Moderní metody obrábění zvyšování řezivosti nástroje
|
|
|
- Gabriela Čechová
- před 7 lety
- Počet zobrazení:
Transkript
1 Moderní metody obrábění zvyšování řezivosti nástroje




2 Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie břitu nástroje - vliv mikrogeometrie nástroje na řezný proces 2/53


3 Možnosti zvyšování řezivosti Možnosti zvyšování řezivosti řezných nástrojů Volba řezného materiálu Úprava mikrogeometrie Volba tenké vrstvy 3/53



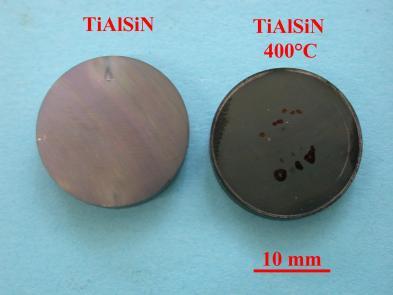
4 Volba tenké vrstvy Vliv teploty na vlastnosti tenké vrstvy 4/53

5 Vliv teploty na vlastnosti tenké vrstvy Volba řezných podmínek 5/53


6 Vliv teploty na vlastnosti tenké vrstvy Teplo na čele nástroje systém SK - bez vrstvy systém SK TiN systém SK - TiAlN 6/53



7 Vliv teploty na vlastnosti tenké vrstvy systém SK - bez vrstvy Teplo na povrchu třísky systém SK TiN systém SK - TiAlN 7/53
![[GPa] Vliv teploty na vlastnosti tenké vrstvy Indentační mikrotvrdost HIT [GPa] 45 40 35 34,4 32,3 35,3 39,3 35,2 30 25](/docs-images/73/68096545/images/8-1.jpg "26,1 24,8 20 15 10 5 0 TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C) 8/53")
8 [GPa] Vliv teploty na vlastnosti tenké vrstvy Indentační mikrotvrdost HIT [GPa] ,4 32,3 35,3 39,3 35, ,1 24, TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C) 8/53


9 Vliv teploty na vlastnosti tenké vrstvy Technologická zkouška řezivosti TON soustružením 9/53


10 Vliv teploty na vlastnosti tenké vrstvy 10/53


11 Vliv teploty na vlastnosti tenké vrstvy 11/53

12 Vliv teploty na vlastnosti tenké vrstvy Závěr z technologických zkoušek řezivosti TON soustružením 12/53


13 Vliv teploty na vlastnosti tenké vrstvy Technologická zkouška řezivosti TON frézováním 13/53


14 Vliv teploty na vlastnosti tenké vrstvy 14/53


15 Vliv teploty na vlastnosti tenké vrstvy 15/53


16 Vliv teploty na vlastnosti tenké vrstvy Závěr z technologických zkoušek řezivosti TON frézováním 16/53


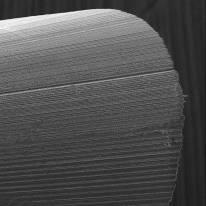
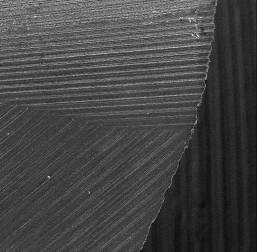
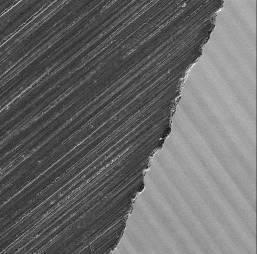
17 Kvalita břitu nástroje - mikrogeometrie břitu Mikrogeometrie nástroje 17/53


18 Kvalita břitu nástroje - mikrogeometrie břitu ideální výbrus ostrý břit břit po broušení modifikace břitu (ostří) ostrý břit 18/53
19 Kvalita břitu nástroje - mikrogeometrie břitu 19/53





20 Volba řezných podmínek Průměr frézy 10 mm Počet břitů 2 Řezný materiál frézy TSF 44 Tvrdost řezného materiálu 1760 HV 10 Tenká vrstva TiAlSiN 20/53
21 Metoda A. S. Kondratova [mm/ot.] I VB T I ekv VB T B v ekv c vt T cvt v 1 ekv m T 1 m c vt v15 1 T m 21/53
22 lg I Praktické využití [mm/zub] 1,6 [mm/zub ] 1,4 1,2 1 0,8 Lineární (v2f) Lineární (F2) Lineární (F3m) Lineární (F4m) m=2,9 (71 ) m=2,8 (70 ) 0,6 [mm/zub] m=1,99 (63 ) 0,4 0,2 0-0,2-0,4 m=4,2 (76 ) 0 0,5 1 1,5 2 2,5 [mm/zub] lg vc 22/53
23 Opotřebení VBB [μm] Praktické využití dlouhodobá zkouška trvanlivosti 300 vc = m/min Test 1 Test 2 Test 3 Test 4 VBmax Test Trvanlivost T [min] Řezné podmínky testu 5: vc = 100 m/min fot = 0,16 mm/ot. ap = 3 mm ae = 0,5 mm 23/53
24 Trvanlivost T [min] Praktické využití ověření řezných podmínek Řezná rychlost Posuv na otáčku Hloubka řezu: Šířka řezu: Řezné prostředí: 25 v c = 100 m/min fot = 0,16 mm/ot. a p = 3 mm a e = 0,5 mm ZA SUCHA Zkouška trvanlivosti - vliv různých druhů tenkých vrstev Z1 Fi1 B1 B2 HTP11 B5 D A B4 24/53

25 Kvalita břitu nástroje - mikrogeometrie břitu 25/53


26 Kvalita břitu nástroje - mikrogeometrie břitu 26/53

27 Kvalita břitu nástroje - mikrogeometrie břitu 27/53



28 Kvalita břitu nástroje - mikrogeometrie břitu 28/53


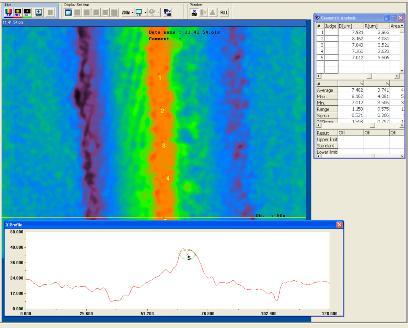
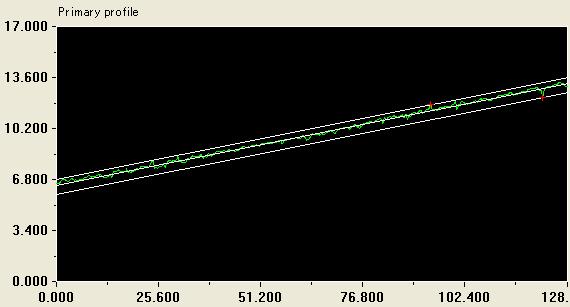
29 Možnosti monitoringu mikrogeometrie břitu nástroje 29/53

30 Možnosti monitoringu mikrogeometrie břitu nástroje 30/53
31 Drsnost Rt [μm] Drsnost Ra [μm] 0,14 Opticko-dotyková metoda Bezdotyková metoda 0,12 0,1 0,08 0,06 0,04 0, V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O Opticko-dotyková metoda Bezdotyková metoda 2,5 2 1,5 1 0,5 0 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 31/53

32 Možnosti monitoringu mikrogeometrie břitu nástroje 32/53
33 Drsnost Rt [μm] Drsnost Ra [μm] Možnosti monitoringu mikrogeometrie břitu nástroje Vývoj drsnosti v závislosti na úpravě 0,1800 0,1600 0,1400 0,1200 0,1000 0,0800 0,0600 0,0400 0,0200 0,0000 po broušení po úpravě před depozicí po depozici po úpravě po depozici V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 2,0000 1,8000 1,6000 1,4000 1,2000 1,0000 0,8000 0,6000 0,4000 0,2000 po broušení po úpravě před depozicí po depozici po úpravě po depozici 0,0000 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 33/53
34 Poloměr zaoblení ostří ρr v 5 mm [μm] Poloměr zaoblení ostři ρr v 1 mm [μm] Možnosti monitoringu mikrogeometrie břitu nástroje 6,00 5,00 Opticko-dotyková metoda Bezdotyková metoda 4,00 3,00 2,00 1,00 0,00 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 7,00 6,00 Opticko-dotyková metoda Bezdotyková metoda 5,00 4,00 3,00 2,00 1,00 0,00 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 34/53
35 Poloměr zaoblení ostří ρ r v 5 mm [μm] Poloměr zaoblení ostří ρ r v 1 mm [μm] Možnosti monitoringu mikrogeometrie břitu nástroje Vývoj poloměru zaoblení břitu v závislosti na úpravě 6,00 po broušení po úpravě před depozicí po depozici po úpravě po depozici 5,00 4,00 3,00 2,00 1,00 0,00 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O po broušení po úpravě před depozicí po depozici po úpravě po depozici 6,00 5,00 4,00 3,00 2,00 1,00 0,00 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 35/53

36 Možnosti monitoringu mikrogeometrie břitu nástroje 36/53

37 Možnosti monitoringu mikrogeometrie břitu nástroje 37/53




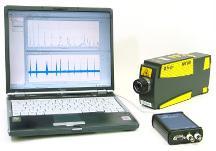



38 Vliv mikrogeometrie na řezný proces Použité vybavení 38/53
39 Trvanlivost T [min] Opotřebení VBB [μm] Vliv mikrogeometrie na řezný proces 160,00 140,00 120,00 100,00 80,00 60,00 40,00 20,00 0,00 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O VBBkrit 0,00 5,00 10,00 15,00 20,00 25,00 30,00 Čas t [min] 35,00 30,00 27,00 27,00 29,00 25,00 21,00 24,00 23,00 20,00 15,00 10,00 5,00 4,50 0,00 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O NBV 39/53

40 Vliv mikrogeometrie na řezný proces 40/53

41 Vliv mikrogeometrie na řezný proces 41/53
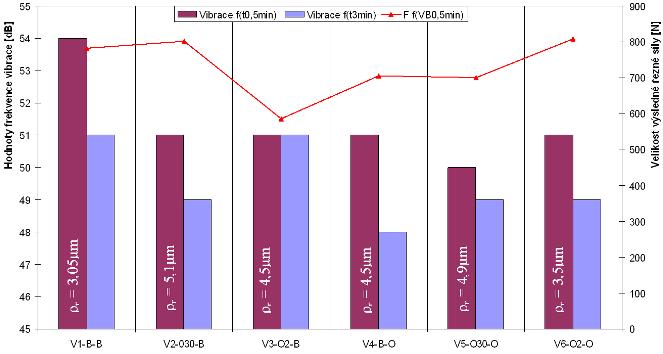
42 Výsledná síla F [N] Vliv mikrogeometrie na řezný proces řezná síla F V4-B-O V1-B-B V5-O30-O V2-030-B V6-O2-O V3-O2-B 0, Čas t [min] 42/53
43 Síla F [N] Opotřebení VBb, poloměr ostří ρrx0,1, drsnost Rtx0,1 [μm] Vliv mikrogeometrie na řezný proces 900 Fx v 0,5 Fy v 0,5 F f(fx, Fy, Fz) VBb3min ρr Rt 100, , ,0 70,0 60,0 50,0 40,0 30,0 20, ,0 0 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 0,0 43/53
![Síla F [N] Trvanlivost T [min]; Poloměr zaoblení ρrx0,1 [μm] Vliv mikrogeometrie na řezný proces 2000 F f(vb0,5min) F](/docs-images/73/68096545/images/44-1.jpg "f(vbmax) T ρr 60 1800 1600 50 1400 40 1200 1000 30 800 600 20 400 10 200 0 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O")
44 Síla F [N] Trvanlivost T [min]; Poloměr zaoblení ρrx0,1 [μm] Vliv mikrogeometrie na řezný proces 2000 F f(vb0,5min) F f(vbmax) T ρr V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 0 44/53

45 Vliv mikrogeometrie na řezný proces 45/53
46 Vliv mikrogeometrie na řezný proces 300 Vzdálenost odletu [mm] Úhel odletu [ ] Opotřebení VBb [μm] 46/53


47 Vliv mikrogeometrie na řezný proces v čase t = 3 min 47/53
48 Vliv mikrogeometrie na řezný proces 48/53
49 TOO [μm], VBB 3min [μm], F x 10 [N] Poloměr zaoblení ostří ρr [μm], Drsnost Rt [μm] Vliv mikrogeometrie na řezný proces 100 TOO VBb3min F f(fx, Fy, Fz) ρr Rt 6, , , , , ,00 0 V1-B-B V2-030-B V3-O2-B V4-B-O V5-O30-O V6-O2-O 0,00 49/53
![Šířka TOO [μm] Vliv mikrogeometrie Šířky TOO na řezný](/docs-images/73/68096545/images/50-1.jpg "proces 100,0 90,0 80,0 70,0 60,0 50,0 40,0 30,0 20,0")

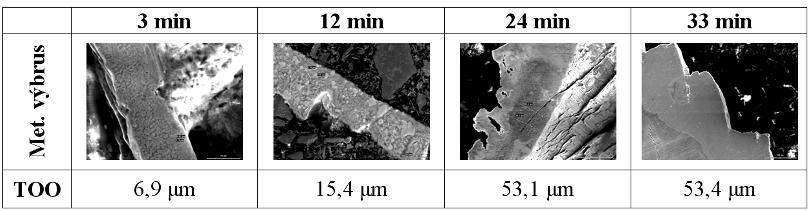
50 Šířka TOO [μm] Vliv mikrogeometrie Šířky TOO na řezný proces 100,0 90,0 80,0 70,0 60,0 50,0 40,0 30,0 20,0 10,0 0,0 V1-B-B V2-O30-B V3-O2-B V4-B-O V5-O30-O V6-O2-O Čas náběru tt [min] nástroj V4-B-O 50/53

51 Vliv mikrogeometrie na řezný proces Technicko ekonomické hodnocení Sumarizující tabulka 51/53
52 Opotřebení VBB [mm] Opotřebení VBB [mm] Vliv mikrogeometrie na řezný proces m/min m/min m/min m/min m/min m/min m/min Hardox m/min Hardox m/min Inconel vc=35m/min; f=160mm/min čelní suché frézování monolitní povlakovaná fréza D n =10 mm, z=2 f z =0,08 mm a e =0,5 mm a p =3 mm m/min m/min m/min m/min m/min m/min m/min Hardox m/min Hardox m/min Inconel vc=35m/min; f=160mm/min čelní suché frézování monolitní povlakovaná fréza D n=10 mm, z=2 f z =0,08 mm a e =0,5 mm a p =3 mm ,5 5 7, , , , ,5 20 Trvanlivost T [min] 0 0 2,5 5 7, , , , ,5 Trvanlivost T [min] 52/53

53 Děkuji za pozornost
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ. Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek
 TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH. Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek
 VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Na počátku byla. obyčejná zvědavost,
 Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min? Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev
Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min? Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
MEGA 45 Těžké hrubovací frézování
 MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
VQT6UR KUŽELOVÁ ČELNÍ STOPKOVÁ FRÉZA S KÓNICKOU GEOMETRIÍ PRO VYSOCE VÝKONNÉ OBRÁBĚNÍ B232CZ
 KUŽELOVÁ ČELNÍ STOPKOVÁ FRÉZA S KÓNICKOU GEOMETRIÍ PRO VYSOCE VÝKONNÉ OBRÁBĚNÍ B232CZ KUŽELOVÉ ČELNÍ STOPKOVÉ FRÉZY S KÓNICKOU GEOMETRIÍ PRO DOKONČOVACÍ OBRÁBĚNÍ TITANOVÝCH SLITIN RADIÁLNÍ PŘESNOST a ±0,01
KUŽELOVÁ ČELNÍ STOPKOVÁ FRÉZA S KÓNICKOU GEOMETRIÍ PRO VYSOCE VÝKONNÉ OBRÁBĚNÍ B232CZ KUŽELOVÉ ČELNÍ STOPKOVÉ FRÉZY S KÓNICKOU GEOMETRIÍ PRO DOKONČOVACÍ OBRÁBĚNÍ TITANOVÝCH SLITIN RADIÁLNÍ PŘESNOST a ±0,01
Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost
 Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost Influence of Cutting Edge Modification on Durability of PVD Coated Monolithic Shank-Type Cutter Doc. Dr. Ing. Ivan Mrkvica,
Vliv úpravy břitu monolitních fréz před PVD povlakováním na jejich trvanlivost Influence of Cutting Edge Modification on Durability of PVD Coated Monolithic Shank-Type Cutter Doc. Dr. Ing. Ivan Mrkvica,
KATALOG 2017 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
NÁSTROJE NOVINKY B194CZ Cermetová destička pro oceli povlakovaná PVD MP3025. Zaručuje vynikající drsnost povrchu obrobené plochy.
 NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
M370. Aplikace s vysokými posuvy Řada M370
 Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
TVRDOKOVOVÉ STOPKOVÉ ŘEZNÉ NÁSTROJE
 TVRDOKOVOVÉ STOPKOVÉ ŘEZNÉ NÁSTROJE 2 STOPKOVÁ FRÉZA VÁLCOVÁ 2-břitá s povlakem π HSC 2 STOPKOVÁ FRÉZA VÁLCOVÁ 4-břitá s povlakem π HSC 3 STOPKOVÁ FRÉZA VÁLCOVÁ PRO TVRDOKOV 4-břitá a 6-břitá s povlakem
TVRDOKOVOVÉ STOPKOVÉ ŘEZNÉ NÁSTROJE 2 STOPKOVÁ FRÉZA VÁLCOVÁ 2-břitá s povlakem π HSC 2 STOPKOVÁ FRÉZA VÁLCOVÁ 4-břitá s povlakem π HSC 3 STOPKOVÁ FRÉZA VÁLCOVÁ PRO TVRDOKOV 4-břitá a 6-břitá s povlakem
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ
 VQ ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ 218.1 B197CZ VQ REVOLUČNÍ VÝKON U TĚŽKOOBROBITELNÝCH MATERIÁLŮ INOVATIVNÍ TECHNOLOGIE Čelní stopkové frézy VQ byly opatřeny
VQ ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ 218.1 B197CZ VQ REVOLUČNÍ VÝKON U TĚŽKOOBROBITELNÝCH MATERIÁLŮ INOVATIVNÍ TECHNOLOGIE Čelní stopkové frézy VQ byly opatřeny
Nový typ CBN pro dílce ze spékaných kovů 2009/10/1
 Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
KATALOG 2019 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5
 KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
08 Technické informace
 08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
08 Technické informace \\ 1. Rozdělení nástrojů dle druhu posuvu frézování 08 Technické informace Nástroje VYDONA jsou konstruovány tak, aby zajistily bezpečnost pracovníka při frézování. Konstrukce nástrojů
TOOLS NEWS B228CZ. Řada čelních stopkových fréz CERAMIC END MILL. Ultravysoká produktivita pro niklové žáruvzdorné slitiny
 TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
VFX. VFX pro vysoce výkonné frézování titanových slitin. 400 cm 3 /min (fréza s ø 63 mm) Vynikající úběry obráběného materiálu až
 Vynikající úběry obráběného materiálu až") Aktualizace 2014.01 Pro frézování titanových slitin VFX B182CZ VFX pro vysoce výkonné frézování titanových slitin. Vynikající úběry obráběného materiálu až 400 cm 3 /min (fréza s ø 63 mm) Přidání nového
Aktualizace 2014.01 Pro frézování titanových slitin VFX B182CZ VFX pro vysoce výkonné frézování titanových slitin. Vynikající úběry obráběného materiálu až 400 cm 3 /min (fréza s ø 63 mm) Přidání nového
5-břité trochoidní frézy s proměnlivým úhlem šroubovice
 NOVINKA 5-břité trochoidní frézy s proměnlivým úhlem šroubovice 5-břité trochoidní stopkové frézy od SCT v sobě spojují několik jedinečných vlastností, které z nich dělají ideální nástroj pro frézování
NOVINKA 5-břité trochoidní frézy s proměnlivým úhlem šroubovice 5-břité trochoidní stopkové frézy od SCT v sobě spojují několik jedinečných vlastností, které z nich dělají ideální nástroj pro frézování
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202
 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202 < 55 HRc < 1600 N/mm 2 ocel nerez litina měď hliník OR201.020 2 2-38 7 - - 3 OR202.020 2 2-50 12 - - 3 OR201.030 2 3-38 7 - - 3 OR202.030 2 3-50 12 - -
KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201 OR202 < 55 HRc < 1600 N/mm 2 ocel nerez litina měď hliník OR201.020 2 2-38 7 - - 3 OR202.020 2 2-50 12 - - 3 OR201.030 2 3-38 7 - - 3 OR202.030 2 3-50 12 - -
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013
 EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Tvrdokovové frézy válcové, 2 - břité, břit přes střed DIN 6535 HA HB 30º. Označení DN630+ Rozměr [mm] CZK D 1. Obráběný materiál
![Tvrdokovové frézy válcové, 2 - břité, břit přes střed DIN 6535 HA HB 30º. Označení DN630+ Rozměr [mm] CZK D 1. Obráběný materiál](/thumbs/93/112644974.jpg "Tvrdokovové frézy válcové, 2 - břité, břit přes střed DIN 6535 HA HB 30º. Označení DN630+ Rozměr [mm] CZK D 1. Obráběný materiál") E70-7/2011-TM-CZ TM Tools s.r.o JD6342 Tolerance Rozsah rozměrů pro hřídele od..do [mm] Povolené úchylky v µm 1 3 3 6 6 10 10 14 14 18 18 24 24 30-14 -28-20 -38-25 -47-32 -59-32 -59-40 -73-40 -73 Třída
E70-7/2011-TM-CZ TM Tools s.r.o JD6342 Tolerance Rozsah rozměrů pro hřídele od..do [mm] Povolené úchylky v µm 1 3 3 6 6 10 10 14 14 18 18 24 24 30-14 -28-20 -38-25 -47-32 -59-32 -59-40 -73-40 -73 Třída
Soustružení - řezné podmínky - výpočet
 Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
ÚVOD DO INTEGRITY POVRCHU naše činnost. Antonín Kříž; Petr Beneš
 ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
VOX stupňová vertikální frézovací hlava VOX400 pro extrémně vysoký výkon. Nový druh čelní frézy pro frézování litin B183E
 Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Nástroj se stabilním ostřím pro litiny Aktualizace 2014.01 B183E Nový druh čelní frézy pro frézování litin 90-stupňová vertikální frézovací hlava pro extrémně vysoký výkon. Destičky s vertikálním uložením
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Série WRX 2000 & 3000 Nová Repeater Endmill 2009/10/01
 Série 2000 & 3000 1 Aplikační rozsah Aplikační rozsah frézovacích produktů SUMITOMO 2 50.0 max x. doc. (mm) 40.0 20.0 15.0 10.0 5.0 WEX (3000) (2000) 0.1 0.2 0.3 0.4 0.5 Posuv fz (mm/zub) Vlastnosti 3
Série 2000 & 3000 1 Aplikační rozsah Aplikační rozsah frézovacích produktů SUMITOMO 2 50.0 max x. doc. (mm) 40.0 20.0 15.0 10.0 5.0 WEX (3000) (2000) 0.1 0.2 0.3 0.4 0.5 Posuv fz (mm/zub) Vlastnosti 3
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování
 KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Stanovení řezných podmínek, volba nástrojů
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Stanovení řezných podmínek, volba nástrojů Ing. Petr Keller, Ph.D. Technická
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Stanovení řezných podmínek, volba nástrojů Ing. Petr Keller, Ph.D. Technická
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
TVRDOKOVOVÉ TECHNICKÉ FRÉZY A VRTÁKY
 TVRDOKOVOVÉ TECHNICKÉ FRÉZY A VRTÁKY JEDINEČNÁ NABÍDKA NA TK ROTAČNÍ FRÉZY V SADÁCH, ALE I JEDNOTLIVĚ ZA VÝHODNÉ CENY Nabízíme nové tvrdokovové rotační frézy, které jsou určeny pro přesné opracování povrchu
TVRDOKOVOVÉ TECHNICKÉ FRÉZY A VRTÁKY JEDINEČNÁ NABÍDKA NA TK ROTAČNÍ FRÉZY V SADÁCH, ALE I JEDNOTLIVĚ ZA VÝHODNÉ CENY Nabízíme nové tvrdokovové rotační frézy, které jsou určeny pro přesné opracování povrchu
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
1 WDX Vysoc I e n v d ý e k x o a n b n l ý e v r D tá ri k ll s VBD 2009/10/01
 1 Sortiment Vrtáků Sumitomo Indexable Drill 2 Tolerance otvoru (+- mm) Vynikající Solid multi drill MDS SEC multi drill SMD MTL / MEL WDX : Typ s VBD 5 10 20 30 40 50 Průměr otvoru (mm) Technické vlastnosti
1 Sortiment Vrtáků Sumitomo Indexable Drill 2 Tolerance otvoru (+- mm) Vynikající Solid multi drill MDS SEC multi drill SMD MTL / MEL WDX : Typ s VBD 5 10 20 30 40 50 Průměr otvoru (mm) Technické vlastnosti
US 2000 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ US 2000 US 2000 US Typické oblasti použití.
 NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK
 CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK") 1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
KATALOG 2016 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2016 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2016 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
Tepelné zpracování. Charakteristika. Použití. Mechanické a technologické vlastnosti ŽÍHÁNÍ NA SNÍŽENÍ VNITŘNÍHO NAPĚTÍ POVRCHOVÉ TVRZENÍ
 1 FORMAX 2 Charakteristika FORMAX je nízkouhlíková ocel, dodávána ve dvou provedeních: válcována za tepla opracovaná. FORMAX se vyznačuje následujícími vlastnostmi: dobrou obrobitelností lze řezat plamenem,
1 FORMAX 2 Charakteristika FORMAX je nízkouhlíková ocel, dodávána ve dvou provedeních: válcována za tepla opracovaná. FORMAX se vyznačuje následujícími vlastnostmi: dobrou obrobitelností lze řezat plamenem,
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Opakování řezné podmínky VY_32_INOVACE_OVZ_1_07 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Opakování řezné podmínky VY_32_INOVACE_OVZ_1_07 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Univerzální řada pro všechny aplikace čelního frézování WIDIA M1200 Mini
 Univerzální řada pro všechny aplikace čelního frézování WIDIA M1200 Mini Pokud hledáte konzistentní výkonnost, zvolte si řadu WIDIA M1200 Mini. Zaručuje snadné použití, dlouhou životnost nástroje, kratší
Univerzální řada pro všechny aplikace čelního frézování WIDIA M1200 Mini Pokud hledáte konzistentní výkonnost, zvolte si řadu WIDIA M1200 Mini. Zaručuje snadné použití, dlouhou životnost nástroje, kratší
B210CZ MS6015 NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY
 2017.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
2017.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
Obráběné materiály. Kalené materiály. Litina. Nerez. Superslitiny. Srážení hran a kuželové osazování (bez středového břitu) ap = Max.
 ap = Max.") rážení hran rážení hran rážení hran rážení hran rážení hran rážení hran 1 topkové frézy Produkty jsou řazeny dle typu obrábění. Vlastnosti a likace Označení typu frézy Název řady stopkových fréz Tvar nástroje
rážení hran rážení hran rážení hran rážení hran rážení hran rážení hran 1 topkové frézy Produkty jsou řazeny dle typu obrábění. Vlastnosti a likace Označení typu frézy Název řady stopkových fréz Tvar nástroje
2013 / 14 Vysoce výkonné nástroje ze slinutého karbidu
 2013 / 14 Vysoce výkonné nástroje ze slinutého karbidu Vášeň pro dokonalost KO díl 13 Kategorie Max. tvrdé materiály Vysoce výkonné stopkové frézy pro C tvrzené a zušlechtěné oceli o tvrdosti 48 68 Rc
2013 / 14 Vysoce výkonné nástroje ze slinutého karbidu Vášeň pro dokonalost KO díl 13 Kategorie Max. tvrdé materiály Vysoce výkonné stopkové frézy pro C tvrzené a zušlechtěné oceli o tvrdosti 48 68 Rc
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
Vrstvy a povlaky 2007
 Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
BNC100/ BNC160/ BNC200/ BNC300 Nový
 NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
Výpočet strojního času soustružení
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
M1200. Univerzální řada pro všechny frézovací aplikace Řada M1200
 Čelní illing frézy Application Guide ředstavení řady Victory 1200 Univerzální řada pro všechny frézovací aplikace Řada 1200 ejlepší světová technologie čelních fréz WIDIA 1200 zahrnuje řady 1200, 1200
Čelní illing frézy Application Guide ředstavení řady Victory 1200 Univerzální řada pro všechny frézovací aplikace Řada 1200 ejlepší světová technologie čelních fréz WIDIA 1200 zahrnuje řady 1200, 1200
Akce na závitové frézy
 Akce na závitové frézy Závitové frézy z tvrdokovu za akční ceny Závitová fréza TM bez vnitřního chlazení pro metrický závit ISO Obj. č. 4133 K/ TM S dk l1 l2 Z Kód mm mm mm mm mm mm M 6 1,00 4,800 6,000
Akce na závitové frézy Závitové frézy z tvrdokovu za akční ceny Závitová fréza TM bez vnitřního chlazení pro metrický závit ISO Obj. č. 4133 K/ TM S dk l1 l2 Z Kód mm mm mm mm mm mm M 6 1,00 4,800 6,000
B216CZ FMAX FEED MAXIMUM (FMAX) FRÉZA PRO MIMOŘÁDNĚ ÚČINNÉ, VYSOCE PŘESNÉ DOKONČOVÁNÍ
 FRÉZA PRO MIMOŘÁDNĚ ÚČINNÉ, VYSOCE PŘESNÉ DOKONČOVÁNÍ") FEED MAXIMUM (FMAX) FRÉZA PRO MIMOŘÁDNĚ ÚČINNÉ, VYSOCE PŘESNÉ DOKONČOVÁNÍ B216CZ FMAX 2018.04 FMAX FRÉZA O VYSOKÉ RYCHLOSTI POSUVU PRO DOKONČOVÁNÍ MIMOŘÁDNĚ ÚČINNÉ OBRÁBĚNÍ Konstrukce s mimořádně jemnou
FEED MAXIMUM (FMAX) FRÉZA PRO MIMOŘÁDNĚ ÚČINNÉ, VYSOCE PŘESNÉ DOKONČOVÁNÍ B216CZ FMAX 2018.04 FMAX FRÉZA O VYSOKÉ RYCHLOSTI POSUVU PRO DOKONČOVÁNÍ MIMOŘÁDNĚ ÚČINNÉ OBRÁBĚNÍ Konstrukce s mimořádně jemnou
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami
 Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
NÁSTROJE NOVINKY B055H. Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000. Nová generace vysoce výkonných fréz.
 NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3
![Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3](/thumbs/26/7514041.jpg "Průměr vrtáku [mm] 11 06, 05, 01, 16 emulze 30-40 0,1 0,1 0,1 0,2 0,2. 3 emulze 26 0,1 0,1 0,1 0,2 0,3. 43 emulze 33 0,3 0,3") Obráběný materiál Malá hloubka vrtán Středn hloubka vrtán Velká hloubka vrtán Extrémně velká hloubka vrtán Chlazen Řezná rychlost [m/min] Průměr vrtáku [mm] 2 4 6 9 12 16 25 40 50 63 75 80 Doporučený posuv
Obráběný materiál Malá hloubka vrtán Středn hloubka vrtán Velká hloubka vrtán Extrémně velká hloubka vrtán Chlazen Řezná rychlost [m/min] Průměr vrtáku [mm] 2 4 6 9 12 16 25 40 50 63 75 80 Doporučený posuv
NOVĚ. Vrtací závitová fréza se 2 břity a fazetou 45. vnitřní chlazení, bez povlaku. Závitová mikrofréza
 Závitová fréza bez zahlubovací fazety Závitová fréza se zahlubovací fazetou 45 Univerzální závitová fréza se zúženým krkem Vrtací závitová fréza se 2 břity a fazetou 45 Závitová mikrofréza (3xD) M1,6 -
Závitová fréza bez zahlubovací fazety Závitová fréza se zahlubovací fazetou 45 Univerzální závitová fréza se zúženým krkem Vrtací závitová fréza se 2 břity a fazetou 45 Závitová mikrofréza (3xD) M1,6 -
SRM2 TOOLS NEWS. Pro hrubování a polodokončování forem. Kulová čelní stopková fréza s vyměnitelnými destičkami
 TOO NEW 2015.11 Aktualizace B029CZ Kulová čelní stopková fréza s vyměnitelnými destičkami RM2 Pro hrubování a polodokončování forem. Destičky s velmi tuhým tělem a nízkým odporem Kulová čelní stopková
TOO NEW 2015.11 Aktualizace B029CZ Kulová čelní stopková fréza s vyměnitelnými destičkami RM2 Pro hrubování a polodokončování forem. Destičky s velmi tuhým tělem a nízkým odporem Kulová čelní stopková
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli
 NÁSTROJE NOVINKY B215CZ Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli Technologie povlakování nové generace Vynikající odolnost proti opotřebení zajišťuje vyšší účinnost
NÁSTROJE NOVINKY B215CZ Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli Technologie povlakování nové generace Vynikající odolnost proti opotřebení zajišťuje vyšší účinnost
1 Výpočty řezných podmínek při soustružení
 1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
1 Výpočty řezných podmínek při soustružení Pod pojmem řezné podmínky rozumíme stanovení řezné rychlosti, velikosti posuvu a hloubky řezu. Tyto pojmy včetně pojmu obrobitelnost jsou blíže vysvětleny v kapitole
NÁSTROJOVÉ OCELI CPM 10 V
 NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Platnost nabídky: M1200 a M1200 mini
 M1200 a M1200 mini Max. hloubka řezu: 1,7-6,1 mm Úhel nastavení: 15-45 - 60 Počet řezných hran na VBD: 12 Průměr frézy: 25-315 mm Platnost nabídky: 1.4. - 30.6.2012 Dodává: Univerzální řada pro všechny
M1200 a M1200 mini Max. hloubka řezu: 1,7-6,1 mm Úhel nastavení: 15-45 - 60 Počet řezných hran na VBD: 12 Průměr frézy: 25-315 mm Platnost nabídky: 1.4. - 30.6.2012 Dodává: Univerzální řada pro všechny
C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5%
 NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
SPŠS Praha 10 Na Třebešíně *** STT *** Návrh soustružnického nástroje dle ISO-kódu
 Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
Příklad návrhu soustružnického nástroje dle ISO kódu, návrh břitové destičky Zadání : Navrhněte vhodný soustružnický nástroj pro obrábění kulatiny vyrobené z mat. ČSN 11 373.0 Výchozí průměr materiálu
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT. Antonín Kříž. Vrstvy a Povlaky 2008
 HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
Čelní stopkové frézy pro obrábění těžkoobrobitelných materiálů B197CZ SMART MIRACLE. Rozšíření řady. Revoluční výkon u těžkoobrobitelných materiálů.
 Čelní stopkové frézy pro obrábění těžkoobrobitelných materiálů B197CZ Rozšíření řady SMART MIRACLE Revoluční výkon u těžkoobrobitelných materiálů. Čelní stopkové frézy s tlumením vibrací pro obrábění těžkoobrobitelných
Čelní stopkové frézy pro obrábění těžkoobrobitelných materiálů B197CZ Rozšíření řady SMART MIRACLE Revoluční výkon u těžkoobrobitelných materiálů. Čelní stopkové frézy s tlumením vibrací pro obrábění těžkoobrobitelných
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Vlastnosti. Modul pružnosti. Součinitel tepelné roztažnosti. 20 C Tepelná vodivost. Al 1,6. Rp0,2N/
 1 CORRAX 2 Charakteristika CORRAX je vytvrditelná ocel, která ve srovnání s obvyklými nerezovými oceli nástroje, skýtá následující výhody: velký rozsah tvrdostí 34-50, umožněný stárnutím při 425-600 C
1 CORRAX 2 Charakteristika CORRAX je vytvrditelná ocel, která ve srovnání s obvyklými nerezovými oceli nástroje, skýtá následující výhody: velký rozsah tvrdostí 34-50, umožněný stárnutím při 425-600 C
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90%
 NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Soustružení Vnější držáky břitových destiček, Seco-Capto... 2 Břitové destičky... 3-5
 Obsah Soustružení Vnější držáky břitových destiček, Seco-Capto... 2 Břitové destičky... 3-5 Frézování Frézy pro čelní frézování... 6-11 Kotoučové frézy... 12-17 Minimaster Plus... 18-22 Břitové destičky...
Obsah Soustružení Vnější držáky břitových destiček, Seco-Capto... 2 Břitové destičky... 3-5 Frézování Frézy pro čelní frézování... 6-11 Kotoučové frézy... 12-17 Minimaster Plus... 18-22 Břitové destičky...
Práce a síla při řezání
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.