Jihočeská univerzita v Českých Budějovicích
|
|
|
- Erik Konečný
- před 9 lety
- Počet zobrazení:
Transkript
1 Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra fyziky Svařování kovů a zkoušení svárů podle nových norem ISO, EN a na ně navazujících ČSN. Bakalářská práce Vedoucí práce: PaedDr. Bedřich Veselý, Ph.D. Autor: Tomáš Hajný

2 Anotace: Práce se zabývá způsoby spojování materiálů pomocí svařování. V úvodní části se bakalářská práce zabývá historií tohoto oboru. Dále následují normy a předpisy ISO, EN a ČSN pro svařování. Další část popisuje metody svařování a zkoušky svarů. V poslední části se bakalářská práce zaměří na všeobecnou technologii svařování. Cílem bakalářské práce je vytvořit učební text a stručně přiblížit studentům, jaké jsou metody a způsoby svařování a zkoušky svarů a možnost těchto metod využít v praxi. Popsány jsou metody teoreticky a zároveň ukázky z praxe. Bakalářská práce může být užita na pedagogické fakultě k výuce daného tématu. Abstrakt: Work considers kind of materials joining via welding. At the begining the bachelor work considers history of this branch. Then there are norms and regulations ISO, EN and CSN for welding. Next part describes welding methods and weld tests. The last part is focused on common technology of welding. Ambition of this bachelor work is to create learning text and briefly show to the students, which are the methods and kinds of welding and welding tests and possibility how to use this methods in practice. Here are methods described theoretically and also examples from practice. This bachelor work can be used at pedaggical faculty for teaching this topic.

3 Prohlášení: Prohlašuji, že svou bakalářskou práci jsem vypracoval samostatně, pouze s použitím pramenů a literatury uvedených v seznamu citované literatury. Prohlašuji, že v souladu s 47b zákona č. 111/1998 sb. v platném znění souhlasím se zveřejněním své bakalářské práce a to v úpravě vzniklé vypuštěním vyznačených částí archivovaných pedagogickou fakultou elektronickou cestou ve veřejně přístupné části databáze STAG provozované Jihočeskou univerzitou v Českých Budějovicích na jejích internetových stránkách.

4 Poděkování: Touto cestou děkuji vedoucímu bakalářské práce PaedDr.. Bedřichu Veselému za odborné vedení, konzultace, připomínky a velice vstřícný přístup, který mi pomohl připsaní této bakalářské práce. Dále děkuji svému konzultantovi panu Mederovi ze svářečské školy za poučné konzultace.

5 Obsah: 1. Úvod Historie a počátky svařování Normy a předpisy ISO, EN a ČSN pro svařování Evropská norma svařování EN Značení svářečských kvalifikací podle ČSN Druh kvalifikace Druh metody svařování Skupina základního materiálu Polohy svařování Základní polohy svařování Praktické ukázky svařování Základní rozdělení metod svařování Metoda tavného svařování Metoda tlakového svařování Zkoušení svarů a svarových spojů Destruktivní Nedestruktivní (bez porušení) Všeobecná nauka svařování Příprava materiálu pro svařování Svařitelnost Přídavné materiály Elektrický svařovací oblouk Rozdělení svařovacích zdrojů Závěr Seznam použitých zdrojů 58
.. 42 7. Všeobecná nauka svařování.. 46 7.1 Příprava materiálu pro svařování. 46 7.2 Svařitelnost.. 47 7.")
6 1. Úvod Svařování je podle statistických údajů jednou z nejrozšířenějších technologii ve strojírenské výrobě. Nahradilo nýtované spoje a svařování nevytlačily ani lepené spoje. Odhaduje se, že v současnosti je celkový podíl tohoto odvětví okolo 10 % celkového objemu prací, které jsou ve strojírenské výrobě. Používání svářecích zařízení ve strojírenství neustále narůstá. K tomu také nemalou mírou přispívá i to, že se svařovací automaty neustále zdokonalují. Jsou strojírenská odvětví, která si bez těchto svářecích automatů už v dnešní době nelze představit. Tyto svařovací automaty velice zvyšují produktivitu práce, ale také zároveň chrání zdraví pracujících. V menších provozech, jako jsou zámečnické dílny, údržby mají svařovací zařízení také své místo. V obchodech, které se zabývají prodejem svařovací techniky, nakupují i lidé, kteří chtějí mít svářečku pro domácí využití. Cena těchto zařízení klesá a zároveň se zvyšuje počet modelů ze kterých můžeme vybírat. Svařování je tedy jedna z nejdůležitějších výrobních technologií, která velice ovlivňuje průmysl, drobné živnostníky a také kutily, kteří se zabývají svařováním, jako svým koníčkem. Proč jsem si vybral tavné svařování jako téma BP, mám k němu dlouhodobější vztah a zkušenosti atp. 6

7 2. Historie a počátky svařování Dějiny svařování jsou z hlediska lidské činnosti poměrně krátké. Historicky není doloženo, kdy se člověk naučil spojovat železo, ale jisté je, že nestarším způsobem svařováním bylo, svařování kovářským způsobem. Tento způsob spojování kovů používaly různé kultury již ve starověku. Bylo používáno například již téměř před 5000 lety ve starém Řecku a v některých státech na území dnešního Iráku. Tato metoda kovářského svařování byla dále zdokonalována ve středověku a v období renesance po celé Evropě. V této podobě se používá až do dnešní dnů. Popsána byla například v práci PYROTECHNIA autora Vannoccio Benringucia, která byla vydána v Benátkách v roce Jednou z nejstarších technologií tavného svařování kovů bylo svařování plamenem. Pro tuto metodu se nejdříve používal vodíkovzduchuvý plamen. Tento se poté využíval provařování olova. Pro průmyslové využití této technologie byl rozhodující objev průmyslové výroby karbidu vápníku R. Hoissanem v roce 1892 a práce H. Le Chateliera z roku 1895, který provedl výzkum a popsal kyslíko-acetylenový plamen [3]. Následně se začala se masově uplatňovat v období první světové války a v období mezi dvěma světovými válkami patřila k nosným technologiím svařování, velice hojně používaným v průmyslové výrobě. Vývoj této technologie až do dnešní doby se zaměřoval na vývoj dokonalejších zařízení pro svařování, vývojem nových přídavných materiálů pro svařování a vývoj nových plynů pro hoření používaných na svařování jako např. MAPP, Apachi, Crylen a Tetren. Tato technologie se používá v některých odvětvích průmyslu i v současné době. V mnoha případech byly již nahrazeny novými, dokonalejšími metodami svařování. Obloukové svařování vynalezli v Rusku. Inženýři Benardos uhlíkovou elektrodou roku 1885 a Slavjanov holou kovovou elektrodou roku Odporové svařování objevil Joule roku 1850 a první bodovou svářečku postavil Benardos roku Nejrozšířenější způsob svařování, svařování v ochranné atmosféře vzniklo ve Spojených státech před druhou světovou válkou. V šedesátých letech minulého století se objevují zprávy ruském vynálezu elekktrostruskového svařování a ve Francii o návrhu svařování paprskem elektronů. [2] 7

8 3. Normy a předpisy ISO, EN a ČSN pro svařování Metody svařování jsou uvedeny v normě ČSN EN S ní souvisí i rozdělení dle normy ČSN ISO 857. Za metodou svařování je v závorce uvedeno i číselné označení metody svařování, jak je označení metody svařování uvedeno v následujících materiálech u svařování, např. u WPS technologické postupy, označování zkoušek svářečů apod. 8


9 3.1 Evropská norma svařování EN 287 9

10 3.2 Značení svářečských kvalifikací podle ČSN ZK 111 W01 ZK druh kvalifikace 111 druh metody svařování W01 skupina základního materiálu 3.3 Druh kvalifikace ZK ZP ČSN EN 287 základní kurzy doplňkové (zaškolovací) kurzy úřední kurzy 3.4 Druh metody svařování 311 plamen 111 elektrický oblouk obalená elektroda 114 elektrický oblouk plněná elektroda bez ochranného plynu 131 Obloukové svařování tavící se elektrodou v inertním plynu (MIG) 135 Obloukové svařování tavící se elektrodou v aktivním plynu (MAG) 136 Obloukové svařování plněnou elektrodou v aktivním plynu 137 Obloukové svařování plněnou elektrodou v inertním plynu 141 Obloukové svařování netavící se elektroda v inertním plynu (TIG, WIG) 12 pod tavidlem 15 plazmové svařování a dělení materiálu 3.5 Skupina základního materiálu W01 W02 nelegované a nízkolegované oceli nevyžadující předehřev nad 00C CrMo oceli nebo CrMoV oceli 10
 135 Obloukové svařování tavící se elektrodou v aktivním plynu (MAG) 136 Obloukové svařování plněnou elektrodou v aktivním plynu 137 Obloukové svařování plněnou elektrodou v inertním plynu 141")
11 W11 W21 W31 W41 W51 korozivzdorné feriticko-austenitické nebo austenitické oceli hliník a jeho slitiny měď a její slitiny nikl titan 4. Polohy svařování Při svařování používáme několik poloh svařování, ale nejlépe se svařuje v poloze vodorovné s hora (PB). Není li možno v této poloze svařovat je nutné svařovat v dalších polohách. Také si můžeme k poloze vodorovné shora pomoci různými polohovadli, ve kterých je svarek upnut. 4.1 Základní polohy svařování tupý svar v poloze v poloze vodorovné shora ČSN EN tupý svar v poloze vodorovné shora A1 PA tupý svar v poloze vodorovné na svislé ploše A2 PC tupý svar v poloze v poloze nad hlavou A3 PE tupý svar v poloze v poloze svislé A4 PF koutový svar v poloze vodorovné shora B1 PB koutový svar v poloze do úžlabí B2 PA koutový svar v poloze v poloze nad hlavou B3 PD koutový svar v poloze v poloze svislé B4 PF [10] 11

12 12
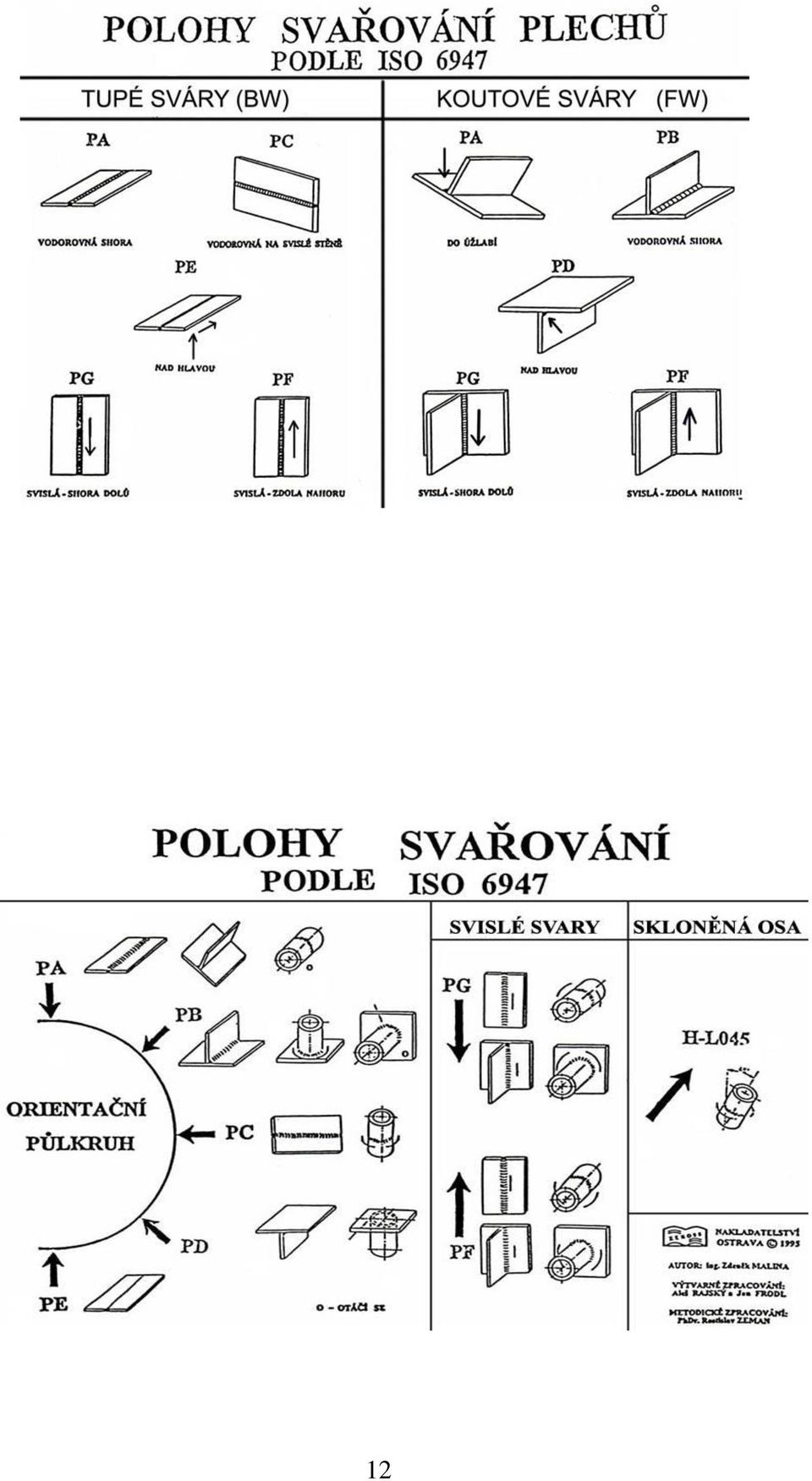
13 4.2 Praktické ukázky svařování poloha PF ( tupý svar v poloze v poloze svislé ) poloha PA ( koutový svar v poloze do úžlabí ) 13

14 Značení poloh svařování podle ISO 6947 Základní značky svaru [10] 14


15 Doplňkové značky svarů [10] 15

16 5. Základní rozdělení svařovacích metod Všechny známé metody svařování můžeme rozdělit na dvě velké skupiny a to na metody tavného svařování a tlakového svařování. U tavného svařování dosáhneme vytvoření spoje přívodem tepelné energie do oblasti svaru a dendritickou krystalizací roztaveného svarového kovu.u tlakové metody svařování je princip svařování založen na působení mechanické energie, která formou makro nebo mikrodeformace přiblíží spojované povrchy na vzdálenost působení meziatomových sil, čímž nám vznikne vlastní spoj. Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou b Ruční obloukové svařování obalenou elektrodou c) Gravitační obloukové svařování obalenou elektrodou d) Obloukové svařování plněnou elektrodou bez ochranného plynu e) Vibrační svařování a navařování f) Pod tavidlem g) Obloukové svařování v ochranné atmosféře h) Obloukové svařování tavící se elektrodou v inertním plynu-mig i) Obloukové svařování tavící se elektrodou v aktivním plynu-mag j) Obloukové svařování plněnou elektrodou v aktivním plynu k) Obloukové svařování plněnou elektrodou v inertním plynu l) Obloukové svařování netavící se elektrodou v ochranné atmosféře inertního plynu- WIG 2. Elektrostruskové svařování 3. Svařování plazmové 4. Svařování plazmové MIG svařování 5. Svařování magneticky ovládaným obloukem 6. Elektronové svařování 7. Svařování plamenem a)kyslíko-acetylenové svařování b)kyslíko-vodíkové svařování 16

17 8. Svařování slévárenské 9. Svařování světelným zářením 10. Laserové svařování 11. Aluminotermické svařování 12. Elektroplynové svařování 13. Indukční svařování [2,4 ] Metody tlakového svařování 1. Odporové svařování a) stykové odtavovací stlačovací b) přeplátováním odporové bodové svařování odporové švové svařování výstupkové 3. indukční svařování 4. svařování v ohni 5. svařování výbuchem 6. třecí svařování 7. svařování ultrazvukem [2,4] 17

18 5.1 Tavné svařování Svařování plamenem Tepelným zdrojem při svařování plamenem je chemická reakce, která vznikne hořením směsi okysličujícího (kyslík) a hořlavého plynu (acetylén, propan, zemní plyn.). Hodnoty zdroje tepla plamene se řídí použitými plyny. Například u kyslíko-acetylenového plamene je nejvyšší teplota plamene 3150 C Popis kyslíko acetylenového plamene Pro využití tohoto zdroje tepla používáme podle poměru kyslíku a acetylenu tři druhy plamene. a) neutrální b) redukční(s přebytkem acetylenu) c) oxidační(s přebytkem kyslíku) Neutrální plamen používá se pro svařování ocelí a dále pro nahřívací plamen,který potřebujeme při řezání kyslíkem. Plamen s přebytkem acetylenu (přebytek acetylenu 5 až 15%) se používá pro svařování hliníku, hořčíku a jejich slitin, k navařování tvrdokovů a k cementování plamenem.přebytek acetylenu v plameni lze také určit podle délek svítících kuželů L1 a L2, viz obr.b. Plamen s přebytkem kyslíku (přebytek kyslíku 5 až 20%) se používá pro svařování mosazi a bronzů. [2] 18

19 Rozdělení plamene kyslíko-acetylenového podle poměru kyslíku a acetylenu 1-svařovací kužel ostře ohraničený, oslnivě bílý, 2-redukční oblast plamene, 3-svařovací plamen oslnivě bílý, překrytý bělavým závojem, 4-bělavý závoj, 5-svařovací plamen krácený, modrofialový, 6-vnější oxidační plamen, 7-svařovací hubice [3,7] Použití plamenového svařování. Svařování plamenem patří mezi klasické metody svařování, které dříve patřily k nejpoužívanějším metodám svařování. I v dnešní době se některá odvětví nemůžou bez této metody svařování obejít. Také v řemeslech jako je například autoklempíř, topenář, nebo potrubář se tímto způsobem svařuje téměř denně. Velkou úlohu má také v opravárenství. Nahříváním plamenem se snadno a rychle odstraňuje vnitřní pnutí po svařováni, rovnání zprohýbaných dílů atd. Velké uplatnění je taká v navařování tvrdých návarů na základní materiál. Při této metodě svařování hodně záleží na zručnosti svářeče. Metodu svařování plamenem používáme při svařování slabých plechů do tloušťky 4mm. Ale i v této oblasti je z důvodů vznikajících poměrně velkých deformací a vnitřního pnutí nahrazováno svařování metodou MAG, MIG nebo TIG. 19

20 Hořlavé plyny Hořlavých plynů používaných v technické praxi pro plamenové svařování je celá řada. Pro svařování má největší význam acetylén pro jeho velmi dobré vlastnosti. Svařování elektrickým obloukem Svařování el. obloukem obalenou elektrodou je jednoduchou metodou svařování jak na požadavky parametrů svařování, tak z pohledu svařovacích poloh. Pro svařování obalenou elektrodou používáme: -elektrody s bazickým obalem -elektrody s kyselým a rutilovým obalem Svářeč nastavuje svařovací proud podle průměru elektrod. Napětí na el. oblouku se nenastavuje. Hodnota je dána statickou charakteristikou elektrického oblouku. Při svařování dbáme na to, aby elektroda byla nakloněna proti svarové housence. Snažíme se, aby struska nepředbíhala housenku a nezpůsobovala tím nežádoucí struskové vměstky ve svarovém kovu (vada svaru Svarovou housenku zakončujeme takovým způsobem, aby nedošlo vzniku staženiny v koncovém kráteru. Napojení svaru zakončujeme takzvaným zatočením el. oblouku. To znamená, že začátek svaru trochu přetáhneme svarem novým, čímž zabráníme vzniku staženiny. 20

21 Při svařování vznikne vysokotlaký výboj, který hoří v prostředí ionizovaného plynu. Stabilně hoří za předpokladu napětí dostatečného pro ionizaci daného prostředí a proudu udržujícího plazma oblouku v ionizovaném stavu. Pro ruční svařování elektrickým obloukem se jako přídavné materiály používají obalené elektrody. Tyto se skládají z jádra a z obalu elektrody. Jádro elektrody tvoří drát průměru 1,6 2,0 2,5 3,2 4,0 5,0 a 6,0 mm. [2,5] Ruční svařování obalenou elektrodou 1. Připojení na síť 2. Zdroj svařovacího proudu 3., 4. Přívod svařov. proudu 5. Držák elektrody 6. Obalená elektroda 7. Svařovací svorka 8. Svarek 9. Elektrický oblouk Charakteristické znaky oblouku jsou: 1) malý anodový úbytek napětí 2) malý potenciální rozdíl na elektrodách 3) proud řádově ampéry až tisíce ampér 4) velká proudová hustota katodové skvrny 5) intenzivní vyzařování světelného záření z elektrod i sloupce oblouku. 6) intenzivní vyzařování UV záření. 21
22 Elektrický oblouk se skládá z částí: a) Katodová skvrna je to ostře ohraničená oblast, která termickou emisí emituje prvotní elektrony důležité pro zapálení oblouku a ionizaci plynného prostředí. Elektrony získávají v oblasti katodového úbytku napětí tak velkou kinetickou energii, že jsou schopny při srážkách ionizovat neutrální atomy na kladné ionty a sekundární elektrony. Teplota skvrny je cca 2600 C. b) Anodová skvrna Anodovou skvrnou jsou neutralizovány a odváděny dopadající záporné částice. Kinetická energie částic se mění na tepelnou a z části i na elektromagnetické záření. Teplota anodové skvrny je cca 3000 C. Podle složení obalu rozdělujeme elektrody na: stabilizační, rutilové označení R, rutil-celulozové označení RC, rutil-kyselé označení RA, rutil- bazické označení RB, tlustostěnné rutilové označení RR, kyselé označení A, bazické označení B, celulózové označení C Funkce obalu elektrod: - funkce plynotvorná při hoření oblouku vznikají z obalu kouře a plyny, které vytvářejí ochrannou atmosféru a brání tak přístupu vzdušného kyslíku a dusíku ke svarové lázni, např.celulosa, tepelný rozklad CaCO3 na CO2 a CaO - funkce ionizační slouží v obalu pro usnadnění zapalovaní a hoření oblouku, např. soli alkalických kovů K a Na 22
23 - funkce metalurgická rafinace (snížení P a S), desoxidace ( snížení O2 ) a legování ( především prvků náchylných k propalu Cr,Mo,Ti Svařování tavící se elektrodou v ochranném plynu metodou MIG/MAG Svařování v ochranné atmosféře aktivního plynu MAG patří vedle svařování obalenou elektrodou v celosvětovém měřítku k nejrozšířenějším metodám pro svařování nelegovaných a nízkolegovaných ocelí. Svařování MIG v inertním plynu získává na důležitosti vlivem růstu objemu konstrukcí, staveb, lodí a dopravních prostředků vyráběných z hliníkových slitin. Hlavními důvody rozšíření metody MIG/MAG jsou: široký výběr přídavných materiálů a ochranných plynů, snadná možnost mechanizace a robotizace, velký sortiment vyráběných svařovacích zařízení a především významné výhody a charakteristiky uvedené metody svařování. Svařování metodou MIG/MAG je založeno na hoření oblouku mezi tavící se elektrodou ve formě drátu a základním materiálem v ochranné atmosféře inertního nebo aktivního plynu. Napájení drátu elektrickým proudem je zajištěno třecím kontaktem v ústí hořáku tak, aby elektricky zatížená délka drátu byla co nejkratší. Drát je podáván podávacími kladkami umístěnými v podavači, vlastním hořáku, nebo kombinací obou systémů z cívky o běžné hmotnosti 15 kg. Proudová hustota je u svařování MAG nejvyšší ze všech obloukových metod a dosahuje až 600 A.mm-2 a svařovací proudy se pohybují od 30 A u svařování tenkých plechů drátem o průměru 0,6 0,8 mm, až do 800A u vysokovýkonných mechanizovaných metod. Charakter přenosu kovu obloukem závisí na parametrech svařování a ochranném plynu, přičemž běžný je zkratový pro tenké plechy a sprchový pro větší tloušťky plechů. U vysokých proudů se mění charakter přenosu kovu obloukem a vlivem elektromagnetických sil se dosahuje rotujícího oblouku. Teplota kapek se při MAG svařování pohybuje v rozmezí 1700 až 2500 C a teplota tavné lázně se v závislosti na technologii, parametrech svařování, chemickém složení a vlastnostech materiálu pohybuje mezi 1600 až 2100 C. [5,8] 23
24 Princip svařování metodou MIG/MAG [11] Ochranné plyny pro svařování metodou MIG a MAG. Nejdůležitější a prvořadou úlohou ochranných plynů je vyloučit přístup vzduchu do oblasti svařování. Chránit elektrodu, tavnou lázeň, oblouk, housenku a kořen svaru před působením vzdušného kyslíku, který způsobuje oxidaci, pórovitost a výpaly v základním materiálu Ochranné plyny mají také významný vliv na: typ přenosu kovu v oblouku, přenos tepelné energie do svaru, chování tavné lázně, hloubku závaru, rychlost svařování a další parametry svařování. Jako ochranné plyny pro metodu MAG se používá čistý plyn oxid uhličitý CO2, nebo v současnosti častěji používané vícesložkové směsné plyny se základem argonu Ar + CO2, Ar + O2, Ar + CO2 + O2 a Ar + He + CO2 + O2. Ochranné plyny se skladují v tlakových lahvích, na kterých se musí provádět revize. Při svařování metodou MIG se používá většinou čistý plyn argon a helium nebo jejich dvousložková směs Ar + He. Čistota plynů a přesnost míchání směsí jsou stanovené normou ČSN EN
25 svařování: Ochranný plyn svým složením a množstvím ovlivňuje tyto charakteristiky - vytvoření ionizovaného prostředí pro dobrý start a hoření oblouku, - metalurgické děje v době tvoření kapky, při přenosu kapky obloukem a ve svarové lázni, - síly působící v oblouku, - tvar a rozměry oblouku, - charakter přenosu kovu v oblouku, tvar a rozměry kapek a rychlost jejich přenášení obloukem, - tvar a rozměry průřezu svaru, - hladkost povrchu svaru a jeho přechod na základní materiál, - kvalitu, celistvost a mechanické vlastnosti svarového spoje. [11] 25
26 Schéma svařování v ochranném plynu 1. Připojení na zdroj napětí 2. Zdroj svařovacího proudu 3., 7. Cívka s drátovou elektrodou 4. Podávací zařízení 5. Láhev s ochranným plynem 6. Vedení svařovacího proudu 9. Svařovací hořák 11. Svarek 15. Elektrický oblouk Metalurgické reakce při svařování MAG. Nejdůležitějšími metalurgickými reakcemi jsou oxidační a desoxidační pochody probíhající v kapkách tavící se elektrody a v roztaveném svarovém kovu. Tyto reakce zásadně ovlivňují tvar oblouku i povrch svarové housenky, přechod svarové housenky do základního materiálu a vnitřní čistotu svaru. Na rozsah reakcí má vliv především množství disociovaného kyslíku schopného slučování s prvky v tavenině. [2] Svařování netavící se wolframovou elektrodou v atmosféře inertního plynu WIG a TIG V dnešní době se této metody začíná hojně využívat, protože cena svařovacích agregátů výrazně klesla. Při svařování metodou WIG hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před okolní atmosférou zajišťuje 26
27 netečný plyn o vysoké čistotě minimálně %. Používá se argonu, helia nebo jejich směsí. Svařování lze realizovat s přídavným materiálem ve formě drátu ručním způsobem, nebo automatické svařování s regulací výkonu a podavačem drátu s proměnnou rychlostí. Svařování můžeme rozdělit dle druhu proudu na svařování střídavým proudem pro hliník, hořčík a jejich slitiny a svařování stejnosměrným proudem pro středně a vysokolegovanou ocel, měď, nikl, titan,zirkon, molybden a další. Pro svařování uhlíkové oceli se metoda WIG také používá ( potrubáři, topenáři atd. ) Svařování wolframovou elektrodou se používá i pro spojování obtížně svařitelných materiálů s vysokou afinitou ke kyslíku např. titan a zirkon. Lze svařovat i různorodé materiály ocel s mědí, bronzem nebo niklovými slitinami a návary v oblasti renovací např. nástrojové oceli, niklové a kobaltové tvrdonávary. Svařování WIG má výrazný růst objemu svářečských aplikací což se připisuje vysoké kvalitě spojů, operativností řízení procesu svařování a vysokému stupni automatizace a robotizace. [5] Princip svařování metodou WIG [11] 27
28 Svařování stejnosměrným proudem. Je to základní způsob zapojení při svařování metodou WIG. Při tomto zapojení je elektroda připojená k zápornému pólu zdroje a svařovaný materiál na kladný ( přímé zapojení ). Nepřímého zapojení se využívá velmi zřídka. Rozdělení tepla oblouku je nerovnoměrné a přibližně 1/3 tepla připadá na elektrodu a 2/3 celkového tepla se přenáší do základního materiálu. Díky tomu není elektroda tepelně přetěžovaná a naopak svarová lázeň má velkou hloubku závaru. Na velkou hloubku závaru má vliv i dopad elektronů, které svoji kinetickou energii přeměňují na tepelnou.. Při svařování hliníku se díky vysoké vodivosti helia předává do svarové lázně velké množství tepla, které umožňuje roztavení i povrchových oxidů. Oxidy se stahují na okraj taveniny a střed tavné lázně je čistý. Tento způsob svařování se používá Tento způsob svařování se používá především pro opravy hliníkových odlitků nebo nových svařenců. Pro svařovaní hliníku v ochranné atmosféře používáme směs argonu a nejméně 75% helia. [3] Svařování střídavým proudem Svařování střídavým proudem se používá z důvodu čistícího účinku, při kladné polaritě elektrody na svařování hliníku, hořčíku a jejich slitin. Výrazným problémem při svařování hliníku je vrstva oxidu hlinitého, která chrání za běžných podmínek hliník proti další oxidaci. Vrstvička Al 2O3 má však vysokou teplotu tavení 2050 C a při použití stejnosměrného proudu v argonu brání metalurgickému spojení, protože pokrývá povrch roztaveného hliníku jehož teplota tavení je 660 C. Na základním materiálu se vytvoří katodová skvrna, která není stabilní a pohybuje se na místa pokrytá oxidy, které se zde odpařují. Druhá forma čistícího účinku se projeví při rozložení argonu na kladné ionty a elektrony. Argonové ionty o relativně vysoké hmotnosti, působí na oxidy mechanickým účinkem. 28
29 Při kladném zapojení elektrody vzniká pouze malý závar. Vysoká hloubka závaru se dosahuje při zapojení elektrody na záporném pólu zdroje, kdy a do tavné lázně dopadají urychlené elektrony. Svařování impulsním proudem Impulsní svařování je nejnovější metodou WIG svařování, při kterém se využívá intenzita proudu mění pravidelně s časem mezi dvěma proudovými hodnotami a to základním proudem Iz a impulsním proudem Ip. Podle charakteru zdroje může být tvar průběhu impulsů proudu pravoúhlý, sinusový, lichoběžníkový nebo jiný. Základní proud Iz jehož hodnota je všeobecně nízká ( cca A ) zajišťuje pouze ionizaci oblasti oblouku v čase tz. Pokud je doba základního proudu delší než dvojnásobek doby pulsu dochází k úplnému ztuhnutí svarové lázně, což je výhodné pro svařování vysokolegovaných ocelí. Naopak v průběhu kratší doby lázeň neztuhne, ale zmenší svůj rozměr. Toho se v praxi používá při požadavku zvláště hladkého svaru s plynulým přechodem do základního materiálu. Impulsním proudem Ip v čase tp dochází k natavení svarové lázně a tím i přídavného materiálu. Rozměry svarové lázně definuje především hodnota amplitudy impulsního proudu a doba trvání pulsu. Tímto je dosažena velice přesná regulace svářecího režimu, dávkování hodnoty dodaného tepla do svaru a tvarování svarové lázně. Průměrná hodnota svařovacího proudu je při impulsním svařování nižší než při klasickém způsobu svařování s konstantním proudem a proto vykazují svary výborné mechanické vlastnosti a menší deformace. [5] Průběh impulsního proudu [11] 29
30 Přehled druhů vyráběných wolframových elektrod.( ČSN EN ) Poznámka k této tabulce: V současné době je zakázáno používat wolframové elektrody s označením WT 10, WT 20, WT 30 a WT 40. Zjistilo se totiž, že mají karcinogení účinky. Vyráběné průměry v mm: 0,5 1,0 1,6 2,0 2,4 3,0 3,2 4,0 4,8 5,0 6,0 6,4 8,0 10 Vyráběné délky v mm: [2, 3] Ochranné plyny pro svařování metodou WIG a TIG Nejdůležitější úlohou ochranných plynů je vyloučit přístup vzduchu do oblasti svařování. Chránit elektrodu, tavnou lázeň, oblouk, housenku a kořen svaru před působením vzdušného kyslíku, který způsobuje oxidaci, pórovitost a výpaly v základním materiálu Pro metody svařování WIG a TIG používáme netečných plynů argonu, helia nebo jejich směsí o vysoké čistotě minimálně %. 30
31 Speciální metody tavného svařování U těchto metod svařování se dosahuje protavení celé tloušťky materiálu pomocí vysoké hustoty energie. Teplota v tavné lázni u těchto metod dosahuje velmi rychle bodu varu kovu a tvoří se kapilára vyplněná parami kovů. Svar se vytváří působením zdroje tepla. Zařazujeme sem metody svařování plazmou, svazkem elektronů a laserem. Svařování plazmou. Princip svařování plazmou je založen na ionizaci plynu při průchodu elektrickým obloukem. U dvouatomových plynů ( dusík, vodík a kyslík ) musí nejprve proběhnout disociace plynu, při které dochází k rozložení molekul plynu na atomy. Stupeň následné ionizace je závislý na teplotě a ta dosahuje u svařování plazmou až C. Svařování svazkem elektronů Svařovaná součást je uložena v komoře, kde je vysoké vakuum Pa. Vakuum je nezbytné z důvodu zajištění termoemise elektronů, tepelné a chemické izolace katody, zamezení vzniku oblouku mezi elektrodami a zamezení srážkám elektronů s molekulami vzduchu, které způsobují zbrzdění elektronů a jejich vychýlení z přímého směru. V této komoře je ještě elektronová tryska, kde katoda je zdroj elektronů. Emitované elektrony přímočaře odletují k anodě s otvorem a jsou urychlovány vysokým napětím (150 kv ).Zdroj elektronů ( elektronové dělo ) je válcová vakuovaná nádoba na jednom konci opatřená přímo nebo nepřímo žhavenou emisní elektrodou a na druhém konci vybavená oddělovacím uzávěrem, který je kombinovaný s hranolem pozorovací optiky. Elektrony dopadají na povrch materiálu a jejich kinetická energie se mění na tepelnou. Během několika μs dosáhne materiál teploty tavení, posléze teploty varu kovu a vytvoří se úzká kapilára vyplněná parami kovů o nízkém tlaku. Tento tlak je však dostatečně vysoký, aby spolu s reakční silou udržel taveninu na stěně kapiláry. Energie uvolněná při svařování svazkem elektronů Wk = 1/2 me. ve2 = e.u [7] 31
![[10] Princip svařování svazkem elektronů Laserové svařování.](/docs-images/36/17407936/images/32-0.jpg "Název LASER vznikl ze začátečních písmen anglického popisu principu činnosti Light Amplification by Stimulated Emission of Radiation zesílení světla stimulovanou emisí záření.")
32 [10] Princip svařování svazkem elektronů Laserové svařování. Název LASER vznikl ze začátečních písmen anglického popisu principu činnosti Light Amplification by Stimulated Emission of Radiation zesílení světla stimulovanou emisí záření. Při svařování laserem se využívá soustředěné světelné monochromatické záření, které je zdrojem obrovské energie, která je směřována do jediného bodu. Při tomto výkonu se odpařují, jak kovové tak i nekovové materiály. Laser má průměr paprsku 0,02 až 0,1 mm 32
33 a přenáší výkon W.cm -2 Proces zesílení má charakter řetězové reakce a je dále zvyšován průchody rezonátorem aktivním prostředím laseru, které je uzavřeno dvěma zrcadly se vzdáleností rovnající se násobku vlnové délky emitovaného záření. Zrcadlo se 100% odrazivostí vrací všechny fotony do aktivního prostředí, ale polopropustné zrcadlo s 80% až 90% odrazivostí propustí po dosažení kritického množství fotonů část záření ve formě krátkého vysokoenergetického pulsu. Opakovací frekvence současných pevnolátkových laserů se pohybuje mezi 1 až 500 Hz. Výhodou je, že svařujeme bez vakua. Velmi výhodné je použití laseru při dělení kovů a nekovových látek. Laserové technologie jdou velice rychle kupředu a na větší využití mají teprve před sebou. [5] Řezání laserem Řezání laserem je v současnosti velice rozšířená metoda ve strojírenství. Vysoká koncentrace energie umožňuje dělit všechny technické materiály. Fokusovaný laserový svazek fotonů při dopadu na materiál ohřeje místo kontaktu na teplotu varu, přičemž okolní materiál je v úzké zóně nataven. Řezání materiálů je umožněno odstraněním par kovů a taveniny z místa řezu pomocí pracovního plynu. Plyn proudí pod vysokým tlakem výstupní řezací tryskou kolem svazku fotonů. Vzdálenost řezací trysky od povrchu materiálu je velmi malá - do 1mm a je sledována kapacitním nebo dotykovým čidlem. Podle pracovního plynu se řezání rozděluje na tyto metody. Tavné řezání Používá jako pracovní plyn dusík o tlaku v rozmezí 10 až 15 barů a používá se pro vysokolegované oceli, měď, hliník, nikl a jejich slitiny i pro nekovové materiály jako je keramika, plexisklo, dřevo, atd. 33
34 Oxidační řezání. Oxidační řezání se od tavného liší použitím kyslíku jako pracovního plynu a jeho nižším tlakem cca 3 až 5 barů. Základem řezání je exotermická reakce kyslíku s materiálem, která probíhá při příslušné zápalné teplotě kovu. Oxidační řezání se využívá pro nelegovanou až středně legovanou ocel. Výhody řezání laserem - lze řezat téměř všechny technické materiály, - řezné rychlosti jsou vysoké v metrech až desítkách metrů za minutu, - tloušťka řezu u oceli dosahuje až 25 mm, - přesnost řezání je vysoká cca 0,05 až 0,1 mm na jeden metr délky řezu, - velmi dobrá kvalita řezných ploch s drsností cca Ra 1,6 - lze provádět rovinné i prostorové řezy, - vlivem snadné regulace výkonu je kvalita řezu rovnoměrná na celé řezné ploše včetně, rohů, kde je výkon laseru redukován v závislosti na rychlosti pohybu řezné hlavy, - úzká řezná spára fokusace laserového svazku na průměr cca 0,05 mm. [2] 5.2 Metoda tlakového svařování Mezi metody tlakového svařování patří. Svařování elektrickým odporem, třením, difůzí, ultrazvukem, výbuchem, tlakem za studena a indukční. U všech způsobů vzniká spoj v důsledku silového působení při přiblížení kontaktních ploch na vzdálenost působení meziatomových sil tzn.téměř na parametr atomové mřížky. Ke spojení dochází v tuhém nebo plastickém stavu bez vnějšího přívodu tepelné energie (kromě difúzního a indukčního svařování ). Teplo se na svarových plochách vyvíjí v důsledků elektrického přechodového odporu, třecích pochodů. Ve svaru nevzniká licí struktura jako u tavného svařování. [8] 34
35 Svařování elektrickým odporem Průtok elektrického proudu svařovaným místem způsobí,že se materiál svařovaných součástí ohřeje odporovým teplem, stane tvárným, nebo se roztaví, načež se materiály dostatečně velkou silou stlačí a tím se materiály spojí. Zdrojem tepla je elektrický odpor v místě styku svařovaných materiálů, (přechodový odpor). Princip svařování el. odporem Odporové svařování dělíme na čtyři hlavní druhy: a) bodové odporové svařování b) švové odporové svařování c) výstupkové odporové svařování d ) stykové odporové svařování 35
36 [8] Parametry svařování Jsou to zejména tyto parametry svařování. - svařovací proud 103 až 105 A - přítlačná síla 500 až N - svařovací čas 0,04 až 2s Svařování třením. Princip svařování třením je založen na vzájemném pohybu dvou součástí při působení přítlačné síly. Nejčastěji se svařují rotační součásti. Jedna svařovaná součást se otáčí, druhá je přitlačována a třením svařovaných ploch vzniká teplo. Po dosažení patřičné teploty se obě části stlačí pěchovacím tlakem. Poté se rotující část rychle zastaví. Pro kvalitní spoj je třeba určit tyto parametry. Otáčky pro dostatečné tření, přítlačný tlak, pěchovací tlak a dobu pěchování. Tímto způsobem se svařují ventily z vysokolegovaných ocelí, kardanové hřídele a také plasty. Difúzní svařování Vlastní spojení kovů při tomto způsobu svařování vzniká za působení teploty a odpovídajícího měrného tlaku na kontaktních plochách. Spoj je tvořen přiblížením 36
37 kontaktních ploch v důsledku lokální plastické deformace, která zaručuje vzájemnou difúzi v povrchových vrstvách spojovaných materiálů. Hlavní parametry difúzního svařování jsou teplota, tlak a čas. Svařování tlakem za studena. Svařování tlakem za studena patří mezi nejstarší technologie spojování kovů. Principem svařování je přiblížení povrchů svařovaných materiálů na vzdálenost řádově parametrů mřížky, kdy dochází k interakci mezi jednotlivými atomy kovu za vzniku pevné vazby. K dosažení požadovaného přiblížení je nutná výrazná plastická deformace, která musí být minimálně 60% Svařování ultrazvukem. Tento způsob svařování je založen na principu mechanického kmitání o vysoké frekvenci ultrazvuku, pro vytvoření svarového spoje. Zdroj kmitání se skládá z ultrazvukového měniče, jehož vinutí je napájeno vysokofrekvenčním generátorem proudu o frekvenci khz. Svařitelnost kovů ultrazvukem je podobná svařitelnosti tlakem za studena. [2,4,8] 6. Zkoušení svarů a svarových spojů Zkoušení svarů - zabýváme se pouze svarem (svar. kovem) Zkoušení svar. spojů - zabývá se svarem jako spojem tj. včetně okolí svaru, deformací, pnutí atp 37
38 Základní rozdělení 1. destruktivní zkoušky (s porušením) 2. nedestruktivní zkoušky (bez porušení) 3. chemické zkoušky 4. metalografické zkoušky (uvádí ČSN ) ad 1) tah, ohyb, rozlomení atp. ad 2) prozáření, ultrazvuk metody - prášková, magnetická, polévací, kapilární a další způsoby. ad 3) měření tep. roztažnosti, el. vodivosti (Energovod),, magnet. vlastností atp. ad 4) chem. rozbor prvků a plynů ve svarovém i základním materiálu, zkoušky odolnosti svarů proti korozi atp. ad 5) posuzuje se na výbrusech a lomových plochách vzhled lomových ploch, hloubka závaru, chyby ve svar. kovu a další pozorování. 1. rozlomením 2. tahem 3. ohybem 6.1. Destruktivní zkoušky ( s porušením ) Pro lepší pochopení nejužívanějších zkoušek užívaných při úředních (státních) zkouškách nám poslouží uvedení několika konkrétních příkladů z praxe: Zkouška rozlomením Svarový spoj se rozlomí a potom se zkoumá jeho lomová plocha. Tupé svary v pravém slova smyslu nelámeme, ale vyřízneme ze svařence tyč (mimo stehované místo), a přetrhneme ve sváru (svar. kov). Přetržení ve svaru nám zaručí vrub. Při přetržení neměříme napětí ani sílu - jde pouze o získání lomové plochy. 38

 Při zkoumání tohoto")
39 Zkouška rozlomením Zkouška rozlomením vzorek po zkoušce rozlomením vrub byl proveden ze všech stran. Jde o polohu PA( do úžlabí) Při zkoumání tohoto vzorku zjistíme, že v lomu nejsou žádné vady. [5,10] 39
40 Zkouška tahem Smyslem tahové zkoušky je namáhat materiál až do jeho porušení, čili překonat jeho pevnost v tahu. Ze svaru se vyhotoví zkušební tyčinka o předepsaném rozměru, u které se obrobí převýšení apod., tyčinku vložíme do trhacího stroje, kde se zkušební vzorek přetrhne. Na odečítacím zařízení zjistíme pevnost svarového spoje. Zkoušku provádíme běžným způsobem, ovšem s tím, že vzorek má přesný rozměr. Proto se vzorek před zkouškou obrábí ne příslušný rozměr. (důležité pro výpočet pevnosti při přetržení) vzorek po zkoušce tahem - Při zkoumání tohoto vzorku zjistíme, že v místě, kde se vzorek přetrhnul nejsou žádné vady. [5,10] Zkouška ohybem Zkouška lámavosti (ohybová zkouška) svařenec ohneme o 150 a kontrolujeme hloubku a délku trhlin. 40


41 Postupujeme tak, že svařenec ohýbáme do té doby, než se v deformovaném spoji objeví trhliny o velikosti 5 mm nebo dosáhneme předepsaného úhlu ohybu. Převýšení svaru a zápaly se opět odstraňují mechanickým opracováním. Ohýbání se provádí na válcových podpěrách rovnoměrnou rychlostí působením tlačného trnu s válcovou tlačnou plochou. Zkušební tyče se zatěžují ze strany kořene, aby strana horních vrstev svaru byla vystavena tahu. Zkouška ohybem 41
42 vzorek po zkoušce ohybové (lámavosti) - jde o tupý V svár provedený metodou E (oblouk) na konstrukční oceli se zaručeno svařitelností. Na vnější straně nejsou viditelné žádné trhliny. Tento vzorek je dobře svařen - došlo k dokonalému slití svar. kovu se základním materiálem. [5,10] 6.2 Nedestruktivní zkoušky (bez porušení) 1. Povrchová vizuální 2. Prozářením 3. Ultrazvukem 4. Elektromagnetická 5. Elektromagnetická 6. Prášková metoda 7. Polévací metoda 8. Kapilární 9. Petrolejem 10. Vodním tlakem 11. Vakuová Povrchová vizuální Je jednou z velmi důležitých a jednoduchých zkoušek, která bývá často mezi zkouškami opomíjena. Je to zkouška, která velmi často zařadí svár mezi nevyhovující, aniž se musí pokračovat v dalších zkouškách. Především u zkoušek svářeče s nižším stupněm hodnocení, kde je vizuální zkouška rozhodující. ČSN uvádí kontrolovat především tyto chyby: vruby (zvláště po okrajích svaru, tzv. zápaly či závary do stran). převýšení kořene (musí být vždy převýšený 1 až 3 mm nesmí být propadlý). Převýšení vyhází z průměru drátu či elektrody. neprovaření kořene materiál není provařen v celém průřezu zvláště v kořenových partiích. 42
43 napojení při přerušení (např. výměna elektrod, odvaření elektrody (póry atp.) nebo u průběžných svarů (trubek) napojení začátku a konce atp.) Provádí se měření převýšení svaru, hodnotí se kvalita povrchu svarů a přechod do základního materiálu, provaření kořene a výskyt okrajových vrubů. Jako pomůcky pro měření slouží měrky. Zjišťují se jen vady povrchu a kořene. Přípustnost vad je stanovena normami. Prozářením Je jednou ze zkoušek bez porušení (nedestruktivních), patřících do zkoušek prozářením. Je to jedna ze základních zkoušek, která se provádí u svarů při úředních (státních) zkouškách. Jsou to: vizuální zkouška, mechanická zkouška a zkouška prozářením. U rentgenových snímků si musíme uvědomit, že jde o negativ tj. světlejší místa jsou silnější vrstvy materiálu, tmavší místa jsou slabší vrstvy materiálu (neprůvary), tmavší skvrnky jsou dírky a struska zavařená ve svaru. Paprsky RTG a paprsky gama jsou elektromagnetické povahy. Šíří se přímočaře rychlostí světla, působí biologicky, chemicky a pronikají pevnými látkami. Při pronikání pevnými látkami ubývá jejich intenzity absorpcí a rozptylem. Po proniknutí pevnými látkami se zachycují na citlivý fotografický film. Zčernáním filmu závisí na množství dopadlého záření. Vady ve svaru, jako struska, bubliny a jiné se projevují větším zčernáním. [4,5] V praxi se používají Roentgenovy paprsky Radioaktivní záření Urychlovače Roentgenova lampa izotopy (Iridium, Kobalt) betatron 43

44 Ultrazvukem Ultrazvukem nazýváme zvukové kmity o frekvenci vyšší než Hz. Ke zkouškám používáme jen jeden druh vln, jsou to vlny příčné. Princip metody spočívá v tom, že zvukové vlny při průchodu materiálem narazí na vadu a odráží se zpět. Tento odražený paprsek se po dopadu na přijímací sondu promění v elektrický impuls, který na stopě oscilografu způsobí výchylku. Pomocí této metody můžeme zjistit přesnou polohu všech vnitřních vad. [3] Elektromagnetická Princip je založen na přechodu magnetického toku, který prochází od jednoho pólu k druhému nejkratší cestou. Jestliže jsou v materiálu vady, magnetické siločáry se deformují a zhušťují se na okraji chyb. Když je chyba pod povrchem, zhuštěné siločáry vychází na povrch a vytváří tam magnetické póly. 44

45 Prášková metoda Povrch materiálu se posype železným práškem. V případě chyb magnetické póly vytvoří ze železných pilin zhuštěné obrazce. Obrazce vyznačují průběh chyb. Polévací metoda Povrch materiálu se polije emulzí, ve které je rozptýlen železný prášek. Schopnost pohybu železných pilin v emulzi je snadná a proto se orientují ve směru siločar. Kapilární Tato zkouška je založena na vzlínavosti kapalin. Jedna strana svaru se nanese plavenou křídou, druhá strana svaru se nanese petrolejem. V případě netěsnosti se objeví mastné skvrny na straně svaru, kde je nanesena plavená křída. Vodním tlakem Jedna ze základních, nenáročných a rychlých metod. Zkušební přetlak je vždy stanoven v technické dokumentaci, obvykle 1,5 násobek provozního tlaku v soustavě. 45

46 Vakuová Provádí se tak, že se těsnost zjišťuje vytvořeným vakuem vytvořeným pomocí vývěvy. Tato metoda je rychlá a velice přesná. Nevýhoda této metody spočívá v tom, že jestliže máme ve svaru nepatrnou vadu, tak jí obtížně nalezneme. [5,10] 7. Všeobecná nauka svařování 7.1 Příprava materiálu pro svařování Pro vytvoření kvalitního svarového spoje je potřeba připravit materiál pro svařování.základní materiál musí splňovat tři důležité podmínky. -čistotu materiálu -správný tvar s rozměr -síla materiálu Požadavky na čistotu materiálu Při hoření elektrického oblouku vzniká vysoká teplota, molekuly nečistot disociují a nové atomy přecházejí do svarového spoje čím výrazně ovlivňují kvalitu svarového spoje. Příklady nečistot. Mastnota, barva, rez, voda atd. Úprava základního materiálu před svařováním [10] 46
47 7.2 Svařitelnost.Svařitelnost ocelí se rozlišují podle jejich chemického složení, tloušťky průřezu polotovaru a vyjadřuje se v normách jakosti: 1A zaručená Výrobce zaručuje svařitelnost ocelí při svařování za teploty až do 00C bez zvláštních opatření při svařování. 1B zaručená s podmínkou Výrobce zaručuje svařitelnost ocelí při dodržení předem určených podmínek uvedených v materiálovém listě. 2 dobrá Výrobce nezaručuje svařitelnost, ale ve většině případech lze dosáhnout vyhovující svarový spoj. 3 obtížná Výrobce nedoporučuje svařování. Svařitelnost ocelí se dá určit také výpočtem ze vzorce. Rozhodujícím prvkem, který ovlivňuje svařitelnost je uhlík C, kterého obsah v zaručeně svařitelné oceli nemá přesáhnout 0,22%. Vliv ostatních prvků uvádí tzv. výpočet ekvivalentního obsahu uhlíku. Ekvivalent uhlíku C nemá přesáhnout hodnotu 0,5%. Ekvivalent uhlíku C dle IIW/IIS Mn Cr+Mo+V Ni+Cu Ce = C [3,5] 47
48 Rozdělení podle obsahu uhlíku Nízkouhlíkové do 0,25% Středněuhlíkové 0,25-0,6% Vysokouhlíkové nad 0,6% Třídy ocelí Třída 10, 11, 12 Jsou oceli konstrukční nelegované Třída 13, 14 Jsou oceli konstrukční nízko legované Třída 15, 16 Jsou oceli konstrukční středně legované Třída 17 Jsou oceli středně a vysokolegované (antikorozní, žáruvzdorné) Třída 18 Nejsou oceli, ale slinuté karbidy (SK-plátky) Třída 19 Jsou oceli nástrojové (nelegované, legované) 7.3 Přídavné materiály Jsou to kovy, které se v tekutém stavu přidávají do svaru při tavném svařování. Tvar a úprava přídavného materiálu závisí na způsobu svařování. Pro svařování plamenem používáme holý drát. Pro ruční svařování el. obloukem obalené elektrody a cívky s drátem při svařování metodou MIG a MAG. Přídavný materiál se při tavném svařování přetaví a v oblasti závaru se spojí se základním materiálem. Použití vhodného přídavného materiálu je jedním z hlavních předpokladů pro svařování. Proto je důležité, aby svářeč znal základní typy a uměl se při jejich volbě správně rozhodnout. [3,6] 48
49 Úkol obalu elektrody Stabilizace oblouku V obalu jsou látky, které usnadňují zapalování a klidné hoření oblouku (sodík, vápník, titan).vytvoření dostatečného množství ochranného plynu.v obalu jsou obsaženy plynotvorné látky (celulóza), která vytváří clonu ochranných plynů před působením vzdušné atmosféry.vytvoření dostatečného množství strusky. Struska má vhodně chemicky reagovat s roztaveným kovem, tvořit formování kresby svarového kovu, ochranu před vzduchem a zpomalení chladnutí (živec, kazivec, vápenec, rutil). Značení přídavného materiálu podle ČSN E E elektroda pro ruční obloukové svařování 44 minimální pevnost v tahu v desítkách MPa 8 jakostní třída elektrody 3 druh obalu 7.4 Elektrický svařovací oblouk Je fyzikální jev, který patří mezi elektrické výboje. Je to proces, při kterém prochází elektrický proud plynným prostředím. Plynným prostředím je míněn prostor mezi elektrodami a je za normální teploty (20oC) a atmosférickém tlaku nevodivý. Toto prostředí je tvořeno molekulami a atomů plynů, které jsou na sebe vázány a pohybují se rychlostí, jež je dána teplotou plynu. Dostoupí-li teplota několik tisíc stupňů Celsia, dochází pak při vzájemných srážkách k rozbíjení molekul na atomy disociace a atomů na jednotlivé částice ionizace. V takto upraveném prostředí pak volné elektrony zprostředkují tok elektrického proudu tzv.termická ionizace. Je to nejčastější způsob převedení nevodivého plynu, na vodivý. Z tepla vyvinutého obloukem se využívá asi 75-85%, zbytek uniká do okolí jako světlo a jiné druhy záření. 49
 má katodovou skvrnu, ze které jsou emitovány elektrony k anodě.")
50 Hlavní části elektrického oblouku Sloupec elektrického oblouku má tvar kužele směrem od katody k anodě se rozšiřujícího. Teplota sloupce je v jeho ose cca oC a směrem k okraji klesá. Katodová oblast (-) má katodovou skvrnu, ze které jsou emitovány elektrony k anodě. Anodová oblast (+) má vyšší teplotu než katoda, což je způsobeno přeměnou kinetické energie dopadajících elektronů z katody. [1,2,5] Přímá polarita pól. Je připojení elektrody na mínus pól stejnosměrného proudu a základní materiál na plus Nepřímá polarita pól. Je připojení elektrody na plus pól stejnosměrného proudu a základní materiál na mínus 50
51 Foukání elektrického oblouku Tento negativní jev vzniká působením vnějších vlivů, které nám deformují magnetické pole v okolí oblouku. Kolem každého vodiče, kterým protéká elektrický proud, tedy i kolem elektrody při svařování a vlastního oblouku existuje silné elektromagnetické pole v rovinách kolmých na elektrický oblouk. Toto magnetické pole působí na oblouk, který deformuje. Oblouk není v ose svařování. Do vnějších vlivů zařazujeme změny geometrie svařovaných předmětů, teplotu materiálu způsobující ztrátu magnetismu, sklon elektrody a daleko umístěnou svařovací svorku. S foukáním el. obloku se nejčastěji projevuje na začátku a konci svaru, rozích, dutinách apod. Opatření snižující foukání elektrického oblouku - náklonem elektrody proti směru foukání oblouku - přemístění svařovací svorky - použitím střídavého zdroje - použitím tzv. foukací cívky (u uhlíkových elektrod dnes se již nepoužívá) - použitím správného technologického postupu [10] Voltampérová charakteristika elektrického oblouku [10] 51
52 7.5 Rozdělení svařovacích zdrojů Svařovací zdroje rozdělujeme podle několika kritérií Podle výstupního proudu na Stejnosměrné (agregáty, usměrňovače) Střídavé (transformátory) Točivé (agregáty) Podle konstrukce na Točivé (agregáty) Netočivé (usměrňovače, transformátory) Podle voltampérové charakteristiky na S konstantním výkonem polostrmá S konstantním proudem strmá S konstantním napětím plochá Polostrmá charakteristika 52
![Strmá charakteristika Plochá charakteristika [10] Pro ruční obloukové svařování je nejlepší strmá charakteristika (s konstantním proudem) svařovacího zdroje.](/docs-images/36/17407936/images/53-0.png "Při změně délky oblouku nedochází k velké změně proudových hodnot. Částečně se mění hodnota napětí. U ploché charakteristiky (s konstantním napětím) je tomu naopak.")
53 Strmá charakteristika Plochá charakteristika [10] Pro ruční obloukové svařování je nejlepší strmá charakteristika (s konstantním proudem) svařovacího zdroje. Při změně délky oblouku nedochází k velké změně proudových hodnot. Částečně se mění hodnota napětí. U ploché charakteristiky (s konstantním napětím) je tomu naopak. Proud má vliv na hloubku závaru a pnutí ve svaru. Pro svařování metodou MAG, MIG se naopak používá charakteristika plochá. Svařovací dynamo Skládá se ze statoru a rotoru s komutátorem, který je složen z měděných pásků vzájemně izolovaných. Na obvodu komutátoru jsou sběrací a budící uhlíky. Mezi elektromotorem a dynamem je zpravidla ventilátor. Dále se skládá z vypínače, regulátoru proudu a svařovacích kabelů. 53

54 Výhody Výborná proudová charakteristika, svařování všemi elektrodami, dálkové ovládání svařovacího proudu. Nevýhody Velký příkon při běhu na prázdno, hluk, prašnost, hmotnost a rozměry. Svařovací dynamo je také náročnější na údržbu. V dnešní době se téměř nepoužívají. Svařovací transformátor Ocelové jádro je složeno z tenkých křemíkových plechů. Na jednom konci je navinuto primární vinutí, (tenký drát, velký počet závitů), na druhém konci je navinuto sekundární vinutí, (silný drát, malý počet závitů). Pro regulaci se používá tzv. rozptylové jádro, které podle své polohy odvádí větší nebo menší část magnetického pole. Protéká-li střídavý proud odebíraný ze sítě primárním vinutím, vzniká v ocelovém jádře střídavé magnetické pole, které budí (indukuje) v sekundárním vinutí střídavé napětí, takže lze ze sekundárního vinutí odebírat svařovací proud. Kromě rozptylového jádra se pro regulaci používá rovněž regulace svařovacího proudu pomocí odboček v primárním vinutí, zde se ale jedná o stupňovitou regulaci. [10] 54
55 Výhody Malá spotřeba při běhu naprázdno, hlučnost, prašnost, hmotnost a rozměry. Nevýhody Omezené použití jednotlivých druhů elektrod. Není možné použít speciální elektrody. Velký vliv výkyvů v síti na svařovací proud. Také se nestejnoměrně zatěžuje elektrická síť. Usměrňovače Tyto svařovací zdroje se uplatňují se především v průmyslové výrobě. Skládají se z transformátoru, usměrňovacího článku a regulátoru svařovacího proudu. Podle způsobu usměrnění je rozdělujeme na křemíkové, selénové, germaniové a tyristorové. Výhody Možnost použití všech druhů elektrod. Malý odběr při běhu na prázdno. Možnost nastavení různé voltampérové charakteristiky. U některých modelů se dá použít dálkové ovládání. Při běhu na prázdno je menší příkon než u svařovacích dynam. Nevýhody Jsou to především velké pořizovací náklady. Vliv výkyvů v síti na svařovací proud. Poměrně velký příkon a také hmotnost svařovacího zdroje. Usměrnění střídavého proudu na stejnosměrný Usměrnění proudu se provádí pomocí polovodičových diod zapojených do Greatzova můstku. V usměrňovacím obvodu bývá zařazena tlumivka, která nám působí jako setrvačník a brání poklesu proudu mezi jednotlivými půlvlnami. V konstrukci usměrňovačů se v současnosti používá tyristorů, které je možno řídit. Použití tyristorů umožňuje měnit charakteristiku zdroje. Volíme zdroj s plochou charakteristikou a pomocí elektroniky můžeme svařovací zdroj změnit na zdroj s charakteristiku strmou. Zdroj je tvrdý. [4,10] 55

56 Greatzův můstek Invertor Je to střídačový moderní zdroj, který má v současnosti obrovské využití, jak v průmyslové výrobě, tak i v domácnostech. Vyznačuje nízkou hmotností a výbornými svařovacími charakteristikami. Je vybaven mikroprocesorem, který nám řídí veškeré parametry při svařování. Síťový filtr vyrovnává nestabilitu sítě. Tlumící kondenzátory akumulují energii a tím stabilizují napětí. Invertor dodává kladné a záporné složky střídavého proudu o vysoké frekvenci. Tím se zajistírovnoměrné využití síťového napětí a snížení hmotnosti transformátoru až o 80% Regulátor napětí porovnává nastavené hodnoty napětí se skutečnými a rozdíly se vyrovnávají zpětnou vazbou. Výhody Velice rychlá regulace napětí. Stabilní oblouk je téměř bez rozstřiku. Snadná a rychlá regulace napětí. Velikou výhodou jsou malé rozměry a hmotnost zdroje. Dnes už i příznivá pořizovací cena. Nevýhody Před několika málo lety velmi vysoká cena svařovacího zařízení. Invertor [4,10] 56
Metody svařování. Pojízdná svařovací souprava
 Metody svařování 1. Metody svařování Rozdělení tavného svařování (svar vzniká působením tepelné energie): - svařování plamenem - svařování el. obloukem - svařování laserem - svařování pod tavidlem - navařování
Metody svařování 1. Metody svařování Rozdělení tavného svařování (svar vzniká působením tepelné energie): - svařování plamenem - svařování el. obloukem - svařování laserem - svařování pod tavidlem - navařování
STROJÍRENSKÉ TECHNOLOGIE
 STROJÍRENSKÉ TECHNOLOGIE Obor strojírenských technologií obsahuje širokou škálu různých výrobních procesů a postupů. Spolu se strojírenskými materiály a konstrukcí strojů a zařízení patří mezi základní
STROJÍRENSKÉ TECHNOLOGIE Obor strojírenských technologií obsahuje širokou škálu různých výrobních procesů a postupů. Spolu se strojírenskými materiály a konstrukcí strojů a zařízení patří mezi základní
Ploché výrobky z konstrukčních ocelí s vyšší mezí kluzu po zušlechťování technické dodací podmínky
 Ploché výrobky z konstrukčních ocelí s vyšší mezí kluzu po zušlechťování technické dodací podmínky Způsob výroby Dodávaný stav Podle ČSN EN 10025-6 září 2005 Způsob výroby oceli volí výrobce Pokud je to
Ploché výrobky z konstrukčních ocelí s vyšší mezí kluzu po zušlechťování technické dodací podmínky Způsob výroby Dodávaný stav Podle ČSN EN 10025-6 září 2005 Způsob výroby oceli volí výrobce Pokud je to
VYNIKAJÍCÍ KVALITOU Preciznost a kvalita v každém svaru
 Zaměřeno na oblouk s VYNIKAJÍCÍ KVALITOU Preciznost a kvalita v každém svaru Téma kvality svařování se na základě stále více rostoucích požadavků zákazníků, norem a předpisů stává důležitějším. Například
Zaměřeno na oblouk s VYNIKAJÍCÍ KVALITOU Preciznost a kvalita v každém svaru Téma kvality svařování se na základě stále více rostoucích požadavků zákazníků, norem a předpisů stává důležitějším. Například
TECHNOLOGIE TVÁŘENÍ KOVŮ
 TECHNOLOGIE TVÁŘENÍ KOVŮ Tvářením kovů rozumíme technologický (výrobní) proces, při kterém dochází k požadované změně tvaru výrobku nebo polotovaru, příp. vlastností, v důsledku působení vnějších sil.
TECHNOLOGIE TVÁŘENÍ KOVŮ Tvářením kovů rozumíme technologický (výrobní) proces, při kterém dochází k požadované změně tvaru výrobku nebo polotovaru, příp. vlastností, v důsledku působení vnějších sil.
Rozdělení metod tlakového odporového svařování
 Rozdělení metod tlakového odporového svařování Podle konstrukčního uspořádání elektrod a pracovního postupu tohoto elektromechanického procesu rozdělujeme odporové svařování na čtyři hlavní druhy: a) bodové
Rozdělení metod tlakového odporového svařování Podle konstrukčního uspořádání elektrod a pracovního postupu tohoto elektromechanického procesu rozdělujeme odporové svařování na čtyři hlavní druhy: a) bodové
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů.
 5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
Inovace a zkvalitnění výuky prostřednictvím ICT. Svařování. Název: Svařitelnost,technologické zásady,příprava materiálu Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařitelnost,technologické zásady,příprava
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Svařitelnost,technologické zásady,příprava
Patří k jednoduchým způsobům tváření materiálů. Jde v podstatě o proces tváření. Podmínkou je ROZTAVENÍ a STLAČENÍ polymeru na potřebný tvářecí tlak
 Vytlačování Vytlačování Patří k jednoduchým způsobům tváření materiálů Jde v podstatě o proces tváření profilovaným otvorem (hubice) do volného prostoru Podmínkou je ROZTAVENÍ a STLAČENÍ polymeru na potřebný
Vytlačování Vytlačování Patří k jednoduchým způsobům tváření materiálů Jde v podstatě o proces tváření profilovaným otvorem (hubice) do volného prostoru Podmínkou je ROZTAVENÍ a STLAČENÍ polymeru na potřebný
Sada 2 Klempířská technologie
 S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 2 Klempířská technologie 33. Svařování plamenem postup při svařování Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo
S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 2 Klempířská technologie 33. Svařování plamenem postup při svařování Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo
Sada 2 Klempířská technologie
 S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 2 Klempířská technologie 34. Svařování obloukem Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo projektu:cz.1.09/1.5.00/34.0284
S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 2 Klempířská technologie 34. Svařování obloukem Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo projektu:cz.1.09/1.5.00/34.0284
3.3 Výroba VBD a druhy povlaků
 3.3 Výroba VBD a druhy povlaků 3.3.1 Výroba výměnných břitových destiček Slinuté karbidy Slinuté karbidy jsou materiály vytvořené pomocí práškové metalurgie. Skládají se z tvrdých částic: karbidu wolframu
3.3 Výroba VBD a druhy povlaků 3.3.1 Výroba výměnných břitových destiček Slinuté karbidy Slinuté karbidy jsou materiály vytvořené pomocí práškové metalurgie. Skládají se z tvrdých částic: karbidu wolframu
Vítkovice výzkum a vývoj technické aplikace s.r.o. Pohraniční 693/31, 706 02 Ostrava Vítkovice, Česká republika
 Něktteré ttechnollogiicko mettallurgiické ssouviissllossttii na ellekttriických iindukčníích ssttředoffrekvenčníích pecíích ss kyssellou,, neuttrállníí a zássadiittou výdusskou Čamek, L. 1), Jelen, L.
Něktteré ttechnollogiicko mettallurgiické ssouviissllossttii na ellekttriických iindukčníích ssttředoffrekvenčníích pecíích ss kyssellou,, neuttrállníí a zássadiittou výdusskou Čamek, L. 1), Jelen, L.
ÚČEL zmírnit rázy a otřesy karosérie od nerovnosti vozovky, zmenšit namáhání rámu (zejména krutem), udržet všechna kola ve stálém styku s vozovkou.
, udržet všechna kola ve stálém styku s vozovkou.") 4 ODPRUŽENÍ Souhrn prvků automobilu, které vytvářejí pružné spojení mezi nápravami a nástavbou (karosérií). ÚČEL zmírnit rázy a otřesy karosérie od nerovnosti vozovky, zmenšit namáhání rámu (zejména krutem),
4 ODPRUŽENÍ Souhrn prvků automobilu, které vytvářejí pružné spojení mezi nápravami a nástavbou (karosérií). ÚČEL zmírnit rázy a otřesy karosérie od nerovnosti vozovky, zmenšit namáhání rámu (zejména krutem),
Kalení rychlořezných ocelí : metalurgické výhody soli
 Kalení rychlořezných ocelí : metalurgické výhody soli Proč se výsledky tepelného zpracování - zvláště v případě kalení rychlořezných nástrojových ocelí - vždy srovnávají s výsledky, které je možné získat
Kalení rychlořezných ocelí : metalurgické výhody soli Proč se výsledky tepelného zpracování - zvláště v případě kalení rychlořezných nástrojových ocelí - vždy srovnávají s výsledky, které je možné získat
Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie. Neželezné kovy
 Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie Neželezné kovy V technické praxi se používá velké množství neželezných kovů a slitin. Nejvíc používané technické neželezné
Téma č. 88 - obor Obráběcí práce, Zámečnické práce a údržba/strojírenská technologie Neželezné kovy V technické praxi se používá velké množství neželezných kovů a slitin. Nejvíc používané technické neželezné
MATURITNÍ OKRUHY STROJNICTVÍ TŘÍDA: 4SB ŠKOL ROK: 2015-2016 SPEZIALIZACE: EKONOMIKA STROJÍRENSTVÍ
 1.A. VALIVÁ LOŽISKA a) dělení ložisek b) skladba ložisek c) definice základních pojmů d) výpočet ložisek d) volba ložisek 1.B. STATICKÁ TAHOVÁ ZKOUŠKA a) zkušební zařízení a zkušební vzorky b) pracovní
1.A. VALIVÁ LOŽISKA a) dělení ložisek b) skladba ložisek c) definice základních pojmů d) výpočet ložisek d) volba ložisek 1.B. STATICKÁ TAHOVÁ ZKOUŠKA a) zkušební zařízení a zkušební vzorky b) pracovní
Zkoušení cihlářských výrobků
 Keramika je pevná anorganická polykrystalická látka vyrobená keramickým výrobním způsobem z minerálních surovin s převládající složkou jílových minerálů, vytvarovaná a potom vypálená a vysokou teplotu
Keramika je pevná anorganická polykrystalická látka vyrobená keramickým výrobním způsobem z minerálních surovin s převládající složkou jílových minerálů, vytvarovaná a potom vypálená a vysokou teplotu
KLIKOVÁ SKŘÍŇ ZE SLITIN HLINÍKU v provedeních:
 KLIKOVÁ SKŘÍŇ ZE SLITIN HLINÍKU v provedeních: MONOLITICKÉM nadeutektoidní slitina Al-Si (ALUSIL) Al Si17 Cu4 Mg vyžaduje lití do kokil pod nízkým tlakem, licí cyklus je relativně dlouhý a omezuje sériovost.
KLIKOVÁ SKŘÍŇ ZE SLITIN HLINÍKU v provedeních: MONOLITICKÉM nadeutektoidní slitina Al-Si (ALUSIL) Al Si17 Cu4 Mg vyžaduje lití do kokil pod nízkým tlakem, licí cyklus je relativně dlouhý a omezuje sériovost.
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Přesný střih. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Přesný střih Ing. Kubíček Miroslav Číslo:
Možnosti zavedení jednotné metodiky m ení korozní rychlosti na kovových úložných za ízeních.
 Možnosti zavedení jednotné metodiky m ení korozní rychlosti na kovových úložných za ízeních. František Mí ko Úvod SN EN 12954 (03 8355) Katodická ochrana kovových za ízení uložených v p nebo ve vod Všeobecné
Možnosti zavedení jednotné metodiky m ení korozní rychlosti na kovových úložných za ízeních. František Mí ko Úvod SN EN 12954 (03 8355) Katodická ochrana kovových za ízení uložených v p nebo ve vod Všeobecné
HLAVA VÁLCŮ. Pístové spalovací motory - SCHOLZ
 HLAVA VÁLCŮ tvoří víko pracovního válce a část spalovacího prostoru. Je zatížena proměnným tlakem spalování, tlakem od předpětí hlavových šroubů a těsnění. Tepelně je nerovnoměrně namáhána okamžitou teplotou
HLAVA VÁLCŮ tvoří víko pracovního válce a část spalovacího prostoru. Je zatížena proměnným tlakem spalování, tlakem od předpětí hlavových šroubů a těsnění. Tepelně je nerovnoměrně namáhána okamžitou teplotou
podíl permeability daného materiálu a permeability vakua (4π10-7 )
") ELEKTROTECHNICKÉ MATERIÁLY 1) Uveďte charakteristické parametry magnetických látek Existence magnetického momentu: základním předpoklad, aby látky měly magnetické vlastnosti tvořen součtem orbitálního
ELEKTROTECHNICKÉ MATERIÁLY 1) Uveďte charakteristické parametry magnetických látek Existence magnetického momentu: základním předpoklad, aby látky měly magnetické vlastnosti tvořen součtem orbitálního
TECHNICKÉ KRESLENÍ A CAD
 Přednáška č. 7 V ELEKTROTECHNICE Kótování Zjednodušené kótování základních geometrických prvků Někdy stačí k zobrazení pouze jeden pohled Tenké součásti kvádr Kótování Kvádr (základna čtverec) jehlan Kvalitativní
Přednáška č. 7 V ELEKTROTECHNICE Kótování Zjednodušené kótování základních geometrických prvků Někdy stačí k zobrazení pouze jeden pohled Tenké součásti kvádr Kótování Kvádr (základna čtverec) jehlan Kvalitativní
Tel/fax: +420 545 222 581 IČO:269 64 970
 PRÁŠKOVÁ NITRIDACE Pokud se chcete krátce a účinně poučit, přečtěte si stránku 6. 1. Teorie nitridace Nitridování je sycení povrchu součásti dusíkem v plynné, nebo kapalném prostředí. Výsledkem je tenká
PRÁŠKOVÁ NITRIDACE Pokud se chcete krátce a účinně poučit, přečtěte si stránku 6. 1. Teorie nitridace Nitridování je sycení povrchu součásti dusíkem v plynné, nebo kapalném prostředí. Výsledkem je tenká
Přednáška č.10 Ložiska
 Fakulta strojní VŠB-TUO Přednáška č.10 Ložiska LOŽISKA Ložiska jsou základním komponentem všech otáčivých strojů. Ložisko je strojní součást vymezující vzájemnou polohu dvou stýkajících se částí mechanismu
Fakulta strojní VŠB-TUO Přednáška č.10 Ložiska LOŽISKA Ložiska jsou základním komponentem všech otáčivých strojů. Ložisko je strojní součást vymezující vzájemnou polohu dvou stýkajících se částí mechanismu
MS měření teploty 1. METODY MĚŘENÍ TEPLOTY: Nepřímá Přímá - Termoelektrické snímače - Odporové kovové snímače - Odporové polovodičové
 1. METODY MĚŘENÍ TEPLOTY: Nepřímá Přímá - Termoelektrické snímače - Odporové kovové snímače - Odporové polovodičové 1.1. Nepřímá metoda měření teploty Pro nepřímé měření oteplení z přírůstků elektrických
1. METODY MĚŘENÍ TEPLOTY: Nepřímá Přímá - Termoelektrické snímače - Odporové kovové snímače - Odporové polovodičové 1.1. Nepřímá metoda měření teploty Pro nepřímé měření oteplení z přírůstků elektrických
Snímače tlaku a síly. Snímače síly
 Snímače tlaku a síly Základní pojmy Síla Moment síly Tlak F [N] M= F.r [Nm] F p = S [ Pa; N / m 2 ] 1 bar = 10 5 Nm -2 1 torr = 133,322 Nm -2 (hydrostatický tlak rtuťového sloupce 1 mm) Atmosférický (barometrický)
Snímače tlaku a síly Základní pojmy Síla Moment síly Tlak F [N] M= F.r [Nm] F p = S [ Pa; N / m 2 ] 1 bar = 10 5 Nm -2 1 torr = 133,322 Nm -2 (hydrostatický tlak rtuťového sloupce 1 mm) Atmosférický (barometrický)
PODNIKOVÁ NORMA Blätt-er, s.r.o. ICS 77.080.20. Únor 2009
 PODNIKOVÁ NORMA Blätt-er, s.r.o. ICS 77.080.20. Únor 2009 DNA ELIPTICKÁ A POLOKULOVÁ Technické dodací podmínky, rozměry, mezní úchylky rozměrů, tolerance tvaru a hmotnosti QA 42 5801 Platí od 2009-02-01
PODNIKOVÁ NORMA Blätt-er, s.r.o. ICS 77.080.20. Únor 2009 DNA ELIPTICKÁ A POLOKULOVÁ Technické dodací podmínky, rozměry, mezní úchylky rozměrů, tolerance tvaru a hmotnosti QA 42 5801 Platí od 2009-02-01
ALFA IN a.s. Nová Ves 74 675 21 Okříšky Tel.: 568 840 009 Fax: 568 840 009 E-mail: info@alfain.com Internet: http://www.alfain.com
 ALFA IN a.s. Nová Ves 74 675 21 Okříšky Tel.: 568 840 009 Fax: 568 840 009 E-mail: info@alfain.com Internet: http://www.alfain.com NS85-01 ALFA IN a.s. www.alfain.com strana 1 Obsah: 1. ÚVOD... 3 2. BEZPEČNOST
ALFA IN a.s. Nová Ves 74 675 21 Okříšky Tel.: 568 840 009 Fax: 568 840 009 E-mail: info@alfain.com Internet: http://www.alfain.com NS85-01 ALFA IN a.s. www.alfain.com strana 1 Obsah: 1. ÚVOD... 3 2. BEZPEČNOST
Řezání lanem. Přehled použití 52 Přehled produktových řad 53 Přehled výhod 54 Lanová pila Husqvarna 56 Diamantové nástroje pro lanové řezání 60
 Řezání lanem Přehled použití 52 Přehled produktových řad 53 Přehled výhod 54 Lanová pila Husqvarna 56 Diamantové nástroje pro lanové řezání 60 Řezání diamantovým lanem je nejsnadnější a nejúčinnější způsob
Řezání lanem Přehled použití 52 Přehled produktových řad 53 Přehled výhod 54 Lanová pila Husqvarna 56 Diamantové nástroje pro lanové řezání 60 Řezání diamantovým lanem je nejsnadnější a nejúčinnější způsob
1 KOLA A PNEUMATIKY. Nejčastěji používaná kola automobilů se skládají z těchto částí : disky s ráfky, hlavy (paprskové hlavy), pneumatiky.
, pneumatiky.") 1 KOLA A PNEUMATIKY Nejčastěji používaná kola automobilů se skládají z těchto částí : disky s ráfky, hlavy (paprskové hlavy), pneumatiky. DISKOVÉ KOLO Skládá se z : ráfku zabezpečuje spojení pneumatiky
1 KOLA A PNEUMATIKY Nejčastěji používaná kola automobilů se skládají z těchto částí : disky s ráfky, hlavy (paprskové hlavy), pneumatiky. DISKOVÉ KOLO Skládá se z : ráfku zabezpečuje spojení pneumatiky
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.3 HŘÍDELOVÉ SPOJKY Spojky jsou strojní části, kterými je spojen hřídel hnacího ústrojí s hřídelem ústrojí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.3 HŘÍDELOVÉ SPOJKY Spojky jsou strojní části, kterými je spojen hřídel hnacího ústrojí s hřídelem ústrojí
Základy sálavého vytápění (2162063) 6. Stropní vytápění. 30. 3. 2016 Ing. Jindřich Boháč
 6. Stropní vytápění. 30. 3. 2016 Ing. Jindřich Boháč") Základy sálavého vytápění (2162063) 6. Stropní vytápění 30. 3. 2016 Ing. Jindřich Boháč Obsah přednášek ZSV 1. Obecný úvod o sdílení tepla 2. Tepelná pohoda 3. Velkoplošné vodní sálavé vytápění 3.1 Zabudované
Základy sálavého vytápění (2162063) 6. Stropní vytápění 30. 3. 2016 Ing. Jindřich Boháč Obsah přednášek ZSV 1. Obecný úvod o sdílení tepla 2. Tepelná pohoda 3. Velkoplošné vodní sálavé vytápění 3.1 Zabudované
7. Stropní chlazení, Sálavé panely a pasy - 1. část
 Základy sálavého vytápění (2162063) 7. Stropní chlazení, Sálavé panely a pasy - 1. část 30. 3. 2016 Ing. Jindřich Boháč Obsah přednášek ZSV 1. Obecný úvod o sdílení tepla 2. Tepelná pohoda 3. Velkoplošné
Základy sálavého vytápění (2162063) 7. Stropní chlazení, Sálavé panely a pasy - 1. část 30. 3. 2016 Ing. Jindřich Boháč Obsah přednášek ZSV 1. Obecný úvod o sdílení tepla 2. Tepelná pohoda 3. Velkoplošné
UNIFORM. Podlahové lišty. Technická příručka. Systém podlahových lišt / ztraceného bednění. Verze: CZ 12/2015
 Podlahové lišty Systém podlahových lišt / ztraceného bednění Verze: CZ 12/2015 Technická příručka Podlahové lišty Systém podlahových lišt / ztraceného bednění Výhody systému Univerzální modulový bednící
Podlahové lišty Systém podlahových lišt / ztraceného bednění Verze: CZ 12/2015 Technická příručka Podlahové lišty Systém podlahových lišt / ztraceného bednění Výhody systému Univerzální modulový bednící
Návrh induktoru a vysokofrekven ního transformátoru
 1 Návrh induktoru a vysokofrekven ního transformátoru Induktory energii ukládají, zatímco transformátory energii p em ují. To je základní rozdíl. Magnetická jádra induktor a vysokofrekven ních transformátor
1 Návrh induktoru a vysokofrekven ního transformátoru Induktory energii ukládají, zatímco transformátory energii p em ují. To je základní rozdíl. Magnetická jádra induktor a vysokofrekven ních transformátor
BEZPEČNOSTNÍ ODBĚROVÝ NÁVAREK. BON 9x NÁVAREK PRO MĚŘENÍ TEPLOTY
 BEZPEČNOSTNÍ ODBĚROVÝ NÁVAREK BON 9x NÁVAREK PRO MĚŘENÍ TEPLOTY Datum: Počet stran: Strana: TPNM 01/01 10.1.2011 8 1 Tato průvodní dokumentace obsahuje technické podmínky, které stanovují údaje o výrobku,
BEZPEČNOSTNÍ ODBĚROVÝ NÁVAREK BON 9x NÁVAREK PRO MĚŘENÍ TEPLOTY Datum: Počet stran: Strana: TPNM 01/01 10.1.2011 8 1 Tato průvodní dokumentace obsahuje technické podmínky, které stanovují údaje o výrobku,
Zlepšení kyslíkových poměrů ve vodním toku
 KATALOG OPATŘENÍ ID_OPATŘENÍ 31 NÁZEV OPATŘENÍ DATUM ZPRACOVÁNÍ Prosinec 2005 Zlepšení kyslíkových poměrů ve vodním toku 1. POPIS PROBLÉMU Nedostatek kyslíku ve vodě je problémem na řadě úseků vodních
KATALOG OPATŘENÍ ID_OPATŘENÍ 31 NÁZEV OPATŘENÍ DATUM ZPRACOVÁNÍ Prosinec 2005 Zlepšení kyslíkových poměrů ve vodním toku 1. POPIS PROBLÉMU Nedostatek kyslíku ve vodě je problémem na řadě úseků vodních
Všeobecně. Schéma použití. O zdroji POWERmax
 Všeobecně O zdroji POWERmax Schéma použití POWERmax je rezonanční invertor nové genarace a nahrazuje předchozí svařovací zdroje Powermax a Powermax 2. Je určen výhradně jako zdroj svařovacího proudu pro
Všeobecně O zdroji POWERmax Schéma použití POWERmax je rezonanční invertor nové genarace a nahrazuje předchozí svařovací zdroje Powermax a Powermax 2. Je určen výhradně jako zdroj svařovacího proudu pro
KAPITOLA 6.3 POŽADAVKY NA KONSTRUKCI A ZKOUŠENÍ OBALŮ PRO INFEKČNÍ LÁTKY KATEGORIE A TŘÍDY 6.2
 KAPITOLA 6.3 POŽADAVKY NA KONSTRUKCI A ZKOUŠENÍ OBALŮ PRO INFEKČNÍ LÁTKY KATEGORIE A TŘÍDY 6.2 POZNÁMKA: Požadavky této kapitoly neplatí pro obaly, které budou používány dle 4.1.4.1, pokynu pro balení
KAPITOLA 6.3 POŽADAVKY NA KONSTRUKCI A ZKOUŠENÍ OBALŮ PRO INFEKČNÍ LÁTKY KATEGORIE A TŘÍDY 6.2 POZNÁMKA: Požadavky této kapitoly neplatí pro obaly, které budou používány dle 4.1.4.1, pokynu pro balení
ČSN 1264-4: 4: 2002) ČSN EN
 ČSN EN") Převážně sálavé otopné plochy - úvod Mezi převážně sálavé plochy řadíme i tepelně aktivované stavební konstrukce se zabudovanými teplovodními rozvody nebo elektrickými topnými kabely (rohožemi, fóliemi).
Převážně sálavé otopné plochy - úvod Mezi převážně sálavé plochy řadíme i tepelně aktivované stavební konstrukce se zabudovanými teplovodními rozvody nebo elektrickými topnými kabely (rohožemi, fóliemi).
Charakteristika. Použití MECHANICKÉ VLASTNOSTI FYZIKÁLNÍ VLASTNOSTI HOLDAX. Pevnost v tahu. Pevnost v tlaku
 1 HOLDAX 2 Charakteristika HOLDAX je Cr-Mo vakuovaná ocel, která je dodávána v kaleném a popuštěném stavu. HOLDAX se vyznačuje následujícími vlastnostmi: velice dobrá obrobitelnost (zvýšený obsah síry)
1 HOLDAX 2 Charakteristika HOLDAX je Cr-Mo vakuovaná ocel, která je dodávána v kaleném a popuštěném stavu. HOLDAX se vyznačuje následujícími vlastnostmi: velice dobrá obrobitelnost (zvýšený obsah síry)
Vyhrubování a vystružování válcových otvorů
 Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
ŘADA SVAŘOVACÍCH ZAŘÍZENÍ TIG
 ŘADA SVAŘOVACÍCH ZAŘÍZENÍ TIG Nejlepší svařovací invertory TIG používají invertorovou nebo tyristorovou technologii určenou pro nejnáročnější uživatele. www.oerlikon-welding.com www.airliquidewelding.com
ŘADA SVAŘOVACÍCH ZAŘÍZENÍ TIG Nejlepší svařovací invertory TIG používají invertorovou nebo tyristorovou technologii určenou pro nejnáročnější uživatele. www.oerlikon-welding.com www.airliquidewelding.com
Navařování korozivzdorných trvrdonávarů pro rotační díly plunžrů hydraulických lisů. Zbyněk Bunda
 SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH PRACÍ FST 2007 Navařování korozivzdorných trvrdonávarů pro rotační díly plunžrů hydraulických lisů ABSTRAKT Zbyněk Bunda Navařování je nanášení kovové vrstvy na povrch výrobku
SOUTĚŽNÍ PŘEHLÍDKA STUDENTSKÝCH PRACÍ FST 2007 Navařování korozivzdorných trvrdonávarů pro rotační díly plunžrů hydraulických lisů ABSTRAKT Zbyněk Bunda Navařování je nanášení kovové vrstvy na povrch výrobku
Strojní součásti, konstrukční prvky a spoje
 Strojní součásti, konstrukční prvky a spoje Šroubové spoje Šrouby jsou nejčastěji používané strojní součástí a neexistuje snad stroj, kde by se nevyskytovaly. Mimo šroubů jsou u některých šroubových spojů
Strojní součásti, konstrukční prvky a spoje Šroubové spoje Šrouby jsou nejčastěji používané strojní součástí a neexistuje snad stroj, kde by se nevyskytovaly. Mimo šroubů jsou u některých šroubových spojů
ZAŘÍZENÍ PRO ODBĚR VZORKŮ VZ
 Technické podmínky 1 RK 12 1075 R A Y M A N spol. s r. o. KLADNO ZAŘÍZENÍ PRO ODBĚR VZORKŮ VZ RK 12 1075 Obr. 1 Zařízení pro odběr vzorků LEGENDA: 1. Pneumatický válec 2. Těleso vzorkovacího zařízení 3.
Technické podmínky 1 RK 12 1075 R A Y M A N spol. s r. o. KLADNO ZAŘÍZENÍ PRO ODBĚR VZORKŮ VZ RK 12 1075 Obr. 1 Zařízení pro odběr vzorků LEGENDA: 1. Pneumatický válec 2. Těleso vzorkovacího zařízení 3.
Všeobecně lze říci, že EUCOR má několikanásobně vyšší odolnost proti otěru než tavený čedič a řádově vyšší než speciální legované ocele a litiny.
 KATALOGOVÝ LIST E-02 A. CHARAKTERISTIKA EUCOR je obchodní označení korundo-baddeleyitového materiálu, respektive odlitků, vyráběných tavením vhodných surovin v elektrické obloukové peci, odléváním vzniklé
KATALOGOVÝ LIST E-02 A. CHARAKTERISTIKA EUCOR je obchodní označení korundo-baddeleyitového materiálu, respektive odlitků, vyráběných tavením vhodných surovin v elektrické obloukové peci, odléváním vzniklé
pístové dávkovací čerpadlo KARDOS N
 Všeobecně Pístová dávkovací čerpadla série KARDOS byla vyvinuta zvláště pro uživatele, kteří mají vysoké nároky na přesnost, spolehlivost a flexibilitu možností využití. Druhy provedení Symetricky koncipovaná
Všeobecně Pístová dávkovací čerpadla série KARDOS byla vyvinuta zvláště pro uživatele, kteří mají vysoké nároky na přesnost, spolehlivost a flexibilitu možností využití. Druhy provedení Symetricky koncipovaná
není transformátor jako transformátor
 50 /ENERGIE KOLEM NÁS autor: Miroslav Kraus není transformátor jako transformátor Suché transformátory se zalitým vinutím se vyrábějí od 70. let 20. století. Po celém světě je v provozu několik stovek
50 /ENERGIE KOLEM NÁS autor: Miroslav Kraus není transformátor jako transformátor Suché transformátory se zalitým vinutím se vyrábějí od 70. let 20. století. Po celém světě je v provozu několik stovek
1 BUBNOVÁ BRZDA. Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi.
 1 BUBNOVÁ BRZDA Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi. Nejdůležitější části bubnové brzdy : brzdový buben, brzdové čelisti, rozporné zařízení, vratné pružiny, štít
1 BUBNOVÁ BRZDA Bubnové brzdy používané u vozidel jsou třecí s vnitřními brzdovými čelistmi. Nejdůležitější části bubnové brzdy : brzdový buben, brzdové čelisti, rozporné zařízení, vratné pružiny, štít
Manuální, technická a elektrozručnost
 Manuální, technická a elektrozručnost Realizace praktických úloh zaměřených na dovednosti v oblastech: Vybavení elektrolaboratoře Schématické značky, základy pájení Fyzikální principy činnosti základních
Manuální, technická a elektrozručnost Realizace praktických úloh zaměřených na dovednosti v oblastech: Vybavení elektrolaboratoře Schématické značky, základy pájení Fyzikální principy činnosti základních
SPOJE ŠROUBOVÉ. Mezi nejdůleţitější geometrické charakteristiky závitů patří tyto veličiny:
 SPOJE ŠROUBOVÉ Šroubové spoje patří mezi nejstarší a nejpoužívanější rozebíratelné spoje se silovým stykem. Všechny spojovací součástky šroubových i ostatních rozebíratelných spojů jsou normalizované.
SPOJE ŠROUBOVÉ Šroubové spoje patří mezi nejstarší a nejpoužívanější rozebíratelné spoje se silovým stykem. Všechny spojovací součástky šroubových i ostatních rozebíratelných spojů jsou normalizované.
Příznivé teploty pro vaše plasty
 Příznivé teploty pro vaše plasty Řešení technického ohřevu ve výrobě www.voetsch-ovens.com 1 Spolehlivé procesy technického ohřevu ve výrobě plastových výrobků Ve výrobě plastových výrobků jsou téměř vždy
Příznivé teploty pro vaše plasty Řešení technického ohřevu ve výrobě www.voetsch-ovens.com 1 Spolehlivé procesy technického ohřevu ve výrobě plastových výrobků Ve výrobě plastových výrobků jsou téměř vždy
Zadání. Založení projektu
 Zadání Cílem tohoto příkladu je navrhnout symetrický dřevěný střešní vazník délky 13 m, sklon střechy 25. Materiálem je dřevo třídy C24, fošny tloušťky 40 mm. Zatížení krytinou a podhledem 0,2 kn/m, druhá
Zadání Cílem tohoto příkladu je navrhnout symetrický dřevěný střešní vazník délky 13 m, sklon střechy 25. Materiálem je dřevo třídy C24, fošny tloušťky 40 mm. Zatížení krytinou a podhledem 0,2 kn/m, druhá
stavební úpravy MATEŘSKÉ ŠKOLY
 statika - technická zpráva, technologie bourání DOKUMENTACE PRO REALIZACI STAVBY stavební úpravy MŠ Ostašovská stavební úpravy MATEŘSKÉ ŠKOLY OSTAŠOVSKÁ Č.P. 100, LIBEREC XX - OSTAŠOV Vypracoval ing. Petr
statika - technická zpráva, technologie bourání DOKUMENTACE PRO REALIZACI STAVBY stavební úpravy MŠ Ostašovská stavební úpravy MATEŘSKÉ ŠKOLY OSTAŠOVSKÁ Č.P. 100, LIBEREC XX - OSTAŠOV Vypracoval ing. Petr
Optimalizace montážní linky pro výrobu pólů. Jiří Kuběja
 Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Uživatelská příručka HLÍDAČ KOVOVÝCH PŘEDMĚTŮ HKP 6. č.dok. 202 29, 201 22
 ZAM - SERVIS s. r. o. sídlo: Křišťanova 1116/14, 702 00 Ostrava - Přívoz IČO: 60 77 58 66 DIČ: 388-60 77 58 66 Firma je registrována v obchodním rejstříku u Krajského soudu v Ostravě, oddíl C, vložka 6878
ZAM - SERVIS s. r. o. sídlo: Křišťanova 1116/14, 702 00 Ostrava - Přívoz IČO: 60 77 58 66 DIČ: 388-60 77 58 66 Firma je registrována v obchodním rejstříku u Krajského soudu v Ostravě, oddíl C, vložka 6878
STÍRÁNÍ NEČISTOT, OLEJŮ A EMULZÍ Z KOVOVÝCH PÁSŮ VE VÁLCOVNÁCH ZA STUDENA
 STÍRÁNÍ NEČISTOT, OLEJŮ A EMULZÍ Z KOVOVÝCH PÁSŮ VE VÁLCOVNÁCH ZA STUDENA ÚVOD Při válcování za studena je povrch vyválcovaného plechu znečištěn oleji či emulzemi, popř. dalšími nečistotami. Nežádoucí
STÍRÁNÍ NEČISTOT, OLEJŮ A EMULZÍ Z KOVOVÝCH PÁSŮ VE VÁLCOVNÁCH ZA STUDENA ÚVOD Při válcování za studena je povrch vyválcovaného plechu znečištěn oleji či emulzemi, popř. dalšími nečistotami. Nežádoucí
I. Objemové tíhy, vlastní tíha a užitná zatížení pozemních staveb
 I. Objemové tíhy, vlastní tíha a užitná zatížení pozemních staveb 1 VŠEOBECNĚ ČSN EN 1991-1-1 poskytuje pokyny pro stanovení objemové tíhy stavebních a skladovaných materiálů nebo výrobků, pro vlastní
I. Objemové tíhy, vlastní tíha a užitná zatížení pozemních staveb 1 VŠEOBECNĚ ČSN EN 1991-1-1 poskytuje pokyny pro stanovení objemové tíhy stavebních a skladovaných materiálů nebo výrobků, pro vlastní
Atomová absorpční spektroskopie (AAS) spektroskopie (AAS) spektroskopie (AAS) r. 1802 Wolaston pozoroval absorpční čáry ve slunečním spektru
 spektroskopie (AAS) spektroskopie (AAS) r. 1802 Wolaston pozoroval absorpční čáry ve slunečním spektru") tomová absorpční r. 1802 Wolaston pozoroval absorpční čáry ve slunečním spektru r. 1953 Walsh sestrojil první analytický atomový absorpční spektrometr díky vysoké selektivitě se tato metoda stala v praxi
tomová absorpční r. 1802 Wolaston pozoroval absorpční čáry ve slunečním spektru r. 1953 Walsh sestrojil první analytický atomový absorpční spektrometr díky vysoké selektivitě se tato metoda stala v praxi
5.6.16.6. Dřevoobráběcí stroje
 5.6.16.6. Dřevoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/drevoobrabeci-stroje Bezpečnostní pravidla pro obsluhu dřevoobráběcích strojů koutočové
5.6.16.6. Dřevoobráběcí stroje http://www.guard7.cz/lexikon/lexikon-bozp/stroje-technicka-zarizenipristroje-a-naradi/drevoobrabeci-stroje Bezpečnostní pravidla pro obsluhu dřevoobráběcích strojů koutočové
Sada 2 Klempířská technologie 31. Svařování plamenem I.
 S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 2 Klempířská technologie 31. Svařování plamenem I. Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo projektu:cz.1.09/1.5.00/34.0284
S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 2 Klempířská technologie 31. Svařování plamenem I. Digitální učební materiál projektu: SŠS Jihlava šablony registrační číslo projektu:cz.1.09/1.5.00/34.0284
Přednášející Ing. Daniel Šmíd produktový manažer podlahové systémy
 Přednášející Ing. Daniel Šmíd produktový manažer podlahové systémy Anhydritová x Cementová podlaha Otázka: Který z těchto materiálů je lepší?... každý materiál má své výhody i omezení Základní kladené
Přednášející Ing. Daniel Šmíd produktový manažer podlahové systémy Anhydritová x Cementová podlaha Otázka: Který z těchto materiálů je lepší?... každý materiál má své výhody i omezení Základní kladené
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy. Svařování ocelí metodou MIG/MAG Bakalářská práce
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Svařování ocelí metodou MIG/MAG Bakalářská práce Vedoucí práce: Vypracoval: Ing. Jiří Votava, Ph.D. Ondřej Marvánek
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Svařování ocelí metodou MIG/MAG Bakalářská práce Vedoucí práce: Vypracoval: Ing. Jiří Votava, Ph.D. Ondřej Marvánek
15% ENERGETICKY ÚSPORNÉ otopné těleso. úspora 03/2015
 až 15% úspora ENERGETICKY ÚSPORNÉ otopné těleso 03/2015 Radik RC pro Vaši pohodu Člověk ke své spokojenosti a pocitu tepelné pohody potřebuje sálavou složku tepla. Dokazují to osobní zkušenosti každého
až 15% úspora ENERGETICKY ÚSPORNÉ otopné těleso 03/2015 Radik RC pro Vaši pohodu Člověk ke své spokojenosti a pocitu tepelné pohody potřebuje sálavou složku tepla. Dokazují to osobní zkušenosti každého
MOŽNOSTI POUŽITÍ ODKYSELOVACÍCH HMOT PŘI ÚPRAVĚ VODY
 Sborník konference Pitná voda 01, s. 16-168. W&ET Team, Č. Budějovice 01. ISBN 978-80-9058-0-7 MOŽNOSTI POUŽITÍ ODKYSELOVACÍCH HMOT PŘI ÚPRAVĚ VODY Ing. Robert Mach, Ing. Soňa Beyblová Severočeské vodovody
Sborník konference Pitná voda 01, s. 16-168. W&ET Team, Č. Budějovice 01. ISBN 978-80-9058-0-7 MOŽNOSTI POUŽITÍ ODKYSELOVACÍCH HMOT PŘI ÚPRAVĚ VODY Ing. Robert Mach, Ing. Soňa Beyblová Severočeské vodovody
KLADENÍ VEDENÍ. VŠB TU Ostrava Fakulta elektrotechniky a informatiky Katedra obecné elektrotechniky
 VŠB TU Ostrava Fakulta elektrotechniky a informatiky Katedra obecné elektrotechniky KLADENÍ VEDENÍ 1. Hlavní zásady pro stavbu vedení 2. Způsoby kladení vedení Ostrava, prosinec 2003 Ing. Ctirad Koudelka,
VŠB TU Ostrava Fakulta elektrotechniky a informatiky Katedra obecné elektrotechniky KLADENÍ VEDENÍ 1. Hlavní zásady pro stavbu vedení 2. Způsoby kladení vedení Ostrava, prosinec 2003 Ing. Ctirad Koudelka,
Sada 1 Klempířská technologie
 S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 1 Klempířská technologie 07. Test Klempíř 2.ročník test v systému MOODLE téma- Klempířské prvky okapních žlabů a svodů okapní vody Digitální učební
S t ř e d n í š k o l a s t a v e b n í J i h l a v a Sada 1 Klempířská technologie 07. Test Klempíř 2.ročník test v systému MOODLE téma- Klempířské prvky okapních žlabů a svodů okapní vody Digitální učební
Otevřený plamen Olejová lázeň Pece Indukční ohřívací zařízení SKF
 Ohřívací zařízení SKF Je to tak. Nesprávné montážní postupy jsou až v 16 % případů příčinou předčasného selhání ložisek Ve snaze snížit riziko nesprávné montáže začala společnost SKF jako jedna z prvních
Ohřívací zařízení SKF Je to tak. Nesprávné montážní postupy jsou až v 16 % případů příčinou předčasného selhání ložisek Ve snaze snížit riziko nesprávné montáže začala společnost SKF jako jedna z prvních
doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
 Katedra konstruování strojů Fakulta strojní K2 E doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky LISOVACÍ
Katedra konstruování strojů Fakulta strojní K2 E doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky LISOVACÍ
Provoz a poruchy topných kabelů
 Stránka 1 Provoz a poruchy topných kabelů Datum: 31.3.2008 Autor: Jiří Koreš Zdroj: Elektroinstalatér 1/2008 Článek nemá za úkol unavovat teoretickými úvahami a předpisy, ale nabízí pohled na topné kabely
Stránka 1 Provoz a poruchy topných kabelů Datum: 31.3.2008 Autor: Jiří Koreš Zdroj: Elektroinstalatér 1/2008 Článek nemá za úkol unavovat teoretickými úvahami a předpisy, ale nabízí pohled na topné kabely
ASYNCHRONNÍ STROJ. Trojfázové asynchronní stroje. n s = 60.f. Ing. M. Bešta
 Trojfázové asynchronní stroje Trojfázové asynchronní stroje někdy nazývané indukční se většinou provozují v motorickém režimu tzn. jako asynchronní motory (zkratka ASM). Jsou to konstrukčně nejjednodušší
Trojfázové asynchronní stroje Trojfázové asynchronní stroje někdy nazývané indukční se většinou provozují v motorickém režimu tzn. jako asynchronní motory (zkratka ASM). Jsou to konstrukčně nejjednodušší
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.9 Materiály v automobilovém průmyslu Kapitola
OBEC HORNÍ BOJANOVICE obecně závazná vyhláška č. 05/2005
 OBEC HORNÍ BOJANOVICE obecně závazná vyhláška č. 05/2005 o stanovení systému shromažďování, sběru, přepravy a třídění, využívání a odstraňování komunálních odpadů vznikajících na území obce Horní Bojanovice,
OBEC HORNÍ BOJANOVICE obecně závazná vyhláška č. 05/2005 o stanovení systému shromažďování, sběru, přepravy a třídění, využívání a odstraňování komunálních odpadů vznikajících na území obce Horní Bojanovice,
Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00
 Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00 Brno Č.j.: 0313/007/13/Pos. Vyřizuje: Ing. Miroslav Pospíšil Telefon: 545 555 135, -131 Český metrologický institut (dále jen ČMI ),
Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00 Brno Č.j.: 0313/007/13/Pos. Vyřizuje: Ing. Miroslav Pospíšil Telefon: 545 555 135, -131 Český metrologický institut (dále jen ČMI ),
Montážní návod LC 45... S-15-02
 Montážní návod LC 45... S-15-02 2 Při čtení přihlížejte k vyobrazení na posledních stranách. Důležitá upozornění Starý odsavač není bezcenným odpadem. Jeho likvidací, příznivou k životnímu prostředí, můžete
Montážní návod LC 45... S-15-02 2 Při čtení přihlížejte k vyobrazení na posledních stranách. Důležitá upozornění Starý odsavač není bezcenným odpadem. Jeho likvidací, příznivou k životnímu prostředí, můžete
SKLÁDANÉ OPĚRNÉ STĚNY
 Široký sortiment betonových prvků pro vnější architekturu nabízí také prvky, z nichž lze buď suchou montáží anebo kombinací suché montáže a monolitického betonu zhotovit opěrné stěny. Opěrná stěna je velmi
Široký sortiment betonových prvků pro vnější architekturu nabízí také prvky, z nichž lze buď suchou montáží anebo kombinací suché montáže a monolitického betonu zhotovit opěrné stěny. Opěrná stěna je velmi
A. PODÍL JEDNOTLIVÝCH DRUHŮ DOPRAVY NA DĚLBĚ PŘEPRAVNÍ PRÁCE A VLIV DÉLKY VYKONANÉ CESTY NA POUŽITÍ DOPRAVNÍHO PROSTŘEDKU
 A. PODÍL JEDNOTLIVÝCH DRUHŮ DOPRAVY NA DĚLBĚ PŘEPRAVNÍ PRÁCE A VLIV DÉLKY VYKONANÉ CESTY NA POUŽITÍ DOPRAVNÍHO PROSTŘEDKU Ing. Jiří Čarský, Ph.D. (Duben 2007) Komplexní přehled o podílu jednotlivých druhů
A. PODÍL JEDNOTLIVÝCH DRUHŮ DOPRAVY NA DĚLBĚ PŘEPRAVNÍ PRÁCE A VLIV DÉLKY VYKONANÉ CESTY NA POUŽITÍ DOPRAVNÍHO PROSTŘEDKU Ing. Jiří Čarský, Ph.D. (Duben 2007) Komplexní přehled o podílu jednotlivých druhů
S t r á n k a 1 I N V E S T I C E D O R O Z V O J E V Z D Ě L Á V Á N Í
 S t r á n k a 1 Zadavatel: Centrum pro zjišťování výsledků vzdělávání, příspěvková organizace Jeruzalémská 957/12 110 06 Praha 1 IČ: 72029455 DIČ: CZ72029455 Zastoupený: Mgr. Martinem Machem, ředitelem
S t r á n k a 1 Zadavatel: Centrum pro zjišťování výsledků vzdělávání, příspěvková organizace Jeruzalémská 957/12 110 06 Praha 1 IČ: 72029455 DIČ: CZ72029455 Zastoupený: Mgr. Martinem Machem, ředitelem
JOHNSON CONTROLS PARTS CENTER Olej Sabroe S68 pro průmyslové chlazení
 JOHNSON CONTROLS PARTS CENTER Olej pro průmyslové chlazení Hydrogenovaný, vysoce učinný olej pro průmyslové chlazení Firma Johnson Controls nabízí oleje té nejvyšší kvality pro oblast průmyslového chlazení.
JOHNSON CONTROLS PARTS CENTER Olej pro průmyslové chlazení Hydrogenovaný, vysoce učinný olej pro průmyslové chlazení Firma Johnson Controls nabízí oleje té nejvyšší kvality pro oblast průmyslového chlazení.
S O U H R N N Á T E C H N I C K Á Z P R Á V A
 S O U H R N N Á T E C H N I C K Á Z P R Á V A PROJEKTANT VYPRACOVAL KONTROLOVAL Ing. Faltys, Petr Ing. Faltys, Petr Ing. Kovář, Jiří INVESTOR : Město Litomyšl, Bří Šťastných 1000, 570 01 Litomyšl MÍSTO
S O U H R N N Á T E C H N I C K Á Z P R Á V A PROJEKTANT VYPRACOVAL KONTROLOVAL Ing. Faltys, Petr Ing. Faltys, Petr Ing. Kovář, Jiří INVESTOR : Město Litomyšl, Bří Šťastných 1000, 570 01 Litomyšl MÍSTO
Construction. Vysoce kvalitní, expanzní zálivková hmota s nízkým smrštěním. Popis výrobku
 Technický list Vydání 24.11.2015 Identifikační č.: 02 02 01 01 001 0 000004 1180 SikaGrout -311 SikaGrout -311 Vysoce kvalitní, expanzní zálivková hmota s nízkým smrštěním Popis výrobku SikaGrout -311
Technický list Vydání 24.11.2015 Identifikační č.: 02 02 01 01 001 0 000004 1180 SikaGrout -311 SikaGrout -311 Vysoce kvalitní, expanzní zálivková hmota s nízkým smrštěním Popis výrobku SikaGrout -311
4.5.1 Magnety, magnetické pole
 4.5.1 Magnety, magnetické pole Předpoklady: 4101 Pomůcky: magnety, kancelářské sponky, papír, dřevěná dýha, hliníková kulička, měděná kulička (drát), železné piliny, papír, jehla (špendlík), korek (kus
4.5.1 Magnety, magnetické pole Předpoklady: 4101 Pomůcky: magnety, kancelářské sponky, papír, dřevěná dýha, hliníková kulička, měděná kulička (drát), železné piliny, papír, jehla (špendlík), korek (kus
Schöck Tronsole typ Z
 Schöck Tronsole typ Schöck Tronsole typ Schöck Tronsole typ Slouží k přerušení akustických mostů mezi schodišťovou stěnou a podestou. Podesta může být provedena jako monolit nebo jako plně prefabrikovaný
Schöck Tronsole typ Schöck Tronsole typ Schöck Tronsole typ Slouží k přerušení akustických mostů mezi schodišťovou stěnou a podestou. Podesta může být provedena jako monolit nebo jako plně prefabrikovaný
PŘIJÍMACÍ ŘÍZENÍ. Strana
 PŘIJÍMACÍ ŘÍZENÍ Strana Vyhledávání textu - přidržte klávesu Ctrl, kurzor umístěte na příslušný řádek a klikněte levým tlačítkem myši. 1. Právní předpisy upravující přijímací řízení ke studiu ve střední
PŘIJÍMACÍ ŘÍZENÍ Strana Vyhledávání textu - přidržte klávesu Ctrl, kurzor umístěte na příslušný řádek a klikněte levým tlačítkem myši. 1. Právní předpisy upravující přijímací řízení ke studiu ve střední
CERTIFIKACE FIRMY DLE ČSN EN 15085 A ČSN EN ISO 3834
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY CERTIFIKACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY CERTIFIKACE
Vyřizuje: Tel.: Fax: E-mail: Datum: 6.8.2012. Oznámení o návrhu stanovení místní úpravy provozu na místní komunikaci a silnici
 M Ě S T S K Ý Ú Ř A D B L A N S K O ODBOR STAVEBNÍ ÚŘAD, oddělení silničního hospodářství nám. Svobody 32/3, 678 24 Blansko Pracoviště: nám. Republiky 1316/1, 67801 Blansko Město Blansko, nám. Svobody
M Ě S T S K Ý Ú Ř A D B L A N S K O ODBOR STAVEBNÍ ÚŘAD, oddělení silničního hospodářství nám. Svobody 32/3, 678 24 Blansko Pracoviště: nám. Republiky 1316/1, 67801 Blansko Město Blansko, nám. Svobody
Vláda nařizuje podle 133b odst. 2 zákona č. 65/1965 Sb., zákoník práce, ve znění zákona č. 155/2000 Sb.:
 11/2002 Sb. NAŘÍZENÍ VLÁDY ze dne 14. listopadu 2001, kterým se stanoví vzhled a umístění bezpečnostních značek a zavedení signálů Změna: 405/2004 Sb. Vláda nařizuje podle 133b odst. 2 zákona č. 65/1965
11/2002 Sb. NAŘÍZENÍ VLÁDY ze dne 14. listopadu 2001, kterým se stanoví vzhled a umístění bezpečnostních značek a zavedení signálů Změna: 405/2004 Sb. Vláda nařizuje podle 133b odst. 2 zákona č. 65/1965
BODOVÝ STŘEŠNÍ SVĚTLÍK
 BODOVÝ STŘEŠNÍ SVĚTLÍK Návod k montáži bodových střešních světlíků DEKLIGHT ACG Plocha, na kterou se instaluje manžeta, přechodový profil nebo křídlo světlíku, musí být zcela rovná, suchá, bez mastnot
BODOVÝ STŘEŠNÍ SVĚTLÍK Návod k montáži bodových střešních světlíků DEKLIGHT ACG Plocha, na kterou se instaluje manžeta, přechodový profil nebo křídlo světlíku, musí být zcela rovná, suchá, bez mastnot
Antény. Zpracoval: Ing. Jiří. Sehnal. 1.Napájecí vedení 2.Charakteristické vlastnosti antén a základní druhy antén
 ANTÉNY Sehnal Zpracoval: Ing. Jiří Antény 1.Napájecí vedení 2.Charakteristické vlastnosti antén a základní druhy antén Pod pojmem anténa rozumíme obecně prvek, který zprostředkuje přechod elektromagnetické
ANTÉNY Sehnal Zpracoval: Ing. Jiří Antény 1.Napájecí vedení 2.Charakteristické vlastnosti antén a základní druhy antén Pod pojmem anténa rozumíme obecně prvek, který zprostředkuje přechod elektromagnetické
TECHNICKÉ PODMÍNKY TP ATE 78522 TECHNICKÉ PODMÍNKY DODACÍ TP ATE 78522
 ATE, s.r.o. automatizační technika Wolkerova 14 350 02 Cheb tel: 354 435 070 fax: 354 438 402 tel ČD: 972 443 321 e-mail: ate@atecheb.cz IČ: 48360473 DIČ: CZ48360473 ATE, s.r.o. Strana 1 Celkem stránek:
ATE, s.r.o. automatizační technika Wolkerova 14 350 02 Cheb tel: 354 435 070 fax: 354 438 402 tel ČD: 972 443 321 e-mail: ate@atecheb.cz IČ: 48360473 DIČ: CZ48360473 ATE, s.r.o. Strana 1 Celkem stránek:
Měření impedancí v silnoproudých instalacích
 Měření impedancí v silnoproudých instalacích 1. Úvod Ing. Lubomír Harwot, CSc. Článek popisuje vybrané typy moderních měřicích přístrojů, které jsou používány k měřením impedancí v silnoproudých zařízeních.
Měření impedancí v silnoproudých instalacích 1. Úvod Ing. Lubomír Harwot, CSc. Článek popisuje vybrané typy moderních měřicích přístrojů, které jsou používány k měřením impedancí v silnoproudých zařízeních.
1.7. Mechanické kmitání
 1.7. Mechanické kmitání. 1. Umět vysvětlit princip netlumeného kmitavého pohybu.. Umět srovnat periodický kmitavý pohyb s periodickým pohybem po kružnici. 3. Znát charakteristické veličiny periodického
1.7. Mechanické kmitání. 1. Umět vysvětlit princip netlumeného kmitavého pohybu.. Umět srovnat periodický kmitavý pohyb s periodickým pohybem po kružnici. 3. Znát charakteristické veličiny periodického
SYSTÉM PODLAHOVÉHO TOPENÍ PROFI THERM 2000
 SYSTÉM PODLAHOVÉHO TOPENÍ PROFI THERM 2000 Instalace podlahového topení: Nainstalujte skříňku rozdělovače 6, viz.obrázek, a rozdělovač 5 -ideální je střed domu Propojte potrubím rozdělovač se zdrojem tepla
SYSTÉM PODLAHOVÉHO TOPENÍ PROFI THERM 2000 Instalace podlahového topení: Nainstalujte skříňku rozdělovače 6, viz.obrázek, a rozdělovač 5 -ideální je střed domu Propojte potrubím rozdělovač se zdrojem tepla
Návod k obsluze Loupací přístroj FWSG RA 32 / 40 / 50 / 63
 FRIATOOLS Česky Návod k obsluze Loupací přístroj FWSG RA 32 / 40 / 50 / 63 Hlavice s imbusem (1) Aretace (2) Držák nože (3) Loupací nůž(4) Obsah Tělo zařízení (7) Závitové vřeteno (6) Kleština (5) 1. Úvodní
FRIATOOLS Česky Návod k obsluze Loupací přístroj FWSG RA 32 / 40 / 50 / 63 Hlavice s imbusem (1) Aretace (2) Držák nože (3) Loupací nůž(4) Obsah Tělo zařízení (7) Závitové vřeteno (6) Kleština (5) 1. Úvodní
TECHNOLOGICKY POSTUP PLETTAC SL70, MJ UNI 70/100
 TECHNOLOGICKY POSTUP PLETTAC SL70, MJ UNI 70/100 1 ÚVOD Tento návod pro montáž, použití a demontáž rámového systémového lešení PLETTAC SL70 a MJ UNI 70/100 je nutno prostudovat před prvním použitím lešení
TECHNOLOGICKY POSTUP PLETTAC SL70, MJ UNI 70/100 1 ÚVOD Tento návod pro montáž, použití a demontáž rámového systémového lešení PLETTAC SL70 a MJ UNI 70/100 je nutno prostudovat před prvním použitím lešení
Návod k instalaci a obsluze
 CORREX MP Anoda s cizím zdrojem napětí CZ Návod k instalaci a obsluze MAGONTEC Group MAGONTEC GmbH Obsah Strana 1 Bezpečnostní pokyny...3 2 Používání v souladu s určením...5 3 Funkce...5 4 Objem dodávky...5
CORREX MP Anoda s cizím zdrojem napětí CZ Návod k instalaci a obsluze MAGONTEC Group MAGONTEC GmbH Obsah Strana 1 Bezpečnostní pokyny...3 2 Používání v souladu s určením...5 3 Funkce...5 4 Objem dodávky...5