Na počátku byla. obyčejná zvědavost,
|
|
|
- Vratislav Novák
- před 6 lety
- Počet zobrazení:
Transkript


1
2 Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min?
3 Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev a jejich přínosem při obrábění tvrdých ocelí
4 1/48 Západočeská univerzita v Plzni Fakulta strojní Katedra KMM, KTO, KKS, KKE, NTC Interní grant Fakulty strojní, ZČU v Plzni pro rok 2007 Teplotní odolnost tenkých vrstev a jejich přínos v obrábění tvrdých ocelí Řešitel interního grantu: Antonín Kříž Členové řešitelského týmu: Akademičtí pracovníci Josef Formánek, Jan Matějka, Martina Sosnová, Miroslav Zetek, Jiří Martan, Radomír Čerstvý, Milan Vnouček, Jiří Hájek Studenti David Krivánka, Michal Rogl, Jiří Tesař, Petr Beneš, Petr Hrbáček, Aleš Srogončík, Tomáš Kepka, Michal Pacina, Kateřina Kutilová, Václava Dobšíčková, Martin Rezek, Jan Klepáček Akademičtí pracovníci - 8 Studenti - 12
5 Řešitelský tým: Antonín Kříž garant a koordinátor projektu Jiří Martan Měření teplotních vodivostí PVD vrstev Josef Formánek Měření vysokorychlostní kamerou, elektrotechnické záležitosti Jan Matějka Praktické frézovací obráběcí testy Martina Sosnová Realizace Scratch testu, Fretting testu na PVD vrstvách Miroslav Zetek - Praktické obráběcí testy soustružením Radek Čerstvý Měření mikrotvrdosti PVD vrstev Milan Vnouček GD-OES měření Jiří Hájek Tribologická měření Petr Hrbáček Měření na konfokálním mikroskopu David Krivánka Měření vibrací při praktických obráběcích testech Michal Rogl Metalografická měření Jiří Tesař - Praktické frézovací obráběcí testy, Praktické obráběcí testy soustružením Petr Beneš Impact test, metalografická měření Aleš Srogončík - Praktické frézovací obráběcí testy, Praktické obráběcí testy soustružením, měření tvrdosti Tomáš Kepka - Praktické frézovací obráběcí testy, Praktické obráběcí testy soustružením, měření tvrdosti Michal Pacina - Praktické frézovací obráběcí testy Kateřina Kutilová Příprava metalografických vzorků Václava Dobšíčková - Příprava metalografických vzorků Martin Rezek - Příprava metalografických vzorků 2/48
6 Cíl projektu praktické výsledky, propojení jednotlivých odborníků z různých kateder. Hlavním cílem projektu bylo sledování vlivu tepelného zatížení daného systému a iniciované změny nejen ve sledovaných vlastnostech, ale také v praktických aplikacích. Bylo využito těchto mezioborových zkušeností a ty budou dále rozvíjeny tak, aby je bylo možno využít při podávání a řešení dalších mezioborových projektů. Rozhodně jsme se nesnažili získat akademické poznatky spadající do základního výzkumu. Pedagogické cíle Do projektu bylo zapojeno velké množství studentů, kteří vykonávali různé činnosti od přípravných prací, metalografických výbrusů (4 studenti bakalářského studia) až po řešení diplomových prací (3 studenti magisterského studia). Velmi cenné je také zapojení 5 doktorandů, kteří již vykonávali v rámci svěřených měření řídící a odborné práce. 3/48
7 Jednotlivými spoluřešiteli, kteří byli aktivně zapojeni do řešení projektu, byly vypracovány závěrečné zprávy. Tyto zprávy podrobně popisují experimenty, výsledky i získané poznatky a souvislosti z následujících analýz. 1. zpráva Mikrotvrdost systémů tenká vrstva substrát (10str.); 2. zpráva - Charakteristika analyzovaných systémů, Scratch test, Fretting test (35str.); 3. zpráva - Vliv teplotní zátěže na tribologické vlastnosti systému tenká vrstva substrát (10str.); 4. zpráva Impact test (18str.); 5. zpráva Stav povrchu (6 str.); 6. zpráva Komplexní posouzení procesů odehrávající se při technologické zkoušce trvanlivosti břitu při soustružení a frézování (51 str.). Závěrečná zpráva pojednává nejen o dosažených cílech, ekonocmickém stavu a technickém řešení projektu, ale poskytuje na získané výsledky komplexní pohled a dává je do potřebných souvislostí. (30str.) 4/48









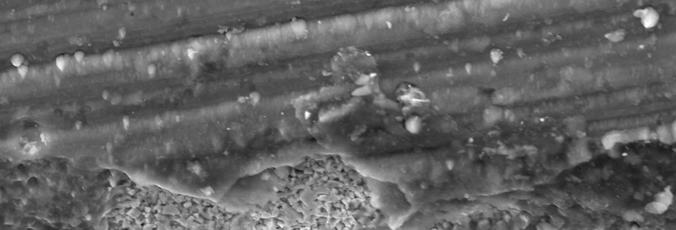
8 Měření vysokorychlostní kamerou při soustružení Příprava na měření před frézování Do měření bylo zapojeno velké množství studentů proces frézování 5/48


![[µm] TiAlN](/docs-images/91/104815114/images/9-2.jpg "(naco) 1,8")

9 Sledované systémy tenká vrstva-substrát VRSTVA Tloušťka [µm] TiAlN (naco) 1,8 TiAlSiN 3,2 TiN 0,9 Substrát slinutý karbid K20 6/48
10 Provedené analýzy Kalotest Mikrotvrdost Fretting test Scratch test Vliv teplotní zátěže na tribologické vlastnosti systému tenká vrstva - substrát Impact test Stav povrchu systémů a měření drsnosti Komplexní posouzení procesů odehrávající se při technologické zkoušce trvanlivosti břitu při soustružení a frézování -měření trvanlivosti - měření jakosti obrobené plochy tvrdost, drsnost -měření chvění nástroje -měření průběhu řezných sil - tvorba třísky sledování vysokorychlostní kamerou - metalografický rozbor získaných třísek - tepelné zatížení nástroje měření termokamerou - dotykovým termočlánkem - kalibrací vysokorychlostní kamery 7/48



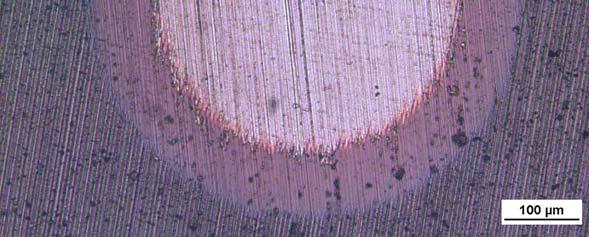
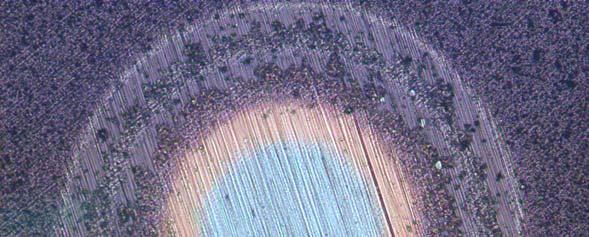
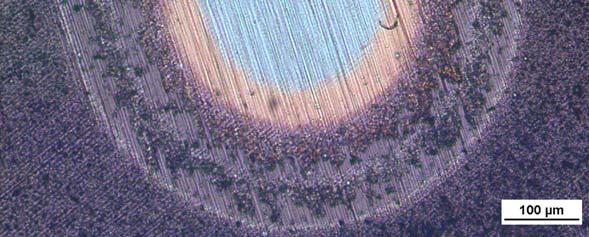
11 Kalota - vrstva TiN Kalota - vrstva TiAlN (naco) Kalota - vrstva TiAlSiN 8/48
12 Nanoindentační měření S ohledem na tloušťku tenkých vrstev (nejtenčí vrstva TiN 0,9μm) byla odzkoušena metoda nanoindentačního měření, kdy bylo zvoleno zatížení 70mN (cca 7g). Hloubka dosažená indentorem byla 30nm. 9/48
13 12 Energie spotřebovaná na deformace Elastická energie [nj] Plastická energie [nj] 10 Indentační mikrotvrdost HIT [GPa] Energie [nj] ,616 4,52 3,777 3,666 3,145 3,004 3,656 5,265 5,48 5,304 5,375 5,81 5,898 5,762 [GPa] ,1 24,8 34,4 32,3 35,3 39,3 35,2 0 TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C) 5 0 TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C) ,7 82,5 Podíl Wr/We ,2 68,2 54,1 50,9 63, /48 0 TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C)
14 Vrstva TiN je nejměkčí, má ale velmi příznivý poměr plastické ku elastické složce deformace. Teplotním zatížením vrstva sice nepatrně dále měkne, ale i přesto lze očekávat, že dojde k nárůstu křehkosti. Podobně se chovala i vrstva TiAlSiN, která měla poměrně vysokou hodnotu tvrdosti. Křehkost této vrstvy vyšší něž vrstvy TiN. Zcela odlišné chování měla vrstva TiAlN (naco), u níž došlo následkem teplotní exploatace při 400 C k nárůstu mikrotvrdosti a křehkosti, ale zahřátí na 800 C způsobilo pokles mikrotvrdosti a podle podílu plastické ku elastické složce lze očekávat zvýšení houževnatosti. 11/48




15 Fretting test TiN 500 cyklů, zatížení 1N, PIN test Materiál PIN tělíska Zatížení počet cyklů 1 ocel N Si 3 N 4 2N Si 3 N 4 10N Si 3 N 4 10N 2500 Parametry Fretting testu 1000 cyklů, zatížení 2N, PIN Si 3 N cyklů, zatížení 10N, PIN Si 3 N 4 vrstva stav 1 stav 2 stav 3 TiN TiN 20 C TiN 400 C cyklů, zatížení 10N, PIN Si 3 N 4 TiAlN naco 20 C naco 400 C naco 800 C TiAlSiN TiAlSiN 20 C TiAlSiN 400 C - Teplotní zatížení analyzovaných systémů 12/48
16 0,7 TiN TiN Průběh koeficientu tření 0,6 koeficient tření 0,5 0,4 0,3 0,2 0,1 TiN 1_1000 TiN 1_2500 TiN 3_1000 TiN3_2500 0,7 TiAlN TiAlN počet cyklů TiAlSiN TiAlSiN koeficient tření 0,6 0,5 0,4 0,3 0,2 ; TiAlN 1_1000 TiAlN 1_2500 TiAlN 3_1000 TiAlN 3_2500 TiAlN 4_1000 TiAlN 4_2500 0,7 0,1 koeficient tření 0,6 0,5 0,4 0, TiAlSiN 1 _1000 TiAlSiN 1 _2500 TiAlSiN 3 _1000 TiAlSiN 3 _2500 počet cyklů 0,2 0, počet cyklů 13/48

17 Porušení asociované silou: (a) LC1 (b) LC2 (c) LC3 Scratch test Parametry zkoušky při použití standardních podmínek měření 10 mm/min a 100 N/min., zatížení 0-80 N, indentor je diamantový Rockwellův kužel s vrcholovým úhlem 120 a s poloměrem zaoblení špičky hrotu 200 mm. Kritické zatížení [N] Lc1 Lc2 Lc3 Ls Hodnoty sil popisující jednotlivá poškození u analyzovaných systémů TiN 20 C TiN 400 C TiAlN 20 C TiAlN 400 C TiAlN 800 C TiAlSiN 20 C TiAlSiN 400 C V žádném sledovaném případě nenastalo při maximálním zatížení 80N souvislé poškození vrstvy až do oblasti substrátu. Jednotlivá poškození byla pouze lokálního charakteru. Ani v jednom případě se neprokázal výrazný vliv teplotní exploatace na výsledné vlastnosti. 14/48
18 Vliv teplotní zátěže na tribologické vlastnosti systému tenká vrstva substrát Tato měření byla provedena na tribometru v NTC u Doc. Ing. P. Šutty CSc. Parametry zjišťování koeficientu tření mezi tenkou vrstvou a ocelí L v Ball n r Parametry zjišťování odolnosti proti opotřebení mezi tenkou vrstvou a PIN tělískem Si 3 N 4 L v Ball n r 1N 2,5cm/s cyklů 5mm 10N 2,5cm/s Si 3 N event. 2500cyklů 2mm "PIN" tělísko ocel TiN20 TiAlSiN20 naco20 TiN400 naco400 naco800 TiAlSiN400 1,0 0,9 0,8 0,7 Friction 0,6 0,5 0,4 0,3 0,2 0,1 0,0 0,000 0,002 0,004 0,006 0,008 0,010 0,012 0,014 0,016 Souhrnné porovnání koeficientů tření jednotlivých systémů testovaných za stejných podmínek 15/48
19 Jedině u vrstvy TiN byl koeficient tření nižší v dodaném stavu, než byl zaznamenán na vzorku po teplotní exploataci. U ostatních vrstev došlo teplotní exploatací k povrchové změně, která zapříčinila snížení koeficientu tření. Tuto změnu nelze omezit pouze na povrch, kde se dozajista vytváří různé oxidické filmy, ale na větší hloubku. Tenký oxidický film se během velmi krátké doby kontaktního namáhání odstranil, přesto koeficient tření nevzrůstal, naopak jako např. u vrstvy TiAlN poklesl (obě teplotní exploatace 400; 800 C). 16/48
20 Souhrnné grafy dokumentující koeficienty opotřebení systémů tenká vrstvasubstrát při tribologické analýze Teplota 20 C Opotřebení 20 C TepelněOpotřebení exploatované po tep. zátěži vzorky 6,0E-06 3,0E-06 5,0E-06 2,5E-06 4,0E-06 2,0E-06 k. opotřebení 3,0E-06 Opotřebení 1,5E-06 2,0E-06 1,0E-06 1,0E-06 5,0E-07 0,0E+00 TiNr naco TiAlSiN 0,0E+00 TiN naco 400 TiAlSiN naco 800 Přestože byl u vrstvy TiN byl koeficient tření nižší v dodaném stavu, než byl zaznamenán na vzorku po teplotní exploataci, měla teplotně nezatížená vrstva větší opotřebení oproti exploatované vrstvě při 400 C, zbývající exploatované vrstvy (TiAlSiN; TiAlN) vykazovaly nárůst opotřebení. 17/48



21 Impact test Pro testování vrstev bylo zvoleno dvou zátěžných sil a to F= 2 N a F= 5 N (při dopadové výšce 10 mm odpovídá dopadové energii E= 0,044 J a E= 0,074 J) a počet úderů 1000; 25000; 5000; /48


")


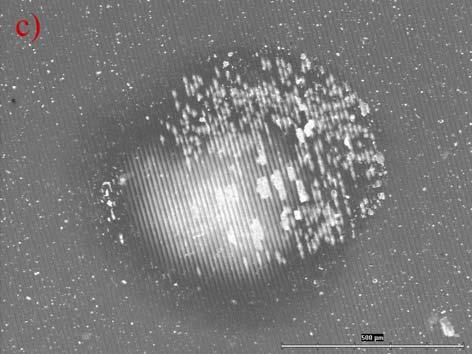
22 Impactové krátery Vrstva TiN 20 C, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech Vrstva TiAlN, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech 19/48
23 Pro všechny zkoumané vzorky byla charakteristická vysoká odolnost vůči rázovému únavovému opotřebení. Z hlediska okamžiku odhalení substrátu nejlépe odolávala z teplotně neovlivněných vzorků vzorek s vrstvou TiN. U zbývajících dvou teplotně neovlivněných vzorků s vrstvami TiAlN a TiAlSiN nelze jednoznačně určit, která z těchto vrstev měla lepší odolnost, neboť počet úderů nutných k odhalení substrátu byl u obou vzorcích prakticky totožný. Z experimentů dále vyplývá pozitivní vliv adhezních vrstev TiN, které byly přítomny u vzorků s vrstvami TiAlN a TiAlSiN. Tyto adhezní vrstvy se prokazatelně podílely na zvýšení odolnosti systémů tenká vrstva-substrát, tím že zlepšovaly adhezi vnější vrstvy k substrátu a tak zvyšovaly počet impactů nutných k celkovému porušení vrstvy. Zahřátím vzorků s vrstvou TiN na teplotu 400 C a TiAlN na teplotu 400 a 800 C došlo k prokazatelnému zvýšení odolnosti vůči nízkocyklovému (tj. do 5000 úderů) rázovému únavovému opotřebení. Největší zvýšení odolnosti vykazoval vzorek s vrstvou TiAlN zahřátý na teplotu 800 C. Toto zvýšení odolnosti je pravděpodobně zapříčiněno zvýšením drsnosti povrchu vzorku tvorbou oxidického filmu a oxidických produktů ze substrátu. Zvýšená drsnost účinně zamezovala rovnoměrnému kontaktu mezi vrstvou a zkušebním tělískem, což se projevilo snížením opotřebením. 20/48



24 Komplexní posouzení procesů odehrávající se při technologické zkoušce trvanlivosti břitu při soustružení a frézování měření trvanlivosti - měření jakosti obrobené plochy tvrdost, drsnost -měření chvění nástroje -měření průběhu řezných sil - tvorba třísky sledování vysokorychlostní kamerou - metalografický rozbor získaných třísek - tepelné zatížení nástroje měření termokamerou - dotykovým termočlánkem - kalibrací vysokorychlostní kamery Pracoviště CNC soustruhu s instalovanou měřicí aparaturou Pracoviště NC frézky s instalovanou měřicí aparaturou 21/48
25 Parametry obrábění nástroj - obrobek Typ použitých vyměnitelných břitových destiček Značení: SNHN 1204ENEN, H10 Geometrie: úhel čela a úhel hřbetu α = γ = 0 Řezný materiál: SK H10 Soustružení Řezná rychlost: vc = 85 m/min Posuv: f = 0,12 mm/ot. Hloubka řezu: ap = 0,5 mm Nástroj Soustružnický držák CSBNR 2525 L12 Obráběný materiál Nástrojová ocel Tvrdost HRC Frézování Řezná rychlost: vc = 85 m/min Posuv: f = 0,12 mm/ot. Šířka řezu: ae = 20 mm Hloubka řezu: ap = 0,5 mm Nástroj Nástrčná fréza 100B07R-W75SN12N RT926 osazena pouze jednou VBD, negativní geometrie 22/48




26 Tvar třísky a jejich teplota Vysokorychlostní kamera Olympus I-SPEED 2 23/48

27 Proces soustružení VBD s vrstvou TiAlN tepelně ovlivněná na 800 C Proces odehrávající se uprostřed sledovaných časů obrábění 24/48

28 Proces frézování VBD s vrstvou TiAlN tepelně ovlivněná na 800 C Závěr v procesu obrábění 25/48


29 Zjištění teplotních vlastností Pro zjištění těchto parametru byla rychlokamera nakalibrována pomocí barevné škály 26/48
30 Frézování Velikost řezných sil Systém TiAlN 400 C Velikost složek řezné síly F [N] Fx I Fy I Fz I Fx II Fy II Fz II Čas t [s] V tomto místě dochází k porušení VBD konec lineárního opotřebení => zde srovnáme systémy z hlediska trvanlivosti 27/48
31 Frézování Čas na konci lineární oblasti opotřebení Čas T [s] TiAlN TiAlN 400 C TiAlN 800 C TiAlSiN TiN 28/48




32 Při prvním měření TiN Na konci trvanlivosti Frézování Při prvním měření TiAlSiN Na konci trvanlivosti 29/48


33 TiAlN 400 C Frézování Při prvním měření Na konci trvanlivosti Při prvním měření TiAlN 800 C Na konci trvanlivosti 30/48
34 Frézování Drsnost povrchu Drsnost Ra [µm] 3,5 3 2,5 2 1,5 po prvním řezu na konci životnosti 1 0,5 0 TiAlN TiAlN 400 C TiAlN 800 C TiAlSiN TiN 31/48



35 Frézování Dynamometry Kistler Průběh řezných sil VBD s TiAlSiN 200 C 100 C Teplotní průběh břitu TiAlSiN 32/48
36 Při frézování docházelo k náhlému poškození břitu následkem vyštípnutí. Tento nepředpokládaný konec způsobil problém s měřením opotřebení, neboť nebylo možné jeho poslední hodnotu změřit. Nejlépe se osvědčila vrstva TiAlSiN, která měla trvanlivost až 10 min, zatímco ostatní vrstvy měly pouze 7 min a pak nastalo výše popsané poškození břitu. To s sebou přinášelo také změnu tvaru třísky (viz následující tabulky) a průběh řezných sil. Nejnižší řezné síly byly zjištěny při obrábění s vrstvou TiAlSiN. Naopak největších řezných sil bylo dosaženo při obrábění s nástrojem s vrstvami TiAlN, ať již bez tepelné nebo s tepelnou exploatací. 33/48

37 Tvary třísek dle normy ISO Za hlavní faktor ovlivňující tvar třísek může být považována teplota, která se samozřejmě zvyšuje v průběhu zvyšujícího se času pracovního cyklu, a která má za následek zvýšení plasticity odebíraného materiálu. To se projeví změnou charakteru oddělování třísek. Třísky vzniklé při vyšší teplotě vykazují výrazně plynulejší charakter. 34/48
38 Charakter třísek soustružení Vrstvy TiN TiAlSiN TiAlN TiAlN C TiAlN C Náběr třísek ( 1 počátek prac. cyklu, 2 po 2. min., na konci ) článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-fialová plynulá tříska stužková smotaná dle ISO: 1.3. barva zlatá článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlatá článkovitá tříska vlnitá šroubovitá krátká, dle ISO: 4.2. barva zlato-fialová článkovitá tříska vlnitá šroubovitá krátká, dle ISO: 4.2. barva zlato-fialová plynulá tříska stužková smotaná dle ISO: 1.3. barva zlato-fialová plynulá tříska vinutá smotaná dle ISO: 2.3. barva zlatá článkovitá tříska obloukovitá spojená dle ISO: 6.1. barva zlato-fialová článkovitá tříska vlnitá šroubovitá krátká, dle ISO: 4.2. barva fialová plynulá tříska vlnitá šroubovitá smotaná, dle ISO: 4.3. barva fialová plynulá tříska stužková smotaná dle ISO: 1.3. barva světle modrá plynulá tříska stužková smotaná dle ISO: 1.3. barva světle modrá plynulá tříska vlnitá šroubovitá smotaná, dle ISO: 4.3. barva zlato-fialová plynulá tříska vinutá smotaná dle ISO: 2.3. barva fialová plynulá tříska vlnitá šroubovitá smotaná, dle ISO: 4.3. barva tmavě fialová 35/48
39 TiN TiAlSiN TiAlN 20 C TiAlN 400 C TiAlN 800 C 36/48
40 Charakter třísek - frézování Vrstvy TiN TiAlSiN TiAlN TiAlN C TiAlN C Náběr třísek ( 1 počátek prac. cyklu.) článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá plynulá tříska vinutá smotaná dle ISO: 2.3. barva zlato-hnědá článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-fialová článkovitá tříska spirálová kuželovitá dle ISO: 3.2. barva zlato-fialová článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá plynulá tříska vlnitá šroubovitá smotaná, dle ISO: 4.3. barva zlato-fialová článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá článkovitá tříska spirálová kuželovitá dle ISO: 3.2. barva zlato-fialová článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá článkovitá tříska vlnitá šroubovitá krátká, dle ISO: 4.2. barva zlato-fialová článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá článkovitá tříska obloukovitá dělená dle ISO: 6.2. barva zlato-hnědá plynulá tříska obloukovitá spojená dle ISO: 6.1. barva modro-fialová 37/48
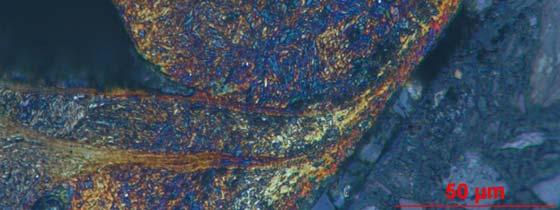
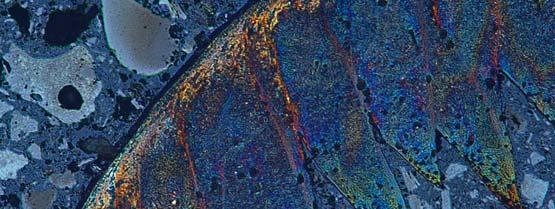
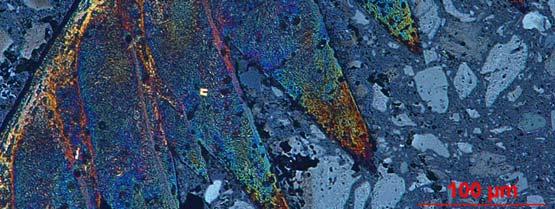
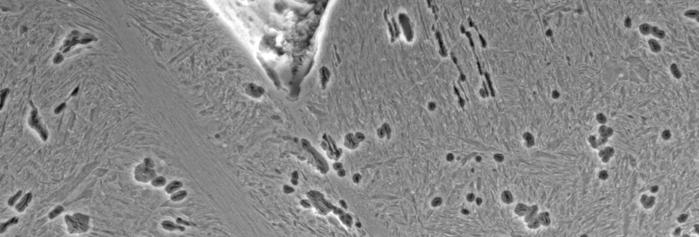

41 Metalografické hodnocení třísek Nástroj s vrstvou TiN - soustružení Posuv 0,1 mm/ot. - začatek soustružení Posuv 0,12 mm/ot. - konec soustružení 38/48
42 Třísky vzniklé při soustružení vykazovaly elementární (článkovitý) charakter s délkou jednotlivých částí řádově do 1 cm a měly tendenci točit se do spirály. Barva i charakter třísek se lišil v závislosti na době odběru třísky při obrábění. Na počátku obrábění byla barva třísek zlatá a následně přecházela až do konečné zlato-fialové barvy. S rostoucí dobou obrábění se měnil i charakter jednotlivých třísek, kdy docházelo ke zvýšení soudržnosti třísky a prodlužování třísky v jednotlivých spirálách. U třísek vzniklých při frézování byla situace oproti soustružení značně odlišná. Všeobecným rysem byla značná podobnost z hlediska tvaru a barvy třísek vyjma nástroje s vrstvou TiAlSiN a teplotně ovlivněnou vrstvou TiAlN při 800 C. Třísky vzniklé frézováním VBD s vrstvami TiN, TiAlN a TiAlN 400 C měly v průběhu celé životnosti zlatohnědou barvu a nelišila se nijak prokazatelně ani délka jednotlivých článků, která většinou nepřesáhla 20mm. U nástrojů s vrstvami TiAlSiN a TiAlN 800 C docházelo v rozdílu zejména u třísek odebraných před koncem testování jednotlivých nástrojů. Třísky byly zabarvené do světle modré barvy a také jejich charakter byl plynulejší. 39/48

43 Uspořádání použitého vybavení při soustružení 40/48
44 Vyhodnocení řezných sil a teplot při soustružení 1600,00 TiAlSiN TiAlSiN 1400, , ,00 Síla [N] 800,00 600,00 Fx Fz Fy 400,00 200,00 0,00 0:05-0:06 0:30-0:31 0:58-0:59 1:05-1:06 1:30-1:31 1:58-1:59 2:05-2:06 2:30-2:31 2:28-2:59 3:05-3:06 3:30-3:31 3:58-3:59 Čas soustružení [min:sek] T brit max ( C) T brit avg ( C) T triska max ( C) 500 T ( C) Termovizní systém ThermaCAM SC t (min) 41/48
45 Soustružení Celková síla F 2500,00 F [N] 2000, , ,00 500,00 0, Čas T [sek] TiAlSiN TiN naco naco400 naco800 Při soustružení dosahovaly nejlepší trvanlivosti nástroje s vrstvami TiN a TiAlSiN. Tyto nástroje pracovaly až dvojnásobnou dobu oproti nástrojům s vrstvami TiAlN (teplotně exploatované, i bez tepelného ovlivnění). 42/48
46 Soustružení 2,5 2 Drsnost Ra [μm] 1,5 1 TiAlSiN TiN TiAlN TiAlN 400 TiAlN 800 0, Doba soustružení T [min] S opotřebením se rovněž měnila drsnost obrobeného povrchu. Jak dokumentuje graf opotřebení břitu se prokazatelně projevilo na snížení drsnosti obrobené plochy. Jak již bylo uvedeno, rostoucí opotřebení břitu mělo vliv na teplotu jak nástroje, tak i třísek. Se zvyšujícím se opotřebením narůstala teplotou následkem větší kontaktní plochy. Následkem zvyšujícího se poloměru břitu dochází ke snížení drsnosti obrobené plochy. Opotřebení se také projevilo na zvýšení povrchové tvrdosti obrobené plochy. Hodnota tvrdosti se v některých případech zvýšila z původních 55HRC na 61,1 HRC. 43/48
47 Soustružení 62 61,1 Průběh tvrdosti pro řeznou destičku s vrstvou TiN Hodnota tvrdosti HRC ,4 56,0 57,3 52 a b c d Jednotlivé časové oblasti 1,56 Průběh drsnosti pro řeznou destičku s vrstvou TiN Hodnota drsnosti Ra [ m] 1,6 1,2 0,8 0,4 1,27 1,22 0,75 0 a b c d Jednotlivé časové oblasti 44/48
48 Závěr Cílem projektu bylo popsat teplotní vliv na vlastnosti tenkých vrstev a získat vstupní data pro návrh dalších projektů. Nemalým úkolem projektu bylo také propojit týmovou prací mladé odborníky technických kateder fakulty strojní a zapojit do řešení studenty, kteří získali podklady pro realizaci diplomových popř. i disertačních prací. Z kontaktních analýz se osvědčil tribologický test, který označil pořadí vrstev tak, jak byly posléze hodnoceny v praktických technologických testech. Ukázalo se, že není důležitý koeficient tření, jestliže jednotlivé rozdíly jsou řádově v několika desítkách procent, není rozhodující ani koeficient otěru, který se poslední dobou často uvádí. Důležitým faktorem je mechanismus opotřebení, vznik adhezních spojů mezi ocelovým PIN tělískem a povrchem zkoušeného systému. Za velmi progresivní metodu testování je autory považován impact test. Jedná se o zcela novou laboratorní kontaktní analýzu, která je i světovým unikátem, proto je třeba tomuto testu věnovat větší pozornost. 45/48
49 Výsledky fretting testu a scratch testu korelovaly s výstupy vyplývající z elasticko-plastických vlastností popsaných nanoindentačními analýzami a rovněž prokázaly spojitost s výsledky technologických zkoušek. Obě analýzy, sice bez výrazného důrazu, hodnotily systémy TiAlSiN a TiN jako nejlepší. Stejné hodnocení vyplynulo i z technologického testu. Technologickým zkouškám byla rovněž věnována velká pozornost. Poprvé byly na pracovišti řešitele sledovány různé výstupy moderními diagnostickými přístroji. Byla využita termovize, která se ukázala jako nejspolehlivější pro sledování teplotního zatížení nástroje. Měření termočlánky se neosvědčilo pro velmi pomalé (200ms) vyhodnocování odezvy. Bezdotykové měření teploty se rovněž neosvědčilo. Řezný proces byl vyhodnocován také pomocí vysokorychlostní kamery, kdy bylo nutné sestrojit osvětlení tak, aby jeho frekvence nerušila snímaný obraz. Byly získány zajímavé ukázky z tvorby a oddělování třísky. Tyto procesy budou jednak využity jako didaktická pomůcka pro studenty a dále budou ještě vyhodnocovány a hledány další spojitosti s dosaženými výsledky. 46/48
50 Poděkování Chtěl bych poděkovat všem spoluředitelům, kteří se s ochotou ujali nabízeného problému a svým profesionálním přístupem napomohli dosáhnout cenných zkušeností a ověření některých teoretických poznatků. Rovněž bych chtěl poděkovat vedení fakulty strojní ZČU v Plzni za finanční prostředky, které dovolily věnovat pozornost aktuální oblasti a možnosti realizovat analýzy a testy, které jsou sice ve středu zájmu, avšak jsou na hranici aplikovaného a základního výzkumu. V neposlední řadě bych chtěl poděkovat vedení všech čtyř kateder fakulty strojní a pracovišti NTC ZČU v Plzni a rovněž i předsedům příslušných oborových rad, za jejich podporu a technické vybavení, které poskytli pro řešení problému. 47/48



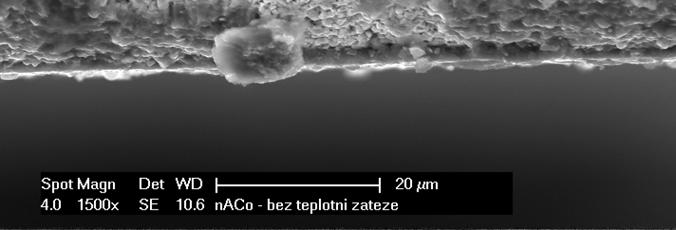
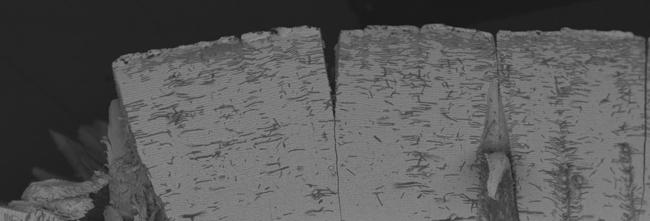
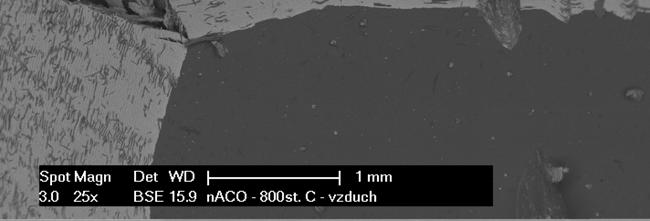
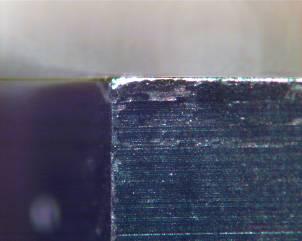
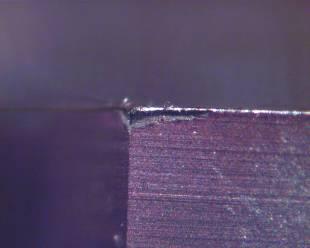
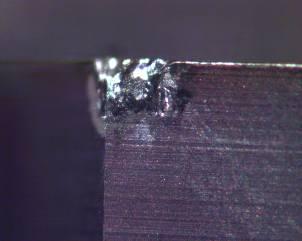
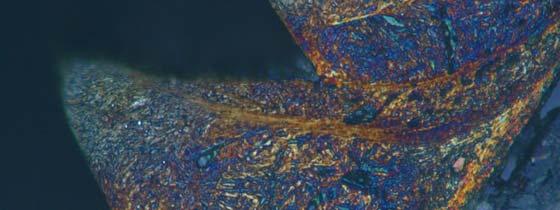
51 Takto dopadne exploatovaná břitová destička při teplotě 800 C!
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH. Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek
 VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ. Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek
 TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami
 Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
Moderní metody obrábění zvyšování řezivosti nástroje
 Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
Kontaktní cyklické testování materiálů pomocí IMPACT testeru. Antonín Kříž; Petr Beneš
 Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT. Antonín Kříž. Vrstvy a Povlaky 2008
 HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013
 EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
SVOČ FST Aleš Srogončík, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 ŘEZIVOST FRÉZOVACÍHO NÁSTROJE S APLIKACÍ VYBRANÝCH DRUHŮ TENKÝCH VRSTEV PŘI OBRÁBĚNÍ KALENÉ OCELI SVOČ FST 2008 Aleš Srogončík, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
ŘEZIVOST FRÉZOVACÍHO NÁSTROJE S APLIKACÍ VYBRANÝCH DRUHŮ TENKÝCH VRSTEV PŘI OBRÁBĚNÍ KALENÉ OCELI SVOČ FST 2008 Aleš Srogončík, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
Teplotní degradace tenkých otěruvzdorných vrstev. Ing.Petr Beneš
 Teplotní degradace tenkých otěruvzdorných vrstev Ing.Petr Beneš Důvody nutnosti zkoumání teplotní degradace tenkých PVD vrstev účinkům teplotního zatížení PVD vrstev se věnuje jen malý počet odborných
Teplotní degradace tenkých otěruvzdorných vrstev Ing.Petr Beneš Důvody nutnosti zkoumání teplotní degradace tenkých PVD vrstev účinkům teplotního zatížení PVD vrstev se věnuje jen malý počet odborných
Vrstvy a povlaky 2007
 Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Analýza PIN-on-DISC. Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI
 Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ
 Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Disertační práce. Souvislost metod hodnocení adhezívn. Martina Sosnová. Katedra materiálů a strojírenské metalurgie. Doc. Ing. Jana Skálová, CSc.
 Disertační práce Souvislost metod hodnocení adhezívn vně kohezivního ho chování systému tenká vrstva substrát Martina Sosnová Katedra materiálů a strojírenské metalurgie Školitel: Doc. Ing. Jana Skálová,
Disertační práce Souvislost metod hodnocení adhezívn vně kohezivního ho chování systému tenká vrstva substrát Martina Sosnová Katedra materiálů a strojírenské metalurgie Školitel: Doc. Ing. Jana Skálová,
JIŘÍ HÁJEK, ANTONÍN KŘÍŽ
 SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
ÚVOD DO INTEGRITY POVRCHU naše činnost. Antonín Kříž; Petr Beneš
 ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Vliv tepelných vlastností tenkých vrstev na třískové obrábění tvrdých těžkoobrobitelných ocelí
 Vliv tepelných vlastností tenkých vrstev na třískové obrábění tvrdých těžkoobrobitelných ocelí P.Beneš 1 A.Kříž 1 J.Martan 2 1 Katedra materiálu a strojírenské metalurgie, Fakulta strojní,západočeská univerzita
Vliv tepelných vlastností tenkých vrstev na třískové obrábění tvrdých těžkoobrobitelných ocelí P.Beneš 1 A.Kříž 1 J.Martan 2 1 Katedra materiálu a strojírenské metalurgie, Fakulta strojní,západočeská univerzita
DRUHY A UTVÁŘENÍ TŘÍSEK
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Zkoušení mechanických vlastností zkoušky tvrdosti. Metody charakterizace nanomateriálů 1
 Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT. Západočeská univerzita v Plzni Fakulta strojní
 REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH
 TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Tato přednáška vznikla sloučením dvou původních příspěvků, které jsou uvedeny ve sborníku
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Tato přednáška vznikla sloučením dvou původních příspěvků, které jsou uvedeny ve sborníku
Nový typ CBN pro dílce ze spékaných kovů 2009/10/1
 Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
Nový typ CBN pro dílce ze spékaných kovů 1 Mapa kvalit a 2 Šedá litina Šedá litina Hrubování spékaných kovů Hrubování spékaných kovů Dokončení spékaných kovů Dokončení spékaných kovů new Aplikační oblast
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý
 CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
Integrita povrchu a její význam v praktickém využití
 Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Aplikace tenkých vrstev ve strojírenství
 TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Aplikace tenkých vrstev ve strojírenství Tato přednáška vznikla sloučením dvou původních
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Aplikace tenkých vrstev ve strojírenství Tato přednáška vznikla sloučením dvou původních
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
Západočeská univerzita v Plzni fakulta Strojní
 Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc. Druhy fréz a jejich upínání Upínání obrobků Síly a výkony při frézování
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 6. cvičení - Frézování Okruhy: Druhy frézek Druhy fréz a jejich upínání Upínání obrobků Síly
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
NÁSTROJE NOVINKY B194CZ Cermetová destička pro oceli povlakovaná PVD MP3025. Zaručuje vynikající drsnost povrchu obrobené plochy.
 NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU
 HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU ANALYSIS OF COMBINATION STRESS OF SYSTEMS THIN FILM SUBSTRATE BY HIGH TEMPERATURE TRIBOMETER Roman Reindl a
HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU ANALYSIS OF COMBINATION STRESS OF SYSTEMS THIN FILM SUBSTRATE BY HIGH TEMPERATURE TRIBOMETER Roman Reindl a
Výkonné, přesné, spolehlivé
 _ BLAXX : FRÉZY NOVÉ GENERACE Inovace výrobků Výkonné, přesné, spolehlivé Frézování powered by Tiger tec Silver NEPŘEKONATELNÉ SPOJENÍ: BLAXX A TIGER TEC SILVER Produktivita a spolehlivost Když jsou ve
_ BLAXX : FRÉZY NOVÉ GENERACE Inovace výrobků Výkonné, přesné, spolehlivé Frézování powered by Tiger tec Silver NEPŘEKONATELNÉ SPOJENÍ: BLAXX A TIGER TEC SILVER Produktivita a spolehlivost Když jsou ve
III. Mezinárodní konference STROJÍRENSKÁ TECHNOLOGIE PLZEŇ 2009 21. 22. 1. 2009
 HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT EVALUATION OF PROPERTIES OF THIN FILM-SUBSTRATE SYSTEMS Doc.Dr.Ing.Antonín Kříž Katedra materiálů a strojírenské metalurgie, Fakulta strojní, ZČU, Univerzitní
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT EVALUATION OF PROPERTIES OF THIN FILM-SUBSTRATE SYSTEMS Doc.Dr.Ing.Antonín Kříž Katedra materiálů a strojírenské metalurgie, Fakulta strojní, ZČU, Univerzitní
Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž
 Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž Seminář Inovace řezných nástrojů a technologií obrábění Cech brusičů a výrobců nástrojů HOFMEISTER s.r.o. - výrobce speciálního nářadí ZČU
Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž Seminář Inovace řezných nástrojů a technologií obrábění Cech brusičů a výrobců nástrojů HOFMEISTER s.r.o. - výrobce speciálního nářadí ZČU
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM
 NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH MATERIÁLU A POVRCHOVÉ ÚPRAVY PRO ŘEZNÉ NÁSTROJE URČENÝCH K OBRÁBĚNÍ PRYŽOVÝCH HADIC ZPEVNĚNÝCH KEVLAREM Bc. Jiří Hodač Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
TRIBOLOGICKÁ ANALÝZA PIN-on-DISC. PIN-on-DISC TRIBOLOGICAL TEST. Jiří Hájek a Antonín Kříž b
 TRIBOLOGICKÁ ANALÝZA PIN-on-DISC PIN-on-DISC TRIBOLOGICAL TEST Jiří Hájek a Antonín Kříž b a ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz b ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR,
TRIBOLOGICKÁ ANALÝZA PIN-on-DISC PIN-on-DISC TRIBOLOGICAL TEST Jiří Hájek a Antonín Kříž b a ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz b ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR,
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Hodnocení tribologických vlastností procesních kapalin
 Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
B210CZ MS6015 NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY
 2017.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
2017.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
Inovativní výrobky a environmentální technologie (reg. č. CZ.1.05/3.1.00/ ) ENVITECH
 ENVITECH") Inovativní výrobky a environmentální technologie (reg. č. CZ.1.05/3.1.00/14.0306) ENVITECH Zpráva o řešení IA 05 Optimalizace užitných vlastností procesních kapalin s využitím nanostruktur Vedoucí aktivity:
Inovativní výrobky a environmentální technologie (reg. č. CZ.1.05/3.1.00/14.0306) ENVITECH Zpráva o řešení IA 05 Optimalizace užitných vlastností procesních kapalin s využitím nanostruktur Vedoucí aktivity:
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ
 HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV THERMAL DEGRADATION OF THIN WEAR RESISTANCE PVD COATINGS. Petr Beneš a Antonín Kříž b
 TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV THERMAL DEGRADATION OF THIN WEAR RESISTANCE PVD COATINGS Petr Beneš a Antonín Kříž b a ZÁPADOČESKÁ UNIVERZITA,FST,KMM Univerzitní 22, 306 14 Plzeň,
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV THERMAL DEGRADATION OF THIN WEAR RESISTANCE PVD COATINGS Petr Beneš a Antonín Kříž b a ZÁPADOČESKÁ UNIVERZITA,FST,KMM Univerzitní 22, 306 14 Plzeň,
TRIBOLOGICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA-SUBSTRÁT TRIBOLOGICAL PROPERTIES OF A THIN FILM-SUBSTRATE SYSTEM. Antonín Kríž a Jirí Hájek b
 TRIBOLOGICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA-SUBSTRÁT TRIBOLOGICAL PROPERTIES OF A THIN FILM-SUBSTRATE SYSTEM Antonín Kríž a Jirí Hájek b a Západoceská univerzita v Plzni,Univerzitní 22, 306 14 Plzen,
TRIBOLOGICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA-SUBSTRÁT TRIBOLOGICAL PROPERTIES OF A THIN FILM-SUBSTRATE SYSTEM Antonín Kríž a Jirí Hájek b a Západoceská univerzita v Plzni,Univerzitní 22, 306 14 Plzen,
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování
 KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
Soustružení - řezné podmínky - výpočet
 Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
Předmět: Ročník: Vytvořil: Datum: Základy výroby M. Geistová 6. července 01 Název zpracovaného celku: Soustružení - řezné podmínky - výpočet Postup při určování řezných podmínek, výpočet řezné síly Fř,
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS. Matyáš Novák, Ivo Štěpánek
 POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
Revoluce v soustružení korozivzdorné oceli
 2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
Teorie třískového obrábění
 Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
Teorie třískového obrábění 1.1 Fyzikální podstata procesu obrábění Fyzikální podstatou obrábění je řezání, při kterém je oddělováno jisté množství materiálu, tzv. přídavek na obrábění, mechanickým účinkem
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI
 VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
M370. Aplikace s vysokými posuvy Řada M370
 Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Karbidové technické frézy
 autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
univerzálnost T9315 T9325 Nové soustružnické materiály www.pramet.com
 univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
(06) Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování
 Frézování. > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších, vícebřitým nástrojem. < b) Proces frézování") Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
Vypracoval: David Klemsa (06) Frézování Stud. skupina: 2pSTG/2 Datum: 20.3.2015 1.) Teorie frézování a) Podstata frézování > Frézování je obrábění rovinných nebo tvarových ploch, vnitrních nebo vnějších,
HODNOCENÍ LOKÁLNÍCH MECHANICKÝCH VLASTNOSTÍ A MIKROSTRUKTURNÍCH ZMĚN ZIRKONIOVÝCH SLITIN PO VYSOKOTEPLOTNÍ OXIDACI SVOČ-FST 2017
 HODNOCENÍ LOKÁLNÍCH MECHANICKÝCH VLASTNOSTÍ A MIKROSTRUKTURNÍCH ZMĚN ZIRKONIOVÝCH SLITIN PO VYSOKOTEPLOTNÍ OXIDACI SVOČ-FST 2017 Pavla Virágová Západočeská univerzita v Plzni Univerzitní 8, 30 1 Plzeň
HODNOCENÍ LOKÁLNÍCH MECHANICKÝCH VLASTNOSTÍ A MIKROSTRUKTURNÍCH ZMĚN ZIRKONIOVÝCH SLITIN PO VYSOKOTEPLOTNÍ OXIDACI SVOČ-FST 2017 Pavla Virágová Západočeská univerzita v Plzni Univerzitní 8, 30 1 Plzeň
Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí MC6025. Posouváme hranice obrábění oceli
 Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí 2014.01B196CZ Posouváme hranice obrábění oceli Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí a Černý extra rovnoměrný povlak
Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí 2014.01B196CZ Posouváme hranice obrábění oceli Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí a Černý extra rovnoměrný povlak
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
 Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni. různých. povrchových modifikací. Univerzitní 22, Plzeň, ČR,
 Západočeská univerzita v Plzni Laboratorní a praktické testy u různých povrchových modifikací Jiří Hájek Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz 1.Úvod představení cílů Disertační práce 2.Hlavní
Západočeská univerzita v Plzni Laboratorní a praktické testy u různých povrchových modifikací Jiří Hájek Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz 1.Úvod představení cílů Disertační práce 2.Hlavní
Střední povrchová teplota třísky a řezné síly při experimentálním soustružení v režimu HSC
 Střední povrchová teplota třísky a řezné síly při experimentálním soustružení v režimu HSC Švec, Jan, Ing., Katedra technologie obrábění, Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, +420377638512,
Střední povrchová teplota třísky a řezné síly při experimentálním soustružení v režimu HSC Švec, Jan, Ing., Katedra technologie obrábění, Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, +420377638512,
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu: