez poruch
Nelineární problémy a MKP
 Nelineární problémy a MKP Základní druhy nelinearit v mechanice tuhých těles: 1. materiálová (plasticita, viskoelasticita, viskoplasticita,...) 2. geometrická (velké posuvy a natočení, stabilita konstrukcí)
Nelineární problémy a MKP Základní druhy nelinearit v mechanice tuhých těles: 1. materiálová (plasticita, viskoelasticita, viskoplasticita,...) 2. geometrická (velké posuvy a natočení, stabilita konstrukcí)
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Výpočet skořepiny tlakové nádoby.
 Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Václav Slaný BS design Bystřice nad Pernštejnem 1 Výpočet skořepiny tlakové nádoby. Úvod Indukční průtokoměry mají ve své podstatě svařovanou konstrukci základního tělesa. Její pevnost se musí posuzovat
Poskytujeme služby mechanické konstrukce, zejména konstrukci plastů, forem a přípravků.
 PORTFOLIO SLUŽEB Poskytujeme služby mechanické konstrukce, zejména konstrukci plastů, forem a přípravků. Využíváme nejmodernějších technologií pro výrobu kovových a vysokopevnostních kompozitních součástek.
PORTFOLIO SLUŽEB Poskytujeme služby mechanické konstrukce, zejména konstrukci plastů, forem a přípravků. Využíváme nejmodernějších technologií pro výrobu kovových a vysokopevnostních kompozitních součástek.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
2 MECHANICKÉ VLASTNOSTI SKLA
 2 MECHANICKÉ VLASTNOSTI SKLA Pevnost skla reprezentující jeho mechanické vlastnosti nejčastěji bývá hlavním parametrem jeho využití. Nevýhodou skel je jejich poměrně nízká pevnost v tahu a rázu (pevnost
2 MECHANICKÉ VLASTNOSTI SKLA Pevnost skla reprezentující jeho mechanické vlastnosti nejčastěji bývá hlavním parametrem jeho využití. Nevýhodou skel je jejich poměrně nízká pevnost v tahu a rázu (pevnost
ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ
 7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
Nauka o materiálu. Přednáška č.5 Základy lomové mechaniky
 Nauka o materiálu Přednáška č.5 Základy lomové mechaniky Způsoby stanovení napjatosti a deformace Využívají se tři přístupy: 1. Analytický - jen jednoduché geometrie těles - vždy za jistých zjednodušujících
Nauka o materiálu Přednáška č.5 Základy lomové mechaniky Způsoby stanovení napjatosti a deformace Využívají se tři přístupy: 1. Analytický - jen jednoduché geometrie těles - vždy za jistých zjednodušujících
Bolt securing system
 Systém jištění šroubových spojů Vyrobeno z vysoce kvalitní oceli Vhodné i pro obzvlášť náročné provozní podmínky Zaručuje maximální bezpečnost Řešení pro profesionály Systém NORD LOCK je založen na principu
Systém jištění šroubových spojů Vyrobeno z vysoce kvalitní oceli Vhodné i pro obzvlášť náročné provozní podmínky Zaručuje maximální bezpečnost Řešení pro profesionály Systém NORD LOCK je založen na principu
Poškození strojních součástí
 Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
Poškození strojních součástí Degradace strojních součástí Ve strojích při jejich provozu probíhají děje, které mají za následek změny vlastností součástí. Tyto změny jsou prvotními technickými příčinami
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách