pro střední odborné školy
|
|
|
- Rostislav Pravec
- před 7 lety
- Počet zobrazení:
Transkript


1 Střední průmyslová škola, Trutnov, Školní tel , fax pro střední odborné školy výběr z často používaných partií standardních strojnických tabulek doplněný náhledem do historie strojírenské výroby Středoškolská odborná činnost, ročník soutěžní obor č. 12 tvorba učebních pomůcek, didaktická technologie Tomáš Toman, žák 3. ročníku studijního oboru strojírenství počítačová grafika konzultant: Ing. Milan Fink
2 Obsah: 1. Technická mechanika 2. Technické kreslení 3. Materiály polotovary 4. Strojní součásti 4.1 Druhy závitů 4.2 Šroubové spoje šrouby, matice 4.3 Šroubové spoje podložky, závlačky 4.4 Čepy, kolíky, nýty 4.5 Kluzná ložiska 4.6 Valivá ložiska 4.7 Pojistné kroužky 4.8 Přenos krouticího momentu 4.9 Těsnění a mazání 4.10 Pružiny 5. Převody 5.1 Lanový 5.2 Řemenový 5.3 Řetězový 5.4 Ozubenými koly 5.5 Výpočty ozubení 6. Svařování pájení lepení 7. Technologie obrábění
3 8. Z historie techniky a strojírenství Podrobný obsah: 1. Technická mechanika mechanické hodnoty základních konstrukčních materiálů (oceli pro ocelové konstrukce, na strojní součásti) mechanické hodnoty základních konstrukčních materiálů (ocel na odlitky, litina, slitiny barevných kovů) mechanické hodnoty základních konstrukčních materiálů podle způsobu zatížení (oceli pro ocelové konstrukce, na strojní součásti) mechanické hodnoty základních konstrukčních materiálů podle způsobu zatížení (ocel na odlitky, litina, slitiny barevných kovů) příklady použití základních konstrukčních materiálů pro strojní součásti moduly pružnosti v tahu E, ve smyku G a Poissonova čísla μ. pasivní odpory tření, součinitele smykového tření součinitele čepového tření, odpor při valení součinitele vláknového tření výpočtové vztahy (průřez, I X, W O, W K ) vetknuté nosníky a nosníky o dvou podporách součinitel sevření vzpěrná pevnost určení tvrdosti oceli z pevnosti 2. Technické kreslení soustava tolerancí a uložení ISO, vybraná toleranční pole děr soustava tolerancí a uložení ISO, vybraná toleranční pole hřídelů mezní úchylky tolerančních polí hřídelů (1-500 mm) tolerování geometrického tvaru a polohy zápichy tvaru D E, (výběr z ČSN ) zápichy tvaru F G, (výběr z ČSN ) středící důlky, (výběr z ČSN EN ISO 6411, ( )) volba drsnosti povrchu doporučení označení obvyklých profilů v popisovém poli výkresů označení normalizovaných součástí v popisovém poli výkresů
4 výkresová dokumentace 3. Materiály polotovary široká ocel třídy 10 a 11 válcovaná za tepla, ČSN trubky ocelové bezešvé z ocelí tříd 10 až 16 válcované nebo tažené za tepla (výběr z ČSN ) trubky ocelové závitové běžné (výběr z ČSN ) tyče čtvercové z ocelí tříd 11 a 12 tažené za studena s úchylkami h11 - h12 (výběr z ČSN ) tyče kruhové z ocelí třídy 10 a 11 válcované za tepla (výběr z ČSN ) tyče kruhové z ocelí třídy 11 až 16 tažené za studena s úchylkami h11 - h12 (výběr z ČSN ) tyče průřezu rovnoramenného L z konstrukčních ocelí válcované za tepla (výběr z ČSN ) tyče průřezu nerovnoramenného L z ocelí třídy 10 a 11 válcované za tepla (výběr z ČSN ) tyče průřezu T z ocelí tříd 10 a 11 válcované za tepla (výběr z ČSN ) tyče průřezu U ocelí tříd 10 a 11 válcované za tepla (výběr z ČSN ) tenkostěnné profily ocelové uzavřené čtvercové (výběr z ČSN ) tenkostěnné profily ocelové uzavřené obdélníkové (výběr z ČSN ) 4. Strojní součásti 4.1 Druhy závitů metrický závit základní řady, (výběr z ČSN , ) metrické závity (výběr, základní rozměry) doporučené průměry vrtáků pro vnitřní metrické závity Whitworthův závit, (výběr z ČSN ) trubkový závit válcový, (výběr z ČSN ISO ( ) lichoběžníkový závit rovnoramenný, (výběr z ČSN ) lichoběžníkový závit nerovnoramenný, (výběr z ČSN ) oblý závit, (výběr z ČSN ) 4.2 Šroubové spoje šrouby, matice šrouby se 6tihrannou hlavou, (výběr z ČSN EN ( ) a ČSN EN ( ) - výrobní třída A šestihranné matice, (výběr z ČSN EN ( )) - výrobní třída A korunová matice, (výběr z ČSN )
5 lícované šrouby s dlouhým a krátkým závitem, (výběr z ČSN a ) díry pro šrouby, (výběr z ČSN EN ( ) válcové zahloubení pro šrouby se 6tihrannou hlavou a pro 6tihranné matice s podložkou, (výběr z ČSN ) válcové zahloubení pro šrouby s válcovou hlavou, (výběr z ČSN ) kuželové osazené zahloubení pro zápustné hlavy šroubů, (výběr z ČSN ) kruhové matice se zářezy KM, (výběr z ČSN ) ukončení šroubů s metrickým závitem, (výběr z ČSN ) doporučené průměry vrtáků pro závity matic dovolená napětí pro výpočet šroubů značky a mechanické vlastnosti pro materiál ocelových šroubů a matic 4.3 Šroubové spoje podložky, závlačky podložky pro šrouby s válcovou a půlkulovou hlavou, (výběr z ČSN ) pružné podložky, (výběr z ČSN , ČSN ) pojistné podložky s jazýčkem, (výběr z ČSN ) pojistné podložky s nosem, (výběr z ČSN ) pojistné podložky a vložky k maticím KM, (výběr z ČSN ) závlačky, (výběr z ČSN EN ISO1234 ( )) 4.4 Čepy, kolíky, nýty čepy s hlavou, (výběr z ČSN EN ( ) válcové kolíky kalené, (výběr z ČSN EN ISO 8734, ( )) kuželové kolíky nezakalené, (výběr z ČSN EN 22339, ( )) nýty s půlkulatou hlavou, (výběr z ČSN ) 4.5 Kluzná ložiska bimetalická pouzdra, (výběr z ČSN ) kovová pouzdra, (výběr z ČSN ) 4.6 Valivá ložiska kuličková ložiska jednořadá, (výběr z ČSN ) kuličková ložiska jednořadá s kosoúhlým stykem, (výběr z ČSN ) kuličková ložiska dvouřadá naklápěcí, (výběr z ČSN )
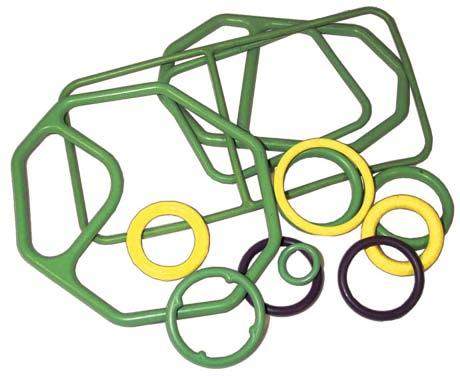
6 válečková ložiska jednořadá, (výběr z ČSN ) soudečková ložiska dvouřadá, (výběr z ČSN ) kuželíková ložiska jednořadá, (výběr z ČSN ) axiální kuličková ložiska jednosměrná a obousměrná, (výběr z ČSN ) hodnoty součinitelů X, Y pro radiální valivá ložiska hodnoty koeficientů X 0 a Y 0 pro kuličková ložiska 4.7 Pojistné kroužky pojistné třmenové kroužky, (výběr z ČSN ) pojistné kroužky pro díry, (výběr z ČSN ) pojistné kroužky pro díry pokračování, (výběr z ČSN ) pojistné kroužky pro hřídele, (výběr z ČSN ) pojistné kroužky pro hřídele pokračování, (výběr z ČSN ) 4.8 Přenos krouticího momentu pera výměnná s dvěma nebo jedním přídržným šroubem, (výběr ČSN a ) pera těsná, (výběr z ČSN ) pera Woodruffova (úsečová), (výběr z ČSN ) rovnoboké drážkování válcových hřídelů s vnitřním středěním, (výběr z ČSN ISO 14 ( )) 4.9 Těsnění a mazání hřídelové těsnící kroužky GUFERO, (výběr z ČSN ) kroužky kruhového průřezu pro těsnění nepohyblivých částí, (výběr z ČSN ) kroužky kruhového průřezu pro těsnění pohyblivých částí, (výběr z ON ) těsnění ložiskových těles, plstěné těsnění a drážky, (výběr z ČSN ) kruhové olejoznaky mazací hlavice kulové oleje 4.10 Pružiny válcová tažná pružina šroubovitá tažná pružina s oky
7 5. Převody 5.1 Lanový ocelová lana šestipramenná 114 drátů, (výběr z ČSN ) 5.2 Řemenový klínové řemeny klasického průřezu, výběr z ČSN úzké klínové řemeny pro průmyslové použití, výběr z normy ČSN řemenice pro klínové řemeny klasických průřezů, výběr z ČSN minimální výpočtové průměry řemenic výkon P r [kw] přenášený jedním úzkým klínovým řemenem při ß = 180 drážkové klínové řemeny, ISO 9982 součinitelé pro výpočet řemenových převodů 5.3 Řetězový válečkové řetězy, (výběr z ČSN ) parametry řetězového kola, (výběr z ČSN ) řetězy doplňující údaje součinitelé pro výpočet řetězových převodů 5.4 Ozubenými koly moduly ozubených kol (výběr z ČSN ) tabulka údajů s parametry ozubeného kola, (výběr z ČSN ), ČELNÍ OZUBENÉ KOLO SE ŠIKMÝMI ZUBY tabulka údajů s parametry ozubeného kola, (výběr z ČSN ), KUŽELOVÉ OZUBENÉ KOLO S PŘÍMÝMI ZUBY tabulka údajů s parametry šnekového ozubeného převodu, (výběr z ČSN ) 5.5 Výpočty ozubení základní profil ozubení, konstrukce evolventy výpočet rozměrů soukolí N s přímými zuby výpočet rozměrů čelního soukolí N se šikmými zuby výpočet rozměrů čelního korigovaného soukolí VN s přímými zuby výpočet rozměrů čelního korigovaného soukolí V s přímými zuby
8 kuželové soukolí výpočet rozměrů soukolí N výpočet rozměrů válcového šnekového soukolí s obecným ozubením volba šířky zubu a výpočet modulu časovaná pevnost materiálu v ohybu a dotyku součinitel materiálu ZM 6. Svařování pájení lepení značení svarů, výběr z ČSN EN ( ) základní značky svarů, výběr z ČSN EN ( ) předepisování rozměrů svarů doplňující značky povrchu svarů technologie svařování vybrané metody (číselné označení) dovolená napětí svařovaných ocelových konstrukcí ve stavbě strojů převodní součinitel svarového spoje pájení měkké pájky, (výběr z ČSN až ) pájení tvrdé pájky, (výběr z ČSN EN 1044 ( )) technologie lepení - lepidla 7. Technologie obrábění řezné podmínky pro dělení materiálu na strojních pilách, přídavky na řezání obecné zásady volby řezných podmínek pro třískové obrábění řezné podmínky pro soustružení hrubování řezné podmínky pro soustružení načisto řezné podmínky pro frézování řezné podmínky pro vrtání řezné podmínky pro vyhrubování a vystružování řezné podmínky pro broušení vnějších rotačních ploch řezné podmínky pro rovinné broušení obvodem kotouče řezné podmínky pro broušení děr základní funkce pro CNC soustruhy základní funkce pro CNC frézky stroje po třískové obrábění
9 8. Z historie techniky a strojírenství technické objevy, vynálezy a události v přehledu slavná jména a významná data v historii strojírenské výroby Bodmer Kolben Maudslay Nonius Ramsden Whitworth

10
11 Mechanické hodnoty základních konstrukčních materiálů (oceli pro ocelové konstrukce, na strojní součásti) Konstruční oceli Mez pevnosti v tahu R m (MPa) Mez kluzu v tahu R e (MPa) Mez únavy v ohybu δ o c (MPa) Mez únavy v krutu τ c (MPa) Konstruční oceli Slitinové oceli Mez pevnosti v tahu R m (MPa) Mez kluzu v tahu R e (MPa) Mez únavy v ohybu δ o c (MPa) Mez únavy v krutu τ c (MPa)
12 Mechanické hodnoty základních konstrukčních materiálů (ocel na odlitky, litina, slitiny barevných kovů) Šedá litina Konstruční oceli Ocel na odlitky Mosaz Slitina hliníku Al + Si Mez pevnosti v tahu R m (MPa) min. 200 min. 250 min. 300 min Mez kluzu v tahu R e (MPa) Mez únavy v ohybu δ o c (MPa) Mez únavy v krutu τ c (MPa)
13 Krut (smyk) Ohyb Tlak Tah Mechanické hodnoty základních konstrukčních materiálů podle způsobu zatížení (oceli pro ocelové konstrukce, na strojní součásti) Konstrukční oceli Slitinové oceli Dovolená napětí (MPa) I. statický II. míjivý III. střídavý I. statický II. míjivý III. střídavý I. statický II. míjivý III. střídavý I. statický II. míjivý III. střídavý
14 Krut (smyk) Ohyb Tlak Tah Mechanické hodnoty základních konstrukčních materiálů podle způsobu zatížení (ocel na odlitky, litina, slitiny barevných kovů) Konstrukční materiály Ocel na odlitky Šedá litina Mosaz Slitiny hliníku Al + Si I. statický II. míjivý III. střídavý I. statický II. míjivý III. střídavý I. statický II. míjivý III. střídavý I. statický II. míjivý III. střídavý Dovolené napětí (MPa)
15 Příklady použití základních konstrukčních materiálů pro strojní součásti ČSN ČSN EN Mechanické vlastnosti R m [MPa] R e [MPa] Použití oceli na strojní součásti a pro ocelové konstrukce S37B > 235 Na konstrukce a součásti bez nosných svarů ke všeobecnému použití S235JRG > 225 Součásti konstrukcí a strojů menších tlouštěk i tavně svařované, namáhané staticky i mírně dynamicky E > 255 Strojní součásti namáhané staticky i dynamicky, hřídele, ozubená kola, strojní součásti soustružené, čepy, kolíky, držáky, podložky, kryty, víka, příruby, pouzdra, kroužky, objímky, základové desky, vodítka, upínací desky, příložky, šrouby, matice aj E > 295 Vhodná na strojní součásti namáhané staticky i dynamicky, u nichž se nevyžaduje svařitelnost. Součásti vystavené velkému měrnému tlaku. Hřídele, osy, ozubená a řetězová kola, páky, čepy, pístnice, šrouby a matice, pásy a pruhy ke tvarování ohybem. uhlíkové a slitinové oceli C16E > 390 > 225 Strojní součásti silničních motorových vozidel, méně namáhaná ozubená kola, vačkové hřídele,vložky, větší řetězová kola, pouzdra, vodítka aj Mn > 440 Menší hřídele, různé strojní součásti MnCr5 > 800 > 560 Vhodná pro strojní součásti pro zušlechtění do průměru 35mm, k cementování s velkou pevností v jádře X30Cr > 480 V kaleném stavu na nástroje a v kaleném nebo zušlechtěném stavu na konstrukční součásti, u nichž se požaduje při zvýšené pevnosti odolnost proti korozi v prostředí vzduchu, páry a vody (např. armatury, ventily, pružiny). litiny GGG 80 > 800 > 480 Vhodná na odlitky o tloušťce stěny 5-35 mm, jako např. na součásti značně mechanicky namáhané a odolné proti otěru GG 20 > Na odlitky o tloušťce stěn 8-45 mm, např. na strojní odlitky, armatury, části motorů, turbín, pístových strojů, na válce kompresorů a motorů GTS > 355 > 210 Vhodná na odlitky s tloušťkou stěn 3-30 mm, např. na odlitky pro motocykly, automobily, Dieslovy motory, zemědělské a jiné stroje.
16 Moduly pružnosti v tahu E, ve smyku G a Poissonova čísla μ. materiál E [10 5 MPa] G [ 10 4 MPa] μ [1] tažená ocel 1,90-2,15 8,0-8,5 0,30 ocel na odlitky 1,95-2,00 8,0-8,1 0,30 žíhaná ocel 1,70-1,80 7,5-7,6 0,30 šedá litina 0,80-1,25 3,0-5,5 0,25 kalená ocel 1,80-1,86 7,0-8,5 0,30 ocel do 5 % Ni 2,00-2,05 8,2-8,4 0,29 ocel do 25% Ni 1,80-1,86 7,8-8,2 0,29 bronz 0,85-1,20 4,0-4,1 0,31 mosaz 0,90-1,00 3,0-4,5 0,3-0,4 hliník 0,60-0,75 2,3-2,7 0,34 dřevo 0,09-0,20 0,03-0,06 0,30
17 PASIVNÍ ODPORY - TŘENÍ součinitele smykového tření materiál třecích ploch za klidu µ 0 za pohybu µ suché mazáno suché mazáno ocel - ocel 0,15-0,20 0,10-0,12 0,10-0,20 0,03-0,09 ocel - litina 0,20-0,30 0,13-0,27 0,17-0,18 0,05-0,10 ocel - bronz 0,11-0,15 0,10-0,20 0,10-0,15 0,005-0,008 litina - litina 0,25 0,16-0,18 0,15 0,07-0,15 litina - bronz 0,25 0,08 0,15-0,20 0,07-0,15 bronz - bronz 0,25 0,10-0,11 0,20 0,06-0,12 kůže - litina 0,3-0,60 0,12-0,15 0,40-0,60 0,12-0,15 pryž - asfalt 0,50-0,70 0,60-0,80 0,10-0,15 ferodo - litina 0,60-0,70 0,20-0,40 ferodo - ocel 0,50-0,60 0,30-0,50 tvrzená tkanina - ocel 0,25-0,40 0,03-0,12 polyamid - ocel 0,20-0,45 0,04-0,20 polyvinylchlorid - ocel 0,60 Poznámka: hodnoty součinitelů smykového tření jsou pouze přibližné, závisí na provozních podmínkách a jakosti obrobených ploch.
18 Součinitele čepového tření materiál třecích ploch součinitel µ č ocel - ocel 0,05-0,06 ocel - litina 0,04-0,05 kalená ocel - bronz 0,003-0,005 litina - bronz 0,045-0,05 ocel - kompozice 0,01-0,015 Odpor při valení materiál stykových ploch rameno valivého odporu mm nekalená ocel - nekalená ocel 0,05-0,06 kalená ocel - kalená ocel (valiv. ložiska) 0,001-0,005 litina - litina 0,005-0,006 ocelové kolo - kolejnice 0,4-0,5 pneuamtika - beton 1,5-2,5 pneumatika - asfalt 2,5-4,5
19 Součinitele vláknového tření Úhel opásání α rad 1,57 2,09 2,62 3,14 3,66 4,18 4,71 5,23 5,75 6,28 ( ) Součinitel μ Hodnoty součinitele e αμ 0,10 1,17 1,23 1,30 1,36 1,44 1,52 1,61 1,69 1,78 1,87 0,15 1,26 1,36 1,48 1,61 1,73 1,87 2,03 2,19 2,36 2,56 0,20 1,36 1,52 1,69 1,87 2,08 2,31 2,57 2,85 3,16 3,51 0,25 1,48 1,69 1,92 2,19 2,50 2,85 3,25 3,70 4,22 4,81 0,30 1,61 1,87 2,19 2,57 3,00 3,51 4,11 4,81 5,63 6,59 0,35 1,73 2,08 2,50 3,00 3,61 4,33 5,20 6,25 7,51 9,02 0,40 1,87 2,31 2,85 3,51 4,33 5,34 6,59 8,12 10,01 12,35 0,45 2,03 2,57 3,25 4,11 5,20 6,59 8,34 10,55 13,35 16,90 0,50 2,19 2,85 3,70 4,81 6,25 8,12 10,55 13,71 17,81 23,14 0,60 2,57 3,51 4,81 6,59 9,02 12,35 16,90 23,14 31,68 43,38
20 VÝPOČTOVÉ VZTAHY pro plochy A, kvadratické momenty I x a průřezové moduly v ohybu W o a v krutu W k běžných průřezů Průřez A I x W o W k 2 a 4 a 12 3 a 3 6 0,208a bh 3 bh I x = 12 3 hb I z = 12 2 bh W ox = 6 2 hb W oz = 6 W W k1 k 2 = αb 2 = βh 2 h b
21 Průřez A I x W o W k 3 bh I bh x = bh I x = 12 2 bh W x = 24 2 b h W x = 12 2 π d 4 4 π d π d = 0,1d 32 π d 0,2d 16
22 Průřez A I x W o W k π 2 ( D d 4 2 ) π ( D d ) 4 4 π D d 32 D (D 4 4 d ) 0,1 D 4 4 π D d 16 D (D 4 4 d ) 0,2 D ah + bt 1 ( Be ae e ) bh ah + bt = 2( ah + bt) e = H 2 e 1 W W o1 o2 = I e x 1 I = e x 2

23 Průřez A I x W o W k BH + bh 3 BH + bh 12 3 BH bh 6H BH bh 3 BH bh 12 3 BH bh 6H 3 3
24 VETKNUTÉ NOSNÍKY A NOSNÍKY O DVOU PODPĚRÁCH Druh nosníku Reakce a maximální ohybové momenty Úhel natočení průřezu α (rad) Velikost průhybu y (mm) R A = F M omax = Fl α A = 0 α MAX = α B 2 Fl = 2EI y MAX = y B 3 Fl = 3EI R A = M omax = F Fl 2 α A = 0 α = α = α C α MAX B 2 Fl = 8EI MAX y MAX = y C 3 5Fl = 48EI
25 Druh nosníku Reakce a maximální ohybové momenty Úhel natočení průřezu α (rad) Velikost průhybu y (mm) R A = ql 2 ql M omax = 2 α A = 0 α = α α B α MAX 3 MAX MAX ql = 6EI 2 Ql = 6EI y = MAX y B 4 3 ql Ql y B = = 8EI 8EI R A = 0 M = omax M B α A = 0 2 Ml Ml ymax = y B = α MAX = α B = 2EI EI
26 Druh nosníku Reakce a maximální ohybové momenty Úhel natočení průřezu α (rad) Velikost průhybu y (mm) F RA = RB = 2 Fl M omax = 4 α A = α B 2 Fl = 16EI y MAX = y C 3 Fl = 48EI R A = Fb l R B = Fa l Fab M omax = l α B α A 2 Fl b b 6EI l l = Fl 2b b 3b + 3 6EI l l l = 2 3 y MAX = y C 2 Fa b = 3EIl 2
27 RA = RB = ql 2 2 ql M omax = 8 α B α = A α B 3 2 ql Ql = = 24EI 24EI y MAX = y C 5ql 4 y C = 384EI 3 5Ql y C = 384EI R = R A B = M l M omax = M A A M A l α A = 3EI M A l α B = 6EI Působí-li M A i M B : 2 M A + M α AM = 6EI M A + 2M α BM = 6EI ( ) B ( ) B l l y MAX M Al = 0,0642 EI x ymax = 0, 422l 2
28 EULEROVY VZTAHY PRO VZPĚRNOU PEVNOST 2 π EJ min Kritická síla: F kr = ( N) 2 l 0 Způsob uložení Redukovaná délka prutu Kritická síla l o = 2l F kr 2 π EJ = 4l min 2 l o = l F kr 2 π EJ = l min 2 l o = l 2 F kr = 2 2π EJ l 2 min l o = l 2 F kr 2 4π EJ = 2 l min
29 MEZNÍ ŠTÍHLOST λ m Materiál λ m Uhlíkové oceli 90 až 105 Niklové oceli 86 Pružinové oceli 60 Šedá litina 80 Dřevo 100 Materiál Ocel do Ocel Slitinová ocel Šedá litina Měkké dřevo rovnoběžně s vlákny Tvrdé dřevo rovnoběžně s vlákny NEPRUŽNÝ VZPĚR σ kr (MPa) 2890,82λ 3350,62 λ 5893,82 λ λ0,053 λ 29,30,194 λ 37,50,275 λ Platnost pro štíhlost λ od do Štíhlost λ SOUČINITEL VZPĚRNOSTI c Ocel do Slitina Al + Cu Litina Dřevo ,05 1,08 1,12 1,17 1,24 1,33 1,44 1,59 1,77 1,99 2,23 2,82 3,51 4,30 5,18 1,05 1,09 1,14 1,21 1,32 1,47 1,68 1,95 2,26 2,63 3,03 3,97 5,05 6,28 7,65 1,03 1,20 1,39 1,63 1,99 2,58 3,36 4,29 5,25 6,40 7,57 10,30 13,45 17,03 21,02 1,436 1,725 2,101 2,593 3,241 4,088 5,155 6,565 8,105 9,807 11,672 15,887 1,15 1,25 1,36 1,50 1,67 1,88 2,14 2,50 3,00 3,66 4,55 6,51 8,91 11,80 15,20
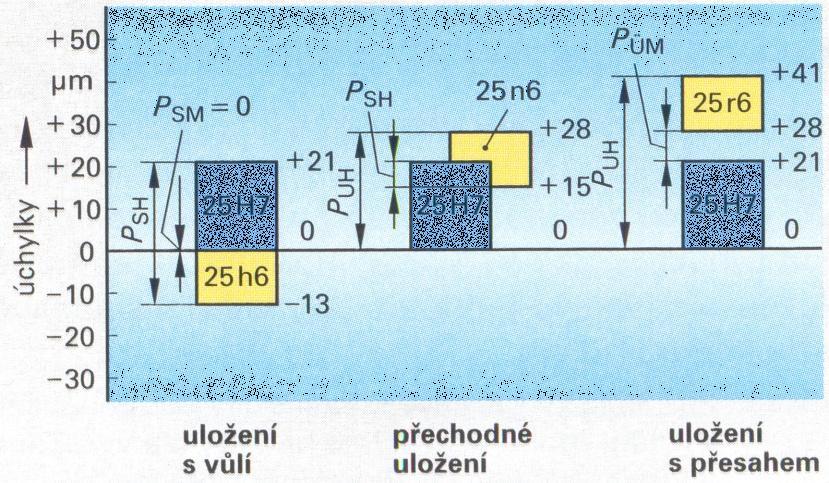
30 SOUČINITEL SEVŘENÍ (ČSN ) Součinitel sevření ν při uvolňování skluzu Tlakové spojení Mazání obvodovém uo podélném u1 obvodovém so podélném s1 lisováním ν 1 smrštěním strojní olej 0,13 0,14 0,08 0,005 nemazáno 0,35 0,15 lisováním strojní olej 0,09 0,05 0,055 Směrné hodnoty pro poměrný přesah ε min jsou: pro lisované spoje ε min = 0,04 %, pro tlakové spoje smrštěním nebo roztažením: pro náboj z bronzu ε min = 0,04 až 0,063 %, pro náboj ze šedé litiny ε min = 0,063 až 0,1 %, pro náboj z oceli ε min = 0,1 až 0,2%.
31 URČENÍ TVRDOSTI OCELI Z PEVNOSTI Pevnost TVRDOST Pevnost TVRDOST MPa HB HRB HRC HV MPa HB HRB HRC HV ,2 39,8 39,1 38,3 37,6 36,8 36,0 35,3 34,5 33,8 33,0 32,6 32,1 31,1 30,2 29,3 28,3 27,4 26,5 25,5 24,6 23,7 22,7 21,8 20,9 19,9 19, ,4 96,6 95, ,8 90,8 89,6 88,2 86,8 85,4 83,9 82,2 80,4 78,4 76,4 74, ,4 66,4 63, , ,4 42,4 36,

32
33 SOUSTAVA TOLERANCÍ A ULOŽENÍ ISO (výběr z ČSN EN ( )) mezní úchylky v mikrometrech vybraná toleranční pole děr rozsah jmen. rozměrů (mm) G7 H6 H7 H8 H11 JS10 N8 S9 F ,5-92,
34 SOUSTAVA TOLERANCÍ A ULOŽENÍ ISO (výběr z ČSN EN ( )) mezní úchylky v mikrometrech vybraná toleranční pole hřídelů rozsah jmen. rozměrů (mm) g7 h6 h7 h8 h11 js10 n7 s9 f ,5-92,
35 MEZNÍ ÚCHYLKY TOLERANČNÍCH POLÍ HŘÍDELŮ pro jmenovité rozměry od 1 do 500 mm IT a b c cd d e ef f fg g h js j k m n p r s t u v x y z za zb zc Přehled tolerančních polí hřídelů do 500 mm
36 Rozsah rozměrů (mm) od 1 do 3 přes 3 do 6 přes 6 do 10 přes 10 do 18 přes 18 do 30 přes 30 do 40 přes 40 do 50 přes 50 do 65 přes 65 do 80 přes 80 do 100 přes 100 do 120 přes 120 do 140 přes 140 do 160 přes 160 do 180 přes 180 do 200 přes 200 do 225 přes 225 do 250 přes 250 do 280 přes 280 do 315 přes 315 do 355 přes 355 do 400 přes 400 do 450 přes 450 do 500 Základní úchylky c Stupně přesnosti 8 9 μm
37 Rozsah rozměrů (mm) od 1 do 3 přes 3 do 6 přes 6 do 10 přes 10 do 18 přes 18 do 30 přes 30 do 50 přes 50 do 80 přes 80 do 120 přes 120 do 180 přes 180 do 250 přes 250 do 315 přes 315 do 400 přes 400 do 500 Základní úchylky d e Stupně přesnosti μm
38 Rozsah rozměrů (mm) od 1 do 3 přes 3 do 6 přes 6 do 10 přes 10 do 18 přes 18 do 30 přes 30 do 50 přes 50 do 80 přes 80 do 120 přes 120 do 180 přes 180 do 250 přes 250 do 315 přes 315 do 400 přes 400 do 500 Základní úchylky f g Stupně přesnosti μm
39 Rozsah rozměrů (mm) Základní úchylky js n p Stupně přesnosti μm od 1 do 3 ±5 ±7 ±12,5 přes 3 do 6 ±6 ±9 ±15 přes 6 do 10 ±7,5 ±11 ±18 přes 10 do 18 ±9 ±13,5 ±21,5 přes 18 do 30 ±10,5 ±16,5 ±26 přes 30 do 50 ±12,5 ±19,5 ±31 přes 50 do 80 ±15 ±23 ±37 přes 80 do 120 ±17,5 ±27 ±43,5 přes 120 do 180 ±20 ±31,5 ±50 přes 180 do 250 ±23 ±36 ±57,5 přes 250 do 315 ±26 ±40,5 ±65 přes 315 do 400 ±28,5 ±44,5 ±70 přes 400 do 500 ±31,5 ±48,5 ±77,
40 Rozsah rozměrů (mm) od 1 do 3 přes 3 do 6 přes 6 do 10 přes 10 do 18 přes 18 do 30 přes 30 do 50 přes 50 do 65 přes 65 do 80 přes 80 do 100 přes 100 do 120 přes 120 do 140 přes 140 do 160 přes 160 do 180 přes 180 do 200 přes 200 do 225 přes 225 do 250 přes 250 do 280 přes 280 do 315 přes 315 do 355 přes 355 do 400 přes 400 do 450 přes 450 do 500 Základní úchylky s Stupně přesnosti 7 8 μm
41 Rozsah rozměrů (mm) od 1 do 3 přes 3 do 6 přes 6 do 10 přes 10 do 18 přes 18 do 24 přes 24 do 30 přes 30 do 40 přes 40 do 50 přes 50 do 65 přes 65 do 80 přes 80 do 100 přes 100 do 120 přes 120 do 140 přes 140 do 160 přes 160 do 180 přes 180 do 200 přes 200 do 225 přes 225 do 250 přes 250 do 280 přes 280 do 315 přes 315 do 355 přes 355 do 400 přes 400 do 450 přes 450 do 500 Základní úchylky u Stupně přesnosti μm
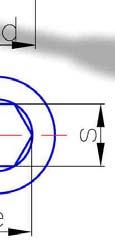
42 h v b2 ZÁPICHY TVARU D - E (výběr z ČSN ) Tvar D Průměr hřídele (díry) d šířka b 2 Rozměry zápichu hloubka h poloměr R h do 10 0,8 0,1 1,0 10 až 30 1,4 0,2 1,6 30 až 80 2,2 0,3 2,5 přes 80 3,4 0,4 4,0 d R a 55 R s Tvar E Výška přímočarého vedení v Šířka nože s Velikost posunutí a b hloubka h Rozměry zápichů šířka b poloměr R Zkosení (zaoblení) související součásti 6 až 16 1,6 1,0 0,5 2,0 0,8 0,4 16 až 32 2,5 1,6 0,8 3,0 1,25 0,8 32 až 50 4,0 2,5 1,2 4,8 2,0 1,2 přes 50 6,0 3,8 1,6 7,0 3,0 2,0
43 d d g h h2 h ZÁPICHY TVARU F - G h1 (výběr z ČSN ) b b R R 8 R R TVAR F TVAR G Průměr hřídele (díry) d běžné požadavky střídavé napětí Rozměry zápichů šířka hloubka b g h h 1 poloměr R Výška osazení min. h 2 Zkosení (zaoblení) související součásti do 1,6-0,5 0,8 0,1 0,1 0,1 1,6 0,1 1,6 až 3-1,0 0,9 0,1 0,1 0,2 2,0 0,1 3 až 18-2,0 1,1 0,2 0,1 0,4 3,0 0,3 18 až 80-2,5 2,3 0,3 0,2 0,8 4,0 0,6 přes 80-4,0 3,4 0,4 0,3 1,2 6,0 1,0-18 až 50 2,5 2,0 0,2 0,1 1,2 4,0 1,0-50 až 80 4,0 3,1 0,3 0,2 1,6 6,0 1,2-80 až 125 5,0 4,8 0,4 0,3 2,5 10,0 2,5 - přes 125 7,0 6,4 0,5 0,3 4,0 16,0 4,0
44 60 D3 d d D2 STŘEDÍCÍ DŮLKY (výběr z ČSN EN ISO 6411, ( )) t t TVAR A TVAR B ISO 866 ISO l l Jmenovitý průměr d D 2 t D 3 t (0,5) 1,06 0,5 (0,63) 1,32 0,6 (0,8) 1,70 0,7 Typ středícího důlku A podle ISO 866 B podle ISO ,0 2,12 0,9 3,15 0,9 (1,25) 2,65 1,1 4 1,1 1,6 3,35 1,4 5 1,4 2,0 4,25 1,8 6,3 1,8 2,5 5,30 2,2 8 2,2 3,15 6,70 2,8 10 2,8 4,0 8,50 3,5 12,5 3,5 (5,0) 10,60 4,4 16 4,4 6,3 13,20 5,5 18 5,5 (8,0) 17,00 7,0 22,4 7,0 10,0 21,20 8,7 28 8,7 délka l závisí na délce navrtáváku a nesmí být menší než hodnota t
45 VOLBA DRSNOSTI POVRCHU DOPORUČENÍ Drsnost Ra (μm) přes do Požadavky na funkci obrobené plochy a příklady použití 0,01 Co nejmenší opotřebení při vysokých měrných tlacích. Funkční plochy valivých ložisek; nejpřesnější měřidla. 0,01 0,012 Co nejmenší opotřebení funkčních ploch při vysokých rychlostech (přes 3 m.s -1 ) a měrných tlacích přes 4,9 MPa. Kluzné plochy 0,012 0,025 hlavních ložisek, pinol, pístů a pístních čepů. Přesná měřidla. 0,025 0,05 0,05 0,1 Co nejmenší opotřebení funkčních ploch. Středicí plochy hlavních vřeten, trnů a nástrojů vysoké přesnosti. Co nejmenší vůle mezi funkčními plochami. Přesné funkční plochy vřeten a hřídelů. Broušení závitů a ozubených kol. 0,1 0,2 Kuželové upínací plochy nástrojů. Středicí plochy přípravků. 0,2 0,4 0,4 0,8 Co nejmenší opotřebení při středních rychlostech a tlacích. Třecí plochy běžných ložisek, přesouvačů a lamel. Co nejmenší opotřebení funkčních ploch při středních rychlostech a malých měrných tlacích. Opěrné a třecí plochy pro zachycení středních osových tlaků. Přesné středicí plochy bez vzájemného pohybu. 0,8 1,6 Vodicí nebo středicí plochy jen s občasným vzájemným pohybem. 1,6 3,2 3,2 6,3 6,3 12,5 12, Stykové plochy bez vzájemného pohybu a bez velkých požadavků na těsnost nebo přesnost styku. Též plochy bez funkce s požadavkem na vzhled. Hrubé stykové plochy bez vzájemného pohybu a plochy bez funkce, které však z nějakých důvodů je nutno obrobit. Hrubé plochy bez obrobení. Pozn.:
46
47
48
49
50 Označení obvyklých profilů v popisovém poli výkresů název charakteristický rozměr označení písmeny značkou příklad označení tyč kruhová drát KR O KR ČSN O ČSN tyč čtvercová 4HR 4HR ČSN ČSN tyč obdélníková PLO PLO 32 x ČSN x ČSN tyč šestihranná 6HR 6HR ČSN ČSN plech P P P1-38 x 22 ČSN P2 - O28 ČSN trubka kruhová TR KR TR O TR KR 40 x 4-60 ČSN TR O 40 x 4-60 ČSN profil čtvercový PR 4HR PR PR 4HR 40 x 2-60 ČSN PR 40 x 2-60 ČSN profil obdélníkový PR OBD PR PR OBD 40 x 20 x 2-60 ČSN tyč I I I 180/B ČSN tyč L L L 60 x 40 x ČSN tyč U U U 200/B ČSN
51 OZNAČENÍ NORMALIZOVANÝCH SOUČÁSTÍ V POPISOVÉM POLI VÝKRESŮ Název Šroub se šestihrannou hlavou se závitem M12, s délkou l = 80 mm, pevnostní třídy 8.8 Šroub s válcovou hlavou se závitem M5, s délkou l = 20 mm, pevnostní třídy 4.8 Šroub s válcovou hlavou s vnitřním šestihranem, tvaru B, se závitem M10, délky l = 60 mm, třídy pevnosti 8.8, bez úpravy povrchu Šroub s půlkulovou hlavou se závitem M6, s délkou l = 20 mm, třídy pevnosti 5.8, bez úpravy povrchu Šroub se zápustnou hlavou se závitem M5, délky l = 20 mm a pevnostní třídy 4.8 Závrtný šroub se závitem M12 s délkou l = 40 mm, pevnostní třídy 5, bez povrchové úpravy, do oceli Šestihranná matice se závitem M10 x 1, z oceli pevnostní třídy 5 Přesná šestihranná matice malá se závitem M14 x 1,5 třídy pevnosti 04 Korunová matice se závitem M30 x 2 z materiálu o třídě pevnosti 5, bez úpravy povrchu Rýhovaná matice se závitem M5 a s třídou pevnosti materiálu 5, bez úpravy povrchu Podložka pro šroub se šestihrannou hlavou nebo pro šestihrannou matici, provedení B, s průměrem d 1 = 13 mm z oceli bez úpravy povrchu Podložka pro šroub s válcovou nebo půlkulovou hlavou s průměrem d 1 = 13 mm z oceli, s čistým povrchem Pružná podložka pod šroub čtvercového průřezu z oceli s čistým povrchem pro šroub M20 Označení Šroub se šestihrannou hlavou ISO 4017 M12x Šroub s válcovou hlavou ISO 1207 M5x ŠROUB B M10 x 60 ČSN ŠROUB M6 x 20 ČSN Šroub se zápustnou hlavou ISO 2009 M5x ŠROUB M12 x 40 ČSN Šestihranná matice ISO 4032 M10x1 05 MATICE M14 x 1,5 ČSN MATICE M30 x 2 ČSN MATICE M5 ČSN PODLOŽKA B 13 ČSN PODLOŽKA 13 ČSN PODLOŽKA 20 ČSN
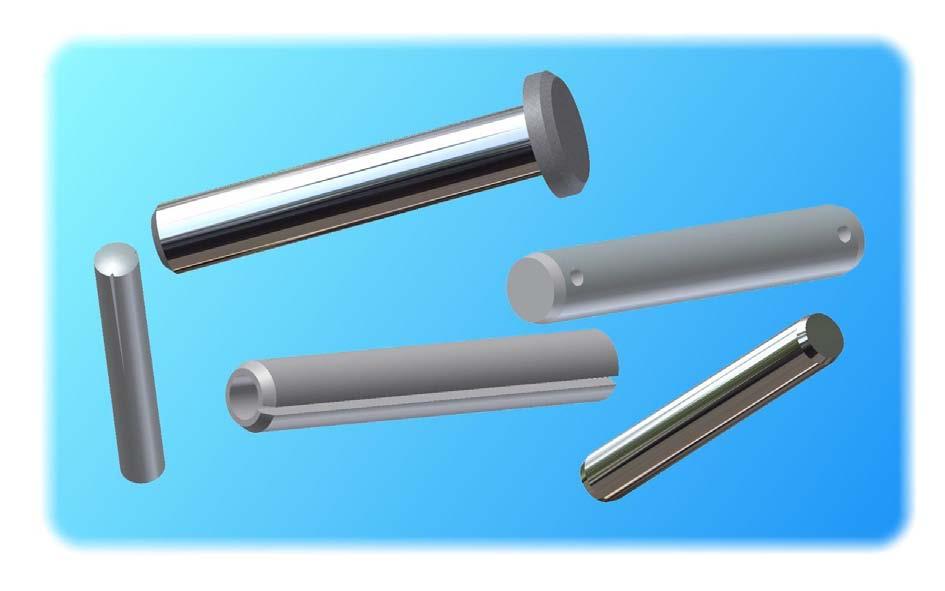
52 Pojistná podložka s nosem s průměrem d = 21 mm, z oceli, s povrchem čistým Pojistná podložka s jazýčkem, s průměrem d = 17 mm, z oceli, s povrchem černěným Pojistná podložka MB 4 Ocelová závlačka o jmenovitém průměru d 0 = 5 mm a délce l = 50 mm, bez úpravy povrchu Čep bez hlavy tvaru A, o průměru d = 20 mm a délce l = 100 mm Čep s hlavou tvaru B, o průměru d = 20 mm a délce l = 100 mm s průměrem díry pro závlačku 6,3 mm Válcový nezakalený kolík tvaru B, o průměru d = 4 mm a délce l = 20 mm z oceli Válcový kalený kolík tvaru A, o průměru d = 8 mm a délce l = 20 mm Kuželový kolík o průměru d = 6 mm, délce l = 30 mm, drsnosti povrchu R a = 0,8 μm, z oceli Pružný kolík s mezerou o průměru d = 6 mm s délkou l = 30 mm, tvar A Rýhovaný kolík o průměru d 1 = 4 mm a délce l = 20 mm Pojistný třmenový kroužek o rozměru d 1 = 6 černěný v oleji Pojistný kroužek pro hřídel o průměru d 1 = 40 mm Pojistný kroužek pro díru o průměru d 1 = 40 mm Nýt s půlkulovou hlavou o průměru d = 5 mm, s délkou l = 20 mm z oceli Drážkový klín šířky b = 10 mm, výšky h = 8 mm, délky l = 45 mm Těsné pero o šířce b = 12 mm, výšce h = 10 mm a délce l = 80 mm, s mezními úchylkami šířky e7 PODLOŽKA 21 ČSN PODLOŽKA 17 ČSN POJISTNÁ PODLOŽKA MB 4 ČSN ZÁVLAČKA 5 x 50 ČSN Čep ISO 2340 A 20 x 100 St Čep ISO 2341 B 20 x 100 x 6,3 St Válcový kolík ISO 2338 B 4 x 20 St Válcový kolík ISO 8734 A 8 x 20 St Kuželový kolík ISO 2339 A 6 x 30 St PRUŽNÝ KOLÍK ISO x 30 A St Rýhovaný kolík ISO x 20 St KROUŽEK 6 ČSN POJISTNÝ KROUŽEK 40 ČSN POJISTNÝ KROUŽEK 40 ČSN NÝT 5 x 20 ČSN KLÍN 10 x 8 x 45 ČSN PERO 12e7 x 10 x 80 ČSN
53 Výměnné pero o šířce b = 10 mm, výšce h = 8 mm a délce l = 63 mm se dvěma přídržnými šrouby Woodruffovo pero šířky b = 6mm, výšky h = 10 mm a s tolerancí šířky d9 Kuličkové ložisko typu 60, rozměrové skupiny 10, o jmenovitém průměru díry vnitřního kroužku d = 40 mm Plstěný kroužek pro průměr hřídele d = 50 mm Těsnicí kroužek plochý o průměrech d = 6 mm a d 1 = 10 mm Hřídelový těsnicí kroužek pro hřídel jmenovitého průměru 90 mm, do úložné díry jmenovitého průměru 110 mm, šířky 12 mm s ocelovou tažnou pružinou bez úpravy povrchu Klínový řemen průřezu A, výpočtové délky L p = mm Klínový řemen průřezu SPZ vnější délky L a = mm Jednořadý pouzdrový řetěz o délce 1,134 m s roztečí P = 9,525 mm, s vnitřní šířkou b 1 = 4,77 mm, bez spojovacího článku Jednořadý válečkový řetěz s 52 články, s roztečí P = 12,70 mm, s vnitřní šířkou b 1 = 19,56 mm, spojeného jako nekonečný Lano o jmenovitém průměru 22,4 mm, z drátů o jmenovité pevnosti MPa, konstrukce podle této normy, z holých drátů s vinutím stejnosměrným pravým PERO 10 x 8 x 63 ČSN PERO 6d9 x 10 ČSN LOŽISKO 6008 ČSN PLSTĚNÝ KROUŽEK 50 ČSN TĚSNICÍ KROUŽEK 6 x 10 ČSN GP NBR ČSN ŘEMEN A ČSN ŘEMEN SPZ L a ČSN ,134 m ŘETĚZU 06 C-1 ČSN ŘETĚZ 52 ČLÁNKŮ 20 B-1 ČSN Lano 22,4 ČSN
54 GEOMETRICKÉ TOLERANCE Geometrická tolerance Značka Přímosti Rovinnosti Tvaru Kruhovitosti Válcovitosti Tvaru profilu Tvaru plochy Rovnoběžnosti Směru Kolmosti Sklonu Umístění Polohy Soustřednosti a souososti Souměrnosti Házení Kruhového Celkového Tolerance přímosti Tolerance rovinnosti
55 Tolerance kruhovitosti Tolerance válcovitosti Tolerance tvaru profilu Tolerance tvaru plochy Tolerance rovnoběžnosti Tolerance kolmosti Tolerance sklonu Tolerance umístění
56 Tolerance soustřednosti a souososti Tolerance souměrnosti Tolerance kruhového házení Tolerance celkového házení
57
58 ŠIROKÁ OCEL TŘÍDY 10 A 11 VÁLCOVANÁ ZA TEPLA (výběr z ČSN ) Tlouška t (mm) Mezní Šířka b úchylky (mm) šířky Mezní úchylky tloušky (mm) (mm) ±0,5 ±0,6 ±0,8 ±1,0 ±1,3 ±1,7 ±2,0 Hmotnost 1 m (kg) 160 7,54 8,79 10,05 11,30 12,56 15,07 17,58 20,10 22,61 25,12 31,40 37,70 43,96 50,24 62,80 75, ,01 9,34 10,68 12,01 13,35 16,01 18,68 21,35 24,02 26,69 33,36 40,04 46,71 53,38 66,73 80,07 ± 3, ,48 9,89 11,30 12,72 14,13 16,96 19,78 22,61 25,43 28,26 35,33 42,39 49,50 50,52 70,65 84,78 ± ,95 10,44 11,93 13,42 14,92 17,90 20,88 23,86 26,85 29,83 37,29 44,75 52,25 59,66 74,58 89, ,42 10,99 12,56 14,13 15,70 18,84 21,98 23,12 28,26 31,40 39,25 47,10 55,00 62,80 78,50 94, ,98 11,54 13,19 14,84 16,48 19,78 23,38 26,38 29,67 32,97 41,21 49,45 57,70 65,94 82,43 98, ,36 12,09 13,82 15,54 17,27 20,72 24,18 27,63 31,09 34,54 43,18 51,81 60,50 69,08 86,35 103,6 ± ,19 15,07 16,96 18,84 22,61 26,38 30,14 33,91 37,68 47,10 56,52 64,94 75,36 94,20 113, ,74 15,70 17,66 19,63 23,55 27,48 31,40 35,33 39,25 49,05 58,88 67,68 78,50 98,13 117, ,29 16,33 18,37 20,41 24,49 28,57 32,60 36,74 40,82 51,03 61,23 69,44 81,44 102,1 122, ,39 17,58 19,78 21,98 26,38 30,77 35,17 39,56 43,96 54,95 65,94 76,93 87,92 109,9 131, ,49 18,84 21,19 23,55 28,26 32,97 37,68 42,39 47,10 58,88 70,65 82,43 94,20 117,8 141,3 ± ,58 20,10 22,61 25,12 30,14 35,17 40,19 45,22 50,24 62,80 75,36 87,92 100,5 125,6 150, ,23 21,98 24,73 27,48 32,97 38,47 43,96 49,46 54,95 68,69 82,43 96,16 109,9 137,4 164, ,88 23,86 26,85 29,83 35,80 41,76 47,73 53,69 59,66 74,58 89,49 104,4 119,3 149,2 179, ,98 25,12 28,26 31,40 37,68 43,96 50,24 56,52 62,80 78,50 94,20 109,9 125,6 157,0 188, ,38 29,67 32,97 39,56 46,16 52,75 59,35 65,94 82,43 98,91 115,4 131,9 164,8 197,8 450 ±8 28,26 31,79 35,33 42,39 49,46 56,52 63,59 70,65 88,31 106,0 123,6 141,3 176,6 212, ,14 33,91 37,68 45,22 52,75 60,29 67,82 75,36 94,20 113,0 129,9 150,7 188,4 226, ,40 35,33 39,25 47,10 54,95 62,80 70,65 78,50 98,13 117,8 137,4 157,0 196,2 235, ,54 38,86 43,18 51,81 60,45 69,08 77,72 86,35 107,9 129,5 151,1 172,7 215, ,68 42,39 47,10 56,52 65,94 75,36 84,78 94,20 117,8 141,3 164,8 188,4 235,5 ± ,82 45,92 51,03 61,23 71,44 81,64 91,85 102,1 122,6 153,0 178,6 204,1 255, ,96 49,46 54,95 65,94 76,93 87,92 98,91 109,9 137,4 164,8 192,3 219,8 274, ,80 75,36 87,42 100,5 113,0 125,6 157,0 188,4 219,8 ± ,65 84,78 98,91 113,0 127,2 141,3 176,0 212,0 247,3
59 TRUBKY OCELOVÉ BEZEŠVÉ Z OCELÍ TŘÍD 10 AŢ 16 VÁLCOVANÉ NEBO TAŢENÉ ZA TEPLA (výběr z ČSN ) Vnější průměr D (mm) Tloušťka stěny t (mm) 2,5 3 3,5 4 4, Hmotnost 1 m (kg) 22 1,202 1,406 1,597 1, ,387 1,628 1,856 2,072 2,275 2,466 3, ,572 1,85 2,115 2,368 2,608 2, ,819 2,146 2,450 2,762 3,052 3,329 3, ,004 2,367 2,719 3,058 3,385 3,699 4,291 4,834 6,165 44,5 2,589 3,070 3,539 3,995 4,439 4,871 5,697 6,474 7,201 7,879 8,508 9, ,990 3,551 4,100 4,636 5,160 5,672 6,659 7,596 8,484 9,322 10,11 11, ,217 4,877 5,524 6,159 6,782 7,990 9,149 10,26 11,32 12,33 14, ,957 5,740 6,511 7,269 8,015 9,470 10,88 12,23 13,54 14,80 17,16 22, ,380 8,385 9,378 10,36 12,28 14,16 15,98 17,76 19,48 22,79 31, ,898 8,977 10,04 11,10 13,17 15,19 17,16 19,09 20,46 24,56 33,93 37, ,502 9,667 10,82 11,96 14,20 16,40 18,54 20,64 22,69 26,63 36,94 41,43 45,72 49, ,54 12,93 14,30 17,02 19,68 22,29 24,86 27,37 32,26 41,09 46,17 51,05 55, ,77 14,26 15,78 18,79 21,75 24,56 27,52 30,33 35,81 47,62 53,66 59,48 65, ,37 18,13 21,60 25,03 28,41 31,74 35,02 41,43 62,15 70,24 78,13 85, ,82 32,28 36,70 41,06 45,38 53,86
60 TRUBKY OCELOVÉ ZÁVITOVÉ BĚŢNÉ (výběr z ČSN ) Jmenovitá světlost J s Vnější průměr trubky D max. min. Tloušťka stěny trubky (mm) Hnotnost 1 m trubky (kg) bez nátrubku s nátrubkem 6 1/8" 10,6 9,8 2,00 0,407 0, /4" 14,0 13,2 2,35 0,650 0, /8" 17,5 16,7 2,35 0,852 0, /2" 21,8 21,0 2,65 1,22 1, /4" 27,3 26,5 2,65 1,58 1, " 34,2 33,3 3,25 2,44 2, /4" 42,9 42,0 3,25 3,14 3, /2" 48,8 47,9 3,25 3,61 3, " 60,8 59,7 3,65 5,10 5, /2" 76,6 75,3 3,65 6,51 6, " 89,5 88,0 4,05 8,47 8, /2" 102,1 100,4 4,05 9,72 9, " 115,0 113,1 4,50 12,1 12, " 140,8 138,5 4,85 16,2 16, " 166,5 163,9 4,85 19,2 19,8
61 TYČE ČTVERCOVÉ Z OCELÍ TŘÍD 11 A 12 TAŢENÉ ZA STUDENA S ÚCHYLKAMI h11 - h12 (výběr z ČSN ) Jmenovitý rozměr a (mm) Mezní úchylky rozměru a (mm) Mezní úchylky rozměru a (mm) Plocha Jmenovitý průřezu Hmotnost rozměr S( mm 2 1m (kg) ) a (mm) h11 h12 h11 h12 Plocha průřezu S( mm 2 ) Hmotnost 1m (kg) 3-0,06-0,09 9 0, ,14 3,5 12,25 0, , , ,13-0, ,522 4,5-0,08-0,12 20,25 0, , , , , , , , , ,16-0,25-0,09-0, , , , , , , , , ,19-0, , , ,11-0, , , , ,543
62 TYČE KRUHOVÉ Z OCELÍ TŘÍDY 10 A 11 VÁLCOVANÉ ZA TEPLA (výběr z ČSN ) Jmenovitý průměr D (mm) Mezní úchylka průměru (mm) Plocha půřezu S (mm 2 ) Hmotnost 1m (kg) Jmenovitý průměr D (mm) Mezní úchylka průměru (mm) Plocha půřezu S (mm 2 ) Hmotnost 1m (kg) 6 28,27 0, , ,48 0, , ,27 0, ,9 ±0,8 9 63,62 0, , ,54 0, ,2 ±0, ,03 0, , ,0 0, , ,7 1, , ,9 1, , ,7 1, , ,1 1, ,5 ±1, ,0 1, , ,5 2, , ,5 2, , ,2 2, ,7 ±0, ,4 2, , ,1 2, , ,5 3, ,9 ±1, ,4 3, , ,9 3, , ,9 4, ,6 ±1, ,8 4, ,5 30 ±0,6 706,9 5, ± ,2 6, ,1 7, ±2,
63 TYČE KRUHOVÉ Z OCELÍ TŘÍDY 11 aţ 16 TAŢENÉ ZA STUDENA S ÚCHYLKAMI h11 - h12 (výběr z ČSN ) Jmenovitý průměr D (mm) Mezní úchylky průměru (mm) h11 h12 Plocha půřezu S (mm 2 ) Hmotnost 1m (kg) 2 3,142 0,0247 2,5-0,060-0,090 4,909 0, ,069 0,0555 3,5 9,621 0, ,566 0,0986 4,5 15,904 0,1248-0,075-0, ,635 0,1541 5,5 23,758 0, ,274 0,2220 6,5 33,183 0, ,484 0,3021 7,5 44,179 0, ,090-0,150 50,226 0,3946 8,5 56,745 0, ,617 0, ,540 0, ,033 0, ,10 0, ,73 1, ,110-0, ,94 1, ,72 1, ,98 1, ,47 1, ,53 2, ,16 2,4661-0,130-0, ,87 3, ,86 5, ,11 7, ,6 9,8646-0,160-0, ,4 12, ,5 15, ,190-0, ,4 22,195
64 e t b TYČE PRŮŘEZU ROVNORAMENNÉHO L Z KONSTRUKČNÍCH OCELÍ VÁLCOVANÉ ZA TEPLA (výběr z ČSN ) Y1 Y v v1 w w t X X1 R X R1 X1 Y1 e Y b Označení L Jmenovité rozměry (mm) b t R R 1 Vzdálenost těžiště e (mm) Plocha průřezu S (cm 2 ) Hmotnost 1m (kg) 40x40x ,7 2,34 1,84 40x40x ,2 3,07 2,42 40x40x ,6 3,78 2,97 50x50x4 4 13,5 3,89 3,06 50x50x ,5 14,0 4,80 3,77 50x50x6 6 14,4 5,69 4,47 60x60x ,8 6,90 5, x60x8 8 17,7 9,02 7,09 70x70x6 6 19,1 8,14 6,40 70x70x ,6 9,41 7,39 70x70x8 8 20,0 10,66 8,37 80x80x6 6 21,6 9,34 7,34 80x80x ,5 12,26 9,63 80x80x ,3 15,10 11,86 100x100x6 6 26,4 11,79 9,26 100x100x ,3 15,51 12, x100x ,2 19,15 15,04 100x100x ,0 22,71 17,83
65 t ex a TYČE PRŮŘEZU NEROVNORAMENNÉHO L Z OCELÍ TŘÍDY 10 A 11 VÁLCOVANÉ ZA TEPLA (výběr z ČSN ) v2 Y1 Y w w X t X R R1 X1 X1 ey v1 Y1 Y b Označení L Jmenovité rozměry (mm) Vzdálenost těžiště (mm) a b t R R 1 e x e y Plocha přůřezu S (mm 2 ) Hmotnost 1 m (kg) 25x16x ,5 1,2 8,7 4, ,91 40x25x ,3 13,4 5, ,48 50x32x ,5 1,8 16,7 7, ,49 56x36x ,9 8, ,47 63x40x ,3 21,1 9, ,92 70x45x ,5 2,5 23, ,21 80x50x ,7 26,8 11, ,93 90x56x ,7 13, ,78 100x63x ,3 34,4 16, ,92 110x70x ,3 36,6 16, ,95 125x80x ,7 41,8 19, ,49 140x90x ,3 21, ,48 160x100x ,3 53,7 23, ,61 160x100x ,3 54,4 24, ,29
66 TYČE PRŮŘEZU T Z OCELÍ TŘÍD 10 A 11 VÁLCOVANÉ ZA TEPLA (výběr z ČSN ) e R1 10% X R Y b X t t b/4 h R2 Y Označení průřezu T Jmenovité rozměry (mm) b h t R R 1 R 2 Plocha průřezu S (mm 2 ) Hmotnost 1m (kg) , , ,5 3, , , , , , , , , ,5 8,5 4, ,77 Označení průřezu T e (mm) Statické hodnoty pro osy ohybu X - X Y - Y J x (cm 4 ) W x (cm 3 ) i x (cm) J y (cm 4 ) W y (cm 3 ) i y (cm) 20 5,8 0,38 0,27 0,58 0,2 0,2 0, ,3 0,87 0,49 0,73 0,43 0,34 0, ,5 1,72 0,8 0,87 0,87 0,58 0, ,2 5,28 1,84 1,18 2,58 1,29 0, ,9 12,1 3,36 1,46 6,06 2,42 1, ,6 23,8 5,48 1,73 12,2 4,07 1, ,5 84,9 15,03 2,15 36,3 9,1 1,78
67 h t2 TYČE PRŮŘEZU U OCELÍ TŘÍD 10 A 11 VÁLCOVANÉ ZA TEPLA e Y b/2 (výběr z ČSN ) X t1 X 8% R R1 Označení U Jmenovité rozměry (mm) b h t 1 t 2 R R 1 Y b Plocha průřezu S (mm 2 ) e (mm) Hmotnost 1 m (kg) , ,7 5,59 26,4 10,6 1,92 9,12 3,75 1, ,5 7,5 7, ,2 7,09 57,5 17,7 2,52 14,1 5,07 1, ,5 8, ,5 3,1 19,4 6,36 1, ,5 8,5 4, ,5 10, ,2 3,91 29,3 8,49 1, , , ,7 4,62 43,2 11,1 1, , ,4 5,45 62,7 14,8 1, ,5 10,5 10,5 5, ,4 18, ,21 85,3 18,3 1, , , , ,4 2, ,5 11,5 11, ,1 25, , , ,5 12,5 6, ,4 29, , ,6 2, , , ,3 33, , ,6 2, ,6 37, , ,7 2, , ,3 41, , ,2 2, , , ,8 2,9 J x (cm 4 ) Statické hodnoty pro osu ohybu x x W x (cm 3 ) i x (cm) J y (cm 4 ) y y W y (cm 3 ) i y (cm)
68 a TENKOSTĚNNÉ PROFILY OCELOVÉ UZAVŘENÉ - ČTVERCOVÉ (výběr z ČSN ) Y R=t X t X Jmenovité Plocha Statické hodnoty rozměry Hmotnost průřezu pro osy ohybu (mm) a t (mm 2 1 m/kg ) J (cm 4 ) W (cm 3 ) i (cm) 15 1,50 0, ,25 87,8 0,74 0,499 0,499 0,754 1,50 102,4 0,87 0,562 0,562 0,741 2,00 128,7 1,13 0,660 0,660 0,716 1,50 132,4 1,11 1,183 0,946 0,945 2,00 168,7 1,44 1,428 1,143 0,920 1,50 162,4 1,34 2,145 1,430 1,149 2,00 208,7 1,76 2,637 1,768 1,124 1,50 192,4 1,58 2,523 2,013 1,353 2,00 248,7 2,07 4,387 2,507 1,328 3,50 301,7 2,55 5,113 2,922 1,303 4,00 349,5 3,01 5,712 3,264 1,278 2,00 288,7 2,39 6,778 3,389 1,532 2,50 351,1 2,94 7,975 3,988 1,507 3,00 409,5 3,49 8,998 4,499 1,482 2,00 328,7 2,70 9,909 4,404 1,736 2, ,33 11,745 5,220 1,711 3,00 469,5 3,96 13,351 5,934 1,686 1,5 282,4 2,27 10,910 3,364 1,966 2,00 368,7 3,01 13,882 5,553 1,94 2,50 451,1 3,73 16,547 6,619 1,915 3,00 529,5 4,43 18,921 7,569 1, ,00 408,7 3,33 18,795 6,834 2, Y a 2,00 448,7 3,64 24,749 8,25 2,349 3,00 649,5 5,37 34,312 11,437 2,298
69 Hmotnost 1 m/kg h t TENKOSTĚNNÉ PROFILY OCELOVÉ UZAVŘENÉ - OBDÉLNÍKOVÉ (výběr z ČSN ) b Y R=t X X Jmenovité rozměry (mm) h J x (cm 4 ) W x (cm 3 ) i x (cm) J y (cm 4 ) W y (cm 3 ) i y (cm) ,50 102,4 0,79 0,768 0,614 0,866 0,346 0,462 0, b t Plocha průřezu (mm 2 ) Y Statické hodnoty pro osy ohybu X - X Y - Y 15 2,00 148,7 1,29 1,459 0,973 0,991 0,488 0,651 0, ,00 160,7 1,38 1,695 1,130 1,027 0,763 0,848 0, ,50 147,4 1,23 2,260 1,291 1,238 0,948 0,948 0, ,00 188,7 1,60 2,752 1,572 1,208 1,148 1,148 0, ,00 176,7 1,51 2,731 1,365 1,243 0,382 0,637 0, ,50 162,4 1,32 3,169 1,585 1,397 1,077 1,077 0, ,00 208,7 1,76 3,887 1,944 1,365 1,311 1,311 0, ,00 289,5 2,56 4,882 2,441 1,299 1,630 1,630 0, ,00 236,7 1,98 4,899 2,449 1,439 2,668 1,976 1, ,00 268,7 2,23 6,055 3,028 1,501 4,932 2,818 1, ,50 326,1 2,74 7,095 3,548 1,475 5,775 3,300 1, ,00 379,5 3,25 7,969 3,984 1,449 6,482 3,704 1, ,50 192,4 1,68 5,615 2,246 1,709 1,334 1,334 0, ,00 248,7 2,07 6,966 2,786 1,674 1,636 1,636 0, ,50 222,4 1,81 7,380 2,952 1,822 3,364 2,243 1, ,00 288,7 2,39 9,271 3,708 1,792 4,208 2,805 1, ,50 237,4 1,93 8,262 3,305 1,866 4,787 2,735 1, ,00 308,7 2,54 10,424 4,169 1,838 6,023 3,442 1, ,00 439,5 3,72 13,944 3,578 1,781 8,022 4,584 1, ,00 288,7 2,39 11,287 3,763 1,977 1,962 1,962 0, ,50 451,1 3,68 21,478 7,160 2,182 11,496 5,748 1, ,00 388,7 3,17 23,991 6,855 2,484 8,203 7,688 1, ,00 649,5 5,23 42,895 12,256 2,570 25,557 10,223 1, ,00 408,7 3,33 30,547 7,637 2,734 6,564 4,376 1, ,00 448,7 3,64 36,632 9,158 2,857 12,559 6,280 1,673

70



71
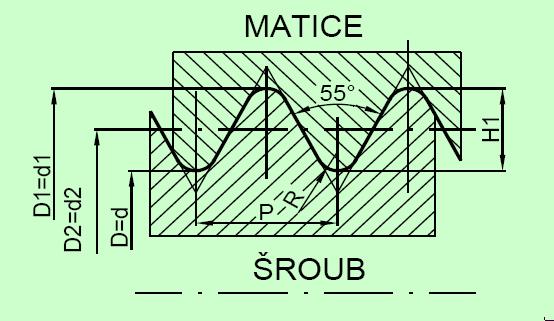
72 Druhy a oznaèení závitù dle ISO 68 Metrický závit rozmìry dle ÈSN tolerování metrických závitù dle ÈSN ÈSN M8 M8x1 M8x1LH-6g závit základní øady závit s jemnou rozteèí tolerovaný závit s levým stoupáním Další druhy metrických závitù závity pro jemnou mechaniku a optiku závity zapalovacích svíèek M14 x 1,25 závity pro souèásti z plastù M20 x 1,5 LH - 6h8g toler. velkého prùmìru závitu šroubu toler. støedního prùmìru závitu šroubu závit s levým stoupáním stoupání závitu jmenovitý rozmìr Palcový závit UNIFIELD rozmìry dle ISO A, 2A, 3A tøída pøesnosti vnìjších závitù 1B, 2B, 3B tøída pøesnosti vnitøních závitù (1-hrubá, 2-støední, 3-pøesná tøída) pou ití v USA, Kanadì, èásteènì ve Velké Británii druhy závitù UN UNC UNF UNEF konstantní rozteè hrubá rozteè jemná rozteè velmi jemná rozteè 1/4-32 UNEF-SE-1A pøíkl. oznaèení No UNF-3A 1/4-20 UNC-2B 3/4-12 UN-2B-LH UNEF-SE-2A-LH tøída vnìjšího závitu (stupeò pøesnosti) speciální délka zašroubování závit s velmi jemnou rozteèí poèet závitù na 1 angl. palec jmenovitý rozmìr závitu v palcích Whitworthùv závit rozmìry dle ÈSN W 1/2 LH velký prùmìr závitu v angl. palcích Trubkový závit rozmìry dle ÈSN G R bez tìsnícího úèinku v závitech ISO 228/1 s tìsnícím úèinkem v závitech ISO 7/1 G 3/4-A Rp 1/2 R 1/2 Rc 3/8 svìtlost trubky v angl. palcích tøída pøesnosti válcový válcový vnitøní ku elový vnìjší ku elový vnitøní Lichobì níkový rovnoramenný rozmìry dle ÈSN Tr 40 x 6 LH-7g Tr 20 x 8 (P4) Lichobì níkový nerovnoramenný rozmìry dle ÈSN S80x10 Oblý závit rozmìry dle ÈSN Rd 40 stoupání závitu rozteè závitu Edisonùv závit rozmìry dle ÈSN Pancéøový závit rozmìry dle ÈSN E14, E27 P11 velký prùmìr šroubu v mm Další závity : pro pojistky ÈSN (podobný Edisonovu závitu), pro izolátory ÈSN , ventily motoduší ÈSN (Vz 8), pro vruty ÈSN (nemá oznaèení), pro tlakové láhve technických plynù ÈSN (W21,8)
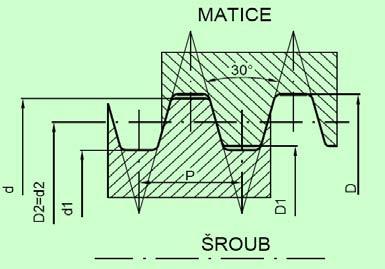
73 D=d D2=d2 D1 d3 H1 METRICKÝ ZÁVIT ZÁKLADNÍ ŘADY (výběr z ČSN , ) MATICE 60 P ŠROUB průměr závitu d = D stoupání P střední průměr d 2, D 2 malý průměr šroubu d 3 matice D 1 nosná hloubka H 1 poloměr zaoblení R průřez jádra [mm 2 ] 2,5 0,45 2,208 1,948 2,013 0,244 0,065 3,39 3 0,5 2,675 2,387 2,459 0,271 0,072 5,03 4 0,7 3,545 3,141 3,242 0,379 0,101 8,78 5 0,8 4,48 4,019 4,134 0,433 0,116 14, ,35 4,773 4,918 0,541 0,144 20,1 8 1,25 7,188 6,466 6,647 0,677 0,18 36,6 10 1,5 9,026 8,16 8,376 0,812 0, ,75 10,863 9,853 10,106 0,947 0,253 84,3 (14) 2 12,701 11,546 11,835 1,083 0, ,701 13,546 13,835 1,083 0, (18) 2,5 16,376 14,933 15,294 1,353 0, ,5 18,376 16,933 17,294 1,353 0, (22) 2,5 20,376 18,933 19,294 1,353 0, ,051 20,32 20,752 1,624 0, (27) 3 25,051 23,32 23,752 1,624 0, ,5 27,727 25,706 26,211 1,894 0, ,402 31,093 31,67 2,165 0,
74 METRICKÉ ZÁVITY Výběr z ČSN Jmenovitý průměr závitu d Rozteč P Průměry závitu d = D d 2 = D 2 d 1 = D 1 d 3 1,25 8,000 7,188 6,647 6, ,000 7,350 6,917 6,773 0,75 8,000 7,513 7,188 7,080 0,5 8,000 7,675 7,459 7,387 1,5 10,000 9,026 8,376 8,160 1,25 10,000 9,188 8,647 8, ,000 9,350 8,917 8,773 0,75 10,000 9,513 9,188 9,080 0,5 10,000 9,675 9,459 9, ,000 12,701 11,835 11,546 1,5 14,000 13,026 12,376 12,160 1,25 14,000 13,188 12,647 12, ,000 13,350 12,917 12,773 0,75 14,000 13,513 13,188 13,080 0,5 14,000 13,675 13,459 13,387 2,5 20,000 18,376 17,294 16, ,000 18,701 17,835 17,546 1,5 20,000 19,026 18,376 18, ,000 19,350 18,917 18,773 0,75 20,000 19,513 19,188 19,080 0,5 20,000 19,675 19,459 19, ,000 22,051 20,752 20, ,000 22,701 21,835 21,546 1,5 24,000 23,026 22,376 22, ,000 23,350 22,917 22,773 0,75 24,000 23,513 23,188 23,080 Pozn.: rozměry v mm, barevně označené hodnoty patří metrickým závitům základní řady
75 DOPORUČENÉ PRŮMĚRY VRTÁKŮ PRO VNITŘNÍ METRICÉ ZÁVITY (výběr z ČSN..) jmenovitý rozměr závitu stoupání průměr vrtáku jmenovitý rozměr závitu stoupání průměr vrtáku M3 0,50 2,50 2,00 12,00 M4 0,70 3,30 1,50 12,50 M14 0,80 4,20 1,25 12,80 M5 0,50 4,50 1,00 13,00 M6 M8 M10 M12 1,00 5,00 2,00 14,00 0,75 5,20 M16 1,50 14,50 1,25 6,80 1,00 15,00 1,00 7,00 2,50 15,50 0,75 7,20 M18 1,50 16,50 1,50 8,50 1,00 17,00 1,25 8,80 2,50 17,50 1,00 9,00 M20 1,50 18,50 0,75 9,20 1,00 19,00 1,75 10,20 2,50 19,50 1,50 10,50 M22 1,50 20,50 1,25 10,80 1,00 21,00 1,00 11,00 rozměry jsou uveden v mm, vhodné jsou pro materiál: ocel, slitiny Al hodnoty stoupání označené červeným tučným písmem patří základní řadě metrických závitů
76 D2=d2 D1=d1 D=d H1 WHITWORTHŮV ZÁVIT (výběr z ČSN ) MATICE 55 P R ŠROUB velký průměr D mm malý průměr d střední průměr D 2, d 2 stoupání P=1"/z nosná hloubka H 1 poloměr zaoblení R počet závitů na 1 průřez jádra [cm 2 ] 1/4 6,350 4,724 5,537 1,270 0,813 0, ,175 3/8 9,525 7,491 8,508 1,588 1,017 0, ,44 1/2 12,700 9,988 11,344 2,117 1,356 0, ,785 3/4 19,050 15,798 17,424 2,540 1,626 0, , ,400 21,334 23,367 3,175 2,033 0, ,57 1 1/4 31,750 27,102 29,426 3,629 2,324 0, ,76 1 3/8 34,925 29,503 32,214 4,233 2,711 0, ,85 1 1/2 38,100 32,678 35,389 4,233 2,711 0, ,36 1 3/4 44,450 37,944 41,197 5,080 3,253 0, , ,800 43,572 47,186 5,644 3,614 0,775 4,5 14,9 2 1/2 63,500 55,368 59,434 6,350 4,066 0, ,200 66,906 71,553 7,257 4,647 0,997 3,5 35,2 3 1/2 88,900 78,892 83,896 7,815 5,004 1,073 3,25 48, ,600 90,756 96,178 8,467 5,422 1, ,8 rozměry jsou uvedeny v mm zajímavosti o významném vynálezci Siru Josephu Whitworthovi naleznete ZDE
77 TRUBKOVÝ ZÁVIT VÁLCOVÝ (výběr z ČSN ISO ( )) označení závitu velký průměr d=d střední průměr d 2, D 2 malý průměr d 3 =D 1 stoupání P počet závitů na 1" nosná hloubka H 1 poloměr zaoblení R G 1/8 9,728 9,147 8,566 0, ,581 0,125 G 3/8 16,662 15,806 14,95 1, ,856 0,184 G 1/2 20,955 19,793 18,631 1, ,162 0,249 G 3/4 26,441 25,279 24,117 1, ,162 0,249 G 1 33,249 31,77 30,291 G 1 3/8 44,323 42,844 41,365 G 1 1/2 47,803 46,324 44,845 G 2 59,614 58,135 56,656 G 3 87,884 86,405 84,926 2, ,479 rozměry jsou uvedeny v mm, hodnota v označení závitu (např. ½ ) je světlost trubky 0,317
78 D2=d2 d1 D1 d D LICHOBĚŽNÍKOVÝ ZÁVIT ROVNORAMENNÝ (výběr z ČSN ) MATICE 30 P ŠROUB průměr d stoupání = rozteč P = t* střední průměr d 2, D 2 malý průměr závitu šroubu d 1 matice D 1 velký průměr závitu matice D průřez jádra [cm 2 ] (2) 9 7,7 8 10,3 0,46 3 8,5 6,5 7 10,5 0,33 (2) 15 13, ,3 1, , ,5 1,04 (2) 19 17, ,3 2, , ,5 1,89 (3) 30 28, ,5 6, ,91 (3) 38,5 36, ,5 10, ,55 (3) 48,5 45, ,5 16, ,2 (4) 78 75, ,5 44, ,39 rozměry jsou uvedeny v mm, stoupání v závorce patří do jemné řady ostatní hodnoty do střední * stoupání se rovná rozteči pouze u jednochodých závitů příklad označení: Tr 20 x 8 (P4) dvouchodý lichoběžníkový rovnoramenný závit, d=20 mm, stoupání P=8 mm, rozteč t=4
79 D2=d2 D1 D=d h1 H1 LICHOBĚŽNÍKOVÝ ZÁVIT NEROVNORAMENNÝ (výběr z ČSN ) MATICE P R 3 30 ŠROUB přednostní řada průměrů D = d přednostní rozteč (střední) h 1 H 1 zaoblení poloměr R ,339 3,75 0,621 32, ,207 4,5 0,746 50, , , ,678 7,7 1, , ,491 rozměru jsou uvedeny v mm příklad označení: S 50 x 8 ZÁKLADNÍ ROZMĚRY VYBRANÝCH LICHOBĚŽNÍKOVÝCH NEROVNORAMENNÝCH ZÁVITŮ rozteč P průměr závitu d 2 d 1 D 1 5 d 3,75 (d 9) + 0,322 d 7,50 6 d 4,50 (d 11) + 0,586 d 9,00 8 d 6,00 (d 14) + 0,116 d 12,00 10 d 7,50 (d 18) + 0,644 d 15,00 12 d 9,00 (d 21) + 0,174 d 18,00
80 d D2 D OBLÝ ZÁVIT (výběr z ČSN ) MATICE 30 R P ŠROUB velký průměr D malý průměr d střední průměr D 2 rozteč t nosná hloubka v n poloměr zaoblení r počet závitů na 1 průřez jádra [cm 2 ] 20 16,825 18,412 2, ,825 22,412 3, ,825 26,412 3,175 1,588 0, , ,825 30,412 6, ,825 34,412 8, ,767 37,883 10, ,767 41,883 12, ,767 45,883 15,05 4,233 2,117 1, ,767 47,883 16, ,767 57,883 24, ,767 69,883 36,07 příklad označení: Rd 40
81 ZNAČKY A MECHANICKÉ VLASTNOSTI PRO MATERIÁL OCELOVÝCH ŠROUBŮ A MATIC (ČSN EN ) Třída pevnosti šroubu podle ISO 898 Třída pevnosti dřívější (ČSN) Označení šroubů bez zatížení podle tvrdosti Mez pevnosti jmenovitá R m (MPa) Mez kluzu jmenovitá R e (MPa) popř. jmenovitá R p0,2 (MPa) Třída pevnosti matice: a) s plnou zatížitelností b) s omezenou zatížitelností c) bez zatížení Zkušební napětí S p (MPa) ) 9.8 2) M16 >M16 4A 4D 4S 5D 5S 6G 8G 8E 10K 12K 11H 11H 11H 14H 14H 22H 22H 22H 33H 45H H H H H H H H H H ) Pro šrouby pro ocelové konstrukce je hranice M12. 2) Pevnostní třída 9.8 platí jen pro jmenovité průměry závitu d 16 mm. Půltučné značky jsou přednostní.
82 DOVOLENÁ NAPĚTÍ PRO VÝPOČET ŠROUBŮ Způsob zatížení a namáhání Zatížení silou v ose šroubu: 1. Spoj bez předpětí utahovaný v nezatíženém stavu 2. Spoj bez předpětí utahovaný v zatíženém stavu 3. Spoj s předpětím zatížený klidně 4. Spoj s předpětím zatížený míjivě 1) Dovolené napětí σ D σ D 0,8 R e σ D 0,6 R e σ D (0,3 až 0,15) R e σ D (0,3 až 0,1) R e Poznámka Míjivé zatížení σ D 0,8 R e Střídavé zatížení σ D 0,45 R e Míjivé zatížení σ D 0,45 R e Střídavé zatížení σ D 0,35 R e Větší hodnoty pro nižší mechanické vlastnosti a velké průměry Větší hodnoty pro nižší mechanické vlastnosti a malé průměry Zatížení silou kolmou k ose šroubu: 5. Silový spoj σ D (0,33 až 0,2) R e Větší hodnoty pro nižší mechanické vlastnosti a velké průměry 6. Tvarový spoj (lícované šrouby) τ D 0,4 R e Zatížení rázy τ D 0,3 R e 1) U materiálu s nevýraznou mezí kluzu se dosadí R p0,2 místo R e.


















83
84 da ds Md e da dw ds Md e ŠROUBY SE 6TIHRANNOU HLAVOU (výběr z ČSN EN ( ) a ČSN EN ( ) - výrobní třída A D 2:1 R D c ls lg (b) s k l D 2:1 R D ls s lg (b) k l závit šroubu Md stoupání P délka l do 125 b délka l c d a max red. d s d w e min k R s M3 0, ,15-0,40 3,6 2,6 4,47 6,01 2,00 0,10 5, M4 0, ,15-0,40 4,7 3,5 5,88 7,66 2,80 0, M5 0, ,15-0,50 5,7 4,4 6,88 8,79 3,50 0, M ,15-0,50 6,8 5,3 8,88 11,05 4,00 0, M8 1, ,15-0,60 9,2 7,1 11,63 14,38 5,30 0, M10 1, ,15-0,60 11,2 8,9 14,63 17,77 6,40 0, M12 1, ,15-0,60 13,7 10,7 16,63 20,03 7,50 0, (M14) ,15-0,60 15,7 12,5 19,37 23,36 8,80 0, M ,20-0,80 17,7 14,5 22,49 26,75 10,00 0, (M18) 2, ,20-0,80 20,2 25,34 30,14 11,50 0, M20 2, ,20-0,80 22,4 18,2 28,19 33,53 12,50 0, (M22) 2, ,20-0,80 24,4 31,71 37,72 14,00 0, M ,20-0,80 26,4 33,61 39,98 15,00 0, (M27) ,20-0,80 30,4 17,00 1,00 41 M30 3, ,20-0,80 33,4 18,70 1,00 46 jmenovitá délka l
85 da d dw e da d ŠESTIHRANNÉ MATICE (výběr z ČSN EN ( )) - výrobní třída A m1 s m3 závit matice Md hrubý jemný c d a d w e min m 1 m 3 s M3 0,15-0,40 3,45 4,6 6,01 2,4 1,8 5,5 M4 0,15-0,40 4,6 5,9 7,66 3,2 2,2 7 M5 0,15-0,50 5,75 6,9 8,79 4,7 2,7 8 M6 0,15-0,50 6,75 8,9 11,05 5,2 3,2 10 M8 M8 x 1 0,15-0,60 8,75 11,6 14,38 6, M10 M10 x 1 0,15-0,60 10,8 14,6 17,77 8, M12 M12 x 1,5 0,15-0, ,6 20,03 10, (M14) (M14 x 1,5) 0,15-0,60 15,1 19,6 23,35 12, M16 M16 x 1,5 0,20-0,80 17,3 22,5 26,75 14, (M18) (M18 x 1,5) 0,20-0,80 19,5 24,9 29,56 15, M20 M20 x 1,5 0,20-0,80 21,6 27,7 32, (M22) (M22 x 1,5) 0,20-0,80 23,7 31,4 37,29 19, M24 M24 x 2 0,20-0,80 25,9 33,3 39,55 21, (M27) (M27 x 2) 0,20-0,80 29, ,2 22,5 13,5 41 M30 M30 x 2 0,20-0,80 32,4 42,8 50,85 25, závity matic v závorkách nejsou doporučené m 3 - jmenovitá výška nízké matice
86 Md 120 D1 Md 120 e n KORUNOVÁ MATICE (výběr z ČSN ) h m h m s hrubý Závit matice Md D 1 e min. jemný h m n s Závlačka ČSN M ,74 5 3,2 1,2 7 1 x 10 M , ,4 8 1,2 x 12 M ,05 7, ,6 x 14 M8 M8 x 1-14,38 9,5 6,5 2, x 18 M10 M10 x 1,25-17, ,8 16 2,5 x 22 M12 M12 x 1, , ,5 18 3,2 x 25 (M14) (M14 x 1,5) 19 23, ,5 21 3,2 x 28 M16 M16 x 1, , , x 32 (M18) (M18 x 1,5) 25 30, , x 36 M20 M20 x 1, , , x 40 (M22) (M22 x 1,5) 32 37, , x 40 M24 M24 x , , x 45 (M27) (M27 x 2) 38 45, , x 50 M30 M30 x , ,3 x 56 (M33) (M33 x 2) 46 55, ,3 x 63 Rozměry matic v závorkách se nedoporučují.
87 d3 d2 d2 Md e LÍCOVANÉ ŠROUBY S DLOUHÝM A KRÁTKÝM ZÁVITEM (výběr z ČSN a ) X 2:1 k X R2 x z1 30 l1 l b s Závit šroubu Md ČSN ČSN b b 1) 2) 3) 1) 2) 3) d 2 n6 k s e R d 3 l M ,5 1,0 10,6 28 až 100 M ,8 1,0 12,6 30 až 120 (M14) ,2 1,0 14,6 32 až 120 M ,7 1,0 16,6 35 až 150 (M18) ,2 1,0 18,6 45 až 150 M ,6 1,6 20,4 50 až 180 (M22) ,2 1,6 22,4 50 až 180 M ,6 1,6 24,4 55 až 200 (M27) ,3 1,6 27,4 65 až 200 M ,1 1,6 31,4 70 až 200 (M33) ,7 2,5 37,4 75 až 200 M36 x ,5 2,5 39,4 80 až 200
88 D Md DÍRY PRO ŠROUBY (výběr z ČSN EN ( ) Jmenovitý průměr závitu Md Průměr díry D Řada jemná střední hrubá 1 1,1 1,2 1,3 1,2 1,3 1,4 1,5 1,4 1,5 1,6 1,8 1,6 1,7 1,8 2 1,8 2 2,1 2,2 2 2,2 2,4 2,6 2,5 2,7 2,9 3,1 3 3,2 3,4 3,6 3,5 3,7 3,9 4,2 4 4,3 4,5 4,8 4,5 4,8 5 5,3 5 5,3 5,5 5,8 6 6,4 6, ,4 7, , , ,5 14, ,5 16, ,5 18,
89 IT13 IT13 t2 t1 VÁLCOVÉ ZAHLOUBENÍ PRO ŠROUBY SE 6TIHRANNOU HLAVOU A PRO 6TIHRANNÉ MATICE S PODLOŽKOU 90 D1 (výběr z ČSN ) D1 d2 d1 d1 závit šroubu Md d 1 d2 D 1 H14 H12 H13 max min. min. max. M4 4,3 4,5-13 3, M5 5,3 5,5-15 4, M6 6,4 6, M8 8, , M10 10, , M (M14) M , (M18) , M , (M22) , M , (M27) , M t 1 t 2 s (otvor klíče)
90 IT14 IT14 t2 t1 VÁLCOVÉ ZAHLOUBENÍ PRO ŠROUBY S VÁLCOVOU HLAVOU (výběr z ČSN ) 90 D1 D1 d2 d1 d1 závit šroubu Md d 1 H12 d 2 max D 1 H13 D 1 H14 t 1 min. t 2 min. M3 3, ,4 - - M4 4, ,2 4,6 5,8 M5 5, ,7 7,2 M6 6,4-11 4,5 6,8 8,3 M8 8, M10 10,5 11, ,5 M ,5 (M14) ,2 M ,5 17,5 21 (M18) ,5 - - M ,5 21,5 25 M ,5 31 M t 3 min.
91 t1 2IT13 t KUŽELOVÉ OSAZENÉ ZAHLOUBENÍ PRO ZÁPUSTNÉ HLAVY ŠROUBŮ (výběr z ČSN ) 90 D1 d1 Rozměry zahloubení Závit šroubu Md d 1 H12 t t 1 D 1 H12 M1 1,1 0,70 0,20 2,1 M1,2 1,3 0,75 0,20 2,4 M1,6 1,7 1,00 0,20 3,3 M2 2,2 1,10 0,20 4,0 M2,5 2,7 1,30 0,20 4,9 M3 3,2 1,65 0,40 5,7 M4 4,3 2,20 0,45 8,7 M5 5,3 2,60 0,50 9,5 M6 6,4 3,00 0,50 11,4 M8 8,4 4,00 0,50 15,4 M10 10,5 5,00 1,00 18,5 M12 13,0 5,75 1,00 22,5 M16 17,0 7,25 1,00 28,0 M20 21,0 9,00 1,00 37,0
92 d1 h d0 30 KRUHOVÉ MATICE SE ZÁŘEZY (výběr z ČSN ) b s/(md+d1)/2 A B Md A Označení matice Md d 0 h12 d 1 B h14 b H14 h H17 s Hmotnost 1 ks/kg KM 0 M10 x 0, , * 0,004 KM 1 M12 x * 0,007 KM 2 M15 x * 0,010 KM 3 M17 x * 0,013 KM 4 M20 x * 0,019 KM 5 M25 x 1, * 0,04 0,025 KM 6 M 30 x 1, * 0,043 KM 7 M35 x 1, * 0,053 KM 8 M40 x 1, ,5 0,085 KM 9 M45 x 1, ,5 0,120 KM 10 M50 x 1, ,5 0,150 KM 11 M55 x ,160 KM 12 M60 x ,170 KM 13 M65 x ,200 KM 14 M70 x ,5 0,240 KM 15 M75 x ,5 0,290 0,05 KM 16 M80 x ,5 0,400 KM 17 M85 x ,5 0,450 KM 18 M90 x ,560 KM 19 M95 x ,660 KM 20 M100 x ,700 * pro tyto rozměry platí toleranční pole H15
93 z1 z2 UKONČENÍ ŠROUBŮ S METRICKÝM ZÁVITEM (výběr z ČSN ) pro Md>5 45 z R d d4 d2 průměr závitu d d 2 h14 d 4 R z 1 z 2 M ,5 0,7 M4 2, ,8 1 M5 3, ,8 1,2 M6 4 1,5 0,4 1 1,5 M8 5,5 2 0,4 1,2 2 M10 7 2,5 0,5 1,5 2,5 M12 8,5 3 0,6 2 3 M ,8 2 3,5 M ,8 2 4 M ,8 2,5 4,5 M ,5 5 M ,5 5,5 M



94
95 PODLOŢKY PRO ŠROUBY S VÁLCOVOU A PŮLKULOVOU HLAVOU (výběr z ČSN ) d1 d2 t Průměr díry d 1 H13 d 2 h13 t Pro šroub Md Průměr díry d 1 H13 d 2 h13 t Pro šroub Md 1,1 2,5 0,3 M1 5,3 9,5 1 M5 1,3 3 0,3 M1,2 6,4 11 1,2 M6 1,5 3 0,3 M1,4 8,4 14 1,6 M8 1,7 3,5 0,3 M1,6 10, M10 2,2 4,5 0,5 M ,5 M12 2,7 5 0,5 M2, ,5 M14 3,2 6 0,5 M M16 3,7 7 0,5 M3, M18 4,3 8 0,8 M M20
96 d3 b2 PRUŢNÉ PODLOŢKY (výběr z ČSN , ČSN ) max 80 d1 h2 t2 Pro šroub Md d H15 d 2 d 3 b 1 = t 1 b 2 t 2 h 1 h 2 R 1 3 3,1 5,1 5,7 1,0 ± 0,15 1,3 ± 0,10 0,8 ± 0,10 2,0-0,40 1,6-0,32 0,2 (3,5) 3,6 5,6 6,2 1,0 ± 0,15 1,3 ± 0,10 0,8 ± 0,10 2,0-0,40 1,6-0,32 0,2 4 4,1 6,5 7,1 1,2 ± 0,15 1,5 ± 0,10 0,9 ± 0,10 2,4-0,48 1,8-0,36 0,2 5 5,1 8,1 8,7 1,5 ± 0,15 1,8 ± 0,10 1,2 ± 0,10 3,0-0,60 2,4-0,48 0,3 6 6,1 9,1 11,1 1,5 ± 0,15 2,5 ± 0,15 1,6 ± 0,10 3,0-0,60 3,2-0,64 0,4 8 8,2 12,2 14,2 2,0 ± 0,15 3,0 ± 0,15 2,0 ± 0,10 4,0-0,80 4,0-0,80 0, ,2 15,2 17,2 2,5 ± 0,15 3,5 ± 0,20 2,2 ± 0,15 5,0-1 4,4-0,88 0, ,2 17,2 20,2 2,5 ± 0,15 4,0 ± 0,20 2,5 ± 0,15 5,0-1 5,0-1,00 0,6 (14) 14,2 20,6 23,2 3,2 ± 0,20 4,5 ± 0,20 3,0 ± 0,15 6,4-1,28 6,0-1,20 0, ,3 23,3 26,3 3,5 ± 0,20 5,0 ± 0,20 3,5 ± 0,20 7,0-1,40 7,0-1,40 0,9 (18) 18,3 25,3 28,3 3,5 ± 0,20 5,0 ± 0,20 3,5 ± 0,20 7,0-1,40 7,0-1,40 0, ,5 29,5 32,5 4,5 ± 0,20 6,0 ± 0,20 4,0 ± 0,20 9,0-1,80 8,0-1,60 1 (22) 22,5 31,5 34,5 4,5 ± 0,20 6,0 ± 0,20 4,0 ± 0,20 9,0-1,80 8,0-1, ,5 35,5 38,5 5,5 ± 0,20 7,0 ± 0,25 5,0 ± 0, ,2 10-2,0 1 (27) 27,5 39,5 41,5 6,0 ± 0,20 7,0 ± 0,25 5,0 ± 0, ,4 10-2,0 1, ,5 42,5 46,5 6,0 ± 0,20 8,0 ± 0,25 6,0 ± 0, ,4 12-2,4 1,2 (33) 33,5 45,5 53,5 6,0 ± 0,20 10 ± 0,25 6,0 ± 0, ,4 12-2,4 1, ,5 50,5 56,5 7,0 ± 0,25 10 ± 0,25 6,0 ± 0, ,8 12-2,4 1,6 (39) 39,5 55,5 59,5 8,0 ± 0,25 10 ± 0,25 6,0 ± 0, ,2 12-2,4 1, ,5 58,5-8,0 ± 0, ,2-1,6 Podložky dle ČSN (čtvercový průřez) jsou vhodné pro matice a šrouby se zmenšeným 6tihranem, pod šrouby s válcovou hlavou s drážkou nebo pod šrouby s válcovou hlavou a vnitřním 6tihranem (imbus).
97 b h14 POJISTNÉ PODLOŢKY S JAZÝČKEM (výběr z ČSN ) L t d1 R d2 Průměr podložky d 1 H13 d 2 h13 b h14 L R jmenovitý rozměr t mezní úchylky Průměr šroubu 3, (3,7) 11 0,35 3,5 2,5 4, ±0,03 4 5, ,50 6, ,0 8, ,80 ±0,05 10, , , (15,0) , (19,0) 40 10,0 1,00 ±0, , (23,0) , (28,0) , (34,0) ,0 1,50 ±0, , (40,0)
98 l j14 d2 l j14 POJISTNÉ PODLOŢKY S NOSEM (výběr z ČSN ) f h12 d H13 h D h13 t h2 Průměr podložky d H13 D h13 f h12 l j14 h t d2 h2 h14 Pro šroub Md 4,3 14 2,5 5,5 2,1 0,3 3 2,5 M4 5,3 17 3,5 4 2,5 0,5 4 3 M5 6,4 18 3,5 7,5 2,5 0,5 4 3 M6 8,4 22 3,5 9 3,6 0,8 4 4 M8 10,5 26 4,5 10 4,6 0,8 5 5 M , M12 (15) 32 4, M , M16 (19) M M20 (23) M M24 (28) , M27
99 d2 d3 M POJISTNÉ PODLOŢKY A VLOŢKY K MATICÍM KM (výběr z ČSN ) 30 f2 B f1 Označení podložky d 1 C11 d 2 H12 d 3 f 1 b14 M C11 f 2 b14 B z*) min. Hmotnost 1000 ks (kg) MB , ,5 3 1,3 9 MB ,5 3 2,0 MB , ,6 MB , ,2 MB ,5 4 3,5 MB ,0 5 6,4 MB ,5 5 7,8 MB ,5 5 10,4 1,25 13 MB ,5 6 12,3 MB ,5 6 15,2 MB ,5 6 16,0 MB ,5 7 19,6 MB ,5 7 23,5 MB ,5 7 29,0 MB ,5 8 1,50 33,4 MB ,5 8 35,6 MB , ,4 MB ,5 8 52,4 MB , ,3 MB , ,0 MB , ,5 MB , ,0 MBL , ,0 MB , ,0 1,80 MB , ,0 MBL , ,0 MB , ,0 MB , ,0 MBL , ,0 MB , ,0
100 c ZÁVLAČKY (výběr z ČSN EN ISO1234 ( )) b l a a d Průměr díry pro závlačky d a max. min. max. min. max. min. b přes do přes do 0,6 0,5 0,4 1,6 0,80 2,0 1,0 0,9-2,5-2,0-0,8 0,7 0,6 1,6 0,80 2,4 1,4 1,2 2,5 3,5 2,0 3,0 2,0 1,0 0,9 0,8 1,6 0,80 3,0 1,8 1,6 3,5 4,5 3,0 4,0 2,0 1,2 1,0 0,9 2,5 1,25 3,0 2,0 1,7 4,5 5,5 4,0 5,0 2,3 1,6 1,4 1,3 2,5 1,25 3,2 2,8 2,4 5,5 7,0 5,0 6,0 2,3 2,0 1,8 1,7 2,5 1,25 4,0 3,6 3,2 7,0 9,0 6,0 8,0 3,0 2,5 2,3 2,1 2,5 1,25 5,0 4,6 4,0 9,0 11,0 8,0 9,0 3,5 3,2 2,9 2,7 3,2 1,60 6,4 5,8 5,1 11,0 14,0 9,0 12,0 5,0 4,0 3,7 3,5 4,0 2,00 8,0 7,4 6,5 14,0 20,0 12,0 17,0 5,0 5,0 4,6 4,4 4,0 2,00 10,0 9,2 8,0 20,0 27,0 17,0 23,0 7,0 6,3 5,9 5,7 4,0 2,00 12,6 11,8 10,3 27,0 39,0 23,0 29,0 8,0 8,0 7,5 7,3 4,0 2,00 16,0 15,0 13,1 39,0 56,0 29,0 44,0 10,0 10,0 9,5 9,3 6,3 3,15 20,0 19,0 16,6 56,0 80,0 44,0 69,0 12,0 13,0 12,4 2,1 6,3 3,15 26,0 24,0 21,7 80,0 120,0 69,0 110,0 15,0 16,0 15,4 15,1 6,3 3,15 32,0 30,8 27,0 120,0 170,0 110,0 160,0 15,0 20,0 19,3 19,0 6,3 3,15 40,0 38,6 33,8 170,0-160,0-18,0 c Doporučené průměry spojovaných součástí šroub čepů, vidlic v min. v min - vzdálenost středu díry od okraje šroubu, kolíku nebo čepu
101
102 dk h14 d h11 ČEPY S HLAVOU (výběr z ČSN EN ( ) ex45 R 30 k l c d h11 d k h14 k js14 R e l min. l max ,0 0,6 0, ,0 0,6 0, ,6 0,6 1, ,0 0,6 1, ,0 0,6 1, ,0 0,6 1, ,0 0,6 1, ,5 0,6 1, ,0 1,0 2, ,0 1,0 2, ,0 1,0 2, ,0 1,0 2, ,0 1,0 2, ,0 1,0 2, ,0 1,0 3, ,0 1,0 3, ,0 1,0 3,
103 d VÁLCOVÉ KOLÍKY KALENÉ (výběr z ČSN EN ISO 8734, ( )) SR=d Ra0,8 SR=d Ra0,8 SR= a c c a L Tvar A L Tvar B d m6 a c L 1,0 0,12 0, ,5 0,20 0, ,0 0,25 0, ,5 0, ,0 0,40 1, ,0 0,50 1, ,0 0,63 1, ,0 0,80 2, ,0 1,00 2, ,0 1, ,0 1,60 3, ,0 2,00 4, ,0 2, tvar A - materiál , kaleno na HV tvar B - materiál , cementováno a kaleno na HV
104 d h10 d KUŽELOVÉ KOLÍKY NEZAKALENÉ (výběr z ČSN EN 22339, ( )) D a a 1:50 l d h10 a l D 0,6 0,08 4 až 8 2 0,8 0,10 5 až ,0 0,12 6 až ,2 0,16 6 až ,5 0,20 8 až ,0 0,25 10 až ,5 0,30 10 až ,0 0,40 12 až ,0 0,50 14 až 55 12, 16 5,0 0,63 18 až ,0 0,80 22 až 90 25, 30 8,0 1,00 22 až , 40 10,0 1,20 26 až , 60 12,0 1,60 32 až , ,0 2,00 40 až , ,0 2,50 45 až ,0 3,00 50 až ,0 4,00 55 až a více 40,0 5,00 60 až ,0 6,30 65 až 200
105 R D d1 d2 d NÝTY S PŮLKULATOU HLAVOU (výběr z ČSN ) R1 s k e L Průměr nýtu d D k R R 1 max e Průměr díry d 2 Průměr drátu d 1 1 1,8 0,6 1 1,1 1,2 2,1 0,7 1,2 1,3 (1,4) 2,5 0,8 1,4 1,5 1,5 1,6 2,9 1 1,6 0,2 1,7 2 3,5 1,2 1,9 2,2 2,5 4,4 1,5 2,4 2,7 3 5,3 1,8 2,9 3,2 3 (3,5) 6,3 2,1 3,4 3,7 4 7,1 2,4 3,8 0,4 4,3 5 8,8 3 4,7 4, ,6 6 0,5 4 6, ,8 7,5 0,5 8, ,6 11 9, , ,8 0,8 6 (14) 22 8,4 11, , , ,8 (18) , , , ,5 8 (22) , ,5 1, materiál nýtů: průměr 1-1,6 (11 300), 2-2,5 (11 320), 3-36 (11 343)





106
107 t D d D1 d D s s BIMETALICKÁ POUZDRA (výběr z ČSN ) IT10 A A A b L cx45 cx45 cx45 L cx45 u IT10 A d D D1 L řada 1 řada 2 řada 3 b c s , (34) , (53) ,5 (63) , , , , , , , od 0,4 do 0,8 od 0,5 do1 od 0,9 do 1,5
108 t D d D1 d D KOVOVÁ POUZDRA (výběr z ČSN ) IT8 A A A b L cx45 cx45 cx45 L u cx45 IT8 A d D L řada 1 řada 2 řada 1 řada 2 řada 3 b (34) (53) ,5 (63) , , , , , ,



109
110 KULIČKOVÁ LOŽISKA JEDNOŘADÁ (výběr z ČSN ) typ 60 Označení ložiska , , , , , , , , , , , , , , , , , , , , ,411 typ 62 Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , , , ,771
111 typ 63 Označení ložiska pokračování - kuličková ložiska jednořadá rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , ,717 typ 64 Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , ,85
112 KULIČKOVÁ LOŽISKA JEDNOŘADÁ S KOSOÚHLÝM STYKEM (výběr z ČSN ) typ 72 Označení ložiska Rozměry zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , , , ,8
113 KULIČKOVÁ LOŽISKA DVOUŘADÁ NAKLÁPĚCÍ (výběr z ČSN ) typ 12, provedení s válcovou dírou Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , , , ,9 typ 13, provedení s válcovou dírou Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , ,96
114 pokračování - kuličková ložiska dvouřadá naklápěcí typ 22, provedení s válcovou dírou označení ložiska rozměry zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , , , , , ,09 typ 23, provedení s válcovou dírou Označení Rozměry Zákl. únosnost [N] Hmotnost ložiska d D B r dynamická C statická C o [kg] , , , , , , , , , , , , , , , , , , ,09
115 VÁLEČKOVÁ LOŽISKA JEDNOŘADÁ (výběr z ČSN ) typ N2, NU2 Označení ložiska Rozměry Zákl. únosnost [N] d D B r dynamická C statická C o Hmotnost [kg] N203, NU , ,067 N204, NU ,11 N205, NU ,13 N206, NU ,2 N207, NU , ,29 N208, NU , ,37 N209, NU , ,43 N210, NU , ,48 N211, NU , ,64 N212, NU , ,82 typ N3, NU3 Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] N304, NU , ,15 N305, NU , ,24 N306, NU , ,36 N307, NU , ,48 N308, NU , ,66 N309, NU , ,87 N310, NU ,15 N311, NU ,45 N312, NU , ,85
116 SOUDEČKOVÁ LOŽISKA DVOUŘADÁ (výběr z ČSN ) typ 222, provedení s válcovou dírou Označení ložiska Rozměry Zákl. únosnost [N] d D B r dynamická C statická C o Hmotnost [kg] , , , , , , , , , , , , , ,2 typ 223, provedení s válcovou dírou Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost d D B r dynamická C statická C o [kg] , , , , , , , ,1
117 KUŽELÍKOVÁ LOŽISKA JEDNOŘADÁ (výběr z ČSN ) typ 302 Označení ložiska Rozměry Zákl. únosnost [N] Hmotnost [kg] d D B C T r dynamická C statická Co , , , , , , , , ,25 1, , ,75 1, , ,75 1, , ,75 1, , , , , ,86 typ 303 Označení Rozměry Zákl. únosnost [N] Hmotnost ložiska d D B C T r dynamická C statická Co [kg] , , ,25 1, , ,25 1, , ,75 1, , ,75 1, , ,25 1, , , , , , ,5 2, , ,5 2, ,9
118 AXIÁLNÍ KULIČKOVÁ LOŽISKA JEDNOSMĚRNÁ A OBOUSMĚRNÁ (výběr z ČSN ) Rozměry Základní únosnost [N] Označení ložiska d D d 1smax D 1smin H R smin dynamická C statická C o Hmotnost [kg] , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,99
119 VÝPOČET VALIVÝCH LOŽISEK (výběr z ČSN ISO 281 a ČSN ISO 76) Hodnoty součinitelů X, Y pro radiální valivá ložiska Typ ložiska "Relativní axiální zatížení" Jednořadá ložiska Dvouřadá ložiska F a /F t <= e F a /F t > e F a /F t <= e F a /F t > e X Y X Y X Y X Y e F a /C 0r Radiální kuličková ložiska Kuličková ložiska s kosoúhlým stykem 0,014 2,3 2,3 0,19 0,025 1,99 1,99 0, , ,56 0,04 1,8 1,8 0,24 0,07 1,6 1,6 0,27 0,13 1,4 1,4 0,31 0,25 1,2 1,2 0,37 0, ,44 α = 20º Kuličková ložiska naklápěcí Kuličková ložiska jednořadá, rozebíratelná 0,43 1 1,09 0,7 4,63 0,57 α = 25º 0,41 0,87 0,92 0,67 1,41 0,68 α = 30º 0,39 0,76 0,78 0,63 1,24 0, α = 35º 0,37 0,66 0,66 0,6 1,07 0,95 α = 40º 0,35 0,57 0,55 0,57 0,93 1,14 α = 45º 0,33 0,5 0,47 0,54 0,81 1, ,4 Kuželíková ložiska 1 0 0,4 0,4 cotg α 1 0,42 cotg α 0,65 0,65 cotg α 1,5 tg α 1 0 0,5 2, ,2 0,4 cotg α 1 0,45 cotg α 0,67 0,67 cotg α 1,5 tg α
120 VÝPOČET VALIVÝCH LOŽISEK (výběr z ČSN ISO 281 a ČSN ISO 76) Hodnoty koeficientů X 0 a Y 0 pro kuličková ložiska Typ ložiska Jednořadá ložiska Dvouřadá ložiska X 0 Y 0 X 0 Y 0 radiální 0,6 0,5 0,6 0,5 s kosoúhlým stykem α = 15 0,5 0,46 1 0, ,5 0,42 1 0, ,5 0,38 1 0, ,5 0,33 1 0, ,5 0,29 1 0, ,5 0,26 1 0, ,5 0,22 1 0,44 naklápěcí α různé od 0º 0,5 0,22 cotg α 1 0,44 cotg α
121 VÝPOČET VALIVÝCH LOŽISEK (výběr z ČSN ISO 281 a ČSN ISO 76) Hodnoty součinitelů X, Y pro radiální valivá ložiska Typ ložiska "Relativní axiální zatížení" Jednořadá ložiska Dvouřadá ložiska F a /F t <= e F a /F t > e F a /F t <= e F a /F t > e X Y X Y X Y X Y e F a /C 0r Radiální kuličková ložiska Kuličková ložiska s kosoúhlým stykem 0,014 2,3 2,3 0,19 0,025 1,99 1,99 0, , ,56 0,04 1,8 1,8 0,24 0,07 1,6 1,6 0,27 0,13 1,4 1,4 0,31 0,25 1,2 1,2 0,37 0, ,44 α = 20º Kuličková ložiska naklápěcí Kuličková ložiska jednořadá, rozebíratelná 0,43 1 1,09 0,7 4,63 0,57 α = 25º 0,41 0,87 0,92 0,67 1,41 0,68 α = 30º 0,39 0,76 0,78 0,63 1,24 0, α = 35º 0,37 0,66 0,66 0,6 1,07 0,95 α = 40º 0,35 0,57 0,55 0,57 0,93 1,14 α = 45º 0,33 0,5 0,47 0,54 0,81 1, ,4 Kuželíková ložiska 1 0 0,4 0,4 cotg α 1 0,42 cotg α 0,65 0,65 cotg α 1,5 tg α 1 0 0,5 2, ,2 0,4 cotg α 1 0,45 cotg α 0,67 0,67 cotg α 1,5 tg α
122 VÝPOČET VALIVÝCH LOŽISEK (výběr z ČSN ISO 281 a ČSN ISO 76) Hodnoty koeficientů X 0 a Y 0 pro kuličková ložiska Typ ložiska Jednořadá ložiska Dvouřadá ložiska X 0 Y 0 X 0 Y 0 radiální 0,6 0,5 0,6 0,5 s kosoúhlým stykem α = 15 0,5 0,46 1 0, ,5 0,42 1 0, ,5 0,38 1 0, ,5 0,33 1 0, ,5 0,29 1 0, ,5 0,26 1 0, ,5 0,22 1 0,44 naklápěcí α různé od 0º 0,5 0,22 cotg α 1 0,44 cotg α


123
124 d1h11 d3 POJISTNÉ TŘMENOVÉ KROUŽKY (výběr z ČSN ) d1n11 m d2 a s n d 1 N11 d 2 h13 d 3 a H10 m +0,05 n min. jmenovitý rozměr S mezní uchylky 1,9 4,5 2,2 až 2,8 1,6 0,55 1,0 0,5 2,3 6,0 2,8 až 3,9 1,9 0,55 1,0 0,5 3,2 7,0 3,9 až 4,8 2,7 0,55 1,0 0,5 4,0 9,0 4,8 až 6,0 3,3 0,85 1,2 0,8 ±0,035 5,0 11,0 6,0 až 7,0 4,2 0,85 1,2 0,8 6,0 12,0 7,0 až 8,0 5,0 0,85 1,2 0,8 7,0 14,0 8,0 až 10,2 5,9 1,10 1,6 1,0 9,0 18,5 10,2 až 13,4 7,6 1,10 2,0 1,0 12,0 23,0 13,4 až 16,5 10,1 1,60 2,5 1,5 ±0,050 15,0 29,0 16,5 až 20,6 12,6 1,60 3,0 1,5 19,0 37,0 20,6 až 25,0 16,0 2,10 4,0 2,0 ±0,080
125 při rozevření d4 d2 d1 b POJISTNÉ KROUŽKY PRO DÍRY (výběr z ČSN ) m s d3 n d 2 d 3 m d 1 s h11 a b jmenovitý dovolená úchylka dovolená jmenovitý úchylka d 4 d 5 min min. max. n 10 3,1 1,6 10,4 10,8 3 1,2 12 3,3 1,6 12,5 13 4,6 13 3,5 1,7 13,6 14,1 + 0,36 5,2 1,5 14 3,6 2 14,6 15,1-0,18 6 H ,6 2 15,7 16, ,7 2,1 16,8 17,3 7,8 1, ,8 2,2 17,8 18,3 8,6 1, , , , , , , , ,1 2, ,5 11,8-0, ,1 2, ,5 12,8 24 4,3 2,7 25,2 25,9 14, ,4 2,9 26,2 26,9 15,2 26 4,6 3 27,2 27,9 15,8 1,2 28 4,6 3,2 29,2 30,1 17,8 1,3 30 4,7 3,2 31,4 32,1 19,6 32 5,2 3,3 33,7 34,4 20,6 34 5,6 3,5 35,7 36,5 + 0,5 21,8 35 5,6 3, ,8-0,25 22,8 36 1,5 5,6 3, ,8 23,8 1,6 H ,6 3, ,8 24,8 38 5, ,8 25,8 40 5,7 4 42,5 43,5 27,6 + 0, ,8 4 44,5 45,5 29,2-0, ,75 5,9 4,3 47,5 48,5 32,2 2,5 1, ,1 4,5 49,5 50,5 33,8 48 6,2 4,5 50,5 51,5 34,6 50 6,5 4, , ,5 5, ,2 + 0, ,5 5, ,2-0, ,8 5, ,2 43,4 2, ,8 5, ,2 45,4 62 6,9 5, ,2 47,2 2,5 0,75 1 1,2 1,5 1,8 2 2,5 3 3,75 4,5
126 při rozevřen POJISTNÉ KROUŽKY PRO DÍRY - POKRAČOVÁNÍ (výběr z ČSN ) d 1 s h11 a b d 2 jmenovitý dovolená úchylka dovolená jmenovitý úchylka 63 6,9 5, ,2 48, , , ,5 + 0,92 52,2 70 7, ,5-0,46 54,2 72 2, ,5 56,2 75 7,8 6, ,5 58, H12 82, ,5 85, ,5 87, ,5 90, , ,3 7,6 93,5 95,5 72,4 3-0, ,5 8 98,5 100, ,8 8,3 103,5 105,5 81, ,1 8, , ,2 8, , ,2 9, , ,7 9, , , , , , , , , ,8 11, ,8 11, , , , , , , ,5 H , , , , , , , , , , , , d 3 d 4 d 5 min. 2,5 3 3,5 4 m min. max. 2,65 4 3,15 4,15 6 5,15 n 4,5 5,25 6 7,5 9 12
127 při rozevření d4 d1 d2 b POJISTNÉ KROUŽKY PRO HŘÍDELE (výběr z ČSN ) s n d3 m d 1 s h11 a b d 2 d 3 jmenovitý dovolená úchylka dovolená jmenovitý úchylka 8 0,8 2,8 1,4 7,6 7,4 +0,00 14,2 1,2 1,32 0, ,8 9,6 9,3-0, ,1 1,9 10,5 10,2 18,6 1,5 0, ,2 2 11, ,3 2 12,4 11,9 20 1,1 1,0 h ,4 2,1 13,4 12, , ,5 2,2 14,3 13,8 23 1,7-0, ,6 2,3 15,2 14,7 24,2 1,2 17 3,7 2,4 16,2 15,7 25,4 18 3,8 2, ,5 26,8 19 3,8 2, ,5 27,8 20 3,9 2, ,5 28,8 1, , ,5 30 2,5 1,2 1,3 22 4,1 2, ,5 31,2 24 4,2 3,1 22,9 22,2 33,4 2 +0, ,3 3,1 23,9 23,2 34,6 1,8-0, ,4 3,13 24,9 24,2 35,8 h ,6 3,2 23,6 25,9 38, ,8 3,5 28,6 27,9 40,6 32 1,5 5 3,7 30,3 29,6 43 1,6 34 5,3 3,9 32,3 31,5 45,6 2,5 +0, , ,2 46,8 2,5-0, ,4 4, ,2 47,8 1,75 1, ,6 4, ,2 50,2 d 4 d 5 min. min. m max. n
128 při rozevření POJISTNÉ KROUŽKY PRO HŘÍDELE - POKRAČOVÁNÍ (výběr z ČSN ) d 1 s h11 a b d 2 d 3 jmenovitý dovolená úchylka dovolená jmenovitý úchylka 40 5,8 4,5 37,5 36, ,2 4,7 39,5 38,5 55,4 45 1,75 6,3 4,8 42,5 41,5 58,6 1,85 3,75 +0, ,5 4,8 44,5 43,5 61-0, ,5 4,8 45,5 44, , ,8 64,4 52 6, ,8 66, , ,1 5, ,8 73,2 2,5 2,5 60 2,0 7,2 5, ,8 75,4 2,15 4,5 62 7,2 5, ,8 77,4 h ,4 6, , ,8 6, ,5 +0,46 84,6 70 7,8 6, ,5-0,92 86,6 72 7, ,5 88,8 75 7, ,5 92 2,5 80 8,2 7,4 76,5 74,5 97,4 2, ,3 7,4 78,5 76,5 99,6 85 8,4 8 81,5 79, , ,7 8 86,5 84, ,0 3, ,1 8,6 91,5 89,5 114, ,5 9 96,5 94,5 120, ,8 9, ,54 125, , ,08 131, , , , , , , ,2 3, , ,63 181,4 4, ,26 187, ,5 192, , , , ,5 h , , , , , , , , , , , , d 4 d 5 min min. m max. n





129
130 b b h h k PERA VÝMĚNNÁ S DVĚMA NEBO JEDNÍM PŘÍDRŽNÝM ŠROUBEM (výběr ČSN a ) d1 b R=b/2 d2 L/2 L HRANY 0,2x45 L Průměr hřídele d Rozměry pera od do b h Délka pera s jedním šroubem L se dvěma šrouby Rozměry děr d 1 d 2 k Hloubka drážky t v hřídeli t 1 v náboji Šroub Md 3 x l ,8 3,2 2,2 4,1 2,9 M3x ,8 3,2 2,2 4,7 3,3 M3x ,4 4,3 3,0 4,9 3,1 M4x ,4 5,3 3,7 5,5 3,5 M5x ,4 5,3 3,7 6,2 3,8 M5x ,5 6,4 4,2 6,8 4,2 M6x ,5 6,4 4,2 7,4 4,6 M6x ,5 6,4 4,2 8,4 5,5 M6x ,5 8,4 5,3 8,7 5,3 M8x ,5 10,5 6,3 9,9 6,1 M10x18
131 b fx45 d-t h t h t1 PERA TĚSNÁ (výběr z ČSN ) L b d Průměr hřídele d Rozměry b h f L t Hloubka drážky mezní úchylky t1 mezní úchylky ,1 0,9 0,25 0, ,7 +0,1 1, ,4 0,0 1, ,9 2,1 0, ,5 2, ,1 2, ,7 3, ,9 3, ,5 3,5 +0, ,2 3,8 0,7 0, ,8 4, ,4 4, ,5 5, ,7 5,5 +0,2 +0,1 +0,4 +0,2 Poloměr drážky R , ,9 6,1 1,0 0,4 0,6
132 h d-t d+t1 PERA WOODRUFFOVA (ÚSEČOVÁ) (výběr z ČSN ) b b L b d D fx45 Průměr hřídele d Rozměry pera Drážka b h h11 D h11 L f a = d - t c = d + t1 Mezní úchylky průměru drážky D 3,7 10 9,66 d - 2,7 + 0,80 10 až ,65 d - 4 d + 1,1 + 1,04 6, ,72 d - 5,5 + 1,28 0, ,65 d - 3,5 + 1,04 12 až , ,72 d - 5 d + 1,7 + 1,28 7, ,67 d ,52 6, ,72 d - 4,5 + 1,28 17 až , ,67 d - 5,5 d + 2,2 + 1, ,63 d , ,63 d - 6,5 + 1,76 22 až ,49 d - 7,5 + 2,00 d + 2, ,35 0,4 d - 8,5 + 2, ,43 d - 10,5 + 2, ,85 d ,24 30 až ,43 d ,56 d + 3, ,15 d , ,08 d , ,08 d ,60 38 až ,13 d - 16 d + 3,2 + 5, ,32 0,6 d ,40 44 až ,13 d ,20 d + 3, ,32 d ,40
133 D D ROVNOBOKÉ DRÁŽKOVÁNÍ VÁLCOVÝCH HŘÍDELŮ S VNITŘNÍM STŘEDĚNÍM (výběr z ČSN ISO 14 ( )) B t A B t A d A d A d Lehká řada Střední řada označení N D B označení N D B 11 6 x 11 x x 13 x , x 16 x x 18 x x 21 x x 23 x x 23 x x 26 x x 26 x x 28 x x 28 x x 32 x x 32 x x 36 x x 36 x x 42 x x 42 x x 46 x x 46 x x 52 x x 52 x x 56 x x 56 x x 62 x x 62 x x 72 x x 72 x x 82 x x 82 x x 92 x x 92 x x 102 x x 102 x x 112 x x 112 x příklad označení rovnobokého drážkování hřídele: 8 x 36g7 x 40a11 x7f7 příklad označení rovnobokého drážkování náboje: 8 x 36H7 x 40H11 x7h11




134
135 b ±0,2 provedení b ±0,2 provedení b ±0,2 provedení d D HŘÍDELOVÉ TĚSNÍCÍ KROUŽKY (výběr z ČSN ) b G A GP d D d D d D 6 16 G G G 6 22 G G G 7 22 G G G,GP 8 16 G G G 8 22 G G G 8 24 G G G,GP 9 22 G G G,GP 9 24 G G G 9 26 G G,GP G G G G G G G G G G,GP G G G G G G,GP G G G G G G,GP G G G G G G G G G,GP G G G,GP G G G G G G,GP G G G G G G G G G,GP G G G G G G G G G G G G G G G,GP G G G G G G,GP G G G G G G G G G G G G G G,GP G G G G G G G,GP G G G,GP
136 v t KROUŽKY KRUHOVÉHO PRŮŘEZU PRO TĚSNĚNÍ NEPOHYBLIVÝCH ČÁSTÍ (výběr z ČSN ) b R1 h R d t b v h R R ± 0,1 ± 0,05 1 ± 0,1 d 2 2,7 1,5 0,2 2,8 6 (po 2) až 22, 25, 26 (po 2) až 42, 45, 48, 50, 52, 55,60, 63, 65 (po 5) až ,3 0,2 0,3 4 50, 52, 55, 60, 63, 65 (po 5) až 110, 120, 125, 130 (po 10) až 220, 240, 250, 260 (po 20) až 420, 450, 480, ,7 3,9 0, , 105, 110, 120, 125, 130 (po 10) až 220, 240, 250, 260 (po 20) až 420, 450, 480, 500
137 d D d1 d2 D1 KROUŽKY KRUHOVÉHO PRŮŘEZU PRO TĚSNĚNÍ POHYBLIVÝCH ČÁSTÍ (výběr z ON ) Y 2:1 R0,2 R1 t b Y b d t D(D 1 ) d 1 (d 2 ) b 3, , , , ,6 2, , , , , , , ,3 4, , , , , , , ,1 5, , , , , , , , ,6 133, , , ,5 11
138 d1 d2 d4 D d3 TĚSNĚNÍ LOŽISKOVÝCH TĚLES PLSTĚNÉ TĚSNĚNÍ A DRÁŽKY (výběr z ČSN ) b f 14 průměr hřídele průměr d 1 Těsnění průměr d 2 šířka b d 3 Drážka d 4 f D h11 jmenovitý úchylka jmenovitý úchylka jmenovitá úchylka H12 H12 H ± 0,4 30 ± 0, ± 0,5 52 ± 0, ± 0, , , ,5 82 ± 0, , ,5 94 7, ± 0,7 81, , ± 0, , ± 0, ± 0,
139 MAZACÍ HLAVICE KULOVÉ Závit d 6h L s h11 KM6 KM8 x 1 KM10 x 1 14,5 15,5 15, Hmotnost (g) 2,3 3,8 6,0
140 KRUHOVÉ OLEJOZNAKY O VYŠŠÍ TEPELNÉ ODOLNOSTI Závit d 6h d 1 d 2 d 3 d 4 h l t M24 x 1,5 M36 x 1,5 M52 x 1, ,0 3,5 4, Hmotnost (g) Poznámka: Olejoznaky jsou použitelné pro maximální přetlak 0,5 MPa a odolávají olejům o teplotě až 120 C.
141






142
143
144 ŠROUBOVITÉ PRUŽINY VÁLCOVÉ TAŽNÉ S PŘEDPĚTÍM S OBYČEJNÝMI OKY (výběr z ČSN ) Průměr drátu d (mm) oka v jedné rovině oka v rovinách na sebe kolmých ,8 1 Vnější průměr pružiny D 1 (mm) Síla ve stavu plně zatíženém F 8 (N) předpětí F 0 (N) (přibližné, informativní) Poměr vinutí i 5,8 27,5 2,4 6,3 7,1 23, ,3 41,7 9 34,8 3,8 6,3 3,2 8 Délka ve stavu volném L 0 (mm) Celkový počet závitů z Délka ve stavu plně zatíženém L 8 (mm) Tuhost c (N/mm) Měrné roztažení l/c Přírůstek napětí c (MPa) Hmotnost 1000 ks (kg) ,75 25,7 3,29 0, , ,75 28,2 2,74 0,37 85,3 0, ,75 34,3 2,06 0,49 63,7 1, ,75 41,5 1,65 0,61 50,9 1, , ,32 0,76 41,2 1, ,75 53,5 0,825 1,21 30,4 1, , ,66 1,52 24,5 2, , ,515 1,94 19,1 2, , ,412 2,43 15,2 3, , ,33 3,04 12,2 4, ,75 31,5 4,03 0,25 80,4 1, ,75 35,4 3,35 0,3 67,7 1, , ,52 0,4 50 2, , ,01 0,5 40,2 2, ,75 61,5 1,61 0,62 32,4 3, , ,983 1,02 23,5 3, , ,786 1,27 18,6 4, , ,614 1,63 14,7 5, , ,491 2,04 11,8 6, , ,393 2,54 9,41 8,1
145 ŠROUBOVITÉ PRUŽINY VÁLCOVÉ TAŽNÉ S PŘEDPĚTÍM S OBYČEJNÝMI OKY (výběr z ČSN ) Průměr drátu d (mm) oka v jedné rovině oka v rovinách na sebe kolmých ,6 2,5 Vnější průměr pružiny D 1 (mm) 11,5 98,1 9,5 20 6,3 14,1 83, ,5 Síla ve stavu plně zatíženém F 8 (N) ,5 186 předpětí F 0 (N) (přibližné, informativní) 24 Poměr vinutí i 6,3 8 Délka ve stavu volném L 0 (mm) Celkový počet závitů z Délka ve stavu plně zatíženém L 8 (mm) Tuhost c (N/mm) Měrné roztažení l/c Přírůstek napětí c (MPa) Hmotnost 1000 ks (kg) ,75 47,5 6,79 0,147 50,9 5, ,75 54,3 5,66 0,177 43,1 6, ,75 66,5 4,25 0,235 32,4 8, , ,39 0,295 25,5 10, ,75 93,5 2,72 0,368 20,6 13, , ,69 0,592 15,7 13, , ,35 0,741 12,4 16, , ,06 0,943 9, , ,844 1,18 7, , ,675 1,48 6, ,75 76,5 9,59 0,104 31, ,75 84,5 7,99 0,125 25, , ,99 0,167 19, , ,79 0,209 15, , ,84 0,260 12, , ,46 0,407 9, , ,97 0,508 7, , ,54 0,649 5, , ,23 0,813 4, , ,983 1,02 3,73 125

146




147
148 OCELOVÁ LANA ŠESTIPRAMENNÁ 114 DRÁTŮ (výběr z ČSN ) Jmenovitý Jmenovitý Jmenovitý Jmenovitá průměr průměr nosný hmotnost lana drátu průřez 1 m lana (mm) (mm) lana (kg) ± 5 % (mm 2 ) =6%/ - 3% Jmenovitá únosnost lana (v kn) při jmenovité pevnosti drátu (v MPa) 3,15 0,2 3,581 0,033 4,548-5,622-6,338 7,019 3,55 0,224 4,493 0,041 5,706-7,054-7,953 8, ,25 5,596 0,052 7,107-8,786-9, ,5 0,28 7,02 0,065 8,915-11,02-12,43 13,76 5 0,315 8,884 0,082 11,28-13,95-15,72 17,41 6,3 0,4 14,33 0,13 18,2 19,63 22,5 23,93 25,36-8 0,5 22,38 0,21 28,42 30,66 35,14 37,37 39, ,63 35,54 0,23 455,14 48,69 55,8 59,35 62,91-11,2 0,71 45,13 0,42 57,32 61,83 70,85 75,37 79,88-12,5 0,8 57,3 0,53 72,77 78,5 89,96 95,69 101,4-14 0,9 72,52 0,67 92,1 99,35 113,9 121,1 128, ,53 0,82 113,7 122,7 140,6 149,5 158,5-18 1,12 112,3 1,03 142,6 153,9 176,3 487,5 198,8-20 1,25 139,9 1,28 177,7 191,7 219,6 233,6 247,6-21,2 1, ,44 198,1 213,7 244,9 260,5 276,1-22,4 1,4 175,5 1,61 222,9 240,4 275,5 293,1 310, ,6 1,5 201,4 1,85 255,8 275,9 316,2 336,3 356,5 394,7 25 1,6 229,2 2,11 291, ,8 382,8 405,7 449,2 26,5 1,7 258,8 2,38 328,7 354,6 406,3 432,2 458,1 507,2 28 1,8 290,1 2,66 368,4 397,4 455,5 484,5 513,5 568,6 30 1,9 323,2 2,97 410,5 442,8 507,4 539,7 572,1 633,5 31, ,1 3,29 454,8 490,6 562, ,8 701,9 33,5 2,12 402,4 3, ,3 631, ,2 788,7 35,5 2,24 449,3 4,13 570,6 615,5 705,4 750,3 795,3 880,6 37,5 2,36 498,7 4,58 633,3 683, ,8 882,7 977,5 40 2,5 559,6 5,15 710,7 766,7 878,6 934,5 990, ,5 2,65 628,8 5,78 798,6 861,5 987, , ,46 891,5 961, , ,8 7,



149
150 Klínové řemeny klasického průřezu, výběr z ČSN označení klínového řemene průřezu A, výpočtové délky L p = 2000 mm ŘEMEN A 2000 ČSN označení průřezu dřívější označení výpočtová šířka W p šířka větší základny W výška řemene T Z 10 x 6 8,5 10 6,0 A 13 x 8 11,0 13 8,0 B 17 x 11 14, ,0 C 22 x 14 19, ,0 D 32 x 20 27, ,0 E 38 x 23,5 32, ,5 příklady výpočtových délek: L p = 400,450,500, 560, 630, 710, 800, 900, 1000, 1120, 1250, 1400, 1600, 1800, 2000, 2240, 2500 Úzké klínové řemeny pro průmyslové použití, výběr z normy ČSN označení klínového řemene průřezu SPZ vnější délky L a = 1013 mm ŘEMEN SPZ 1013 L a, ČSN označení průřezu dřívější označení výpočtová šířka l p šířka l o výška h SPZ 9,5 x 8 8,5 9,7 8,0 SPA 12,5 x 10 11,0 12,7 10,0 SPB 16 x 13 14,0 16,3 13,0 SPC 21 x 18 19,0 22,0 18,0 úhel klínového řemene [ ] 40±1
151 výpočtová délka L p 630 mezní úchylky L p rozdíl délek L s vnější délky L a SPZ SPA SPB SPC E E E E L rozdíl mezi výpočtovou délkou L p a vnější délkou L a použití symbolů: L a L w nebo L p L i vnější délka výpočtová délka vnitřní délka
152 Řemenice pro klínové řemeny klasických průřezů, výběr z ČSN označení věnce řemenice pro klasický klínový řemen s výpočtovým průměrem d p = 200 mm, průřezem A (13 x 8) se 3 drážkami: VĚNEC ŘEMENICE 200 A 3 ČSN drážka pro řemen průřezu rozměry drážek W p b min h min e f R Z 8,5 2, ± 0,3 8 ± 1 0,5 A 11 3,3 8,7 15 ± 0,3 B 14 4,2 10,8 19 ± 0, , 1 C 19 5,7 14,3 25,5 ± 0,5 D 27 8,1 19,9 37 ± 0,6 E 32 9,6 23,4 44,5 ± 0, , drsnost boků drážek Ra = 1,6 pro v O 10 m/s, Ra = 0,8 pro v >10 m/s Minimální výpočtové průměry řemenic průřez řemene výpočtové průměry řemenic d p při úhlů boků drážky Z 50 až až až 160 >180 A 75 až až až 400 >450 B 125 až až až 500 >560 C až až 630 >710 D až až 900 >1000 E až až 1120 >1250 SPZ 63 až 80 přes 80 SPA 90 až 118 přes 118 SPB 140 až 190 přes 190 mezní úchylka úhlu drážky ± 1 ± 30 SPC 224 až 315 přes 315 ± 30 ± 1
153 doporučené výpočtové průměry d p řemenic pro klasické klínové řemeny: 50, 56, 63, 71, 80, 90, 100, 112, 125, 140, 160, 180, 200, 224, 250,280, 315, 355 doporučené výpočtové průměry d p řemenic pro úzké klínové řemeny: SPZ: 71, 75, 80, 85, 90, 95, 100, 106, 112, 118, 125, 140, 160, 180, 200, 224,... SPA: 100,106, 112, 118, 125, 132, 140, 150,160, 180, 200, 224,... SPB: 160, 170,180, 190, 200, 212, 224, 236, 250,... SPC: 224, 250, 265, 280, 315, 355,... Výkon P r [kw] přenášený jedním úzkým klínovým řemenem při ß = 180 d p [mm] převod i 1,2 1P3 (výběr hodnot) otáčky malé řemenice n d [min -1 ] SPZ SPA SPB SPZ SPA SPB SPZ SPA SPB 0,68 0,88 0,90 1,09 1,14 1,33 1,40 1,60 1,66 1,86 1,97 2,17 2,30 2,50 2,68 2,87 3,17 3,37 3,65 3,85 1,48 1,92 1,89 2,33 2,38 2,82 2,90 3,34 3,49 3,93 4,27 4,71 5,04 5,47 5,79 6,22 3,83 4,76 5,01 5,93 6,16 7,09 7,30 8,23 0,93 1,23 1,25 1,55 1,60 1,90 1,98 2,28 2,36 2,66 2,80 3,10 3,28 3,58 3,82 4,11 4,51 4,81 5,19 5,49 2,02 2,69 2,61 3,28 3,31 3,98 4,06 4,73 4,91 5,58 6,01 6,68 7,07 7,74 8,10 8,77 5,19 6,61 6,86 8,27 8,46 9,88 10,02 11,43 1,45 2,03 2,00 2,58 2,61 3,18 3,26 3,84 3,90 4,48 4,64 5,21 5,40 5,98 6,24 6,81 7,27 7,85 8,20 8,78 3,00 4,29 3,99 5,29 5,15 6,44 6,34 7,63 7,64 8,94 9,24 10,53 10,67 11,96 11,92 13,21 7,15 9,89 9,52 12,25 11,62 14,35 13,41 16,14 výkony uvedené červeným, tučným písmem odpovídají dopručeným výpočtovým průměrům d p

154 Drážkové klínové řemeny, ISO 9982 jiný název: řemeny mikroklínové (POLY-V), řemeny víceklínové, mikrořemeny žebrované dw = db + 2hb drážkový řemen je složen z tažných vláken z polyesteru v zalévací směsi, vnitřní strana je opatřena žebry, povrch tvoří polyamidová tkanina profil rozteč žeber s [mm] h [mm] použití H 1,60 3,0 speciální přístroje, minimální výskyt J 2,34 3,5 běžné strojírenské aplikace, nejrozšířenější K 3,56 5,5 zejména v automobilovém průmyslu L 4,70 7,0 pohony obráběcích strojů M 9,40 13,0 extrémně namáhané převody počet žeber: obchodní značky výrobců řemenů: Rubena, Optibelt, Gates, Good Year, Tagex, Megadyne (pěkná webová prezentace) za návštěvu stojí stránky: Další druhy řemenů: řemeny pro synchronizovaný přenos pohybu (s příčnými žebry, tzv. ozubené) řemeny pro variátory (úhel boků je pouze 24 ) řemeny oboustranné šestihranné (pro kombinovaný směr otáčení) Pro přesné vymezení axiální polohy řemenic na hřídeli slouží upínací pouzdra TAPER BUSH zajímavé konstrukce.
155 SOUČINITEL ÚHLU OPÁSÁNÍ ŘEMENEM Úhel opásání β [ ] Součinite l C β ,98 0,95 0,92 0,89 0,86 0,82 0,78 0,73 0,68 0,62 0,56 SOUČINITEL VLIVU DÉLKY ŘEMENE L p (mm) C L pro řemeny o průřezu Z A B C D E 0,87 0,89 0,91 0,94 0,96 0,99 1,00 1,05 1,06 1,08 1,11 1,14 1,17 1,24 1,25 1,28 1,29 0,79 0,81 0,83 0,85 0,87 0,89 0,91 0,93 0,96 0,99 1,01 1,03 1,06 1,09 1,11 1,13 1,15 1,17 0,82 0,84 0,86 0,88 0,90 0,93 0,95 0,98 1,00 1,03 1,05 1,07 1,09 1,13 1,15 1,18 1,20 1,23 0,86 0,88 0,91 0,93 0,95 0,97 0,99 1,02 1,04 1,07 1,09 1,12 1,15 1,18 1,21 0,86 0,88 0,91 0,93 0,96 0,98 1,01 1,04 1,06 1,09 1,14 1,17 0,92 0,95 0,97 1,00 1,02 1,05 1,10 1,13 1,18
156 Pracovní režim SOUČINITEL DYNAMIČNOSTI ZATÍŽENÍ A PRACOVNÍHO REŽIMU (Cp) Typy strojů Charakter zatížení Střídavý elektrický motor pro průmyslové použití; stejnosměrný elektrický motor derivační turbíny Stejnosměrný elektrický motor kompaundní; spalovací motor s frekvencí otáček nad 600 min -1 Střídavý elektrický motor se zvýšeným zátěžným momentem; stejnosměrný elektrický motor se sériovým buzením; spalovací motor do 600 min -1 Počet pracovních směn řemenů Lehký Soustruhy, vrtačky, brusky, lehké ventilátory, čerpadla a kompresory odstředivé a rotační, pásové dopravníky, fukary, separátory aj. Lehký. Maximální krátkodobé zatížení do 120% od jmenovitého. 1,0 1,1 1,4 1,1 1,2 1,5 1,2 1,4 1,6 Střední Frézky, revolverové vrtačky, elektrické generátory, pístová čerpadla a kompresory se třemi a více válci, ventilátory a dmýchadla, řetězové dopravníky, transmise aj. Mírné výkyvy zatížení. Maximální krátkodobé zatížení do 150% od jmenovitého. 1,1 1,2 1,5 1,2 1,4 1,6 1,3 1,5 1,7 Těžký Hoblovky, svislé obrážečky a dřevozpracující stroje, čerpadla a kompresory pístové s jedním anebo dvěma válci, šroubové dopravníky, drtiče, šnekové lisy excentrické s relativně těžkým setrvačníkem, tkací stroje aj. Značné výkyvy zatížení. Maximální krátkodobé zatížení do 200% od jmenovitého. 1,2 1,3 1,6 1,3 1,5 1,7 1,4 1,6 1,9 Velmi těžký Zvedače, exkavátory, lisy, nůžky, buchary, kolové mlýny, drtiče, rámové pily aj. Nárazové a silně nerovnoměrné zatížení. Maximální krátkodobé zatížení do 300% od jmenovitého. 1,3 1,5 1,7 1,4 1,6 1,8 1,5 1,7 2,0 Poznámky: 1. Při instalování natahovacích válečků je nutno je umisťovat na hnané větvi uvnitř obvodu převodu. Při instalování natahovacího válečku zvenčí obvodu anebo na hnací větvi se součinitel C p zvyšuje 1,1krát. 2. Při obracení chodu, častém spouštění se součinitel C p zvyšuje 1,1krát.
157 úhel opásání malé řemenice β: β D d β cos =, α = A 2 délka řemenu: β π πα L = 2A sin + ( D + d) + ( D d) skutečná osová vzdálenost: A = p + p 2 q kde p = 0,25L 0,393( D + d) q = 0,125( D d) 2 výkon přenášený jedním řemenem v podmínkách provozu: Cβ CL N P = N 0 C P N 0 jmenovitý výkon převodu s jedním řemenem (kw) C β součinitel úhlu opásání C L součinitel vlivu délky řemene C p součinitel dynamičnosti zatížení a pracovního režimu

158
159 ds P P d2 VÁLEČKOVÉ ŘETĚZY (výběr z ČSN ) P P g b4 b2 b1 b5 d4 d2 sd2 d1 d3 b7 e b6 e Řetěz P b 1 min d 1 h10 d 2 h9 d 3 *) b 2 max 05B 8,000 3,00 5,00 2,31 2,36 4,77 06B 9,525 5,72 6,35 3,28 3,33 8, ,30 7,75 3,66 3,71 5, ,70 5,21 8,51 4,45 4,50 9,00 08B 7,75 8,51 4,45 4,50 11, ,48 10,15 15,875 10,16 5,08 5,13 10B 9,65 13,28 12B 19,05 11,68 12,07 5,72 5,77 15,62 16B 25,40 17,02 15,88 8,28 8,33 25,45 20B 31,75 19,56 19,05 10,19 10,24 29,01 24B 38,10 25,40 25,40 14,63 14,68 38,50 28B 44,45 30,99 27,94 15,90 15,95 46,58 32B 50,80 30,99 29,21 17,81 17,86 46,10 40B 63,50 38,10 39,37 22,89 22,94 55,75 48B 76,20 45,72 48,26 29,24 29,29 71,60 Řetěz b 4 max b 5 max b 6 max b 7 max e g max 05B 8, ,1-7,2 06B 13,5 23,8 34 3,3 10,24 8, , , , , B ,9 3,9 13, , ,1-10B 19,6 36,2 52,8 4,1 16,59 14,8 12B 22,7 42,2 61,7 4,6 19,46 16,4 16B 36, ,9 5,4 31, B 43,2 79,7 116,1 6,1 36, B 53,4 101,8 150,2 6,6 48, B 65,1 124,7 184,3 7,4 59, B 67, ,5 7,9 58, B 82,6 154,9 227,2 10,2 72, B ,6 284,4 10,5 91,21 70
160 mezní úchylky řetěz PARAMETRY ŘETĚZOVÉHO KOLA (výběr z ČSN ) A B A 08 B 1 ČSN typ B 06 B ČSN ,51 průměr prvku záběru d 1 6,35 12,70 rozteč řetězu t 9, počet zubů z 25 ČSN profil zubů ČSN ,50 průměr roztečné kružnice d 1 76,08 112,80 průměr patní kružnice d f 69,50 4,35 plolměr dna zubní mezery r i 3,3 100,00 poloměr boku zubu r e úhel otevření zubu úhel boku zubu - - rozšíření dna zubu e rozteče t - 0-0,25 0-0,36 0,7 průměr patní kružnice šířky věnce obvodové házení patní kružnice a čelního házení ozubeného věnce varianta pro dva ozubené věnce (A, B) df bf 0-0,25 0-0,30 z 0,7
161 ŘETEZY DOPLŇUJÍCÍ ÚDAJE Řetěz 05 B 06 B B B Plocha kloubu S (mm 2 ) Síla při přetržení F Pt (kn) Hmotnost 1 m (kg) 1řadý 2řadý 3řadý 1řadý 2řadý 3řadý 1řadý 2řadý 3řadý ,6 9,1 7,5 18,2 18, , ,4 25, ,1 0,18 0,41 0,40 0,56 0,75 0,80 0,95 0,78 1,35 1,85 1,18 2 2,8 12 B 16 B 20 B 24 B 28 B 32 B 40 B 48 B , ,25 2,75 3,64 7,12 9,05 9,83 16, ,5 5,5 7,21 14, ,5 33,5 51,5 3,8 8 10,8 21, ,2 50,2 77
162 ŘETĚZY ČINITELE VÝKONU κ 1 Počet zubů malého kola z 1 13 Převodové číslo i (0,39) 0,50 0,57 0,64 0, ,73 0,82 0,88 0,96 1, ,83 0,93 1,00 1,09 1, ,93 1,04 1,12 1,22 1, ,11 1,26 1,36 1,49 1,59 Hodnoty v závorkách se nedoporučují. ŘETĚZY SOUČINITELE RÁZŮ y Druh provozu Bezrázový provoz, rovnoměrné zatížení Lehké rázy, střední přechodné zatížení Střední rázy, abnormální přechodné zatížení Těžké nárazy, střední přenášené rázy Činitel rázů Y Součinitel rázů y 1,00 0,73 0,63 0,58 ŘETĚZY ČINITELE PROVEDENÍ ŘETĚZU φ Řetězy podle ČSN φ provedení A, B a typ 06 C ostatní provedení kromě A, B 0, ,5 ŘETĚZY ČINITEL VZDÁLENOSTI OS ρ a 20t 40t 80t 160t ρ 0,85 1 1,15 1,30

163 ŘETĚZY SOUČINITELE K X z 2 z z ,8 4,6 4,4 4,2 4 3,8 3,6 3,4 3, K 0, , , , , , , , , , , , , , , , , ,811 5 X z 2 z z 1 1 2,9 2,8 2,7 2,6 2,5 2,4 2,3 2,2 2,1 2 1,9 1,8 1,7 1,6 1,5 1,4 1,39 1,38 K 0, , , , , , , , , , , , , , , , , ,821 2 X z 2 z z 1 1 1,37 1,36 1,35 1,34 1,33 1,32 1,31 1,30 1,29 1,28 1,27 1,26 1,25 1,24 1,23 1,22 1,21 1,20 K 0, , , , , , , , , , , , , , , , , ,830 2 X z 2 z z 1 1 1,19 1,18 1,17 1,16 1,15 1,14 1,13 1,12 1,11 1,10 1,09 1,08 1,07 1,06 1,058 1,056 1,054 1,052 K 0, , , , , , , , , , , , , , , , , ,856 7
164 ŘETĚZY ČINITELE RÁZŮ Y Hnací stroje Hnané (pracovní) stroje elektromoto ry spalovací motory pomaloběžné rychloběžné 1 válec 2 válce do 2 válců 4 válce 6 válců a více vodní turbíny rychlo - běžné pomaloběžné parní turbíny Soustruhy, vrtačky Frézky Hoblovky Obrážečky Tažné stroje 1,4 1,5 2,3 2 1,8 Lisy hydraulické výstředníkové pákové 1,8 2,5 2 2,8 2,5 2,2 Pístové kompresory jednostupňové dvoustupňové Odstředivé kompresory jednostupňové dvoustupňové Dmýchadla Ventilátory Pístová čerpadla jednoválcová dvouválcová 2,5 2 1,6 1,3 1,5 2,5 2 1, ,5 3,2 2,7 3 3,7 4 3,5 4, ,5 4 3,5 2,5 2 3, ,6 2,7 2,5 2 3, ,7 Odstředivá čerpadla 1,5 3 2,8 2,5 2,2 Válcovací tratě převodované 2,5 Drticí válce 2 Mísicí bubny Bagry Dopravníky pro sypký materiál pro kusový materiál Zdvihadla Vidlicové zdvihací vozíky 1,7 3 1,5 2 2, , ,8 3,5 2, ,5 4,5 2,5 4,5 2,2 2,7 3 3,5 2,6 2, ,6 2,5 2,2 3,5 2,7 Generátory malé velké 1 1,5 2 2,8 1,2 1,7 1,5 2,5 1 1,5
165 ŘETĚZY ČINITELE MAZÁNÍ μ Rozmezí výkonu Rychlost řetězu (m s -1 ) vhodné Druh mazání přípustné bezvadné mazání Činitel mazání nedostatečné mazání bez znečištění se znečištěním bez mazání 2) I. do 4 Lehké mazání kapkami, 4 až 14 kapek za min Tukové mazání, ruční mazání 0,6 0,3 0,15 II. do 7 III. do 12 přes 12 Ponorné mazání máčením, v olejové lázni 1) Tlakové oběžné mazání Mazání olejovou mlhou Mazání kapkami, asi 20 kapek za min Olejová lázeň s ostřikovacím kotoučem Tlakové oběžné mazání 1 0,3 0,15 nepřípustné nepřípustné 1) Řetěz nemá být do olejové lázně ponořen, ale má se podporovat vytváření olejové mlhy a upravit lišty pro skapávání oleje. 2) Životnost provozních hodin není potom zaručena. 1. Výpočet jmenovitého výkonu: ρ P = P J κ µ ϕ P přenášený výkon (kw) ρ činitel vzdálenosti os κ skutečný činitel výkonu; κ = κ 1.y κ 1 činitel výkonu y součinitel rázů μ činitel mazání φ činitel provedení řetězu
166 2. Kontrola řetězu: a) Na tah bezpečnost proti přetížení při statickém zatížení: FPt k s = 7 F t bezpečnost proti přetržení při dynamickém zatížení: FPt kd = 5 F Y t F Pt zatížení při přetržení (N) Y činitel rázů F t celková tažná síla přenášená řetězem (N); F t = F + F c F složka síly působící na obvodu řetězového kola (N); F = P J / v F C složka odstředivé síly působící na obvodu řetězového kola; F C = m.v 2 m hmotnost 1m řetězu (kg) b) Na otlačení p p p D p p výpočtový tlak v kloubu řetězu (MPa); p p = F t / S S plocha kloubu řetězu (mm 2 ) p D dovolený tlak v kloubu řetězu (MPa) 3. Výpočet rozměrů řetězového kola: Počet článků řetězu a vzdálenost os řetězových kol: a) Počet článků 2 a z1 + z2 z2 z1 t X = t 2 2π a Výsledek se zaokrouhlí na celé, pokud možno sudé číslo. b) Přesná vzdálenost os t 2 2 a = [ 2X z1 z2 + ( 2X z1 z2 ) K( z2 z1 ) ] (mm) 8 a je předběžně zvolená vzdálenost os (mm) t rozteč článků řetězu (mm) z, z 1 2 počty zubů řetězových kol K součinitel (viz tabulka)
167 Průměr roztečné kružnice: t D t = 180 sin z t rozteč řetězu (mm) z počet zubů řetězového kola Průměr patní kružnice: D f = D t d 1 D t průměr roztečné kružnice d 1 průměr válečku nebo pouzdra řetězu Průměr hlavové kružnice: D a = D t + 0,5d 1 pro z 16 D a = D t + 0,6d 1 pro z > 16 D t průměr roztečné kružnice d 1 průměr válečku nebo pouzdra řetězu z počet zubů Šířka zubu jednořadého kola: B 1 = 0,9b 1 b 1 vnitřní šířka řetězu (mm) Poloměr zaoblení zubu: R = 1,5d 1 d 1 průměr válečku nebo pouzdra řetězu Nejmenší rozdíl poloměru roztečné kružnice a věnce: f = 0,7t t rozteč řetězu (mm)
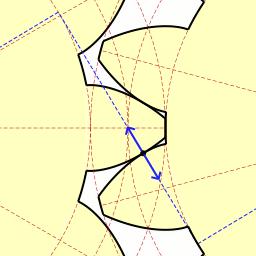





168
169 MODULY OZUBENÝCH KOL (výběr z ČSN ) (rozměry uvedeny v mm) Řada 1 Řada 2 Řada 1 Řada 2 Řada 1 Řada 2 Řada 1 Řada 2 0,05 0, ,055 0,55 5,5 55 0,06 0, ,07 0, ,08 0, ,09 0, , ,11 1, ,12 1, ,14 1, ,15 1,5 16 0,18 1, , ,22 2, ,25 2,5 25 0,28 2, , ,35 3,5 36 0, ,45 4,5 45 Moduly řady 1 jsou přednostní.
170 kontrolované mezní úchylky TABULKA ÚDAJŮ S PARAMETRY OZUBENÉHO KOLA (výběr z ČSN ) ČELNÍ OZUBENÉ KOLO SE ŠIKMÝMI ZUBY modul počet zubů normálný základní profil úhel sklonu boční křivky zubu smysl stoupání boční křivky zubů jednotkové posunutí stupeň přesnosti podle dvoubokého odvalu za otáčku dvoubokého odvalu za rozteč kontrolní rozměr spoluzabírající kolo modul sklonu zubů vzdálenosti os mezní úchylka jmen. vzdálenosti os přes číslo výkresu počet zubů vzdálenost os počet zubů hřebenu, segmentu průměr základní kruţnice průměr roztečné kruţnice průměr patní kruţnice úhel sklonu boční křivky zubů na zákl. válci úhel os m 4 z 17 - ČSN LEVÝ x 0 - ČSN F i 0,112 f i 0,036 F 0,018 f a ±0,035 horní Es a 0,036 dolní EI a -0, z 14 a w 79,2 m t 5,65 z - d b 70,415 d 79,196 d f 69, ' 28" -
171 kontrolované mezní úchylky TABULKA ÚDAJŮ S PARAMETRY OZUBENÉHO KOLA (výběr z ČSN ) KUŢELOVÉ OZUBENÉ KOLO S PŘÍMÝMI ZUBY vnější čelní modul počet zubů druh ozubení základní profil smysl stoupání boční křivky zubu jednotkové posunutí jednotková změna tloušťky zubu úhel roztečného kuţele stupeň přesnosti podle součtová úchylka roztečí čelní rozteče odvalu o zubové frekvenci vzdálenosti od kontrolní rozměr relativního pásma dotyku zubů tloušťky zubů na konst. tětivě výšky hlavy zubů spoluzabírající počet zubů číslo výkresu kolo úhel os průměr roztečné kruţnice délka površky roztečného kuţele úhel patního kuţele teoretické výška zubu m c 5 z 17 - PŘÍMÉ - ČSN x c 0,42 x t ' 7-C ČSN F p 0,042 f p ±0,018 f c 0,009 f a ±0,025 F sl ±10% F sh ±10% s ce 8,29-0,07-0,14 h ce 5, z d 80 R 128,86 t 16 25' h 11
172 kontrolované mezní úchylky TABULKA ÚDAJŮ S PARAMETRY ŠNEKOVÉHO OZUBENÉHO PŘEVODU (výběr z ČSN ) ŠNEK - ŠNEKOVÉ KOLO typ šneku osový modul počet zubů smysl stoupání boční křivky zubu úhel stoupání šroubovice na roztečné ploše základní údaje šnekového převodu jednotkové posunutí šneku stupeň přesnosti podle - ZA m x 2 z 65 - PRAVÝ 2 17'33" ČSN ČSN x - 7-C ČSN kontrolní rozměr tloušťky zubů na konst. tětivě výšky hlavy zubů spoluzabírající počet zubů číslo výkresu kolo vzdálenost os součinitel průměru šneku modul průměr roztečné kruţnice stoupání závitu šneku úhel profilu podle ČSN úhel sklonu boční křivky zubu úhel os s ce 3,14-0,045 3,14-0,063 h ce z 1 a w 90 q 25 m 1,998 d 130 p z 6, '27" 90 tabulka platí pro údaje šnekového kola
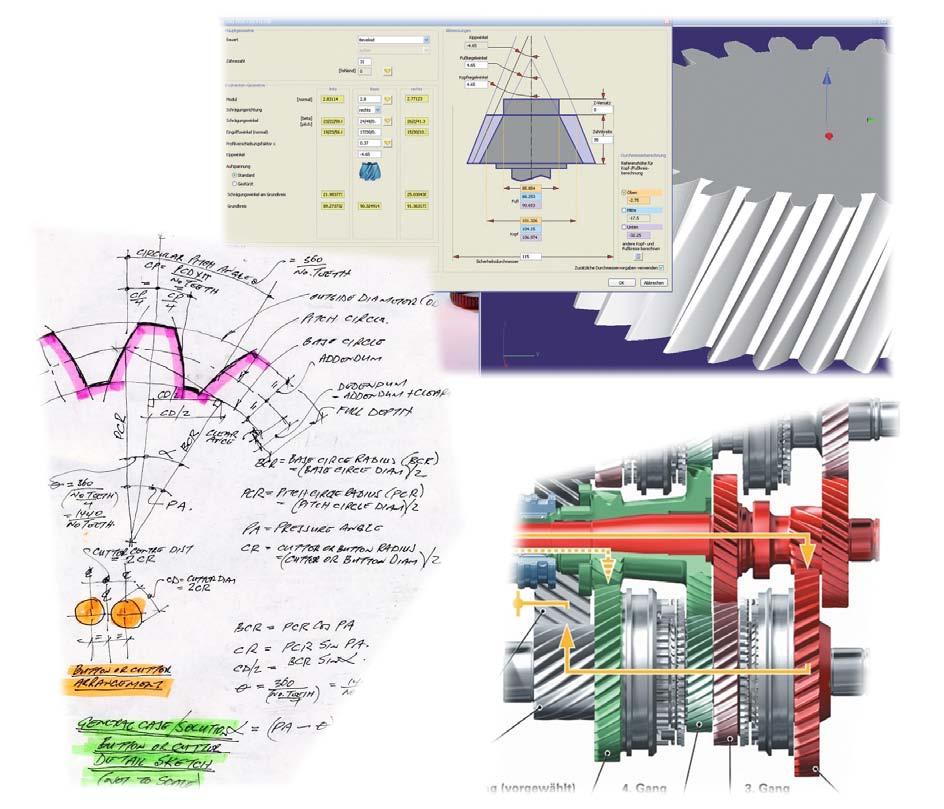
173
174 ZÁKLADNÍ PROFIL EVOLVENTNÍHO OZUBENÍ Profil Z má v rozsahu ±m od roztečné přímky průběh přímkový. rozteč t základní rozměr profilu Z tloušťka zubu s = šířka zubní mezery s u = t/2 (měřeno na roztečné přímce) úhel záběru α = 20 (ČSN), dříve též 15 výška hlavy zubu h a = m výška paty zubu h f = m + c a výška zubu h = h a + h f = 2m + c a hlavová vůle c a = 0,25m zaoblení paty zubu R f max = 0,4m
175 KONSTRUKCE EVOLVENTY
176 VÝPOČET ROZMĚRŮ SOUKOLÍ N S PŘÍMÝMI ZUBY Název Označení Vzorce Počet zubů z dáno Modul m Úhel záběru α obvykle α = 20 Průměr roztečné kružnice D D = m.z Výška hlavy zubu h a h a = m Výška paty zubu h f h f = m + c a Hlavová vůle zubů c a c a = 0,25m Výška zubu h h = h a + h f = 2,25m Průměr hlavové kružnice D a D a = D + 2h a Průměr patní kružnice D f D f = D 2h f Průměr základní kružnice D b D b = D.cosα Rozteč t t = π.m Vzdálenost os a D + D2 m.( z1 + a = = z2 )
177 VÝPOČET ROZMĚRŮ ČELNÍHO SOUKOLÍ SE ŠIKMÝMI ZUBY (SOUKOLÍ N) Název Označení Pastorek Vzorce Kolo Počet zubů DR 1) z z 1 z pmin z 2 z pmin dáno Modul DR m m = m n Úhel záběru nástroje ČSN α α = α DR n = 20 Smysl stoupání šroubovice DR levý pravý Šířka ozubení K 2) b b = ψ m.m n Úhel sklonu zubu DR K 1. dána vzdálenost os β cos m β = n ( z 1 + z ) 2a 2 2. dán úhel sklonu zubu mn Vzdálenost os DR a a = ( z 1 + z 2 ) 2cos β Čelní modul DR Čelní úhel záběru m t α t mn m t = cos β tgα n tg α t = cos β Průměr roztečné kružnice DR D D 1 = z 1.m t D 2 = z 2.m t Výška hlavy h a h a = m n Hlavová vůle zubů c a c a = 0,25m n Výška paty zubu h f h f = m n + c a = (1 + 0,25)m n Výška zubu DR h h = h a + h f Průměr hlavové kružnice K D a D a1 = D 1 + 2h a D a2 = D 2 + 2h a Průměr patní kružnice D f D f1 = D 1-2h f D f2 = D 2 2h f π. D1 π. D2 Stoupání šroubovice L L1 = L2 = tgβ tgβ Normálová rozteč t n t n = π.m n Čelní rozteč t t t t = π.m t Normálová tloušťka zubu s n tn s n1 = sn2 = 2 Počet zubů porovnávacího kola z n z1 z2 z n 1 = 17 z 17 cos 3 n 2 = β cos 3 β 1) DR hodnota se uvádí v doplňkovém razítku. 2) K rozměr se kótuje na výrobním výkresu.
178 VÝPOČET ROZMĚRŮ ČELNÍHO KORIGOVANÉHO SOUKOLÍ VN S PŘÍMÝMI ZUBY (ČSN ) KOREKCE PODLE MERRITTA (ČSN) Název Označení Vzorce Pastorek +V Kolo -V Počet zubů DR 1) z z 1 z 2 dáno Modul DR m m Úhel záběru nástroje DR ČSN Jednotkové posunutí profilu DR α α = 20 x x 1 = 0,02(30 z 1 ) x 2 = - x 1 z = 1 x 1 0,4 1 z2 (volíme pro x 1 hodnotu větší z obou) Posunutí základního profilu DR x.m x 1.m x 2.m = - x 1.m Průměr roztečné kružnice DR D D 1 = z 1.m D 2 = z 2.m Výška hlavy zubu h a h a1 = m + x 1.m h a2 = m x 1.m Výška paty zubu h f h f1 = m x 1.m + c a h f2 = m + x 1.m + c a Hlavová vůle zubů c a c a = 0,25m Výška zubu h h 1 = h a1 + h f1 h 2 = h a2 + h f2 Průměr hlavové kružnice K 2) D a D a1 = D 1 + 2h a1 D a2 = D 2 + 2h a2 Průměr patní kružnice D f D f1 = D 1 2h f1 D f2 = D 2 2h f2 Průměr základní kružnice D b D b1 = D 1.cosα D b2 = D 2.cosα Rozteč t t = π.m Základní rozteč t b t b = t.cosα Tloušťka zubu na roztečné kružnici s t t s 1 = + 2x1. m. tgα s 2 = 2x1. m. tgα 2 2 Vzdálenost os a D1 + D2 z1 + z2 a = =. m 2 2 1) DR hodnota se uvádí v doplňkovém razítku. 2) K rozměr se kótuje na výrobním výkresu.
179 VÝPOČET ROZMĚRŮ ČELNÍHO KORIGOVANÉHO SOUKOLÍ V S PŘÍMÝMI ZUBY (ČSN ) Název Označení Vzorce Pastorek +V Kolo +V Počet zubů DR 1) z z 1 z 2 dáno Modul DR m m Úhel záběru ČSN nástroje DR Jednotkové posunutí profilu DR Posunutí základního profilu DR α α = 20 x x 1 = 0,02(30 z 1 ) x 2 = 0,02(30 z 2 ) x.m + x 1.m + x 2.m Součet x x 1 + x 2 x = x 1 + x 2 Průměr roztečné kružnice DR D D 1 = z 1.m D 2 = z 2.m Jednotková změna vzdálenosti os y Změna vzdálenosti os y.m y.m = a v a = (x 1 + x 2 )m k.m Jednotkové posunutí kol pro R1 + R2 + ( x1 + x2 ) m a k k = ( x1 + x2 ) y = m = 1 mm m Nekorigovaná vzdálenost os a D1 + D2 ( z1 + z2 ) m a = = 2 2 Valivá vzdálenost os DR a V Dv 1 + Dv2 ( z1 + z2 ) mv av = = = a + y. m 2 2 Valivý modul m V 2av Dv 1 + Dv2 mv = = z + z z + z Průměr valivé kružnice D V D v1 = z 1.m v D v2 = z 2.m v Výška hlavy zubu h a h a1 = (1 + x 1 k)m h a2 = (1 + x 2 k)m Výška paty zubu h f h f1 = m + c a x 1.m h f2 = m + c a x 2.m 1 2 y 1 2 v Výška zubu h h 1 = h a1 + h f1 h 2 = h a2 + h f2 Průměr hlavové kružnice K 2) D a D a1 =D 1 +2(1+x 1 -k)m D a2 =D 2 +2(1+x 2 -k)m Průměr patní kružnice D f D f1 =D 1-2(1,25-x 1 )m D f2 =D 2-2(1,25-x 2 )m 1) DR hodnota se uvádí v doplňkovém razítku. 2) K rozměr se kótuje na výrobním výkresu.
180 Převod jednotkové změny vzdálenosti os na součet jednotkových posunutí a naopak
181 VÝPOČET ROZMĚRŮ ČELNÍHO KORIGOVANÉHO SOUKOLÍ V S PŘÍMÝMI ZUBY korigovaného pro danou vzdálenost os a, při daném převodovém čísle i 1,2 Název Montážní osová vzdálenost DR 1) dáno Označení a v Vzorce Pastorek +V Kolo +V Převodové číslo i 1,2 i 1,2 Modul DR m m Úhel záběru (ČSN ) DR α α = 20 Součet zubů obou 2a kol 2) v z c zc = z1 + z2 = m Počet zubů 2) DR z z z c c i1,2 z1 = z i 2 = 1,2 + 1 i 1,2 + 1 Vzdálenost os m ( z 2 nekorigovaného a 1 + z a = soukolí 2 Valivý modul m v 2av mv = z1 + z2 Průměr valivé D kružnice v Dv 1 = z 1 mv Dv 2 = z 2 mv Průměr roztečné D D = z m kružnice DR 1 1 D 2 = z 2 m Valivý úhel záběru α v a cosα cosα v = av Jednotková změna av a y y = vzdálenosti os m Součet x x 1 + x 2 Σ x = x 1 + x2 Jednotkové posunutí 1 x x1 = ( x1 + x2 ) x2 = ( x1 + x2 ) x profilu 1+ i Posunutí zákl. profilu DR x.m x m 1,2 a v 1 x2 m m ( x1 + x2 ) ( av a) Zkrácení hlavy zubu k k = m Průměr hlavové kružnice K 3) D a D a 1 = m z1 + 2(1 + x1 k) m D a 2 = m z2 + 2(1 + x2 k) m Průměr patní D f 1 = m z1 2( m x1m + ca ) D f 2 = m z2 2( m x2m + ca ) D kružnice f Tloušťka zubu na π m π m s s1 = + 2x1 m tg α s2 = + 2x2 m tg α roztečné kružnici ) DR hodnota se uvede v doplňkovém razítku. 2) Počty zubů z c, z 1 a z 2 nutno zaokrouhlit na celá čísla za cenu úpravy převodového čísla. Hodnoty a v a i 1,2 volit podle normalizované řady čísel. 3) K rozměr se kótuje na výrobním výkresu.
182 VÝPOČET ROZMĚRŮ KUŽELOVÝCH SOUKOLÍ N Název Označení Vzorce Pastorek Převodové číslo i 1,2 n1 i 1,2 = n2 Kolo Počet zubů DR z 1, z 2 z 1 voleno z 2 = i 1,2.z 1 Modul DR m m z pevnostního výpočtu Úhel záběru DR α α voleno Rozteč t t = π.m Průměr roztečné kružnice DR Úhel roztečného kužele K δ 1, δ 2 D 1, D 2 D 1 = m.z 1 D 2 = m.z 2 tg = z 1 δ 1 δ 2 = 90 δ1 z2 Výška hlavy zubu h a h a = m Výška paty zubu h f h f = h a + c a Výška zubu h h = h a + h f Průměr hlavové kružnice D ac1, D ac2 D ac1 = D 1 + 2h a.cosδ 1 D ac2 = D 2 + 2h a.cosδ 2 Poloměr základního kola K Úhel hlavy zubu Úhel paty zubu K R d ϑ a ϑ f R d = tg ϑ = D1 2.sinδ a tg ϑ = Úhel zubu ϑ ϑ = ϑ a + ϑ f Úhel hlavového kužele K δ a1, δ a2 δ a = δ 1 + ϑa Úhel patního kužele K δ f1, δ f2 δ f = δ 1 ϑ f Úhel doplňkového kužele K 1,γ 2 1 δ a 2 = δ 2 + ϑa 1 f 2 = 2 f γ γ 1 = 90 δ1 = δ 2 γ 2 = 90 δ 2 = δ1 Šířka ozubení K b b 1 max Rd 3 Montážní vzdálenost K A A = B+ C Výška vnějšího hlavového Da 1 B kužele 1, B 2 B1 = tgδ B 2 a1 f δ h R h R a d f d 1 δ 2 = ϑ D a2 2tgδ a2 Pomocná míra K C podle konstrukce Počet zubů porovnávacího z1 z2 z kola n1, z n2 z n 1 = z n 2 = cosδ cosδ 1 2 1) DR hodnota se uvádí v doplňkovém razítku. 2) K rozměr se kótuje na výrobním výkresu.
183 VÝPOČET ROZMĚRŮ VÁLCOVÉHO ŠNEKOVÉHO SOUKOLÍ S OBECNÝM OZUBENÍM Název Označen í Šnek Vzorce Šnekové kolo Počet zubů DR z 1, z 2 z 1 volí se z 2 z převod. čísla Modul nástroje DR m m = m n Úhel záběru DR α α = α n = 20 z1 z1. mx Úhel stoupání šroubovice DR γ tgγ = = γ q D Normálová rozteč t n t n = π.m n Osový modul DR m x mn t x m x = = cos γ π Úhel záběru v osovém řezu α x tgα n tgα x = α x cos γ Osová rozteč t x tn t x. mx cosγ D1 Poměr šneku q q = = 8 až 13 Stoupání šroubovice L L = z 1.t x = π.d 1.tgγ Průměr roztečné kružnice DR D 1, D 2 D z1. mx tgγ m x 1 = D = 2 z2. mx Výška hlavy zubu h a h a = m n 1 Výška paty zubu h f h f = h a + c a = m n + 0,167m n = 1,167m n Výška zubu h h = h a + h f Průměr hlavové kružnice D a1, D a2 D a1 = D 1 + 2h a D a2 = D 2 + 2h a Průměr patní kružnice D f1, D f2 D f1 = D 1 2h f D f2 = D 2 2h f Vzdálenost os DR a a = 0,5(D 1 + D 2 ) = 0,5m x (q + z 2 ) Smysl stoupání pravý pravý
184 Název Označení Šnek Vzorce Šnekové kolo Tloušťka zubu v normálové rovině Délka šneku K s n1, s n2 l tn s n1 = 2 lmin = 2mx.(1 + z2 ) D2 s cos γ. sinτ n 2 = 2 2 su2.cos γ arcτ = D2 s = 0,5t u2 n Vnější průměr věnce kola D ac D ac 2h 2h ac ac = D 2 = 3,5m = 3m + 2h n n ac z z Zaoblení u hlavy zubu K R a R a = 0, 1m n Zaoblení u paty zubu K R f R f = 0, 15m n Šířka věnce K b c b c b b = 2 c c ( D + m 1 = 1,6m n = 0,8m n t n z t = 1 2 = 3 4 ). m 1 z bc Úhel zkosení věnce K φ sinϕ = ϕ D Úhel os DR = 90 a1 1 n + b = 1 2 = 3 4 c 1) DR hodnota se uvádí v doplňkovém razítku. 2) K rozměr se kótuje na výrobním výkresu.
185 VOLBA ŠÍŘKY ZUBU b (PRO PŘEDBĚŽNÝ VÝPOČET) zuby hrubě odlité zuby frézované nebo broušené Provedení pro malé otáčky; u letmo uložených kol pro střední otáčky, univerzální převody v dobrém provedení; u ocelových konstrukcí, jeřábů, dopravníků apod. pro rychloběžné převody s vysokou životností a s vyšší přesností pro rychloběžné převody s nejvyšší životností; ozubení i uložení nejvyšší přesnosti při tuhých hřídelích a skříních ψ m = b m ψ D = b D ,5 až 0,8 10 až 20 0,8 až 1,2 20 až 30 1,1 až 1,4 30 až 50 1,5 až 1,8 Předběžný výpočet modulu: 1. pro kalená kola: m = 10 σ FD 3 π. n σ FC = 7 10 P ψ 1. z1. m. σ FD P... výkon (W) n 1... otáčky (ot.s -1 ) z 1... počet zubů () ψ m... viz tabulka σ FD... dovolené napětí materiálu kola v ohybu (Pa) σ FC... časovaná pevnost materiálu kola v ohybu (Pa, tabulková hodnota) 2. pro nekalená kola: 10 m = z σ HD P. Z ψ. π. n. σ D σ HC = M i i 1 HD z... počet zubů () P... výkon (W) Z M... součinitel materiálu (tabulková hodnota) ψ D... viz tabulka n 1... otáčky (ot.s -1 ) σ HD... dovolené napětí materiálu kola v otlačení (Pa) σ HC... časovaná pevnost materiálu kola v dotyku (Pa, tabulková hodnota) i... převodové číslo ()
186 Materiál ČASOVANÁ PEVNOST MATERIÁLU V OHYBU σ FC A V DOTYKU σ HC Označení podle ČSN Stav Pevnost v jádře zubu σpt (MPa) Tvrdost v jádře (HB) Minimální tvrdost boků zubů Časovaná pevnost σ FC 2),3) (MPa) σ HC 2) (MPa) litina s lamelárním grafitem temperovaná litina min. 220 min. 240 max. 260 max tvárná litina oceli na odlitky uhlíkové slitinové strojní oceli konstrukční oceli ušlechtilé uhlíkové ) normalizačně žíhaný normalizačně žíhaný zušlechtěný normalizačně žíhaný zušlechtěný normalizačně žíhaný normalizačně žíhaný zušlechtěný normalizačně žíhaný zušlechtěný konstrukční oceli ušlechtilé slitinové zušlechtěný
187 Materiál Označení podle ČSN Stav Pevnost v jádře zubu σpt (MPa) Tvrdost v jádře (HB) Minimální tvrdost boků zubů Časovaná pevnost σ FC 2),3) (MPa) σ HC 2) (MPa) oceli povrchově kalené oceli na odlitky strojní oceli konstr. oceli ušlechtilé povrchově 600 kalený na boku 4) 700 povrchově 600 kalený na boku 4) 700 povrchově kalený na boku 5) ) ) ) konstrukční oceli ušlechtilé k cementaci cementovaný kalený ) konstrukční oceli ušlechtilé konstrukční oceli ušlechtilé konstrukční oceli ušlechtilé nitridovaný 5) nitrocemento vaný, kalený 400 Karbonitridovaný 4) HV HV ) ) Pro svařovaná ozubená kola 2) Pro zatěžovacích cyklů 3) S poloměrem zakřivení v kritickém místě Rf 0,4m 4) Výchozí materiál: normalizačně žíhaný 5) Výchozí materiál: zušlechtěný 6) Tvrdost HRC
188 SOUČINITEL MATERIÁLU Z M Materiál Kolo Označení podle ČSN Modul pružnosti E (MPa) ocel 21, ocel na odlitky 20, Materiál Spoluzabírající kolo Označení podle ČSN Modul pružnosti E (MPa) Z M ) ( MPa ocel 21, ocel na odlitky 20, tvárná litina temperovaná litina litina s lamelár. grafitem ocel na odlitky tvárná litina temperovaná litina litina s lamelár. grafitem , , , , , , , , , , , tvárná litina , tvárná litina temperovaná litina litina s lamelár. grafitem , , , , , temperovaná litina , s lamelár. litina grafitem , , , litina s lamelár. grafitem , litina s lamelár , grafitem , , , , , , , U všech materiálů je uvažováno Poissonovo číslo μ = 0,3.

189
190 a e b c d f Značení svarů výběr ČSN EN ( ) a - základní značka svaru b - charakteristický rozměr svaru c - délka svaru d - technologie svařování e - doplňující značka povrchu svaru f - doplňující značka svaru Základní značky svarů výběr z ČSN EN (ČSN ) t<4(8) 3<t<10 I svar V svar t>12 t>12 V svar na V svar U svar švový bodový 3<t<10 1/2V svar 1/2U svar t>16 děrový 5<t<40 t<8 Y svar 1/2Y svar t<2 t>3 lemový svar koutový svar oblý V oblý 1/2V
191 Předepisování rozměrů svarů koutový svar a z V svar s s I svar a z n x l (e) n x l (e) Y svar s s lemový svar a n x l (e) a n x l (e) bodový svar d n x (e) švový svar c n x l (e) děrový svar d n x (e) děrový svar c n x l (e)
192 Doplňující značky povrchu svarů plochý svar převýšený svar vydutý svar M MR obrobené přechody svaru přivařená podložka odnímatelná podložka Technologie svařování - vybrané metody 111 ruční obloukové svařování obalenou elektrodou 131 obloukové svařování tavící se elektrodou v inertním ochranném plynu MIG 135 obloukové svařování tavící se elektrodou v aktivním ochranném plynu MAG 141 obloukové svařování netavící se elektrodou v inertním ochranném plynu WIG 21 odporové svařování bodové 23 odporové svařování švové 311 svařování kyslíko-acetylénovým plamenem 42 tlakové svařování třením 751 svařování laserem
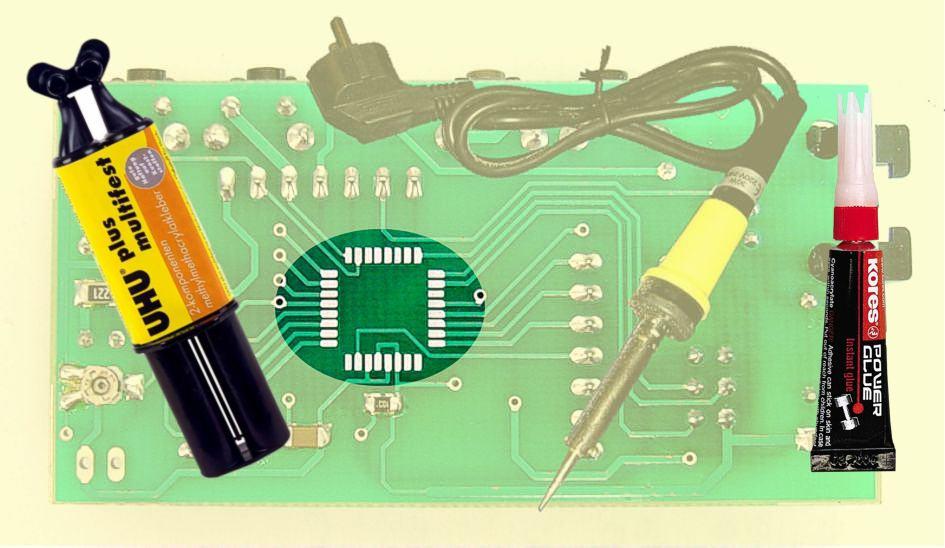
193
194 B-Sn70Zn- 320/200 B-PbAg-2Cu- 325/300 B-Sn40Pb- 225/185 B-Sn4Pb- 310/245 tavení pracovní ocel Cu Ms PÁJENÍ - MĚKKÉ PÁJKY (výběr z ČSN až ) Teplota ( C) Pevnost spoje Rm/ ps (MPa) ČSN Pájka Tvar 1 ) Tavidlo 2 ) L, H 680 až /20 35/25 35/25 FB L, Z, H, D, P, T, F 680 až až /30 60/40 60/40 FB D 890 až až /35 40/35 40/35 FB P 880 až až 950 hliník 6/4 žádné, stearin
195 PÁJENÍ - TVRDÉ PÁJKY (výběr z ČSN EN 1044 ( )) ČSN Pájka Tvar 1 ) B-Ag28CuZnMnNi-- 860/680 Teplota ( C) tavení pracovní pájení korozivzdorných ocelí, slinutých karbidů 680 až P, D Pevnost spoje R m / Ʈps (MPa) 350/ Tavidlo 2 ) FB pájení stříbra, Cu, Ni slitin, tenkostěnné odlitky, pásové pily B-Ag45CuZn- 740/680 T, P, D 680 až až / FB pájení oceli, litiny B-Cu50ZnNi- 920/890 D, T 890 až až /180 FB B-Cu60ZnAg- 900/880 pájení spojů s velkou vodivostí v elektrotechnice D, T 880 až až / / FB B-Al/Si12-590/575 D, T pájení hliníku a jeho slitin 575 až až 65 FB 21-21
196 TECHNOLOGIE LEPENÍ - LEPIDLA Lepidla dvousložková Použití Smyková pevnost MPa UHU plus multifest PVC & Vinyl, Uhlíková ocel, ABS, Hliník, Akryláty (PMMA), Nerezová ocel, Polyestery, Fenoly, Styreny, Skelné vlákno, Estery vinylů, Nylon 6 a směsi, Polysulfonáty, LMR, PBT směsi, PET směsi, Epoxidy, Epoxidové povlaky a další povlakované kovy, Povlaky z pryskyřic, Polyuretany. Není vhodné pro lepeni PP, PE, PTFE a silikonu. 25 CHS-EPOXY (371) K přípravě lepicích kompozic pro lepení kovu, skla, keramiky, porcelánu, dřeva, eternitu, výrobků z močovinoformaldehydových pryskyřic a jiných materiálů, dále k přípravě stěrkových hmot a tmelů. 20 Lepidla jednosložková Použití Smyková pevnost MPa RETOL 93 Za tepla tvrditelné lepidlo se zvýšenou odolností lepeného spoje, určené k lepení brzdového obložení, třecích bezazbestových obložení na kov. 15 Loctite Super Attak Spojování materiálů, jako jsou plastické hmoty, přírodní i umělý kaučuk, kovy, porcelán, kůže, textil, kartón a dřevo. Doba vytvoření pevného spoje se obecně pohybuje mezi 5 a 60 sekundami. Maximální pevnost spoje se dosahuje po 12 až 24 hodinách 20
197 PŘIBLIŽNÁ DOVOLENÁ NAPĚTÍ OCELOVÝCH KONSTRUKCÍ VE STAVBĚ STROJŮ PRO DYNAMICKÁ ZATÍŽENÍ Přibližné dovolené napětí (MPa) Konstrukční část střídavé míjivé pulzující Podle ČSN Podle EU Fe Fe Fe Fe Fe Fe 510 Základní materiál σ D Tupý svar obrobený σ Dsv Tupý svar neobrobený σ Dsv Tupý svar s nepodloženým kořenem σ Dsv Koutový svar τ Dsv
198 PŘEVODNÍ SOUČINITEL α SVAROVÉHO SPOJE Druh svaru Druh namáhání Převodní součinitel Tupé svary 1) tlak α 1,00 tah 0,85 0,90 2) 1,00 3) smyk α τ 0,70 Koutové svary čelní α τ 0,75 4) 0,90 5) 1,00 5) boční α πii 0,65 4) 0,80 5) 0,90 6) 1) Převodní součinitel při namáhání podél osy svarového spoje je α II = 1. 2) Platí pro stykové odporové svařování. 3) Platí pro tupé spoje provedené ručně nebo automatem pod tavidlem anebo v CO 2, popř. pro elektrostruskové svary. 4) Platí pro ruční svařování elektrickým obloukem, kde pevnost použité elektrody odpovídá pevnosti základního materiálu. 5) Platí pro ruční svařování elektrickým obloukem, kde pevnost použité elektrody je o 20 % vyšší než pevnost základního materiálu, nebo pro poloautomatické a automatické svařování pod tavidlem anebo v ochranné atmosféře pro a > 8 mm. 6) Platí pro automatické svařování pod tavidlem jednovrstvových svarů pro a 8 mm.

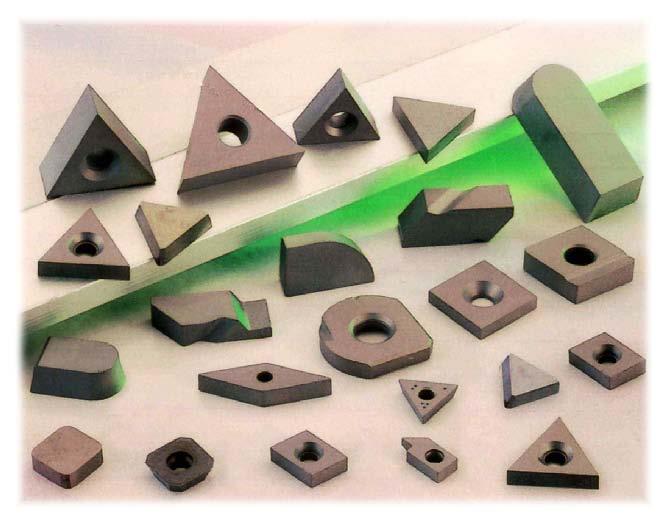
199
200 ŘEZNÉ PODMÍNKY PRO DĚLENÍ MATERIÁLU NA STROJNÍCH PILÁCH Nástroj Řezná rychlost (m.min -1 ) Pilový list 25 až 30 Posuv (mm.min -1 ) Podle hmotnosti ramene Celistvý pilový kotouč z rychlořezné oceli 1) 15 až až 800 Segmentový pilový kotouč 15 až až 400 Pilový kotouč s břity ze SK 40 až až 600 Pásová pila 25 až až 200 1) Pro konstrukční ocel o pevnosti Rm = 700 až 950 MPa je do výšky řezaného materiálu 40 mm řezná rychlost 30 m.min-1 a posuv 50 mm.min-1. Poznámka: Malé hodnoty řezných podmínek platí pro řezání materiálů o větší pevnosti, vyšší pro řezání hliníkových slitin. PŘÍDAVKY NA ROZŘEZÁVÁNÍ MATERIÁLU NA STROJNÍCH PILÁCH Řezná délka (mm) Tloušťka (mm) do až až až až až 1000 do 50 2,6 3, , až ,8 5 5, až 120 3,6 3,8 5,4 5,7 6, až 180 3,6 4,4 6 6, až 250 4,6 4,8 6 6,3 7, až 400 4,6 5,8 7 7,3 9,5 12
201 OBECNÉ ZÁSADY VOLBY ŘEZNÝCH PODMÍNEK PRO TŘÍSKOVÉ OBRÁBĚNÍ Soustružnické hrubování hloubka řezu a = cca 1/2 délky hrany destičky, u kosočtvercové a = cca 1/4 délky hrany posuv f = 2 re [mm/otáčku] re rádius špičky nástroje Soustružnické dokončování hloubka třísky a = 5 x posuv (f) posuv f = Ra re 60 Ra drsnost, re rádius špičky nástroje [mm/otáčku] Frézovací hrubování hloubka řezu a = cca 2/3 délky řezné hrany destičky posuv celkový f n = n x f z n = počet zubů frézy f z = posuv na jeden zub frézy 0,1 až 0,4 mm Frézovací dokončování hloubka třísky a = přibližně 1 mm posuv celkový re rádius špičky nástroje b z - délky fazetky řezné destičky f n = menší jak 0,7 x re nebo 0,7 x b z
202 ŘEZNÉ PODMÍNKY PRO SOUSTRUŽENÍ HRUBOVÁNÍ D (mm) a (mm) Obrobitelnost 8b 9b 10b 11b 12b 13b 14b 15b 16b 8 až až až až 40 přes 40 1,5 3 1,5 3 1, , ,5 3 5 v f 0,18 v f 0,12 v f 0,25 v f 0,18 v f 0,25 v f 0,25 v f 0,18 v f 0,35 v f 0,35 v f 0,25 v f 0,5 v f 0,5 v f 0,35 D průměr obrobku (mm) a hloubka řezu (mm) v řezná rychlost (m/min) f posuv (mm/ot)
203 ŘEZNÉ PODMÍNKY PRO SOUSTRUŽENÍ NAČISTO Materiál břitu RO P10 P20 R a a r e 0, , , ,6 3,2 6,3 12,5 0,5 1 1,5 3 0,5 1 1, , ,5 3 v f v f v f v f v f v f v f v f v f v f v f v f v f v f 85 0, , , , , , , , , , , , , , , , , , , , , , , ,25 Ra jakost opracovaného povrchu (μm) a hloubka řezu (mm) re poloměr špičky nože (mm) v řezná rychlost (m/min) f posuv (mm/ot) Podmínky práce: RO chlazení emulzí SK bez chlazení Třída obrobitelnosti materiálu obrobku 14b. 68 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,35
204 ŘEZNÉ PODMÍNKY PRO FRÉZOVÁNÍ Obráběný materiál Třída obrobitelnosti Materiál nástroje Frézovací hlavy vc(m.min -1 ) sz (mm) Čelní válcové frézy vc(m.min -1 ) sz (mm) Kotoučové frézy vc(m.min -1 ) sz (mm) Chlazení Ocel 500 až 800 MPa 13 až 14b RO 30 0,1 0,3 26 0,1 0, ,15 0,3 ano SK 200 0,1 0, ,1 0, ,1 0,25 ne Ocel 800 až 1000 MPa 11 až 12b RO 20 0,1 0,2 18 0,1 0,2 20 0,1 0,2 ano SK 160 0,1 0, ,1 0, ,1 0,3 ne Šedá litina HB a RO 35 0,1 0, ,1 0, ,1 0,2 ne SK 150 0,1 0, ,1 0, ,1 0,3 ne Slitiny mědi HB 90 RO 50 0,2 0,4 40 0,1 0, ,1 0,3 ne SK 280 0,1 0, ,1 0, ,1 0,35 ne Slitiny hliníku HB 100 RO 220 0,1 0, ,1 0, ,1 0,2 ne SK 550 0,15 0, ,1 0, ,1 0,35 ano
205 ŘEZNÉ PODMÍNKY PRO VRTÁNÍ Obráběný materiál Ocel 500 až 800 MPa Ocel 800 až 1000 MPa Šedá litina HB 200 Slitiny mědi HB 90 Slitiny hliníku HB 100 Třída obrobitelnosti 13 až 14b 11 až 12b 11a Materiál nástroje Šroubovité vrtáky Dělové vrtáky Vrtáky s VBD 1) vc (m.min -1 ) s (mm) vc (m.min -1 ) RO ,1 0, SK ,05 0, RO ,1 0, SK ,05 0,1 RO ,1 0,8 SK RO SK RO SK ,1 0,05 0,12 0,4 0,08 0,3 0,15 0,5 0,15 0, s (mm) 0,05 0,5 0,07 0,05 0,05 0,03 0,07 0,05 vc (m.min -1 ) s (mm) 0,04 0,1 0,06 0,2 0,1 0,2 0,05 0,2 0,05 0,2 1) VBD vyměnitelná břitová destička
206 ŘEZNÉ PODMÍNKY PRO VYHRUBOVÁNÍ A VYSTRUŽOVÁNÍ Obráběný materiál Třída obrobitelnosti Průměr výstružníku (mm) Výhrubníky vc (m.min -1 ) s (mm) Výstružníky vc (m.min -1 ) s (mm) Ocel 500 až 800 MPa Ocel 500 až 1000 MPa 13 až 14b 11 až 12b ,25 8 0, ,56 6 0, ,22 6 0, ,50 4 0,80 Šedá litina 200 HB 11a ,30 8 0, ,75 6 1,12 Slitiny mědi Slitiny hliníku 12 až 13c 10 až 11d , , , , , , ,80 9 0,63
207 Způsob broušení v hrotech bezhroté SMĚRNÉ HODNOTY ŘEZNÝCH PODMÍNEK PRO BROUŠENÍ VNĚJŠÍCH ROTAČNÍCH PLOCH Parametr Obvodová rychlost brousicího kotouče (m.s -1 ) Obvodová rychlost obrobku (m.min -1 ) Podélný posuv stolu (š = šířka brousicího kotouče) Přísuv na otáčku obrobku u zapichovacího broušení (mm) Obvodová rychlost brousicího kotouče (m.s -1 ) Obvodová rychlost podávacího kotouče (m.min -1 ) Přísuv (volí se podle materiálu obrobku a posuvu) (mm.min -1 ) Materiál obrobku ocel litina hrubování načisto hrubování načisto Al-slitiny 25 až až až 20 8 až až až až až š 3 4 0,002 až 0, š 0,001 až 0, až š až 35 0,3 až 9 0,005 až 0,3 Při jemném broušení se obvodová rychlost brousicího kotouče snižuje až na 15 m.s-1 a podélný posuv stolu se volí 1/10 až 1/5 šířky brousicího kotouče. 1 2 š 1 2 š
208 SMĚRNÉ HODNOTY ŘEZNÝCH PODMÍNEK PRO ROVINNÉ BROUŠENÍ OBVODEM KOTOUČE Podélný vratný pohyb stolu: měkká ocel tvrdá ocel litina 10 až 18 m.min -1 8 až 12 m.min až 15 m.min -1 Příčný posuv: při broušení nahrubo při broušení načisto při zvlášť jemném broušení Přísuv na zdvih: při broušení nahrubo při broušení načisto Kruhový pohyb stolu: při broušení nahrubo obvodová rychlost při broušení načisto obvodová rychlost Přísuv na zdvih: při broušení nahrubo při broušení načisto 2/3 až 4/5 šířky kotouče 1/2 až 2/3 šířky kotouče 1/10 až 1/5 šířky kotouče 0,015 až 0,040 mm 0,005 až 0,015 mm 20 až 60 m.min až 60 m.min -1 0,005 až 0,015 mm 0,005 až 0,010 mm SMĚRNÉ HODNOTY ŘEZNÝCH PODMÍNEK PRO BROUŠENÍ DĚR Parametr houževnatý Materiál obrobku křehký Obvodová rychlost brousicího kotouče (m.s -1 ) 25 až až 25 Obvodová rychlost obrobku (m.min -1 ) 15 až 35 Posuv na 1 otáčku obrobku Průměr brousicího kotouče 3/4 šířky brousicího kotouče 3/4 až 4/5 průměru broušené díry
209 Základní funkce pro CNC soustruhy G00 - Rychloposuv (X;Z) G01 - Lineární interpolace (X;Z;F) G02 - Kruhová interpolace vnější (X;Z;R;F) G03 - Kruhová interpolace vnitřní (X;Z;R;F) G04 - Časová prodleva {T1 = 1s} (T) G21 - Zrušení daného bloku G24 - Poloměrové programování G25 - Skok do podprogramu (L) G26 - Programový cyklus (L;J) G27 - Programový skok (L) G29 - Textová poznámka G33 - Řezání závitů {K = stoupání} (Z;K) G64 - Podélné hrubování (X;Z;H;F) G66 - Zápichy na válci (X;Z;H;F) G68 - Čelní hrubování (X;Z;H;F) G73 - Vrtání s přerušením (Z;H;F) G78 - Řezání závitu (X;Z;H;K) G79 - Řez. metric. záv. se šikmým přísuvem (X;Z;H;K) G81 - Vrtání (Z;F) G83 - Vrtání s výplachem (Z;H;F) G85 - Vystružování (Z;F) G90 - Absolutní programování G91 - Inkrementální programování G92 - Nastavení hodnot souřadnic X;Z (X;Z) G94 - Posuv za minutu.nastaví význam F [mm/min.] G95 - Posuv za otáčku.nastaví význam F [mm/ot.] G96 - Konstantní řezná rychlost G98 - Najetí do referenčních bodů (X;Z) M0 - Programový stop M3 - Start otáček {pravé} (S) M4 - Start otáček {levé} (S) M5 - Zastavení otáček M6 - Výměna nástroje (X;Z;T) M17 - Návrat z podprogramu M30 - Konec programu M99 - Nastavení rychlosti posuvu (F)
210 Základní funkce pro CNC frézky G00 - Rychloposuv (X;Z) G01 - Lineární interpolace (X;Z;F) G02 - Kruhová interpolace vnější (X;Z;R;F) G03 - Kruhová interpolace vnitřní (X;Z;R;F) G04 - Časová prodleva {T1 = 1s} (T) G17 - volba roviny X Y G18 - volba roviny X Z G19 - volba roviny Y Z G21 - Zrušení daného bloku G25 - Skok do podprogramu (L) G26 - Programový cyklus (L;J) G27 - Programový skok (L) G29 - Textová poznámka G72 - Obdélníkový cyklus (X;Y;Z;W;F) G81 - Vrtání (Z;F) G83 - Vrtání s výplachem (Z;H;F) G85 - Vystružování (Z;F) G90 - Absolutní prog. a posunutí O bodu (X;Y;Z) G91 - Inkrementální programování G92 - Nastavení hodnot souřadnic X;Z (X;Z) G94 - Posuv za minutu.nastaví význam F [mm/min.] G95 - Posuv za otáčku.nastaví význam F [mm/ot.] G96 - Konstantní řezná rychlost G98 - Najetí do referenčních bodů (X;Z) M0 - Programový stop M3 - Start otáček (pravé) (S) M4 - Start otáček (levé) (S) M5 - Zastavení otáček M6 - Výměna nástroje (X;Z;T) M17 - Návrat z podprogramu M30 - Konec programu




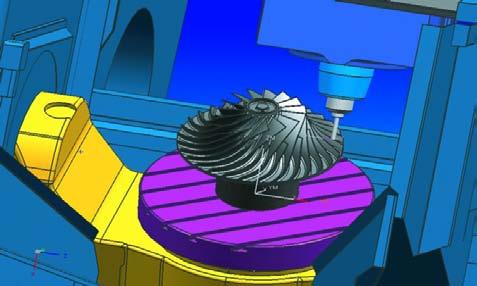

211

212 UNIVERZÁLNÍ HROTOVÝ SOUSTRUH hlavní řezný pohyb vykonává obrobek upnutý ve sklíčidle sklíčidlo je upevněno na vřetenu, které je uloženo ve vřeteníku Hlavní součásti: 1 elektromotor 2 vřeteník 3 suporty 4 lože 5 koník 6 převodovky otáčivý pohyb elektromotoru je převáděn na vřeteno pomocí převodovky koník slouží k podepření delších obrobků a pro vrtání děr v ose rotace obrobku suporty (obvykle podélný, příčný a nožový s nožovou hlavou) umožňují pohyb nástroje vůči obrobku

213 REVOLVEROVÝ SOUSTRUH má revolverovou hlavu se svislou, vodorovnou nebo šikmou osou otáčení hlava umožňuje upnutí více nástrojů, které se vyměňují pootočením hlavy Hlavní součásti: 1 vřeteník 2 revolverová hlava s vodorovnou osou otáčení 3 suport revolverové hlavy 4 suport pro obrábění součástí menšího průměru, nejčastěji z polotovarů ve formě dlouhých tyčí
 upevněný ve svislém")
214 SVISLÁ KONZOLOVÁ FRÉZKA Hlavní součásti: 1 vřeteník 2 fréza upnutá ve svislém vřetenu 3 stojan 4 pracovní stůl 5 konzola pro obrábění rovinných ploch na konzole, která je posuvná po stojanu stroje, je umístěn pracovní stůl pro upínání obrobku konzola umožňuje svislý pohyb stolu, stůl má příčný a podélný posuv hlavní řezný pohyb vykonává nástroj (fréza) upevněný ve svislém vřetenu

215 SLOUPOVÁ VRTAČKA Hlavní součásti: 1 vřeteník 2 vřeteno 3 stůl 4 sloup 5 motor 6 podstavec větší přímo na podstavec vřeteník nese motor, převodovku otáček a posuvů a vřeteno vzdálenost nástroje od stolu lze měnit posouváním vřeteníku po sloupu po sloupu se pohybuje i výškově přestavitelný stůl menší obrobky se upínají na stůl,

216 VODOROVNÁ STOLOVÁ VYVRTÁVAČKA Hlavní součásti: 1 vřeteník 2 stojan 3 vřeteno 4 pracovní stůl 5 opěrné ložisko nejuniverzálnější obráběcí stroj s řadou přídavných zařízení, umožňujících provádět mnoho různých operací na pevném stojanu je umístěn výškově přestavitelný vřeteník pracovní stůl má podélný a příčný posuv a může se otáčet kolem svislé osy pro podepření dlouhých vyvrtávacích tyčí je na loži umístěn pomocný stojan s opěrným ložiskem
 vyrábí se ve 2 provedeních: s posuvným stolem (na obrázku), nebo s posuvným vřeteníkem u brusky s posuvným stolem koná stůl přímočarý vratný pohyb, brousicí vřeteník koná")
217 HROTOVÁ BRUSKA Hlavní součásti: 1 brousicí kotouč 2 brousicí vřeteník 3 stůl 4 koník 5 obrobek 6 pracovní vřeteník používá se pro broušení rotačních ploch (válcových, kuželových, tvarových) vyrábí se ve 2 provedeních: s posuvným stolem (na obrázku), nebo s posuvným vřeteníkem u brusky s posuvným stolem koná stůl přímočarý vratný pohyb, brousicí vřeteník koná přísuv



218
219 Přehled některých významných technických objevů, vynálezů a událostí v historii lidstva a naší školy 1450 knihtisk J. Gutenberg 1458 mědirytina M. Fniguerra 1590 první použitelný mikroskop Z. Jensen 1610 astronomický dalekohled se zvětšením 30x G. Galilei 1650 vývěva O. Guericke 1657 kyvadlové hodiny Christiaan Huygens 1661 vodováha M. Thévenot 1681 Papinův tlakový hrnec k vaření D. Papin 1714 rtuťový teploměr G. D. Fahreinheit 1776 kamna na uhlí C. Bergner 1783 smaltované kuchyňské nádobí S. Rinmann 1789 parní stroj J. Watt 1794 kuličkové ložisko P. Voughan 1802 hoblovací stroj H.Mauslday 1803 první použití ocelových kolejí J.Nixon 1805 předvedení prvního parníku R. Fulton 1808 pásová pila W.Newberry 1814 parní lokomotiva G. Stephenson 1816 první lanový most R.Lee 1818 první přesnější frézka na kov E.Whitney 1820 decimální váha poměr břemena a závaží 1:10 Quintenz 1822 tužka s posuvnou tuhou J. Conté 1826 lodní šroub J. Ressel 1827 ruchadlo k orbě polí F. a V. Veverkové 1833 výroba závitu spojovacích šroubů J. Whitworth 1835 bubínkový revolver S. Colt 1837 francouzský klíč Le Roy - Tribou 1845 praktický šicí stroj B. Thimonnier 1839 parní buchar James Nasmyth 1841 první zavedení normalizace (nejdříve u závitů) J. Whitworth 1846 postaven první výkonný tiskařský stroj R. M. Hoe 1848 válcový zámek L. Yale 1859 olověný akumulátor G. R.Planté 1859 první použitelný spalovací motor J. Lenoir 1864 pletací stroj W. Cotton 1867 vynález dynamitu A. Nobel 1867 psací stroj C. L. Scholes 1876 čtyřtaktní spalovací motor N. A. Otto 1878 samovázací žací stroj Appleby, Deering 1879 žárovka T. A. Edison 1883 zážehový spalovací motor G. Daimler 1884 Peltonova vodní turbína L. A. Pelton 1885 bezešvé ocelové roury Mannesmann 1885 pomaloběžný benzínový motor C.F. Benz 1887 gramofon E. Berliner 1888 suchý galvanický článek Gassner 1889 Eiffelova věž v Paříži A. G. Eiffel 1890 hlubokotisk na papír K. V. Klíč 1891 kinematografická kamera T. A. Edison 1891 snímatelná pneumatika E. Michelin 1893 vznětový dieselův motor R. Diesel 1893 vynález zdrhovadla (zipu) Judson a Earle 1897 v Kopřivnici vyroben první český automobil President L. Sviták 1898 v Mladé Boleslavi vyroben první motocykl Slavia Laurin, Klement 1895 kinematograf bratři Lumiérovi
220 1901 kovová stavebnice ERECTOR F. Hornby 1902 výroba automobilových zapalovacích svíček R. A. Bosch let motorového letadla O. a W. Wrightovi 1903 klimatizační jednotka W.H.Carrier 1904 holicí strojek s žiletkou K. C. Gillett 1905 bezpečnostní sklo pro automobily E. Benedictus 1906 hrací skříň na 25 skladeb L. Glass 1907 bakelit L. Baekeland 1908 pásová výroba E. Olds 1908 vynález celofánu J. Brandenberger 1908 vysavač H. Hoover 1909 přelet Lamanšského průlivu L. Blériot 1912 Kaplanova vodní turbína V. Kaplan 1913 zavedení pásové výroby automobilů FORD H. Ford 1913 fax F. E. Belin 1915 nádoby z varného skla C. Sillivan 1916 první traktor A. Freuhof 1916 elektrická pračka USA 1916 tank W. Tritton 1918 první počítač s binárním systémem Bloch, Abrahamov 1919 děrnoštítkový stroj F. Bull 1920 samopal T. Thompson 1924 samonatahovací náramkové hodinky J. Harwood 1925 fotoaparát na kinofilm spol. Leica 1926 raketa na tekuté palivo R. H. Goddard 1927 magnetofon s páskou J. A. O Neill 1927 vodotěsné hodinky spol. Rolex 1927 výroba vstřikovacího zařízení paliva u motorů spol. Bosch 1928 přelet vzducholodi Graf Zeppelin přes Atlantik Zeppelin 1930 proudový motor F. Whittle 1930 skládací deštník H. Haupt 1932 vzlet člověka balonem do stratosféry m A. Piccard 1932 první autorádio spol. Blaupunkt 1932 uhelný kombajn pro doly A. I. Bachmutskij 1934 první aerodynamický automobil spol. Chrysler 1935 bezčlunkový automatický stav J. Gabler 1935 barevný kinofilm spol. Kodak 1936 elektrická akustická kytara spol. Gibson 1937 helikoptéra I. Sikorsky 1938 kuličkové pero propisovačka L. Bir 1938 napařovací žehlička E. Schreyer 1938 objev teflonu R. J. Plunkett 1938 prototyp lidového vozu Volkswagen F. Porsche 1939 výroba nylonu spol. DuPont 1939 vzlet 1. proudového letadla spol. Heinkel 1939 televizní vysílání kanál NBC 1939 výroba polyetylenu M. Perrin 1939 vzlet vrtulníku I. Sikorsky 1940 automatické řazení u automobilu spol. Oldsmobile 1941 první větrná elektrárna Smith, Putnam 1944 střela s raketovým pohonem V2 W. Braun 1947 přelet Atlantiku velkým letadlem s autopilotem USA 1947 první letadlo překonalo rychlost zvuku USA 1947 bezdušová pneumatika spol. Goodyear 1949 prakticky použitelný čárový kód N. J. Woodland 1951 posilovač řízení automobilu spol. Chrysler 1954 první jaderná elektrárna SSSR 1955 suchý zip G. de Mestral 1955 stavebnice LEGO O. K. Christiansen 1955 ponorka Nautilus s jaderným pohonem americká armáda
221 1956 videopřehrávač VHS spol. Ampex 1957 jehličková tiskárna k PC spol. IBM 1957 Sputnik 1 první umělá družice kolem Země SSSR 1959 kopírovací stroj spol. Xerox 1959 bezpečnostní pásy v automobilech spol. Volvo 1959 jaderný ledoborec Lenin zahájil službu SSSR 1961 Vostok 1 vynesl J. Gagarina do vesmíru SSSR 1962 Průmyslový robot ve výrobní lince automobilů G. C. Devol 1964 sonda Ranger 7 dopadla na Měsíc USA 1966 proudový letoun Harrier vzlétl kolmo vzhůru spol. Hawker Siddeley 1969 N. Armstrong se postavil na povrch Měsíce USA 1970 robotické vozidlo Lunochod na Měsíci SSSR 1971 kapesní kalkulačka spol. Texas Instruments 1973 obytná orbitální stanice Skylab na oběžné dráze NASA 1974 airbagy v automobilech spol. Oldsmobile 1975 spojení kosmických lodí Apollo a Sojuz USA a SSSR 1979 katalyzátory výfukových plynů v nových autech spol. General Motors 1981 osobní počítač PC (Personal computer) spol. IBM 1981 raketoplán Columbia podnikl zkušební let USA 1983 první myš u počítače Lisa spol. Apple 1983 kompaktní disk CD USA 1984 tryskový pohon astronautů k pohybu kolem stanice USA 1986 orbitální stanice Mir na oběžné dráze SSSR 1986 výbuch v atomové elektrárně Černobyl Ukrajina 1989 sonda Voyager 2 opouští sluneční soustavu USA 1990 Windows 3.0 pro PC, WORD a Excel spol. Microsoft 1990 Hubbleův vesmírný dalekohled na oběžné dráze NASA 1992 digitální mobilní telefon spol. Ericsson 1997 digitální disk DVD USA 1997 robotické vozidlo Sojourner na Marsu NASA 1999 z Centra odborné přípravy vznikla Střední průmyslová škola a Střední odborné učiliště Trutnov, Školní 101. Spojení škol umožnilo vytvořit největší odbornou střední školu v Trutnově a celém trutnovském regionu na základě Usnesení Zastupitelstva Královéhradeckého kraje byla provedena změna názvu školy na dnešní Střední průmyslovou školu, Trutnov, Školní 101.
222 Slavná jména a významná data v historii strojírenské výroby vrtání 10 tisíc let př. n. l. první výskyt tzv. lukového vrtáku r r r r Švýcar Moritz zdokonalil vrtačku pro výrobu dělových hlavní z plného materiálu (do té doby se hlavně pouze odlévaly) Angličan John Smeaton ( ), první, byť neúspěšný, pokus o konstrukci vyvrtávačky válců parních strojů Angličan Peter Cooke použil spirálový šroubovitý vrták na výrobu děr do dřeva, používá s v podstatě dodnes Angličan John Wilkinson ( ) zdokonalil a prakticky použil vyvrtávačku dělových hlavní a válců parních strojů soustružení 3 tisíce let př. n. l. první dochovaná zmínka o soustruhu v Egyptě r zmínka o soustruhu poháněném šlapadly, dřevěná konstrukce, vodící plochy pro pohyb suportu (spíše držáku nástroje) byly oplechovány r první dochované zobrazení vřetenového soustruhu konec 17. století r častější použití vřetenového soustruhu s vodícím šroubem (pro výrobu dřevěných součástí) Angličan Henry Maudslay ( ) zkonstruoval a vyrobil kovový soustruh se suportem, umožňujícím podélný a příčný posuv nástrojů r Američan Thomas Blanchard ( ) vyrobil první kopírovací soustruh r Švýcar Johann Georg Bodmer ( ) vynalezl karuselový soustruh (vřeteno má svislou osu rotace) r strojírenské firmy v USA zavádějí první revolverové soustruhy r v USA se zavádějí automatické soustruhy (umožňují práci v částečně automatizovaném pracovním cyklu) r do výroby nasazeny první vícevřetenové soustruhy r první praktické použití RO 18%W, 4%Cr chemické složení a tepelné zpracování navrhli Američané White a Frederick Winslaw Taylor ( ), u nás začala výroba ve 20. letech 20. století v Poldině huti na Kladně
223 hoblování r r Henry Maudslay, konstrukce parního hoblovacího stroje (obrábění rovinných ploch) Angličan Matthew Murray ( ), významný průkopník rozvoje strojírenství, zdokonalil hoblovací stroj pro obrábění kovů frézování r Jesse Ramsden ( ) zdokonalil dělící přístroj pro dělení obvodu kruhu r Američan W. Eli Whitney ( ) vyrobil prakticky použitelnou frézku na obrábění kovů r první univerzální frézky začíná vyrábět americká firma Brown and Sharpe r zahájena výroba odvalovacích frézek na ozubení r výroba automatizovaných strojů na ozubení (obrážecí způsob) broušení tis. př. n. l. opracování primitivních nástrojů kamennými brusy kolem r pohon primitivní brusky šlapadly, použití jednoduchého klikového mechanizmu r Angličan Cowles, jako první použil karborundový brusný materiál r vznik strojních brusek na kovové válcové plochy r použita poprvé technologie bezhrotého broušení (hladký hřídel se pohybuje mezi brusným a podávacím kotoučem samostatně podepřen pouze vodící lištou) ostatní zajímavosti asi 400 let př. n. l. v 9. století vynález šroubu (šroubovité drážky na válcové ploše), Archytás z Tarentu - Řecko poprvé vyobrazen klikový hřídel v Utrechtském žaltáři (použití rozšířeno až v 13. a 14. století) 2 pol. 16. století bylo zaznamenáno použití 6ti hranných matic u šroubových spojení r r Francouz Pierre Vernier ( ) sestrojil pomocné pravítko (stupnici) k odečítání zlomků dílků hlavního měřítka (později se vžil název nonius, podle portugalského matematika Pedra Nuñeze, zvaného též»nonius«( )) použita tzv. Cardanova spojka pro spojení hřídelí s různoběžnými osami, mylně pojmenována podle Itala Geronima Cardana ( )
224 r sestrojen hydraulický lis r r r Henry Mudslay, výroba přesných pohybových šroubů pro stroje, u nás vzniká první větší strojírna ve Šlapanicích u Brna, o něco později ( ) v Harcově u Liberce Henry Maudslay, vyroben první třmenový mikrometr, jeho použití se rozšířilo až v druhé polovině 19. století Angličan Joseph Whitworth ( ) zavedl výrobu přesných závitů řezáním, od r zavedl normalizaci závitů šroubů a matic (ta přetrvává dodnes) v českých zemích založena První Českomoravská továrna na stroje v Praze, později od roku 1927 koncern Českomoravská Kolben Daněk (ČKD) r Emil Kolben ( ), podnikatel, založil elektrotechnickou výrobu v továrně v Praze Vysočanech Vincenc Daněk ( ), technik a podnikatel, zakladatel strojírny v Praze - Karlíně (zařízení pro cukrovary) r rozvoj výroby legovaných ocelí, počátky vývoje rychlořezných ocelí (RO) Literatura: Jílek, F. a kol. : Světové vynálezy v datech chronologický přehled významných událostí z dějin tvůrčí technické práce. Praha 1977.


225 Johann Georg Bodmer švýcarský vynálezce narozen , Zürich, zemřel v , Zürich Informace o Bodmerově životě jsou skrovné, pobýval střídavě ve Švýcarsku, Anglii, Francii a Rakousku. V průběhu doby měl mnoho myšlenek, jeho technické a výrobní nápady nebyly vždy úspěšné. V roce 1803 založil v St. Blaise a v Black Forest malé dílny na výrobu střelných zbraní a střeliva, kde využíval speciálně upravené stroje pro výrobu zaměnitelných dílců zbraní. Později navštívil Bodmer Anglii ještě třikrát. Poprvé, v roce 1816, navštívil železárny, strojírenské dílny a textilní továrny. V roce 1824 založil malou továrnu v Boltonu, Lancashiru, kde se vyráběly stroje a součásti pro textilní výrobu mykání a předení vlny. Ačkoliv byly tyto stroje široce používány v Anglii a později v USA a říkalo se, že přispěly mnohým revolučním řešením k technickému pokroku, pro vynálezce nepřinesly žádný zisk, podnikání bylo neúspěšné. Bodmer se proto vrátil do Švýcarska. V roce 1833 otevřel strojírenskou dílnu v Manchesteru vybavenou stroji podle vlastních konstrukčních návrhů. Mezi roky 1839 až 1841 patentoval více než 40 vylepšení na obráběcích strojích, vypracoval důmyslné výrobní postupy při výrobě železa a oceli. Velmi významná byl výroba převodů (ozubeného kola). Mohl obrábět ozubení s potřebnou roztečí, tvarem, hloubkou v připraveném polotovaru. Bodmer také patentoval různé parní stroje a zařízení a přispěl k myšlence válce s protichůdnými písty.



226 Emil Kolben (1. listopadu 1862, Strančice u Prahy 3. července 1943, Terezín) byl český elektrotechnik a podnikatel, zakladatel továrny Českomoravská Kolben-Daněk (ČKD). Narodil se jako jedno z deseti dětí v chudé rodině ve Strančicích. Absolvoval vyšší reálné gymnázium v Praze na Malé Straně, později vystudoval elektrotechniku a strojnictví na německé technické univerzitě. Roku 1877 obdržel dvouleté Gerstnerovo stipendium které mu umožnilo cestovat - nejdříve po Evropě kde se seznamoval s průmyslovými podniky, později odplul do New Yorku kde získal zaměstnání ve firmě Thomase Alva Edisona Edison Machine Company, předchůdce dnešní General Electric. S Edisonem osobně spolupracoval a stal se šéfinženýrem ve vývojových laboratořích firmy ve městě Orange v New Jersey. Roku 1889 se setkal při zkouškách třífázových motorů s Nikolou Teslou; tyto motory jej velmi zaujaly což vedlo k tomu, že se stal jejich zaníceným propagátorem. Po návratu do Evropy pracoval nejdříve jako hlavní inženýr švýcarské firmy na třífázové motory Oerlikon. Roku 1896 se pak vrátil do Prahy kde ve Vysočanech založil malou firmu Kolben a spol.; ta se roku 1899 přejmenovala na Elektrotechnickou a.s. V době razantního nástupu elektřiny jeho společnost vyrábějící motory, generátory, zařízení pro elektrárny a továrny aj., zaznamenala prudký rozvoj. Kolbenova strategie využívající střídavé napětí byla v protikladu ke Křižíkovu zaměření na obloukové lampy na stejnosměrný proud; v souboji těchto přístupů nakonec zvítězil Kolbenem prosazovaný třífázový neboť byl schopen vyjít vstříc potřebám vznikajícího průmyslu. Roku 1911 Kolbena v Praze navštívil jeho dřívější spolupracovník T. A. Edison.
227 1921 došlo ke spojení fimmy s Českomoravskou strojírnou a společnost se přejmenovala na Českomoravská-Kolben; přičleněním továrny Brettfeld-Daněk pak roku 1927 vznikla Českomoravská Kolben-Daněk (ČKD); Emil Kolben se stal jejím generálním ředitelem. V době největšího rozmachu měla 12 tisíc zaměstnanců, vyráběla mj. letecké motory a měla velmi široký sortiment v souladu s dobovým heslem Vyrábíme vše, od špendlíku po lokomotivu. Po vzniku protektorátu Čechy a Morava byl Kolben pro svůj židovský původ nejprve propuštěn a později s celou rodinou povolán do transportu. Ačkoliv pro něj protektorátní vláda žádala o výjimku, ta mu nebyla udělena a byl deportován do koncentračního tábora Terezín, kde zemřel 3. července 1943.

228 František Křižík (8. července 1847 Plánici na Šumavě 22. ledna 1941 Stádlec u Tábora) byl významný český technik, průmyslník a vynálezce. Jeho nejznámějším vynálezem byla oblouková lampa se samočinnou regulací. Vynalezl světelnou fontánu, zdokonalil elektrické tramvaje a mnoho dalších zařízení. Život František Křižík se narodil jako jediný syn venkovského ševce a posluhovačky v pošumavském městečku Plánice. Brzy v mládí přišel o otce. Ve dvanácti letech odešel na studia na tehdejší jedinou českou reálku v Praze, kterou vystudoval. Pro nedostatek peněz ale nemohl složit maturitu, jelikož si nemohl dovolit zaplatit poplatek za její složení. Přesto ho profesor Václav Zenger, který rozpoznal Křižíkovo nadání a technické nadšení, přijal na pražskou techniku jako mimořádného posluchače. Již během studia si Křižík musel najít práci, nejprve soukromé doučování, opisování not a později práci v továrně, která se zabývala výrobou telegrafních a signalizačních zařízení. Během práce zdokonalil železniční signalizaci, což se také stalo jeho prvním uznávaným vynálezem, za který obdržel 1000 zlatých. Po studiích nastoupil jako železniční opravář a úředník u různých drah, od roku 1873 jako přednosta telegrafního oddělení na trati Plzeň Chomutov. Vynálezy V roce 1878 zkonstruoval blokové signalizační zařízení. Navrhl zdokonalené elektrické návěstidlo, zkonstruoval ústřední stavění výhybek a vytvořil blokovací signalizační zařízení, které znatelně omezilo nebezpečí vlakových srážek. Peníze z prvních vynálezů umožnily Křižíkovi, aby se v létě roku 1878 vydal do Paříže na světovou výstavu. Kromě jiných technických novinek tu spatřil také elektrickou obloukovou lampu ruského vynálezce Jabločkova. Myšlenka elektrického osvětlení byla fascinující a předurčila další dráhu jednatřicetiletého vynálezce. Ještě téhož roku vymyslel řadu zlepšení a roku 1880 patentoval podstatně zdokonalenou obloukovou lampu. Problém velmi účinných obloukových lamp bylo uhořívání uhlíkových elektrod, které se původně nastavovaly ručně, později různými regulátory. Křižík zkonstruoval jednoduché elektromagnetické zařízení, které pomocí dvou cívek a kuželových železných jader udržovalo stálý proud lampou.
229 Vzápětí přesídlil do Plzně a otevřel si vlastní dílnu na výrobu obloukovek. Spřízněnou duši nalezl v plzeňském podnikateli Piettovi. V roce 1880 zavedl osvětlení v jeho papírně a Piett mu pomáhal uvést obloukovou lampu na český i zahraniční trh. V roce 1881 dosáhl Křižík velkého úspěchu na výstavě v Paříži. Jeho obloukovka konkurovala Edisonově žárovce - a zí-skala zlatou medaili. Další ocenění získal na výstavě v Mnichově. Prodejem licencí do Anglie, Francie a Německa, kde firma Schuckert vyráběla až 5000 lamp ročně, získal Křižík dost peněz, aby se osamostatnil. Vrátil se do Prahy, pronajal si starou tovární budovu v Karlíně a zahájil rozsáhlou reklamu: v roce 1883 např. provedl bezplatně osvětlení technické výstavy ve Vídni a dostal opět medaili. Jenže sklízel spíš pocty než zakázky. Situace se obrátila v roce 1887, kdy dostal první zakázky na městské pouliční osvětlení. V červnu rozzářily obloukovky Písek a krátce nato také Jindřichův Hradec. V roce 1888 Křižík postavil první městskou elektrárnu u nás pro Žižkov, a zanedlouho začal vyrábět vedle obloukovek i lustry, dynama a elektroinstalační materiál. Už několik let ovšem Křižík hýčkal další velký projekt pouliční elektrickou dráhu v Praze. Získat zakázku se mu však nedařilo, protože exkluzivní smlouvu na pražskou dopravu měly koňské dráhy. Křižík našel východisko: uskuteční svou myšlenku v rámci plánované Jubilejní výstavy v roce Provedl osvětlení celé výstavy a skutečně vybudoval tramvajovou linku z Letné k Výstavišti. Měřila sice jen 800 metrů, stala se však opravdovou senzací. Ještě větší slávu přinesla Křižíkovi jeho světelná fontána na Výstavišti. Tento triumf mu vynesl nové zakázky i bankovní úvěry. V roce 1896 dokončil tramvajovou linku Florenc Karlín Libeň Vysočany. Měřila 8 km a přepravovala ročně 2 miliony pasažérů. Během svého života postupně Křižík vybavil na 130 českých elektráren svým zařízením. Zároveň mu ale začal vyrůstat nebezpečný konkurent mladý, dynamický inženýr Emil Kolben. Nezadržitelně se blížil střet koncepcí: zatímco Křižík (podobně jako Edison) stále věřil v budoucnost stejnosměrného proudu, Kolben pochopil, že větší perspektivu má proud střídavý. K rozhodující konfrontaci došlo při vyhlášení soutěže na výstavbu ústřední pražské elektrárny v Holešovicích. Mimořádně tučné sousto získal Kolben. Křižíkova prohra znamenala ztrátu zakázek i bankovních úvěrů. Přesto se pustil do dalšího náročného podniku: v roce 1903 vybudoval první elektrickou železnici v RakouskuUhersku, z Tábora do Bechyně. Z finančních problémů už nevybředl a během I. světové války ho banky donutily přeměnit zadluženou firmu na akciovou společnost. V roce 1917 pak pro nesplácení úvěru přebírá Pražská úvěrní banka jeho podnik. Roztrpčený vynálezce se stáhl do ústraní. Pocty Roku 1883 dostal Křižík Řád Františka Josefa I., roku 1891 Řád železné koruny a stal se císařským radou. Roku 1905 byl jmenován doživotním členem Panské sněmovny a 1906 dostal čestný doktorát technických věd. Národ na svého Edisona nezapomněl. Když ve věku téměř 94 let ve Stádlci u Tábora zemřel, byl převezen do Prahy a s poctami pohřben na vyšehradském Slavíně. Pohřbeb slavné české osobnosti v době německé okupace proběhl jako symbol tiché manifestace proti této okupaci. Dnes je na jeho počest pojmenováno mnoho ulic v různých městech a v místě, kde stál jeho závod, i stanice pražského metra Křižíkova. V jeho rodném městě je malé muzeum, které mapuje jeho život a práci.

230 Henry Maudslay Anglický vynálezce a průmyslník se narodil ve Woolwich 22. srpna 1771, kam se jeho otec přestěhoval a pracoval tam jako skladník v docích. Rovněž Henry pracoval v docích už od dětství. Ve 14 letech přešel s otcem do truhlářství. Nevynechal však žádnou příležitost dostat se do zámečnictví, kde se seznamoval s prací s ocelí. V 80. letech 18. století hledal známý zámečník Joseph Bramah někoho, kdo by mu zhotovil nástroje pro výrobu nových zámků. Henry měl pověst dobrého zámečníka a nástrojaře. Ačkoliv mu ještě nebylo ani 20 let, byl doporučen a Bramah jej přijal. Během několika let byl Maudslay jmenován na přední místo v dílně. V roce 1797 si Maudslay v Londýně otevřel vlastní živnost, kde vyráběl nástroje a zařízení pro stroje. Jeho největším úspěchem byla výroba kluzného lože k obráběcímu stroji soustruhu. To umožňovalo obrábět velké součásti s velkou přesností. To se osvědčilo i v loďařském průmyslu, což mu přineslo finanční úspěch i slávu. Po tomto úspěchu se přestěhoval do Lambertu, kde založil společnost Maudslay, Sons & Field. Modernizoval řešení kluzného lože a dal se na výrobu námořních motorů, mlýnských zařízení a strojních pil. Jeho dalším úspěchem byl děrovací nástroj, který zhotovoval díry v kotlovém plechu. Rovněž významně přispěl ke zlepšení řezání závitů. Henry Maudslay zemřel náhle 15. února 1831.

231 Vývoj soustruhu, stroje pro obrábění rotačních ploch Maudslayův nejvýznamější vynález přišel brzy na počátku jeho kariéry. V roce 1799 a 1800 významně přispěl k vývoji soustruhu. Stroj, který by vyráběl jednotné šrouby byl nutný pro průmyslovou revoluci. Ačkoliv další, včetně Jesse Ramsdena a Davida Wilkinsona, konstruovali soustruh, prioritu má Maudslay. Maudslayova konstrukční řešení stroje nabízela zlepšení životnosti, funkčnosti, přesnosti, vodícího šroubu s výměnnými ozubenými koly (pro výrobu závitů) včetně zachytávání třísek a celokovovou konstrukci. Podle Great Engineers and Pioneers in Technology Maudslayův soustruh již měl vřeteno, na které byly nasazeny a připojeny ozubené převody vodícího šroubu, který poháněl posuvný držák s nástrojem. Soustružnický nůž příslušného tvaru břitu podle nastavené rozteče šroubu řezal drážky. Tyč z měkké oceli se otáčela zatímco se nástroj v držáku posunoval a odřezával materiál. Protože soustruh poháněl vřeteno konstantní rychlostí mohl postupně vytvářet drážku jednotné hloubky, tvaru a rozteče. Dříve než Maudslay vyvinul soustruh, který se stal prvním široce používaným v tehdejších továrnách, každý šroub nebo matice byly unikátní dílece a musely se vzájemným výběrem tvořit dvojice. Proto byly označovány příslušné páry šroub matice. Tento způsob komplikoval montáže, byl časově náročný, únavný a nákladný. Každý stroj, který potřeboval opravu a demontáž byl noční můrou dělníků v případu záměny šroubů a matic. James Nasmyth, talentovaný technik, pracující jako Maudslayův asistent v letech , ve své autobiogrfii poznamenal: Nikdo z těch, kdo žili v období počátku strojírenské výroby neměl tak dokonalou představu o potížích, ale i významu toho podivného oboru - strojírenství. Nikdo z nás nemůže ocenit přínos, který dal strojírenství Maudslay, který jako první představil stroje a to co je potřebné pro jejich provozní životaschopnost. Ve svém systému obráběcích strojů pro vrtání, soustružení a řezání závitů vytvořil základ a příklady, které sloužily jako vzor pro vznik dalších strojů používaných ve všech nejdůležitějších odvětvích strojírenství a při dalším vývoji konstrukce obráběcích strojů. Prokázal přesnost svých zařízení, Maudslayův soustruh vyráběl již závit dlouhý 5 stop, o průměru 2 palce a stoupání 50 závitů na 1 palec. Matice byla 12 palců dlouhá se 600 závity (stoupání 50 závitů na 1 palec). Ačkoliv Maudslayovi první typy soustruhů vyžadovaly strojníky soustružníky pro změnu seřízení, později po úpravách a vylepšeních se práce soustružníka omezila na jednoduchou výměnu ozubených převodů. Maudslayův původní soustruh je umístěn v Science Museum v Londýně. Soustruh je jedním z nejstarších strojů a byl používán v různých podobách v mnoha minulých stoletích. První soustruhy byly používány pro obrábění dřeva. Pokrok dosažený Maudslayem umožnil obrábět nástrojovou ocel a použít soustruh pro výrobu a stavbu dalších strojů.

232 Technici a konstruktéři později zdokonalili jeho myšlenky a dílo. Bylo možné vyrábět navzájem nahraditelné jednotné a přesné součásti v široké oblasti průmyslové výroby dílců. Významnými pomocníky Maudslayova rozvoje byli také ti, kdo se specializovali na přesnost: výrobci hodin, návrháři vědeckých přístrojů jako např. teleskopů, navigačních zařízení a také výrobci zbraní.
 vernier, jest přístroj kterým jsou opatřeny dělené škály měřicích strojův a kterým se přímo odčítají části nejmenšího dílu")
233 Pedro Nuñes (latinsky Nonius) ( ) Portugalec, matematik, astronom, v mládí také studoval filosofii a medicínu v Lisabonu obrázek č Nonius zdroj: citace z Ottova slovníku naučného jinak též (a vhodněji) vernier, jest přístroj kterým jsou opatřeny dělené škály měřicích strojův a kterým se přímo odčítají části nejmenšího dílu měřítka hlavního. Mají-li se na př. odčítati ještě desetiny nejmenšího dílku měřítka hlavního, připojí se k měřítku tomu měřítko jiné, tak dělené, že 10 jeho dílců rovná se svou délkou devíti dílcům měřítka hlavního (vyobr. č ). Jest tedy každý dílec [Nonius]- ia o jednu desetinu menší než dílec měřítka hlavního. Odčítání délky provede se postavením nully [Nonius]-ia k značce (bodu, vrypu atd.), jíž délka hledaná hraničí, odečtou se pak celky, t. j. nejmenší dílky na měřítku hlavním, desetiny na [Nonius]-iu dle toho, kolikátá čárka [Nonius]-ia (od nully počítaje) souhlasí s dílkem měřítka hlavního. [Nonius]-ia takto zařízeného-dobíhavého-užívá se nejčastějí, řídčeji vyskytuje se [Nonius] předbíhavý, při němž délka jedenácti dílků měřítka hlavního rozdělena jest na [Nonius]-iu na deset dílků. Při dělení obloukovém, kde se neužívá soustavy desetinné, dělí se oblouk délky, na př. 29 resp. 59 dílců měřítka hlavního, na 30 resp. 60 dílců [Nonius]-ia. Je-li v prvém případě kruh dělen na půlky stupně, ukazuje [Nonius] ještě minuty, je-li v druhém případě kruh dělen na šestiny stupně, ukazuje [Nonius] ještě 10 sek. Název [Nonius] pochází od Pedra Nuñeza, zvaného též»nonius«( ), professora mathematiky na univ. v Coimbře, který r popsal přístroj k měření dílkův oblouku. [Nonius] v té formě, jak ho nyní užíváme, popsán byl však teprve od Pierrea Verniera ( ).


.")
234 Jesse Ramsden narozen Salterhebble nedaleko Halifaxu, Yorkshir, Anglie zemřel v Brightonu, Sussex, Anglie Navrhoval konstrukční řešení na svou dobu přesných sextantů, theodolitů (obr. 1), astronomických a optických přístrojů, barometrů, manometrů, vážících zařízení a přístrojů pro vytváření elektrostatických výbojů (obr. 2). Byl všeobecně uznávaným a váženým občanem, v roce 1786 byl zvolen do Královské společnosti a oceněn v r medailí Copley. obrázek 1 obrázek 2

235 Sir Joseph Whitworth Whitworth, vynálezce metařského vozu a mnoha jiných úžasných strojů, je nikoli nepodobný paviánovi; mluví nejširší lankaširštinou......nicméně má talent, jímž může přivést génie k zoufalství, a když s ním člověk mluví, má dojem, že hovoří se skutečně živým mužem. Tak je v dobové korespondenci charakterizován anglický vynálezce, továrník 19. století, jehož zná každý pozdější technik jako autora prvního standardizovaného závitu. Byť se jedná o počin vpravdě převratný, má toho Joseph Whitworth ( ) za sebou mnohem víc. Whitworth není oceňován ani tak pro své vynálezy, i když má na kontě několik desítek patentů, jako spíše pro schopnost dovést k dokonalosti stávající principy. Byl perfekcionista, který jen obtížně snesl nedokonalost. Jeho největší odborný přínos tkví v oblasti obrábění rovinných ploch, zdokonalení měřicích metod, jimiž předběhl dobu, a v zmíněné normalizaci závitů. J. Whitworth se narodil ve Stockportu v hrabství Cheshire. Jeho otec, učitel, jej do 12 let učil sám, poté jej dal zapsat na William Vint s Academy v Idle poblíž Leedsu. Tato škola získala dobrou pověst díky moderním vyučovacím metodám založeným na praktickém zkoumání jevů. Po dvou letech byl Joseph dán do učení ke strýci, majiteli přádelny v Derbyshire, s vyhlídkou na pozdější podílnictví. Pravděpodobně sem můžeme lokalizovat zrození dalšího z apoštolů strojírenství, protože zde byl mladý muž poprvé doslova fascinován stroji. Brzy je ovládl a již tehdy byl kritický k jejich nízkému stupni přesnosti. Touha po kariéře v relativně stále novém oboru jej přiměla v roce 1821 k rozhodnému kroku; proti vůli rodiny opustil přádelnu a nastoupil do přední manchesterské strojírny Crighton & Comp. jako řemeslník. V dalších letech vystřídal několik jiných firem a v roce 1825 zakotvil u Maudslaye v Londýně. Henry Maudslay, vynálezce moderního soustruhu, výrobce prvních jednoúčelových strojů pro hromadnou produkci, vynálezce obrážečky, mikrometru, věrozvěst vyměnitelnosti a standardizace patří k největším postavám počátků strojírenství. V jeho dílnách pracovali kromě Whitwortha i mnozí další autoři vynálezů, bez nichž si moderní výrobu nedovedeme představit. Whitworth zde odstartoval svou úspěšnou kariéru, jejímž jedním vrcholem bylo právě dotažení a prosazení Maudslayových myšlenek vysoké přesnosti, standardizace a vyměnitelnosti součástí, nezbytných předpokladů sériové a hromadné výroby. Po působení u Maudslaye zakotvil Whitworth u dalšího velikána strojírenství Josepha Clementa, kde se podílel i na vývoji mechanického počítače Charlese Babbage. V roce 1833 se vrátil do Manchesteru, kde si založil vlastní dílnu pod názvem Joseph Whitworth, Tool-Maker from London (J. W., výrobce nástrojů z Londýna). Byl úspěšný, Vintova akademie jej vybavila dobrou znalostí obchodu, pravým požehnáním pak pro něho byl rozvoj železniční dopravy. V roce 1834 měl 15 dělníků, v roce 1854 jich bylo 368, v roce 1874, kdy se z jeho podniku stala Ltd. (s.r.o.), 750 a v 80. letech přes Začínal drobnými opravami, výrobou píp (inu Anglie...), razidel, svěrek, vinných lisů, kompasů. V roce 1834 obdržel první patent na šroubořez, do roku 1878 pak dalších 47 patentů. V roce 1842 vynalezl výše zmíněný stroj na čištění ulic. Poprvé automatizoval příčný a podélný posuv u soustruhu, vynalezl dělenou matici vodicího šroubu (umožnila zrychlený návrat suportu bez nutnosti zpětného chodu). Zdokonalil hoblovku, základní stroj pro obrábění rovinných ploch, už u Maudslaye přišel s myšlenkou zaškrabávání na barvu jako dokončovacího obrábění rovinných ploch vysoce přesných. Zdokonalil měřicí metody, svými měřidly a koncovými měrkami překonal přesnost Maudslayova mikrometru. Whitworthem dosahovaná přesnost, postupně až milióntina palce (asi 0, mm!), byla v dobovém tisku nazvána kuriozitou a nadbytečností. Whitworth dále předvídal výhody decimální soustavy. Od těchto pokusů byl už jen krůček k nejslavnějšímu jeho dílu, závitovým normám. O sjednocení závitů, které
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 1 Čepy,
Kreslení strojních součástí. 1. Čepy. Rozdělení čepů: a) normalizované kreslení dle norem b) nenormalizované nutno nakreslit výrobní výkres
 normalizované kreslení dle norem b) nenormalizované nutno nakreslit výrobní výkres") Kreslení strojních součástí Obsah: 1) Čepy 2) Kolíky 3) Závlačky 4) Pojistné kroužky 5) Šrouby, matice, podložky 6) Šroubové spoje 7) Hřídele a jejich základní plochy 8) Klíny, pera, drážkování 9) Ložiska
Kreslení strojních součástí Obsah: 1) Čepy 2) Kolíky 3) Závlačky 4) Pojistné kroužky 5) Šrouby, matice, podložky 6) Šroubové spoje 7) Hřídele a jejich základní plochy 8) Klíny, pera, drážkování 9) Ložiska
Fakulta strojní VŠB-TUO. Přednáška č.6 SPOJE
 Fakulta strojní VŠB-TUO Přednáška č.6 SPOJE SPOJE A SPOJOVACÍ ČÁSTI Pro spojení dvou součástí (popř. montážních jednotek), existují v technické praxi tyto možnosti: - spojení tvarovým stykem, kdy využíváme
Fakulta strojní VŠB-TUO Přednáška č.6 SPOJE SPOJE A SPOJOVACÍ ČÁSTI Pro spojení dvou součástí (popř. montážních jednotek), existují v technické praxi tyto možnosti: - spojení tvarovým stykem, kdy využíváme
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Základní nabídkový sortiment spojovacího materiálu, který máme běžně skladem (celkem cca 19 000 položek):
:") INVEST - SLOUPSKÝ, s.r.o. obchoduje se spojovacím materiálem od roku 1995. Od té doby si naše Þrma našla své místo na trhu, jako dodavatel spojovacího materiálu na zakázku pro výrobní, ale i obchodní Þrmy
INVEST - SLOUPSKÝ, s.r.o. obchoduje se spojovacím materiálem od roku 1995. Od té doby si naše Þrma našla své místo na trhu, jako dodavatel spojovacího materiálu na zakázku pro výrobní, ale i obchodní Þrmy
OBSAH. - oddíl I. (ocelový spoj. mat.) - oddíl II. (nerezový spoj. mat.) - oddíl III. (spoj. mat. z barevných kovů a plastu)
 - oddíl II. (nerezový spoj. mat.) - oddíl III. (spoj. mat. z barevných kovů a plastu)") OBSAH - oddíl I. ( spoj. mat.) - oddíl II. ( spoj. mat.) - oddíl III. (spoj. mat. z barevných kovů a plastu) 1 022153 Kuželové kolíky 1 1-7 022150 Válcové kolíky 2 2-84 021131 Šrouby s válcovou hlavou
OBSAH - oddíl I. ( spoj. mat.) - oddíl II. ( spoj. mat.) - oddíl III. (spoj. mat. z barevných kovů a plastu) 1 022153 Kuželové kolíky 1 1-7 022150 Válcové kolíky 2 2-84 021131 Šrouby s válcovou hlavou
TECHNICKÉ KRESLENÍ Normální délkové rozměry...71 Technická dokumentace...73 Grafické prvky...74 Latinská abeceda, řecká abeceda, číslice a značky pro
 OBSAH ÚVOD MATEMATIKA Základní matematické vztahy...2 Výpočtové vztahy pro obvody a obsahy rovinných útvarů...4 Výpočtové vztahy pro objemy a povrchy prostorových útvaru... 9 VELIČINY A JEDNOTKY Základní
OBSAH ÚVOD MATEMATIKA Základní matematické vztahy...2 Výpočtové vztahy pro obvody a obsahy rovinných útvarů...4 Výpočtové vztahy pro objemy a povrchy prostorových útvaru... 9 VELIČINY A JEDNOTKY Základní
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1
 VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1 K uložení 13 H8/f7 stanovte rovnocenná uložení. Známe úchylky pro f7 : es = -,43, ei = -,83. Naskicujte v měřítku 1:1 a vyznačte číselně. Na čepu hřídele čerpadla 45k6
VZORY PŘÍKLADŮ KE ZKOUŠCE ZE ZK1 K uložení 13 H8/f7 stanovte rovnocenná uložení. Známe úchylky pro f7 : es = -,43, ei = -,83. Naskicujte v měřítku 1:1 a vyznačte číselně. Na čepu hřídele čerpadla 45k6
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ
 OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
OKRUHY K MATURITNÍ ZKOUŠCE - STROJNICTVÍ 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení spojů z hlediska fyzikální podstaty funkce 2. Spoje se silovým stykem šroubové
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
OPAKOVACÍ OKRUHY STROJÍRENSTVÍ OBOR: PODNIKÁNÍ V EU
 OPAKOVACÍ OKRUHY STROJÍRENSTVÍ OBOR: PODNIKÁNÍ V EU Hřídele a ložiska druhy hřídelí, nosné hřídele, pevnostní výpočty hybné hřídele a hřídelové čepy, pevnostní výpočty materiály hřídelů kluzná ložiska,
OPAKOVACÍ OKRUHY STROJÍRENSTVÍ OBOR: PODNIKÁNÍ V EU Hřídele a ložiska druhy hřídelí, nosné hřídele, pevnostní výpočty hybné hřídele a hřídelové čepy, pevnostní výpočty materiály hřídelů kluzná ložiska,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 2 LOŽISKA
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 2 LOŽISKA
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ KRESLENÍ SOUČÁSTÍ A SPOJŮ 3 PŘEVODY
Pera, klíny, čepy, kolíky, pružiny. Tvorba technické dokumentace
 Pera, klíny, čepy, kolíky, pružiny. Tvorba technické dokumentace Čepy Čep Pojistný kroužek Základní rozdělení čepů Hladký čep s dírami pro závlačku Čep s hlavou s dírou pro závlačku Hladký čep bez děr
Pera, klíny, čepy, kolíky, pružiny. Tvorba technické dokumentace Čepy Čep Pojistný kroužek Základní rozdělení čepů Hladký čep s dírami pro závlačku Čep s hlavou s dírou pro závlačku Hladký čep bez děr
Předepisování rozměrů a kreslení strojních součástí lekce IV - str
 Předepisování rozměrů a kreslení strojních součástí lekce IV - str.118-199 Lícování, zobrazování součástí 1 Obsah lekce IV. 1. Předepisování přesnosti rozměrů, tvaru a polohy Tolerování rozměrů, základní
Předepisování rozměrů a kreslení strojních součástí lekce IV - str.118-199 Lícování, zobrazování součástí 1 Obsah lekce IV. 1. Předepisování přesnosti rozměrů, tvaru a polohy Tolerování rozměrů, základní
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE ZE STROJNICTVÍ
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE ZE STROJNICTVÍ Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE ZE STROJNICTVÍ Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Spoje a spojovací součásti rozdělení spojů z hlediska rozebíratelnosti rozdělení
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Pera, klíny, čepy, kolíky, pružiny.
 Pera, klíny, čepy, kolíky, pružiny. Čepy Čep Pojistný kroužek Základní rozdělení čepů Hladký čep s dírami pro závlačku Čep s hlavou s dírou pro závlačku Hladký čep bez děr Čep s hlavou - hladký Hladký
Pera, klíny, čepy, kolíky, pružiny. Čepy Čep Pojistný kroužek Základní rozdělení čepů Hladký čep s dírami pro závlačku Čep s hlavou s dírou pro závlačku Hladký čep bez děr Čep s hlavou - hladký Hladký
Přednáška č.12 Čepy, kolíky, zděře, pružiny
 Fakulta strojní VŠB-TUO Přednáška č.12 Čepy, kolíky, zděře, pružiny ČEPY Čepy slouží k rozebíratelnému spojení součástí a přenáší jen síly kolmé na osu čepu. Například slouží k otočnému spojení táhel.
Fakulta strojní VŠB-TUO Přednáška č.12 Čepy, kolíky, zděře, pružiny ČEPY Čepy slouží k rozebíratelnému spojení součástí a přenáší jen síly kolmé na osu čepu. Například slouží k otočnému spojení táhel.
Pomocné výpočty. Geometrické veličiny rovinných útvarů. Strojírenské výpočty (verze 1.1) Strojírenské výpočty. Michal Kolesa
 Strojírenské výpočty. Michal Kolesa") Strojírenské výpočty http://michal.kolesa.zde.cz michal.kolesa@seznam.cz Předmluva Publikace je určena jako pomocná kniha při konstrukčních cvičeních, ale v žádném případě nemá nahrazovat publikace typu
Strojírenské výpočty http://michal.kolesa.zde.cz michal.kolesa@seznam.cz Předmluva Publikace je určena jako pomocná kniha při konstrukčních cvičeních, ale v žádném případě nemá nahrazovat publikace typu
Namáhání na tah, tlak
 Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
Petr Ševčík prodej spojovacího materiálu Železniční 7 772 00 Olomouc tel:585 311 392 fax:585 150 842 mobil:607 178 991 e-mail:srouby-ol@volny.
 Obsah Všeobecné dodací podmínky...2 Katalog spojovacího materiálu...3 Metrické závity...73 Mechanické vlastnosti šroubů a matic...74 Značení úprav povrchu u šroubů a matic dle ČSN...74 Značení úprav povrchu
Obsah Všeobecné dodací podmínky...2 Katalog spojovacího materiálu...3 Metrické závity...73 Mechanické vlastnosti šroubů a matic...74 Značení úprav povrchu u šroubů a matic dle ČSN...74 Značení úprav povrchu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Témata profilové maturitní zkoušky z předmětu Stavba a provoz strojů
 ta profilové maturitní zkoušky z předmětu Stavba a provoz strojů 1. Šroubové spoje 2. Čepové a kolíkové spoje 3. Spoje pery, klíny a drážkové spoje 4. Lisované a svěrné spoje 5. Svarové a pájené spoje
ta profilové maturitní zkoušky z předmětu Stavba a provoz strojů 1. Šroubové spoje 2. Čepové a kolíkové spoje 3. Spoje pery, klíny a drážkové spoje 4. Lisované a svěrné spoje 5. Svarové a pájené spoje
Převodník norem spojovacího materiálu
 Převodník norem spojovacího materiálu DIN ČSN ISO Název 1 22153 2339 Kolíky kuželové 7 22150 2338 Kolíky válcové 84 21131 1207 Šrouby s válcovou hlavou 85 21137 1580 Šroub s velkou válcovou hlavou 86 21146
Převodník norem spojovacího materiálu DIN ČSN ISO Název 1 22153 2339 Kolíky kuželové 7 22150 2338 Kolíky válcové 84 21131 1207 Šrouby s válcovou hlavou 85 21137 1580 Šroub s velkou válcovou hlavou 86 21146
Obchodní akademie, Hotelová škola a Střední odborná škola, Turnov, Zborovská 519, příspěvková organizace,
 Obchodní akademie, Hotelová škola a Střední odborná škola, Turnov, Zborovská 519, příspěvková organizace, Zborovská 519, 511 01 Turnov tel.: 481 319 111, www.ohsturnov.cz, e-mail: vedeni@ohsturnov.cz Maturitní
Obchodní akademie, Hotelová škola a Střední odborná škola, Turnov, Zborovská 519, příspěvková organizace, Zborovská 519, 511 01 Turnov tel.: 481 319 111, www.ohsturnov.cz, e-mail: vedeni@ohsturnov.cz Maturitní
Schéma stroje (automobilu) M #1
 M #1") zapis_casti_stroju_hridele08/2012 STR Ba 1 z 6 Části strojů Schéma stroje (automobilu) M #1 zdroj pohybu - elektrický nebo spalovací H #2 válcové části pro přenos otáčivého pohybu S #3 spojují, příp. rozpojují
zapis_casti_stroju_hridele08/2012 STR Ba 1 z 6 Části strojů Schéma stroje (automobilu) M #1 zdroj pohybu - elektrický nebo spalovací H #2 válcové části pro přenos otáčivého pohybu S #3 spojují, příp. rozpojují
Šnekové soukolí nekorigované se šnekem válcovým a globoidním kolem.
 .. Zadání. Program: Konstrukce převodové skříně převodového motoru Zadání: xxx Navrhněte, vypočtěte a zkonstruujte převodovou skříň jako součást jednotky převodového motoru. Převodová skříň bude řešena
.. Zadání. Program: Konstrukce převodové skříně převodového motoru Zadání: xxx Navrhněte, vypočtěte a zkonstruujte převodovou skříň jako součást jednotky převodového motoru. Převodová skříň bude řešena
Spojovací součásti a spoje
 Spojovací součásti a spoje Každý stroj nebo strojní celek se skládá z jednotlivých součástí. Tyto součásti lze spojovat různými způsoby. Spoje můžeme rozdělit podle dvou kritérií: spoje rozebíratelné a
Spojovací součásti a spoje Každý stroj nebo strojní celek se skládá z jednotlivých součástí. Tyto součásti lze spojovat různými způsoby. Spoje můžeme rozdělit podle dvou kritérií: spoje rozebíratelné a
STROJNICKÉ TABULKY II. POHONY
 . Rudolf Kfíž STROJNICKÉ TABULKY II. POHONY Hrídele, ozubenéprevody, retezové. a remenové prevody MONTANEX 1997 TROJNICKÉ TABULKY 3. OBSAH Úvod 8 HRíDELE 9 Klasifikace hi'ídelu 10 Rozdelení hi'ídelu podie
. Rudolf Kfíž STROJNICKÉ TABULKY II. POHONY Hrídele, ozubenéprevody, retezové. a remenové prevody MONTANEX 1997 TROJNICKÉ TABULKY 3. OBSAH Úvod 8 HRíDELE 9 Klasifikace hi'ídelu 10 Rozdelení hi'ídelu podie
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Strojní součásti ČÁSTI STROJŮ R
 Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
STROJNÍ SOUČÁSTI. Podle účelu a použití se strojní součásti rozdělují na:
 STROJNÍ SOUČÁSTI Podle účelu a použití se strojní součásti rozdělují na: části spojovací (šrouby, klíny, pera, kolíky); části pružicí (pružiny, torzní tyče); části točivého a posuvného pohybu a jejich
STROJNÍ SOUČÁSTI Podle účelu a použití se strojní součásti rozdělují na: části spojovací (šrouby, klíny, pera, kolíky); části pružicí (pružiny, torzní tyče); části točivého a posuvného pohybu a jejich
Plán přednášek a úkolů z předmětu /01
 Plán přednášek a úkolů z předmětu 347-0304/01 ČÁSTI A MECHANISMY STROJŮ Rozsah... 20, zápočet, kombinovaná zkouška, 6 kreditů Ročník... 2. ročník kombinovaného bakalářského studia Studijní program... B2341
Plán přednášek a úkolů z předmětu 347-0304/01 ČÁSTI A MECHANISMY STROJŮ Rozsah... 20, zápočet, kombinovaná zkouška, 6 kreditů Ročník... 2. ročník kombinovaného bakalářského studia Studijní program... B2341
OBSAH. Úvod Mezinárodní technická normalizace
 OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
OBSAH Úvod... 8 1 Mezinárodní technická normalizace 1.1 Mezinárodní normalizační organizace... 9 1.2 Technické komise ISO... 9 1.3 Návrhy mezinárodních norem... 9 1.4 Regionální technická normalizace v
21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Kapitola vstupních parametrů
 Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Rozebíratelné spojení dvou nebo více spojovaných částí pomocí spojovacích prvků (součástí) šroubu, matice, případně podloţky.
 šroubu, matice, případně podloţky.") 1 ŠROUBOVÉ SPOJE Rozebíratelné spojení dvou nebo více spojovaných částí pomocí spojovacích prvků (součástí) šroubu, matice, případně podloţky. Podstatou funkce šroubového spoje je silový styk mezi spojovanými
1 ŠROUBOVÉ SPOJE Rozebíratelné spojení dvou nebo více spojovaných částí pomocí spojovacích prvků (součástí) šroubu, matice, případně podloţky. Podstatou funkce šroubového spoje je silový styk mezi spojovanými
1 Úvod do konstruování 3 2 Statistické zpracování dat 37 3 Volba materiálu 75 4 Analýza zatížení a napětí 119 5 Analýza deformací 185
 Stručný obsah Předmluva xvii Část 1 Základy konstruování 2 1 Úvod do konstruování 3 2 Statistické zpracování dat 37 3 Volba materiálu 75 4 Analýza zatížení a napětí 119 5 Analýza deformací 185 Část 2 Porušování
Stručný obsah Předmluva xvii Část 1 Základy konstruování 2 1 Úvod do konstruování 3 2 Statistické zpracování dat 37 3 Volba materiálu 75 4 Analýza zatížení a napětí 119 5 Analýza deformací 185 Část 2 Porušování
TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ
 TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
Maturitní témata ze stavby a provozu strojů školní rok 2015/2016 obor 23-41-M/01 Strojírenství
 Maturitní témata ze stavby a provozu strojů Spoje se silovým stykem - šroubové spoje Spoje se silovým stykem - svěrné, tlakové, klínové, pružné spoje Spoje s tvarovým stykem Spoje s materiálovým stykem
Maturitní témata ze stavby a provozu strojů Spoje se silovým stykem - šroubové spoje Spoje se silovým stykem - svěrné, tlakové, klínové, pružné spoje Spoje s tvarovým stykem Spoje s materiálovým stykem
Opakovací otázky z MKP
 Opakovací test 1. Výpočet velikosti výslednice R ze složek R x a R y se provádí a) R = R x + R y b) R = R x. R y c) R = R x + R y d) R = R x R y. Jaký moment vytváří síla F k bodu A? a) M = F. a 1 b) M
Opakovací test 1. Výpočet velikosti výslednice R ze složek R x a R y se provádí a) R = R x + R y b) R = R x. R y c) R = R x + R y d) R = R x R y. Jaký moment vytváří síla F k bodu A? a) M = F. a 1 b) M
VELKOOBCHOD SPOJOVACÍM MATERIÁLEM Tovární 3416/42, 400 01 Ústí nad Labem DIN ČSN ISO EU DIN ČSN ISO EU 85 02 1137 1580-186 02 1343 - -
 VELKOOBHOD SPOJOVAÍM MATERIÁLEM 1. ŠROUBY 84 02 1131 1207-85 02 1137 1580-186 02 1343 - - 188 02 1341 - - 261 02 1341 - - ŠROUB s válcovou hlavou ŠROUB s válcovou hlavou zaoblenou ŠROUB s hlavou T a se
VELKOOBHOD SPOJOVAÍM MATERIÁLEM 1. ŠROUBY 84 02 1131 1207-85 02 1137 1580-186 02 1343 - - 188 02 1341 - - 261 02 1341 - - ŠROUB s válcovou hlavou ŠROUB s válcovou hlavou zaoblenou ŠROUB s hlavou T a se
APEX DYNAMICS CZECH s.r.o. VYSOCE PRECIZNÍ PASTORKY SE ŠIKMÝM OZUBENÍM
 PEX DYNMICS CZECH s.r.o. VYSOCE PRECIZNÍ PSTORKY SE ŠIKMÝM OZUBENÍM PRECIZNÍ HŘEBENY PSTORKY PEX DYNMICS Hřebeny a pastorky HLVNÍ RYSY: Vysoká přesnost Vysoké zatížení Vysoké rychlosti Nízká hlučnost Dlouhá
PEX DYNMICS CZECH s.r.o. VYSOCE PRECIZNÍ PSTORKY SE ŠIKMÝM OZUBENÍM PRECIZNÍ HŘEBENY PSTORKY PEX DYNMICS Hřebeny a pastorky HLVNÍ RYSY: Vysoká přesnost Vysoké zatížení Vysoké rychlosti Nízká hlučnost Dlouhá
STROJNICKE TABULKY. Čtvrté doplnené vydání. POMOCNÁ UČEBNICE PRO ŠKOLY TECHNICKÉHO ZAMERENí. Jan Leinveber. Pavel Vávra
 STROJNCKE TABULKY Čtvrté doplnené vydání POMOCNÁ UČEBNCE PRO ŠKOLY TECHNCKÉHO ZAMERENí Jan Leinveber Pavel Vávra r- i OBSAH ÚVOD MATEMATKA Základní matematické vztahy 2 výpočtové vztahy pro obvody a obsahyrovinnýchútvaru
STROJNCKE TABULKY Čtvrté doplnené vydání POMOCNÁ UČEBNCE PRO ŠKOLY TECHNCKÉHO ZAMERENí Jan Leinveber Pavel Vávra r- i OBSAH ÚVOD MATEMATKA Základní matematické vztahy 2 výpočtové vztahy pro obvody a obsahyrovinnýchútvaru
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Příloha-výpočet motoru
 Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
V OBRAZOVÉ DOKUMENTACI KVALITATIVNÍ PARAMETRY. Úchylky geometrického tvaru. Úchylky geometrické polohy. Tolerování a lícování rozměrů
 KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
Pohonné elementy Novinky v sortimentu
 Pohonné elementy Novinky v sortimentu 2016 I Pohonné elementy jedinečný sortiment mechanických pohonných elementů zastoupení řady předních světových výrobců s důrazem na kvalitu a inovace nejrozsáhlejší
Pohonné elementy Novinky v sortimentu 2016 I Pohonné elementy jedinečný sortiment mechanických pohonných elementů zastoupení řady předních světových výrobců s důrazem na kvalitu a inovace nejrozsáhlejší
SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH
 1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH Školní rok: 2012/2013 Obor: 23-51-H/01 Strojní mechanik 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a pomůcky, postup při
1 SEZNAM TÉMAT Z ODBORNÝCH PŘEDMĚTŮ STROJÍRENSKÝCH Školní rok: 2012/2013 Obor: 23-51-H/01 Strojní mechanik 1. Ruční zpracování kovů orýsování - co je to orýsování, rýsovací nářadí a pomůcky, postup při
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE
 Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Stanovení forem, termínů a témat profilové části maturitní zkoušky oboru vzdělání 23-41-M/01 Strojírenství STROJÍRENSKÁ TECHNOLOGIE 1. Mechanické vlastnosti materiálů, zkouška pevnosti v tahu 2. Mechanické
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
ČÁSTI STRO JÚ. 1. svazek
 ČÁSTI STRO JÚ. 1. svazek Páté, prepracované vydání Prof. Ing. Dr. Alfred Bolek Prof. Ing. Josef Kochman a kol Kolektiv: Ing. Jan Frohlich, prof. Ing. Stefan Glézl, DrSc., Ing. Jifí Houkal, Ing. Václav
ČÁSTI STRO JÚ. 1. svazek Páté, prepracované vydání Prof. Ing. Dr. Alfred Bolek Prof. Ing. Josef Kochman a kol Kolektiv: Ing. Jan Frohlich, prof. Ing. Stefan Glézl, DrSc., Ing. Jifí Houkal, Ing. Václav
K0709 Zásuvné rychlospojky
 Kloubové díly 1251 K0709 Zásuvné rychlospojky s vyrovnáním radiálních úchylek SW SW1 X D D 3 4 SW 3 4 1 2 SW1 1 D D Spojovací díl a čelist z oceli. Matice (DIN 439) ocel jakost 8.8. Spojovací díl a čelist,
Kloubové díly 1251 K0709 Zásuvné rychlospojky s vyrovnáním radiálních úchylek SW SW1 X D D 3 4 SW 3 4 1 2 SW1 1 D D Spojovací díl a čelist z oceli. Matice (DIN 439) ocel jakost 8.8. Spojovací díl a čelist,
17.2. Řetězové převody
 zapis_prevody_retezove,remenove08/2012 STR Cb 1 z 7 17.2. Řetězové převody Schéma řetězového převodu Napínání a tlumení řetězu 1 - #1 řetězové kolo, 2 - #2 řetězové kolo, 3 - #3 část řetězu, 4 - #4 část
zapis_prevody_retezove,remenove08/2012 STR Cb 1 z 7 17.2. Řetězové převody Schéma řetězového převodu Napínání a tlumení řetězu 1 - #1 řetězové kolo, 2 - #2 řetězové kolo, 3 - #3 část řetězu, 4 - #4 část
14.5 Převody řetězové
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
strana: 1/5 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Strojnictví Studijní obor: 23-44-L/001 Mechanik strojů a zařízení Školní rok: 2012 2013 Témata: 1. Výroba
Základní rozdělení spojů
 Základní rozdělení spojů Podle způsobu vzájemného spojení rozeznáváme poje: A) Rozebíratelné B) Nerozebíratelné Rozebíratelné spoje Se při demontáži nepoškodí a dají se znovu použít. Používají se tam,
Základní rozdělení spojů Podle způsobu vzájemného spojení rozeznáváme poje: A) Rozebíratelné B) Nerozebíratelné Rozebíratelné spoje Se při demontáži nepoškodí a dají se znovu použít. Používají se tam,
SEZNAM MATURITNÍCH OKRUHŮ STUDIJNÍHO OBORU PROVOZNÍ TECHNIKA L/51 Školní rok 2017/2018
 SEZNAM MATURITNÍCH OKRUHŮ STUDIJNÍHO OBORU PROVOZNÍ TECHNIKA 23-43-L/51 Školní rok 2017/2018 Písemná maturitní zkouška zahrnuje učivo všech odborných vyučovacích předmětů, ústní maturitní zkouška TECHNOLOGIE
SEZNAM MATURITNÍCH OKRUHŮ STUDIJNÍHO OBORU PROVOZNÍ TECHNIKA 23-43-L/51 Školní rok 2017/2018 Písemná maturitní zkouška zahrnuje učivo všech odborných vyučovacích předmětů, ústní maturitní zkouška TECHNOLOGIE
kolík je v jedné nebo více spojovaných součástech usazen s předpětím způsobeným buď přesahem naráženého kolíku vůči díře, nebo kuželovitostí
 KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
Obsah KAPITOLY. 1 Svařované nerezové trubky 4-6. 2 Čtyřhranné a obdélníkové svařované trubky 7-9. 3 Bezešvé trubky 10-14.
 KATALOG PRODUKTŮ Obsah KAPITOLY listy 1 Svařované nerezové trubky 4-6 2 Čtyřhranné a obdélníkové svařované trubky 7-9 3 Bezešvé trubky 10-14 4 Duté tyče 15-16 5 Tyčové materiály 17-22 6 Nerezové potrubí
KATALOG PRODUKTŮ Obsah KAPITOLY listy 1 Svařované nerezové trubky 4-6 2 Čtyřhranné a obdélníkové svařované trubky 7-9 3 Bezešvé trubky 10-14 4 Duté tyče 15-16 5 Tyčové materiály 17-22 6 Nerezové potrubí
Prachovky. Materiál Kůže. Pro jednoduchý hřídelový kloub. Svěrná spona. Pro dvojitý hřídelový kloub. Svěrná spona. Pro výsuvné kloubové hřídele
 Prachovky Kůže Pro jednoduchý hřídelový kloub Počet Obj. číslo D1 D2 L2 L1 záhybů g T 17701 13 30 42 12 2 4 T 64196 16 32 40 15 2 6 T 17702 16 32 52 15 2 5 T 17703 20 35 62 20 2 5 T 17704 25 40 74 20 3
Prachovky Kůže Pro jednoduchý hřídelový kloub Počet Obj. číslo D1 D2 L2 L1 záhybů g T 17701 13 30 42 12 2 4 T 64196 16 32 40 15 2 6 T 17702 16 32 52 15 2 5 T 17703 20 35 62 20 2 5 T 17704 25 40 74 20 3
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
OKRUHY OTÁZEK K ÚSTNÍ ZÁVĚREČNÉ ZKOUŠCE
 1. a) Technické železo Uveďte rozdělení technického železa a jeho výrobu Výroba surového železa, výroba oceli - zařízení, - vsázka, - kvalita oceli, - rozdělení a značení ocelí a litin Vysvětlete označení
1. a) Technické železo Uveďte rozdělení technického železa a jeho výrobu Výroba surového železa, výroba oceli - zařízení, - vsázka, - kvalita oceli, - rozdělení a značení ocelí a litin Vysvětlete označení
Témata profilové maturitní zkoušky Technologie
 ta profilové maturitní zkoušky Technologie 1. Technické materiály 2. Vlastnosti a zkoušky technických materiálů 3. Metalografie ocelí a litin 4. Tepelné zpracování a chemicko-tepelné zpracování 5. Odlévání
ta profilové maturitní zkoušky Technologie 1. Technické materiály 2. Vlastnosti a zkoušky technických materiálů 3. Metalografie ocelí a litin 4. Tepelné zpracování a chemicko-tepelné zpracování 5. Odlévání
PEDAGOGICKÁ FAKULTA KATEDRA TECHNICKÉ A INFORMAČNÍ VÝCHOVY
 UNIVERZITA PALACKÉHO PEDAGOGICKÁ FAKULTA KATEDRA TECHNICKÉ A INFORMAČNÍ VÝCHOVY Sylabus cvičení do předmětu: Technická grafika PhDr. MILAN KLEMENT, Ph.D. OLOMOUC 2005 PhDr. Milan Klement, Ph.D. Technická
UNIVERZITA PALACKÉHO PEDAGOGICKÁ FAKULTA KATEDRA TECHNICKÉ A INFORMAČNÍ VÝCHOVY Sylabus cvičení do předmětu: Technická grafika PhDr. MILAN KLEMENT, Ph.D. OLOMOUC 2005 PhDr. Milan Klement, Ph.D. Technická
Martin Škoula TECHNICKÁ DOKUMENTACE
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Martin Škoula TECHNICKÁ DOKUMENTACE SOUBOR PŘÍPRAV PRO 2. R. OBORU 23-56-H/01OBRÁBĚČ KOVŮ Vytvořeno
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Martin Škoula TECHNICKÁ DOKUMENTACE SOUBOR PŘÍPRAV PRO 2. R. OBORU 23-56-H/01OBRÁBĚČ KOVŮ Vytvořeno
Organizace a osnova konzultace III-IV
 Organizace a osnova konzultace I-IV Konzultace : 1. Zodpovězení problémů učební látky z konzultace I 2. Úvod do učební látky Části strojů umožňujících pohyb 3. Úvod do učební látky Mechanické převody a
Organizace a osnova konzultace I-IV Konzultace : 1. Zodpovězení problémů učební látky z konzultace I 2. Úvod do učební látky Části strojů umožňujících pohyb 3. Úvod do učební látky Mechanické převody a
Části a mechanismy strojů 1 KKS/CMS1
 Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám Zákl. informace Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským
Katedra konstruování strojů Fakulta strojní Části a mechanismy strojů 1 KKS/CMS1 Podklady k přednáškám Zákl. informace Prof. Ing. Stanislav Hosnedl, CSc. a kol. Tato prezentace je spolufinancována Evropským
Úvod 7 1. Než začneme 9. 2. Technická normalizace 19. 3. Technické zobrazování 35. 4. Kótování 73
 Obsah učebnice Úvod 7 1. Než začneme 9 Průběh a návaznosti studia.........................................................9 Kopírování výkresové dokumentace..................................................14
Obsah učebnice Úvod 7 1. Než začneme 9 Průběh a návaznosti studia.........................................................9 Kopírování výkresové dokumentace..................................................14
Z Á V I T Y. základní tvarový prvek šroubů a matic. geometricky je určen závitovou plochou, vytvořenou pohybem profilu závitu po šroubovici.
 Z Á V I T Y základní tvarový prvek šroubů a matic tgψ = Ph π. d geometricky je určen závitovou plochou, vytvořenou pohybem profilu závitu po šroubovici. DRUHY ZÁVITŮ se rozdělují podle: polohy profilu
Z Á V I T Y základní tvarový prvek šroubů a matic tgψ = Ph π. d geometricky je určen závitovou plochou, vytvořenou pohybem profilu závitu po šroubovici. DRUHY ZÁVITŮ se rozdělují podle: polohy profilu
ρ 490 [lb/ft^3] σ D 133 [ksi] τ D 95 [ksi] Výpočet pružin Informace o projektu ? 1.0 Kapitola vstupních parametrů
![ρ 490 [lb/ft^3] σ D 133 [ksi] τ D 95 [ksi] Výpočet pružin Informace o projektu ? 1.0 Kapitola vstupních parametrů](/thumbs/50/26338473.jpg "ρ 490 [lb/ft^3] σ D 133 [ksi] τ D 95 [ksi] Výpočet pružin Informace o projektu ? 1.0 Kapitola vstupních parametrů") N pružin i?..7 Vhodnost pro dynamické excelentní 6 [ F].. Dodávané průměry drátu,5 -,25 [in].3 - při pracovní teplotě E 2 [ksi].5 - při pracovní teplotě G 75 [ksi].7 Hustota ρ 4 [lb/ft^3]. Mez pevnosti
N pružin i?..7 Vhodnost pro dynamické excelentní 6 [ F].. Dodávané průměry drátu,5 -,25 [in].3 - při pracovní teplotě E 2 [ksi].5 - při pracovní teplotě G 75 [ksi].7 Hustota ρ 4 [lb/ft^3]. Mez pevnosti
Řemenový převod (cvičení)
") Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ TŘETÍ GARSTKA A. 28.10.2012 Název zpracovaného celku: PROGRAM č.2 - ŘEMENOVÝ PŘEVOD Obecný úvod Řemenový převod (cvičení) Řemenové převody slouží
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ TŘETÍ GARSTKA A. 28.10.2012 Název zpracovaného celku: PROGRAM č.2 - ŘEMENOVÝ PŘEVOD Obecný úvod Řemenový převod (cvičení) Řemenové převody slouží
SPOJOVACÍ MATERIÁL N A B Í D K O V Ý K A T A L O G
 Z E B R A F A S T N A B Í D K O V Ý K A T A L O G Z E B R A F A S T N A B Í D K O V Ý K A T A L O G Z E B R A F A S T N A B Í D K O V Ý K A T A L O G Z E B R A F A S T N A B Í D K O V Ý K A T A L O G N
Z E B R A F A S T N A B Í D K O V Ý K A T A L O G Z E B R A F A S T N A B Í D K O V Ý K A T A L O G Z E B R A F A S T N A B Í D K O V Ý K A T A L O G Z E B R A F A S T N A B Í D K O V Ý K A T A L O G N
Pružné spoje 21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03-TP ing. Jan Šritr ing. Jan Šritr 2 1 ohybem
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03-TP ing. Jan Šritr ing. Jan Šritr 2 1 ohybem
Výpočet silové a energetické náročnosti při obrábění
 Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Cvičení číslo: 5 Stud. skupina: Pořadové číslo: Téma cvičení: Výpočet silové a energetické náročnosti při obrábění Vypracoval: Datum: Počet listů: Zadání: - vypočítejte příklady č. 1,, 3, 4, a 5 - uveďte
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Fortschritt E 302. náhradní díly pro mačkač. (E 301) 4,00 kg
 4,00 kg") Orig.číslo Číslo SOKO Název ND / použití u: MOcena Kč/ks Obr. Váha skupina - tabulka č. 02 4131771912 302002.12 Pružina nekompletní skupina - Hnací kolo 1 195 Kč (E 303) 3,00 kg tabulka č. 03 4131771535
Orig.číslo Číslo SOKO Název ND / použití u: MOcena Kč/ks Obr. Váha skupina - tabulka č. 02 4131771912 302002.12 Pružina nekompletní skupina - Hnací kolo 1 195 Kč (E 303) 3,00 kg tabulka č. 03 4131771535
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
STROJNICKÉ TABULKY 3 OBECNÉ NORMY TOLEROVÁNÍ. Úvod... 12
 STROJNICKÉ TABULKY 3 O B S A H str. Úvod... 12 OBECNÉ NORMY V eličiny a je d n o tk y... 13 Základní je d n otky... 13 Vybrané odvozené je d n otky... 13 Doplňkové je d n otky... 14 Jednotky užívané spolu
STROJNICKÉ TABULKY 3 O B S A H str. Úvod... 12 OBECNÉ NORMY V eličiny a je d n o tk y... 13 Základní je d n otky... 13 Vybrané odvozené je d n otky... 13 Doplňkové je d n otky... 14 Jednotky užívané spolu
POHYBOVÉ KLUZNÉ ŠROUBY trapézové, pilové, ACME
 POHYBOVÉ KLUZNÉ ŠROUBY trapézové, pilové, ACME KSK Precise Motion, a.s. Vždy máme řešení! Profily pohybových závitů Závit lichoběžníkový rovnoramenný TRAPÉZOVÝ (Tr) dle ČSN 01 4050, DIN 103 Standardně
POHYBOVÉ KLUZNÉ ŠROUBY trapézové, pilové, ACME KSK Precise Motion, a.s. Vždy máme řešení! Profily pohybových závitů Závit lichoběžníkový rovnoramenný TRAPÉZOVÝ (Tr) dle ČSN 01 4050, DIN 103 Standardně
Vybrané okruhy znalostí z předmětů stavební mechanika, pružnost a pevnost důležité i pro studium předmětů KP3C a KP5A - navrhování nosných konstrukcí
 Vybrané okruhy znalostí z předmětů stavební mechanika, pružnost a pevnost důležité i pro studium předmětů KP3C a KP5A - navrhování nosných konstrukcí Skládání a rozklad sil Skládání a rozklad sil v rovině
Vybrané okruhy znalostí z předmětů stavební mechanika, pružnost a pevnost důležité i pro studium předmětů KP3C a KP5A - navrhování nosných konstrukcí Skládání a rozklad sil Skládání a rozklad sil v rovině
a) Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech.
 Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech.") a) Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech. 1. Konstrukční materiály a polotovary Předpis výrobku, jeho polotovaru a materiálu musí v konstrukční
a) Konstrukční materiály a polotovary. Zobrazování normalizovaných prvků na technických výkresech. 1. Konstrukční materiály a polotovary Předpis výrobku, jeho polotovaru a materiálu musí v konstrukční
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Dokončovací metody obrábění. Metody s úběrem materiálu. Jemné obrábění, hlazení. Honování
 Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
Dokončovací metody obrábění odebráním přídavku na dokončovací operaci (s úběrem materiálu) přetvářením povrchové vrstvy (bez úběru materiálu) zvýšení jakosti povrchu zlepšení mechanických a fyzikálních
14. JEŘÁBY 14. CRANES
 14. JEŘÁBY 14. CRANES slouží k svislé a vodorovné přepravě břemen a jejich držení v požadované výšce Hlavní parametry jeřábů: 1. jmenovitá nosnost největší hmotnost dovoleného břemene (zkušební břemeno
14. JEŘÁBY 14. CRANES slouží k svislé a vodorovné přepravě břemen a jejich držení v požadované výšce Hlavní parametry jeřábů: 1. jmenovitá nosnost největší hmotnost dovoleného břemene (zkušební břemeno
ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích
 ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Obsah. Ozubené hřebeny 239. Čelní kola a hřebeny s šikmým ozubením 241. Čelní ozubená kola. Čelní ozubená kola plastová 254.
 Obsah Ozubené hřebeny 239 Čelní kola a hřebeny s šikmým ozubením 241 Čelní ozubená kola Ocelová s nábojem 242 Ocelová bez náboje 251 Nerezová 259 Čelní ozubená kola plastová 254 Kuželová kola Ocelová 261
Obsah Ozubené hřebeny 239 Čelní kola a hřebeny s šikmým ozubením 241 Čelní ozubená kola Ocelová s nábojem 242 Ocelová bez náboje 251 Nerezová 259 Čelní ozubená kola plastová 254 Kuželová kola Ocelová 261
SPOJE OCELOVÝCH KONSTRUKCÍ
 2. cvičení SPOJE OCELOVÝCH KONSTRUKCÍ Na spojování prvků ocelových konstrukcí se obvykle používají spoje šroubové (bez předpětí), spoje třecí a spoje svarové. Šroubové spoje Základní pojmy. Návrh spojovacího
2. cvičení SPOJE OCELOVÝCH KONSTRUKCÍ Na spojování prvků ocelových konstrukcí se obvykle používají spoje šroubové (bez předpětí), spoje třecí a spoje svarové. Šroubové spoje Základní pojmy. Návrh spojovacího
PŘEVODY S OZUBENÝMI KOLY
 PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
PŘEVODY S OZUBENÝMI KOLY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora